CGI MOTOR BLOK MALZEMESİNİN İŞLENEBİLİRLİĞİ
|
|
|
- Kelebek Ercan
- 7 yıl önce
- İzleme sayısı:
Transkript
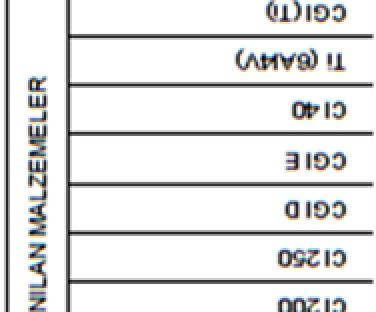
1 3. Ulusal Talaşlı İmalat Sempozyumu, Ekim 2012, Ankara, Türkiye CGI MOTOR BLOK MALZEMESİNİN İŞLENEBİLİRLİĞİ Eser YILDIRIM ve Yunus KAYIR a* a* Gazi Üniversitesi Teknik Eğitim Fak. Makine Eğitim. Bölümü Tel: Teknikokullar/ANKARA Özet CGI, yeni bir malzeme olmayıp gri ve küresel dökme demir malzemelerine göre işlenebilirliğinin kötü olması yaygın kullanımını geciktirmiştir. Son yıllarda CGI malzemesine yönelik yapılan çalışmaların olumlu sonuçları, bu malzemenin kullanımını artırmaya başlamıştır. CGI malzemesi, fiziksel ve kimyasal özellikleri açısından otomotiv sanayisinde motor blok yapımında tercih edilmektedir. Bu makalede, CGI, malzemesinin işlenebilirliğine yönelik yapılan çalışmalar incelenmiştir. Elde edilen bilgiler, üç kısımda ele alınmıştır. İlk olarak CGI malzemesinin, kullanım alanları, kimyasal ve mekaniksel özelliklerine yönelik bilgiler verilmiştir. İkinci kısımda, işlenebilirlik çalışmalarında kullanılan yöntemler, kesiciler ve kesme parametrelerine yer verilmiş, yapılan testler ve ölçümler ele alınmıştır. Son bölümde işlenebilirlik çalışmalarında elde edilen sonuçlar derlenmiştir. Yapılan çalışmaların incelenmesi sonucunda, CGI malzemesine yönelik, çalışmaların son yıllarda ivme kazandığı, işlenebilirliği açısından değişik yöntemlerin, kesicilerin ve kesme parametrelerinin denendiği görülmüştür. Anahtar Kelimeler: CGI, İşlenebilirlik, Vermiküler Dökme Demir 1. Giriş CGI (Compacted Graphite Iron), FCV (Ferrum Casting Vermicular) yada VGI (Vermicular Graphite Iron) olarak da bilinmektedir. Yeni bir malzeme olmadığı halde işlenebilirliğindeki zorluklar nedeni ile CGI imalat çevrelerinde son zamanlara kadar nadiren kullanılmıştır. Günümüzde, döküm teknolojilerinin gelişmesi ile CGI malzemesinin işlenmesi sırasındaki zorluklar kısmen giderilmeye başlanmıştır [1]. Mikro yapısı ve malzeme özellikleri bakımından CGI, gri dökme demir ile yumuşak dökme demir arasındaki bir malzemedir. Farklılık, döküm esnasında ilave edilen elementler ve değişik soğutma oranlarından kaynaklanmaktadır. Malzeme gri dökme demirden daha mukavim, daha iyi ısı iletkenliği, büzülmeye karşı mükemmel direnç ve sfero (küresel grafitli) dökme demire göre çok daha iyi ısıl yorulma direnci özelliklerine sahiptir [1]. Yapısında normalde %10-30 arasında serbest ferrit ihtiva eder. Vermicular yapı ve grafit tabakalarındaki yuvarlak kenarlar diğer demirlere göre üstün malzeme özellikleri kazandırır. CGI ın kimyasal içerik ve oranları Çizelge 1 de verilmiştir. 104
2 Çizelge 1. LP-CGI = Düşük perlitli CGI = % 70 perlitli, HP-CGI = Yüksek perlitli CGI = % 95 perlitli [2] C Si Mn S Mg Al Cu Cr Sn LP-CGI 3,6-3,8 2,1-2,5 0,2-0,4 0,005-0,0002 0,006-0,014 0,003-0,088 0,003-0,088 0,2-0,3 0,03-0,05 HP-CGI 3,6-3,8 2,1-2,4 0,43 0,018 0,012-0,96 0,03 1,06 CGI nın ısıl ve titreşim giderme karakteristikleri sfero dökme demir(nci) ve Gri dökme demir (CI) in arasındadır. Metal yorgunluğuna karşı direnç, gri demire oranla iki katıdır [3]. Dökme Demir (CI) ile karşılaştırıldığında çekme gerilimi yorulma gerilimi, elastik modülü özellikleri daha gelişmiş olup daha üstün dayanım özelliklerine sahip olan CGI malzemesi daha verimli olması ve düşük atık seviyeleri gibi sağladığı avantajlardan dolayı tercih edilir. CGI ın yüksek mukavemet ve malzeme özellikleri motor bloklarının daha dayanıklı, daha düşük ağırlıklı, daha iyi ölçüsel toleranslı, gürültü, titreşim, sertlik özellikleri ile üretilmesi anlamına gelmektedir. Ayrıca CGI gri dökme demire göre daha az paslanma ve aşınma özelliklerine de sahiptir [2]. CI, CGI ve NCI nın mekanik özellikleri Çizelge 2 de verilmiştir. Çizelge 2. Bazı malzemelerin mekanik özelliklerinin karşılaştırması [4] Özellikler CI CGI NCI Çekme Dayanımı (MPa) Young Modülü (GPa) Yorulma Direnci (MPa) Isı iletkenliği (W/(mK)) Sertlik (HB) Bağıl sönümleme Kapasitesi Özellikle son 10 yıldır yapılan çalışmalarla CGI, otomotiv endüstrisinde önemli bir konuma ulaştı. Bu malzeme, otomotiv endüstrisinde imal edilen fren diskleri, egzos manifoltları, motor bloğu üst gövdeleri ve dizel motor blokları gibi parçaların imalat malzemesi olarak, ayrıca yüksek basınç gerektiren yanma odalarında kullanılmaktadır. Bununla birlikte bu malzeme motor bloklarında yanma odalarının, uygun mukavemette daha ince çeperli yapılmasına imkan tanıyarak motor bloğunun daha hafif olmasını sağlar[1]. CGI ın Kullanıldığı Yerler; [2] Dizel motor blokları, Dizel silindir kafaları, Deniz motorları, Tarım ekipmanları, Lokomotiflerde kullanılan dizel motorlar, Lokomotiflerde kullanılan fren diskleri. Otomotiv endüstrisinin yanında deniz ve demiryolu endüstri üreticileri de bu malzemeyi kullanmaktadır. Bu makalede, CGI malzemesine yönelik olarak yılları arasında yapılan işlenebilirlik çalışmaları, tek tek tasnif edilmiştir. Elde edilen yayınlar, kullanılan işlenebilirlik yöntemleri, kesiciler ve 105
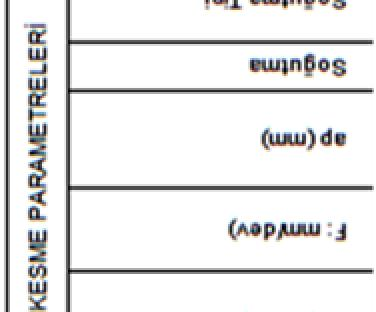
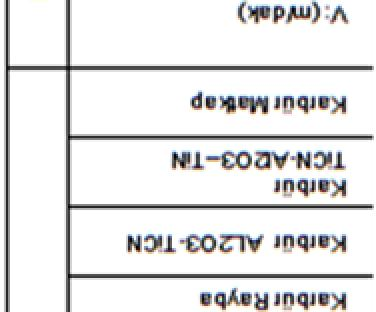
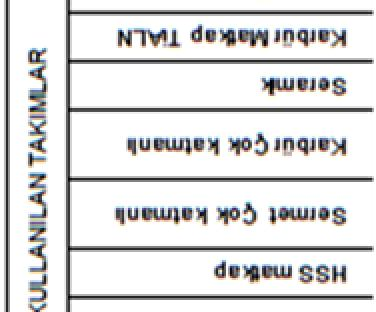
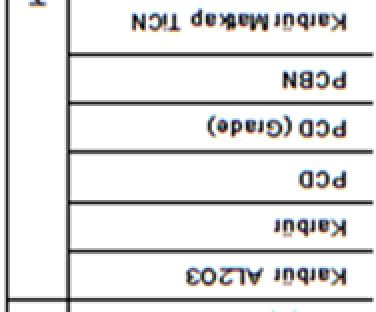
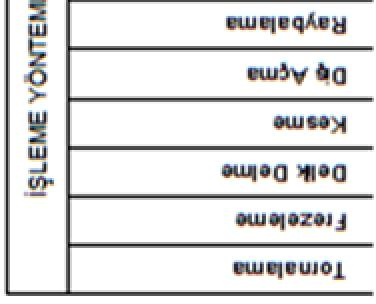
3 kesme parametreleri, yapılan testler ve ölçümler gibi bazı açılardan tek tek incelenmiştir. Makalenin sonuç bölümde ise incelenen makalelere yönelik elde edilen sonuçlar toparlanarak irdelenmiştir. 2. GGI Motor Blok Malzemesinin İşlenebilirliği Yapılan araştırmalarda CGI malzemesine yönelik yapılan işlenebilirlik çalışmalarının az ve özelliklede son yıllara ait çalışmalar olduğu görülmüştür. Bunun sebebi olarak da, diğer dökme demirlere kıyasla işlenebilirliliği kötü olan CGI malzemesinin imalat sanayisinde talep görmemesi gösterilebilir. Fakat, son yılarda, CGI malzemesine yönelik yapılan döküm iyileştirme çalışmaları, iyi bir seviyeye gelmiş durumdadır. İlave edilen alaşım elementleri ve uygulanan ısıl işlemleri ile CGI nin elde edilen türlerinin (CGI 350, CGI 450, CGI 550, vb.) işlenebilirliği iyileşmektedir. Yapılan işlenebilirlik çalışmalarında, genelde CGI malzemesi ile CI, NCI malzemeleri ile kıyaslanmıştır. Bununla birlikte, bünyesinde Ti gibi farklı elementler içeren CGI malzemesinin işlenebilirliğine yönelik çalışmalara rastlanmıştır. Elde edilen çalışmalar, sırası ile belirli açılardan ele alınmıştır: Kullanılan Yöntemler, Kullanılan kesiciler ve kesme parametreleri, Kesme şartları, Yapılan