Plastiklerin Şekillendirilme Yöntemleri Bölüm Prof.Dr.Ayşegül AKDOĞAN EKER
|
|
|
- Aylin Toner
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Plastiklerin Şekillendirilme Yöntemleri Bölüm 2
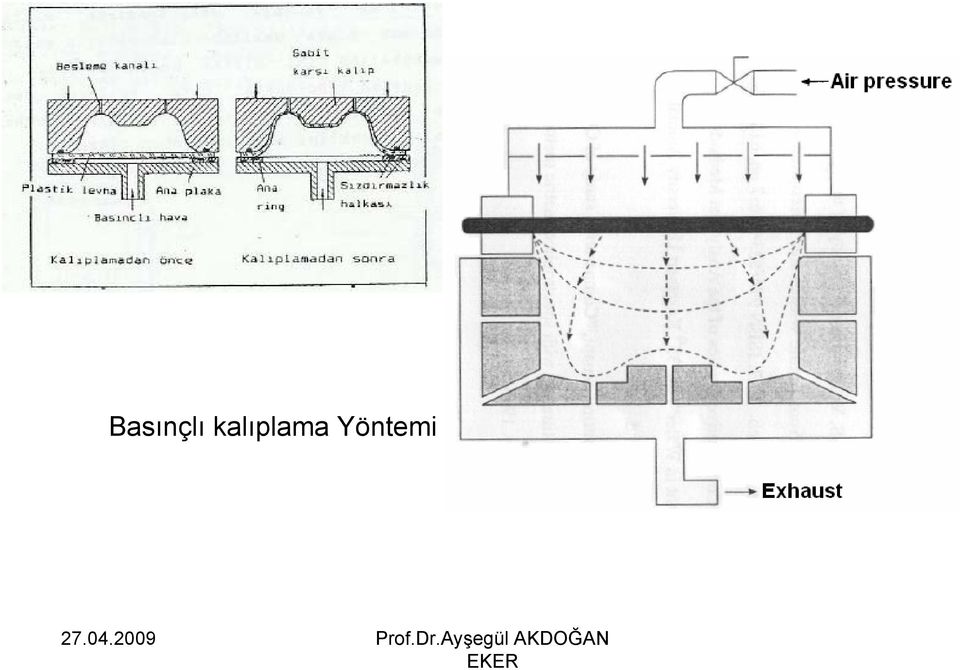
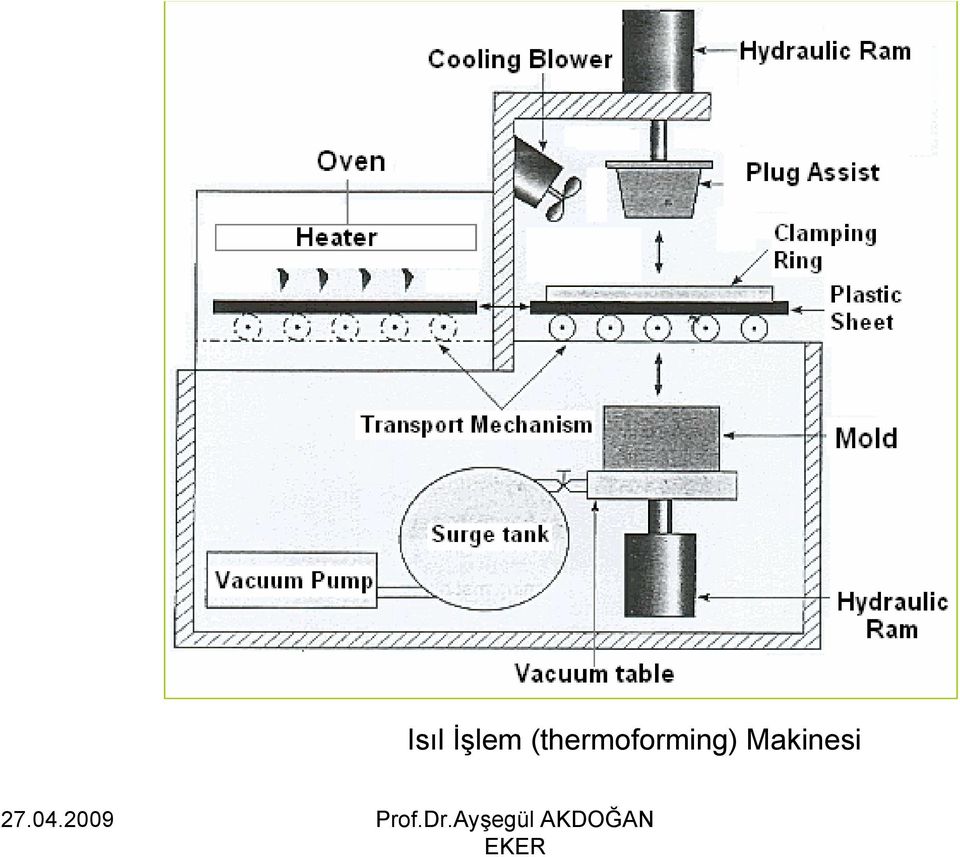
2 Isıyla Şekillendirme (Thermoforming) Termoplastik levhaların şekillendirilmesi için kullanılan yöntem; yumuşama sıcaklığına ısıtılan plastik levhanın -vakum, - basınçlı hava ve - mekaniksel yöntemler ile şekillendirilmesine dayanır.

3 Kalıplamadan önce Kalıplamadan sonra Vakumla Kalıplama Yöntemi

4 Basınçlı kalıplama Yöntemi
5 Derin çekme ile şekillendirme Mekanik olarak gerdirme ile şekillendirme Mekanik kalıplama Mekaniksel Yöntemler

6 Isıyla Şekillendirme (Thermoforming) Mekanik kalıplama işleminde; levha ısıtılır.levha alt kalıba konur. Üst kalıp aşağı doğru bastırlır. Ürün hem üst kalıp hem de alt kalıbın şeklini alarak şekillenir.

