Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre
|
|
|
- Yağmur Uğurlu
- 8 yıl önce
- İzleme sayısı:
Transkript
1 ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Bir başka ifade ile; bilinmeyen bir değerin içinde, aynı cinsten bilinen bilinen bir birimin ne kadar olduğunun belirleme işlemine ölçme denir. KONTROL: Geometrik şekil (form) veya ölçülerin saptanmış değerlerle karşılaştırılmasıdır ya da bir işin doğru ve istenilen özelliklere uygun olup olmadığının araştırılması işlemine kontrol denir. Örneğin sabit gönyelerle açıların, çatal ve tampon mastarlarla mil ve deliklerin karşılaştırılması yapılır. Ölçmede sonuç sayısal, kontrolde ise sonuç iyi veya bozuk olarak belirtilir. METROLOJİ VE İZLENEBİLİRLİK Metroloji kelime olarak metreden türetilmiş olup, anlamı ölçme bilimidir. Endüstrileşmiş ülkelerde ulaşım, iletişim, enerji ağları gibi temel sosyo-eknik sistemlerden biri olarak ülkenin teknolojik açıdan üst düzeyde kalkınmasında bir altyapı niteliği taşıyan metrolojinin amacı, bütün ölçme sistemlerinin temeli olan birimleri (SI ve türevleri) tanımlayarak bilim ve teknolojinin kullanımına sunmak ve yapılan bütün ölçümlerin güvenilirliğini ve doğruluğunu sağlamaktır. Ölçüm birimlerinin tanımlanması, Ulusal ölçüm standartlarının temin edilmesi ve diğer ülkelerin benzeri ölçüm standartları ile uyumunun güvence altına alınması, Ulusal ölçüm standartlarının ve yöntemlerinin izlenebilirliğinin sağlanması ve organize edilmesi, Yasal metroloji sisteminin kurulması ve yürütülmesi, Akreditasyon sisteminin oluşturulması, Metrolojik araştırma-geliştirme, eğitim ve bilgi transferi çalışmalarında rol almak Bu noktadan hareketle, Başbakanlık 1981 yılında bir ulusal merkez kurulması için gerekli fizibilite çalışmalarını, Türkiye nin tek bilimsel ve teknik araştırma kurumu olan TÜBİTAK'tan istemiş ve elde edilen sonuçlar ışığında bir "Ulusal Metroloji Enstitisü" kurulmasına ve projenin de TÜBİTAK tarafından yürütülmesine karar vermiştir.

2 TEMEL FİZİKSEL BÜYÜKLÜKLER VE BİRİM SİSTEMLERİ Ölçülecek büyüklükler değiştikçe bunlara ait birimler de değişmektedir. Yalnız bu büyüklüklerin ölçülmesinde, birlik ve beraberliğin sağlanması amacıyla uluslararası standart hale getirilen Birimler Sistemi kullanılır. Uluslararası birimler sistemi (Système International d'unités) ismi ve tüm dillerde geçerli olmak üzere SI kısaltması, 11. CGPM (Ölçü ve Tartılar Genel Konferansı, Conférence Générale des Poids et Mesures) konferansında kabul edilmiştir. Ölçme sonucunda elde edilen sayılar birimleriyle beraber bir anlam ifade ederler. Çok değişik fiziksel büyüklükler olmasına rağmen yedi tanesi temel birim olarak kabul edilmiştir. Diğer büyüklükler ise temel büyüklükler cinsinden ifade edilirler. Çevremizde görünen veya algılanan varlıkları (nicelikleri) tanımlamak, kıyaslamak ve ifade etmek için ortak bir dil kullanma zorunluluğu vardır. Farklı kültürler ile diller arasındaki karmaşayı gidermek ve herkesçe ilk bakışta anlaşılabilmesi için bilinen tüm fiziksel büyüklükler uluslararası belirli semboller ile ifade edilmektedir. Tüm fiziksel büyüklükler genellikle ingilizce karşılıklarının baş harfleri ile sembolleştirilmiştir. Fiziksel büyüklükler; içinde başka hiçbir büyüklüğü barındırmayan Temel Büyüklükler ve temel büyüklüklerin çeşitli kombinezonlarını içeren Türev Büyüklükler olarak iki temel grupta değerlendirilir. Uluslararası anlaşmalar ile SI birim sistemi temel büyüklük ve birimlerde ortak kullanım amacı ile ortay konulmuştur. Günümüzde tüm dünya ülkeleri SI sistemini kullanmakta veya kendi sistemlerinden SI sistemine geçiş için çalışmalarını hızlı şekilde sürdürmektedirler. Birim sistemlerinden uluslararası anlaşmalarla kabul edilmiş olan ve en çok kullanılan dört tanesi; cgs mutlak birimler sistemi, mks mutlak birimler sistemi, gravitasyonel mkfs birimler sistemi ve uluslararası birim sistemidir (SI). CGS Mutlak Birimler Sistemi Uzunluk, kütle ve zaman temel kavramları üzerine kurulmuştur. Bu üç temel kavram için temel birim olarak santimetre(cm), gram(g) ve saniye(s) kabul edildiğinden santimetre, gram, saniye veya kısaca cgs sistemi adını alır.
 konferansında kabul edilmiştir. Ölçme sonucunda elde edilen sayılar birimleriyle beraber bir anlam ifade ederler.")
3 MKS Mutlak Birimler Sistemi Veya Pratik Birimler Sistemi Bu sistemde temel kavramlar yine uzunluk, kütle ve zamandır. Elektrikte, akım şiddeti de temel kavramlar arasına girer. Temel birimler olarak, uzunluk için metre(m), kütle için kilogram(kg), zaman için saniye(s) ve akım için amper (A) kabul edildiğinden kısaca mks veya mksa sistemi olarak bilinir. Gravitasyonel M KF S Birimler Sistemi Kütle yerine kuvveti temel kavram kabul eden bu sistemde, temel birimler uzunluk için metre (m), kuvvet için 1 kg kütleye Paris te etkiyen yerçekimi olan kilofors (kf) ve zaman için saniyedir (s). 1 kg kütleye etkiyen yerçekimi her yerde aynı olmadığı için bu sistem mutlak bir birim sistemi değildir. Bu sistem daha çok mühendislikte ve halk arasında kullanılmaktadır. mkfs sisteminde kütle için özel bir birim yoktur. 1 mkfs kütle birimi 9,81 kg olup, 1 kilogram kuvvetin etkisiyle 1 m/s 2 lik ivme kazanan cismin kütlesi olarak tanımlanır. Tablo 1.1 m kgk s gravitasyonel birimler sistemi Uluslararası Birim Sistemi (SI) Uluslararası Ölçüler Konferansı nın 1971 de yaptığı toplantıda, en temel büyüklüklerden(zaman, kütle, zaman) başka, dört temel büyüklüğün daha birimlerini içine alan uluslararası birim sistemi tanımlanmıştır. Uluslararası birim sistemi, mks mutlak birimler sistemini kapsar. SI birim sistemi en önemli birim sistemidir.
 ve zaman için saniyedir (s). 1 kg kütleye etkiyen yerçekimi her yerde aynı olmadığı için bu sistem mutlak bir birim sistemi değildir.")
4 SI birim sisteminde kullanılan temel fiziksel büyüklükler Tablo 1.2 de, türetilmiş bazı fiziksel büyüklüklerde Tablo 1.3 de verilmiştir. Tablo 1.4 te Temel ve Türetilmiş büyüklüklerin SI ve MKS karşılıkları verilmiştir. Tablo 1.2 SI de Kullanılan Bazı Temel Büyüklükler Fiziksel Büyüklük Birim Simge Uzunluk Metre m Kütle Kilogram kg Zaman Saniye s Elektrik Akımı Amper A Sıcaklık Kelvin K Madde miktarı Mol Mol Işık şiddeti Candela cd TEMEL BİRİMLER Uzunluk : Metre (m) Metre, ışığın saniyenin 1/ kesri zaman aralığında vakum ortamda kat ettiği yolun uzunluğudur Kütle : Kilogram (kg) Uluslar arası kilogram prototipinin kütlesine eşit birimdir. Termodinamik Sıcaklık Birimi : Kelvin (K) Termodinamik sıcaklık birimi kelvin suyun üçlü noktasının termodinamik sıcaklığının 1/ kesridir. Zaman : Saniye (s) Sezyum 133 atomunun taban durumunun iki ince yapı düzeyleri arasındaki geçişe karşılık gelen ışınımın periyodunun süresidir. Elektrik Akımı : Amper (A)
 Metre, ışığın saniyenin 1/299 792 458 kesri zaman aralığında vakum ortamda kat ettiği yolun uzunluğudur Kütle : Kilogram (kg) Uluslar arası kilogram")
5 Amper sonsuz uzunluktaki ihmal edilebilir dairesel kesiti olan, birbirinden 1 m uzaklıkta yerleştirilmiş iki paralel iletkenin, birbirlerini etkiledikleri metre başına Newton'luk kuvveti üreten sabit akım olarak tanımlanır. Işık Şiddeti : Kandela (cd) Steradyan başına 1/ 683 watt radyant şiddeti olan 540 x hertz frekanslı mono-kromatik ışınım yayan bir kaynağın verilen bir yöndeki ışık şiddeti Candela olarak tanımlanır. Madde Miktarı : Mol (mol) Karbon 12'nin kg da atom sayısını içeren madde miktarıdır Tablo 1.3. SI de Kullanılan Türetilmiş Büyüklükler Fiziksel Büyüklük Birim Simge Alan m 2 A Hacim m 3 V Özgül kütle kg/m 3 ρ Kuvvet-Ağırlık Newton (N) F,G Basınç Pascal (Pa) P Debi (Hacimsel) m 3 /s V Frekans Hertz (Hz) f Enerji Joule (J) E Güç Watt (W) P Direnç Ohm (Ω) R Gerilim Volt (V) V Hız m/s v İvme m/s 2 a Momentum Kg.m/s P Elektrik Alan şiddeti V/m E Açısal hız rad/s Ώ Açısal ivme rad/s 2 Α İş Joule W Tablo 1.4. Temel ve Türetilmiş Büyüklüklerin SI ve MKS deki karşılıkları Büyüklük MKS Birimleri SI Birimleri Uzunluk Metre (m) Metre (m)
 Karbon 12'nin 0.012 kg da atom sayısını içeren madde miktarıdır Tablo 1.3.")
6 Kütle Kg.s 2 /m Kilogram (kg) Zaman Saniye (s) Saniye (s) Kuvvet Kilogram (kg) Newton (N=kg.m/s 2 ) Enerji Kg.m Joule ( J=N.m) Güç Kg.m/s Watt (W=J/s) Gerilme Kg/m 2 Pascal (P=N/m 2 ) Örnek 1: Güç birimini SI birim sisteminde ifade ediniz. Çözüm: Örnek 2: Basınç birimini SI birim sisteminde ifade ediniz. Çözüm: Temel Büyüklüklerin Ön Ekleri Fizikte kullanılan bazı temel büyükler bazen fiziksel büyüklüğü ifade etmede yetersiz kalır. Bu nedenle temel büyüklükleri, küçültücü veya büyütücü etkiye sahip ön eklerle kullanmak gerekir. Bunun için SI birim sistemlerinin alt ve üst katlarından yararlanırız. Tablo 1.5 de SI sisteminde kullanılan bu ekler (üst ve alt büyükler) görülmektedir. Tablo 1.5. SI Sisteminde Kullanılan Ön Ekler Ön Ek Simge Çarpa n Büyütücü ön ekler Eksa E Peta P Tera T Giga G 10 9 Mega M 10 6 kilo k 10 3 hecto h 10 2 deca da 10 Örnek temel büyüklük metre m 1

7 Küçültücü ön ekler desi d 10-1 santi c 10-2 mili m 10-3 mikro μ 10-6 nano n 10-9 piko p femto f Ön Eklerin Kullanımı 1 Paskal = 1 Newton/metre 2 1 Bar = 10 Newton/cm 2 1 litre = 1000 cm 3 1 Bar = 10 5 Paskal 10 Newton = 1 kilogram 100 N = 10 dan 1000 J = 1Kj, 1000 Pa = 1kPa cm 2 = 1m 2 0,001 m = 1mm W = 1 MW W = W = 4000 kw = 4 MW N/m 2 = 200 kpa = 0,2 MPa 1 s = 1, dak. = 2, sa =1, gün =3, yıl 1 m/s = 10 2 cm/s 1 N =10 5 dyn 1 J = 10 7 erg = 0,2389 cal = 2, kwsa 1 Pa =10 dyn/cm 2 =9, atm = 7, cmhg UZUNLUK ÖLÇME

8 Uzunluk, belirli iki nokta arasındaki mesafe ya da fark olarak tanımlanabilir. Her büyüklüğün birimi farklı olmakla beraber nesnenin fiziksel özelliğini belirtir. Birimler insanların zamanla geliştirdiği ortak kabul edilmiş görüşlerle oluşmuştur. Eski çağlarda teknoloji gelişmediği için insanlar çevrelerinde gördüğü nesnelerden ya da kendi organlarından yararlanarak birimleri ve ölçü aletlerini geliştirmiştir. Örneğin; karış, arşın, kulaç, ayak, adım vs. Uzunluk Birimleri Uzunluğun günümüzde Uzunluk Metre karşılığı kabul edilen birimi 1 inç 0,0254 metre metredir. Metre, bir 1 ayak 0,3048 metre saniyenin 1/ i kadar bir sürede, ışığın 1 yarda 0,9144 metre boşlukta aldığı yolun uzunluğudur. Metre 1 kara mili 1609 metre uluslararası bir kuruluş 1 deniz mili 1852 metre olan Sisteme International d'unites (SI); yani Uluslararası Birim Sistemi tarafından tanımlanmıştır. Bu uluslararası sistem Paris'te 1971 yılında toplanan "Ölçü ve Ağırlık Konferansında" belirlenmiştir. Metre denildiğinde rakamsal değeri 1 olan metre anlaşılır. Metrenin yanında dünyada başka uzunluk birimleri de kullanılmaktadır. Diğer Uzunluk Birimleri Dünyada farklı alanlarda, farklı sektörler için başka uzunluk birimleri de kullanılmaktadır. Örneğin; Denizcilikte, deniz mili, karada, kara mili, elektronik ve bilgisayar sektöründe monitörler için inç kullanılması söylenebilir. Bunların her birinin metre karşılığı vardır. Yani birimler birbirine çevrilebilir. Bir uzunluk birimi başka bir uzunluk birimine çevrilebilir. Uzunluk Birimlerinin Ast ve Üst Katları 1m lik uzunluk bazı uzunlukları ifade etme yeterli olmayabilir. Uzunluk birimleri 10'ar 10'ar büyür ve küçülür. Uzunluk birimlerini birbirine çevirmek için yukarıdaki bir birime çevirmede bölme, aşağıdaki bir birime çevirmede çarpma işlemi yapmak gereklidir. Birimin Adı Sembolü Metre

9 Ast Katları Üst Katları Cinsinden Değeri Kilometre km 1 km = 1000m Hektometre hm 1 hm = 100m Dekametre dam 1 dam = 10 m Metre m 1m Desimetre dm 1dm = 0,1 m Santimetre cm 1cm = 0,01 m Milimetre mm 1mm = 0,001 Uzunluk biri olarak milimetreden daha küçük birimler de kullanılmaktadır. Bu birimler elektronik, bilgisayar gibi alanlarda kullanılır. 1m nin 1 milyonda birine mikrometre (μm), 1 milyarda birine nanometre (nm), 1 trilyonda birine pikometre (pm) denir. SI birim sisteminin dışında; 1ft = 12in 1yd = 3feet olarak dönüştürülür. 2 3 şeklinde verilen bir ifade; 2 feet 3 inç uzunluğu ifade etmede kullanılır. Örnek: 3m =. cm 2500dm = m 22denizmili =. m Örnek: 65karamili = m 250yd = m 1525ft = m Örnek: 38mm =. cm 32in = cm 45nm =. m Uzunluk Ölçü Aletleri Günümüzde uzunluk ölçmede metre denilen alet kullanılır. Metrenin tipi kullanılan yere göre değişir. Bir inşaat ustasının kullandığı metre ile bir terzinin kullandığı aynı değildir. İşin tipine göre kullanımı kolay olan ve meslek elemanının işini pratik olarak yapabilen alet gerekir. Metreler tahtadan, plastikten ya da demir şerit şeklinde imal edilirler. Bunun yanında lazerli metreler de kullanılmaktadır. Ahşap olanlar katlanabilir yapıdadır ve genelde ahşap ustaları kullanır. Plastik şerit yapıda olanlar terziler kullanırken, çelik şeritten yapılanlar inşaat sektöründe sıkça kullanılmaktadır. KÜTLE ÖLÇME Kütle, yer çekimine bağlı olmayan, zamana, yere göre değişmeyen madde miktarıdır. Birimi kilogram(kg) dır. Ağırlık ise, bir cisme uygulanan kütle çekim kuvvetidir. Dinamometre ile

