İş parçası malzemeleri
|
|
|
- Gonca Haşim
- 10 yıl önce
- İzleme sayısı:
Transkript
1 Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri

2 İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı alaşımlar Kobalt esaslı alaşımlar Özel yüksek sıcaklık alaşımlar Genel imalat çeliği Kimya, petrokimya, medikal, gaz ve kağıt endüstrisi Enerji üretimi, havacılık ve uzay teknolojileri

3 İş parçası malzemesi Kimyasal kompozisyon Termal iletkenlik Mekanik özellikler Yabancı maddeler P M Alaşımsız çelik ve dökme çelik Düşük alaşımlı çelik ve dökme çelik Yüksek alaşımlı çelik ve dökme çelik PÇ ve dökme çelik (fer/mar) Paslanmaz çelik (ostenitik) İş parçası kaynağı Kendi kendine sertleşen K Gri dökme demir Sünek dökme demir Sfero dökme demir (ferit/perlit) Malzeme yapı N Demir içermeyen metaller Alüminyum ve alüminyum alaşımları S H Süper alaşımlar Titanyum ve titanyum esaslı alaşımlar Sert dökme demir Sertleştirilmiş çelik


4 İşlenebilirlik Çevre Yüzey bütünlüğü Kesme kuvvetleri F y F x F z Talaş oluşumu f Takım aşınması v c


5 İşlenebilirlik İşleme metodu Kesme koşulları v c f Kesici malzemesi Kesme geometrisi İş parçası malzemesi Mekanik özellikler Kimyasal kompozisyon Termal iletkenlik Yabancı maddeler İşlenebilirlik Takım tutucular İş parçası ham madde İişlerken sertleşrme Malzeme yapısı İnsan faktörü Tezgah Bağlama Soğutma


6 En Uygun Uç - ISO yaklaşımı İşlenecek malzeme çelik paslanmaz döküm vs. İşlem kaba 1/2 kaba hassas Kesme hızı V c Kesme derinliği a p İlerleme f Karbür kalitesi Geometri En Uygun uç

7 Kesme işlemi

8 Kesme işlemi Kesme kuvvetleri Kesme kuvvetleri şu şekilde bölümlenebilir: Eksenel kuvvet bileşeni Radyal kuvvet bileşeni Teğetsel kuvvet bileşeni Teğetsel kuvvet kesme kuvvetini belirler. Teğetsel ve radyal kuvvetlerin bileşimi olası vibrasyonların ve iş parçası deformasyonlarının ana sebebidir. Radyal kuvvet Eksenel kuvvet Teğetsel kuvvet

9 Kesme işlemi Sert malzemeler Süper alaşımlar Demir dışı metaller Fc = Kc11 * b * h 1-mc Kc11 = özel kesme kuvveti b = talaş genişliği h = talaş kalınlığı Dökme demir Paslanmaz çelik Çelik (Tipik örnek) Kc11 (N/mm²)
 Kc11")
10 İş parçası malzemeleri Yüksek sünekliliğe sahip malzemeler L O L 1 D 1 D O Düşük karbon çelik ve alüminyum, Grup 16. Yumuşak Uzun talaş, işlenmesi zor. İşlenebilirliği artırmak için sünekliliği azaltın. Düşük sünekliliğe sahip malzemeler L O D O Gri dökme demir, Gr.12. Sert Kısa talaş. İşlenebilirliği artırmak için sünekliliği artırın.

11 İş parçası malzemeleri Yüksek sertlikte malzemeler Takım çeliği, Grup 6 Sertleştirilmiş çelik, Grup 7 Süper alaşımlar, Grup 21 Dökme demir, Grup 15 Düşük sertlikte malzemeler Aluminyum, Grup 16 Düşük karbonlu çelik, Grup 1 İşlenirken sertleşen malzemeler Paslanmaz çelik, Gruplar 8, 9, 10 & 11 Süper alaşımlar, Gruplar 20, 21 çap (dalmayla orantılı)

12 Büyük kesme kuvvetleri (Gerilme dayanımı) İş parçası malzemeleri İşlemesi Zor İşlemesi Kolay Uzun talaşlar (Süneklik (%))

13 Kesme işlemi Sıcaklık Takım malzemesi ve iş parçası malzemesinin ısı iletkenliği. Kesme hızı. Kesme kenarı geometrisi. Bu sıcaklık (değişim) Büyük ölçüde aşınma faktörünü ve takım ömrünü belirler.
 Büyük ölçüde aşınma")
14 Termal iletkenlik Yüksek termal iletkenliğe sahip malzemeler Bakır, Grup 18 Alüminyum, Grup 16 Düşük karbonlu çelik, Grup 1 Düşük termal iletkenliğe sahip malzemeler Titanyum, Grup 22 Süper alaşımlar, Grup 20, 21