7 Isıl İşlem (thermoforming) Makinesi
8
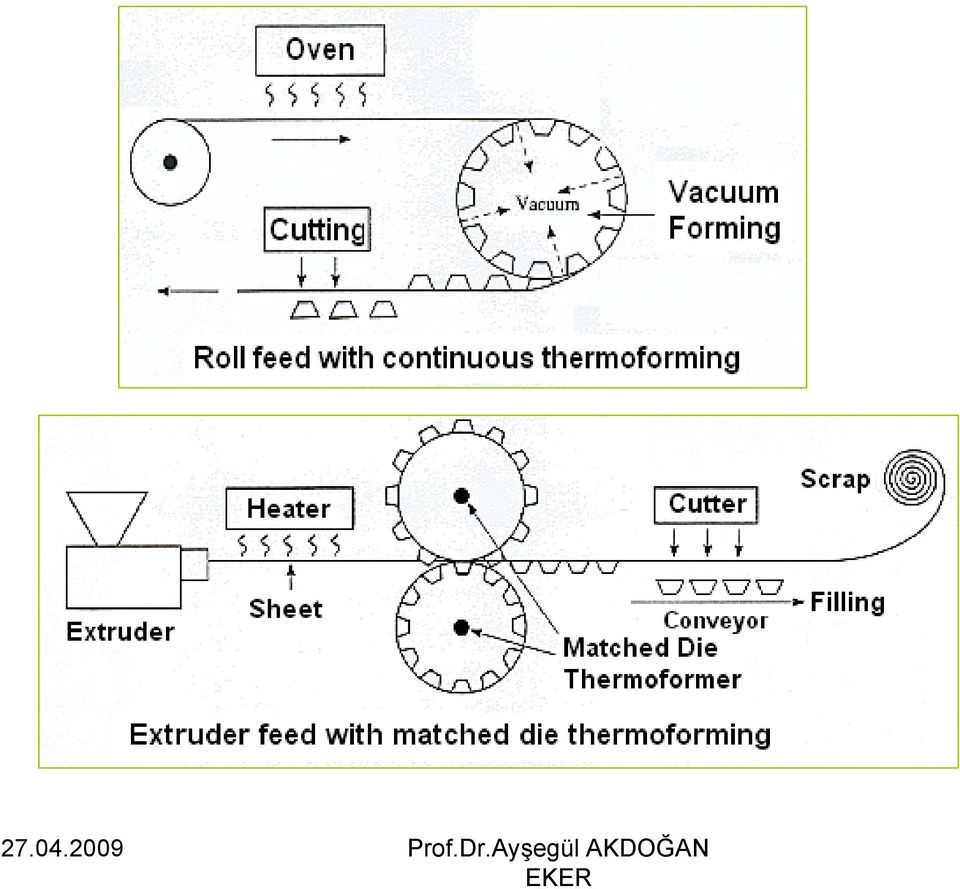
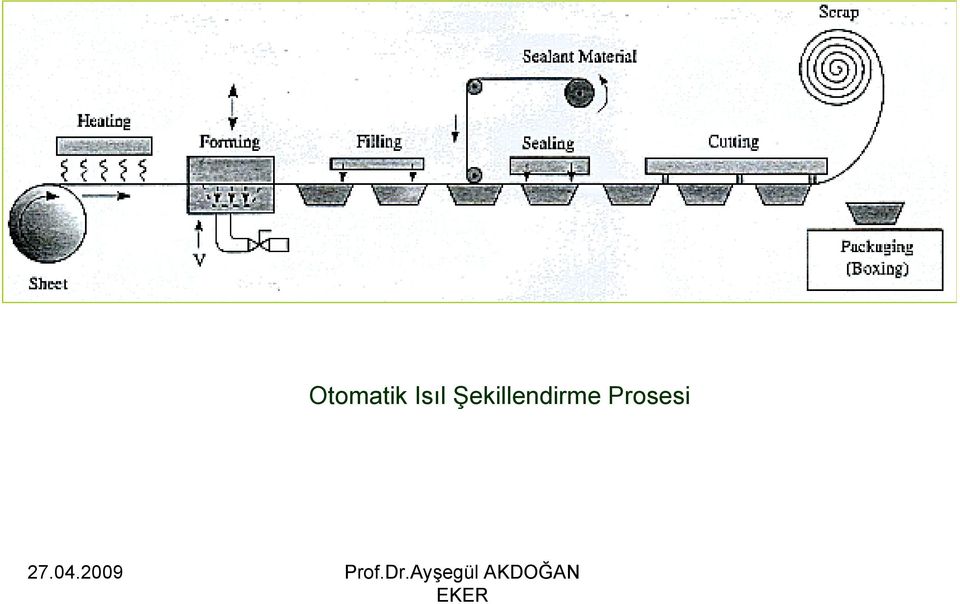
9 1. roll stock 5. trimming station 2. nip rollers 6. scrap wind 3. electric eye 7. part stacking 4. forming station Üretim akışı

10 Otomatik Isıl Şekillendirme Prosesi
11 1. feed hopper 2. extruder screw 3. extruder barrel 4. die 5. roller stack

12 1-thermoplastic sheet 2. reflector 3. tubular heater element 4. direct heat 5. reflected heat 6. actual heat distribution on the plastic sheet diğer ıstma yötemleri; taşıma ve temas yöntemiyle olmaktadır.