10 ölçülür. Dünya'da bir cismi ele alırsak yükseğe çıkıldıkça ağırlığının azalacağı, kutuplara gidildikçe ağırlığının artacağı, ekvatora gittikçe ağırlığının azalacağı, dünyanın merkezine inildikçe ağırlığının artacağı anlaşılır. Ağırlık birimi Newton dur ve kısaca N ile gösterilir. Kütle Birimleri CGS birim sistemi için kütle birimi gram'dır. Gram, g harfi ile gösterilir. Standart ve tam doğru bir gram Sevr şehrinde korunmaktadır. MKS birim sisteminde kütle birimi Kilogram(kg) dır. Kütle birimleri 10 ar 10 ar büyür ya da küçülür. Örnek: 2,5kg = g Örnek: 200mg = g Örnek: 14600g = kg Kütle Birimlerinin Dönüşümü 1 kg 1000 g 1g 1000 mg 1 ton 1000 kg 1 kental 100 kg Bir maddenin birim hacminin kütlesine yoğunluk denir. Yoğunluğun diğer adı öz kütledir. Kütle, yer çekiminden bağımsız olduğundan öz kütle de yer çekiminden bağımsızdır. Yoğunluk, maddelerin ayırt edici bir özelliğidir. Örneğin, suyun yoğunluğu 1g/cm3, demirin yoğunluğu 7,8g/cm3'tür. Öz kütle(yoğunluk) d ile gösterilir. m kütlesine sahip V hacmindeki bir maddenin öz kütlesi; ile hesaplanır. Ölçü Aletleri Kütle ölçümü için en basit şekilde Terazi kullanılır. Teraziler, mekanik yada elektronik olarak üretilirler. Elektronik teraziler hassas ölçüm yapar. Terazinin doğru ölçüm yapması, çabuk sonuç vermesi, ölçülen maddenin aynı zamanda fiyatını da göstermesi gibi özelliklerinden olanı tercih edilir. Büyük kütlelerin ölçümünde Kantarlar kullanılır. Baskül denilen aletle de insanlar ve çeşitli eşyalar tartılır. ALAN ÖLÇME
 dır. Kütle birimleri 10 ar 10 ar büyür ya da küçülür.")
11 Alan, bir yüzeyin kapladığı yer miktarını ölçen bir büyüklüktür. İki boyutlu cisimler için kullanılan alan için SI birim sisteminde temel birim metrekare (m²) dir. Alan biriminin, geometrik biçimi karedir. Diğer alan birimleri bundan türetilebilir. Alan Birimleri Alan ölçü birimi olarak metrekare(m2) kullanılır. Metrekare, kenarı 1m olan karenin alanıdır. Alan ölçü birimi metrekare 100 er 100 er büyür yada küçülür. Birimin Adı Sembol ü Metrekare Cinsinden Değeri Kilometre kare km 2 1 km 2 = m 2 Hektometre hm 2 1 hm 2 = m 2 kare Dekametre kare dam 2 1 dam 2 = 100 m 2 Metre kare m 2 1m 2 Desimetre kare dm 2 1dm 2 =0,01 m 2 Santimetre kare cm 2 1 cm 2 = 0,0001 m 2 Milimetre kare mm 2 1 mm 2 = 0, m 2 SI birim sisteminin dışında inç2, ft2 ve yd2 gibi alan birimleri ile günlük yaşantımızda alan hesabı için kullanılan ar, dekar ve hektar gibi alan birimleri de vardır. 1ar = 100m 2 1dekar = 1000m 2 1hektar = 10000m 2 Alan m 2 inç 2 ft 2 yd 2 1 metrekare ( m 2 ) ,003 10, , inçkare (inchsquare ) (in 2 ) 6,4516.l /144 1/ ayakkare (foot square) (ft 2 ) 9,2903.l ,111 1 yardakare (square yard) (yd 2 ) 0, HACİM ÖLÇME Hacim; bir maddenin uzayda kapladığı yere denir. Üç boyutlu cisimler için kullanılan hacmin SI birim sisteminde temel birimi metreküp (m 3 ) tür. Hacim biriminin geometrik biçimi küptür. Diğer hacim birimleri bundan türetilebilir. Hacim Birimleri

12 Hacim ölçü birimi olarak metreküp (m 3 ) kullanılır. Metreküp, kenarı 1m olan küpün hacmidir. Hacim ölçü birimi metreküp 1000 er 1000 er büyür ya da küçülür. Birimin Adı Sembolü Metreküp cinsinden değeri Kilometreküp km 3 1km 3 = m 3 Hektometreküp hm 3 1 hm 3 = m 3 Dekametreküp dam 3 1 dam 3 = 1000 m 3 Metreküp m 3 1m 3 Desimetreküp dm 3 1dm 3 = 0,001 m 3 Santimetreküp cm 3 1 cm 3 = 0, m 3 Milimetreküp mm 3 1 mm 3 = 0, m 3 SI birim sisteminin dışında inç3, ft3 ve yd3 gibi hacim birimleri ile günlük yaşantımızda sıvıların hacim hesabı için kullanılan litre, galon gibi birimler de vardır. Litre ( lt ) = 1dm3 denk gelen hacim birimidir. Hacim (Volume) 1 metreküp (m3) 1 inçküp (in3) 1 ayakküp (ft3) 1 yardaküp (yd3) 1 US Galonu 1 ING Galonu metreküp (m 3 ) İnçküp (in 3 ) ayakküp (ft) 3 yardaküp (yd) 3 U.S. Galonu İngiliz Galonu 1 6,10.l0-4 35, , , ,975 l,63.l /1728 2, , ,60.l ,83.l0-2 17,28 1 0,27 7, , ,764 4,66.l , ,182 3,78.l ,995 0, ,95.l , ,55.l ,412 0, ,94.l0-3 1,
 = 1dm3 denk gelen hacim birimidir.")
13 AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına kuvvet uygularlar. Su, yağ, cıva gibi maddeler akışkanlık özelliğine sahiptir. Bazı maddelerin akışkanlığı az iken bazı maddelerinki yüksektir. Akışkanların Özellikleri Sıvılar sıkıştırılamazlar. Bu nedenle üzerine uygulanan basıncı aynen iletirler. Gazlarda ise akışkanlık özelliği sıvılara göre biraz farklıdır. Gazların belli hacimleri olmadığı için bulundukları ortama yayılırlar. Molekülleri sürekli hareket halinde ve birbirlerine çarpmaktadırlar. Fakat gazlar sıvılardan farklı olarak sıkıştırılabilir. Akıcılık, teknik dilde

14 viskozite kavramıyla ifade edilmektedir. Akışkanlığı iyi olan sıvıların viskozitesi düşük, akışkanlığı kötü olan sıvıların viskozitesi ise yüksektir. SICAKLIK ÖLÇME Termodinamiğin en önemli kavramlarından biri ısıdır. Isı, belirli sıcaklıktaki bir sistemin sınırlarından, daha düşük sıcaklıktaki bir sisteme, sıcaklık farkı nedeniyle transfer edilen enerjidir. Isı da iş gibi bir enerji transfer biçimidir. Isı ve iş hiçbir cisimde depo edilemez, ancak sistem sınırlarında ve geçiş halinde iken belirlenebilir. Isı birimi iş birimi ile aynıdır, yani joule(j) dür. Eski bir alışkanlık olarak kalori(cal) de kullanılmaktadır. 1 kalori = 4,187 joule dür. 1 kalori, 1gram suyun sıcaklığını 14,5 C 'den 15,5 C 'ye yükseltmek için gerekli olan ısı miktarıdır. Sıcaklık, duyularla algılanmakta ve genellikle "sıcak" veya "soğuk" kavramlarıyla ifade edilmektedir. Gözlemlerimizden, sıcak ve soğuk iki cismin birbirine temas ettirilmesi halinde, sıcak olanın soğuduğunu, soğuk olanın da ısındığını, belirli bir süre temas halinde kaldıklarında ise, her ikisinin de aynı sıcaklık veya soğukluğa ulaştıklarını biliyoruz. Bir maddenin ısıl durumunu belirten bir ifade olan sıcaklık, "ısı geçişine neden olan etken" olarak da tanımlanmaktadır. Sıcaklık Birimleri Sıcaklık ölçü aletlerine termometre denilmektedir. Sıcaklık birimleri farklı şekilde gösterilir. Bunlar santigrad, fahrenheit (fahrenayt), kelvin, rankine ve reomür dereceleridir. Yaygın olarak kullanılan sıcaklık göstergeleri celsius ( C), bölüntülü termometrelerdir. Celsius skalasında buz saf suyun erime sıcaklığı sıfır (0 C), kaynama sıcaklığı ise yüz (100 C) kabul edilmiştir. İngiliz milletler topluluğu ve Amerika Birleşik Devletleri gibi bazı ülkelerde kullanılmakta olan fahrenheit ( F) termometre ölçeğinde ise, saf suyun buz ve kaynama noktalarına sırasıyla 32 F ve 212 F değerleri verilmiştir. Celsius ve fahrenheit dereceleri arasında; ve bağıntısı vardır. Kelvin(K) ve Rankine ( Ra) mühendislik bilimindeki hesaplamalarda kullanılan sıcaklık dereceleridir. Kelvin, teorik olarak erişilebilecek en düşük sıcaklık olan -273,15 C'yi mutlak sıfır noktası kabul etmiştir. Termodinamik hesaplamalarda Kelvin kullanılır. Rankine ölçeği
 dür.")

15 mutlak sıfırı fahrenheit sıcaklık biriminde 459,67 F olarak kabul eder. Reomür( Re) ölçeğinde, 0 Re donma noktası, 80 Re kaynama noktası alınarak 80 eşit parçaya bölünmüştür. Sıcaklık ölçümünde kullanılan termometreler temaslı yada temassız olarak kullanılırlar. Temaslı tip olanlarda cihaz sıcaklığı ölçülen nesne veya maddeyle fiziksel olarak temas eder. Bu yöntem katı, sıvı ve gazlar için kullanılabilir. Tipik bir temaslı algılayıcı, bir algılayıcı eleman, kontaklar ve koruyucu kılıftan meydana gelir. Temaslı tipte olanlar; ısıl genleşme yöntemini kullanan Cıvalı ve Bimetalik termometreler, ısı ile direnç değişimini kullanan Termistör ve RTD li termometreler, yarı iletken yapılı elektronik termometreler, sıcaklık ile elektrik üretimini esas alan Termokupl (ısılçift) termometrelerdir. Temassız tip olanlarda ise sıcaklığı yayılan cisimden elektromanyetik enerjiyi algılayarak okurlar; bu teknoloji katı ve sıvılarda da kullanılabilir. Eğer nesne veya ortam hareket ediyorsa, düzensiz bir şekli varsa veya bir algılayıcının teması ölçülen değerin doğruluğuna zarar verecekse bu durumlarda temassız ölçüm yapılmalıdır ve genellikle IR (Infrared: Kızılötesi) algılama araçları kullanılmalıdır. Yaygın olarak kullanılan termometreler cıvalıdır. Bunların çalışma esası sıvıların genleşme esasına dayanır. Bildiğimiz gibi ısınan bir telin boyu uzar, ısınan bir sıvı ya da gaz genleşir. Dolayısıyla bir sıvıyı ölçeklendirilmiş bir tüp içerisine koyarsak basit bir termometre yapmış oluruz. Cıvalı termometrede cıva, cam hazne içindedir. Sıvılar sıcaklık arttıkça genleştiği için haznenin devamı olan kılcal boru içindeki sıvı sütunu seviyesi yükselir. Ya da sıcaklık düştüğü zaman sıvı seviyesi düşer. Seviyenin yanı taksimatlı bir şekilde ölçeklendirilmiş olduğundan sıcaklık bu ölçek sayesinde okunur. Düşük sıcaklıkların olduğu yerlerde ise donma sıcaklığı düşük olan alkollü termometreler kullanılır. Madeni (metal) termometreler ise bimetal elemanlıdır. Bimetal eleman uzama katsayısı farklı iki metalin birleştirilmesi ile oluşan elemandır. Sıcaklığı algılayan kısım bimetalden yapılmış helezon şeklinde bir yay olduğu için uzama farkından dolayı eğilen metalin bir değer göstermesi ile ölçüm gerçekleşir. Uzama katsayıları farkından dolayı dönme hareketi oluşur.

16 Sıcaklık ölçümlerinde uzaktan ölçme yapan infrared termometreler de yaygınlaşmaktadır. Çünkü ulaşılması zor olan ya da tehlikeli olan elektrik hatları, yüksek ısılara sahip elektrikli cihazlar, ısıtma soğutma sistemleri gibi geniş bir alanda sıcaklık ölçümü gerekmektedir. Bu termometrelerle bir yüksek gerilim hattının sıcaklığı yerden ölçülebilmektedir. Endüstride yüksek dereceli sanayi fırınlarının sıcaklıklarını ölçmek için özel adı pirometre olan aletlerden yararlanılır. Yüksek dereceli fırının içerisine termometre konulamayacağı için pirometre denilen alet geliştirilmiştir. Bu aletin sıcaklığı algılayan kısmı fırının içinde, ölçme yapan kısmı ise fırının dışındadır. Sıcaklığı algılayıcı kısmı termokupl elemanlıdır. EĞİM ÖLÇÜMÜ Eğim; bir cismin yatay düzlemle yaptığı açının tanjantı eğim olarak tanımlanır. Herhangi bir dik üçgendeki açının tanjantı; karşı dik kenarın komşu dik kenara oranı ile bulunur. Açının SI daki birimi radyan (rad)' dır. Bir çemberde uzunluğu yarıçapa eşit yayın merkezle yaptığı açı olarak tanımlanır. Endüstride ise açı birimi olarak derece ( ) kullanılmaktadır. Derece, bir çemberin 360'a bölünmesiyle elde edilir. 360 derece 2π radyan olarak değerlendirilir. Bir derece 60 dakikaya ve bir dakika 60 saniyeye bölünmüştür. Bir eğimin açısını ölçmek için iletki (açı ölçer) yada dijital ölçü aletleri üretilmiştir. Eğim için hesaplama için aşağıdaki ifade kullanılır. KESİT VE ÇAP ÖLÇÜMÜ Kesit; cisimlerin enlemesine yada boylamasına kesilmesi ile elde edilen yüzeyinin alanına denir. Elektrikte daha çok silindirik (kablo iletkenleri, bobin), kare yada dikdörtgen (topraklama şeritleri, baralar) kesitli malzemeler kullanılır. Kesiti ifade etmede alan birimlerinden daha çok mm2 kullanılır ve kesit S harfi ile gösterilir. Silindirik yapıdaki cisimlerin kesit hesabı için çap ölçümü gereklidir. Çap; bir çemberin merkezinden geçen ve çemberi iki eşit parçaya bölen doğru çizgisine verilen addır ve

17 yarıçapın 2 katı uzunluğundadır. π ile çarpılırsa o çemberin çevresi bulunur. Anlaşıldığı üzere kesit alan ile çap uzunluk ile ifade edilen farklı kavramlardır. Çap Ölçü Aletleri Çapı ölçümünde kumpas ve mikrometre kullanılmaktadır. Mikrometre ölçme hassasiyeti kumpasa göre daha fazla olan dış çap ölçümü için kullanılan aletlerdir. Mikrometre ile milimetrenin yüzde biri bazen de yapılışına göre milimetrenin binde biri mertebesinde ölçüm yapılabilir. Dönen bir vida sistemine göre çalışır. Çapı ölçülecek cisim, vida milinin ucu (hareketli uç) ile gövdesinin ucu (sabit uç) arasına sıkıştırılarak ölçüm yapılır. Kumpas, iş parçalarında uzunluk, iç çap, dış çap ve derinlik ölçmede kullanılan ve ölçme hassasiyetinin ölçen kişiye bağlı olduğu aletlerdir. Ölçüm Çeşitleri 1. Direkt Ölçme: Ölçü bölüntüsü olan ölçü aleti ile yapılan ölçmedir. Örneğin, bir milin çapının sürmeli kumpas ile ölçülmesi. 2. Endirekt Ölçme: Ölçü bölüntüsü olmayan ölçü aletleri ile ölçme işleminin aktarmalı (taşımalı) olarak yapılmasıdır. Örneğin, dış çap kumpası ile ölçülen her hangi bir milin çapının sürmeli kumpas yardımı ile okunmasıdır. 3. Mutlak ölçme ( Hacim, alan, yüzey ) Ölçmeyi Etkileyen Faktörler Ölçü aletinin hassasiyeti, Ölçme işlemi yapılan ortamın, ölçü aletinin, ölçülen parçanın ısısı, İşin hassasiyeti, Ölçülecek iş parçasının fiziksel özelliği, Ölçme yapılan yerin ışık durumu, Ölçme yapan kişiden kaynaklanan faktörler, Ölçme yapan kişinin bilgisi, Bakış açısı, Ölçme işleminin yapıldığı yerin hassasiyetine
 ile gövdesinin ucu (sabit uç) arasına sıkıştırılarak ölçüm yapılır.")
18 ÖLÇME HATALARI Sistematik Hatalar: Bu tip hatalar, kullanılan ölçüm aletlerinden, kişisel yetersizliklerden, deneyde izlenilen metottan ve dış etkilerden kaynaklanır. Bu tip hatalar sonucu hep tek yönde etkiler. Sistematik hataları, deney yöntemini değiştirerek, daha hassas ölçü aletleri kullanarak ya da deney sonunda gerekli düzeltmeleri yaparak ortadan kaldırabiliriz. İstatistiksel (Rastgele) Hatalar: Ölçme duyarlılığının doğal olarak sınırlı oluşundan kaynaklanan hatalardır. Bu hatalar sonucu çift yönlü etkiler. Daha fazla sayıda ölçüm alarak istatistiksel hataları azaltabiliriz. Ölçü aletinden meydana gelen hatalar, Ölçme konumundan meydana gelen hatalar, Çevre etkisinden meydana gelen hatalar, Ölçme anındaki baskı kuvvetinden dolayı meydana gelen hatalar, Yanlış okuma konumundan meydana gelen hatalar. Uzunluğun Ölçülmesi Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. A. Metrik Ölçü Sistemi B. İngiliz Ölçü Sistemi Metrik Ölçü Sistemi Metrik ölçü sistemi günümüzde dünya devletlerinin çoğunda ( İngiltere, ABD ve İngiliz Milletler Topluluğuna bağlı ülkeler hariç. ) kullanılan bir ölçü sistemidir. Metrik sistemde ölçü birimi METRE dir. Makinecilikte ise daha çok metrenin binde biri olan MİLİMETRE hatta daha hassas ölçülerde MİKRON kullanılır. 1 Metre 10 dm. 1 dm 0,1 m 1 Metre 100 cm. 1 cm 0,01 m 1 Metre 1000 mm. 1 mm 0,001 m 1 Metre μ 1 μ 0, m İngiliz (Inç) Ölçü Sistemi İngiltere de ve ABD de kullanılır. Ölçü birimi YARDA dır. Makinecilikte birim olarak INÇ kullanılır. 1 Yarda 3 Ayak 91,44 cm. dir. 1 Ayak 12 inç 30,48 cm. dir. 1 İnç 2,54 cm
 Hatalar: Ölçme duyarlılığının doğal olarak sınırlı oluşundan kaynaklanan hatalardır. Bu hatalar sonucu çift yönlü etkiler.")
19 25,4 mm. dir. İnç ( parmak ) sembolü ( ) dür. Bu işaret ölçünün sağ üst köşesine konur. Örneğin ; 1, 3, 1/2, 3/4, 1/8, 1 ¾, 1 ½ gibi. Uzunluk Ölçü Sistemlerinin Birbirine Çevrilmesi Ülke olarak kullandığımız ölçü sistemi metrik olduğu için genellikle parmak (inç) ölçülerinin metrik değerlerini bulmak gerekir. 1 = 25,4 mm Örnek 1 : ½ kaç mm. dir? Yanıt : ½ x 25,4 = 12,7 mm. Örnek 2 : 1 ¾ kaç mm dir? Yanıt : 1 ¾ x 25,4 = 7/4 x 25,4 = 177,8/4 = 44,45 mm. Uzunluk Ölçü Aletleri Uzunluk ölçü aletlerini dört ana gurupta toplayabiliriz. A. Ölçü taşıma aletleri : İç çap, dış çap kumpası ve pergeller gibi. B. Çizgisel bölüntülü ölçü aletleri : Çelik cetveller, şerit metreler gibi. C. Ayarlanabilen bölüntülü ölçü aletleri : Sürmeli kumpaslar, derinlik kumpası, modül kumpası, mikrometreler, komparatör saati gibi. D. Sabit değerli ölçü aletleri : Mastarlar, çatal ve tampon mastarları, Johnson mastarları, gönyeler, şablonlar gibi. Kumpaslar Makinecilik mesleğinin en çok kullanılan hassas ve önemli ölçü aletlerindendir. Dış ve iç çapları, kalınlıkları, kanal veya aralıkları, derinlik veya kademeleri ölçmek için kullanılır. Kumpas Çeşitleri 1- Sürmeli kumpaslar a) 1/10 Verniyerli Kumpas b) 1/20 Verniyerli Kumpas c) 1/50 Verniyerli Kumpas d) 1/64 Verniyerli Kumpas e) 1/128 Verniyerli Kumpas f) 1/1000 Verniyerli Kumpas 2- Derinlik Kumpasları

20 a) İğne Uçlu Derinlik Kumpasları b) İnceltilmiş Uçlu Derinlik Kumpasları c) Kancalı Derinlik Kumpasları 3- Saatli Kumpaslar 4- Dijital (Elektronik) Kumpaslar 5- İç Dış Çap Kumpasları 6- Modül Kumpasları 7- Özel Sürmeli Kumpaslar a) Çizecek Uçlu Kumpaslar b) Pergel Uçlu Kumpaslar c) Mafsal Çeneli Kumpaslar d) Universal Başlı Kumpaslar e) Merkezler Arası Kumpaslar Sürmeli Kumpaslar Uzunluğu bir birim cinsinden sayısal değer olarak ortaya çıkaran ölçü aletidir. Endüstride kullanılan ölçü aletlerinin başında gelir. Kullanıldıkları yerlere göre değişik tiplerde metrik ve inçh birim sistemlerinde üretilirler. Dış boyut, iç boyut ve derinlik ölçmelerinde kullanılırlar. Sürgülü kumpasların kısımları: Sürgülü kumpaslar iki ana parçadan oluşurlar.bunlardan biri üzerinde mili metrik ve parmak (inch) bölüntüleri bulunan cetvel, diğeri üzerinde verniye bölüntülerinin bulunduğu sürgüdür.

