ISO KODLAMA SİSTEMİ
|
|
|
- Yağmur Koray
- 7 yıl önce
- İzleme sayısı:
Transkript
1 ISO KODLAMA SİSTEMİ

2 ISO KODLAMA SİSTEMİ

3 ISO KODLAMA SİSTEMİ

4 ISO KODLAMA SİSTEMİ

5 ISO KODLAMA SİSTEMİ

6 ISO KODLAMA SİSTEMİ

7 ISO KODLAMA SİSTEMİ

8 ISO KODLAMA SİSTEMİ

9 ISO KODLAMA SİSTEMİ

10 ISO KODLAMA SİSTEMİ
11 ISO KODLAMA SİSTEMİ Takım tutucular Sağ yön takım tutucu Nötr takım tutucu Sol yön takım tutucu Takım tutucunun kesme kenarını gösteren tarafı ile belirlenir. Sol veya sağ seçimi takım tutucunun tezgah takım bloğuna yerleştirilmesi ile belirlenir. Kesme kenarı çalışma parçasına temas edecek şekilde yönlendirilmelidir.
12 ISO KODLAMA SİSTEMİ

13 ISO KODLAMA SİSTEMİ

14 ISO KODLAMA SİSTEMİ

15 ISO KODLAMA SİSTEMİ

16 ISO KODLAMA SİSTEMİ

17 ISO KODLAMA SİSTEMİ

18 ISO KODLAMA SİSTEMİ

19 ISO KODLAMA SİSTEMİ

20 ISO KODLAMA SİSTEMİ
21 ISO KODLAMA SİSTEMİ

22 ISO KODLAMA SİSTEMİ

23 ISO KODLAMA SİSTEMİ

24 ISO KODLAMA SİSTEMİ

25 ISO KODLAMA SİSTEMİ



26 ISO KODLAMA SİSTEMİ

27

28 KESİCİ UÇ ŞEKLİ Tezgah Zorlanması Pc(Kw)




29 KESİCİ UÇ ŞEKLİ Negatif kesici uçlar Çift taraflı Yüksek kenar dayanımlı Pozitif kesici uçlar Tek taraflı Keskin kesme kenarı Düşük kesme kuvveti Kullanım; Dış çap tornalama, Büyük parçalar ve zor koşullar Kullanım; İç çap ve delik profil işleme, İnce, sabit olmayan ve zayıf parçalar


30 KESİCİ UÇ ŞEKLİ Pozitif kesici uçlar; Tek taraflı Düşük kesme kuvvetleri Kenar boşluğu Delik tornalama ve ince parçaların dış çap tornalaması için ilk tercih Negatif kesici uçlar; Çift taraflı Yüksek kenar mukavemeti Sıfır boşluk Dış çap tornalama için ilk tercih Ağır kesme koşulları + -

31 GİRİŞ AÇISININ ETKİSİ Giriş açısı, kesme kenarı ile ilerleme yönü arasındaki açıdır. Bu açı, tornalama operasyonlarında kullanılacak takım seçiminde önemlidir ve aşağıdakiler üzerine etkisi vardır Talaş oluşumu Kesme kuvvetlerinin yönü İşleme esnasındaki kesme kenarı uzunluğu K

32 GİRİŞ AÇISININ ETKİSİ KÜÇÜK GİRİŞ AÇISI; Kesme kenarına azaltılmış yük Daha ince bir talaş, daha yüksek ilerleme oranı Çentik aşınmasını azaltır 90 lik bir köşeyi dönemez Kuvvetler hem eksenel hemde radyal olarak yönlendirilir, bu da titreşim ile sonuçlanabilir BÜYÜK GİRİŞ AÇISI; Ayna yönünde daha çok kuvvet uygulanır Titreşime daha az yatkınlık Köşeleri dönebilme kabiliyeti Özellikle kesme girişi ve çıkışında yüksek kesme kuvvetleri

33 Kesme Kenarlarının Sayısı; KESİCİ UÇ ŞEKLİ
34 Talaş Derinliği; KESİCİ UÇ ŞEKLİ
35 KESİCİ UÇ RADYÜSÜ Kesici uçtaki köşe radyüsü (r) tornalama operasyonlarında önemli bir faktördür. Köşe radyüsü seçimi aşağıdakilere bağlıdır; - Talaş deriniği, ap - İlerleme, f ve aşağıdakileri etkiler; -Yüzey kalitesi -Talaş kırma -Kesici uç dayanımı Küçük Köşe Radyüsü; Küçük talaş derinlikleri için idealdir. Titreşimi azaltır. Daha az kesici uç dayanımı sağlar. Geniş Köşe Radyüsü; Yüksek ilerleme. Büyük talaş derinlikleri. Daha güçlü kenar. Arttırılmış radyal kuvvetler.
36 TALAŞ DERİNLİĞİNE BAĞLI OLARAK KESİCİ UÇ RADYÜSÜ Köşe radyüsü aynı zamanda talaş oluşumunu da etkiler. Genellikle talaş kırma daha küçük radyüslü bir uç ile arttırılır. Temel bir genel kural olarak talaş derinliği, köşe radyüsünün 2/3 ünden veya ilerlemede köşe radyüsünün ½ sinden daha az olmamalıdır.
 için temel kurallar;")

37 Wiper Geometri KESİCİ UÇ ŞEKLİ Wiper (Silici) için temel kurallar; İlerlemenin iki katı aynı yüzey kalitesi Aynı ilerleme iki kat daha iyi yüzey kalitesi
38 TALAŞ Talaşları Kırma; Talaş kontrolü, tornalamada ana faktörlerden biridir ve talaş kırma alternatiflerinin üç prensip yöntemi vardır. - Kendi kendine kırılma, örneğin dökme demir. - Kesici ucun alnına çarparak kırılma. - İş parçasına çarparak kırılma. Talaş kırmada etkisi olan faktörler; - Kesici uç geometrisi, - Köşe radyüsü, - Giriş açısı, - Talaş derinliği, - İlerleme, - Kesme hızı, - Malzeme,


39 TALAŞ F M R Talaş kırma geometrisinin çalışma temel prensibi.
40 TALAŞ Talaş oluşumunu etkileyen faktörler Takım Kesme koşulları Malzeme Soğutma sıvısı Boşluk açısı Giriş açısı Radyüs İlerleme Kesme derinliği Sertlik Çekme dayanıklılığı Kuru işleme Kaplama Kesme kenarı ve talaş kırıcı geometrisi Talaş kalınlık oranı Kesme hızı Termal işlem Yapı Emülsiyon soğutma Kesme yağı
41 Tercih edilen Kısa spiral talaşlar Kırma için daha az güç gerekir. Kesme kenarlarında daha az gerilim oluşur. Kesme kuvvetlerinde daha küçük artışlar. Daha kolay boşaltma. Kaçının Çok kısa, sıkı talaşlar Kırma için daha çok güç gerekir. Kesme kenarında daha yüksek gerilim. Olası sapma ve vibrasyon. Kaçının Uzun, ipliksi talaşlar Boşaltılması son derece zor. İş parçasına veya takıma zarar verebilir ve tekrar kesilebilir.
42 Uzun talaşlar talaş boşaltma İlerlemeyi arttır. Daha sert talaş kırma geometrisi kullan. Kısa talaşlar Yüksek Kesme Kuvvetleri İlerlemeyi azalt. Daha az yumuşak talaş kırma geometrisi kullan.

 kısa")
43 P Çelik M Paslanmaz Çelik K Dökme demir Bazı iş parçası malzemeleri (P ve M malzeme grupları) uzun talaşlar verir. Diğer iş parçası malzemeleri (K grup) kısa talaş verir.
44 Kesici Takım Malzemeleri Aşınma direnci CBN/ PCD Seramikler Sermet CVDkaplı karbür PVD kaplamalı karbür Mikro tanecikli Kaplamasız karbür HSS Tokluk