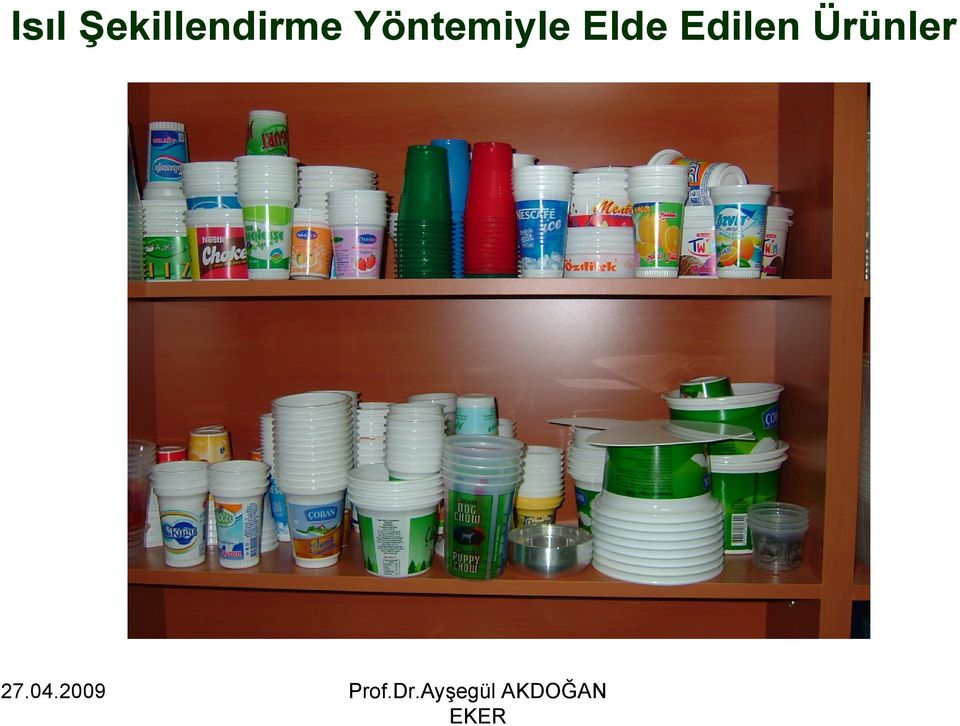
13 Isıl Şekillendirme Yöntemiyle Elde Edilen Ürünler
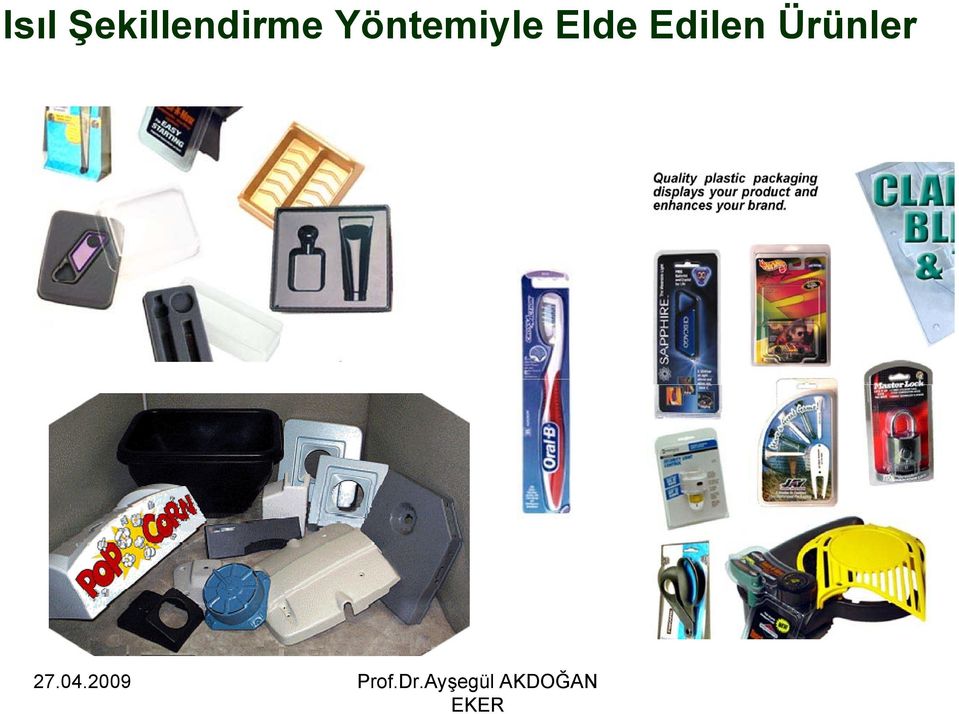
14 Isıl Şekillendirme Yöntemiyle Elde Edilen Ürünler
15 Otomotiv Sektöründe Elde Edilen Ürünler -motor üst koruyucusu oturma birimi parçaları -stepne koruyucusu -dirsek dayama parçaları -jant kapağı -ses yalıtım parçaları bölmeler

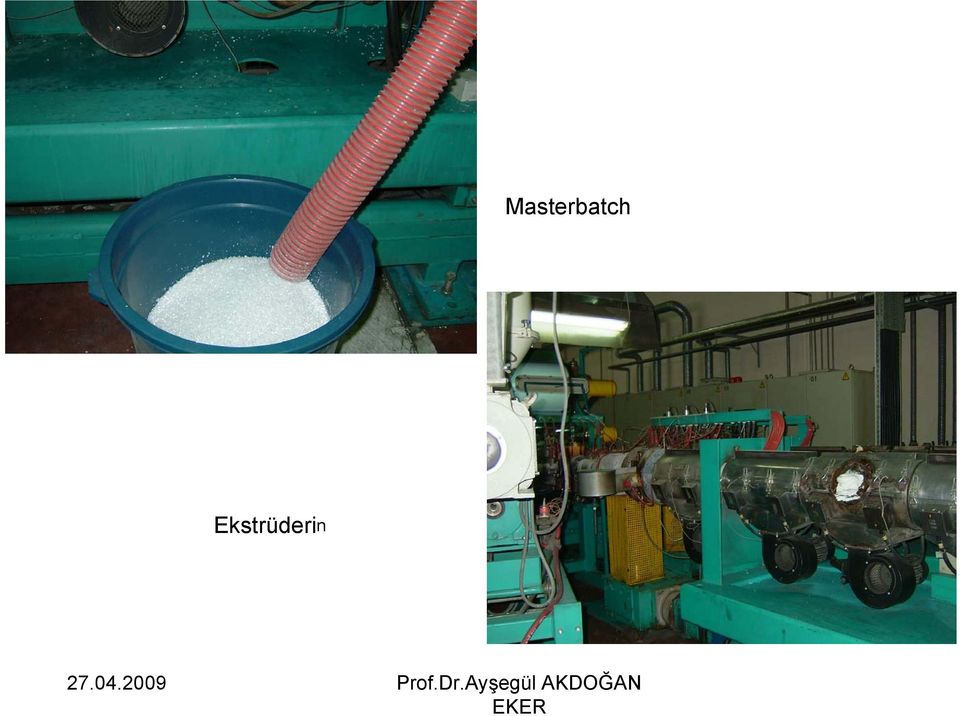
16 PP Bardak İmalatı PP hammaddelerine, ekstrüzyon makinesine gitmeden önce masterbatch adı verilen bir katkı maddesi ilave edilerek mat bir renk almaları sağlanabilir. Renkli levhalar elde etmek üzere, malzemelere renklendirici granüller ilave edilir. Standart PP nin akış indisi 3-4 cm3/dak. dır. Hammadde ekstrüderdeki helezonun dönmesi ve gövdenin ısıtılması ile erir ve homojenize olur. Ekstüderden çıkan plastiğin sıcaklığı yaklaşık 230ºC dir. Levha haline getirilen plastik malzeme, soğutma silindirleri vasıtası ile soğutulur. Bu soğutma silindirleri içinde 20ºC de su dolaşmaktadır. Ekstrüderin görünümü, levhaların sarılması ve soğutma silindirlerinden geçişi görülmektedir. Levhalar, son şekillerine ulaşmaları için termoforming makinesine yollanırlar. Levhaların kalınlıkları 0.2mm ile 2mm arasında değişmektedir. Kalıba girmeden önce levha yaklaşık 200ºC ye ısıtılarak vakum ile şekillendirilir.