21 1/10 Verniyeli Sürmeli Kumpaslar Cetvel üzerinde 9mm lik kısım, verniye üzerinde 10 eşit parçaya bölünerek, verniye iki çizgi arası 9/10 = 0,9mm bulunur. Cetvelin iki çizgi arası ile verniye iki çizgi arası farkı, 1-0,9=0,1mm hassasiyet elde edilir. Buna göre verniyenin birinci çizgisi, cetveldeki birinci çizgi ile çakışırsa kumpas 0,1 mm, ikinci çizgisi çakışırsa 0,2mm açılmış olur.

22 1/20 Verniyeli Sürmeli Kumpaslar Cetvel üzerinde 19mm lik kısım, verniye üzerinde 20 eşit parçaya bölünerek, verniye iki çizgi arası 19/20 = 0,95mm bulunur. Cetvelin iki çizgi arası ile verniye iki çizgi arası farkı, 1-0,95=0,05mm hassasiyet elde edilir. Buna göre verniyenin birinci çizgisi, cetveldeki birinci çizgi ile çakışırsa kumpas 0,05mm, ikinci çizgisi çakışırsa 0,10 mm açılmış olur.

23 Kumpas üreten firmalar son yıllarda, verniye üzerindeki bölüntülerin daha kolay okunabilmesi için, cetvel üzerindeki 39 mm lik aralığı verniye üzerinde 20 eşit parçaya bölerek 1/20 verniye oluşturmuşlardır. Cetvel üzerindeki 39 mm, verniye üzerinde 20 eşit parçaya bölünerek, verniye üzerinde 39/20 = 1,95 mm lik aralıklar elde edilmiştir. Bu şekilde, verniyenin birinci çizgisi cetvelin çizgisi ile çakışırsa kumpas 0,05 mm,verniyenin ikinci çizgisi çakışırsa 0,10 mm açılmış olur.

24 1/50 Verniyeli Sürmeli Kumpaslar Cetvel üzerindeki 49 mm, verniye üzerinde 50 eşit parçaya bölünerek 49/50=0,98mm verniye aralıkları elde edilmiştir. Cetvelin üzerinde iki çizgi aralığı ile, verniye iki çizgi aralığı arasındaki fark, 1-0,98 = 0,02mm hassasiyet elde edilir. Böylece, verniyenin birinci çizgisi ile cetvelin birinci çizgisi çakışırsa kumpas 0,02mm, ikinci çizgisi çakışırsa 0,04mm vs. açılmış olur.


25 1/32 Verniyeli Sürmeli Kumpaslar Cetvel üzerindeki 1" lık uzunluk, 8 eşit aralığa bölünerek, 1/8" lık bölüntüler elde edilmiştir. Cetvel üzerindeki 3/8" lık uzunluk, verniye üzerinde 4 eşit aralığa bölünerek 3/8"/4 = 3/32" lık aralıklar bulunmuştur. Böylece, cetvel ile verniye üzerindeki iki çizgi arası farkı, 1/8" - 3/32" =1/32" hassasiyet elde edilir. Verniyenin birinci çizgisi ile cetvelin birinci çizgisi çakışırsa, kumpas 1/32", ikinci çizgiler çakışırsa 2/32" açılmış olur.


26 1/64 Verniyeli Sürmeli Kumpaslar Cetvel üzerinde 1" lık uzunluk, 16 eşit aralığa bölünerek, 1/16" lık bölüntüler elde edilmiştir. Cetvel üzerindeki 3/16" lık uzunluk, verniye üzerinde 4 eşit aralığa bölünerek 3/16"/4 = 3/64" lık aralıklar bulunmuştur. Böylece, cetvel ile verniye üzerindeki iki çizgi arası farkı, 1/16" - 3/64" =1/64" hassasiyet elde edilir. Verniyenin birinci çizgisi ile cetvelin birinci çizgisi çakışırsa, kumpas 1/64", ikinci çizgiler çakışırsa 2/64" açılmış olur.

27 1/128 Verniyeli Sürmeli Kumpaslar Cetvel üzerinde 1" lık uzunluk, 16 eşit aralığa bölünerek, 1/16" lık bölüntüler elde edilmiştir. Cetvel üzerindeki 7/16" lık uzunluk, verniye üzerinde 8 eşit aralığa bölünerek 7/16"/8 = 7/128" lık aralıklar bulunmuştur. Böylece, cetvel ile verniye üzerindeki iki çizgi arası farkı, 1/16" - 7/128" = 1/128" hassasiyet elde edilir. Verniyenin birinci çizgisi ile cetvelin birinci çizgisi çakışırsa,kumpas 1/128", ikinci çizgiler çakışırsa 2/128" açılmış olur.


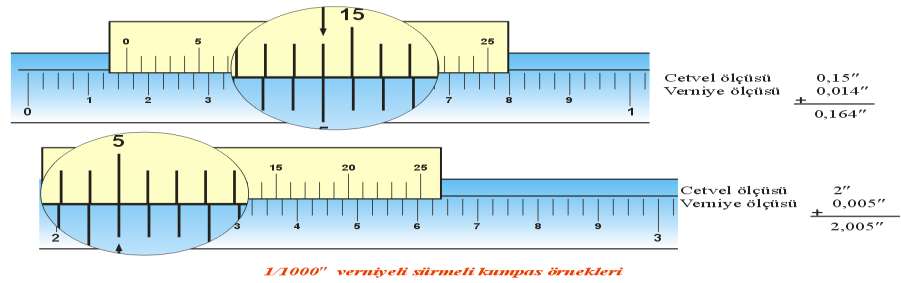
28 1/1000 Verniyeli Sürmeli Kumpaslar Cetvel üzerinde 1" lık uzunluk, 40 eşit aralığa bölünerek, 1/40" lık bölüntüler elde edilmiştir. Cetvel üzerindeki 24/40" lık uzunluk, verniye üzerinde 25 eşit aralığa bölünerek 24/40"/25 = 0,024" lık aralıklar bulunmuştur. Böylece, cetvel ile verniye üzerindeki iki çizgi arası farkı, 0,025" - 0,024" = 0,001" hassasiyet elde edilir. Verniyenin birinci çizgisi ile cetvelin birinci çizgisi çakışırsa, kumpas 0,001", ikinci çizgiler çakışırsa 0,002" açılır.
29


30 Üretici firmalar 0,001" lık kumpasları farklı bölüntüler ile üretmiştir. Bu kumpasta, cetvel üzerinde 1" lık kısım 20 eşit parçaya bölünerek 0,05" lık aralıklar elde edilmiştir. Cetvel üzerindeki 2,45" lık kısım verniyede 50 eşit aralığa bölünerek, 2,45"/50 = 0,049" lık bölüntüler elde edilmiştir. Böylece, cetvel ile verniye üzerindeki iki çizgi arası farkı, 0,05" - 0,049" = 0,001" hassasiyet elde edilir. Verniyenin birinci çizgisi ile cetvelin birinci çizgisi çakışırsa, kumpas 0,001", ikinci çizgiler çakışırsa 0,002" açılmış olur.
31 1 + 0,35 = 1,35 1,35 + 0,036 = 1,386 2) Derinlik Kumpasları Boydan boya işlenmemiş delik, oluk ve T- kanallarının ölçülmesinde kullanılırlar. Bu kumpasların cetvel ve verniye bölüntüleri sürmeli kumpaslarla aynıdır. 3) Saatli Kumpaslar Saatli kumpasların özelliği, üzerinde verniye olmamasıdır. Ölçüm yaparken cetvel üzerinden tam mm değerleri, saat göstergesinden ise ondalık mm ler okunur. Hassasiyeti