ölçüm ve testler Kullanılan Analiz yöntemleri Elde edilen sonuçlar 2.1. Kullanılan Yöntemler Yapılan çalışmalarda ağırlıklı olarak tornalama yöntemi tercih edilmiştir [9-17]. Genelde de CNC takım tezgahları kullanılmıştır. Tornalama yöntemlerinde belirli çap ve boyutlarda hazırlanmış olan CGI malzemesi, ayna/punta arasına bağlanarak işlenmiştir. Yapılan çalışmalarda CGI deney parçaları, içi dolu kütük [9,10,11,12,13] veya içi boş boru şeklinde malzemelerden hazırlanmıştır [15,17]. Bazı çalışmalarda [9,17] ise, Titanyum içeren ve uygulanan ısıl işlemler sonucu elde edilen farklı mikro yapıya sahip CGI malzemeler kullanılmıştır [12,13]. İncelenen çalışmalarda, frezeleme yöntemi ile CGI malzemesinin işlendiği farklı birkaç malzeme ile kıyaslandığı görülmüştür [5]. Kullanılan frezeleme yöntemlerinde genelde belirli boyutlarda hazırlanan prizmatik şeklinde parçaların yüzeylerinden talaş kaldırılması şeklinde deneyler yapılmıştır. Elde edilen işlenebilirlik çalışmalarında, delik delme ve raybalama yöntemleri ile CGI malzemesi işlendiği görülmüştür [6,7,8,1]. Bu çalışmaların bir kısmında, sadece delik delme [6,7,1] yapılırken çok az bir kısmında ise hem delik delme ve hem de raybalama birlikte ele alınmıştır [8]. Raybalama ile yapılan işlenebilirlik çalışmalarının oldukça kısıtlı olduğu yapılan makale taramalarında görülmüştür. Ulaşılabilen çalışmalar ise bu makalede yer verilmiştir. Delik delme işlemlerinde genellikle karbür matkaplar tercih edilmiştir. Delik delme ve raybalama işlemlerinde CNC Freze tezgahları kullanılmıştır Kullanılan Kesiciler ve Kesme Parametreleri CGI malzemesinin işlenmesinde, kaplamalı ve kaplamasız olarak, karbür kesiciler, PCD, PCBN, sermetler ve seramikler kullanılmıştır. Tornalama çalışmalarında, kullanılan Kaplamalı (TiN-Al2O3-TiCN) ve kaplamazı takımlar için kesme hızı V= m/dak arasında alınmıştır [9,11]. PCD kesiciler için kesme hızı V=210 m/dak olarak almıştır [11]. İlerlemeler açısından ise; kaplamalı ve kaplamasız kesiciler için f=0, mm/dev 106
4 aralığında [9,11] alınmıştır. Tornalama yöntemi kullanılarak yapılan deneylerde talaş derinliği a=0,127-2 mm aralığında seyretmiştir [9-13 ve 17]. Frezeleme işlemlerinde kaplamalı ve kaplamasız karbür takımlara yönelik olarak kesme hızı V= mm/dak kullanılmıştır [11]. PCBN takımlarda bu oran V=400 ve 800 m/dak kadar çıkmaktadır [10]. Bununla birlikte, kaplamlı kaplamasız Sermetler kesiciler de kesme hızı V= m/dak aralığında alınmıştır. Frezeleme yöntemlerinde ilerlemeler a=0,15-0,3 mm/diş aralığında alınmıştır. Talaş derinliği olarak da a= 0,2 mm ve 2 mm arasında kalmaktadır [5]. Delme yöntemi kullanılarak CGI malzemesinin işlenmesinde genelde kaplamalı (TiAlN)ve kaplamasız karbür matkaplar kullanılmıştır [6-8,T1]. Fakat, bazı çalışmalarda kaplamalı HSS matkaplarında kullanıldığı görülmüştür [1]. Deneylerde, matkap çapı olarak Ø6-10 mm aralığı tercih edilmiştir [1,6,7,8]. Kesme hızı aralığı olarak V= m/dak alınmıştır. İlerleme için ise f=0,15-0,40 mm/dev aralığı kullanılmıştır. Delik delme derinliği olarak da t=10-30 mm arası kullanılmıştır [6,7,8]. CGI malzemesinin raybalanmasında ise, kaplamalı ve kaplamasız kesiciler kullanılmıştır. Raybalama işlemlerinde kesme hızı olarak m/dak, ilerleme olarak 0,2 mm/dev ve raybalama delik derinliği olarak da 30 mm alınmıştır. İncelenen çalışmalardan CGI malzemesinin işlenmesinde en çok kullanılan kesme değerleri çizelge olarak çıkarılmıştır.çizelge 3 te, CGI malzemesinin frezelenmesi ve tornalanmasına yönelik ve Çizelge 4 te de tornalanmasına yönelik kullanılan kesici türleri ve kesme parametreleri için aralık değerleri verilmiştir. Çizelge 3. CGI malzemesinin tornalanması için önerilen kesici ve kesme parametreleri [10]. İşleme Yöntemi Kesici tipi Kesme hızı İlerleme Talaş derinliği (V: m/min) (F: mm/diş) (a:mm) Frezeleme Karbür ,15 2 PCBN ,15 2 Tornalama Karbür ,3 0,20 PCBN ,3 0,15 Çizelge 4. CGI malzemesinin tornalanması için önerilen kesici ve kesme parametreleri [10]. İşleme Yöntemi Kesici tipi Kesme hızı İlerleme Delme boyu (V: m/min) (F: mm/diş) (L:mm) Delik delme Karbür ,1-0, Kesme Şartları Sıkıştırılmış grafitli demir (CGI) nin işlenebilirliği üzerine yapılan çalışmalarda, kuru ve sulu olmak üzere her iki kesme şartı da kullanılmıştır. Fakat, kuru kesme şartları kullanılarak yapılan çalışmalar çoğunluktadır [1, 4, 5, 7, 10, 12, 13, 14]. Sulu kesme şartları ile yapılan çalışmalarda, %8 su bazlı kesme sıvıları [6, 8], Cryogenic CO 2 soğutma [11] ve Minimal Quantity Lubrication (MQL) soğutma gibi yöntemler kullanılmıştır [15, 16] Yapılan Ölçüm ve Testler CGI malzemesinin işlenebilirliğine yönelik kullanılan, Tornalama [9-13,17], Frezeleme [5], Delik delme ve Raybalama [6-8,1] yöntemlerin genelinde, takım aşınmaları, kesme kuvvetleri, elde edilen yüzeyin pürüzlülükleri ve meydana gelen sıcaklıklar ölçülmüştür. Takım aşınmalarının belirlenmesinde, optik mikroskop veya SEM cihazları kullanılmıştır. Kesme kuvvetlerinin ölçülmesinde hazır standart 107
5 dinamometreler kullanılmıştır. Sıcaklıkların ölçülmesinde ise genellikle ısıl çifti (termokupl), azda olsa bazı çalışmalarda, ısıl kameraların da (ThermaSC3000) kullanıldığı görülmüştür [14] Ölçüm Sonuçları Delinebilirlik çalışmalarında, CGI malzemesinin kaplamalı karbür matkaplar ile delinmesinde yüzey pürüzlülük değerleri 0,84µm 3,89 µm arasında, takım aşınmaları ise 0,029mm 0,22mm arasında ölçülmüştür. HSS matkap ile delinen deliğin pürüzlülük değerleri ise 5,52 µm 7,48 µm arasında ölçülmüştür [1]. Farklı alaşımlara sahip CGI lerin kaplamalı karbürler ile delinmesinde 20m lik işlem sonrasında 0,4 mm aşınma görülmüştür. Aynı zamanda ilerleme ve tork ölçümleri 4 Nm 5 Nm arasındadır[7]. Aynı matkap ile CGI malzemesinin delinmesi sonucunda elde edilen takım aşınması 0,10 mm 2 0,12 mm 2 iken gri dökme demirde 0 mm 2 olduğu görülmüştür. Delme torkları gri dökme demirde 0,9 ıb sabit iken CGI da 1,12 ıb ye kadar arttığı görülmüştür. Raybalama sonrasında yüzey pürüzlülüğü 2,2 µm iken gri dökme demirde 1,2 µm ölçülmüştür. Bu değerler soğutma sıvısı kullanılarak CGI de 1 µm ye kadar düşmüştür [8]. Tornalama çalışmalarında, Ti oranı 0,03 olan CGI lerde 160m/dk kesme hızlarında ölçülen pürüzlülük değerleri 0,7 µm-2,2 µm arasında, 250m/dk kesme hızında 0,7 µm 3,2 µm arasında ölçülmüştür. Ti oranı 0,007 olan malzemelerde 160 m/dk kesme hızında 0,7 µm-2 µm arasında, 250 m/dk kesme hızında 0,7 µm-1,5 µm arasındadır. Kesme gücü ise 1,55 1,7 KW olarak ölçülmüştür[9]. PCD takımlar ile CO 2 soğutma yöntemi ile 210 m/dk, 230 m/dk ve 250m/dk kesme hızlarında takım aşınmaları sırasıyla 70 µm, 600 µm ve 600 µm ölçülmüştür. Kesme kuvvetleri sırasıyla 105N, 250N ve 225N ölçülmüştür. Kesme sıcaklıları ise 40 dk da 60Cº, 80Cº ve 162,5 Cº olarak ölçülmüştür [11]. 