17 Masterbatch Ekstrüderin
18 Plastik malzemenin levha olarak ekstrüderden çıkması Kalıptan çıkan plastik levhanın soğutucu haddelerden geçişi

19 Termoforming ünitesine gitmek üzere hazırlanmış levhalar Termoforming ünitesinden çıkan PP bardaklardan arta kalan firelerin granül haline dönüştürülmesi ile geri dönüşümün sağlanması

20 Termoforming makinesinde kullanılan kalıp örneği
21 PS KAP İMALATI Polistiren (PS) hammaddelerine, ekstrüzyon makinesine gitmeden önce masterbatch adı verilen bir katkı maddesi ilave edilerek mat bir renk almaları sağlanabilir. Renkli levhalar elde etmek üzere, malzemelere renklendirici granüller ilave edilir. Kap imalinde kullanılan yüksek darbe dayanımlı PS nin akış indisi 3-40 cm3/10 dak. civarındadır. Ayrıca PS e özel olarak ilave edilen kauçuk, bu malzemenin yumuşamasını sağlarken, özel katışıklar da sertlik ve sıcaklık dayanımı sağlar. Hammadde ekstrüderdeki helezonun dönmesi ve gövdenin ısıtılması ile erir ve homojenize olur. Ekstüderden çıkan plastiğin sıcaklığı yaklaşık 210ºC dir. Levha haline getirilen plastik malzeme, soğutma silindirleri vasıtası ile soğutulur. Bu soğutma silindirleri içinde 20ºC de su dolaşmaktadır. Levhalar, son şekillerine ulaşmaları için termoforming makinesine yollanırlar. Kalıba girmeden önce levha yaklaşık 200ºC ye ısıtılarak basınçlı hava ve vakum ile şekillendirilir. PS için basınçlı hava yöntemi uygulanır Uygulanan basınç yaklaşık 8 bar dır.
22 Termoforming makinesinde kullanılan alt ve üst kalıplar
23 PP BARDAK ve PS KAPLARA BASKI UYGULAMASI Şekillendirmeden gelen parçalar son olarak matbaa bölümüne yollanır. Buradaki matbaa makinelerinde mandren adı verilen ünitelere yerleştirilen parçalar klişe adı verilen boyama elemanları ile temas ettirilerek klişe üzerindeki gösüntünün plastik parça üzerine geçmesi sağlanır. Klişeler, dışardan plastik negatif film şeklinde satın alınır. Işığa duyarlı UV ışıklı printte klişeye istenen yazı ve şekil aktarılır. Ardından klişe banyo makinesine aktarılarak yazıları serleştirilir, kullanıma hazır hale gelir. Boyanın parçaya iyi temas etmesi için korona adı verilen bir sistem ile plastik parça yüzeyinde mikron mertebesinde delikler açılır. Son işlem olarak da UV kurutma uygulanır. Kuru ofset adı verilen bu işlem ile dakikada 380 plastik parçaya baskı yapılabilmektedir.
24 PP bardaklar için kullanılan mandrenler
25 PS yoğurt kapları için kullanılan mandrenler
26 Parçalara mandrende klişeler ile baskı uygulanması
27 UV ışıklı print
28 Şişirme İle Kalıplama (Blow Molding) Yöntemi Şişirme ile kalıplama yöntemi, şişe, bidon gibi içi boş ürünlerin üretiminde kullanılan yöntemdir. Bu yöntemi sınırlayan hususlar da vardır. Malzeme gerilerek şekillendirildiğinden kalıptaki keskin köşelerde incelme nedeniyle yırtılma olabilir. Aynı nedenle cidar kalınlığının çok hassas olarak kontrol edilmesi zordur. Şişirmeyle kalıplama yöntemi ile cidarda ani kalınlık değişiklikleri elde etmek mümkün değildir. Bununla birlikte, parçanın yüzeyi diğer işlemlerde elde edildiği kadar düzgün vs. pürüzsüz olmasa da, genellikle çok iyi yüzey kalitesi aranmayan parçalar bu işlemle şekillendirilir.
29 Ekstrüzyon ile Şişirme Yöntemi Ekstrüderden kalıba parison ismi verilen belirli uzunlukta kesilmiş boru şeklinde yarı mamul gönderilir. Parison, kalıba sıcak girer ve kalıp kapanır.kalıbın altından, üstünden yada yanından kalıp içine hava gönderilerek parisonun kalıp içinde şişerek kalıp cidarı ile temas ederek kalıbın şeklini alması sağlanır. Kalıp içindeki çekme gerilmeleri her yerde aynı olmadığından elde edilen ürünün et kalınlığı her yerde homojen değildir. Uygulanan basınç fazla olmadığından ( MPa) ürün yüzeyleri parlak değildir. Yüksek yoğunluklu polietilen (YYPE), polivinil klorür (PVC) ve polipropilen (PP) gibi termo plastikler kalıplanır. Yöntem ile 3-4 litrelik şişeler üretilebilir.
30 Ekstrüzyon İle Şişirme Yöntemi
31 Ekstrüzyon İle Şişirme Yöntemi
32 Ekstrüzyon İle Şişirme Yöntemi
33 Ekstrüzyon İle Şişirme Yöntemi Parison Extrusion
34 Enjeksiyon İle Şişirme Yöntemi Yöntemde parison, bir çelik çubuğun etrafında enjeksiyon kalıplama ile hazırlanır. Daha sonra kalıba konur, tekrar ısıtılır ve şişirilerek kalıbın seklini alması sağlanır. Bu yaklaşımda daha düzgün cidar kalınlığında ve daha temiz ürün elde edilebilir. Ancak soğutma ve tekrar ısıtma işlemleri prosesin daha karmaşık ve pahalı olmasına sebep olur.
35 Enjeksiyon İle Şişirme Yöntemi
36 Gerdirmeli Şişirme Kalıplama Yöntemle; yüksek mekanik özelliklere, homojen et kalınlığına sahip ve daha düşük nufuziyete sahip PET malzeme esaslı sahip pepsi kola ve koka kola şişeleri üretilebilir. Bu yöntem ilaç, alkolsüz içki, besin, deterjan, kozmetik, vb. gibi ürünlerin ambalaj 1anması amacıyla plastik şişe ve bidon yapımında kullanılmaktadır. Enj eksiyon veya ekstrüzyonla hazırlanan parison şişirilirken iki eksende gerilir ve böylece hem eksenel hem de radyal yönde yönlenme sağlanır. Yönlenme sayesinde ürün şeffaf, yüksek darbe mukavemetine ve düşük gaz geçirgenliğine sahip olur. Bu yöntemle PET, PP, PVC ve PAN gibi termo plastikler işlenir.