45 Kesme Koşulları ÇİZELGE Yüzey Kalitesi Darbeli Yüksek Karbür CBN Seramik Sürekli Düşük
46 İşlenebilirlik İş Parçası Malzemeleri Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı alaşımlar Kobalt esaslı alaşımlar Özel yüksek sıcaklık alaşımlar Genel imalat çeliği Kimya, petrokimya, medikal, gaz ve kağıt endüstrisi Enerji üretimi, havacılık ve uzay teknolojileri

47 En Uygun Uç İşlenecek malzeme çelik paslanmaz döküm vs. İşlem kaba 1/2 kaba hassas Kesme hızı V c Kesme derinliği a p İlerleme f Karbür kalitesi Geometri En Uygun Uç
48 KESME HIZI En Uygun Takım KESME DERİNLİĞİ İLERLEME Karbür uç temel şekil geometrisi boyutlar UÇ KESİCİ TAKIM TAKIM TUTUCU UYGULAMA TİPİ
49
50 İÇ ÇAP TORNALAMA Kater boyutu iç Mümkün olduğu kadar küçük çap seçin - Delik çapı ile takım tutucu çapı arasındaki fark ne kadar büyük olursa, talaş atma için o kadar fazla boşluk olur. Mümkün olduğu kadar büyük çap seçin - Büyük takım tutucu çapları (ve daha kısa projeksiyon uzunluğu) daha sağlam takım tutucu verir. Bu sayede daha az vibrasyon problemi olur. F ÇELİŞKİ! Çap Uzunluk
51 İÇ ÇAP TORNALAMA Kater boyutu iç Uzunluk Kullanma boyu oranı = Çap 3'ten küçük : vibrasyon yok 6'dan küçük : vibrasyon riski 9'dan küçük : vibrasyon 9'dan büyük : Normal takımların kullanımı ile vibrasyon önlenemez Çap Uzunluk


52 AŞINMA Aşınma nedir? Aşınma normaldir, aşınmadan korunmak için zaman ve paranızı boşa harcamayın, çünkü bu mümkün değildir. Doğru aşınma güvenli, kontrol edilebilir ve tahmin edilebilirdir. Aşınmanın çeşitli formları vardır. Yüzey kalitesi, toleranslar, talaş şekli, kesme kuvvetlerindeki değişikliklerin sebebi bu olabilir. Boşluk yüzeyi A C Boşluk yüzeyi Yan açıklık yüzeyi C D B A: krater aşınması B: kenar aşınması C: çentik aşınması D: plastik deformasyon
53 TAKIM ÖMRÜ (MİN) Takım ömrünü belirlemek için Taylor yasası KESME DERİNLİÐİNE BAĞLI OLARAK TAKIM ÖMRÜ İLERLEMEYE BAĞLI OLARAK TAKIM ÖMRÜ KESME HIZINA BAĞLI OLARAK TAKIM ÖMRÜ Takım ömrü %10 artış azalması kesme derinliği 4% ilerleme 20% kesme hızı 50% 0 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5 İLERLEME(h) -KESME DERİNLİĞİ (b)(x10) - KESME HIZI (v) (x1000)
54 Pratik optimizasyon Evet 2. Koşullar Gerçekler ve veriler takım tipi kesme koşulları iş parçası, malz, soğutma sıvısı, aşınma tipi ve takım ömrü. 3. Analiz kesme derinliği kesme malz. R a - r ve ilerleme kesme metodu. Hayır 1. Sorunu belirleme sonucun sebebine 4. Sonuçlar, tavsiyeler ve çözümler. odaklanın. Beklentilerden sapma gösteren herşey sorundur!
55 Vibrasyonlar Eğilmeyı minimize et Kullanım boyunu minimize ve çapını maksimize et. Takım yeterince bükülmez olmalıdır. Teğetsel ve radyal kuvvetleri minimize etmek için çalışma koşullarını optimize et. Bağlama mekanizmasının durumunu ve sağlamlığını kontrol et. Tezgahın durumunu kontrol et. Ayarlı titreşim sönümlemeli delik barası kullan. Eğer mümkünse takım içinden soğutma sıvısı kullan. -Tornalamada vibrasyon riskini azaltma -İş parçasını yataklayın. -Kesme hızını dev/dak değiştir. -Takımın pozisyonunu değiştirin. Periyot -Daha keskin uç kullanın. -Daha küçük kesme derinliği ve daha fazla ilerleme. Büyüklük

56 Olası çözümler Kesme hızını azaltın Aşınmaya daha dayanıklı uç kullanın. Yanak aşınması Aşındırıcı aşınması. İş parçası içindeki sert mikro yabancı maddeler ucu etkiler. Kaplamadan küçük parçalar kopar ve bunlar da ucu etkiler. Matriks içindeki yumuşak kobalt aşınır, karbür taneciklerinin yapıştırıcısı kalmadığından kırılma olur.

57 Olası çözümler Kesme hızını azaltın İlerlemeyi azaltın. Plastik deformasyon Mekanik ve termal aşırı yük. Isı uç yapısını yumuşatır Kobalt erir ve uç deforme olur. Aşınmaya daha dayanıklı uç kalitesi kullanın. Soğutma sıvısı kullanın. Daha büyük radyüslü uç seçin.

58 Olası çözümler Kesme hızını artırın. Talaş yapışması Malzeme yapışması. Yüksek basınç ve düşük sıcaklıkta, iş parçası malzemesi kesme kenarına yapışır. Kenardaki bu talaş birikmesi kırıldığında kaplama ile alt tabaka malzemesini de birlikte alır. Soğutma sıvısı kullanın veya soğutma sıvısı kullanmayı durdurun. Daha keskin kesme kenarı geometrisine sahip uç seçin. İlerlemeyi artırın.

59 Olası çözümler Kesme hızını artırın. Uçta kenar ufalanması Aşındırıcı aşınması ve bölgesel gerilim yoğunluğu. İş parçası malzemesi içindeki sert mikro yabancı maddeler bölgesel gerilim yoğunluğuna sebep olur. Darbeli kesmeler ve vibrasyonlar da bölgesel gerilime sebep olabilir. İlerlemeyi azaltın (özellikle giriş veya çıkışta). Daha güçlü kesme kenarı geometrisi seçin (daha geniş kenar düzlüğü). Daha sert uç kalitesi seçin. Vibrasyon riskini azaltın.

60 Olası çözümler Bol miktarda soğutma sıvısı kullanın. Soğutma sıvısı kullanmayın. Termal çatlama Termal yükte ani değişim. Sıcak ve soğuk alanlar arasındaki sıcaklık farkları termal gerilime sebep olur. Yorgunluk çatlamaya yol açar. Kesme hızını azaltın. İlerlemeyi azaltın. Daha tok uç kalitesi seçin. Farklı işleme metodu kullanın (kesme süresi ve kesme dışı süresi arasındaki oran).

61 Olası çözümler İlerlemeyi azaltın. Kesme derinliğini azaltın. Uç kırılması Mekanik aşırı yük. Mekanik ve termal yük kombinasyonu o kadar büyüktür ki, ilk kesim sırasında uç kırılır (saniyeler). Önceki aşınma noktalarından biri çok fazla büyümüştür. Daha tok uç kalitesi seçin. Daha güçlü kesme kenarına sahip uç veya daha büyük ilerlemelere uygun talaş kırıcı geometrisi olan uç seçin. Daha kalın uç seçin. Sert kalıntılar veya zor girişe karşı iş parçasını kontrol edin.
62 Olası çözümler Vibrasyonlar Takım ve iş parçasının stabilitesini artırın. Kesme hızını değiştirin. İlerlemeyi artırın. Tezgah, iş parçası, takımın tamamı yeteri kadar sabit değil veya kuvvetsiz. Her zaman vibrasyon kaynağını belirlemeye çalışın. Kesme derinliğini azaltın. Daha keskin kenar ve talaş kırma geometrisi seçin.