150m/dk, 170m/dk, 190m/dk ve 210m/dk kesme hızlarında elde edilen pürüzlülük değerleri sırasıyla 1,99 µm -4,08 µm arasında, 2,01 µm-3,86 µm arasında, 2,07 µm-3,92 µm arasında, 1,87 µm-3,86 µm arasında ölçülmüştür. Kesme kuvveti değerleri sırasıyla 732,70 N -1003,63 N arasında, 707,19N- 993,87N arasında, 708,79N 1002,59N arasında ve 711,03 N 969,36 N arasında ölçülmüştür [12, 13]. Frezeleme çalışmalarında, takım aşınmaları 600m/dk kesme hızında 0,33mm, 800m/dk kesme hızında 0,28 ve 1000m/dk kesme hızında 0,20mm 2.6. Kullanılan Analiz Yöntemleri İncelenen makalelerde, CGI malzemesinin işlenebilirlik çalışmalardan elde edilen sonuçların değerlendirilmesinde değişik yöntemlerin kullanıldığı görülmüştür. Çalışmaların bir kısmında, elde edilen sonuçlar (yüzey pürüzlülükleri, kesme kuvvetleri ve takım aşınmaları, takım ömrü) kullanılan kesme parametreleri ile ilişkilendirilerek oluşturulan grafikler yorumlanmaya çalışmıştır [9,10,11]. Bazılarında ise elde edilen sonuçlar üzerinde çeşitli statiksel analizler yapılmıştır. Kullanılan kesme parametrelerinin (kesme hızı, ilerleme, talaş derinliği, kesme şartları, kullanılan kesici, vb.), yüzey pürüzlülüğü, takım aşınması, takım ömrü, kesme kuvvetleri üzerinde ne ölçüde etkili olduklarının belirlenmesinde varyans (ANOVA) analizi kullanılmıştır [1, 12, 13, 17]. Etkili olan parametrelere yönelik denklemlerin elde edilmesinde regresyon analizlerinin de kullanıldığı görülmüştür [12, 13, 17]. Bazı çalışmalarda ise Taguchi tekniği kullanılarak modeller oluşturulmuştur. Bu teknik sayesinde, yüksek maliyetler gerektiren deneylerin azaltılarak optimum sonuca ulaşmak için gerekli sayıda deneylerin yapılması sağlanmıştır [1] Elde Edilen Sonuçlar İncelenen çalışmalarda, CGI alaşımındaki Ti içeriğinin takım aşınmalarını arttırdığı ve buna bağlı olarak takım ömrünü azalttığı, yüzey pürüzlülük ve kesme gücünü etkilemediğini tespit edilmiştir [9]. 108
6 CGI işlenebilirliğini yükseltmek için aşındırıcı etki yaratan titanyum ve krom gibi elementlerin minimum seviyede tutulması gerektiği belirlenmiştir. Titanyum içeriğindeki %0,01-0,02 gibi küçük artışlar CGI takım ömrünü yaklaşık % 50 oranında azaltır. Titanyum mümkün olduğunca düşük tutulmalıdır, ideal% 0.01 altındadır. Gri dökme demirin işlenmesinde elde edilen takım ömrünün CGI ya göre daha yüksek olduğu görülmüştür. CGI malzemesinin frezelenerek işlenmesinde, kesici ağız sayısının artması ile takım ömrünün arttığı belirlenmiştir [10]. Gri dökme demirde bulunan mangan sülfür (MnS), kesici kenar üzerinde koruyucu bir tabaka oluşumuna yol açar. Kesme hızı arttıkça bu katman daha büyük ve daha yoğun hale gelir ve kesici takım ömrünün artmasına neden olduğu ortaya atılmıştır. CGI üretimi sırasında magnezyum eklenmesi nispeten sert ve aşındırıcı magnezyum sülfat (MGS) oluşumuna sebep olur. Sonuç olarak, CGI işleme esnasında herhangi bir koruyucu tabaka meydana gelmez. Bu olay, yüksek hızlı sürekli kesme işlemleri sırasında CGI ve gri demir için takım ömrü arasında gözlenen farkın sebebi olduğu belirtilmiştir. CGI malzemelerin işlenmesinde en uygun kesici takımların PCD ler olduğu görülmüştür. Kaba taneli PCD lerin ince tanelilere göre yüksek ısı iletkenliğinin daha fazla olduğu görülmüştür. Bununla birlikte, karbür kesiciler ile daha düşük emülsiyonlu soğutucu kullanarak elde edilen takım ömürlerine karşın PCD kullanılarak Cryogenic CO 2 soğutma ile elde edilen takım ömürlerinin %100 den daha fazla olduğu ortaya çıkmıştır [11]. Mikro yapı olarak Perlitik, Ferritik ve Perlitik+Ferritik olan vermiküler grafitli dökme demirlerin işlenebilirliğinde, esas kesme kuvveti ve yüzey pürüzlülüğü açısından en iyi kesme hızının 210 m/dak ve en iyi ilerleme miktarı 0,20 mm/dev olduğu belirlenmiştir. Mikro yapı olarak ise eiyi pürüzlülüğü perlitik CGI i elde edildiği tespit edilmiştir. Yüzey pürüzlülüğü üzerinde etkili parametrelerin sırasıyla ilerleme miktarı ve kesme hızı olduğu yapılan ANOVA analizleri ile ortaya çıkmıştır. [12,13]. CGI işlenmesinde takım maliyetinin önemli bir yer tuttuğu belirtilmiş, kuru çalışma koşullarında ve düşük hızlarda kullanılabilecek en iyi takımın sermet takımların olduğu ifade edilmiştir. Yüksek kesme hızlarında ise kaplamalı karbür kullanılmasının daha uygun olacağı ileri sürülmüştür. Düşük kesme hızlarında MQL yönetimi ile yapılan soğutma koşulları altında yapılan deneylerde, Sermet, kaplamalı karbür ve seramik kesici takım tipleri ile elde edilen kesme kuvvetleri birbirine yakın ve talaş yapışması az olurken yüksek kesme hızlarında ise bu durumun değiştiği tespit edilmiştir. [15]. Cryogenic CO 2 ye yağ ilave edilerek yapılan soğutma yönteminin sadece CO 2 ye göre %100 daha fazla ısıyı uzaklaştırdığı görülmüştür. Yapılan deneylerde 200 Cº de CO 2 ile soğutmanın MQL soğutma yöntemlerinden daha iyi soğuttuğu görülmüştür. Yağ püskürterek soğutma ve azot püskürterek soğutma yönteminden elde edilen sonuçlar diğer yöntemlere göre soğutma yönünden daha az etkili olduğu tespit edilmiştir [17]. Takım ömrüne yönelik yapılan incelemelerde, 600 m/dak kesme hızında işlenmesi en zor malzemenin CGI olduğu, 800m/dak ve 1000m/dak kesme hızlarında işlenmesi en zor olan malzemenin ise gri dökme demir olduğu ileri sürülmüştür. Takım ömrü için belirleyici rol üstlenen aşınma türünün yan kenar aşınması olduğu ortaya çıkmıştır. Genel olarak da takım aşınmalarında, düşük kesme hızlarında yapışma aşınması, yüksek kesme hızlarında ise difüzyon ve oksidasyon aşınmaları türleri gözlenmiştir [5]. CGI malzemesinin geliştirilmesine yönelik elde edilen türleri olan: CGI A, CGI B, CGI C, CGI D için yapılan işlenebilirlik çalışmaları karşılaştırıldığında, artan perlit yüzdesine göre işlenebilirliğin düştüğü 109