37 Gerdirmeli Şişirme Kalıplama CO 2 gazı geçirgenliğine göre plastik malzemeler; Plastik Relatif Geçirgenlik PET 1 PVC 2 HDPE 52 PP (yönlenmiş) 57 LDPE 114 kola şişeleri için en uygun plastik malzeme PET ve PVC dir.
38 Şişirme Yöntemi İle Elde Edilen Ürünler
39 Haddeleme (Kalenderleme veya Perdahlama) Haddeleme yönteminde; Toz veya granül haldeki plastik, uygun miktarda katkı maddeleri (yumuşatıcı,yağlayıcı,renk verici,stabilizatör v.s) ile karıştırılır ve yumuşak hale getirilir. Bu karışım C ısınmış haddeler arasından geçirilir, film veya levha haline dönüştürülür. İstenilen kalınlığa gelince bir seri soğutma haddesi arasından geçirilir, sertleştirilir sonra kangala sarılır. Haddeleme hattını oluşturan haddeler: karıştırıcı-yumuşatıcı, istenilen kalınlığı gerçekleştiren yani kalibrasyonu yapan, soğutucu ve yönlendirici olabilirler. Karıştırıcı-yumuşatıcı hadde sistemi en az iki haddeden oluşur; soğutucu ve yönlendiriciler ise bir haddeden meydana gelebilir. Kalibrasyon haddelerinin arasındaki uzaklık, ürünün kalınlığına göre ayarlanır. Çift çalışan haddeler şekilde gösterildiği gibi yatay (a), eğik (b) veya dikey (c) şeklinde tertiplenebilir.
40 Haddeleme (Kalenderleme veya Perdahlama) Genellikle haddeleme termoplastik malzemelere ve özellikle ısıl dayanıklılığı düşük polimerlerin işlenmesinde uygulanır. Tipik bir örnek polivinilklorür (PVC)'dir. PVC esnek, yarı sert ve sert olmak üzere üç şekilde kullanılır. Esnek PVC ile yağmurluklar, banyo perdeleri, teyp bantları, yatak örtüleri, vb; yarı sert PVC ile masa örtüleri, yer döşemeleri; Sert PVC ile kredi kartları, tepsiler, işaret levhaları, vb. imal edilmektedir. Haddeleme ile şekillendirilen diğer plastiklere örnek olarak ABS polimerleri ve dolgulu polietilen verilebilir.
41 Haddeleme
42 Köpük Plastikler Köpük plastikler, içerisine dağılmış bireysel veya birbirine bağlı çok sayıda hücrelerle yoğunlukları azaltılmış plastiklerdir. Hemen hemen tüm hücreleri birbiri ile bağlantılı olan köpük plastikler açık hücreli ( üre formaldehit, poliüretan, polivinil klorür alçak basınç köpük malzemeler ) olarak ; hücrelerin çoğunluğu birbiri ile bağlantılı olmayan plastikler de kapalı köpük hücreli ( polivinil klorür yüksek basınçta polietilen, epoksi ve silikon plastik köpükler ) olarak adlandırılırlar. Karışık hücreli olanları ise hem açık hem de kapalı hücreleri bir arada bulundururlar (fenol formaldehit köpük plastikleri ). Köpük plastiklerin üretimleri dört farklı şekilde gerçekleştirilebilir. 1. Bir plastik biçimlendirme cihazında (enjeksiyon, ekstrüzyon gibi) eritilmiş plastiğe basınç altında ya da serbest olarak köpük yapıcı maddelerin karıştırılması ve cihaz çıkışında da basıncın kalkması ile malzemenin üretilmesidir. 2. Plastiğin üretimi sırasında oluşan gazların plastiğe köpüklü bir yapı kazandırmasıdır. Poliüretanın köpüklü tür üretiminde bu olay görülür. 3. Plastiğin bir kimyasal tepkime ile oluşumu sırasında ortama mekanik karıştırma ile gaz verilmesi sonucu plastik üretimidir. Fenol formaldehit köpük plastiği örnek olarak verilebilir. 4. Çözücülerde çözünebilen bazı plastiklerin bu solventlerle akıcılığı az hale getirilerek ısıtılması, ortamdan ayrılan gazların yapıyı köpüklü hale getirmesidir. Köpük plastikler ambalajlamada, ısı ve ses yalıtımlarında kullanılmaktadırlar. Çatıların ısı yalıtımında daha çok polistiren köpük, buzdolaplarında sert poliüretan ve polistiren köpükler, ses yalıtımında da yerine göre yumuşak veya sert köpük plastikler kullanılmaktadırlar. Elektrik yalıtımında da yüksek yoğunluklu yumuşak plastik köpükler kullanılır.
43 Köpükleme Yöntemleri Yöntem, hem termoplastiklere hem de termosetlere uygulanabilir. Köpük malzeme, büyük hacime ve düşük yoğunluğa sahiptir. Köpükler esnek ve rijit olmak üzere ikiye ayrılır. Esnek köpükler hafif ve yüksek rezilyansa sahiptir. Rijit köpükler çok iyi mukavemet/ağırlık oranına sahiptir.
44 Köpükleme Yöntemleri Termoplastiklerin köpüklenme işleminde; kalıp içine plastik karışım, gaz veya kolaylıkla gaz haline geçebilen sıvı köpükleyici madde ilave edilir. Kalıp ısıtılınca gaz genleşir ve malzeme yapısında boşluklar oluşturan köpüklü yapı oluşur. Hızlı soğutma uygulayarak plastik genleşmiş halinde katılaşır. Kullanılan plastik malzemeye ve genleşme derecesine bağlı olarak termo plastiklerden hem esnek hem de rijit köpük elde edilebilir.
45 Köpükleme Yöntemleri Termosetlere uygulanan köpükleme yöntemi; reçine, katalizör ve şişirme maddesi karıştırılır. Kalıbın ısıtılmasıyla şişirme için kullanılan kimyasal madde, kalıbın içinde oluşan kimyasal reaksiyon sonucu gaz haline geçerek sıvı karışım genleşerek köpük haline geçer. Aynı zamanda sıcaklığın etkisi ile plastik molekülleri arasında çapraz bağ oluşarak termoset malzeme katılaşır.