32 0,02mm olan saatli kumpaslarda, hareketli çene 2 mm açıldığında, saat ibresi bir tam tur döner. Kadran üzeri 100 eşit parçaya bölündüğü için kumpasın ölçme hassasiyeti 2 / 100 = 0,02mm dir. Hassasiyeti 0,05mm olan saatli kumpaslarda, hareketli çene 5 mm açıldığında, saat ibresi bir tam tur döner. Kadran üzeri 100 eşit parçaya bölündüğü için kumpasın ölçme hassasiyeti 5 / 100 = 0,05mm dir. 116,72 mm
33 2,18 mm 32,95 mm 4) Dijital (Elektronik) Kumpaslar Saatli kumpaslardaki kadran yerine elektronik görüntü ekranı bulunan kumpaslardır.ekran gerekli enerjiyi pilden alır. Elektronik(dijital) kumpasların hassasiyetleri milimetre cinsinden 0,01 mm, parmak cinsinden ise 0,0005" tır.
34 Kumpas, üzerinde bulunan düğmelerle(şalter) işlevini yapar. Sistem şalteri M harfini gösterdiğinde, ekrandaki ölçüler milimetre olarak, E harfini gösterdiğinde ise parmak(inç) olarak okunur. Açma ve kapama düğmesi ekranı çalıştırır. Sıfırlama düğmesi ile, istenilen noktada kumpasın sıfır konumunda kalmasını sağlar. 5) İç Dış Çap Kumpasları Silindirik parçaların iç ve dış çaplarının ölçülmesinde kullanılır. İç çap kumpası uç kısımları sivriltilmiş pergel şeklinde dışa doğru açıktır. Silindirik parçanın iç kısmına uçları değdirilerek ayarlanır. Dış çap kumpasının uç kısımları içe doğru sivriltilmiş yay biçiminde
35 iki ayağı ile silindirik parçaların dış kısımlarına değdirilerek ölçme sağlanır.. Ölçme işlemi dışarıda cetvel veya verniyerli kumpasla yapılır. 6) Modül Kumpasları Modül kumpasları, dişli çarkların modüllerini ve diş kalınlıklarını ölçmek amacıyla kullanılır. Modül kumpaslarında, dişli çarkın modülü düşey ölçü cetvelinden, diş kalınlığı ise yatay ölçü cetvelinden okunur.
36
37
38 7. Özel Kumpaslar
39 MİKROMETRELER Kumpaslarla yapılan ölçmelerde hassasiyet en çok 0,02 mm. dir. Ancak her parçanın ölçüsü kumpasların ölçme hassasiyeti içinde olmayabilir. Bu nedenle kumpaslar daha hassas ölçülerin ölçülmesinde yeterli olmayabilir. Kumpaslarda verniye üzerindeki çizgilerin çokluğu ve hangi çizginin hangi çizgi ile çakıştığının belirlenmesi okumayı zorlaştıran etkenlerdendir. Bu olumsuzlukları ortadan kaldırmak için, daha hassas ölçü aleti olan mikrometreler yapılmıştır. Mikrometrelerde okuma kolaylığı ve hassaslık derecesi kumpaslara göre daha fazladır. Mikrometrelerin ölçme hassasiyeti 0,01 mm. dir. Hatta ölçme hassasiyeti 0,001 mm. olan mikrometrelerde vardır. MİKROMETRENİN KISIMLARI MİKROMETRELERİN SINIFLANDIRILMASI A- Ölçü bölüntülerine göre mikrometre çeşitleri 1-Normal bölüntülü mikrometreler 2-Sayaç göstergeli mikrometreler 3-İbreli mikrometreler 4-Verniyeli mikrometreler 5-Dijital(elektronik)mikrometreler B- Kullanım yerlerine göre Mikrometreler
40 1. Dış çap mikrometresi 2. İç çap mikrometresi 3. Derinlik mikrometresi 4. Vida mikrometresi 5. Modül mikrometresi 6. Özel mikrometreler C- Ölçme sistemine göre 1. Metrik Mikrometreler 2. İnç Mikrometreler Metrik mikrometrelerin ölçme alanları Dış çap mikrometreleri genellikle 0-25mm, 25-50mm, 50-75mm, mm, mm, 125,150mm olarak üretildikleri gibi, daha büyük ölçmeler için mm ye kadar üretilebilirler. Mikrometrelerin ölçme alanları 25mm dir. Örneğin 19mm lik bir ölçü için 0-25mm ölçülü mikrometre, 42mm lik ölçü için 25-50mm ölçülü mikrometre kullanılır.
41 Verniyer bölüntülü mikrometreler Verniyer bölüntülü mikrometreler metrik veya inç bölüntülü olurlar. Verniyer bölüntülü mikrometrelerle iç çap, dıs çap belli boyutlardaki kalınlık, genişlik ve uzunluklar, delik çapları vb. kısımlar ölçülebilmektedir. Bu tip mikrometrelerin okuma sistemleri tambur üzerine yazılmış rakamlarla belirtilir. 1/100 hassasiyetli mikrometreler Kovan ve Tambur bölüntüler: Kovan üzerine yatay bir çizgi çizilmiş, bu çizginin üstüne 5 er mm de bir rakamlar yazılan mili metrik bölüntüler, altına ise mili metrik bölüntülerin ortasında olacak şekilde buçuk bölüntüler işaretlenmiştir. Tambur çevresi 50 eşit parçaya bölünmüş, bu bölüntüler 5 çizgide bir 5,10,15,20,25,30,35,40,45 ve 0 rakamları yazılarak oluşturulmuştur. Tambur bir tur döndüğünde hareketli uç 0,5mm ilerlediğine göre, tambur çevresindeki iki küçük çizgi aralığı=0,5mm/50 =1/100 =0,01mm olur.
42 1/100 hassasiyetinde mikrometrelerde ölçü okuma 0-25mm arası boyutlarda ölçüm yapan mikrometrenin, sabit ve hareketli uçların, alın yüzeylerinin teması durumunda, tambur pahlı kısmı sol yüzü ile kovan sıfır çizgisi çakışır durumdadır. Okunan ölçü sıfırdır.
43
44 Ölçülen değer : 11,095 mm
45 Ölçülen değer : 11,795 mm Ölçülen değer : 12,905 mm 1/1000 mm hassasiyetli mikrometreler Kovan üzerinde 1 mm. ve 0,5 mm. bölüntüleri vardır. Tambur çevresi 50 eşit parçaya bölünmüştür. Tambur bir devir yaptığında hareketli çene ( mil ) 0,5 mm. hareket eder. Tambur üzerinde iki çizgi arası 0,5 : 50 = 0,01 mm. dir. Verniye bölüntüleri yapılırken tambur üzerinde 9 bölüntülük kısım sabit kısım üzerine yapılan yatay 10 eşit bölüntüye bölünmüştür.
46 Yatay bölüntülü kısımdaki iki çizgi arası ( 0,01 x 9 ) : 10 = 0,009 mm dir. 0,1 lik verniye ile elde edilen hassasiyet 0,01 0,009 = 0,001 mm. dir.
47 Parmak (inç) Verniyer Bölüntülü Mikrometreler İnç bölüntülü mikrometrelerde, vidalı mil ve somuna parmakta 40 diş açılmıştır. Vidalı mil bir tam devir yaptığı zaman 1/40² ileri veya geriye doğrusal hareket eder. Ayrıca verniyer bölüntülü tambur çevresi de 25 eşit parçaya bölünmüştür. Böylece mikrometrenin okuma hassasiyeti; Not: İnç bölüntülü mikrometre kovanı üzerine ekseni doğrultusunda 0,025 aralıklarda bölüntü yapılmış ve sıfırdan itibaren her dört çizgide bir numaralandırılmıştır.
48 Ölçü saatli mikrometreler Ölçü saatli mikrometreler, iç ve dış çap olmak üzere iki gruba ayrılır. Normal iç ve dış çap mikrometrelerine 0,001 mm veya 0,0001² hassasiyetli ölçü saati yerleştirilmiştir. Milimetrik bölüntülü olanlarında yüzde okuma hassasiyeti, mikrometrenin verniyer bölüntüsünden ve 0,001 mm okuma hassasiyeti de ölçü saatinden okunur. İnç bölüntülü olanlarında, 0,001 okuma hassasiyeti mikrometrenin verniyer bölüntüsünden ve 0,0001 okuma hassasiyeti de ölçü saatinden okunur Dijital Mikrometreler Mekanik mikrometrelerin yanında ölçüm değerini dijital olarak gösteren elektronik mikrometreler de mevcuttur. Tambur, vidalı mil ve dijital gösterge arasındaki bağıntı pillerden gelen enerjiyle çalışan elektronik devreyle sağlanır. Bu mikrometre üzerindeki bölüntülerle klasik metotla ölçüm yapılabilir. Dijital gösterge klasik okuma anındaki zihinsel yorulmayı ve ölçme zaman kaybını ortadan tamamen kaldırmıştır, çünkü ölçüm değerini ekrandan direkt olarak okunabilir. Dijital mikrometre üzerinde bir gösterge ve butonlar bulunur. Bu butonların adı ve görevleri şunlardır: Açma-Kapama Butonu (ON/OFF): Aletin elektronik sistemini çalıştırmak ve durdurmak için, yani kısaca açma ve kapama içindir. İnç-mm Butonu: Ölçülmek istenen değerin birimini inç olarak ya da mm olarak görüntülemeyi sağlar (Bazılarında sadece mm yada sadece inç ile gösterilir). Sıfırlama Butonu: Ölçülen değerleri ya da göstergeyi sıfır yapar. Bekletme Butonu: Bu butona birinci defa basılınca ekrandaki değer sabitleşir. Mikrometre açılsa da kapansa da bu değer ekranda aynen kalır. Bu butona tekrar basıldığında ilk okunan değer kaybolur ve onun yerine mikrometrenin sıfır noktasından itibaren son ölçme noktasına kadar olan ölçme değeri ekranda görünür. Bu buton kademeli parçaların ölçümü ya da alınan ilk ölçü değerini, mikrometre iş parçasından dışarı alındıktan sonra okumak için kullanılır.
49 Mikrometreyi kullanırken aşağıdaki hususlara dikkat edilmelidir; 1. Mikrometre darbelerden korunmalı, 2. Mikrometre su, yağ ve sprey içinde kullanılmamalı, 3. Mikrometre uzun zaman kullanılmayacaksa, pilleri çıkartılmalı, 4. Temizleme amacıyla tiner ve benzin gibi uçucu çözücüler kullanılmamalı, 5. İyi bir ölçme için is parçasının ısısı ile mikrometrenin ısısı arasında fark olmamalıdır. 6. Mikrometrenin günlük kullanımı bitince ölçü mili ve örs temizlenmeli ve ölçü mili açık konumda tutulmalı, 7. Pillerin (AM-5 Alkalin- Manganez pil ) ömrü yaklaşık 500 çalışma saatidir. Pillerin ömrü bitince ekranda (88.888) alarm işareti görünür. Görüntü kararır veya rakamlar iyi hareket etmez. Bu durumda pilleri değiştirmek gerekir. İç Çap Mikrometreleri İç çapların ve kanal derinliklerinin ölçülmesinde veya kontrol edilmesinde kullanılır. İç çap mikrometreleri, kullanma yeri ve özelliklerine göre değişik biçim ve boyutlarda yapılmışlardır. Küçük delik çaplarının (5 25 mm ) ölçülmesinde kumpas tipi iç çap mikrometreleri kullanılır. Bu tip mikrometrelerin okuma hassasiyetleri 0,01 mm dir. Not: 25 mm den büyük delik çapları için uzatma çubuklu delik mikrometreleri kullanılır. Bu tip mikrometrelerin kapasiteleri çubuk boyuna bağlı olarak değişir. Bu tip saplı iç çap mikrometrelerinin ölçme kapasiteleri 25 mm den başlamak üzere (25 50), (50 75)_ve ( )mm arasında değişmektedir
50 Genellikle iç çapı 11 mm den 100 mm ye veya 0,5 den 4 e kadar olan deliklerin ölçülmesinde veya kontrol edilmesinde üç ayaklı mikrometreler kullanılır. Üçayaklı mikrometrenin ölçü okuma hassasiyeti 0,005 mm dir. Ölçü mili adımı 0,5 mm olup mikrometre tamburu 100 eşit parçaya bölünmüş ve böylece mikrometre hassasiyeti 0,005 mm olarak (0,5 : 100 = 0,005 ) bulunmuş olur. Derinlik mikrometresi Derinlik mikrometreleri genellikle kanal ve delik derinlikleriyle kademe yüksekliklerinin ölçülmesinde veya kontrol edilmesinde kullanılır. Derinlik mikrometrelerinde ölçü mili verniyer bölüntülü tambur içerisine sökülüp takılabilir şekilde monte edilmiştir. Ölçme veya kontrolü yapılacak delik, kanal veya kademe derinliklerine göre ölçü milleri değişir veya blok mastarlar kullanılır. Not: Derinlik mikrometrelerinin ölçme kapasiteleri (0 25), (25 50), (50 75), (75 100) mm dir. Mikrometrelerin toplam ölçü okuma hassasiyeti 0,01 mm dir.
51 Vida mikrometreleri Vida mikrometreleri çevresine helisel kanal açılmış miller üzerindeki vida bölüm dairesi çapını, vida diş dibi çapını, diş derinliğini ölçmede kullanılan ölçü ve kontrol aletidir. Not: Metrik sistemli vida mikrometrelerinde kullanılacak örs takımı adımı 0,4 mm den 6 mm ye kadar 60 lik açıda yapılmıştır. İnç sistemli mikrometrelerde kullanılacak örs takımı 55 lik açıda ve parmaktaki diş sayısı 28 den 3 e kadar olan vidalara göre yapılmışlardır metrikler için 8 takım inç ler için 6 takım örs vardır
52 Modül mikrometresi Modül mikrometreleri dişli çark bölüm dairesi üzerinde bulunan belirli sayıdaki dişlilere ait teğet uzunluğunu ölçerek, dişlerin adımının kontrol edilmesinde kullanılır.
53 Özel mikrometreler Sehpalı mikrometre Genellikle sık sık taşınmayan ölçü aletlerindendir. Mikrometre gövdesi sehpalı olarak yapılmış ve masa veya tahta üzerine monte edilmiştir. Ölçü tamlığı 0,002 mm dir çap, genişlik ve kalınlık ölçüsü veya kontrolünde kullanılır. Mastar mikrometresi Bu tip mikrometreler genellikle ayarlanabilen mastarlar olarak kullanılmaktadır. Ölçü hassasiyeti 0,002 mm olan iki adet mikrometre başlığı gövde üzerine monte edilmiştir. Çapı, genişliği veya kalınlığı ölçülecek parçanın alt ve üst ölçü sınırlarına göre mikrometreler ayarlanır. Üstteki mikrometre en büyük ölçüye alttaki mikrometrede en küçük ölçüye ayarlanır ve tespit kolları yardımıyla mikrometreler sabitleştirilir.
54 Boru mikrometresi Kenet mikrometresi Saç mikrometesi
55 V- ağızlı Mikrometre Değişebilir uçlu mikrometreler
56 Kanal Mikrometresi Geniş çemberli Mikrometre Mikrometreler hakkında özel bilgiler Ölçme mili: Genellikle sertleştirilmiş, taslanmış ve parlatılmıştır. Dolayısı ile teknik yönden, tamlık bakımından yüzey kabalıkları yok edilmiştir. Vida profili hatasızdır. Yani karsı somun kovanı ile tam olarak uyarlık sağlar ve uzun zaman aralığı için gerekli ömrü ve ölçme hassasiyetini korur. Hatve genellikle metriklerde 0,5 mm ve inç ölçülerde 1 inçte 40 agıza göre yapılır. Genellikle iki veya üç kalite olarak imal edilirler. Somun kovanı: Ömür ve ölçme hassasiyetini uzatmak için uygun bronz malzemelerinden seçilir. Ölçme yüzeyleri: Taşlanmış ve leblenmistir, bu nedenle örs ve hareket mili ölçme yüzeyleri birbirine paralel açısal olarak tam ve ağırlık eksenleri birbiri üzerinde bulunur ( çakışır ),