7 belirlenmiştir. Yüksek miktarda perlit ve sertlik gibi faktörlerin gerekli olmadığı yerlerde (örneğin, motor başları) CGI C sınıfının kullanılması önerilmektedir. CGI C mekanik mukavemeti CGI D den daha düşük olduğu ancak düşük perlit içeriğine bağlı olarak çok daha yüksek işlenebilirliğe sahip olduğu ifade edilmiştir. Karşılaştırılan, CGI türleri arasında motor blokları, üretimi için en uygun olan CGI D olduğu belirlenmiştir [7]. Delik delme deneyleri sonucunda, CGI nın delinebilirliğinin gri dökme demire göre daha zor olduğu belirlenmiştir. Elde edilen yüksek kesme kuvvetleri ve takım aşınmaları bu durumu ispat etmektedir. Gri dökme demirin kükürt (S) temel katkı maddesinin, delme işlemi sırasında iş parçası ve takım yüzeyinde koruyucu bir yağlama tabakası oluşturduğu tespit edilmiştir. Kullanılan takımın SEM / EDX analizleri ile takım yüzeyi üzerinde yüksek miktarda kükürt bileşiği (sülfür) olduğunu göstermiştir. [8]. Fakat, CGI nin işlenmesinde bu durum meydana gelmediğinden kesici takım daha kolay aşındığı belirtilmiştir. CGI nin işlenmesinde kullanılan soğutma sıvılarına kükürt eklenmesinin kesme kuvvetlerini ve takım aşınmalarını azaltıcı etkisi olacağı ifade edilmiştir. Varyans (Anova) analizi ile incelenen faktörlerin, çıktı değerlerini ne ölçüde etkilediği farklı seviyelerinin nasıl bir değişkenliğe yol açtığı tespit edilmiştir. Delme hızı ile pürüzlülük değerinin doğru orantılı olduğu görülmüştür [1]. Çizelge 5 te incelenen yayınlardan çıkarılan bilgilerin tasnif edilmiş hali verilmiştir. 110


8 Çizelge 5. CGI malzemesi için yapılan işlenebilirlik çalışmaları 111
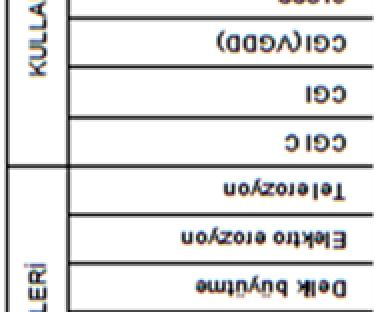
9 4. Sonuç ve Öneriler Gri dökme demirden daha mukavim, daha iyi ısı iletkenliği büzülmeye karşı mükemmel direnç ve sfero (küresel grafitli) dökme demire göre çok daha iyi ısıl yorulma direnci gibi eşsiz özelliklere sahip olması CGI malzemesini öne çıkarmaktadır. Fakat, otomotiv sanayisinde yaygın olarak kullanılan gri ve küresel dökme demirin işlenebilirliği ile karşılaştırıldığında CGI nin işlenebilirliğinin daha düşük olması, özelliklede otomotiv sanayisinde kullanımını geciktirmiştir. CGI nin işlenebilirliğinin iyileştirilmesine yönelik son yıllarda elde edilen olumlu sonuçlar, bu malzemeye olan ilgiyi arttırmıştır. Yapılan çalışmaların incelemesi sonucunda, normal bir dökme demirde (gri) bulunan mangan sülfür ün (MnS) işlenebilirlik sırasında kesici uçların üzerinde koruyucu bir katman oluşturduğu tespit edilmiştir. Kesme hızı arttıkça da bu katmanın daha büyük ve daha yoğun hale gelerek kesici ömrünün artmasına neden olduğu anlaşılmıştır. Fakat, CGI malzemesinin işlenmesi esnasında herhangi bir koruyucu katmanın meydana gelmediği belirlenmiştir. Bu durumun da yüksek kesme hızlarında ve sürekli (duraksama olmadan) yapılan kesme işlemleri sırasında CGI malzemelerinde daha düşük takım ömrü elde edilmesine sebep olduğu ortaya çıkmıştır. Kullanılacak kesme sıvısına kükürt bazlı katkı maddeleri kullanarak kesme kuvvetleri ve takım aşınmasının azaltılabileceği ön görülmüştür. CGI malzemesinin işlenmesinde, kuru kesme şartlarında düşük kesme hızları ile çalışılmasının, yüksek kesme hızları ile çalışılması durumunda ise sulu kesme şartlarının daha uzun takım ömrü verdiği anlaşılmıştır. Sulu kesme şartları ile yapılan deneylerde, en iyi takım ömrü sonuçlarını sırası ile Cryogenic, MQL ve diğer yöntemlerin vereceği belirlenmiştir. Bununla birlikte, CGI malzemesinin işlenmesi sırasında kesici uçta oluşabilecek talaş yapışmasının MQL yöntemi ile azaldığı anlaşılmıştır. CGI işlemelerinde takım maliyetinde öneli bir yer tutmaktadır. Kuru çalışma koşullarında düşük kesme hızlarında kullanılabilecek en iyi kesicilerin cermet, yüsek kesme hızlarında ise kaplamalı karbürler olduğu belirlenmiştir. En iyi yüzey pürüzlülüğü Perlitik vermiküler grafitli dökme demirlerde gözlenmiştir. Aynı zamanda en iyi yüzey pürüzlülüğü en yüksek kesme hızlarında görülmüştür. CGI malzemesinin işlenmesinde alınacak olan kesme hızı aralıklarının kullanılacak olan işleme yöntemine göre farklı olacağı anlaşılmıştır. İşleme yönteminin tornalama veya frezeleme olması durumunda, kesme hızlarının birbirine yakın ve yüksek, matkapla delik delme olması durumunda düşük ve raybalama olması durumunda ise daha düşük alındığı görülmüştür. Yapılan çalışmalarda, CGI malzemesinin kaplamalı karbür kesicilerle sulu kesme şartlarında, tornalamasında ve frezelemesinde kesme hızı aralığı m/dak alınırken, karbür matkaplarla delinmesinde m/dak, karbür matkaplarla raybalanmasında ise m/dak kadar düşmüştür. Dolayısı ile CGI malzemesinin işlenebilirliğinde en sıkıntılı yöntemlerin delik delme ve raybalama olduğu ortaya çıkmaktadır. CGI malzemesinin işlenebilirliğine yönelik olan çalışmalar az ve yeni olduğu için, bu malzemeye yönelik değişik çalışmalar yapılabilir. Farklı işleme yöntemleri (kesme, delik büyültme, tel erozyon, elektro erozyon, vb.) denenebilir. Faklı kesme sıvıları ile işlenebilirlik çalışmaları yapılabilir. 112
10 Kaynaklar [1] Ertan, T., Compacted Graphite Iron (CGI) Malzemesinin İşlenebilirliğinin Araştırılması, Yüksek Lisans Tezi, Gebze İleri teknoloji Enstitüsü Mühendislik ve Fen Bilimleri Enstitüsü, Gebze, [2] Secomax PCBN Technical Guide, 2003, [3] Metal İsleme Ürünleri Katoloğu, Sandvik Coromant, İstanbul, H-29, [4] Rosa, S, Diniz, A, Andrade, C, Guesser, W., Analysis of Tool Wear, Surface Roughness and Cutting Power in the Turning Process of Compact Graphite Irons with Different Titanium Content, J. of the Braz. Soc. of Mech. Sci. & Eng, Vol. XXXII, No. 3, july 2010, [5] Silva, M, Naves, V, Melo, J, Andrade, C, Guesser, W., Analysis of wear of cemented carbide cutting tools during milling operation of gray iron and compacted graphite iron, Wear 27, 2011, [6] Oliveira, V, Beltrao, C, Pintaude, C., Effect of tool geometry on the wear of cemented carbide coated with TiAlN during drilling of compacted graphite iron, Wear 271, 2011, [7] Mocellin, F, Melleras, E, Guesser, W, Boehs, L., Study of the Machinability of Compacted Graphite Iron for Drilling Process, J. of the Braz. Soc. of Mech. Sci. & Eng., Vol. XXVI (1), 2004, [8] Evans, R, Hoogendoorn, R, Platt, E., Lubrication & Machining of Compacted Graphite Iron, Quaker Chemical Corporation, Metalworking Division Laboratory, july 2011, 1-7 [9] Rosa, S, Diniz, A, Andrade, C, Guesser, W., Analysis of Tool Wear Surface Roughness and Cutting Power in the Turning Process of Compact Graphite Irons with Different Titanium Content, J. of the Braz. Soc. of Mech. Sci. & Eng, Vol. XXXII (3), 2010, [10] Dawson, S, Hollinger, I, Robbins, M, Daeth, J, Reuter, U, Schulz, H., The Effect of Metallurgical Variables on the Machinability of Compacted Graphite Iron, Society of Automotive Engineers, , [11] Abele, E, Schramm, B., Using PCD for machining CGI with a CO2 coolant system, German Academic Society for Production Engineering, / s , [12] Mavi, A, Korkut, İ., Vermiküler Grafitli Dökme Demirlerin İşlenmesinde Kesme Parametrelerinin Kesme Kuvvetleri ve Yüzey Pürüzlülüğüne Etkisinin Regresyon Analizi ile Modellenmesi, Politeknik Dergisi, 13 (4), 2010, [13] Mavi, A., Vermiküler Grafitli Dökme Demirlerin İşlenebilirliğinin Deneysel Olarak Araştırılması, Yüksek Lisans Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara, 2008, [14] Skvarenina, S, Shin, Y., Laser-assisted machining of compacted graphite iron, International Journal of Machine Tools & Manufacture, 46, 2006, 7 17 [15] Varghese, K., Machining of Compacted Graphite Iron (CGI) and Spheroidal Graphite Iron (SGI): A Fundamental Study of Tribological ıssues and progressıve cuttıng tool wear, Doctor of Philosophy, The University Of Utah Graduate School, 2008,