 (Tipik örnek) - Yüzey kalitesi: Rt,Ra - Kalıntı gerilim:")
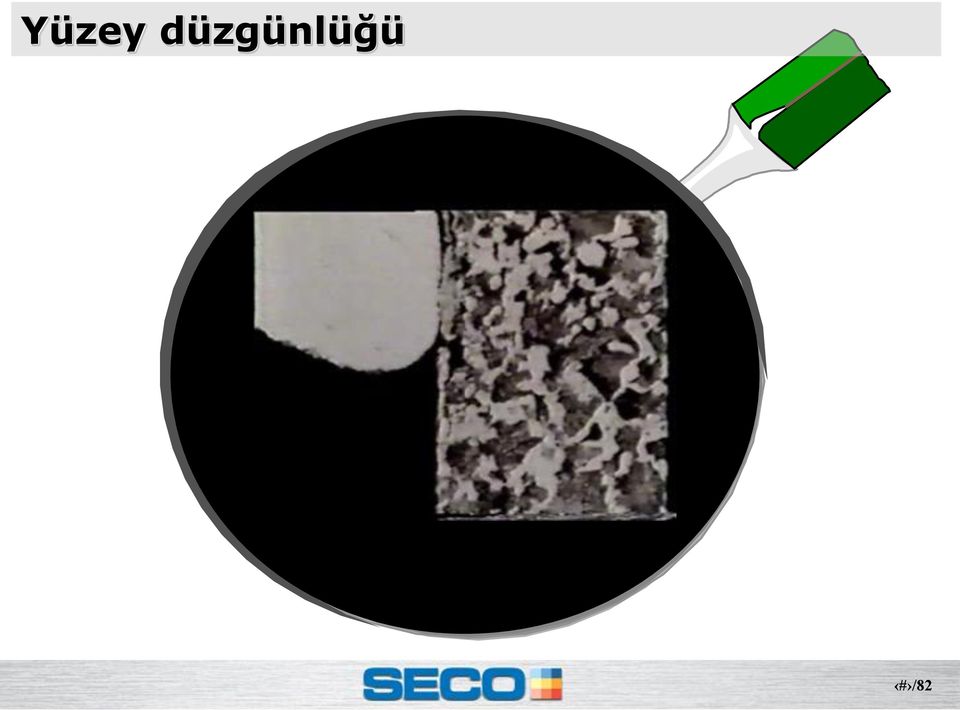
15 Kalıntı gerilim MPa Yüzey düzgünlüğü Yüzey düzgünlüğü, işlenmiş bir iş parçasının yüzeyine ve iç yapısına bağlı olarak özelliklerini ve durumunu açıklamak için kullanılan genel terimdir Gerilim Baskı Yüzey altındaki derinlik (µm) (Tipik örnek) - Yüzey kalitesi: Rt,Ra - Kalıntı gerilim: Basınç veya gerilme kuvvetleri - Kendi kendine sertleşen: Ostenitik/sert martensitik - Isıdan etkilenen alan (HAZ): Daha düşük sertlik
 (Tipik örnek) - Yüzey kalitesi: Rt,Ra - Kalıntı gerilim: Basınç veya gerilme kuvvetleri - Kendi kendine sertleşen:")
16 Yüzey düzgünlüğü İş parçası malzemesi Takım Kendi kendine sertleşen İş parçası malzem esi Takım Kendi kendine sertleşen

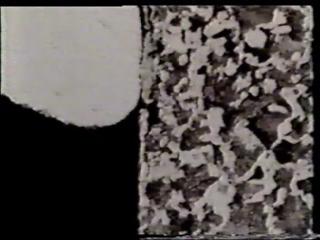
17 Yüzey düzgünlüğü
18 Yüzey stresleri Gerilim Baskı Çatlak Çatlak Etkileyen faktörler; kesme hızı, kesme kenarı aşınması, kesme kenarı açısı ve kesme metodu (radyal tornalama veya klasik), kesme derinliği, ilerleme ve radyüstür. Yorulma özellikleri üzerinde büyük etki

19 Yüzey gerilimleri (Tipik örnek) Yüzeyden derinlik
 den")
20 Nominal işlenebilirlik Malzeme Nominal İşlenebilirlik 9S20 soğuk hadde çelik 100 Sünek dökme demir 35 Paslanmaz çelik Aluminyum, 2024-T 150 9S20 için 100 değeri kabul edilip diğer malzemeler bu standarta göre değerlendirilir.

21 Nominal işlenebilirlik P Alaşımsız çelik ve dökme çelik. < 600 N/mm2 Düşük alaşımlı çelik ve dökme çelik < 900 N/mm2 Yüksek alaşımlı çelik ve dökme çelik > 900 N/mm2 Paslanmaz çelik ve dökme çelik (fer/mar) < 750 N/mm2 M K Paslanmaz çelik (ostenitik) Gri dökme demir Sünek dökme demir Sfero dökme demir (ferrit/perlit) > 750 N/mm2 N Demir dışı metaller Alüminyum ve alüminyum bazlı alaşımlar S H Süper alaşımlar Titanyum ve titanyum esaslı alaşımlar Sert dökme demir Sertleştirilmiş çelik > 60 Shore > 45 HRC
22 Nominal işlenebilirlik Alüminyum ve alaşımları Gri dökme demir Çelik Paslanmaz çelik İşlenebilirlik Süper alaşımlar ve t it a n y u m
23 Kesme hızını artırma İlerlemeyi artırma Aşınmaya direnç Tokluk Nominal işlenebilirlik İş parçası malzemeleri uygulamalar kesme malzemeleri Sınıf rengi Alt gruplar P01 İşlenecek malzeme Çelik, çelik dökümler Uygulama Hassas tornalama ve baralama; yüksek kesme hızları, küçük talaş kesiti, boyut hassasiyeti ve hassas vibrasyonsuz çalışma. Özelliklerdeki değişiklikler Kesme koşulları Kesme malzem esi P10 Çelik, çelik dökümler Tornalama, kopyalama, diş açma ve frezeleme, yüksek kesme hızları, küçük veya orta talaş kesitleri. P Çelik P20 P30 Çelik, çelik dökümler Uzun talaşlı sünek dökme demir Çelik, çelik dökümler Uzun talaşlı dövülebilir dökme demir Tornalama, kopyalama, frezeleme, orta kesme hızları ve orta talaş kesitleri Tornalama, frezeleme, planyalama, orta veya düşük kesme hızları, orta veya büyük talaş kesitleri, ve uygun olmayan koşullarda işleme. P40 Çelik, kum ve boşluk içeren çelik dökümler Tornalama, planyalama, kanal açma, düşük kesme hızları, uygun olmayan koşullarda işleme için büyük kesme açıları olasılığı ile büyük talaş kesitleri. P50 Çelik, kum ve boşluk içeren orta veya düşük gerilme dayanımlı çelik dökümler Çeşitli kesme malzemeleri için uygulama alanları 1. Kesme koşullarına etkisi. 2. Kesme malzemelerinin özelliklerine etkisi. Çok tok karbür gerektiren işlemler için; tornalama, planyalama, kanal açma, düşük kesme hızları, uygun olmayan koşullarda işleme için büyük kesme açıları olasılığı ile büyük talaş kesitleri.
 MN 2004 Tornalama sayfa")
24 Nominal işlenebilirlik (Tipik örnek) MN 2004 Tornalama sayfa 29
25 Nominal işlenebilirlik Grup Numarası 1 ile 6 Aile Adı Yumuşak ve alaşımlı çelikler 7 8 ile ile ile ile Sertleştirilmiş Çelik Paslanmaz çelikler Dökme demirler Demir dışı alaşımlar Süper alaşımlar /Yüksek sıcaklık alaşımlar Titanyum alaşımlar Baş parmak kuralı: İş parçası malzeme grubu ailesi içinde, grup numarası arttıkça işlenme zorluğu artar.
26 Yumuşak ve Alaşım Çelikler Gruplar 1 ile 7 %0.028 ile %2.0 karbon Küçük miktarlarda diğer metaller Nikel Krom Manganez
27 Grup 1: Yumuşak ve Alaşım Çelikler Özellikler Karbon içeriği < %0.28 Tok, ucuz ve darbeye dayanıklı Çalışması kolay Yumuşak ve yapışkan İşleme nominal işlenebilirliğin %50 ile %100'ü İpliksi, sürekli talaşlar BUE dikkat edin Yüksek kesme hızlarında işlenmesi kolay Yüksek hız: MTCVD (AL2O3) Orta hız: CVD (TiC, TiN) Düşük hız: PVD (TiCN) Kullanımları Porya kapakları, dövme parçalar, tekerlekler
28 Grup 3: Sıradan Karbon Çelik Özellikler Karbon içeriği: %0.28 ile %0.50 Daha sert ve daha dayanıklı Tok, ucuz ve darbeye dayanıklı Kolay çalışılan, yumuşak ve yapışkan İşleme nominal işlenebilirliğin %45 ile %65'i İpliksi, sürekli talaşlar BUE dikkat edin İşlemesi orta zorlukta Yüksek hız: MTCVD (AL2O3) Orta hız: CVD (TiC, TiN) Düşük hız: PVD (TiCN) Kullanımları I-profiller, otomobil şasileri, aks muhafazaları
29 Grup 6: Takım Çelikleri Özellikler Karbon içeriği: 0.50 ile %2.0 Küçük miktarlarda nikel, molibden, krom ve/veya vanadyum içerir. Çok yüksek sertlik Daha tok ve daha dayanıklı İşleme nominal işlenebilirliğin %35 ile %65'i. İşlemesi zor. Uç kenar aşınmasına dikkat edin. Kesme hızını azalt. Yüksek hız: MTCVD (AL2O3) Orta hızlar: CVD (TiC, TiN) Düşük hız: PVD (TiCN) Eğer HRc > 45 ise, CBN kullanın Kullanımları Takım çelikleri, yaylar, yataklar, kalıplar, zımbalar
30 Paslanmaz Çelikler Gruplar 8 ile 11. En az %10.5 krom. %1.2'den az karbon. Grup 8 ile 9 ile 10 ile 11 arasında artan özellikler. Korozyon direnci. Sertlik. Sıcaklık direnci.