57 yüzeylerin bu durumda ömrünü artırmak için sertleştirmeden ayrı olarak ya yüzeyler krome edilir veya sert metalden yapılır. Taksimatlar: Genellikle kontrast ve tam görünebilir çizgi rakamlı olmalıdır. Gerek ana taksimat ve gerekse tamburdaki taksimatlar mat halde dağlanır, ancak bu suretle ışık yansıması kısmen yok olur, okumada kolaylık sağlanır göz yorulması önemli ölçüde önlenir. Aynı nedenlerden bazı mikrometrelerde ana ve tambur taksimatlarının tamamı krome edilir. Hassas Ayar İçin Friksiyon Tertibatı: Bunun için genellikle spiral yay sistemi kullanılır ve ölçme esnasında friksiyon miline esit bir basınç mümkün olur. Geri dönme de yay aynı şekilde herhangi bir zorluk çıkartmaz, bunların tespit vidaları konstrüksiyonlara göre değişik şekilde olur. Ölçme basıncının ayarı pek tabii belli bir ölçüde ölçü yapan sahsa bağlıdır. (tertibat için cırcır vidası adı da kullanılır) Tespit Tertibatı: Ölçülen değerde herhangi bir ayar bozulmasına engel olmak için birçok mikrometrelerde, öngörülen bir sıkıştırma tertibatıdır. Genellikle bunlar eksantrik bir mil ve bunu hareket ettiren koldan veya bir tırtıl somunundan ibarettir. Kol hareketi ile eksantrik mil ölçme milini bloke eder ve herhangi bir ayar kaçıklığına engel olur. Yeniden yapılacak ölçmelerde blokaj mutlak suretle ortadan kaldırılmalıdır. Ayarlama: Genellikle mikrometrelerin örs kısma ve ölçme yüzeyleri arasındaki paralellik ve düzlük değişmez halde olmalıdır. Çabuk sıfıra ayar önemli bir özelliktir. Boşluk ve Ölü Noktalar: Milin, içinde hareket ettiği vidalı kovan üç yarıklıdır, ucundaki konik bir somunla belli bir ölçüde ayarlama yapılabilir. Çalışma sonucu vidalarda meydana gelecek aşınmalarla doğan boşluklar, bu konik somunun özel anahtarlarla sıkıştırılması sureti ile yok edilir. Mikrometre ile ölçmede dikkat edilecek hususlar Norm Sıcaklığı: ISO ya göre +20 (68F ) dır. Cihazların doğrulukları, tamlıkları bu sıcaklıkta ancak geçerlidir. Ölçme sıcaklığı: Ölçme sırasında gerek mikrometrenin gerekse ölçülen parçanın sıcaklıklarının birbirine eşit ve normal şartlar altında 20 C de olması gerekir. Dökme demir ve çeliklerde vb. de uzama katsayısından dolayı bu durum çok önemlidir. Okuma Kademesi: Metrik mikrometrelerde genellikle vida hatveleri 0,5 mm ve tambur taksimatı da 50 dir. Buna göre tamburdaki iki çizgi arası açıklıgı 0,01 mm dir. Inç ölçülü mikrometrelerde genellikle 1 inç te 40 agız vardır ve tambur kısmı 25 taksimatlıdır, buna göre tamburun iki çizgisi arasındaki okunabilecek boy 0,001 inç tir.
58 Mikrometrelerle tolerans ölçülmesi: Seri ve kitle imalatında birçok hallerde sınır mastarlarının kullanılması ekonomik bir durum yaratmaz. Bundan dolayı tolerans göstergeli mikrometreler kullanılır. Ölçme Tamlığı: Mikrometrelerle ölçmelerde tamlık, genellikle aşağıdaki özelliğe bağlıdır. a) Mikrometrenin garanti edilen tamlık değeri b) Mikrometre, kutusunun içerisindeki kontrol ölçekleri tamlığı, c) Ölçme sıcaklığı, d) Ölçme basıncı, e) Okuma hataları, f) Aşınma. Mikrometrelerde genellikle ısı etkilerini yok etmek için plastik tutucular kullanılır. Mikrometrik Tertibatı: Tambur 50 veya 100 kısma bölünmüştür le bölünmüş tamburda ana taksimatın 1/100 ü doğrudan doğruya okunur. ( burada 0,5 mm ( ½ ) taksimat söz konusu değildir ). Genellikle endüstride 0,5 (1/2) mm hatveli ölçme mili ve 50 taksimatlı tamburlu mikrometreler kullanılır. Bu halde tambur çapı 14 mm olduğuna göre, tambur üzerindeki çizgi taksimatları arası (14 x 3,14) / 50 = 0,88 mm dir. Tamburda 100 taksimat olduğunda çizgi 0.44 mm dir. Bu çizgi aralıkları çok az olduğundan iyi bir okuma tamlığı sağlanması için ancak tambur artırılması gereklidir.
59 Ölçü Saatleri (Komparatörler) Mukayese amacı ile kullanıldıkları için ölçü saatlerine komparatör adı da verilir. Ölçü saatleri kolay ölçüm yapabilmek için bir sehpa veya sabit ölçü aygıtlarına bağlanırlar. Boyutların; Mukayeseli ölçümlerinde Küçük ölçü farklarının okunmasında Geometrik biçim değişimlerinin kontrolünde kullanılan ölçü aletleridir. Hassasiyetleri: 0.01mm ile mm arasında değişir Ölçü aralıkları: mm mm 0-1 mm 0-5 mm 0-10 mm 0-30 mm arasında olabilir. Ölçü saatleri ile; 1. Dış çap kontrolü 2. Aynı anda çok boyutlu kontrol 3. İç çap kontrol 4. Doğrusal hareketin kontrolü 5. Yükseklik kontrolü 6. Yüzeye diklik kontrolü 7. Karşılıklı konum kontrolü 8. Derinlik kontrolü 9. Salgı kontrolü 10. Üretim kontrolü yapılabilir Ölçü saatlerinde TOLERANS SINIRLAMA ARALIĞI mevcuttur. (+) ve (-) tolerans miktarları elle ayarlanır.
60 Komparator bir yüzeydeki iki yükselti arasındaki farkı okumaya yarayan olcu aletidir. Komparator bir bağlama elemanı yardımıyla referans bir yüzeye sabitlendikten sonra batıcı uç olcumun yapılacağı yüzeye temas ettirilir. Daha sonra döner kadran kullanılarak saat ibresi 0 (sıfır) konumuna getirilir. Devir ibresi değeri okunur ve ölçüme başlanır. Saat ibresin bir tam turunda devir ibresi bir üst değere ulaşır. Kullanılan komparatörün ölçme aralığına bağlı olarak bu değer 0,1mm yada 1mm gibi bir değer olabilir. Saat ibresinin iki uç noktası arasındaki fark bize iki yükselti arasındaki farkı verir. Şekilde bir komparatör ve ana bileşenleri gösterilmiştir. Komparatör saati ve sehpası
61 Komparatörlerin Fiziksel Özellikleri Komparatorlerde olcu milinin maksimum hareket edebilme kapasitesine, ölçme aralığı denir. Ölçme aralığı azaldıkça, aletin toplam olcu okuma hatası da azalır. örneğin; ölçme aralığı 0-5 mm olan bir komparatörde ibrenin bir devrinde mm hata varsa, toplam hata miktarı x5=0.01 mm olacaktır. Bu da ölçme aralığı artan komparatörün toplam hata miktarının arttığını göstermektedir. Genellikle komparatörler ölçme aralığı hassasiyetine göre düzenlenmiştir. Olcu okuma hassasiyeti 0.01 mm olan Komparatorlerde ölçme aralığı 0-5 mm veya 0-10 mm dir. Olcu okuma hassasiyeti mm aralığında olan komparatörlerin ölçme aralığı 0-1 mm arasında değişmektedir. Sekil de hassasiyetlerine göre komparatörün kadran çap, ölçme aralığı, kadran bölüntüsü ve olcu okuma hassasiyeti verilmiştir. Komparatörlerin boyutları genellikle standartlaştırılmıştır. Bunların en küçük olanı mm ve en büyük kadran çap da 75 mm civarındadır. Komparatörler tek basına kullanılmazlar, ölçü taşıma veya kontrolünde sabit tablaya veya sehpaya bağlanırlar. Bağlama işlemi doğrudan taşıyıcı kapaktan ya da olcu mili yatağından faydalanılarak yapılır. Komparatörler en çok taşıyıcı kapaktan bağlanırlar ya da sehpa üzerine monte edilir. Çünkü bağlama kuvveti ile komparatör saati zarar görebilir. Komparatorlerde sıfırlama işlemi bölüntü kadranından yapılır. Bu tip komparatörler önce anma ölçüsünde konuma getirilirler. Daha sonra, bölüntülü kadran çember yardımıyla kendi ekseni etrafında saat ibresi yönünde veya tersi yönde çevrilerek kadran sıfırı ibre altına getirilir.
62 Ölçme konumu ve özelliklerine göre olcu miline, sokulup takılabilir vidalı birleştirmeli ilave uçlar takılır. Bu takma uçlar, ölçme veya kontrol yapılacak parçanın konumuna göre değişir. Yine ayrıca, komparatörlerle olcu kontrolü veya karşılaştırma yapabilmek için yardımcı sehpalara ve bağlama elemanlarına ihtiyaç vardır. Komparatör Çeşitleri Dış Çap Komparatörü Sehpalı silindir üzerine düşey konumda hareket edebilir şekilde komparatör monte edilmiştir. Dış çapların ve yüksekliklerin kontrolünde kullanılır. Sekil de dış çap kontrolünde kullanılan dijital dış çap komparatörü gösterilmektedir. İç Çap Komparatörü İç çap komparatörleri küçük ve büyük delik çaplarına göre iki gruba ayrılır. Küçük çapların kontrolünde pens uçlu iç çap komparatörleri ve büyük çaplı deliklerin kontrolünde uç noktadan merkezleme komparatörleri kullanılır. Her iki çap komparatörleri de önce bilezik mastarıyla anma ölçüsüne ayarlanır.
63 Boru Komparatörü Boru komparatörüyle boru et kalınlıkları kontrol edilir. Bu komparatörlerin sabit çenesi boru iç çapına göre değiştirilebilir özellikte ve çaptadır. Et kalınlığı edilecek boru iç çapına uygun sabit çene seçilir ve yuvasına vidalanır. Kalınlık Komparatörü Bu tip komparatörlerle genellikle belirli kalınlıktaki parçalar kontrol edilir. Küçük boyutlu parçaların kalınlığı şekil de gösterilen cep tipi kalınlık komparatörleriyle, sac ve benzeri büyük levha kalınlıkları köprü sehpalı komparatörlerle ölçülür. Derinlik Komparatörü Silindirik delik ve kanal derinlikleriyle, yükseklik ve benzeri ölçü kontrolünde derinlik komparatörleri kullanılır. Bu tip komparatörlerin takma uçlu değişebilen olcu milleri vardır. Derinlik anma ölçüsüne uygun mil, komparatörün olcu mili ucuna ilave edilir.
64 Kanal Komparatörü Silindirik iç çaplar içerisine acılan kanal çaplarının kontrolünde kullanılır. Kanal komparatörlerinde çenelerden biri açılıp kapanacak şekilde ayarlanabilir. Böylece, kontrolü yapılacak kanal çapının anma ölçüsüne göre komparatör ayarlanır. Salgı komparatörü Silindirik parçaların salgı kontrolünde kullanılır
65 Endikatörler Komparatörler gibi kontrol aletleridir. Komparatörlere oranla ölçme aralığı daha az ve ölçü okuma hassasiyeti daha fazladır. Endikatörün kadranı genellikle daire dilimi şeklindedir. Çünkü, bu ölçü kontrol aletinin ölçme aralığı, hassasiyetine göre 0.1mm ile 0.01mm arasında olduğundan ibrenin tam devir yapmasına gerek yoktur. Endikatörler dış çap, iç çap, kalınlık, yükseklik vb. ölçü kontrolünde kullanılmaktadır. Pasametre ve Pasimetreler Olcu okuma tamlığı mm olan bu ölçü aletleri, genellikle iç ve dış çapların olcu kontrolünde kullanılır. Bunlar kullanma yerlerine göre aşağıdaki şekilde adlandırılırlar; 1. Dış çaplar için Pasametre, 2. İç çaplar için Pasimetre,
66 Pasametreler Dış çap ve kalınlık ölçü kontrolünde kullanılırlar. Pasametreler, gövdesi içerisine ölçü saati yerleştirilen verniyer bölüntüsüz mikrometreye benzemektedir. Seri imalatta imal edilen parçaların ölçü sınırlarında yapılıp yapılmadığının kontrolünde kullanılırlar. Pasametrenin kadranı üzerinde komparatör saatlerinde olduğu gibi ayarlanabilen tolerans limit tırnakları bulunur. Tolerans ibreleri alt ve üst sınır ölçülerine göre ayarlanır. Ayarlama işleminden sonra esas parça çapı kontrol edilir ve tolerans, ölçü saati ibresinden okunur. Ölçülen değerlerin tolerans değerlerini aşıp aşmadığının kontrolü yapılır. Passimetreler Pasimetreler delik çapı ve kanal genişliklerinin ölçü kontrolünde kullanılan 0,002 mm hassasiyeti ölçü aletlerindendir. Ayrıca, pasimetrelerle kontrol edilen delik çapının delik boyunca silindirik olup olmadığı da anlaşılır. Ana yapısı pasametreye benzeyen pasimetrenin ölçü mili ucuna, belirli çaplara göre hazırlanmış takma uçlar ilâve edilir. Pasimetre ölçü miline takılan ilâve uçlarla 11 mm den 120,5 mm çapa kadar bütün delik ölçüleri kontrol edilebilir. Kontrol işlemi yapılmadan önce pasimetrenin gerekli takma ucu ilâve edilir ve bilezik mastarla sıfır (0) ayarı yapılır. Tolerans sınırı belirtilir. Daha sonra, esas parçanın delik çapı kontrol edilir. GÖNYELER Yüzeylerin düzlemselliğinin ve yüzeyler arasındaki açıların kontrol edilmesinde kullanılan aletlere GÖNYE denir.
67 Gönye Çeşitleri Gönyeler kullanım yeri ve şekline göre çok çeşitlidir. a. Yüzey gönyeleri b. Sabit açı gönyeler c. Ayarlı açı gönyeler d. Basit bölüntülü açı gönyesi e. Verniyeli açı gönyesi f. Üniversal açı gönyesi g. Optik açı gönyesi h. Saatli açı gönyesi i. Sinüs cetveli Yüzey Gönyeleri Kıl Gönye Sadece yüzeylerin düzlemsel olup olmadığını kontrol etmede kullanılırlar. Kıl gönye de denir. Sabit Açı Gönyeleri Parçaların düzlemselliğinin yanı sıra komşu yüzeyler arasındaki açının kendi sabit açısına eşit olup olmadığını kontrol eder ve 120 açılı sabit açı gönyeleri vardır. Somun ve benzeri parçaların yüzeylerini de kontrol ettiği için somun gönyesi de denir.
68 Ayarlı Açı Gönyesi Ayarlı açı gönyeleri, üzerinde açı bölüntüleri olmayan önceden belirlenen bir açıya göre kontrol etmede yada taşımalı olarak açıları ölçmede kullanılırlar.
69 Basit Bölüntülü Açı Gönyesi Üzerinde basit açı bölüntüleri olan açıların ölçüldüğü yada istenirse markalamada kullanılan açı gönyeleridir. VERNİYELİ AÇI GÖNYESİ Verniyeli açı gönyeleri, derecenin dakikalarını okuyabilmek için yapılmış hassas açı gönyeleridir. Tam derecelerden başka dakikaları okuyabilmek için yardımcı açı verniye bölüntüsü vardır. ÜNİVERSAL AÇI GÖNYESİ Çeşitli açı ölçülerinin elde edilmesinde ve okunmasında kullanılan hassas ve yüksek ölçme tamlığında olan bir ölçü aletidir. 360 ye kadar tüm ölçüleri ölçer. Üniversal açı dairesi birbirinin devamı 4 90 ye bölünmüştür. Herhangi bir ölçmede elde edilen açının sabit kalması için sıkma vidasından faydalanılır. Verniyesi 2 ve 5 olarak düzenlenmiştir.
70 4 tane 90 olarak bölümlenen açı dairesi üzerinde 23 lik açı döner disk üzerine taşınarak 12 eşit açı bölüntüsüne ayrılmıştır. Bu şekilde bölünme ile (23/12) lik açı verniyesi bölüntüleri elde edilir. Açı dairesi üzerindeki 23 lik kısım verniyede 12 eşit parçaya bölünmüştür. 2-23/12 = 1 /12 1 = 60 olduğundan 60 /12 =5 olarak bulunur. Açı Verniyesinin Okurken Şu Özelliklere Dikkat Edilmelidir. a) Önce verniyenin sıfır çizgisinin en son geçtiği tam derece okunur. b) Tam dereceye, açı bölüntüleri ile kesişen verniye çizgisinin gösterdiği dakika eklenir. ( 2 ) AÇI VERNİYESİNİN YAPILIŞI Açı dairesi üzerindeki 29 lik kısım verniyede 30 eşit parçaya bölünmüştür. 1-29/30 = 1/30 1 = 60 olduğundan 1/30 = 2 dır.