63 Olası çözümler Kötü yüzey kalitesi İlerlemeyi azaltın. Kesme hızını artırın. Soğutma kullanın. Tezgah, iş parçası, takımın tamamı yeteri kadar sabit değil veya kuvvetsiz. Kesme kenarı geometrisi ve kesme koşullarının kombinasyonu yanlış. Takım ve iş parçasının stabilitesini artırın. Daha keskin kesme kenar ve talaş kırma geometrisi seçin. Silici geometrisi kullanın.
64 Aşırı aşınma için pratik göstergeler Uç aşınması... Daha yüksek güç... İş parçasındaki toleranslar... Yüzey kalitesi... Çapaklanma... Isı oluşumu... Kenar ufalanması... Kötü ısı dağılımı... Kötü talaş kontrolü... İşleme sırasında gürültü. Vibrasyonlar...

65 Soğutma Sıvısı Sıcaklık kontrol Talaş kaldırma Yağlama/temizleme Yüzey kalitesi Takım performansı Ortam İş parçası kalitesi Verimlilik Bakım İş parçası kalitesi Üretkenlik / maliyet Yüksek risk / maliyet
66 YÜKSEK BASINÇLI SOĞUTMA -YÜKSEK BASINÇLI SOĞUTMA -ÖNEMLİ ÖZELLİKLER -Titanyum ve yüksek sıcaklık alaşımları işlemede kesme hızını %200 e kadar arttırma olanağı sağlar. -Özellikle problamatic malzemelerde etkin talaş kontrolu sağlar. -Titanyum, yüksek sıcaklık alaşımları ve çelik alaşımlarında takım ömrünü %100 kadar arttırma. -Yüksek basınçlı soğutma özelliği çok uzunca bir zaman metal işleme dünyasında önemli bir rolü üstlenecektir.