11 [16] Varghese, K, Balaji, A., Effects of Tool Material, Tool Topography and Minimal Quantity Lubrication (MQL) on Machining Performance of Compacted Graphite Iron (CGI), International Journal of Cast Metals Research, 20 (6), 2007, [17] Clarens, A, Park Y, Temme, J, Hayes, K, Zhao,F, Skerlos, S., Evaluation Of Cooling Potential And Tool Life In Turning Using Metalworking Fluids Delivered In Supercritical Carbon Dioxide, International Manufacturing Science and Engineering Conference, MSEC , October
16 th International Materials Symposium IMSP' Oct 2016, Pamukkale University Denizli - Turkey
 VERMİKÜLER GRAFİTLİ DÖKME DEMİR MALZEMESİNİN DELİNMESİNDE KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ INVESTIGATION OF CUTTING FORCE AND SURFACE ROUGHNESS IN DRILLING OF THE COMPACTED GRAPHITE
VERMİKÜLER GRAFİTLİ DÖKME DEMİR MALZEMESİNİN DELİNMESİNDE KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ INVESTIGATION OF CUTTING FORCE AND SURFACE ROUGHNESS IN DRILLING OF THE COMPACTED GRAPHITE
16 th International Materials Symposium IMSP' Oct 2016, Pamukkale University Denizli - Turkey
 VERMİKÜLER GRAFİTLİ DÖKME DEMİRİ DELME İŞLEMİNDE UÇ AÇISININ VE KAPLAMANIN TAKIM ÖMRÜNE ETKİSİNİN İNCELENMESİ INVESTIGATING THE COATING AND POINT ANGLE EFFECTS ON TOOL LIFE IN DRILLING COMPACTED GRAPHITE
VERMİKÜLER GRAFİTLİ DÖKME DEMİRİ DELME İŞLEMİNDE UÇ AÇISININ VE KAPLAMANIN TAKIM ÖMRÜNE ETKİSİNİN İNCELENMESİ INVESTIGATING THE COATING AND POINT ANGLE EFFECTS ON TOOL LIFE IN DRILLING COMPACTED GRAPHITE
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ
 SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
Sığ ve derin kriyojenik işlem uygulanmış karbür takımların kesme kuvvetlerine etkisi
 Sığ ve derin kriyojenik işlem uygulanmış karbür takımların kesme kuvvetlerine etkisi Sıtkı AKINCIOĞLU 1 *, Hasan GÖKKAYA 2, İlyas UYGUR 3 1* Duzce University, Gümüşova Vocational School of Higher Education,
Sığ ve derin kriyojenik işlem uygulanmış karbür takımların kesme kuvvetlerine etkisi Sıtkı AKINCIOĞLU 1 *, Hasan GÖKKAYA 2, İlyas UYGUR 3 1* Duzce University, Gümüşova Vocational School of Higher Education,
AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin İncelenmesi
 Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
Şener KARABULUT DOKTORA TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ OCAK 2012 ANKARA
 VERMİKÜLER GRAFİTLİ DÖKME DEMİRİN FREZELEMEDEKİ İŞLENEBİLİRLİĞİNİN DENEYSEL OLARAK ARAŞTIRILMASI VE YAPAY SİNİR AĞLARIYLA MODELLENMESİ Şener KARABULUT DOKTORA TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN
VERMİKÜLER GRAFİTLİ DÖKME DEMİRİN FREZELEMEDEKİ İŞLENEBİLİRLİĞİNİN DENEYSEL OLARAK ARAŞTIRILMASI VE YAPAY SİNİR AĞLARIYLA MODELLENMESİ Şener KARABULUT DOKTORA TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN
Arda Çetin, Peyman Çelenkoğlu, Burcu Tunç, Ayhan Comart (Ekstra Metal)
") «SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
«SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
GGG 90 Küresel Grafitli Dökme Demirin İşlenebilirliğinin Kesme Kuvvetleri ve Yüzey Pürüzlülüğü Açısından Değerlendirilmesi
 GGG 90 Küresel Grafitli Dökme Demirin İşlenebilirliğinin Kesme Kuvvetleri ve Yüzey Pürüzlülüğü Açısından Değerlendirilmesi * 1 Harun Koçak, 2 Mahmut Gülesin, 2 Gültekin Uzun 1 Cihanbeyli Meslek Yüksekokulu,
GGG 90 Küresel Grafitli Dökme Demirin İşlenebilirliğinin Kesme Kuvvetleri ve Yüzey Pürüzlülüğü Açısından Değerlendirilmesi * 1 Harun Koçak, 2 Mahmut Gülesin, 2 Gültekin Uzun 1 Cihanbeyli Meslek Yüksekokulu,
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
TAKIM ÖMRÜ MODELLERİNDE SERMET KESİCİ TAKIMLAR İÇİN n ÜSTEL DEĞERLERİNİN DENEYSEL OLARAK ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TAKIM ÖMRÜ MODELLERİNDE SERMET KESİCİ TAKIMLAR İÇİN n ÜSTEL DEĞERLERİNİN DENEYSEL OLARAK ARAŞTIRILMASI Salih KORUCU a, Eylem Satı KANTEMİR
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TAKIM ÖMRÜ MODELLERİNDE SERMET KESİCİ TAKIMLAR İÇİN n ÜSTEL DEĞERLERİNİN DENEYSEL OLARAK ARAŞTIRILMASI Salih KORUCU a, Eylem Satı KANTEMİR
Yunus KAYIR a*, Ahmet AYTÜRK a. Geliş Tarihi/Received : 08.12.2011, Kabul Tarihi/Accepted : 20.02.2012
 Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 18, Sayı 1, 2012, Sayfa 61-71 AISI 316Ti Paslanmaz Çeliğin İşlenebilirlik Karakteristiklerinin İncelenmesi Investigation of Machinability Characteristics
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 18, Sayı 1, 2012, Sayfa 61-71 AISI 316Ti Paslanmaz Çeliğin İşlenebilirlik Karakteristiklerinin İncelenmesi Investigation of Machinability Characteristics
VERMİKÜLER GRAFİTLİ DÖKME DEMİRİN İŞLENEBİLİRLİĞİNİN DENEYSEL OLARAK ARAŞTIRILMASI
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye VERMİKÜLER GRAFİTLİ DÖKME DEMİRİN İŞLENEBİLİRLİĞİNİN DENEYSEL OLARAK ARAŞTIRILMASI AN EXPERIMENTAL INVESTIGATION
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye VERMİKÜLER GRAFİTLİ DÖKME DEMİRİN İŞLENEBİLİRLİĞİNİN DENEYSEL OLARAK ARAŞTIRILMASI AN EXPERIMENTAL INVESTIGATION
KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ *
 KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ * Murat ÇETİN 1, Musa BİLGİN 2, Hasan Basri ULAŞ 3, Ahmet TANDIROĞLU 4 Özet Bu çalışmada
KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ * Murat ÇETİN 1, Musa BİLGİN 2, Hasan Basri ULAŞ 3, Ahmet TANDIROĞLU 4 Özet Bu çalışmada
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
ÖSTEMPERLENMİŞ KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN İŞLENMESİNDE, SERAMİK VE KARBÜR KESİCİLERİN PERFORMANSLARININ KARŞILAŞTIRILMASI.