71 Optik Açı Gönyesi Bu açı gönyesi ölçme şekli ve kullanılışı bakımından üniversal açı gönyesinin aynısıdır. Yalnız bu gönyelerde bölüntüler dışarıdan görülmez ve verniyesi yoktur. İç kısmındaki açı bölüntüleri ışığa karşı tutulan bir gözetleme deliğinden mercek ile büyütülmüş olarak görülür. Açı bölüntüleri 5 yı gösterecek şekilde her derece 12 eşit parçaya bölünerek yapılmıştır.
72 Saatli Açı Gönyesi Saatli açı gönyesinde açı ölçüsü dönüş hareketi gayet kusursuz olan dişliler yardımıyla bir kadran üzerinde dönen ibreye geçirilir. Ölçü saatinin kadranı en küçük bölüntü 5 yı gösterecek şekilde 120 ye bölünmüştür. Dolayısı ile ibrenin bir devri 10 gösterir. Kadrandaki bir delikten de onar onar giden derece bölüntüleri okunabilmektedir. Bu ikinci kadran 4x90 olarak bölümlendirilmiştir. Üst kadrandaki sayılar dönüş yönüne göre kırmızı ve siyah iki sıra halinde yazılmışlardır. Böylece sağ ve sol dönüşler için ayrı hesaplama yapmadan açı ölçülebilir. İkinci kadrandaki sayılar da bunlara uygun olarak kırmızı ve siyahtır. Bundan başka çapraz daire çeyrekleri içindeki sayılarda aynı şekilde renklidir. Bu gönyelerde okuma daha kolaydır.
73 Sinüs Cetveli Sinüs cetveli, kromlu çelikten dengeli olarak yapılmış ve yüzeyleri çok hassas olarak işlenmiş bir çubuk olup merkezler arasındaki uzaklığı 100 mm. ( bazı sinüs cetvellerinde 200 mm.ya da 300 mm ) olan iki silindir arasına oturtulmuştur. Sinüs cetvellerinin kullanılma yöntemi, dik üçgendeki trigonometrik bağlantılara dayanır. Dik üçgende bir açının sinüsü; karşı dik kenarın hipotenüse oranıdır. Bu nedenle bütün ölçmelerde sinüs cetveli, ( L ) hipotenüsünü oluşturur. Ölçü mastarları ise ( H-h ) dik kenarını oluşturur.
74 Sinüs cetvelinin uzunluğu ve ölçü mastarlarının değeri bilindiği için dik üçgenin (L) hipotenüsü ve (H-h) dik kenarı biliniyor demektir. Bu durumda dik üçgendeki sinüs teoremine göre problem çözülür. Bazı durumlarda α açısı biliniyorsa aynı teoremden gidilerek ( H-h ) kenarının karşılığı olan ölçü mastarının değeri bulunabilir. Sinüs Cetvelinin Kullanılması Sinüs cetveli; açıların, koniklerin ve eğimlerin ölçülmesinde, iş parçalarının, aparatların ve tezgahların ayarlanmasında kullanılır. Şekilde bir parçanın konikliğinin sinüs cetveli ile kontrolü görülmektedir. Burada iş parçası, sinüs cetveli ile koniklik açısına ayarlanır. Komparatörün ucu boydan boya gezdirildiğinde ibre sapmazsa koniklik tam demektir. Burada sinüs cetvelinin boyu L = 100 mm. parçanın koniklik açısı α = ise kullanılacak johanson mastarının boyu : V = L x Sin α V = 100 x 0,5025 = 50,25 mm. Johanson değerleri ( 40mm + 9mm + 1,25mm ) olur Mastarlar Makine parçalarının ölçme ve kontrol işlemlerinde, ölçü ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları da dolaylı olarak ölçme ve kontrol işlemlerinde kullanılır. 2. Kullanıldığı Yerler Üretimi yapılan parçanın özelliklerine bağlı olarak mastarların kullanma alanını ve yerlerini aşağıdaki şekilde açıklayabiliriz: a) Seri üretimi içeren parçaların boyutsal ölçülerinin kontrolünde, b) Diğer yöntemlerle kontrol edilemeyen geometrik profil ve şekillerin kontrolünde kullanılır.
75 Üretimi yapılacak parçaların toleranslı ölçülerinin kontrolünde kullanılan mastarlar genellikle takım halinde veya çift taraflı tek parça halinde anma ölçüsü toleranslarının alt ve üst sınırlarına göre ''GEÇER ve GEÇMEZ" olarak ayrılırlar. Mastar Çeşitleri Prizmatik Mastarlar Silindirik Mastarlar Vida Kalem Mastarlar Profil Mastarlar Konik Mastarlar Özel Kalınlık Mastarlar Prizmatik Mastarlar Bu mastarlar çelik yada dökme çelikten yapılmıştır. Ölçme, kontrol ve markalama işlemlerinde kullanılır. Biçimleri prizmatik olup, bütün yüzeyleri hassas olarak işlenmiş ve taşlanmıştır. Mikrometre, kumpas, kompratör gibi ölçü aletleri ile birlikte kullanılır.
76 Silindirik Mastarlar Bu mastarlar ile silindirik iç deliklerin ölçme ve kontrol işlerinde faydalanılır. Bu mastarlar da çelik ve dökme çeliklerden yapılmış, sertleştirilmiş ve hassas ölçüye taşlanmıştır. Çeşitli çap ve boylarda yapılır. Silindirik mastarlarla atölyelerde, 90 gönyelerin, pleyt üzerinde diklik kontrolü de yapılır. Vida Kalem Mastarları Bu mastarlar tornada vida kalemlerinin bilenmeleri, kalem ayarlamaları için kullanılır. Makine parçalarının fatura birleşme yerlerinde yapılması istenen iç bükey ya da dış bükey kavislerin ( profillerin ) kontrolünde kullanılır. Konik Mastarlar Motorculukta ve makinecilikte kullanılan bu mastarlar, silindirik ve lama biçimlidirler. Mastar, üzerindeki ölçülerden yararlanılarak istenilen ölçüye göre kontrol yapılır.
77 SINIR MASTARLARI Parçaların istenilen sınır ölçüleri içerisinde yapılıp yapılmadıklarını kontrol etmek üzere yapılan mastarlara SINIR MASTARLARI denir. Sınır Mastarlarının Çeşitleri 1. Çatal Mastarlar 2. Tampon Mastarlar 3. Dış Vida Mastarları 4. İç Vida Mastarları Çatal Mastarlar Silindirik parçaların dış çaplarının ölçü toleranslarının kontrolünde kullanılır. Bir çatal mastar, iki tarafı ay biçiminde dökme çelikten yapılmış, her iki tarafındaki çene ağızları çok hassas ve ölçü tamlığında işlenmiştir. Çeneler sertleştirilmiştir. Çatal mastarların orta kısmına esas ölçüsü yazılır. Büyük tarafı ( + ) geçer, küçük tarafı ( - ) geçmez taraftır. Tampon Mastarlar Delik çaplarının ölçü toleranslarının kontrolünde kullanılır. Bu mastarların iki tarafında bulunan silindirik kısımların bir tarafı ölçülen deliğe geçer ( küçük taraf ), bir tarafı da geçmez ( büyük taraf ) şekildedir. Tampon mastarla ölçülen deliğe, mastarın bir tarafı geçiyor, diğer tarafı geçmiyorsa delik mastar ölçüsüne uygundur. Tampon mastarların ölçüleri de mastarın orta kısmına yazılmıştır.
78 Dış Vida Mastarları Dış vidaların uygunluğunun kontrolünde kullanılırlar. Mastarlar sertleştirilip taşlanmıştır. Mastarın üzerinde vida değeri, adımı ve toleransı belirtilir. Mastar açılan vidaya uyarsa parça uygundur. Geçmezse hatalı olmuştur. İÇ VİDA MASTARLARI Dış vidaların uygunluğunun kontrolünde kullanılırlar. Tampon mastarlar gibi iki uçludur. Bir ucu delik çapını, diğer ucu da açılan vidayı kontrol etmek için kullanılır.
79 Johansson Mastarları ( Blok Mastarlar ) Çeşitli ölçülerde ve çeşitli tamlık derecelerinde yapılmış dikdörtgen prizma biçiminde sertleştirilmiş ve yüzeyleri hassas işlenmiş çelik parçalardan meydana gelmiş takımlara JOHANSSON MASTARLARI ya da BLOK MASTARLAR denir. Hassasiyeti Mastarların karşılıklı iki yüzleri yüksek tamlıkta işlenmiş, İnce işleme ile leblenmiş, yüzeyler birbirine tam paralellikte ve düzgünlüktedir. Mastarların bir yüzünde mastar ölçüsü mm. cinsinden ve mastar çeşidini gösteren harfler bulunur. Blok mastarları, kullanma yeri ve özelliklerine göre aşağıdaki faydaları sağlar. 1) Her set içerisindeki blok mastarlarının kendi başına bir ölçü tamlığı vardır ve arzu edilen boyutlarda ölçü hassasiyeti sağlanabilir. 2) Birden fazla blok mastarları bir araya getirilerek istenilen uzunluk, kısa zamanda ve kolayca sağlanabilir. 3) Yüzeylerin düzgünlüğü, paralelliği ve ölçü tamlığından yaralanılarak arzu edilen toleranslar kolayca sağlanabilir. 4) Bir araya getirilen blok mastarlarının düşme, çarpma veya benzeri darbeli çalışmalar olmadığı sürece özelliği bozulmaz. Bu nedenle, endüstrideki kullanma alanı her geçen gün artmaktadır.
80 Blok Mastarlar Mastarların karşılıklı iki yüzeyi çok düzgün olması nedeniyle istenilen toplam bir ölçüyü meydana getirmek için birbirine birleştirildiklerinde yüzeyler arasına hava girmediğinden mastarlar birbirine yaklaşık 40 Kg./cm 2 lik bir basınçla yapışabilmektedir. Blok mastarları kullanma yeri ve özellikleri bakımından üç değişik biçimde yapılır. Bunlar, dikdörtgen kesitli blok mastarlar, kare kesitli blok mastarlar ve kare kesitli ortası delik blok mastarlar. BLOK MASTARLARIN KULLANIM AMACINA GÖRE ÇEŞİTLERİ a. AA GRUBU BLOK MASTARLAR : En hassas olanlardır. Ölçme laboratuarında kullanılır. b. A GRUBU BLOK MASTARLAR : İkinci derecede hassas olanlardır. Ölçü aletlerinin kontrolünde kullanılır. c. B GRUBU BLOK MASTARLAR : Üçüncü derecede hassas olanlarıdır. Alet yapımında kullanılır. d. C GRUBU BLOK MASTARLAR : Dördüncü derecede hassas olanlarıdır. Atölyelerde kontrol ve doğrulama işlemlerinde kullanılır. Kullanılan blok mastarların zaman içinde hassasiyetlerinde azalma olur. Bu nedenle hassasiyeti azalan mastarlar bir alt gruba alınmalıdır. Örneğin; AA grubu mastarlar A grubuna, A grubu mastarlar B grubuna, B grubu mastarlar da C grubuna indirilerek kullanılırlar. Mastar Üzerindeki Değerlerin Anlamları Mastarların üzerindeki yazı ve değerler o mastar hakkında detaylı bilgi vermektedir. Bu değerler mastarı tanıtmakla başlar ve tolerans aralığını, kullanıldığı kısım, bir sonra ki kontrol zamanı gibi özellikleri hakkında bilgi verir. Ayrıca mastarları tanıtıcı kartları da bulunur. Bu kartlarda mastarların özelliklerini açıklamaktadır. LA Geçer Erkek Vida Mastarı LP Çatal mastar (Kanal için) LB Geçer Dişi Vida mastarı LQ Çatal Mastar LC Geçmez Erkek Vida Mastarı LS Derinlik Kontrol Mastarı LD Diş boyu kontrol mastarı LT Kontrol Mastarı LE Geçmez dişi vida mastarı LU Diş Ayar mastarı LF Konum kontrol mastarı LV Kanal Kontrol mastarı LG Tampon mastar LW Kontrol Mastarı
81 LH Konik diş kontrol mastarı LX Aparat LK Çap kontrol mastarı LY Ayar Mastarı LO Konum kontrol mastarı LZ Kalibre mastarı Blok Mastarlarının Malzemeleri Ve Yapımı Blok mastarları genellikle karbonlu ve krom alaşımlı aşınmaya karşı dayanıklı sertleşebilen çeliklerde yapılmıştır. Blok mastarlarının yapılacağı malzemeler aşağıdaki özellikleri taşımalıdır. 1- İyi sertleşebilmelidir. 2- Sertleşme süresince şekil değiştirmemelidir. 3- Aşınmaya karşı dayanıklı olmalıdır. 4- Yüzde uzama miktarı çok az olmaktadır. 5- Malzeme maliyeti düşük ve işleme kolaylığı olmalıdır. Çelik malzemeden yapılan blok mastarlarının yüzey kalitesini arttırmak için içerisindeki katık madde yüzdesinin bilinmesi ve özel ısıl işlemlere tutulması gerekmektedir. Blok mastarları sadece karbonlu ve krom alaşımlı çeliklerden yapılmazlar. Aşınmaya karşı direnci arttırmak için nikel alaşımlı çeliklerden, paslanmaz çeliklerden ve sert metalden yapılırlar. Nikel alaşımlı çeliklerden yapılan blok mastarlarının şekil değiştirme özelliği az ve yüzey düzgünlüğü daha fazladır. Sert metalden yapılan blok mastarları ise iki gruba ayrılır. 1- Tungsten- karbit blok mastarları 2- Krom- karbit blok mastarları Ancak sert metalden yapılan blok mastarlarının maliyeti oldukça yüksektir. Kullanma yeri ve özelliklerine göre bazı mastarları kuvars, bakır ve alüminyumdan da yapılmaktadır. Ancak, bu tip mastarlar sıcaklık değişiminden çabuk etkilenirler ve özelliklerini kaybederler. Üretimi yapılan blok mastarları aşağıdaki özellikleri taşımalıdır: 1- Üretilen blok mastarlarının yüzeyi düzgün olmalıdır. 2- Karşılıklı yüzeyler birbirine paralel olmalıdır. 3- Ölçme yüzeyleri arasındaki ölçü tamlığı, arzu edilen toleransta olmalıdır. 4- Seti oluşturan blok mastarlarının bireysel ölçme aralığı tam olmalıdır. 5- Her blok mastarının aşınmaya ve korozyona karşı direnci yüksek olmalıdır.
82 Lepleme işlemi tamamlanan blok mastarları, yüzbinde birkaç mm hassasiyetli blok mastarlarıyla kontrol edilir. Ayrıca, bu mastarların düzlemsellik ve paralellik tamlığı da optik camlarla kontrol edilir. YÜZEY KONTROL Optik Yöntem İle Yüzey Kontrolü Paralel Yüzlü Camlar Düzlem yüzey kontrol aletlerindendir. Yüksek tamlıktaki ölçü ve kontrol aletlerinin, ölçme yüzeyleri ile, hassas taşlanmış ve leblenmiş makine parçalarının düzlem yüzeylerinin kontrolünde kullanılır. Bu camların özelliği, karşılıklı iki yüzleri hassas ve paralel işlenmiş olmalarındadır. Optik camlarda yüzeylerin düzgünlüğü 0,0001 mm. ile 0,0002 mm. hassaslıktadır. Camların genel ölçüleri, 30 mm. çapında 12 mm. kalınlığındadır. Yüzey Kontrolünün Yapılması Burada prensip, kontrolü yapılacak parça yüzeyinin temizlendikten sonra, optik camın yüzey üzerine konması ile, cam ile yüzey arasında kalan hava boşluğunun farklı kalınlıklardan dolayı meydana getirdiği ışık biçimine göre yüzey düzgünlüğünün tayin edilmesidir. Kontrolü yapılan yüzey, istenilen düzlükte ise, camdan görünen şerit çizgileri eşit aralıklı ve paralel doğrultuludur.
 Üretim esnasında ve sonrasında bütün parçalar hassas ölçme cihazlarıyla ölçülür veya kontrol edilir.")
83 Camda görünen çizgiler gelişigüzel ve paralel değilse, o zaman yüzey üzerinde girinti ve çıkıntılar var demektir. TEKNOSKOPLAR (GÖZLE KONTROL CİHAZLARI) Üretim esnasında ve sonrasında bütün parçalar hassas ölçme cihazlarıyla ölçülür veya kontrol edilir. Ancak ölçme ve kontrol işlemleri parçanın bir veya iki noktasından yapılır. Parçanın ölçüm yapılan noktaların dışındaki noktalarda vuruntu ve darbe izleri olabilir. Ölçme noktaları bu yüzeylere denk gelmediyse parça düzgü ölçülür ama gerçekte bozuk yüzeyleri olabilir. Bu gibi olumsuzlukların kontrolü için teknoskop denilen kontrol aleti kullanılır. Teknoskop çalışma mantığı olarak parçanın kontrol edilecek yüzeyinin büyütülmesi esasına dayanır. Parça yüzeyi beli oranlarda büyütülür ve ortaya çıkan görüntüye bakılarak parçanın kullanılıp kullanılamayacağına karar verilir.
84
85 Yüzey Pürüzlülüğünün Tanımı : Talaş kaldırma işleminin amacı, parçalara sadece bir şekil vermek değil, bunları geometrik, boyut ve yüzey bakımından parça resminde gösterilen belirli bir doğruluk derecesine göre imal etmektir. Buna işlem kalitesi denilmektedir. Parçanın geometrik, boyut ve yüzey doğruluğunu kapsayan işleme kalitesi günümüzde talaş kaldırma işleminin en önemli özelliğidir. Boyut kalitesi, parçanın gerçek boyutları arasında müsaade edilen sapmalardır. Bu sapmalar boyut toleransları ile ifade edilirler. Boyut toleransları imalat kalitesine ve boyutun büyüklüğüne göre tayin edilir. Geometrik kalite, müsaade edilen şekil ve konum sapmalarını kapsamaktadır. Bunlar, ideal silindirik şekle göre sapmalar, ideal yüzeye göre sapmalar ve eksenel sapmalar olmak üzere üç gruba ayrılır. Talaş kaldırma işlemi ile işlenen yüzeylerde dalga ve pürüzlülük olmak üzere iki türlü yüzey sapması meydana gelir. Dalga geometrik sapmalar grubuna dahildir; dolayısıyla yüzey kalitesini esasen yüzey pürüzlülüğü tayin eder. Standartlara göre yüzey pürüzlülüğünün değerlendirilmesi belirli kriterlerle yapılır. TS 5882 de teknik yüzeylerdeki şekil sapmalarını sınıflandırılması için altı kategori önerilmektedir. Bunlardan şekil sapması, malzemenin kristal ve kafes yapısı ile ilgilidir. Şekil sapmaları genellikle iş parçasının işlendiği takım tezgahının kızaklarındaki düzgünsüzlükten ve iş parçasının hatalı bağlanması ile kesici takımdaki form hatasından ve takım tezgahındaki titreşimlerden kaynaklanır. Yüzey pürüzlülüğü ise talaş kaldırılan takımın geometrisine ve ilerleme miktarına bağlıdır. Yüzey pürüzlülüğü kavramı içerisinde değerlendirilebilecek şekil bozukluğu talaşın oluşum biçimi ile ilgilidir. Talaşın sürekli veya sürekli teşekkülüne göre farklı yüzey oluşacaktır. Talaş kaldırmanın tornalama, frezeleme, matkapla delme, broşlama, raybalama, taşlama veya honlama ile yapılmasında farklı yüzey şekilleri elde edilir.
86 Kesme Parametrelerinin Yüzey Pürüzlülüğüne Etkileri İşleme kalitesini etkileyen faktörler dört grupta incelenir. Takım tezgahına ait sapmalar; tezgahın kinematik mekanizmasındaki mevcut olan hataların etkisinden, ana mil ile kızak yüzeylerinin paralel olmamasından, tezgahın tüm mekanizmaları ve yataklama sistemlerindeki mevcut olan sapmalar ve boşlukların etkisinden, gövde ve ana milin yeterince rijit olmamasından dolayı oluşur. Bağlama sistemine ait hatalar; ana elemanların imalat hatalarından, tertibatın yeteri kadar rijit olmamasından, ana elemanlarda oluşan aşınmalardan kaynaklanır. Takım sistemine ait hatalar; takımın konum bakımından hatalı bir şekilde tutturulmasından, kesme kuvvetlerinin etkisi altında şekil değiştirilmelerin oluşması ve takımın aşınmasından kaynaklanır. Ortamın etkisi altında meydana gelen hatalar; sıcaklığın oluşturduğu şekil değiştirmeleri ve diğer tezgahlardan gelen titreşimlerden kaynaklanır. Yüzey pürüzlülüğüne etki eden faktörler; İlerleme, kesme hızı, talaş derinliği Kesici takım geometrisi Diğer faktörler; Kesici uç üzerine talaşın yapışması Takım ve iş parçasının elastik deformasyonu Takım ve iş parçası arasındaki titreşim Kesme kenarının pürüzlülüğü, birinci ve ikinci kesici kenarda oluşan izler ve aşınma İş parçasının talaş kaldırılan yüzeyinde 100 μm luk derinlikteki fiziksel ve kimyasal özellikler. Talaşın plastik akışı.