67 YÜKSEK BASINÇLI SOĞUTMA -AVANTAJLAR: --Kısa İşleme Zamanı -Titanyum ve yüksek sıcaklık alaşımları işlemede kesme hızını %200 e kadar arttırabilme olanağı --Uzun Takım Ömrü -Sadece titanyum ve yüksek sıcaklık alaşımlarında değil, paslanmaz çelik ve diğer çelik alaşımlarında da %100 e varan takım ömrü iyileşmeleri. --İyileştirilmiş Talaş Kontrolü -Çok yumuşak ve problamatik malzemelerde bile küçük talaşlar sağlanabiliyor. --Çok Verimli Soğutma -Kesme bölgesindeki ısı dalgalanmalarını azaltır.
68 70 / 58
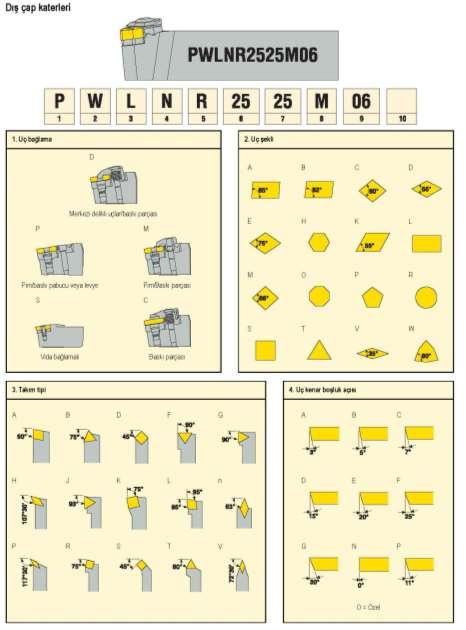
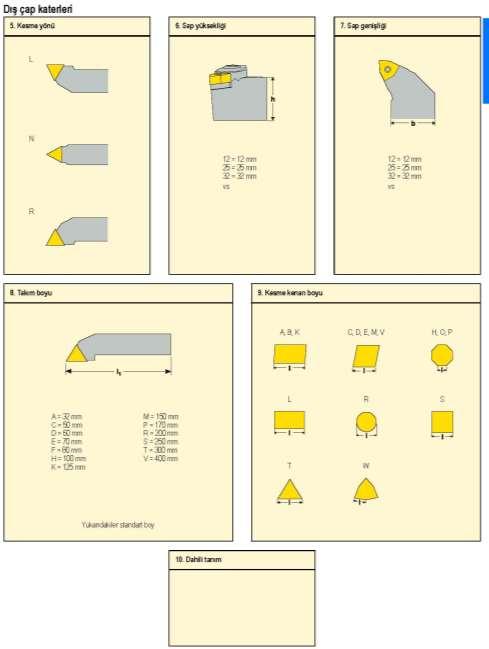
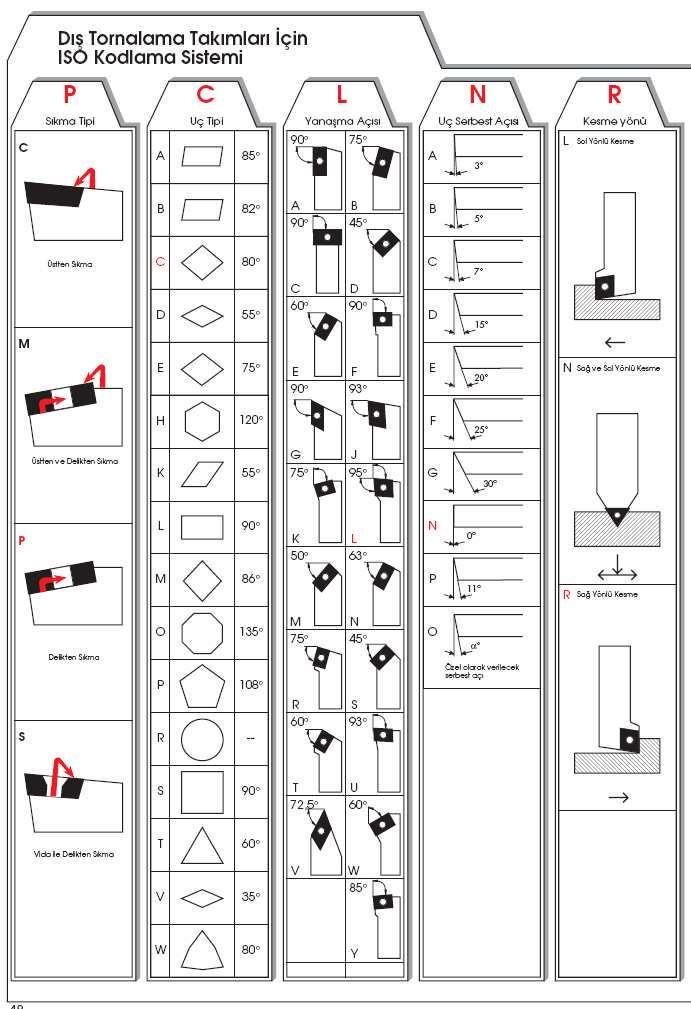
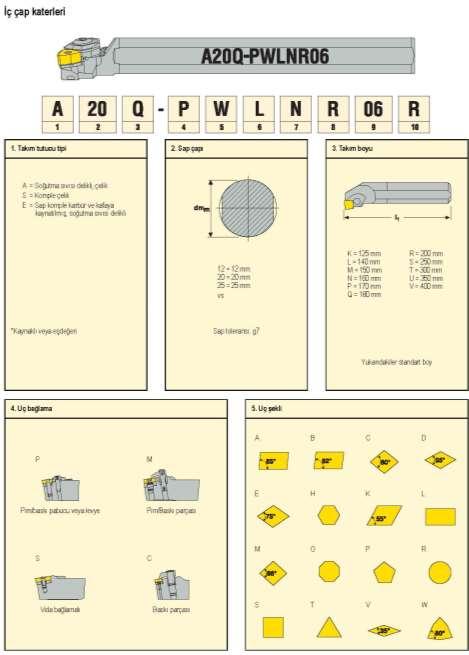
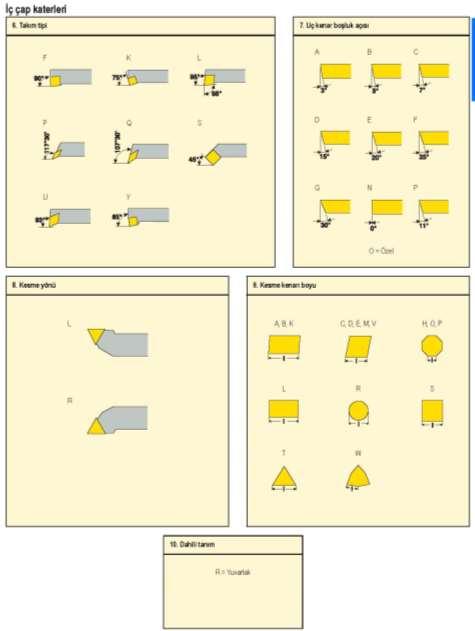
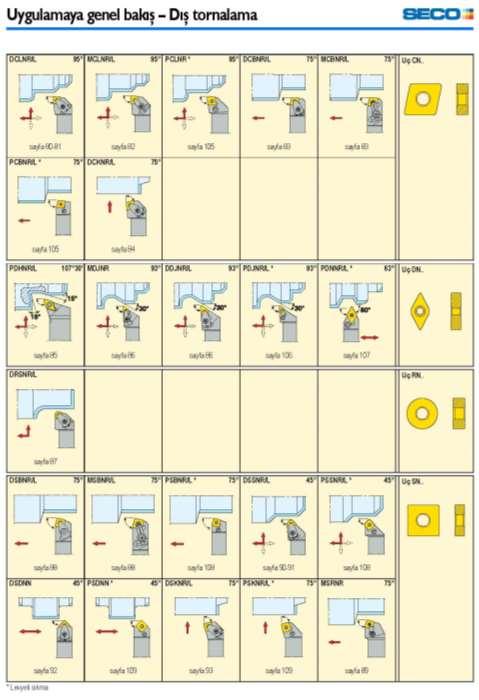
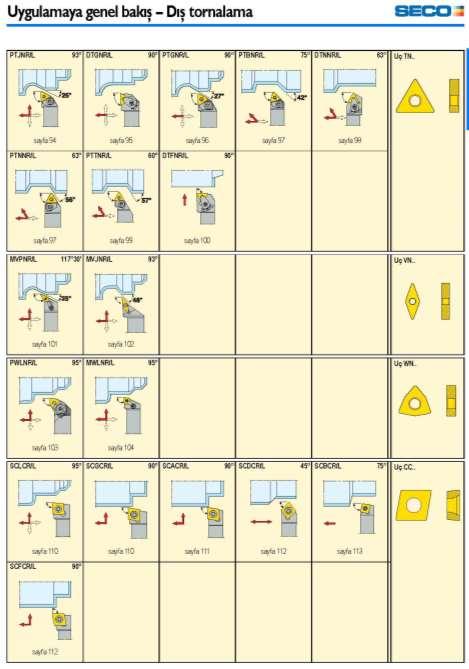
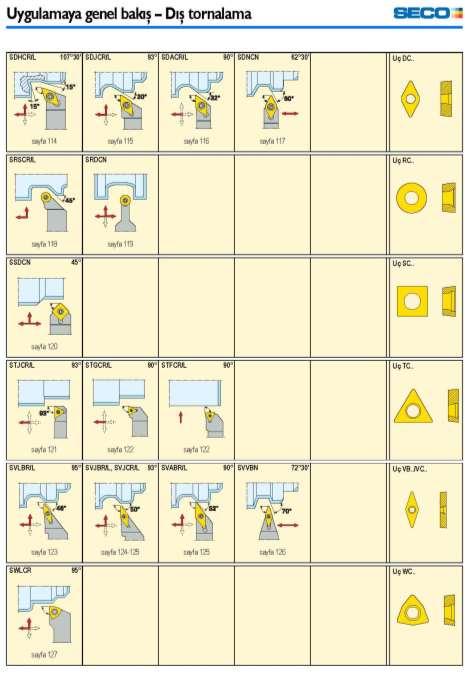
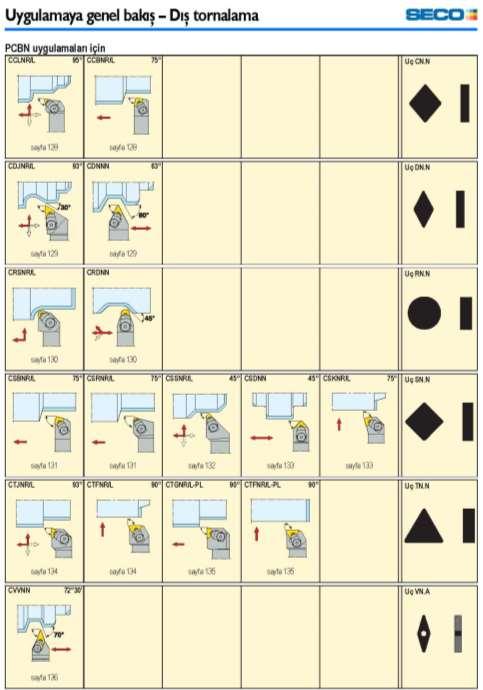