 ÖSTEMPERLENMİŞ KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN İŞLENMESİNDE, SERAMİK VE KARBÜR KESİCİLERİN PERFORMANSLARININ KARŞILAŞTIRILMASI Yahya ISIK * * Uludağ Üniversitesi Teknik Bilimler MYO, 16059, Bursa, TÜRKİYE,
ÖSTEMPERLENMİŞ KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN İŞLENMESİNDE, SERAMİK VE KARBÜR KESİCİLERİN PERFORMANSLARININ KARŞILAŞTIRILMASI Yahya ISIK * * Uludağ Üniversitesi Teknik Bilimler MYO, 16059, Bursa, TÜRKİYE,
ÖSTEMPERLENMİŞ KÜRESEL GRAFİTLİ DÖKME DEMİRİN SİNTERLENMİŞ KARBÜR KESİCİ TAKIM İLE TORNALAMA İŞLEMİNDE TAKIM PERFORMANSININ İNCELENMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 22, No 4, 739-744, 27 Vol 22, No 4, 739-744, 27 ÖSTEMPERLENMİŞ KÜRESEL GRAFİTLİ DÖKME DEMİRİN SİNTERLENMİŞ KARBÜR KESİCİ TAKIM İLE TORNALAMA
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 22, No 4, 739-744, 27 Vol 22, No 4, 739-744, 27 ÖSTEMPERLENMİŞ KÜRESEL GRAFİTLİ DÖKME DEMİRİN SİNTERLENMİŞ KARBÜR KESİCİ TAKIM İLE TORNALAMA
16 th International Materials Symposium IMSP' Oct 2016, Pamukkale University Denizli - Turkey
 VERMİKÜLER GRAFİTLİ DÖKME DEMİRLERE UYGULANAN DELME OPERASYONUNDA KAPLAMANIN VE UÇ AÇISININ GEOMETRİK TOLERANS DEĞERLERİNE ETKİSİNİN ARAŞTIRILMASI THE INVESTIGATION OF THE EFFECTS OF COATING AND TIP ANGLE
VERMİKÜLER GRAFİTLİ DÖKME DEMİRLERE UYGULANAN DELME OPERASYONUNDA KAPLAMANIN VE UÇ AÇISININ GEOMETRİK TOLERANS DEĞERLERİNE ETKİSİNİN ARAŞTIRILMASI THE INVESTIGATION OF THE EFFECTS OF COATING AND TIP ANGLE
YÜKSEK ALAŞIMLI BEYAZ DÖKME DEMİRLERİN (Nİ-HARD) TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ
 TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ") 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye YÜKSEK ALAŞIMLI BEYAZ DÖKME DEMİRLERİN (Nİ-HARD) TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ Emre Yücel a, Mustafa Günay b a * Düzce
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye YÜKSEK ALAŞIMLI BEYAZ DÖKME DEMİRLERİN (Nİ-HARD) TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ Emre Yücel a, Mustafa Günay b a * Düzce
Uç kalitesi. Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı.
 Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
AISI 316Ti PASLANMAZ ÇELİĞİN TORNALANMASINDA KESİCİ UÇ ETKİSİNİN TAGUCHI YÖNTEMİ İLE ANALİZİ
 Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 2, 363-372, 2013 Vol 28, No 2, 363-372, 2013 AISI 316Ti PASLANMAZ ÇELİĞİN TORNALANMASINDA
Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 2, 363-372, 2013 Vol 28, No 2, 363-372, 2013 AISI 316Ti PASLANMAZ ÇELİĞİN TORNALANMASINDA
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
0,35 0,3 0,25 0, m/min 130 m/min 169 m/min 220 m/min 286 m/min 0,15 0,1 0,05
 TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
6. Ulusal Talaşlı İmalat Sempozyumu (UTİS 2015), 5-7 Kasım 2015 Sabancı Üniversitesi, İstanbul ÖNSÖZ
, 5-7 Kasım 2015 Sabancı Üniversitesi, İstanbul ÖNSÖZ") ÖNSÖZ Talaşlı imalat, kesici takım ile iş parçasının tezgah üzerindeki uyumlu hareketleri sonucunda en sert malzemelerin bile parlak yüzeyli, hassas toleranslı, karmaşık profilli ürünlere dönüştüğü bir
ÖNSÖZ Talaşlı imalat, kesici takım ile iş parçasının tezgah üzerindeki uyumlu hareketleri sonucunda en sert malzemelerin bile parlak yüzeyli, hassas toleranslı, karmaşık profilli ürünlere dönüştüğü bir
The Influence of Cutting Parameters on Surface Roughness and Tool Wear In Milling of AISI D2 Cold Work Tool Steels of Different Hardness
 Politeknik Dergisi Cilt:15 Sayı: 1 s. 9-14, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 9-14, 2012 Farklı Sertlikteki AISI D2 Soğuk İş Takım Çeliğinin Frezeleme İşleminde Kesme Parametrelerinin Yüzey
Politeknik Dergisi Cilt:15 Sayı: 1 s. 9-14, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 9-14, 2012 Farklı Sertlikteki AISI D2 Soğuk İş Takım Çeliğinin Frezeleme İşleminde Kesme Parametrelerinin Yüzey
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
Ahmet MAVİ, İhsan KORKUT ÖZET ABSTRACT
 oliteknik Dergisi Cilt: Sayı: 4 s. 28-286, 200 Journal o olytechnic ol: No: 4 pp. 28-286, 200 ermiküler Graitli Dökme Demirlerin İşlenmesinde Kesme arametrelerinin Kesme Kuvvetleri ve Yüzey ürüzlülüğüne
oliteknik Dergisi Cilt: Sayı: 4 s. 28-286, 200 Journal o olytechnic ol: No: 4 pp. 28-286, 200 ermiküler Graitli Dökme Demirlerin İşlenmesinde Kesme arametrelerinin Kesme Kuvvetleri ve Yüzey ürüzlülüğüne
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN SON BİTİRME OPERASYONLARININ ANALİZİ ÜZERİNE BİR ÇALIŞMA A STUDY ON ANALYSIS OF FINISH OPERATIONS OF DUCTILE IRON
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 3-5 Mayıs 9, Karabük, Türkiye KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN SON BİTİRME OPERASYONLARININ ANALİZİ ÜZERİNE BİR ÇALIŞMA A STUDY ON ANALYSIS OF FINISH
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 3-5 Mayıs 9, Karabük, Türkiye KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN SON BİTİRME OPERASYONLARININ ANALİZİ ÜZERİNE BİR ÇALIŞMA A STUDY ON ANALYSIS OF FINISH
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON
 Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
KAPLAMALI VE KAPLAMASIZ SEMENTİT KARBÜR TAKIMLAR İÇİN TAKIM ÖMRÜ MODELİ NDEKİ N ÜSTEL DEĞERİNİN DENEYSEL OLARAK ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye KAPLAMALI VE KAPLAMASIZ SEMENTİT KARBÜR TAKIMLAR İÇİN TAKIM ÖMRÜ MODELİ NDEKİ N ÜSTEL DEĞERİNİN DENEYSEL OLARAK ARAŞTIRILMASI Derya
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye KAPLAMALI VE KAPLAMASIZ SEMENTİT KARBÜR TAKIMLAR İÇİN TAKIM ÖMRÜ MODELİ NDEKİ N ÜSTEL DEĞERİNİN DENEYSEL OLARAK ARAŞTIRILMASI Derya
HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Politeknik Dergisi, 2017; 20 (1) : Journal of Polytechnic, 2017; 20 (1) : 43-49
 : Journal of Polytechnic, 2017; 20 (1) : 43-49") Politeknik Dergisi, 2017; 20 (1) : 43-49 Journal of Polytechnic, 2017; 20 (1) : 43-49 AISI 304 ve AISI 316 Östenitik Paslanmaz Çeliklerin İşlenebilirliğinin Değerlendirilmesi Nursel ALTAN ÖZBEK 1, Adem
Politeknik Dergisi, 2017; 20 (1) : 43-49 Journal of Polytechnic, 2017; 20 (1) : 43-49 AISI 304 ve AISI 316 Östenitik Paslanmaz Çeliklerin İşlenebilirliğinin Değerlendirilmesi Nursel ALTAN ÖZBEK 1, Adem
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Örnekler ve 3 Boyutlu Kesme
 Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
SOĞUTMA/KESME SIVISININ TORNALAMA İŞLEMİNDEKİ PARAMETRELERE ETKİSİNİN ARAŞTIRILMASI İÇİN YAPILAN ÇALIŞMALARIN ÖZETİ
 SOĞUTMA/KESME SIVISININ TORNALAMA İŞLEMİNDEKİ PARAMETRELERE ETKİSİNİN ARAŞTIRILMASI İÇİN YAPILAN ÇALIŞMALARIN ÖZETİ Tornalamada Etkin Değerde Kesme Sıvısının Uygulanmasıyla Güvenilir Takım Ömrünün Ölçülmesi
SOĞUTMA/KESME SIVISININ TORNALAMA İŞLEMİNDEKİ PARAMETRELERE ETKİSİNİN ARAŞTIRILMASI İÇİN YAPILAN ÇALIŞMALARIN ÖZETİ Tornalamada Etkin Değerde Kesme Sıvısının Uygulanmasıyla Güvenilir Takım Ömrünün Ölçülmesi
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
NİKEL ESASLI SÜPERALAŞIMLARIN VE TİTANYUM ALAŞIMLARININ İŞLENEBİLİRLİĞİ 1. BÖLÜM: SİNTERLENMİŞ KARBÜR TAKIMLARIN PERFORMANSLARININ DEĞERLENDİRİLMESİ
 302 Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 302-330 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 NİKEL ESASLI SÜPERALAŞIMLARIN VE TİTANYUM ALAŞIMLARININ İŞLENEBİLİRLİĞİ 1. BÖLÜM:
302 Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 302-330 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 NİKEL ESASLI SÜPERALAŞIMLARIN VE TİTANYUM ALAŞIMLARININ İŞLENEBİLİRLİĞİ 1. BÖLÜM:
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ Birol HEPYAŞAR a*,cihat ENSARİOĞLU b,cemal ÇAKIR c a Uludağ
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ Birol HEPYAŞAR a*,cihat ENSARİOĞLU b,cemal ÇAKIR c a Uludağ
YÜKSEK HIZLI TALAŞLI İŞLEMEDE YÜZEY KALİTESİNİN İYİLEŞTİRİLMESİ
 YÜKSEK HIZLI TALAŞLI İŞLEMEDE YÜZEY KALİTESİNİN İYİLEŞTİRİLMESİ 1 Mustafa Hamamcı, 2* Eyüp Sabri Topal 1 Erciyes Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü, Kayseri, mhamamci@erciyes.edu.tr
YÜKSEK HIZLI TALAŞLI İŞLEMEDE YÜZEY KALİTESİNİN İYİLEŞTİRİLMESİ 1 Mustafa Hamamcı, 2* Eyüp Sabri Topal 1 Erciyes Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü, Kayseri, mhamamci@erciyes.edu.tr
İş parçası malzemeleri
 Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
AA 7075 VE AA 6013 ALÜMİNYUM MALZEMELERE DELİK DELME OPERASYONU SÜRECİNDE KESME PARAMETRELERİNİN İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye AA 7075 VE AA 6013 ALÜMİNYUM MALZEMELERE DELİK DELME OPERASYONU SÜRECİNDE KESME PARAMETRELERİNİN İNCELENMESİ Ayşegül ÇAKIR a, *, Muammer
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye AA 7075 VE AA 6013 ALÜMİNYUM MALZEMELERE DELİK DELME OPERASYONU SÜRECİNDE KESME PARAMETRELERİNİN İNCELENMESİ Ayşegül ÇAKIR a, *, Muammer
Güvenilirlik ve hassaslık
 CoroTap 100 -KM Güvenilirlik ve hassaslık Döküm demir işlemede fark yaratan bir kılavuz takımı geliştirilmesi amacıyla CoroTap 100 -KM mükemmel sonuçlar almak ve proses güvenliği sağlamak üzere tasarlanmıştır.