31 Paslanmaz Çelikler Maksimum %1.2 karbon ve en az %10.5 krom içeren alaşımlı çelik. Cr 2 O 3 Krom Oksijen
32 Paslanmaz Çelikler Paslanmaz çelik yapıları Ferritik Martensitik Ostenitik Dubleks Mikro yapılar ve alaşım elementleri belirleyici faktörlerdir. Isı dayanıklılığı, korozyon dayanıklılığı, oksidasyon dayanıklılığı, gibi özellikleri belirlerler. Ve aynı zamanda işlenebilirlik!! Ferritik paslanmaz çelik (400 serisi, örn. 405, 430, 442) (düşük karbon çelik + Cr). Martensitik paslanmaz çelik (400 serisi, örn. 403, 416, 422) (ferritik paslanmaz çelik + C). Çökeltme ile sertleştirilmiş paslanmaz çelik (PH-çelik, örn. 15-5PH, 17-4PH, PH13-8Mo)) (martensitik paslanmaz çelik + Cu, Al, Nb). Ostenitik paslanmaz çelik (300 serisi, örn. 301, 304, 316) (ferritik paslanmaz çelik + Ni). Dubleks paslanmaz çelik (200 serisi) (ostenitik paslanmaz çelik - Ni + Mn, N).
33 Paslanmaz Çelikler Malzeme yapısının etkisi İşlenebilirlik (%) Ferritik PÇ Martensitik PÇ Ostenitik PÇ Duplex PÇ PH PÇ (Tipik örnek)
34 Paslanmaz Çelikler Molibden Krom Nitrojen Nikel Karbon Titanyum Manganez Sülfür/fosfor Kalsiyum Kurşun İşlenebilirlik Mo Cr N Ni C Ti Mn S Ca Pb L L L L L L L L L L L J L L L L L J J J J J Talaş yapışma sorunları. Sert, çok homojen yüzeyler (bölümler). Kötü yüzey kalitesi. Çapaklanma. Kötü talaş oluşumu ve zor talaş kaldırma.
35 Paslanmaz Çelikler PRE faktörü korozyon direnci için kriterdir Paslanmaz çeliğin çukurcuklar oluşumuna karşı direnci PRE faktörü ile gösterilir (Çukurcuk oluşumu Direnci Denkliği). PRE faktör = % Cr x % Mo + 30 x % N PRE faktörü = % Cr + % Ni (Mo veya N olmadığında) PRE faktörü yoğunlukla işlenebilirliği belirler.
36 Kesme hızı V 30 (m/dak) Paslanmaz Çelikler Martensitik Martensitik - ostenitik Dubleks Ostenitik Referans kesme hızı - 30 dakika takım ömrü - b/h = 10 - Üstü düz uç - işlenmemiş kesme kenarı - kaplanmamış P20 (Tipik örnek) PRE değeri
37 Paslanmaz Çelikler Düşük termal iletkenlik Paslanmaz çelikte, talaş ve iş parçasından alınması gereken ısı, uçta yoğunlaşır. (plastik deformasyon)
 Bu Cr 2 O 3 oluşumu ile daha da kötüleşir (hızlı ve her zaman).")
38 Paslanmaz Çelikler Sertlik Kendi kendine sertleşen (yüzey sertleşmesi) Eğer paslanmaz çelikteki gerilim uzama limitini aşarsa, paslanmaz çelik kendi kendine sertleşme gösterir. Bu, makaslama alanındaki durumdur. (Tipik örnek) Bu Cr 2 O 3 oluşumu ile daha da kötüleşir (hızlı ve her zaman). Yüzeye olan mesafe
39 Kesme hızı alanları Aşınma Teknik olarak en uygun Toplam Sürtünme Difüzyon Oksidasyon Sıcaklık / kesme hızı Kesme Kenarında Talaş Yapışması
40 Kesme hızı alanları Talaş yapışma eğilimi Kesme kenarında talaş yapışması ± 60 m/dk ± 100 m/dk Kesme hızı
41 Kesme hızı alanları Kesme hızı alan 1 Düşük üretkenlik alanı (m/dak) TiN veya TiCN kaplı (PVD) sert uçlar veya kaplamasız sert uçlar (P25-P40, K20) kullanın. Sıcaklığı düşük tutmak için soğutma kullanın. Küçük talaş kesitleri kullanın (keskin uçlar). Uzun takım ömrü mümkündür. Uzun hassas işleme süreleri Düşük üretkenlik ve yüksek maliyetler. Güvenilirlik sorgulanabilir.