69 CNC Tornalama İçin ISO Kodlama Sistemi Dış Tornalama Takımları İçin ISO Kodlama Sistemi: Dış tornalama işlemlerinde kullanılan kesici takımların (tutucuların) kodlama sistemi 10 maddeden oluşmaktadır. Her maddede kesici uç ile ilgili bir özellik bulunmaktadır. Bu özellikler şunlardır: Kesici uç sıkma tipi Kesici uç tipi Yanaşma açısı Ön boşluk açısı Kesme yönü Kesici kenar yüksekliği Kater gövde genişliği Kater gövde boyu Kesici kenar uzunluğu Üretici firma sıkma geometrisi (Kesici uç üreten firmaya göre değişiklik gösterir.)
70
71
72
73
74
75
76
77
78
79
80
81
82
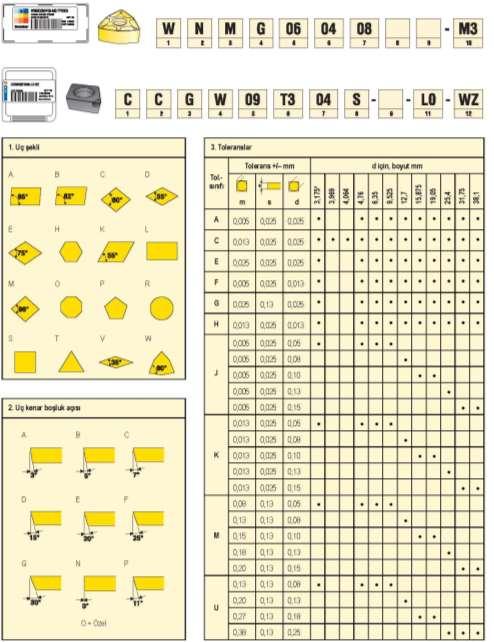
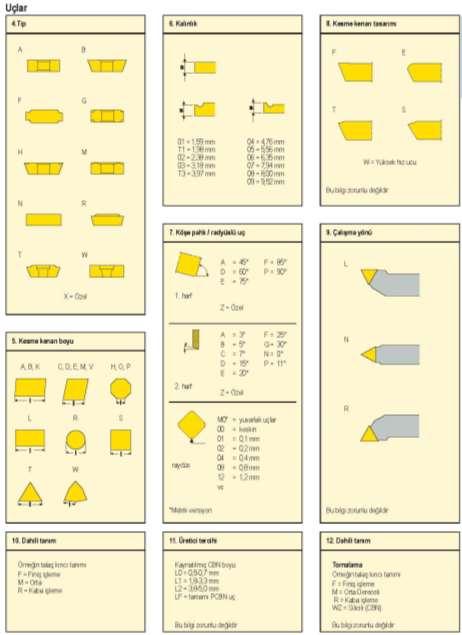
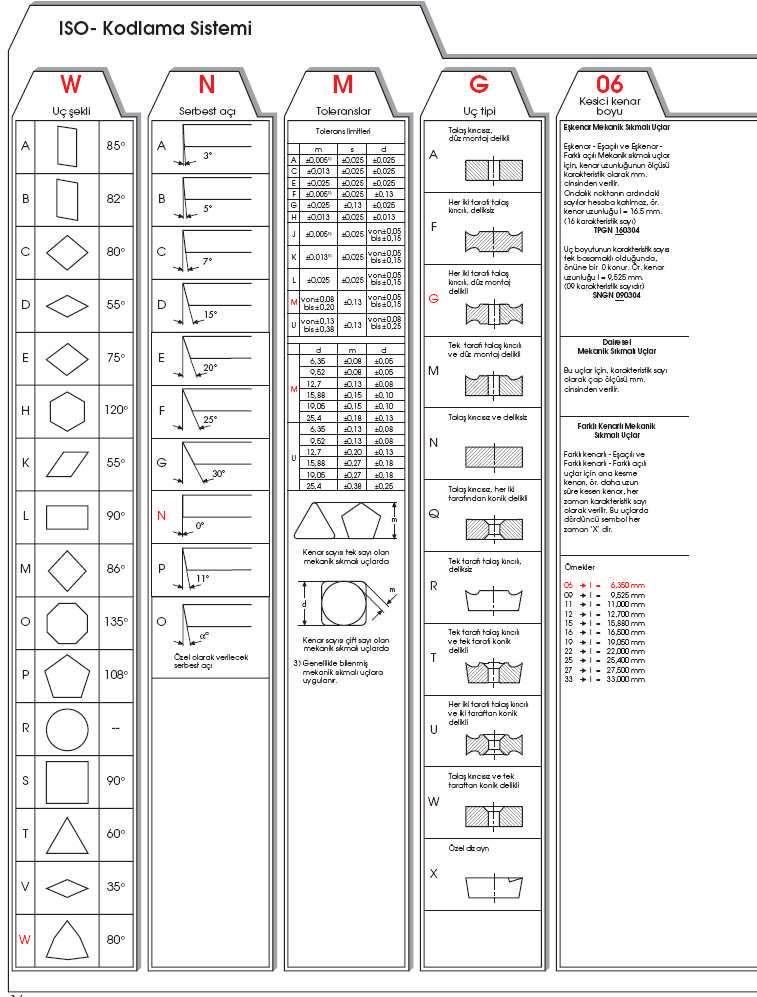
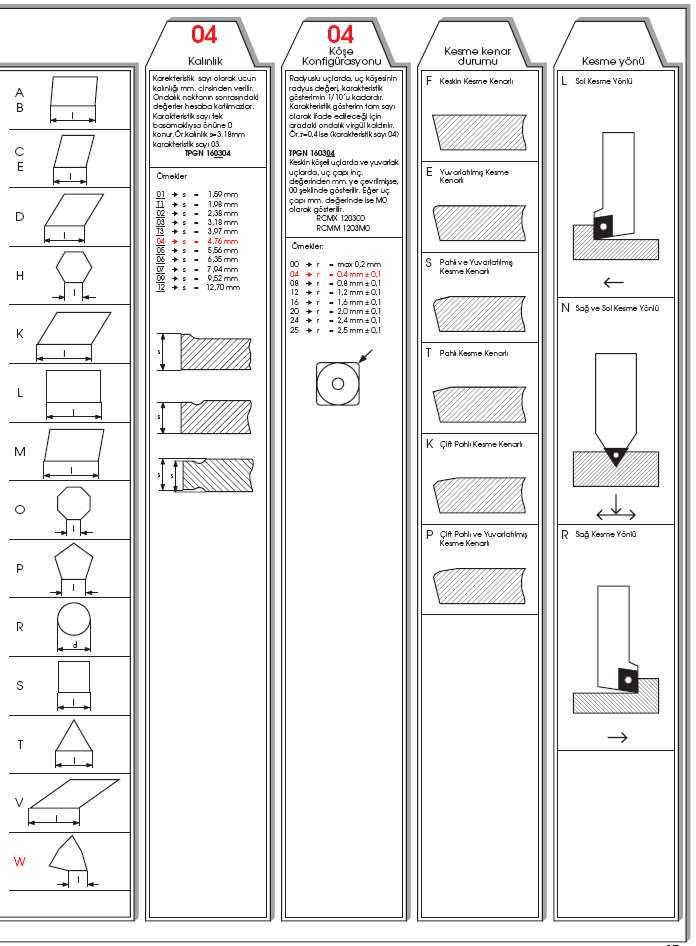
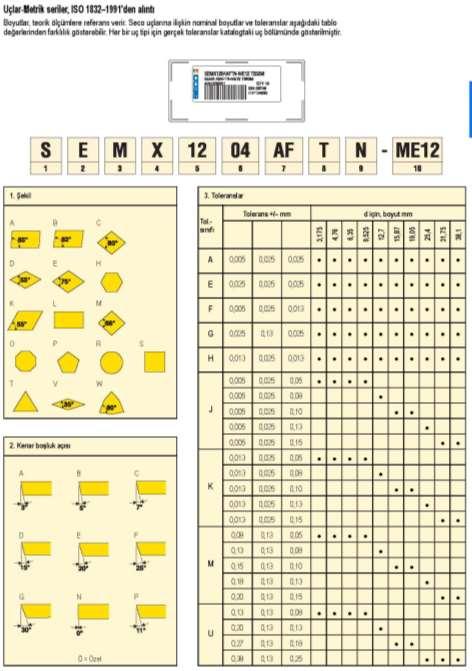
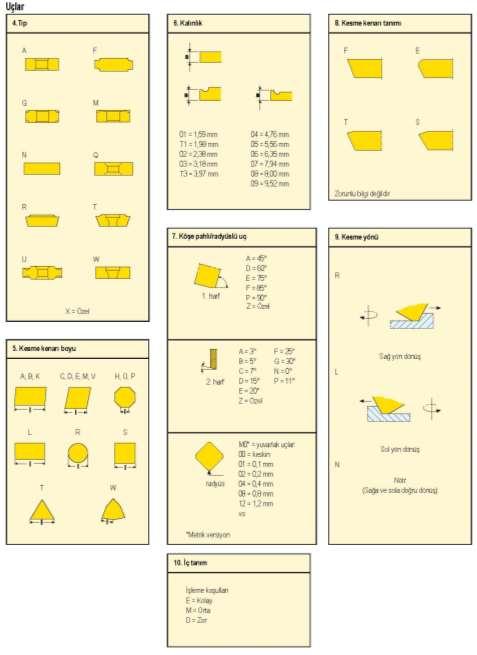
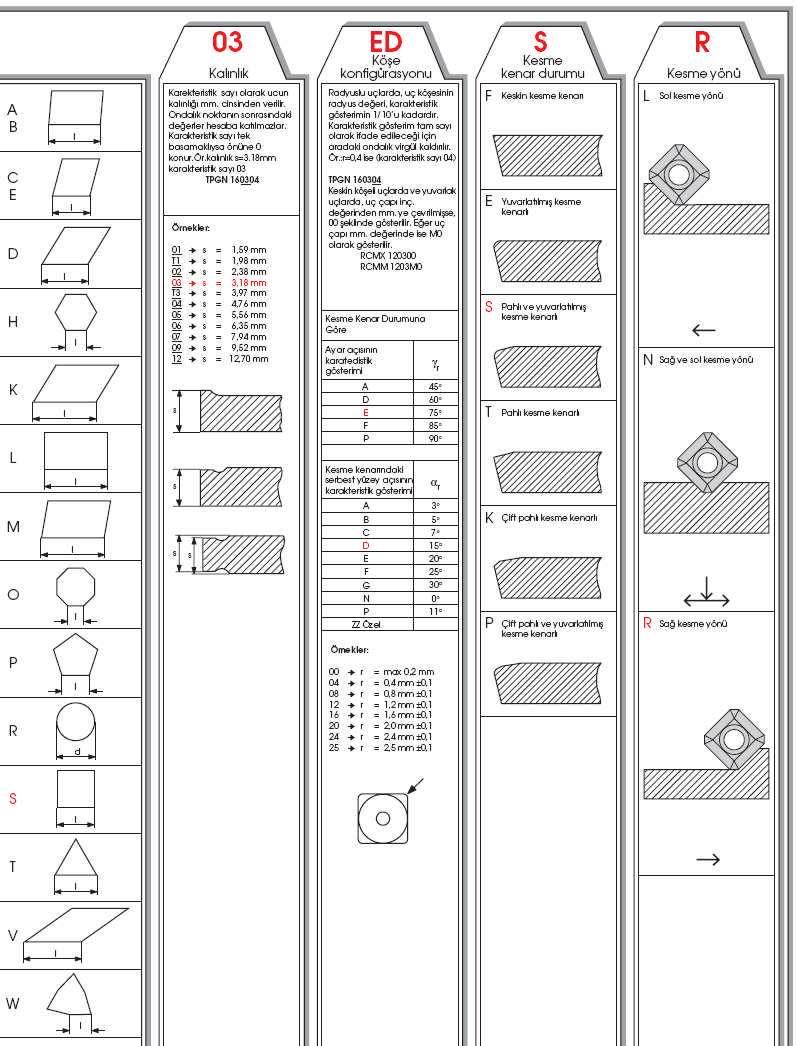
83 CNC Frezeleme İçin ISO Kodlama Sistemi CNC frezeleme işlemlerinde kullanılan uçların kodlama sistemi 9 maddeden oluşmaktadır. Her maddede kesici uç ile ilgili bir özellik bulunmaktadır. Bu özellikler şunlardır: Kesici uç şekli Kesici boşluk açısı Kesici boyutsal toleranslar Kesici uç tipi Kesici kenar boyu Kesici uç kalınlığı Kesici uç köşe yarıçapı Kesme kenar durumu Kesme yönü
84