CoroTap 100 -KM Güvenilirlik ve hassaslık Döküm demir işlemede fark yaratan bir kılavuz takımı geliştirilmesi amacıyla CoroTap 100 -KM mükemmel sonuçlar almak ve proses güvenliği sağlamak üzere tasarlanmıştır.
VERMİKÜLER GRAFİTLİ DÖKME DEMİRLERİN FREZELENMESİNDE ÖSTEMPERLEME SICAKLIĞI VE SÜRESİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ
 VERMİKÜLER GRAFİTLİ DÖKME DEMİRLERİN FREZELENMESİNDE ÖSTEMPERLEME SICAKLIĞI VE SÜRESİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ Yücel Kahraman a, Gültekin Uzun a ve İhsan Korkut a a, Gazi Üniversitesi Teknoloji Fakültesi
VERMİKÜLER GRAFİTLİ DÖKME DEMİRLERİN FREZELENMESİNDE ÖSTEMPERLEME SICAKLIĞI VE SÜRESİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ Yücel Kahraman a, Gültekin Uzun a ve İhsan Korkut a a, Gazi Üniversitesi Teknoloji Fakültesi
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 1 s.13-17, 28 Vol: 11 No: 1 pp.13-17, 28 AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne
Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 1 s.13-17, 28 Vol: 11 No: 1 pp.13-17, 28 AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne
Fen Bilimleri Dergisi
 GU J Sci, Part C, 5(2): 231-239 (2017) Gazi Üniversitesi Fen Bilimleri Dergisi PART C: TASARIM VE TEKNOLOJİ dergipark.gov.tr/http-gujsc-gazi-edu-tr Hastelloy X Süper Alaşımının Tornalanmasında Kriyojenik
GU J Sci, Part C, 5(2): 231-239 (2017) Gazi Üniversitesi Fen Bilimleri Dergisi PART C: TASARIM VE TEKNOLOJİ dergipark.gov.tr/http-gujsc-gazi-edu-tr Hastelloy X Süper Alaşımının Tornalanmasında Kriyojenik
ÖZGEÇMİŞ VE ESERLER LİSTESİ
 ÖZGEÇMİŞ VE ESERLER LİSTESİ Adı Soyadı: Halil DEMİR Doğum Tarihi: 01 Ocak 1969 Adres : Karabük, Teknoloji Fakültesi, İmalat Müh. Böl., 78050 Telefon : 0 505 673 30 38 E mail : hdemir@karabuk.edu.tr Öğrenim
ÖZGEÇMİŞ VE ESERLER LİSTESİ Adı Soyadı: Halil DEMİR Doğum Tarihi: 01 Ocak 1969 Adres : Karabük, Teknoloji Fakültesi, İmalat Müh. Böl., 78050 Telefon : 0 505 673 30 38 E mail : hdemir@karabuk.edu.tr Öğrenim
Kriyojenik İşlem Uygulanmış Tungsten Karbür Takımların Kesme Kuvvetleri ve Yüzey Pürüzlülüğü Üzerine Etkisi
 Makine Teknolojileri Elektronik Dergisi Cilt: 10, No: 3, 2013 (1-6) Electronic Journal of Machine Technologies Vol: 10, No: 3, 2013 (1-6) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Makine Teknolojileri Elektronik Dergisi Cilt: 10, No: 3, 2013 (1-6) Electronic Journal of Machine Technologies Vol: 10, No: 3, 2013 (1-6) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
AISI D2 ve AISI D3 Soğuk İş Çeliklerinin Delinmesinde İşleme Parametrelerinin Çapak Oluşumuna Etkilerinin Deneysel Olarak İncelenmesi
 Karaelmas Fen ve Mühendislik Dergisi / Karaelmas Science and Engineering Journal 1 (1), 37-46, 2011 Karaelmas Science and Engineering Journal Journal home page: www.fbd.karaelmas.edu.tr Araştırma Makalesi
Karaelmas Fen ve Mühendislik Dergisi / Karaelmas Science and Engineering Journal 1 (1), 37-46, 2011 Karaelmas Science and Engineering Journal Journal home page: www.fbd.karaelmas.edu.tr Araştırma Makalesi
Sigma 29, 358-366, 2011 Research Article / AraĢtırma Makalesi EFFECT OF WIPER CUTTING TOOL GEOMETRY ON MACHINING OF DUCTILE CAST IRON
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 29, 358-366, 2011 Research Article / AraĢtırma Makalesi EFFECT OF WIPER CUTTING TOOL GEOMETRY ON MACHINING OF DUCTILE
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 29, 358-366, 2011 Research Article / AraĢtırma Makalesi EFFECT OF WIPER CUTTING TOOL GEOMETRY ON MACHINING OF DUCTILE
KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ DEĞİŞİM
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER S700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
KESİCİ TAKIMLARA UYGULANAN KRİYOJENİK İŞLEMİN Ti6Al4V TİTANYUM ALAŞIMININ İŞLENMESİNDE KESİCİ TAKIM PERFORMANSININ ETKİSİ AHMET MAVİ
 KESİCİ TAKIMLARA UYGULANAN KRİYOJENİK İŞLEMİN Ti6Al4V TİTANYUM ALAŞIMININ İŞLENMESİNDE KESİCİ TAKIM PERFORMANSININ ETKİSİ AHMET MAVİ DOKTORA TEZİ MAKİNA EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
KESİCİ TAKIMLARA UYGULANAN KRİYOJENİK İŞLEMİN Ti6Al4V TİTANYUM ALAŞIMININ İŞLENMESİNDE KESİCİ TAKIM PERFORMANSININ ETKİSİ AHMET MAVİ DOKTORA TEZİ MAKİNA EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
Standart Temin Edilme Koşulu HB Sertlik derecesine erişecek şekilde sertleştirilmiş ve temperlenmiş durumda.
 Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
15-5 PH PASLANMAZ ÇELİĞİN TORNALANMASINDA KESME KUVVETİNİN TAGUCHİ METODU İLE OPTİMİZASYONU
 15-5 PH PASLANMAZ ÇELİĞİN TORNALANMASINDA KESME KUVVETİNİN TAGUCHİ METODU İLE OPTİMİZASYONU Turgay KIVAK a ve Şerif ÇETİN b a Düzce Üniversitesi, Teknoloji Fakültesi, İmalat Mühendisliği Bölümü, Düzce/TÜRKİYE,
15-5 PH PASLANMAZ ÇELİĞİN TORNALANMASINDA KESME KUVVETİNİN TAGUCHİ METODU İLE OPTİMİZASYONU Turgay KIVAK a ve Şerif ÇETİN b a Düzce Üniversitesi, Teknoloji Fakültesi, İmalat Mühendisliği Bölümü, Düzce/TÜRKİYE,
Öğrenim Durumu. Verdiği Dersler. İdari Görevler
 Adı-Soyadı : Ergün EKİCİ Kişisel Bilgiler Unvan: Yrd. Doç. Dr. E-posta: ergunekici@uludag.edu.tr Telefon: Göreve Başlama Tarihi : Uzmanlık Alanları: Kesici takım teknolojileri, Hacim kalıpçılığı, CAD-CAM
Adı-Soyadı : Ergün EKİCİ Kişisel Bilgiler Unvan: Yrd. Doç. Dr. E-posta: ergunekici@uludag.edu.tr Telefon: Göreve Başlama Tarihi : Uzmanlık Alanları: Kesici takım teknolojileri, Hacim kalıpçılığı, CAD-CAM
CoroDrill 880 Demir içermeyen malzemeler gündemde
 CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Makine Teknolojileri Elektronik Dergisi Cilt: 7, No: 3, 2010 (1-21) Electronic Journal of Machine Technologies Vol: 7, No: 3, 2010 (1-21)
 Electronic Journal of Machine Technologies Vol: 7, No: 3, 2010 (1-21)") Makine Teknolojileri Elektronik Dergisi Cilt: 7, No: 3, 2010 (1-21) Electronic Journal of Machine Technologies Vol: 7, No: 3, 2010 (1-21) TEKNOLOJĐK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Makine Teknolojileri Elektronik Dergisi Cilt: 7, No: 3, 2010 (1-21) Electronic Journal of Machine Technologies Vol: 7, No: 3, 2010 (1-21) TEKNOLOJĐK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
BÖHLER K306 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin kıyaslanması
 Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
BÖHLER K460 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
B210TR MS6015 KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS
 2017.04 B210TR KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS KARBON ÇELIKLERİ İÇIN PVD KAPLI KARBÜR KALITE Aşınma direncini büyük ölçüde arttıran özel karbür alt yapı ile yeni PVD
2017.04 B210TR KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS KARBON ÇELIKLERİ İÇIN PVD KAPLI KARBÜR KALITE Aşınma direncini büyük ölçüde arttıran özel karbür alt yapı ile yeni PVD
Ç4140 MALZEMESİNİN TORNALAMASINDA İLERLEME, KESME HIZI VE KESİCİ TAKIMIN YÜZEY PÜRÜZLÜLÜĞÜ, TAKIM ÖMRÜ VE AŞINMAYA ETKİLERİ
 Makine Teknolojileri Elektronik Dergisi Cilt: 11, No: 3, 2014 (11-26) Electronic Journal of Machine Technologies Vol: 11, No: 3, 2014 (11-26) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Makine Teknolojileri Elektronik Dergisi Cilt: 11, No: 3, 2014 (11-26) Electronic Journal of Machine Technologies Vol: 11, No: 3, 2014 (11-26) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
7075 Alüminyum Alaşımının Tornalamasında Kesme Parametrelerinin Yüzey Pürüzlülüğüne Etkilerinin Analizi
 7075 Alüminyum Alaşımının Tornalamasında Kesme Parametrelerinin Yüzey Pürüzlülüğüne Etkilerinin Analizi Tugay DİŞBUDAK*, Sadri ŞENSOY Bülent Ecevit Üniversitesi, Mühendislik Fakültesi, Makine Mühendisliği
7075 Alüminyum Alaşımının Tornalamasında Kesme Parametrelerinin Yüzey Pürüzlülüğüne Etkilerinin Analizi Tugay DİŞBUDAK*, Sadri ŞENSOY Bülent Ecevit Üniversitesi, Mühendislik Fakültesi, Makine Mühendisliği
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Ç1040 VE 11SMnPb37 ÇELİKLERİNİN İŞLENMESİNDE YÜZEY PÜRÜZLÜLÜĞÜ VE ÜRETİM MALİYETİNİN DENEYSEL OLARAK İNCELENMESİ
 ISSN:1306-3111 e-journal of New World Sciences Academy 2010, Volume: 5, Number: 2, Article Number: 2A0050 Nurullah Kıratlı 1 TECHNOLOGICAL APPLIED SCIENCES Abdulbaki Ulusoy 2 Received: September 2009 Hakan
ISSN:1306-3111 e-journal of New World Sciences Academy 2010, Volume: 5, Number: 2, Article Number: 2A0050 Nurullah Kıratlı 1 TECHNOLOGICAL APPLIED SCIENCES Abdulbaki Ulusoy 2 Received: September 2009 Hakan
FARKLI YANAŞMA AÇILARI İLE VERMİKÜLER GRAFİTLİ DÖKME DEMİRİN FREZELENMESİNDE KESME KUVVETLERİNİN ARAŞTIRILMASI VE ANALİTİK MODELLENMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 1, 135-143, 2013 Vol 28, No 1, 135-143, 2013 FARKLI YANAŞMA AÇILARI İLE VERMİKÜLER GRAFİTLİ
Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 1, 135-143, 2013 Vol 28, No 1, 135-143, 2013 FARKLI YANAŞMA AÇILARI İLE VERMİKÜLER GRAFİTLİ
AISI 1050 Çeliğinin Delinmesinde Kesme Parametrelerinin ve Kaplama Uygulamasının Dairesellikten Sapma (Ovalite) Üzerindeki Etkilerinin Araştırılması
 Üzerindeki Etkilerinin Araştırılması") Politeknik Dergisi Journal of Polytechnic Cilt:16 Sayı: 3 s.105-109, 2013 Vol: 16 No: 3 pp.105-109, 2013 AISI 1050 Çeliğinin Delinmesinde Kesme Parametrelerinin ve Kaplama Uygulamasının Dairesellikten
Politeknik Dergisi Journal of Polytechnic Cilt:16 Sayı: 3 s.105-109, 2013 Vol: 16 No: 3 pp.105-109, 2013 AISI 1050 Çeliğinin Delinmesinde Kesme Parametrelerinin ve Kaplama Uygulamasının Dairesellikten
AISI D6 İŞ PARÇASININ TORNALANMASINDA YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ ÖZET ABSTRACT
 AISI D6 İŞ PARÇASININ TORNALANMASINDA YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ Nihat PARLAK 1, Latif ÖZLER 2, Mehmet Erbil ÖZCAN 3 1 n.parlak@alparslan.edu.tr Muş Alparslan Üniversitesi, Meslek Yüksek Okulu, Muş
AISI D6 İŞ PARÇASININ TORNALANMASINDA YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ Nihat PARLAK 1, Latif ÖZLER 2, Mehmet Erbil ÖZCAN 3 1 n.parlak@alparslan.edu.tr Muş Alparslan Üniversitesi, Meslek Yüksek Okulu, Muş
AISI 303 ÖSTENİTİK PASLANMAZ ÇELİĞİN İŞLENMESİNDE KESİCİ KENAR FORMUNUN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye AISI 303 ÖSTENİTİK PASLANMAZ ÇELİĞİN İŞLENMESİNDE KESİCİ KENAR FORMUNUN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN ARAŞTIRILMASI
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye AISI 303 ÖSTENİTİK PASLANMAZ ÇELİĞİN İŞLENMESİNDE KESİCİ KENAR FORMUNUN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN ARAŞTIRILMASI
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
BOZKURT MAKİNA. Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI
 BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
ALLOY WITH DIAMOND LIKE CARBON (DLC) COATED DRILLS
 COATED DRILLS") 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye Al 2024-T4 ALÜMİNYUMUN ELMAS BENZERİ KARBON (DLC) KAPLANMIŞ MATKAPLARLA DELİNMESİNDE KESME PARAMETRELERİNİN DENEYSEL
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye Al 2024-T4 ALÜMİNYUMUN ELMAS BENZERİ KARBON (DLC) KAPLANMIŞ MATKAPLARLA DELİNMESİNDE KESME PARAMETRELERİNİN DENEYSEL
Ti-6A l-4v ALAŞIMININ DELİNMESİNDE KAPLAMA MALZEMESİ VE KESME ŞA RTLA RININ KESME KUVVETLERİ ÜZERİNDEKİ ETKİSİ
 International Iron & Steel Symposium, April 02-04, 2012, Karabük, Türkiye Ti-6A l-4v ALAŞIMININ DELİNMESİNDE KAPLAMA MALZEMESİ VE KESME ŞA RTLA RININ KESME KUVVETLERİ ÜZERİNDEKİ ETKİSİ Turgay KIVAK a,
International Iron & Steel Symposium, April 02-04, 2012, Karabük, Türkiye Ti-6A l-4v ALAŞIMININ DELİNMESİNDE KAPLAMA MALZEMESİ VE KESME ŞA RTLA RININ KESME KUVVETLERİ ÜZERİNDEKİ ETKİSİ Turgay KIVAK a,
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 765-771 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi AISI 4140 Çeliğinin İşlenmesinde Kesici Uç Geometrisinin Talaş Kırmaya Ve
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 765-771 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi AISI 4140 Çeliğinin İşlenmesinde Kesici Uç Geometrisinin Talaş Kırmaya Ve