46 Termoset malzemenin köpük haline gelmesi
47 Köpükleme Yöntemi Gelişmiş teknolojilerde köpük üretimi, sürekli çalışan tesislerde gerçekleşir. Yöntemde; reçine ile köpük yapıcı malzeme ve katalizör ile birinci karıştırıcıda karıştırılır. Karışım hızla dönen ikinci karıştırıcıya gönderilir ve aynı anda hava verilir. Reçine hava karışımı kalıba gönderilir ve kalıp ısıtılarak köpük oluşumu sağlanır.
48 Yap-Boz Köpük Yapboz Polietilen Köpük yeniden kullanılabilir, esnek, yüksek verimliliğe sahip, düşük yoğunluklu polietilenden mamül yastıklama malzemesidir. Standart köpük ile aynı özelliklere sahip olup polietilen köpüğün bir yüzüne 3mm.lik yüksek yoğunluklu polietilen malzemenin lamine edilmesiyle imal edilir. Yap-Boz Köpük Özellikleri; Yastıklamada yüksek performansa sahiptir, Daha az malzeme kullanarak etkin koruma sağlar, Anti-statik malzeme seçeneği vardır, Nakliye giderlerinizin azalması ve depolama alanınızın küçülmesini sağlar, Esnek yapıya sahiptir, Yüksek darbe dayanımına sahiptir, Hafiftir, Suya dayanıklıdır, Estetik görünüme sahiptir, Yeniden kullanılabilir, Uygulama sahasının oldukça geniştir
49 Yap-Boz Köpük Ürünün Faydaları; Ø Yüksek performanslı yastıklama- ile alternatif pek çok paketleme malzemesine göre daha az köpük kullanarak aynı veya daha iyi koruma sağlanır. Ø Nakliye ve depolama giderlerinde düşüş- daha az köpüğün kullanılması paketlerin küçülmesinide beraberinde getirir. Bu da nakliye bedellerinin düşmesini ve depolama alanlarının küçülmesini sağlar. Ø Mükemmel esnek yapısı sayesinde ambalajda deformasyon olmaması- polietilen köpük esnek yapısı sayesinde üzerine gelen kuvvet kalktıktan sonra hemen ilk haline döner.bu da aynı malzemeyi yeniden kullanan firmalar için ideal bir yastıklama malzemesi olmasını sağlamaktadır. Ø Geliştirilmiş paket estetiği- düzgün ve etkileyici görünüme sahip olması ürünün ve paketin imajını arttırmaktadır.
50 Plastiklerin Talaşlı İşlenmeleri
51 Plastiklerin Talaşlı İşlenmeleri Talaş kaldırma çubuk, plaka gibi talaşsız şekil verilmiş yarı mamullere uygulanır. Prensip olarak metallere uygulanan talaş kaldırma yöntemleri plastiklere de uygulanır. Ancak plastiklerjn talaş kaldırmasında, onları metallerden ayıran aşağıdaki hususlara dikkat edilmesi gerekir: (a) Plastikler ısıyı kolay geçirmez fakat ısıdan kolay etkilenirler; (b) bazı plastikler abrazif kuvvetlendirici içerirler; (c) çoğunlukla yumuşak ve sünektirler. Sıcaklığın etkisi altında termoplastikler yumuşar, lastik gibi bir hal alır ve takımı çabuk körletir; bunun yanısıra termoplastikler yüksek sıcaklıkta yanar ve bozulur. Talaş kaldırma sırasında oluşan ısı, plastik malzemeden geçmediği için takım üzerinden geçmek zorundadır. Bu nedenle talaş kaldırmada iyi netice alınabilmesi takımın ısı iletmesine bağlıdır; bu da kesme ağzı çok keskin ve yüzeyleri parlatılmış takımlar istemektedir. Testere ile kesmede, disk şeklinde testerelerin yerine soğuması için daha çok zaman alan doğrusal testere tercih edilmektedir. Talaş kaldırma sırasında soğutucu madde olarak hava, su veya yağ kullanılabilir.
52 Plastiklerin Talaşlı İşlenmeleri Plastikten üretilen birçok parça kalıptan çıktığında basit bir çapak alma işleminden sonra kullanıma hazır olur. Ancak bazı hallerde hassas ölçülerin tutturulması, kalıplama ile verilemeyen formlar için talaş kaldırarak yapılan işlemler zorunlu hale gelir. Bu işlemler tornalama, frezeleme, delme, diş açma ve kesme olabilir. Plastiklerin metallere göre değişik özelliklere sahip olması onların talaşlı işlenmesinde bazı önlemlerin alınması zorunlu kılar. Başta ısısal özellikler olmak üzere ( ısı iletkenliği, genleşme katsayısı, yumuşama noktası gibi) bazı mekanik özellikler ( sertlik, esneklik modülü) plastiklerin talaşlı işlenmelerinde çok önemli etkenlerdir. Metallerin işlendiği takımlarla ve onların verileri ile işlendiklerinde çoğu kez plastikler eriyerek takıma sıvanır ve işleme istenen amaca ulaşılamaz. Bu nedenle plastiklerin talaşlı işlenmelerinde özel takımlar ve azaltılmış hızlar uygulanır. Bu takımlar ve hızlar plastik türlerine göre de değişir. Plastikler içinde termosetler, dolgulu olanlar ve fluorokarbon sınıfı (teflon gibi) sorunsuz işlenirler.
53 Plastiklerin Talaşlı İşlenmeleri Plastikler yumuşak olduğundan genellikle talaş kaldırmada yüksek kesme hızları kullanılabilir. Ancak malzemeyi kazımamak için takımın kesme açısı geniş açı şeklinde olmalıdır. Genellikle talaş kaldırma ile parça çok sıkı toleranslarla işlenmektedir. Ancak plastik malzemelerde çok sıkı toleranslar değersiz kalır. Bunun nedeni plastiklerin talaş kaldırması sırasında boyutların değişmesi ve ayrıca bazı plastiklerin nem emerek şişmesidir. Kuvvetlendirilmiş plastikleri işlemek için genellikle sert metal (karbür) takoz kullanılır.