42 Kesme hızı alanları Kesme hızı alan 2 Talaş yapışma aşınma alanı (m/dak) Talaş Talaş üstünde çap İş parçası üstünde çapak Talaş yapışması Bu alanda çok fazla talaş yapışma. Kesme hızı alan 2'den kaçının.
43 Kesme hızı alanları Kesme hızı alan 3 Kaba işleme- Yüksek üretkenlik alanı (m/dak) Sert kaplamalı uçlar (P25C) veya aşınmaya dayanıklı kaplamasız uçlar (P15) veya sermet kullanın. Büyük pozitif talaş açısı olan uçlar kullanın (yakl ). Büyük talaş kesitleri amaçlayın (f > 0.15 (mm/dv.), a p > 1 (mm)). Talaş uzaklaştırma sorunu olması dışında soğutma kullanmayın.
44 Kesme hızı alanları Kesme hızı alan 3 Finiş - Yüksek üretkenlik alanı [m/dak] Kesme hızları kaba işlemeden yaklaşık %25 daha fazladır. Sermet, P15 (kaplamasız), PVD kaplamalı mikro tanecikli uçlar kullanın. İlerleme f = (mm/dv.) ve ap > 0.5 (mm). Eğer f < 0.05 (mm/dv.) ve a p < 0.5 (mm) kaplamalı K20 kullanın. Sıcaklığı düşük tutmak için bol miktarda soğutma sıvısı kullanın. Küçük radyal kesme derinliklerindeki çevre frezelemede, kesme derinliği faktörü uygulayın ve soğutma sıvısı kullanmayın.

45 Diş açma (sonra) iş parçalarının sayısı Paslanmaz Çelikler Paslanmaz çeliğin işlenmesi klasik çeliğin işlenmesinde gerekenden beş kat fazla kesme kenarı gerektirir. Darbeli kesme veya döküm kabukları gibi diğer sorunlara dikkat edin. Ayrıca aşağıdakilere dikkat edin: Ostenitik yapı Dubleks yapı Nitrojen ile kuvvetlendirilmiş yapı Çökeltme ile sertleştirilmiş PÇ Ön işleme Yanlış tasarruflardan kaçının Tornalama (önce) Uç aşınması
46 Paslanmaz çelik tornalama Talaş oluşumu Çapaklanma Yapışkan talaş Kenarda talaş birikmesi (aşınma)