85
86 Tornada ve frezede kullanılan kesici takımların seçiminde kullanılan sınırlandırma bilgilerinden oluşan sınırlandırma bilgileri akış şeması görülmektedir.

87
88
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Delme ile ilgili bazı teknolojik gelişmeler
 Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
İş parçası malzemeleri
 Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Diş Çekme ile İlgili Teknik Bilgiler
 iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
Uç kalitesi. Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı.
 Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
TM S R L TM 2 I ISO
 iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
Başlangıçta göz önünde bulundurulması
 Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama içerisinde çok fazla değişkenin
Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama içerisinde çok fazla değişkenin
Sandvik Coromant'tan tornalama takımları ve çözümleri. Verimli tornalamanın hızlı yolu
 Sandvik Coromant'tan takımları ve çözümleri Verimli nın hızlı yolu Avantaj sağlayan çözümler Talaşlı imalat konusundaki derin bilgi birikimimizden ve farklı sektörlerde yaşanan çeşitli zorluklarla ilgili
Sandvik Coromant'tan takımları ve çözümleri Verimli nın hızlı yolu Avantaj sağlayan çözümler Talaşlı imalat konusundaki derin bilgi birikimimizden ve farklı sektörlerde yaşanan çeşitli zorluklarla ilgili
Tungaloy Report No. 406-Tr. Küçük kanallar için uçlar Yeni. GTGN tip. Yeni geliştirilmiş üç kenarlı kanal ucu
 Tungaloy Report No. 406-Tr GTGN tip Küçük kanallar için uçlar Yeni Yeni geliştirilmiş üç kenarlı kanal ucu GTGN Yeni uçlar, yüksek performans ve ekonomik avantajlar sunar Özellikler Son derece yüksek hassasiyette
Tungaloy Report No. 406-Tr GTGN tip Küçük kanallar için uçlar Yeni Yeni geliştirilmiş üç kenarlı kanal ucu GTGN Yeni uçlar, yüksek performans ve ekonomik avantajlar sunar Özellikler Son derece yüksek hassasiyette
İçindekiler. Alfanumerik indeks Takımlar... 2. Diş Tornalama İndeks... 5. Diş Tornalama. MDT ile Diş açma İndeks... 77.
 İçindekiler Alfanumerik indeks Takımlar......................................... 2 Uçlar............................................ 3 Diş Tornalama İndeks........................................... 5
İçindekiler Alfanumerik indeks Takımlar......................................... 2 Uçlar............................................ 3 Diş Tornalama İndeks........................................... 5
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Kanal işleme için akıllı çözüm
 Tungaloy Report No. 6-Tr kesme kenarlı yeni nesil kanal işleme uçları NE YENİ Kanal işleme için akıllı çözüm Taşlanmış uç kesme kenarı ile ekonomik işleme sunar Tek tip uç sağ ve sol katerde ortak olarak
Tungaloy Report No. 6-Tr kesme kenarlı yeni nesil kanal işleme uçları NE YENİ Kanal işleme için akıllı çözüm Taşlanmış uç kesme kenarı ile ekonomik işleme sunar Tek tip uç sağ ve sol katerde ortak olarak
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
B Vida dişi açma. Diş frezeleme. Vida dişi açma. HSS-E (-PM) kılavuz Kod anahtarı 132. M Metrik vida dişi 133 UNC 139. Diş frezesi Kod anahtarı 143
 kılavuz Kod anahtarı 132. M Metrik vida dişi 133 UNC 139. Diş frezesi Kod anahtarı 143") B Vida dişi açma Vida dişi açma Sayfa HSS-E (-M) kılavuz Kod anahtarı 132 M Metrik vida dişi 133 UC 139 B Diş frezeleme Diş frezesi Kod anahtarı 143 Değiştirilebilir kesici uçlu diş frezesi 144 Teknik
B Vida dişi açma Vida dişi açma Sayfa HSS-E (-M) kılavuz Kod anahtarı 132 M Metrik vida dişi 133 UC 139 B Diş frezeleme Diş frezesi Kod anahtarı 143 Değiştirilebilir kesici uçlu diş frezesi 144 Teknik
Performans ve güvenilirlik ile yeni bir bakış açısı.
 _ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
_ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
Verimli kesme ve kanal açma için takımlar
 Verimli kesme ve kanal açma için takımlar Dilimleme için uygun donanıma sahip CoroCut QD, piyasadaki en güçlü ve en gelişmiş kesme ve kanal açma takımıdır. Herhangi bir tezgah tipi ile tüm malzemelerde
Verimli kesme ve kanal açma için takımlar Dilimleme için uygun donanıma sahip CoroCut QD, piyasadaki en güçlü ve en gelişmiş kesme ve kanal açma takımıdır. Herhangi bir tezgah tipi ile tüm malzemelerde
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
Havacılık sanayi yapısal parçaları titanyum
 Havacılık sanayi yapısal parçaları titanyum Sürekli değişen bir dünyada yenilik Yeni talepler teknoloji ve malzemelerde yeni gelişmelerin önünü açıyor. Sektörün öncüsü olabilmek ve yeni nesil ürünler sağlayabilmek
Havacılık sanayi yapısal parçaları titanyum Sürekli değişen bir dünyada yenilik Yeni talepler teknoloji ve malzemelerde yeni gelişmelerin önünü açıyor. Sektörün öncüsü olabilmek ve yeni nesil ürünler sağlayabilmek
Bağlanan ucun merkez daire çapı 5 : İş parçası SCM440 Kesme parametreleri vc=200m/dak ap=8mm ae=90mm fz=0.3mm/diş. Üst.
 Power buster için teknik bilgi Yeni tırtıklı tasarım kesme kuvvetlerini düşürerek verimliliği arttırıyor. Tırtıklı özel yeni tasarımıyla kesme kuvvetlerini düşürerek verimliliği arttırmaktadır. Çift taraflı
Power buster için teknik bilgi Yeni tırtıklı tasarım kesme kuvvetlerini düşürerek verimliliği arttırıyor. Tırtıklı özel yeni tasarımıyla kesme kuvvetlerini düşürerek verimliliği arttırmaktadır. Çift taraflı
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
SOLİD KARBÜR MATKAPLAR YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR KAFALI MATKAPLAR. İkon tanımı. Force X Yeni çok yönlü takım yelpazesi
 Yeni ürünler 2017.1 İÇİNDEKİLER SOLİD KARBÜR MATKAPLAR 4 5 5 Force X Yeni çok yönlü takım yelpazesi R6011 Karbür pilot matkap R7131 Karbür kılavuz hazırlık matkabı YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR
Yeni ürünler 2017.1 İÇİNDEKİLER SOLİD KARBÜR MATKAPLAR 4 5 5 Force X Yeni çok yönlü takım yelpazesi R6011 Karbür pilot matkap R7131 Karbür kılavuz hazırlık matkabı YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz
 " En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ Birol HEPYAŞAR a*,cihat ENSARİOĞLU b,cemal ÇAKIR c a Uludağ
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye DELİK DELME İŞLEMLERİNDE ISLAH ÇELİKLERİNİN İŞLENEBİLİRLİĞİNİN İNCELENMESİ Birol HEPYAŞAR a*,cihat ENSARİOĞLU b,cemal ÇAKIR c a Uludağ
Güvenilirlik ve hassaslık
 CoroTap 100 -KM Güvenilirlik ve hassaslık Döküm demir işlemede fark yaratan bir kılavuz takımı geliştirilmesi amacıyla CoroTap 100 -KM mükemmel sonuçlar almak ve proses güvenliği sağlamak üzere tasarlanmıştır.
CoroTap 100 -KM Güvenilirlik ve hassaslık Döküm demir işlemede fark yaratan bir kılavuz takımı geliştirilmesi amacıyla CoroTap 100 -KM mükemmel sonuçlar almak ve proses güvenliği sağlamak üzere tasarlanmıştır.
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Bİ-METAL ŞERİT TESTERELER
 Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
Kaynaklı Kesici. Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Genel Kesici Madencilik & Döner Kaynaklı Takımlar
 Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
SECO ÜRÜN HABERLERİ ÖZET 2014-1
 SECO ÜRÜN HABERLERİ ÖZET 2014-1 2 ZORLUKLARIN ÜSTESİNDEN GELME Seco olarak gerçekleştirdiğimiz her eylem, bugün karşılaştığınız ve gelecekte karşılaşacağınız zorluklarla başa çıkmak için hesaplanmaktadır.
SECO ÜRÜN HABERLERİ ÖZET 2014-1 2 ZORLUKLARIN ÜSTESİNDEN GELME Seco olarak gerçekleştirdiğimiz her eylem, bugün karşılaştığınız ve gelecekte karşılaşacağınız zorluklarla başa çıkmak için hesaplanmaktadır.
Modüler sistem Coromant EH
 Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
EcoCut ProfileMaster yeni nesil
 New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
Çelik frezeleme Kalite GC1130
 Çelik frezeleme Kalite GC1130 Gelişmiş çelik frezeleme Zertivo kalite GC1130 ile içiniz rahat eder En yaygın frezeleme sorunları arasında takım ömrünü kısaltarak üretimde istikrarsızlığa neden olan pullanma
Çelik frezeleme Kalite GC1130 Gelişmiş çelik frezeleme Zertivo kalite GC1130 ile içiniz rahat eder En yaygın frezeleme sorunları arasında takım ömrünü kısaltarak üretimde istikrarsızlığa neden olan pullanma
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
SECO HABER ÖZETLERİ BAŞARINIZI SAĞLAYAN TAKIMLAR
 SECO HABER ÖZETLERİ 2016-1 BAŞARINIZI SAĞLAYAN TAKIMLAR SÜREKLI İYILEŞTIRME Üretkenliği artırma konusunda zaten üstün bir takım olan T4-12 ailesi daha da iyileştirildi. Daha yüksek kesme derinliği ve talaş
SECO HABER ÖZETLERİ 2016-1 BAŞARINIZI SAĞLAYAN TAKIMLAR SÜREKLI İYILEŞTIRME Üretkenliği artırma konusunda zaten üstün bir takım olan T4-12 ailesi daha da iyileştirildi. Daha yüksek kesme derinliği ve talaş
SERİ KALİTE - OTOMOBİL ENDÜSTRİSİ İÇİN LUTZ SANAYİ BIÇAK AĞZI VE BIÇAKLARI
 OTOMOBİL Ürün çeşitleri kesiti talep halinde daha başka modeller! SERİ KALİTE - OTOMOBİL ENDÜSTRİSİ İÇİN LUTZ SANAYİ BIÇAK AĞZI VE BIÇAKLARI ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME
OTOMOBİL Ürün çeşitleri kesiti talep halinde daha başka modeller! SERİ KALİTE - OTOMOBİL ENDÜSTRİSİ İÇİN LUTZ SANAYİ BIÇAK AĞZI VE BIÇAKLARI ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TONALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TONALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER
 VQ KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER 218.1 B197TR VQ KESILMESI ZOR MALZEMELER IÇIN DEVRİMSEL PERFORMANS YENILIKÇI TEKNOLOJI VQ parmak frezeleri, daha iyi aşınma
VQ KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER 218.1 B197TR VQ KESILMESI ZOR MALZEMELER IÇIN DEVRİMSEL PERFORMANS YENILIKÇI TEKNOLOJI VQ parmak frezeleri, daha iyi aşınma
Pozitif kesme işlemine sahip çift taraflı, çok kenarlı konsept
 CoroMill 745 Pozitif kesme işlemine sahip çift taraflı, çok kenarlı konsept Benzersiz CoroMill 745 kesicisinin sırrı, patentli kesici uç konumlandırma sistemidir. Kesici ucu yana doğru yatırdığınızda,
CoroMill 745 Pozitif kesme işlemine sahip çift taraflı, çok kenarlı konsept Benzersiz CoroMill 745 kesicisinin sırrı, patentli kesici uç konumlandırma sistemidir. Kesici ucu yana doğru yatırdığınızda,
A Tornalama kataloğu A 2. B Delme ve Vida dişi açma kataloğu B 2 ve B 706. Delme B 1: Dolu malzemede delik delme B 4
 Walter Genel Katalog İçindekiler Saya A Tornalama kataloğu A 2 A 1: ISO Tornalama A 4 A 2: Kanal açma A 269 A 3: Tornada diş çekme A 421 A 4: Genel bilgi Tornalama A 465 B Delme ve Vida dişi açma kataloğu
Walter Genel Katalog İçindekiler Saya A Tornalama kataloğu A 2 A 1: ISO Tornalama A 4 A 2: Kanal açma A 269 A 3: Tornada diş çekme A 421 A 4: Genel bilgi Tornalama A 465 B Delme ve Vida dişi açma kataloğu
SERİ KALİTE - OTOMOBİL ENDÜSTRİSİ İÇİN LUTZ SANAYİ BIÇAK AĞZI VE BIÇAKLARI
 OTOMOBİL Ürün çeşitleri kesiti talep halinde daha başka modeller! SERİ KALİTE - OTOMOBİL ENDÜSTRİSİ İÇİN LUTZ SANAYİ BIÇAK AĞZI VE BIÇAKLARI ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME
OTOMOBİL Ürün çeşitleri kesiti talep halinde daha başka modeller! SERİ KALİTE - OTOMOBİL ENDÜSTRİSİ İÇİN LUTZ SANAYİ BIÇAK AĞZI VE BIÇAKLARI ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME
İşlemeni ivmelendir sloganı, sektörün ihtiyacı olan çabuk çözümün tam karşılığıdır. İyileştirmenin öncüsü olan;tungaloy, marketin ihtiyacı olan
 İşlemeni ivmelendir sloganı, sektörün ihtiyacı olan çabuk çözümün tam karşılığıdır. İyileştirmenin öncüsü olan;tungaloy, marketin ihtiyacı olan yenilikçi ve benzersiz ürünleri geliştirip,güçlü alt yapılar
İşlemeni ivmelendir sloganı, sektörün ihtiyacı olan çabuk çözümün tam karşılığıdır. İyileştirmenin öncüsü olan;tungaloy, marketin ihtiyacı olan yenilikçi ve benzersiz ürünleri geliştirip,güçlü alt yapılar