54 Freze takımı
55 Plastik malzemenin talaşlı imalatı; Freze için veriler
56 Plastiklerin Tornalanması Tornalamada kullanılan kesme takımları sert metal veya hava çeliğinden yapılır. Bazı parçaların biçim ve malzemesinden kaynaklanan esnekliğin fazla oluşu torna tezgahına bağlanırken desteklenmeyi gerektirir. Soğutma gerektiğinde de bor yağı gibi suda çözünen akışkanlar kullanılarak amaca ulaşılır. Plastiklerin tornalanması için ifade edilenler burada da geçerlidir. Malzeme özelliklerinden kaynaklanan destekleme, soğutma, düşük hızlarda çalışma gibi hususlara önem verilmelidir. Torna takımı
57 Plastik malzemenin talaşlı imalatı;torna için veriler
58 Plastiklerin Delinmesi Delme takımlarının uç formları ve helis açıları ile uç bilemede verilen boşluk açısı önemli ölçüde fonksiyoneldir. Tablo da plastik türlerine göre takım açıları verilmektedir.
59 Plastik malzemenin talaşlı imalatı; Matkap için veriler Spiral matkap
60 Plastiklerin Kesilmesi Tornalama hızının yarısı alınarak plastikler testere ile kesilebilir. Testere
61 Plastik malzemenin talaşlı imalatı; Testere iç veriler
62 Plastiklere vida açma Çok küçük çaplı deliklere yağlamaya gerek kalmadan kılavuz takımı ile diş açılabilir. Daha büyük çaplı delikler için su veya bor yağı ile soğutma yapmak sureti ile çalışılır. Bazen de rijit plastik parçalar matkapla delindikten sonra delik çapından biraz büyük sac vidası ile tespit edilebilirler. Sac vidası ısıtılarak deliğe vidalanır.
63 PLASTİKLERİN BİRLEŞTİRİLMESİ Yarı mamul şeklindeki plastiklerin birbirine bağlanmasında metalsel malzemelerde olduğu gibi kaynak, yapıştırma ve mekanik birleştirme yöntemleri uygulanabilir. Ancak bu bağlantıların gerçekleştirilmesi için plastiklerin özellikleri dikkate alınmalıdır
64 Plastiklerin Kaynağı Bilindiği gibi kaynak ısının etkisi ile gerçekleştirilen bir bağlama yöntemidir. Isı, birleştirilecek yüzeyleri yumuşatır veya ergitir; işlemde bağlanacak malzemelerle aynı bileşime sahip ve elektrot denilen ilave malzeme kullanılır veya kullanılmaz. Kullanıldığı durumda elektrot, uygun bir şekilde açılmış kaynak ağzını doldurur ve kaynak meydana gelir. Elektrot kullanılmadığı zaman, yumuşatılmış yüzeyleri birbirine bastırarak kaynak gerçekleştirilir. Birinci yönteme eritme kaynağı, ikincisine ise basınç kaynağı denilir. Aynı yöntemler plastik malzemelere de uygulanır. Plastiklerden sadece termoplastikler kaynak edilebilir. Termosetlerin kaynağı mümkün değildir; bunun nedeni bu plastiklerin sıcaklıkla sertleşmesidir. Bu malzemelere bir defa şekil verildikten sonra, ısının etkisi altında yumuşamazlar, ancak yanabilir veya kömürleşebilirler. Plastik malzeme kaynağında göz önünde tutulması gereken önemli bir husus, talaş kaldırma yöntemlerinde de belirtildiği gibi, bu malzemelerin ısıyı iletmedikleri ancak ısıdan kolay etkilendikleridir. Dolayısıyla derin bir eritme elde etmek çok zordur; ayrıca elektrotun özü yumuşamadan yüzeyi kömürleşebilir veya yanabilir.
65 İki tip plastik kaynak çeşidi vardır. a)- Dıştan ısıtma isteyen kaynak grubu b)- Isıyı kendisi yaratan kaynak grubu DIŞTAN ISITMA İSTEYEN PLASTİK KAYNAKLAR 1. Sıcak Gaz Kaynağı 2. Sıcak Eleman Kaynağı 3. Lazer Kaynağı 4. İndüksiyon kaynağı 5. Yüksek frekans kaynağı 6. Elektrik direnç kaynağı ISIYI KENDİSİ YARATAN PLASTİK KAYNAKLARI 1. Sürtünme kaynağı 2. Ultrason kaynağı 3. Titreşim kaynağı
66 Sıcak Gaz Kaynağı Termoplastik parçalar yine kendi türlerinden olmak üzere 3 mm çapta çubuk kullanılmak sureti ile sıcak hava üfleyen bir hamlaç ile kaynak edilebilirler. Kaynatılacak parçaların birleşim yerlerine talaşlı işlem ile kaynak ağzı açılırsa kaynağın tutma gücü daha da artar. Hamlacın sıcaklık ayarı plastiğin yumuşama özelliğine göre yapılarak kaynak sırasında çubuk ile kaynak ağzı beraber ısıtılmak sureti ile kaynak işlemi tamamlanır. Kaynaktan sonra gerekli ise talaşlı işlem uygulanır.
67 Sıcak Gaz Kaynağı (a) Birleştirilecek yüzeyler bir ısıtıcı eleman ile ısıtılır ve yumuşak hale getirilir; (b) ısıtıcı eleman yüzeylerden çabuk olarak uzaklaştırılır; (e) parçalar bastırılır ve bu şekilde kaynak yeri soğuyuncaya (katılaşıncaya) kadar tutulur Gaz kaynağı sıcaklık parametreleri
68 Sıcak gaz kaynağı geniş bir sıcaklık aralığında yumuşayan PVC nin kaynağı için elverişlidir. Kaynak dikiş formları; Köşe birleştirme Kaynak dikiş formları;t birleştirme
69 Sıcak Gaz Kaynağı Bu yöntem büyük parçalar için çok elverişlidir. Birleştirme elemanı olarak elektrot kullanılır. Birleşecek parçaları ısıtmak için sıcak gaz kullanılır. Sıcak gaz olarak hava ve azot gazı kullanılır. Kullanılacak gaz ların kuru ve temiz olması gerekir. Elektrot ile kaynak edilecek parçanın yapısı aynı olmalıdır. Plastik kaynağı yapılacak parçalara önce parçanın konumuna göre V,T şeklinde ağız açılır. Kaynak edilecek parçalarla birlikte elektrot malzemesi sıcak gaz ile( ) ısıtılır. Gaz sıcaklığı ise plastiğin cinsine göre arasında olur.sert termoplastiklerde elektrot un bastırılması düz bir parça ile,yumuşak plastiklerde rulo ile yapılır.