47 Paslanmaz çelik tornalama Talaş oluşumu AISI 304 Ck 45 AISI 304 Ca
48 Paslanmaz çelik tornalama Tezgah Maksimum stabilite ve kapasite seçin. Hassas çalışma için aşınmış tezgahlardan kaçının.
49 Paslanmaz çelik tornalama Takım tutucu Mümkün olan en büyük sap kesitini seçin. güçlü uç bağlama sistemi seçin. Çalışma boyunu en aza indirin. Uygun yatak seçin.
50 Paslanmaz çelik tornalama Çalışma metodu Ağır ve uzun süren kaba işlemeler için değişken kesme derinlikleri seçin. 75 veya 45 giriş açılı kaba işleme. Sonra 90 ile finiş.
51 Paslanmaz çelik tornalama Çalışma metodu Ağır kaba işleme için değişken kesme derinliği.
52 Paslanmaz çelik tornalama Kaba iş parçası Mümkünse önce pah kırın. Parlatılmış parçalarda, her zaman önce parlatma artıklarını temizleyerek başlayın.
53 Paslanmaz çelik tornalama Uçlar Keskin geometrili güçlü uçlar seçin (giriş açısı). Büyük radyüs seçin İç çap için pozitif tek taraflı uçlar ve dış çap için çift taraflı negatif uçlar seçin.
54 Paslanmaz çelik tornalama Kesme koşulları Büyük kesme derinlikleri kullanın. Büyük ilerlemeler kullanın. Uçları düzenli olarak değiştirin (çok fazla aşınmadan).
55 Paslanmaz çelik frezeleme Bazı tavsiyeler 1. Yumuşak kesme işlemi önemlidir (yumuşak kesme geometrisi, büyük talaş boşluk açısı, keskin,yeterince kuvvetlendirilmiş kesme kenarları (küçük T faz/honlama)). 2. İyi talaş kaldırma. 3. Sert yüzey tabakasının altında kesme. 4. Aşağı frezeleme kullanın. 5. Isı oluşumunu sınırlandırın 1. soğutma (doğru yerde). 2. kalın talaş (min h m 0.08 mm ) maksimum ısı kaldırma için yeterli kütle elde etmek amacıyla. 6. Ortalama talaş kalınlığı (çok önemli) 1. kesici pozisyonlandırma (%10 D iş parçası çıkış tarafında). 2. ilerleme = > T - faz/honlama. 7. Kesme derinliği en az 1 mm ve finiş pasosu yok (mutlaka gerekmediği sürece) (sürtünme). 8. Maksimum karbür kütlesi (ısı almak için).
56 Paslanmaz çelik frezeleme Tavsiyeler ilerleme ve kesme derinliği takım ömrü için ortalama talaş kalınlığı (hm) çok önemlidir ve çok kritiktir (kesme kenarı geometrisi ile doğrulayın - M/ME). Inconel / PÇ (+ ilerleme / + takım ömrü) (titanyum, eğer takım ömrü kısaysa, ilerlemeyi azaltın). eğer t-fazlı uçlar kullanılırsa, ilerleme bu fazdan büyük olmalıdır. 0 ilerlemeden kaçının (delme yerine helisel interpolasyon frezeleme). küçük kesme derinlikleri takım ömrünü kısaltır. minimum kesme derinliği 1 mm. kesme derinliği ne kadar küçük olursa, gereken kesme hızı o kadar yüksek olur (doğru kesme sıcaklığı) (kontur frezelemede kesme hızı faktörü).
57 Paslanmaz çelik frezeleme Tavsiyeler kesme hızı Yüksek kesme hızı metodu 15 ile 20 dakika takım ömrü. Düşük kesme hızı metodu 45 ile 60 dakika takım ömrü. Yüksek basınçlı soğutma >50 bar Daha yüksek kesme hızı. Düşük takım ömrü - 45 ile 100 dakika. Mümkünse yüksek kesme hızı kullanın. Yüksek kesme hızı metodu Düşük kesme hızı metodu PH-PÇ dışında çoğu paslanmaz çelik kolaylıkla işlenir ve çoğu zaman soğutma gerekli değildir. İyi talaş boşaltma (talaşların iş parçasından uzaklaştırılması). 1. Düşük kesme hızı (düşük sıcaklık) V c = m/dak. 2. Kesme kenarında bölgesinde talaş yapışması. 3. Yüksek kesme hızı (yüksek sıcaklık) V c = m/dak.
58 Grup 8: Paslanmaz Çelikler Özellikler Karbon ve krom dışında çok az veya hiç alaşım elementi yok. Korozyon ve sıcaklığa karşı iyi dayanıklılık. İşleme nominal işlenebilirliğin %40 ile %65'i. İşlenmesi kolay. Yumuşak, sürekli talaşlar. BUE dikkat edin (kenarda talaş yapışması). Pozitif talaş boşluk açılı takımlar kullanın. Kobalt ile zenginleştirilmiş alan. MTCVD kaplamalar. Kullanımları Pişirme kapları, cerrahi aletler, pompa bileşenleri.
59 Grup 9: Paslanmaz Çelikler Özellikler Nikel, molibden, sülfür ve vanadyum içerebilir. Artırılmış sertlik. Artırılmış korozyon ve sıcaklık dayanıklılığı. İşleme nominal işlenebilirliğin %30 ile %45'i. İşlemesi daha zor İpliksi, gevrek talaşlar DOC çizgisinde çentiklenmeye dikkat edin. Pozitif talaş boşluk açılı takımlar kullanın. Kobalt ile zenginleştirilmiş alan. MTCVD kaplama. Kullanımları Tesisat pompaları, proses ekipmanları.
60 Grup 10 ve 11: Paslanmaz Çelikler Özellikler Nitrojen ve titanyum içerebilir. Mükemmel korozyon ve sıcaklık dayanıklılığı. Çok yüksek sertlik İşleme nominal işlenebilirliğin %25 ile %70'i. İşlemesi çok zor Yüzey işleme sertleşmesine dikkat edin. Kenar aşınması ve kenar ufalanması tipik sorunlardır. Pozitif talaş boşluk açılı takımlar kullanın. Kobalt ile zenginleştirilmiş alan. MTCVD kaplamalar. CBN ve seramikler. Kullanımları Tesisat, pompalar, zor şartlara uygun proses ekipmanları.