87 İlerleme ve Köşe Radyüsünün Yüzey Pürüzlülüğüne Etkisi Teorik maksimum yüzey pürüzlülüğü değeri (Rt) daha yüksek kesme hızları ve daha pozitif bir kesme geometrisi kullanılarak arttırılabilir. Şekil 1.12'de teorik yüzey pürüzlülüğü (Rt) değerinin ilerleme (f) ve köşe radyüsüne bağlı (rε Yüzey karakteristiklerinin ölçümü için önce yüzey yapısı ve yüzey pürüzlülüğü terimiyle ne kastedilmek istendiğini anlamak gereklidir. Yüzeyin Yapısı : Yüzey yapısı şu terimlerle daha iyi tanımlanır. Pürüzlülük: İşleyici bir takımın, yüzeyin bir ucundan diğer ucuna gitmesiyle oluşan pek çok çizikli, düzensiz kısa dalga boyu uzunluklarıdır. Yüzeydeki çizik izlerini normal yönde ölçme ile çapraz yönde (açılı kesik çizgi) ölçme arasında dalga boyu uzunluğu açısından fark vardır.
88 Dalgalanma : Yüzey pürüzlülüğü düzensiz dalga boyu uzunlukları olarak dağılmışsa, yüzey aşırı yüklenmiş demektir. Bu tür bir oluşum dalgalanma olarak adlandırılır. Dalgalanma, yüzeyin taşlanması esnasında, taşlama taşının eksik kısımlarından, işlemeyi yapan takımın bağlantı katerinin titreşiminden ve ısıl işlemlerden meydana gelebilir. Genel Form Hataları -
89 Yüzeyin yapısında, kızak aşınmalarından, tornalama işleminde işleyici takımın merkezinin aşağıda veya yukarıda olmasından, iş parçası işlenirken iş parçasının eğilip bükülmesinden form hataları meydana gelebilir. Yüzey pürüzlülüğü ölçme cihazları yüzeyin profilini grafik olarak çizerler. Yüzeyin uzun dalga boylarında olması, yüzey pürüzlülüğü ölçme parametre değerini etkiler. Bu nedenle çok uzun dalga boylarının etkisi önlenmelidir. Yüzey Pürüzlülüğünün Değerlendirilmesinde Kullanılan Parametreler Bu amaç için kullanılan parametreler aşağıda olduğu gibi gösterilir ve adlandırılırlar : Ra: Aritmetik ortalama sapma Rz (JIS): 5 tane en yüksek 5 tane en alçak noktanın ortalaması Rt:Tüm ölçüm uzunluğu için maksimum yükseklik ile maksimum derinliğin toplamı Rq:Aritmetik ortalalama sapmaların karakökü anlamında bir parametredir. Standartlarda açıklanan parametrelerden en önemli sayılan 2 tanesi tanımlanmıştır. (Ra) aritmetik anlamda sapma Bu ifade BSJ standardında merkez ekseni ortalama yüksekliği olarak tarif edilmiştir. Yüzey pürüzlülüğü ölçen cihazlardan direkt olarak okunabilir. Bir yüzeyin Ra değeri grafik olarak okunabilir. Bir yüzeyin Ra değeri grafik olarak şu yollar takip edilerek belirtilebilinir.
90 1. Önce yüzeyin en alt (dip) tarafına değecek şekilde düz bir (x-x) ekseni çekilir. 2. Tam sayıda dalga boyu uzunluğuna sahip olacak şekilde bir (L) uzunluğu seçilir. 3. Planimetri kullanılarak eğri altındaki çizili (A) alanı bulunur. Daha sonra Hm=A/L hesaplanır. Ve (C-C) ekseni çizilir. 4. (Hm) yüksekliğindeki eksen çizildikten sonra eksen üzerinde (P1+ P2+P3+...vs) ve eksen altında (Q1+ Q2+ Q3+...vs) ki alanların toplamı (L) uzunluğuna bölünüp (1000/Vq) ile çarpılırsa
 değeri hala en çok kullanılan bir parametredir.")
91 Burada; P ve Q alanları (mm2), L uzunluğu (mm) olarak alınır. Vq: Düşey büyültme değeridir. Yatay büyültme: P, Q alanlarında ve (L) uzunluklarında gözlenir. Fakat yatay büyültme açık olarak denklem içinde görülmez. (Ra) değeri hala en çok kullanılan bir parametredir. Ortalama pürüz yüksekliği Rz (JIS e göre) Bu parametrenin bulunuşunun gösterimi (Ra) nın gösteriminden daha kolaydır. Önce profile, bir paralel eksen çizilir. Bu profilden sırayla 5 en dip nokta uzaklıklar ölçülür. Ortalama değer;
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
AKIŞ ÖLÇME Viskozite, Akmazlık
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
Ulusal Metroloji Enstitüsü GENEL METROLOJİ
 Ulusal Metroloji Enstitüsü GENEL METROLOJİ METROLOJİNİN TANIMI Kelime olarak metreden türetilmiş olup anlamı ÖLÇME BİLİMİ dir. Metrolojinin Görevi : Bütün ölçme sistemlerinin temeli olan birimleri (SI
Ulusal Metroloji Enstitüsü GENEL METROLOJİ METROLOJİNİN TANIMI Kelime olarak metreden türetilmiş olup anlamı ÖLÇME BİLİMİ dir. Metrolojinin Görevi : Bütün ölçme sistemlerinin temeli olan birimleri (SI
AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan Akışkanların Özellikleri ELP Elektrik Ölçme Tekniği Öğr.Gör. Volkan ERDEMİR
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına kuvvet uygularlar.
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına kuvvet uygularlar.
AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan Akışkanların Özellikleri ELP Elektrik Ölçme Tekniği Öğr.Gör. Volkan ERDEMİR
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
Birimler. Giriş. - Ölçmenin tanımı. - Birim nedir? - Birim sistemleri. - Uluslararası (SI) birim sistemi
 birim sistemi") Birimler Giriş - Ölçmenin tanımı - Birim nedir? - Birim sistemleri - Uluslararası (SI) birim sistemi 1 Ölçme: Değeri bilinmeyen bir büyüklüğün birim olarak isimlendirilen ve özelliği bilinen başka bir
Birimler Giriş - Ölçmenin tanımı - Birim nedir? - Birim sistemleri - Uluslararası (SI) birim sistemi 1 Ölçme: Değeri bilinmeyen bir büyüklüğün birim olarak isimlendirilen ve özelliği bilinen başka bir
TANIMLAR, STANDARTLAR, STEMĐ, HATALAR, BELĐRS YER DEĞĐŞ MLERĐ KUMPASLAR, MĐKROMETRELER, ÇÜMLER KOMPARATÖRLER. RLER BOYUTSAL ve ŞEK EN KÜÇÜK
 Metroloji ve SI Temel Birimleri TANIMLAR, STANDARTLAR, BOYUTLAR VE BĐRĐMLER, B GENELLEŞTĐRĐLM LMĐŞ ÖLÇME SĐSTEMS STEMĐ, HATALAR, BELĐRS RSĐZL ZLĐK K ANALĐZĐ, ĐSTAT STATĐKSEL ANALĐZ YER DEĞĐŞ ĞĐŞTĐRME ÖLÇÜ
Metroloji ve SI Temel Birimleri TANIMLAR, STANDARTLAR, BOYUTLAR VE BĐRĐMLER, B GENELLEŞTĐRĐLM LMĐŞ ÖLÇME SĐSTEMS STEMĐ, HATALAR, BELĐRS RSĐZL ZLĐK K ANALĐZĐ, ĐSTAT STATĐKSEL ANALĐZ YER DEĞĐŞ ĞĐŞTĐRME ÖLÇÜ
BÖLÜM 7. BİRİM SİSTEMLERİ VE BİRİM DÖNÜŞÜMLERİ
 BÖLÜM 7. BİRİM SİSTEMLERİ VE BİRİM DÖNÜŞÜMLERİ 7.1. Birim Sistemleri Genel Kimya, Akışkanlar Mekaniği, Termodinamik, Reaksiyon Mühendisliği gibi birçok temel ve mühendislik derslerinde karşılaşılan problemlerde,
BÖLÜM 7. BİRİM SİSTEMLERİ VE BİRİM DÖNÜŞÜMLERİ 7.1. Birim Sistemleri Genel Kimya, Akışkanlar Mekaniği, Termodinamik, Reaksiyon Mühendisliği gibi birçok temel ve mühendislik derslerinde karşılaşılan problemlerde,
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİNE GİRİŞ
 Dr. Hilmi ZENK Giresun Üniversitesi Mühendislik Fakültesi Elektrik Elektronik Mühendisliği Bölümü Bölümün tanıtılması Elektrik Elektronik Mühendisliğinin tanıtılması Mühendislik Etiği Doğru ve Alternatif
Dr. Hilmi ZENK Giresun Üniversitesi Mühendislik Fakültesi Elektrik Elektronik Mühendisliği Bölümü Bölümün tanıtılması Elektrik Elektronik Mühendisliğinin tanıtılması Mühendislik Etiği Doğru ve Alternatif
2. Uzunluk Ölçü Sistemleri
 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ
 1 FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ 2 UZUNLUK ÖLÇME Uzunluk, belirli iki nokta arasındaki mesafe ya da fark olarak tanımlanabilir. Uzunluk Birimleri Uzunluğun günümüzde kabul edilen birimi metredir. Metre,
1 FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ 2 UZUNLUK ÖLÇME Uzunluk, belirli iki nokta arasındaki mesafe ya da fark olarak tanımlanabilir. Uzunluk Birimleri Uzunluğun günümüzde kabul edilen birimi metredir. Metre,
FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ
 1 FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ 2 UZUNLUK ÖLÇME UZUNLUK ÖLÇME Tanımlar Uzunluk, belirli iki nokta arasındaki mesafe ya da fark olarak tanımlanabilir. Uzunluk Birimleri Birimi metredir. Metre, bir saniyenin
1 FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ 2 UZUNLUK ÖLÇME UZUNLUK ÖLÇME Tanımlar Uzunluk, belirli iki nokta arasındaki mesafe ya da fark olarak tanımlanabilir. Uzunluk Birimleri Birimi metredir. Metre, bir saniyenin
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
Fiz 1011 Ders 1. Fizik ve Ölçme. Ölçme Temel Kavramlar. Uzunluk Kütle Zaman. Birim Sistemleri. Boyut Analizi.
 Fiz 1011 Ders 1 Fizik ve Ölçme Ölçme Temel Kavramlar Uzunluk Kütle Zaman Birim Sistemleri Boyut Analizi http://kisi.deu.edu.tr/mehmet.tarakci/ Ölçme Nedir? Fiziksel bir büyüklüğü ölçmek, birim olarak seçilen
Fiz 1011 Ders 1 Fizik ve Ölçme Ölçme Temel Kavramlar Uzunluk Kütle Zaman Birim Sistemleri Boyut Analizi http://kisi.deu.edu.tr/mehmet.tarakci/ Ölçme Nedir? Fiziksel bir büyüklüğü ölçmek, birim olarak seçilen
ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİNE GİRİŞ
 Dr. Ahmet KÜÇÜKER Sakarya Üniversitesi Mühendislik Fakültesi Elektrik Elektronik Mühendisliği Bölümü M6/6318 Bölümün tanıtılması Elektrik Elektronik Mühendisliğinin tanıtılması Mühendislik Etiği Doğru
Dr. Ahmet KÜÇÜKER Sakarya Üniversitesi Mühendislik Fakültesi Elektrik Elektronik Mühendisliği Bölümü M6/6318 Bölümün tanıtılması Elektrik Elektronik Mühendisliğinin tanıtılması Mühendislik Etiği Doğru
ISI VE SICAKLIK. 1 cal = 4,18 j
 ISI VE SICAKLIK ISI Isı ve sıcaklık farklı şeylerdir. Bir maddeyi oluşturan bütün taneciklerin sahip olduğu kinetik enerjilerin toplamına ISI denir. Isı bir enerji türüdür. Isı birimleri joule ( j ) ve
ISI VE SICAKLIK ISI Isı ve sıcaklık farklı şeylerdir. Bir maddeyi oluşturan bütün taneciklerin sahip olduğu kinetik enerjilerin toplamına ISI denir. Isı bir enerji türüdür. Isı birimleri joule ( j ) ve
Fiziksel Büyüklük (kantite- quantity): Fiziksel olayları açıklayan uzaklık, ağırlık, zaman, hız, enerji, gerilme, sıcaklık vb. büyüklük.
: Fiziksel olayları açıklayan uzaklık, ağırlık, zaman, hız, enerji, gerilme, sıcaklık vb. büyüklük.") Fiziksel Büyüklük (kantite- quantity): Fiziksel olayları açıklayan uzaklık, ağırlık, zaman, hız, enerji, gerilme, sıcaklık vb. büyüklük. Fiziksel büyüklüğün 2 özelliği vardır: 1- Nümerik ölçü, 2- özellik
Fiziksel Büyüklük (kantite- quantity): Fiziksel olayları açıklayan uzaklık, ağırlık, zaman, hız, enerji, gerilme, sıcaklık vb. büyüklük. Fiziksel büyüklüğün 2 özelliği vardır: 1- Nümerik ölçü, 2- özellik
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2. ÖLÇME ve DEĞERLENDRME
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
Ünite. Madde ve Özellikleri. 1. Fizik Bilimine Giriş 2. Madde ve Özellikleri 3. Dayanıklılık, Yüzey Gerilimi ve Kılcal Olaylar
 1 Ünite Madde ve Özellikleri 1. Fizik Bilimine Giriş 2. Madde ve Özellikleri 3. Dayanıklılık, Yüzey Gerilimi ve Kılcal Olaylar 1 Fizik Bilimine Giriş Test Çözümleri 3 Test 1'in Çözümleri 1. Fizikteki
1 Ünite Madde ve Özellikleri 1. Fizik Bilimine Giriş 2. Madde ve Özellikleri 3. Dayanıklılık, Yüzey Gerilimi ve Kılcal Olaylar 1 Fizik Bilimine Giriş Test Çözümleri 3 Test 1'in Çözümleri 1. Fizikteki
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET
 ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET A BASINÇ VE BASINÇ BİRİMLERİ (5 SAAT) Madde ve Özellikleri 2 Kütle 3 Eylemsizlik 4 Tanecikli Yapı 5 Hacim 6 Öz Kütle (Yoğunluk) 7 Ağırlık 8
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET A BASINÇ VE BASINÇ BİRİMLERİ (5 SAAT) Madde ve Özellikleri 2 Kütle 3 Eylemsizlik 4 Tanecikli Yapı 5 Hacim 6 Öz Kütle (Yoğunluk) 7 Ağırlık 8
ELEKTRİK MOTORLARI VE SÜRÜCÜLERİ
 ELEKTRİK MOTORLARI VE SÜRÜCÜLERİ SINIFLANDIRILMASI, TEMEL YASALAR VE KURALLAR Yrd. Doç. Dr. Ufuk DURMAZ ADAPAZARI MESLEK YÜKSEKOKULU *SINIFLANDIRILMASI, TEMEL YASALAR VE KURALLAR Bu bölümde elektrik makineleri
ELEKTRİK MOTORLARI VE SÜRÜCÜLERİ SINIFLANDIRILMASI, TEMEL YASALAR VE KURALLAR Yrd. Doç. Dr. Ufuk DURMAZ ADAPAZARI MESLEK YÜKSEKOKULU *SINIFLANDIRILMASI, TEMEL YASALAR VE KURALLAR Bu bölümde elektrik makineleri
EK 2. BİRİMLER, DÖNÜŞÜM FAKTÖRLERİ, ISI İÇERİKLERİ
 1 EK 2. BİRİMLER, DÖNÜŞÜM FAKTÖRLERİ, ISI İÇERİKLERİ (Ref. e_makaleleri) BİRİMLER Temel Birimler uzunluk, metre kütle, kilogram zaman, saniye elektrik akımı, amper termodinamik sıcaklık, Kelvin Zaman bir
1 EK 2. BİRİMLER, DÖNÜŞÜM FAKTÖRLERİ, ISI İÇERİKLERİ (Ref. e_makaleleri) BİRİMLER Temel Birimler uzunluk, metre kütle, kilogram zaman, saniye elektrik akımı, amper termodinamik sıcaklık, Kelvin Zaman bir
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
SAKARYA ÜNİVERSİTESİ SAKARYA MESLEK YÜKSEKOKULU
 TERMODİNAMİK Öğr. Gör. SAKARYA ÜNİVERSİTESİ SAKARYA MESLEK YÜKSEKOKULU ISI Maddenin kütlesine, cinsine ve sıcaklık farkına bağımlı olarak sıcaklığını birim oranda değiştirmek için gerekli olan veri miktarına
TERMODİNAMİK Öğr. Gör. SAKARYA ÜNİVERSİTESİ SAKARYA MESLEK YÜKSEKOKULU ISI Maddenin kütlesine, cinsine ve sıcaklık farkına bağımlı olarak sıcaklığını birim oranda değiştirmek için gerekli olan veri miktarına
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL. Öğr. Gör. Dr. Ömer ERKAN MIT ÖLÇME ve KONTROLE GİRİŞ
 Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
YAKIN DOĞU ÜNİVERSİTESİ SAĞLIK HİZMETLERİ MESLEK YÜKSEK OKULU ELEKTRONÖROFİZYOLOJİ TEKNİKERLİĞİ FİZİK DERSİ AKAN BAKKALOĞLU 1
 YAKIN DOĞU ÜNİVERSİTESİ SAĞLIK HİZMETLERİ MESLEK YÜKSEK OKULU ELEKTRONÖROFİZYOLOJİ TEKNİKERLİĞİ FİZİK DERSİ AKAN BAKKALOĞLU 1 FİZİKTE ÖLÇME, BİRİM ve BİRİM SİSTEMLERİ ÖLÇME: Bir niceliğin büyüklüğünün
YAKIN DOĞU ÜNİVERSİTESİ SAĞLIK HİZMETLERİ MESLEK YÜKSEK OKULU ELEKTRONÖROFİZYOLOJİ TEKNİKERLİĞİ FİZİK DERSİ AKAN BAKKALOĞLU 1 FİZİKTE ÖLÇME, BİRİM ve BİRİM SİSTEMLERİ ÖLÇME: Bir niceliğin büyüklüğünün
5 kilolitre=..lt. 100 desilitre=.dekalitre. 150 gram=..dag. 1. 250 g= mg. 0,2 ton =..gram. 20 dam =.m. 2 km =.cm. 3,5 h = dakika. 20 m 3 =.
 2014 2015 Ödevin Veriliş Tarihi: 12.06.2015 Ödevin Teslim Tarihi: 21.09.2015 MEV KOLEJİ ÖZEL ANKARA OKULLARI 1. Aşağıda verilen boşluklarara ifadeler doğru ise (D), yanlış ise (Y) yazınız. A. Fiziğin ışıkla
2014 2015 Ödevin Veriliş Tarihi: 12.06.2015 Ödevin Teslim Tarihi: 21.09.2015 MEV KOLEJİ ÖZEL ANKARA OKULLARI 1. Aşağıda verilen boşluklarara ifadeler doğru ise (D), yanlış ise (Y) yazınız. A. Fiziğin ışıkla
ULUSLARARASI BİRİMLER SİSTEMİ
 ULUSLARARASI BİRİMLER SİSTEMİ Uluslararası Birimler Sistemi (SI),başta endüstride gelişmiş ülkeler olmak üzere hemen hemen bütün dünya ülkelerince kabul edilmiş ya da kabul edilmek üzeredir. Bu birim değişikliğinin
ULUSLARARASI BİRİMLER SİSTEMİ Uluslararası Birimler Sistemi (SI),başta endüstride gelişmiş ülkeler olmak üzere hemen hemen bütün dünya ülkelerince kabul edilmiş ya da kabul edilmek üzeredir. Bu birim değişikliğinin
ASİSTAN ARŞ. GÖR. GÜL DAYAN
 ASİSTAN ARŞ. GÖR. GÜL DAYAN 4. SICAKLIK ÖLÇÜMÜ Sıcaklık Ölçümünde kullanılan araçların çalışma prensipleri fiziğin ve termodinamiğin temel yasalarına dayandırılmış olup, genellikle aşağıdaki gibidir: i.
ASİSTAN ARŞ. GÖR. GÜL DAYAN 4. SICAKLIK ÖLÇÜMÜ Sıcaklık Ölçümünde kullanılan araçların çalışma prensipleri fiziğin ve termodinamiğin temel yasalarına dayandırılmış olup, genellikle aşağıdaki gibidir: i.
Sıcaklık: Newton un ikinci hareket yasasına göre; Hareket eden bir cismin kinetik enerjisi, cismin kütlesi ve hızına bağlıdır.
 Sıcaklık: Newton un ikinci hareket yasasına göre; Hareket eden bir cismin kinetik enerjisi, cismin kütlesi ve hızına bağlıdır. Mademki bir maddedeki atom ve moleküller hareket etmektedirler, o halde harekete
Sıcaklık: Newton un ikinci hareket yasasına göre; Hareket eden bir cismin kinetik enerjisi, cismin kütlesi ve hızına bağlıdır. Mademki bir maddedeki atom ve moleküller hareket etmektedirler, o halde harekete
6. Kütlesi 600 g ve öz ısısı c=0,3 cal/g.c olan cismin sıcaklığı 45 C den 75 C ye çıkarmak için gerekli ısı nedir?
 ADI: SOYADI: No: Sınıfı: A) Grubu Tarih.../.../... ALDIĞI NOT:... ( ) a) Termometreler genleşme ilkesine göre çalışır. ( ) b) Isı ve sıcaklık eş anlamlı kavramlardır. ( ) c) Fahrenheit ve Celsius termometrelerinin
ADI: SOYADI: No: Sınıfı: A) Grubu Tarih.../.../... ALDIĞI NOT:... ( ) a) Termometreler genleşme ilkesine göre çalışır. ( ) b) Isı ve sıcaklık eş anlamlı kavramlardır. ( ) c) Fahrenheit ve Celsius termometrelerinin
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
02.04.2012. Düşey mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi
 Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi") Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
MEKANİK FİZİK I DERSLE İLGİLİ UYARILAR KAYNAKLAR BÖLÜM 1: FİZİK VE ÖLÇME KONULAR
 DERSLE İLGİLİ UYARILAR FİZİK I MEKANİK Devam konusunda duyarlı olun Ders sırasında gereksiz konuşmayın Derse zamanında gelin Düzenli çalışın SINAVLARDA; Yazınız okunaklı, net, düzgün olsun Birimleri asla
DERSLE İLGİLİ UYARILAR FİZİK I MEKANİK Devam konusunda duyarlı olun Ders sırasında gereksiz konuşmayın Derse zamanında gelin Düzenli çalışın SINAVLARDA; Yazınız okunaklı, net, düzgün olsun Birimleri asla
1. BÖLÜM BİLİMSEL YÖNTEM VE TUTUM
 1. BÖLÜM BİLİMSEL YÖNTEM VE TUTUM Bir problem veya soru belirle. Bilimsel bir tahmin ile cevabına yönelik bir kestirimde bulun hipotez yaz,veri topla. Hipotezin sonuçları ile ilgili kestirimde bulun. Kestirimi
1. BÖLÜM BİLİMSEL YÖNTEM VE TUTUM Bir problem veya soru belirle. Bilimsel bir tahmin ile cevabına yönelik bir kestirimde bulun hipotez yaz,veri topla. Hipotezin sonuçları ile ilgili kestirimde bulun. Kestirimi
BÖLÜM 1: TEMEL KAVRAMLAR
 Sistem ve Hal Değişkenleri Üzerinde araştırma yapmak üzere sınırladığımız bir evren parçasına sistem, bu sistemi çevreleyen yere is ortam adı verilir. İzole sistem; Madde ve her türden enerji akışına karşı