Talaşlı imalat da yenilikler
 New Eylül 2017 Talaşlı imalat da yenilikler Paslanmaz ve yüksek alaşımlı çelik malzemelerin işlenmesi için yeni tür WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Cevizli D-100 Güney Yanyol Cad. Lapis
New Eylül 2017 Talaşlı imalat da yenilikler Paslanmaz ve yüksek alaşımlı çelik malzemelerin işlenmesi için yeni tür WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Cevizli D-100 Güney Yanyol Cad. Lapis
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Delik genişletme ve hassas delik işleme
TORNALAMA ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Delik genişletme ve hassas delik işleme
Tor B83. Tornalama Talaş Kırıcı Formları B16 B02 B84 B87 B88 B18 B68 B04 B12 B75 B81 B89 B94 B102 B104 B106 B113 B120
 Korloy tornalama takımları geniş bir uygulama alanını, IO takımların tüm serisini ve bütün üreticilerin ihtiyaç duyduğu yüksek kalite ve hassasiyette üretilen FGT tipi takımları kapsamaktadır. Talaş Kırıcı
Korloy tornalama takımları geniş bir uygulama alanını, IO takımların tüm serisini ve bütün üreticilerin ihtiyaç duyduğu yüksek kalite ve hassasiyette üretilen FGT tipi takımları kapsamaktadır. Talaş Kırıcı
EKSİKSİZ VE HIZLI - LUTZ ELYAF BIÇAK AĞIZLARIYLA VERİMLİLİĞİNİZİ ARTIRINIZ
 EKSİKSİZ VE HIZLI - LUTZ ELYAF BIÇAK AĞIZLARIYLA VERİMLİLİĞİNİZİ ARTIRINIZ ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME GIDA MADDELERİ ZANAAT / DIY OTOMOBİL DOKUMACILIK HASSASİYET. KESİM.
EKSİKSİZ VE HIZLI - LUTZ ELYAF BIÇAK AĞIZLARIYLA VERİMLİLİĞİNİZİ ARTIRINIZ ÖZEL BIÇAK AĞIZLARI FOLYO SENTETİK VE CAM ELYAF TIBBİ MALZEME GIDA MADDELERİ ZANAAT / DIY OTOMOBİL DOKUMACILIK HASSASİYET. KESİM.
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
DC150 çok güçlü ve çok yönlü: Yeni Perform ürün hattındaki ilk seri.
 Sipariş bilgileri Ürün yetkinliği 2015 program eklemeleri ile _METAL İŞLEMEDE YETKİNLİK DC150 çok güçlü ve çok yönlü: Yeni Perform ürün hattındaki ilk seri. Delik delme 1 SUPREME, ADVANCE, PERFORM Walter
Sipariş bilgileri Ürün yetkinliği 2015 program eklemeleri ile _METAL İŞLEMEDE YETKİNLİK DC150 çok güçlü ve çok yönlü: Yeni Perform ürün hattındaki ilk seri. Delik delme 1 SUPREME, ADVANCE, PERFORM Walter
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Ezerek parlatma. iç çap mikroler ID. dış çap mikroler OD. iç konik mikroler MIC. düz yüzey mikroler MFF. dış konik mikroler MOC. www.aksan-tm.
 Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
1. Yeni kaliteler - CVD kaplama T9125, PVD kaplama AH905 süper alaşımlar için, ve Sermet kalite NS530.
 NPA # 099T: TungCut Tarih: Mart. 2013 Yeni Kesme ve Kanal Açma Uçları Genişletilmiş Ürünler T9125 Yeni CVD kaliteler ile yüksek kesme hızlarında çelik işleme. AH905 Süper alaşımların işlenmesinde İLK tercih.
NPA # 099T: TungCut Tarih: Mart. 2013 Yeni Kesme ve Kanal Açma Uçları Genişletilmiş Ürünler T9125 Yeni CVD kaliteler ile yüksek kesme hızlarında çelik işleme. AH905 Süper alaşımların işlenmesinde İLK tercih.
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
CoroDrill 880 Demir içermeyen malzemeler gündemde
 CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat Sk. No:16/2 34775 Ümraniye/İstanbul Tel. +90 216 526 63 05 Faks +90 216 526 63
 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat Sk. No:16/2 34775 Ümraniye/İstanbul Tel. +90 216 526 63 05 Faks +90 216 526 63 08 [email protected] www.wnt.com Efsanevi performans Dragonskin
WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat Sk. No:16/2 34775 Ümraniye/İstanbul Tel. +90 216 526 63 05 Faks +90 216 526 63 08 [email protected] www.wnt.com Efsanevi performans Dragonskin
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Sadece daha iyisi değil, aynı zamanda altın.
 _ METAL IŞLEMEDE YETKINLIK Sadece daha iyisi değil, aynı zamanda altın. Ürün yenilikleri Frezeleme SIZ YÜKSEK BEKLEN- TILERE SAHIPSINIZ BIZ DE YÜKSEK TAKIM ÖMÜRLERINE. En iyi sürtünme davranışı için düz
_ METAL IŞLEMEDE YETKINLIK Sadece daha iyisi değil, aynı zamanda altın. Ürün yenilikleri Frezeleme SIZ YÜKSEK BEKLEN- TILERE SAHIPSINIZ BIZ DE YÜKSEK TAKIM ÖMÜRLERINE. En iyi sürtünme davranışı için düz
Tornalama El Kitabı. Genel tornalama - Kesme ve kanal açma - Diş çekme
 Tornalama El Kitabı Genel tornalama - Kesme ve kanal açma - Diş çekme Koşullarınız İşlemeye başlamadan önce birçok konu göz önünde bulundurulmalıdır. Parça Çalışma Parça tasarımı (örn. büyük, uzun) Diş
Tornalama El Kitabı Genel tornalama - Kesme ve kanal açma - Diş çekme Koşullarınız İşlemeye başlamadan önce birçok konu göz önünde bulundurulmalıdır. Parça Çalışma Parça tasarımı (örn. büyük, uzun) Diş
Weldox ve Hardox un İşlenmesi. Delme, havşa açma, kılavuz çekme, tornalama ve frezeleme
 ve un İşlenmesi Delme, havşa açma, kılavuz çekme, tornalama ve frezeleme ve, tescilli ticari markalardır. Bu çelik kaliteleri, sadece SSAB tarafından üretilmektedir. aşınma plakası ve yüksek dayanımlı
ve un İşlenmesi Delme, havşa açma, kılavuz çekme, tornalama ve frezeleme ve, tescilli ticari markalardır. Bu çelik kaliteleri, sadece SSAB tarafından üretilmektedir. aşınma plakası ve yüksek dayanımlı
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ
 PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Min. Kesme Çapı. R: Sağ L: Sol Ø25 ØD(Ø5 ~Ø20) vc (m/dak) 100~ ~ ~ ~ ~ ~0.30. Dairesel Enterpolasyon Pahlama
 vc (m/dak) 100~ ~ ~ ~ ~ ~0.30. Dairesel Enterpolasyon Pahlama") Pah Takımları İçin Teknik Bilgiler Pah için bütün uygulamalar Pah Takımı Pah için bütün uygulamalar Pah Açıları 5, 0, 5, 0 çeşitli müşteriler için farklı açılar. Uzun kesme kenarı sayesinde daha geniş
Pah Takımları İçin Teknik Bilgiler Pah için bütün uygulamalar Pah Takımı Pah için bütün uygulamalar Pah Açıları 5, 0, 5, 0 çeşitli müşteriler için farklı açılar. Uzun kesme kenarı sayesinde daha geniş