61 Dökme Demirler Gruplar 12 ile 15 %2'den fazla karbon. Tezgah için aşındırıcı olma eğilimindedir Aşağıdakileri de içerebilir: Magnezyum Silikon Sülfür Fosfor Fren göbekleri
62 Grup 12: Dökme Demirler Özellikler İnce tabaka şeklinde karbon. Aşındırıcı Düşükten orta sertliğe kadar. Dayanıklı ve üretimi ucuz. İşleme nominal işlenebilirliğin %40 ile %70'i. İşlemesi nispeten daha zor. Sürekli olmayan talaşlar. Yüksek kesme hızlarında işleme Yüksek hızlar: AL2O3. Orta hızlar: CVD (TiC, TiCN, AL2O3). Düşük hızlar: PVD (TiAIN) ve CVD (TiC). Kullanımları Motor blokları, ucuz dökümler.
63 Gruplar 13 & 14: Dökme Demirler Özellikler Seryum ve magnezyum küresel karbon oluşumlara sebep olur. Daha sert ve daha aşındırıcı. Daha sünek, daha az kırılgan. İşleme Sürekli olmayan talaşlar. Yüksek hız: AL2O3; CBN; seramik (SiN). Orta hızlar: CVD (TiC, TiCN, AL2O3). Düşük hız: PVD (TiAIN) ve CVD (TiC). Kullanımları Krank milleri, yapısal parçalar, makaralar, frenler.
64 Grup 15: Dökme Demirler Özellikler Silikon karbonda küremsi oluşumlara sebep olur. Sünek dökme demir denir. Mükemmel gerilme dayanıklılığı Mükemmel aşınma dayanıklılığı. Çelikten daha ucuz ve daha hafif. İşleme nominal işlenebilirliğin %35 ile %60'i. Yüksek kesme kuvvetleri. Darbeli kesmeye benzer. Sürekli olmayan talaşlar. Dayanım için negatif boşluk. Yüksek hız: AL2O3; CBN; seramik (SiN). Orta hızlar: CVD (TiC, TiCN, AL2O3). Düşük hız: PVD (TiAIN) ve CVD (TiC). Kullanımları Dişliler, kamyon yayları, turbo kompresör muhafazaları, krank milleri.
65 Demir İçermeyen Alaşımlar Gruplar 16 ile 19. %50'den az demir. Metallerin çoğu yumuşaktır (tungsten karbür dışında). İşlenebilirlik oldukça geniş aralıkta değişir. Alüminyum piston
66 Aluminyum Düşük yoğunluk. Yüksek dayanıklılık. İyi termal iletkenlik. İyi korozyon direnci. 1xxx %99 Al 2xxx + Cu 3xxx + Mn 4xxx + Si 5xxx + Mg 6xxx + Mg, Si 7xxx + Zn 8xxx + Diğer elementler
67 Aluminyum Bazı tavsiyeler Genel Karbür uç veya PCD Parlatılmış talaş boşluk yüzeyi. Pozitif talaş boşluk açısı. Geniş ağız aralığı olan freze. Büyük talaş boşaltma kanalları. Kesme hızı 600 ile 2000 (maks) m/dak karbür uçlarla m/dak PCD uçlarla. İlerleme 0.15 ile 0.50 mm/dev.
68 Aluminyum Bazı tavsiyeler Kesme kenarı talaş yapışması Kesme hızını ayarlayın / soğutma sıvısı kullanın / çok pozitif geometri. Talaş kontrolü ve boşaltma. Frezelerken geniş ağız aralıklı freze kullanın. Talaşları daima soğutma sıvısı ile uzaklaştırın. Çapaklanma Mikro keskin kesme kenarları kullanın. Aşındırıcı aşınma Karbür uç veya PCD Finiş işleme Soğutma sıvısı ile, kaba işleme için değil. Dar ağız aralığı olan kesiciler Büyük tabla ilerlemesi için, ama kuvvet gerektirir.
69 Grup 16: Aluminyum (<%16 Si) Özellikler Özellikler silikon, bakır ve magnezyum alaşımları ile zenginleşir. Yüksek dayanım ağırlık oranı ve korozyon dayanıklılığı. Mükemmel gerilme dayanıklılığı Mükemmel aşınma dayanıklılığı. Daha ucuz ve çelikten daha hafif. Grup 16; gümüş, pirinç ve altın içerir. İşleme nominal işlenebilirliğin %90 ile %270'i. İpliksi, sürekli talaşlar. BUE dikkat edin Serbest işleme; kesme hızlarında çalışma. Pozitif talaş boşluk açılı takımlar kullanın. Kullanımları Otomotiv gövde panelleri, tekerlekler, havacılık uygulamaları.
70 Grup 17: Aluminyum (>%16 Si) Özellikler Dayanımı artırmak için alaşım. Mükemmel aşınma dayanıklılığı. Artırılmış sertlik. Çok aşındırıcı. Grup 17; aluminyum-bronz, bakır-nikel ve magnezyum bronz içerir. İşleme nominal işlenebilirliğin %60 ile %180'i. Serbest olmayan işleme. Daha düşük kesme hızlarında işleme. Kullanımları Motor blokları.
71 Grup 18: Zor Demir Dışı Malzemeler Özellikler Grup 18; bakır, beyaz metal ve bronzun, işlenmesi zor alaşımlarını içerir. İyi dayanım. İyi korozyon direnci. Yüksek süneklik ve tokluk. Çok aşındırıcı. İşleme nominal işlenebilirliğin %60 ile %180'i. BUE dikkat edin Yırtılma eğilimlidir. Kullanımları Burçlar, yataklar, valf yatakları.
72 Grup 19: Süper Sert Alaşımlar Özellikler Grup 19 tungsten karbür içerir. Çok yüksek sertlik Çok yüksek dayanım. Aşındırıcı İşleme nominal işlenebilirliğin %5 ile %15'i. Çok düşük kesme hızlarında işleme. Kullanımları Kalıplar, zımbalar ve aşınma parçaları.
73 Süper Alaşımlar /Yüksek Sıcaklık Alaşımları Gruplar 20 ile 21. İyi korozyon direnci. Yüksek dayanım. Yükselen sıcaklıklarda özelliklerini korurlar. İşlemesi çok zor
74 Süper Alaşımlar /Yüksek Sıcaklık Alaşımları Nikel, demir ve kobalt alaşımları, en önemli özellikleri aşağıdakilerdir: Sıradışı dayanım. Yüksek sıcaklıklarda korozyon dayanıklılığı.