Sistem ve Hal Değişkenleri Üzerinde araştırma yapmak üzere sınırladığımız bir evren parçasına sistem, bu sistemi çevreleyen yere is ortam adı verilir. İzole sistem; Madde ve her türden enerji akışına karşı
 TEMEL BİLGİLER Bilgi Konusu: Birimler T B B 001 Adı Soyadı: Tarih: Birimler Sistemi Ölçme; birim kullanılarak bir büyüklüğün rakamlarla ifade edilmesidir. Bir büyüklüğün ölçülmesi ise, onun kendi cinsinden
TEMEL BİLGİLER Bilgi Konusu: Birimler T B B 001 Adı Soyadı: Tarih: Birimler Sistemi Ölçme; birim kullanılarak bir büyüklüğün rakamlarla ifade edilmesidir. Bir büyüklüğün ölçülmesi ise, onun kendi cinsinden
FİZİK KAYNAKLAR. Prof. Dr. Kadir ESMER DERSLE İLGİLİ UYARILAR BÖLÜM 1: FİZİK VE ÖLÇME KONULAR
 DERSLE İLGİLİ UYARILAR FİZİK Prof. Dr. Kadir ESMER Devam konusunda duyarlı olun Ders sırasında gereksiz konuşmayın Derse zamanında gelin Düzenli çalışın SINAVLARDA; Yazınız okunaklı, net, düzgün olsun
DERSLE İLGİLİ UYARILAR FİZİK Prof. Dr. Kadir ESMER Devam konusunda duyarlı olun Ders sırasında gereksiz konuşmayın Derse zamanında gelin Düzenli çalışın SINAVLARDA; Yazınız okunaklı, net, düzgün olsun
HARİTA BİLGİSİ. Produced by M. EKER 1
 HARİTA BİLGİSİ Produced by M. EKER 1 ÖLÇÜ BİRİMLERİ Uzunluk, Alan ve AçıA Ölçü Birimleri Herhangi bir objenin ölçülmesinden, aynı nitelikteki objeden birim olarak belirlenen bir büyüklükle kle kıyaslanmask
HARİTA BİLGİSİ Produced by M. EKER 1 ÖLÇÜ BİRİMLERİ Uzunluk, Alan ve AçıA Ölçü Birimleri Herhangi bir objenin ölçülmesinden, aynı nitelikteki objeden birim olarak belirlenen bir büyüklükle kle kıyaslanmask
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-8 SIVI AKIŞKANLARDA BASINÇ. Akışkanlar sıvı ve gaz olarak ikiye ayrılırlar.
 Bölüm-8 SIVI AKIŞKANLARDA BASINÇ 8.1. Sıvı Akışkanlarda Basınç Akışkanlar sıvı ve gaz olarak ikiye ayrılırlar. Sıvı akışkanlar sıkıştırılamayan, gaz akışkanlar ise sıkıştırılabilen akışkanlar olarak isimlendirilirler.
Bölüm-8 SIVI AKIŞKANLARDA BASINÇ 8.1. Sıvı Akışkanlarda Basınç Akışkanlar sıvı ve gaz olarak ikiye ayrılırlar. Sıvı akışkanlar sıkıştırılamayan, gaz akışkanlar ise sıkıştırılabilen akışkanlar olarak isimlendirilirler.
TEMEL SI BİRİMLERİ BOYUTSUZ SI BİRİMLERİ
 TEMEL SI BİRİMLERİ fiziksel nicelik nicelik simgesi isim simge uzunluk l, b, d, h, r, s metre m kütle m kilogram kg zaman t saniye s akım I amper A termodinamik sıcaklık T kelvin K substans miktarı n mol
TEMEL SI BİRİMLERİ fiziksel nicelik nicelik simgesi isim simge uzunluk l, b, d, h, r, s metre m kütle m kilogram kg zaman t saniye s akım I amper A termodinamik sıcaklık T kelvin K substans miktarı n mol
MAKİNE VE TECHİZAT İLE İLGİLİ GENEL KAVRAMLAR
 ÜNİTE-1 MAKİNE VE TECHİZAT İLE İLGİLİ GENEL KAVRAMLAR ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Makine, Teçhizat, Sistem, Tesisat ve Cihaz Kavramları Makinelerin Sınıflandırılması Tesisatların Sınıflandırılması
ÜNİTE-1 MAKİNE VE TECHİZAT İLE İLGİLİ GENEL KAVRAMLAR ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Makine, Teçhizat, Sistem, Tesisat ve Cihaz Kavramları Makinelerin Sınıflandırılması Tesisatların Sınıflandırılması
ÖĞRENME ALANI: Kuvvet ve Hareket 2.ÜNİTE: Kaldırma Kuvveti ve Basınç. Kaldırma Kuvveti
 ÖĞRENME ALANI: Kuvvet ve Hareket 2.ÜNİTE: Kaldırma Kuvveti ve Basınç Kaldırma Kuvveti - Dünya, üzerinde bulunan bütün cisimlere kendi merkezine doğru çekim kuvveti uygular. Bu kuvvete yer çekimi kuvveti
ÖĞRENME ALANI: Kuvvet ve Hareket 2.ÜNİTE: Kaldırma Kuvveti ve Basınç Kaldırma Kuvveti - Dünya, üzerinde bulunan bütün cisimlere kendi merkezine doğru çekim kuvveti uygular. Bu kuvvete yer çekimi kuvveti
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) TEKNOLOJİK Ve Danışmanlık Hizmetleri Sanayi Ve Dış Laboratuvarı Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL/TÜRKİYE Tel : 0 212 660 87
Akreditasyon Sertifikası Eki (Sayfa 1/11) TEKNOLOJİK Ve Danışmanlık Hizmetleri Sanayi Ve Dış Laboratuvarı Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL/TÜRKİYE Tel : 0 212 660 87
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
MAK 309 Ölçme Tekniği ve Değerlendirme. Temel Kavramlar
 MAK 309 Ölçme Tekniği ve Değerlendirme Temel Kavramlar Ölçme nedir? Ölçme bilinmeyen bir niceliği, bilinen bir nicelikle karşılaştırarak değerlendirme işlemidir. Odanın sıcaklığı kaç derece? Ölçme yaparken...
MAK 309 Ölçme Tekniği ve Değerlendirme Temel Kavramlar Ölçme nedir? Ölçme bilinmeyen bir niceliği, bilinen bir nicelikle karşılaştırarak değerlendirme işlemidir. Odanın sıcaklığı kaç derece? Ölçme yaparken...
TEMEL KAVRAMLAR. Öğr. Gör. Adem ÇALIŞKAN
 KÜTLE: Yeryüzünde hacim kaplayan cisimlerin değişmez madde miktarıdır. ( sıcaklığa, basınca, çekim ivmesine bağlı olarak değişmez. ) Terazi ile ölçülür. Kütle birimi SI birim sisteminde Kg dır. Herhangi
KÜTLE: Yeryüzünde hacim kaplayan cisimlerin değişmez madde miktarıdır. ( sıcaklığa, basınca, çekim ivmesine bağlı olarak değişmez. ) Terazi ile ölçülür. Kütle birimi SI birim sisteminde Kg dır. Herhangi
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi :251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi :251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
Maddenin Biçim Ve Hacim Özellikleri
 Maddenin Biçim Ve Hacim Özellikleri * Katı maddelerin biçimi belirlidir.örneğin;ekmek,peynir,anahtar,kalem,silgi.vb.cisimlerin biçimi bulundukları kabın biçimine göre değişmez. * Sıvı ve gaz halindeki
Maddenin Biçim Ve Hacim Özellikleri * Katı maddelerin biçimi belirlidir.örneğin;ekmek,peynir,anahtar,kalem,silgi.vb.cisimlerin biçimi bulundukları kabın biçimine göre değişmez. * Sıvı ve gaz halindeki
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
Zeus tarafından yazıldı. Cumartesi, 09 Ekim :27 - Son Güncelleme Cumartesi, 09 Ekim :53
 Yazı İçerik Sıcaklık Nedir? Sıcaklığın Özellikleri Sıcaklığın Ölçülmesi Sıcaklık Değişimi Sıcaklık Birimleri Mutlak Sıcaklık Sıcaklık ve ısı Sıcaklık ıskalası Sıcaklık ölçülmesi Yeryüzünün Farklı Isınması
Yazı İçerik Sıcaklık Nedir? Sıcaklığın Özellikleri Sıcaklığın Ölçülmesi Sıcaklık Değişimi Sıcaklık Birimleri Mutlak Sıcaklık Sıcaklık ve ısı Sıcaklık ıskalası Sıcaklık ölçülmesi Yeryüzünün Farklı Isınması
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
TEKNOLOJİNİN BİLİMSEL İLKELERİ
 TEKNOLOJİNİN BİLİMSEL İLKELERİ FİZİKSEL BÜYÜKLÜKLER VE BİRİM SİSTEMLERİ Öğr.Gör. Gültekin BÜYÜKŞENGÜR MYO BU DERSİ ÇALIŞIRKEN! DEFTER, KALEM VE HESAP MAKİNESİZ DERSE GELMEYİNİZ. DERS NOTLARI & İLETİŞİM
TEKNOLOJİNİN BİLİMSEL İLKELERİ FİZİKSEL BÜYÜKLÜKLER VE BİRİM SİSTEMLERİ Öğr.Gör. Gültekin BÜYÜKŞENGÜR MYO BU DERSİ ÇALIŞIRKEN! DEFTER, KALEM VE HESAP MAKİNESİZ DERSE GELMEYİNİZ. DERS NOTLARI & İLETİŞİM
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
Sıcaklık Nasıl Ölçülür?
 Sıcaklık Nasıl Ölçülür? En basit ve en çok kullanılan özellik ısıl genleşmedir. Cam termometredeki sıvıda olduğu gibi. Elektriksel dönüşüm için algılamanın farklı metotları kullanılır. Bunlar : rezistif
Sıcaklık Nasıl Ölçülür? En basit ve en çok kullanılan özellik ısıl genleşmedir. Cam termometredeki sıvıda olduğu gibi. Elektriksel dönüşüm için algılamanın farklı metotları kullanılır. Bunlar : rezistif
1. Ünite 3. Konu Fiziksel Niceliklerin Sınıflandırılması
 FİİKSEL NİCELİKLERİN SINIFLANDIRILMASI 1 1. Ünite 3. Konu Fiziksel Niceliklerin Sınıflandırılması A nın anıtları 1.... Temel büyüklükler kendi başına ifade edildiğinde bir anlamı vardır. 2. Fizikte kullanılan
FİİKSEL NİCELİKLERİN SINIFLANDIRILMASI 1 1. Ünite 3. Konu Fiziksel Niceliklerin Sınıflandırılması A nın anıtları 1.... Temel büyüklükler kendi başına ifade edildiğinde bir anlamı vardır. 2. Fizikte kullanılan
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) VE DIŞ TİC. LTD. ŞTİ. Laboratuvarı Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL/TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660 87 51 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/8) VE DIŞ TİC. LTD. ŞTİ. Laboratuvarı Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL/TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660 87 51 E-Posta
TOPOĞRAFYA. Ölçme Bilgisinin Konusu
 TOPOĞRAFYA Topoğrafya, bir arazi yüzeyinin tabii veya suni ayrıntılarının meydana getirdiği şekil. Bu şeklin kâğıt üzerinde harita ve tablo şeklinde gösterilmesiyle ilgili ölçme, hesap ve çizim işlerinin
TOPOĞRAFYA Topoğrafya, bir arazi yüzeyinin tabii veya suni ayrıntılarının meydana getirdiği şekil. Bu şeklin kâğıt üzerinde harita ve tablo şeklinde gösterilmesiyle ilgili ölçme, hesap ve çizim işlerinin
ASİSTAN ARŞ. GÖR. GÜL DAYAN
 ASİSTAN ARŞ. GÖR. GÜL DAYAN VİSKOZİTE ÖLÇÜMÜ Viskozite, bir sıvının iç sürtünmesi olarak tanımlanır. Viskoziteyi etkileyen en önemli faktör sıcaklıktır. Sıcaklık arttıkça sıvıların viskoziteleri azalır.
ASİSTAN ARŞ. GÖR. GÜL DAYAN VİSKOZİTE ÖLÇÜMÜ Viskozite, bir sıvının iç sürtünmesi olarak tanımlanır. Viskoziteyi etkileyen en önemli faktör sıcaklıktır. Sıcaklık arttıkça sıvıların viskoziteleri azalır.
Ölçme Kontrol ve Otomasyon Sistemleri 2
 Ölçme Kontrol ve Otomasyon Sistemleri 2 Dr. Mehmet Ali DAYIOĞLU Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2. Mühendislik ve Ölçme tekniği Çevremizde görünen
Ölçme Kontrol ve Otomasyon Sistemleri 2 Dr. Mehmet Ali DAYIOĞLU Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2. Mühendislik ve Ölçme tekniği Çevremizde görünen
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Prof.Dr. İng. Salim ASLANLAR
 3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
Enerji var veya yok edilemez sadece biçim değiştirebilir (1.yasa)
") Termodinamik: Enerjinin bilimi. Enerji: Değişikliklere sebep olma yeteneği. Termodinamik sözcüğü, Latince therme (ısı) ile dynamis (güç) sözcüklerinden türemiştir. Enerjinin korunumu prensibi: Bir etkileşim
Termodinamik: Enerjinin bilimi. Enerji: Değişikliklere sebep olma yeteneği. Termodinamik sözcüğü, Latince therme (ısı) ile dynamis (güç) sözcüklerinden türemiştir. Enerjinin korunumu prensibi: Bir etkileşim
MÜHENDİSLER İÇİN VEKTÖR MEKANİĞİ: STATİK. Bölüm 1 Temel Kavramlar ve İlkeler
 MÜHENDİSLER İÇİN VEKTÖR MEKANİĞİ: STATİK Bölüm 1 Temel Kavramlar ve İlkeler Mekanik Mekanik Rijit-Cisim Mekaniği Şekil değiştiren Cismin Mekaniği Statik Dinamik Dengedeki Cisimler Hareketsiz veya durgun
MÜHENDİSLER İÇİN VEKTÖR MEKANİĞİ: STATİK Bölüm 1 Temel Kavramlar ve İlkeler Mekanik Mekanik Rijit-Cisim Mekaniği Şekil değiştiren Cismin Mekaniği Statik Dinamik Dengedeki Cisimler Hareketsiz veya durgun
Katı ve Sıvıların Isıl Genleşmesi
 Katı ve Sıvıların Isıl Genleşmesi 1 Isınan cisimlerin genleşmesi, onları meydana getiren atom ve moleküller arası uzaklıkların sıcaklık artışı ile artmasındandır. Bu olayı anlayabilmek için, Şekildeki
Katı ve Sıvıların Isıl Genleşmesi 1 Isınan cisimlerin genleşmesi, onları meydana getiren atom ve moleküller arası uzaklıkların sıcaklık artışı ile artmasındandır. Bu olayı anlayabilmek için, Şekildeki
AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ
 8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
9. SINIF FİZİK YAZ TATİLİ ÖDEV KİTAPÇIĞI. MEV Koleji Özel Ankara Okulları
 9. SINIF FİZİK YAZ TATİLİ ÖDEV KİTAPÇIĞI MEV Koleji Özel Ankara Okulları Sevgili öğrenciler; yorucu bir çalışma döneminden sonra hepiniz tatili hak ettiniz. Fakat öğrendiklerimizi kalıcı hale getirmek
9. SINIF FİZİK YAZ TATİLİ ÖDEV KİTAPÇIĞI MEV Koleji Özel Ankara Okulları Sevgili öğrenciler; yorucu bir çalışma döneminden sonra hepiniz tatili hak ettiniz. Fakat öğrendiklerimizi kalıcı hale getirmek
Termodinamik Isı ve Sıcaklık
 Isı ve Sıcaklık 1 Isıl olayların da nicel anlatımını yapabilmek için, sıcaklık, ısı ve iç enerji kavramlarının dikkatlice tanımlanması gerekir. Bu bölüme, bu üç büyüklük ve termodinamik yasalarından "sıfırıncı
Isı ve Sıcaklık 1 Isıl olayların da nicel anlatımını yapabilmek için, sıcaklık, ısı ve iç enerji kavramlarının dikkatlice tanımlanması gerekir. Bu bölüme, bu üç büyüklük ve termodinamik yasalarından "sıfırıncı
CĠSMĠN Hacmi = Sıvının SON Hacmi - Sıvının ĠLK Hacmi. Sıvıların Kaldırma Kuvveti Nelere Bağlıdır? d = V
 8.SINIF KUVVET VE HAREKET ÜNİTE ÇALIŞMA YAPRAĞI /11/2013 KALDIRMA KUVVETİ Sıvıların cisimlere uyguladığı kaldırma kuvvetini bulmak için,n nı önce havada,sonra aynı n nı düzeneği bozmadan suda ölçeriz.daha
8.SINIF KUVVET VE HAREKET ÜNİTE ÇALIŞMA YAPRAĞI /11/2013 KALDIRMA KUVVETİ Sıvıların cisimlere uyguladığı kaldırma kuvvetini bulmak için,n nı önce havada,sonra aynı n nı düzeneği bozmadan suda ölçeriz.daha
Akreditasyon Sertifikası Eki (Sayfa 1/19) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/19) TİCARET LİMİTED ŞİRKETİ Laboratuvarı Adresi : Orta Mah. Latife Hanım Sokak No: 12/1 Pendik 34896 İSTANBUL/TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14
Akreditasyon Sertifikası Eki (Sayfa 1/19) TİCARET LİMİTED ŞİRKETİ Laboratuvarı Adresi : Orta Mah. Latife Hanım Sokak No: 12/1 Pendik 34896 İSTANBUL/TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14
Birim Sistemleri ve Dönüşümler. Rıdvan YAKUT
 Birim Sistemleri ve Dönüşümler Rıdvan YAKUT Birim Sistemleri Birimler mühendisliğin alfabesidir. Birimleri tam olarak anlamayan mühendisler büyük hatalara neden olurlar. Maalesef ülkemizde birimleri hazmetmeden
Birim Sistemleri ve Dönüşümler Rıdvan YAKUT Birim Sistemleri Birimler mühendisliğin alfabesidir. Birimleri tam olarak anlamayan mühendisler büyük hatalara neden olurlar. Maalesef ülkemizde birimleri hazmetmeden
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR
 3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR 1-) 2002 OKS 3-) 4-) 2004 OKS 2-) 2003 OKS 5-) 2005 OKS 6-) 2006 OKS 10-) 2010 SBS 7-) 2008 OKS 11-) 2011 SBS 8-) 2009 SBS 2012 SBS 14-) 12-) 15-) 2015 TEOG 2014 TEOG 13-)
3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR 1-) 2002 OKS 3-) 4-) 2004 OKS 2-) 2003 OKS 5-) 2005 OKS 6-) 2006 OKS 10-) 2010 SBS 7-) 2008 OKS 11-) 2011 SBS 8-) 2009 SBS 2012 SBS 14-) 12-) 15-) 2015 TEOG 2014 TEOG 13-)
2. Basınç ve Akışkanların Statiği
 2. Basınç ve Akışkanların Statiği 1 Basınç, bir akışkan tarafından birim alana uygulanan normal kuvvet olarak tanımlanır. Basıncın birimi pascal (Pa) adı verilen metrekare başına newton (N/m 2 ) birimine
2. Basınç ve Akışkanların Statiği 1 Basınç, bir akışkan tarafından birim alana uygulanan normal kuvvet olarak tanımlanır. Basıncın birimi pascal (Pa) adı verilen metrekare başına newton (N/m 2 ) birimine
T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ
 T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ Hazırlayan Arş. Gör. Ahmet NUR DENEY-1 ÖLÇÜ ALETLERİNİN İNCELENMESİ Kapaksız
T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ Hazırlayan Arş. Gör. Ahmet NUR DENEY-1 ÖLÇÜ ALETLERİNİN İNCELENMESİ Kapaksız
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : 251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : 251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
Yıldız Teknik Üniversitesi İnşaat Fakültesi Harita Mühendisliği Bölümü TOPOGRAFYA (HRT3351) Yrd. Doç. Dr. Ercenk ATA
 Yrd. Doç. Dr. Ercenk ATA") Yıldız Teknik Üniversitesi İnşaat Fakültesi Harita Mühendisliği Bölümü Ölçek Haritadaki uzunluğun, gerçek uzunluğa oranıdır. 1. Sayısal Ölçek: 1/2000-1: 2000 2. Çizgisel Ölçek: TOPOGRAFYA DERSİNE GİRİŞ
Yıldız Teknik Üniversitesi İnşaat Fakültesi Harita Mühendisliği Bölümü Ölçek Haritadaki uzunluğun, gerçek uzunluğa oranıdır. 1. Sayısal Ölçek: 1/2000-1: 2000 2. Çizgisel Ölçek: TOPOGRAFYA DERSİNE GİRİŞ
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU 1.1. MÜHENDİSLİK (TEKNOLOJİ) VE ÖLÇME Endüstriyel Ölçme ve Kontrol 1. GİRİŞ Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Ölçme veya kıyaslama işleminin milattan önce
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU 1.1. MÜHENDİSLİK (TEKNOLOJİ) VE ÖLÇME Endüstriyel Ölçme ve Kontrol 1. GİRİŞ Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Ölçme veya kıyaslama işleminin milattan önce
TARIM MAKİNELERİ KONULAR TARIMSAL ÜRETİM
 TARIM MAKİNELERİ KONULAR 1. Giriş ve Ölçü Birimleri 2. Termik Motorlar 3. Tarım Traktörleri 4. Toprak İşleme Makineleri 5. Ekim Dikim Makineleri 6. Gübreleme Makineleri 7. Bitki Koruma Makineleri 8. Hasat
TARIM MAKİNELERİ KONULAR 1. Giriş ve Ölçü Birimleri 2. Termik Motorlar 3. Tarım Traktörleri 4. Toprak İşleme Makineleri 5. Ekim Dikim Makineleri 6. Gübreleme Makineleri 7. Bitki Koruma Makineleri 8. Hasat
Editörden... YGS FiZiK SORU - ÇÖZÜM
 II YGS FiZiK SORU - ÇÖZÜM EDİTÖR Turgut MEŞE YAZAR Komisyon Katkıda Bulunanlar Yavuz KESKİN Tüm hakları Editör Yayınevi'ne aittir. Yayınevinin izni olmaksızın, kitabın tümünün veya bir kısmının elektronik,
II YGS FiZiK SORU - ÇÖZÜM EDİTÖR Turgut MEŞE YAZAR Komisyon Katkıda Bulunanlar Yavuz KESKİN Tüm hakları Editör Yayınevi'ne aittir. Yayınevinin izni olmaksızın, kitabın tümünün veya bir kısmının elektronik,