75 Süper Alaşımlar /Yüksek Sıcaklık Alaşımları. Süper alaşımlar Nikel esaslı Kobalt esaslı Demir esaslı Inconel 600 Waspoloy René N4 MAR-M-247 Nikel-demir esaslı MAR-M 509 X40 Inconel 718 Haynes 188 Inconel 706 FSX-414 Hastelloy X A-286 Discaloy Haynes 556
76 Titanyum Alaşımları Titanyum Alpha alaşım Alpha-Beta alaşım Beta alaşım HCP Karışık BCC Yüksek dayanım/ağırlık oranı. Yüksek dayanım/sürünme direnci 500 C kadar. Mükemmel korozyon direnci.
77 Titanyum ve Titanyum Alaşımları Süper alaşımların işlenebilirliği İşleme ile birlikte daha fazla ısı oluşumu (yapı) ve düşük termal iletkenlik. Bunun anlamı daha yüksek kesme sıcaklıklarıdır. Yüksek sıcaklıklarda dayanımın artması (temel özellik) (kesme sıcaklığı). Bunun anlamı daha yüksek kesme kuvvetleridir. Zor talaş kontrolü (daha fazla tokluk). Karbür çökeltileri (ısıl işlem sebebiyle). İşlem sertleşmesi (sert tabaka). Titanyum alaşımların işlenmesi Düşük termal iletkenlik. Bunun anlamı daha yüksek kesme sıcaklıklarıdır. Küçük Young s modülü (iş parçası deformasyonu, toleranslar, vibrasyonlar). Kimyasal olarak çok reaktif (oksidasyon) (işleme sırasında kıvılcım ve yanma).
78 Titanyum ve Titanyum Alaşımları Genel tavsiyeler Mümkün olan en yumuşak durumda işleyin. Pozitif talaş boşluk açıları. Keskin kesme kenarları. Güçlü temel geometri (radyüs). Stabil çalışma koşulları. İş parçası deformasyonundan kaçının. Küçük giriş açıları kullanın. Tek paso kesme veya değişken kesme derinliği.
79 Grup 20: Süper alaşımlar Özellikler Sertlik < 35RC. Grup 20 nikel, kobalt ve demir alaşımlar içerir. Çok yüksek sertlik Çok aşındırıcı. İşleme nominal işlenebilirliğin %9 ile %45'i. Çok düşük kesme hızlarında işleme. Çok hızlı işleme sertleşmesi. DOC çizgisinde çentiklenme. Yüksek kesme kuvvetleri ve sıcaklıklar. BUE dikkat edin. Kullanımları Protezler, ısı değiştiricileri, havacılık, denizcilik, tesisatlar.
80 Grup 21: Süper alaşımlar Özellikler Sertlik > 35RC. Grup 21 nikel, kobalt, demir alaşımlar, Inconel 600, Hastelloy X, Monel 400 içerir. Son derece yüksek sertlik. Çok aşındırıcı. Grup 20 ile benzer özellikler ama daha büyük ölçülerde. İşleme nominal işlenebilirliğin %9 ile %15'i. Son derece düşük kesme hızlarında işleme. Çok hızlı işleme sertleşmesi. DOC çizgisinde çentiklenme. Yüksek kesme kuvvetleri ve sıcaklıklar. BUE dikkat edin Kullanımları Jet motorları.

81 Grup 22: Isıya Dayanıklı Metaller Özellikler Grup 22 titanyum, niobyum, tantalum, molibden ve tungsten içerir. Yüksek sıcaklık direnci. Hava içinde kötü oksidasyon direnci. Yüksek termal iletkenlik. Esnemeye hazır. Bazen yanıcı. Takım malzemeleri ile reaksiyona girebilir. Düşük termal genişleme katsayısı. İşleme nominal işlenebilirliğin %5 ile %30'u. Çok düşük kesme hızlarında işleme. BUE dikkat edin Kullanımları Uçak şasileri, nükleer tesisler.


82 Sorular?
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Uç kalitesi. Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı.
 Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
Talaşlı imalat da yenilikler
 New Eylül 2017 Talaşlı imalat da yenilikler Paslanmaz ve yüksek alaşımlı çelik malzemelerin işlenmesi için yeni tür WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Cevizli D-100 Güney Yanyol Cad. Lapis
New Eylül 2017 Talaşlı imalat da yenilikler Paslanmaz ve yüksek alaşımlı çelik malzemelerin işlenmesi için yeni tür WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Cevizli D-100 Güney Yanyol Cad. Lapis
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
Delme ile ilgili bazı teknolojik gelişmeler
 Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş.
 ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
MMT113 Endüstriyel Malzemeler 6 Nikel, Titanyum ve Kobalt alaşımları. Yrd. Doç. Dr. Ersoy Erişir 2012-20123Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 6 Nikel, Titanyum ve Kobalt alaşımları Yrd. Doç. Dr. Ersoy Erişir 2012-20123Güz Yarıyılı Nikel ve Alaşımları: Ticari Saf Nikel Nikel-Bakır Alaşımları (Monel) Nikel-Krom Alaşımları
MMT113 Endüstriyel Malzemeler 6 Nikel, Titanyum ve Kobalt alaşımları Yrd. Doç. Dr. Ersoy Erişir 2012-20123Güz Yarıyılı Nikel ve Alaşımları: Ticari Saf Nikel Nikel-Bakır Alaşımları (Monel) Nikel-Krom Alaşımları
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
METALLER. şeklinde sıralanır. Demir esaslı alaşımlarda karşılaşılan en önemli problem korozyon eğilimlerinin yüksek olmasıdır.
 METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
Telefonla aradığında da yetkin hizmet Know-how u olan uygulama teknisyenleri 09:00 19:00
 KAMPANYA BITIŞ TARIHI: 3.05.208 Sipariş verme saatiniz: 8:30. Aynı gün işlemi tamamlayıp çıkışı sağlayalım Avrupa nın talaşlı imalat alanında en modern lojistik merkezi; sizin için anlamı saat 9:00 a kadar
KAMPANYA BITIŞ TARIHI: 3.05.208 Sipariş verme saatiniz: 8:30. Aynı gün işlemi tamamlayıp çıkışı sağlayalım Avrupa nın talaşlı imalat alanında en modern lojistik merkezi; sizin için anlamı saat 9:00 a kadar
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
 TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
EcoCut ProfileMaster yeni nesil
 New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
TM S R L TM 2 I ISO
 iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları MSD(H) 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı
 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı") Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
NİKEL ESASLI SÜPERALAŞIMLARIN VE TİTANYUM ALAŞIMLARININ İŞLENEBİLİRLİĞİ 1. BÖLÜM: SİNTERLENMİŞ KARBÜR TAKIMLARIN PERFORMANSLARININ DEĞERLENDİRİLMESİ
 302 Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 302-330 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 NİKEL ESASLI SÜPERALAŞIMLARIN VE TİTANYUM ALAŞIMLARININ İŞLENEBİLİRLİĞİ 1. BÖLÜM:
302 Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 302-330 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 NİKEL ESASLI SÜPERALAŞIMLARIN VE TİTANYUM ALAŞIMLARININ İŞLENEBİLİRLİĞİ 1. BÖLÜM:
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR
 TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
TALAŞLI İMALATTA KULLANILAN KESİCİ TAKIMLAR Kesici takımlar, bir takım tezgahına tespit edilerek endüstriyel bir ürüne şekil veren aletlerdir. Bu şekil verme işlemi genellikle malzemeden talaş kaldırılarak
PG 1B 1B 1B 1B ADKT Sipariş No.: CWN 46 CWP 21 HCN 2235 CWK 26 HCN 1235 CWS 80 AMZ. -29 r 0,8 EUR 13,40 13,40 13,40 13,40
 PG 1B 1B 1B 1B CWX CWX CWN CWN HCN HCN 3215 26 31 46 1235 2235 ADKT Sipariş No.: 50 403... CWP 21 CWK 26 AMZ HSS CWS 80-29 r 0,8 ADKT 150508PDSR 50403088 50403208 50403718 50403818 EUR 13,40 13,40 13,40
PG 1B 1B 1B 1B CWX CWX CWN CWN HCN HCN 3215 26 31 46 1235 2235 ADKT Sipariş No.: 50 403... CWP 21 CWK 26 AMZ HSS CWS 80-29 r 0,8 ADKT 150508PDSR 50403088 50403208 50403718 50403818 EUR 13,40 13,40 13,40
KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER
 VQ KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER 218.1 B197TR VQ KESILMESI ZOR MALZEMELER IÇIN DEVRİMSEL PERFORMANS YENILIKÇI TEKNOLOJI VQ parmak frezeleri, daha iyi aşınma
VQ KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER 218.1 B197TR VQ KESILMESI ZOR MALZEMELER IÇIN DEVRİMSEL PERFORMANS YENILIKÇI TEKNOLOJI VQ parmak frezeleri, daha iyi aşınma
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
CoroDrill 880 Demir içermeyen malzemeler gündemde
 CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
Diş Çekme ile İlgili Teknik Bilgiler
 iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Örnekler ve 3 Boyutlu Kesme
 Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Alüminyum Elmas Uçlar
 - Nr. 226-1/2011-TR JD TAKIM MAKINA TIC.LTD.STI. -AL -ALX Alüminyum Elmas Uçlar Nesil Özellikler çeşitli kullanımlar için iki geometri parlak uygulamalar daha az kesim şiddeti dayanıklı kesme kenarı yeni
- Nr. 226-1/2011-TR JD TAKIM MAKINA TIC.LTD.STI. -AL -ALX Alüminyum Elmas Uçlar Nesil Özellikler çeşitli kullanımlar için iki geometri parlak uygulamalar daha az kesim şiddeti dayanıklı kesme kenarı yeni
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
 PLAZMA TEKNİK SERT METAL VE SERAMİK KAPLAMA SAN. TİC. A.Ş. KAPLAMA EKİPMANLARIMIZ 9MB PLAZMA SERAMİK KAPLAMA SİSTEMİ DIAMOND JET HVOF TUNGSTEN KARBÜR KAPLAMA SİSTEMİ GTV MULTİ-COAT KAPLAMA SİSTEMİ SMART
PLAZMA TEKNİK SERT METAL VE SERAMİK KAPLAMA SAN. TİC. A.Ş. KAPLAMA EKİPMANLARIMIZ 9MB PLAZMA SERAMİK KAPLAMA SİSTEMİ DIAMOND JET HVOF TUNGSTEN KARBÜR KAPLAMA SİSTEMİ GTV MULTİ-COAT KAPLAMA SİSTEMİ SMART
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
Paslanmaz çelik nedir? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
KESME TAKIMI TEKNOLOJİSİ
 Kesme Takımları KESME TAKIMI TEKNOLOJİSİ İki temel Özellik: 1. Takım Malzemesi 2. Takım Geometrisi Doç. Dr. Turgut GÜLMEZ 1 KESME TAKIMLARI TEKNOLOJİSİ 1. Takım Ömrü 2. Takım Malzemeleri 3. Takım Geometrisi
Kesme Takımları KESME TAKIMI TEKNOLOJİSİ İki temel Özellik: 1. Takım Malzemesi 2. Takım Geometrisi Doç. Dr. Turgut GÜLMEZ 1 KESME TAKIMLARI TEKNOLOJİSİ 1. Takım Ömrü 2. Takım Malzemeleri 3. Takım Geometrisi
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
B Vida dişi açma. Diş frezeleme. Vida dişi açma. HSS-E (-PM) kılavuz Kod anahtarı 132. M Metrik vida dişi 133 UNC 139. Diş frezesi Kod anahtarı 143
 kılavuz Kod anahtarı 132. M Metrik vida dişi 133 UNC 139. Diş frezesi Kod anahtarı 143") B Vida dişi açma Vida dişi açma Sayfa HSS-E (-M) kılavuz Kod anahtarı 132 M Metrik vida dişi 133 UC 139 B Diş frezeleme Diş frezesi Kod anahtarı 143 Değiştirilebilir kesici uçlu diş frezesi 144 Teknik
B Vida dişi açma Vida dişi açma Sayfa HSS-E (-M) kılavuz Kod anahtarı 132 M Metrik vida dişi 133 UC 139 B Diş frezeleme Diş frezesi Kod anahtarı 143 Değiştirilebilir kesici uçlu diş frezesi 144 Teknik
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
İÇİNDEKİLER 2. 3. 4. 5. 6.
 İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: [email protected] 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: [email protected] 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
İşlemeni ivmelendir sloganı, sektörün ihtiyacı olan çabuk çözümün tam karşılığıdır. İyileştirmenin öncüsü olan;tungaloy, marketin ihtiyacı olan
 İşlemeni ivmelendir sloganı, sektörün ihtiyacı olan çabuk çözümün tam karşılığıdır. İyileştirmenin öncüsü olan;tungaloy, marketin ihtiyacı olan yenilikçi ve benzersiz ürünleri geliştirip,güçlü alt yapılar
İşlemeni ivmelendir sloganı, sektörün ihtiyacı olan çabuk çözümün tam karşılığıdır. İyileştirmenin öncüsü olan;tungaloy, marketin ihtiyacı olan yenilikçi ve benzersiz ürünleri geliştirip,güçlü alt yapılar
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
Bİ-METAL ŞERİT TESTERELER
 Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Kaynaklı Kesici. Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Genel Kesici Madencilik & Döner Kaynaklı Takımlar
 Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
Yeni! Yeni nesil TAC frezeler - Çoklu işleme motodları için tek takım EPH / EVH / EXH. Keeping the Customer First
 Keeping the Customer First Tungaloy Report No. 366-Tr EPH / EVH / EXH Yeni nesil TAC frezeler - Çoklu işleme motodları için tek takım Yeni! Derin,düz havuzlar için gövde tipleri. Hybrid TAC Mills EPH tip
Keeping the Customer First Tungaloy Report No. 366-Tr EPH / EVH / EXH Yeni nesil TAC frezeler - Çoklu işleme motodları için tek takım Yeni! Derin,düz havuzlar için gövde tipleri. Hybrid TAC Mills EPH tip
BÖHLER K510 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Cetvel-13 Güvenirlik Faktörü k g. Güvenirlik (%) ,9 99,99 99,999
 ,9 99,99 99,999") Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
MALZEMELERİN SINIFLANDIRILMASI
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ MALZEMELERİN SINIFLANDIRILMASI Malzemelerin Sınıflandırılması Metalik Malzemeler Polimer Malzemeler Seramik Malzemeler Kompozit Malzemeler Nano Malzemeler Malzemelerin
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ MALZEMELERİN SINIFLANDIRILMASI Malzemelerin Sınıflandırılması Metalik Malzemeler Polimer Malzemeler Seramik Malzemeler Kompozit Malzemeler Nano Malzemeler Malzemelerin
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
BÖHLER K720 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 [email protected], [email protected] Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 [email protected], [email protected] Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Karbür delme ve delik işlemede yetkinlik
 Ürün el kitabı Delme ve delik işleme _ KAZANÇLI İŞLEMENİN TEKNİĞİ Karbür delme ve delik işlemede yetkinlik 2 Konuya genel giriş 6 Ürün programına genel bakış 16 Ürün bilgileri 16 Komple karbür (VHM) matkap
Ürün el kitabı Delme ve delik işleme _ KAZANÇLI İŞLEMENİN TEKNİĞİ Karbür delme ve delik işlemede yetkinlik 2 Konuya genel giriş 6 Ürün programına genel bakış 16 Ürün bilgileri 16 Komple karbür (VHM) matkap
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi
 Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Siz belirtin, biz tedarik edelim!
 New Eylül 2016 Talaşlı imalat da yenilikler Siz belirtin, biz tedarik edelim! WNT de Karbür kademeli matkap sizin belirleyeceğiniz kademelerde tüm boyutlarıyla maksimum esneklik avantajı sağlar TOTAL TOOLING=KALITE
New Eylül 2016 Talaşlı imalat da yenilikler Siz belirtin, biz tedarik edelim! WNT de Karbür kademeli matkap sizin belirleyeceğiniz kademelerde tüm boyutlarıyla maksimum esneklik avantajı sağlar TOTAL TOOLING=KALITE