70 Sıcak Eleman Kaynağı Bu yöntemde elektrot kullanılmaz. Kaynatılacak parçalar alın alına veya T oluşturacak şekilde tutulur. Elektrik resistansı ile çalışan bir sıcak eleman parçalar arasına getirilir. İyice yumuşayan plastik parçalar arasındaki sıcak eleman hızla aradan çekilir. Parçalar bastırılır. Yüzeyler birbiri ile birleştirilir. Parçalar soğuyuncaya kadar kalıpta tutulur. Parçalar soğuduktan sonra dışarı alınır.
71 Termoplastiklerin sıcak eleman kaynağı (kama şeklinde ısıtıcı)
72 Laser Kaynağı Termoplastiklerin çoğu transparan olduğundan bu şart kendiliğinden yerine gelir. Emme özelliği için plastiğe katkı maddesi ilavesi(karbon) gerekir. Önce dalga uzunluğu nm olan lazer ışını gönderilir. Laser (3), transparan (1) parçadan geçer,ışık emici (2) parçanın yüzeyini ısıtır. Bu ısı, (1) no lu parçanın da ısınmasına sebep olur. Her iki parçanın yüzeyleri erir Parçalar soğur, katılaşır. Güçlü bir bağ oluşur. Plastik laser kaynaklarında Bindirme tipi kaynaklar iyi netice verirken alın kaynak tipleri iyi netice vermez. Çünkü plastiklerin ısı iletimleri düşüktür. Yanal ısı yayılması yeterli olmaz.
73 Titreşim Basınç Kaynağı Alın alına getirilen plastik parçalar titreşim ve basınç ile temas yüzeyinde oluşan ısı neticesinde yumuşatılır. Belirli bir süre sonra titreşim hareketi durdurularak basınç bir süre daha uygulanır. Ardından soğumaya bırakılarak kaynak işlemi tamamlanır.
74 Plastiklerin birbirleri ile laser kaynağı yapılıp yapılamayacağını gösteren tablo.
75 Laser kaynağı yapılmış plastik parça örnekleri
76 Yüksek Frekans Kaynağı Bu yöntem, parçaların temas yüzeylerinde yüksek frekans(20-60 MHz) oluşturan Elektromanyetik enerji kullanır. Kaynak edilecek plastiğin yalıtkanlığını esas alan bir yöntemdir. Kaynak edilecek plastikler iki elektrot plaka arasına konur. Yüksek frekans elektromanyetik alan doğurur. Plastikler yalıtkandır. Elektrik kayıpları meydana gelir. Plastiklerin molekülleri dipol moment özelliğine sahip olduklarından erime aşamasına kadar titreşirler ve ısı doğar. Parçalar doğan ısı ile yumuşarlar ve elektrotlarla bastırılır. Elektromanyetik alan kesilir. Kaynak soğur ve sonra katılaşma meydana gelir. Bu yöntemle dipol momentine sahip genellikle PVC ve PU plastikleri kaynak edilir. Başka plastikler ancak polar katkı malzemesi ilave edilerek bu yöntemle kaynak edilebilirler. Bu yöntemin en önemli avantajı hız dır.plastikler birkaç saniye içinde ısınırlar. Bu kaynak yöntemi özellikle tıp alanında ve tüketim mallarının paketlenmesinde kullanılan film lerin kaynağında çok kullanılır.
77 Termoplastiklerin yüksek frekans kaynağı
78 ELEKTRİK DİRENÇ KAYNAĞI Yöntemde; Plastik parçalar iki elektrot arasına konur. Elektrik akımı verilir. Bu yöntemde kaynak hızlı yapılır, kolayca otomatiğe çevrilebilinir, ekonomiktir. Elektrota ihtiyaç yoktur, çarpılma görülmez.
79 İnce Katman veya Film kaynağı Termoplastikten yapılmış olan ince katman veya filmler üst üste getirilerek plastiğin yumuşama derecesinden daha yüksek bir sıcaklıktaki iki dar çubuk veya disk arasında bastırılmak sureti ile kaynak edilebilirler. Sıcak, özel makas kullanılarak kesme ve kaynak bir arada kullanıldığı gibi bazen de ince film daha kalın bir plastiğe değişik mekanizmalar kullanılarak kaynatılabilirler.
80
81 Çözgen Dispersiyon Kaynağı Uygun bir çözücüde çözünebilir plastiğin %8-10 luk bir dispersiyonu ile yüzey temizlikleri yapılmış iki plastik parça yapıştırılabilir. Bu dispersiyondan etkilenebilir nitelikteki parçalara ince bir tabaka halinde sürüldükten sonra parçalar alın alına geçirilerek baskı altına alınır, veya vidalı ise vidalanır, sonra kurumaya bırakılarak işle tamamlanır. Plastik sanayinde indüksiyon ısıtma, radyo frekans veya yüksek frekans, partiküllü akışkanların kullanıldığı manyetik ve metal-plastik çifti için de kullanılan ultrasonik kaynak yöntemleri bu alanda geliştirilmiş modern yöntemlerdir. Elektromanyetik ve ultrasonik kaynak uygulamaları sınırlı olup belirli plastikler bu yolla kaynak edilebilmektedirler.
82 Plastiklerin elektromanyetik kaynağa yatkınlığı
83 Plastiklerin ultrasonik kaynağa yatkınlığı
84 Sürtünme Kaynağı Basınç kaynağının bir çeşidi olan sürtünme kaynağında birleştirme yüzeyleri arasında izafi hareketli bir sürtünme ve bunun bir sonucu olarak ısı meydana gelir. Isının etkisi altında yüzeyler yumuşar ve parçalar bastırılarak parçalar arası birleşme meydana gelir. İşlem çok çabuk (30 ila 40 saniye) gerçekleşir, ancak birleşme sonucu dikis yerinde çepeçevre bir çapak kalır. Sürtünme kaynağı oldukça sert olan PVC gibi plastikler için kullanılır.
85 Ultrason Kaynak Yüksek frekansın bir uygulama şekli olan ultrasonik kaynakta, parçanın birleştirilecek yüzeyleri bir ilave malzeme kullanılmadan ultrason etkisi ile ısınır ve uygulanan basınçla da kaynak yapılır. Termo plastiklerin yüksek frekans kaynağı oksit gibi yabancı tabakalardan temizlenmiş parçalar arası moleküler kohezyonun sağlanmasına bağlanır. ulltrasonik kaynak için dikiş formları
86 Plastik Çeşidine Göre Kaynak Yöntemi Seçimi Acrylic PMMA * Sarı yanar, alevin dibi açık-mavi, aromatik koku vardır, kendi kendine sönmez. --- Ultrasonik, sıcak hava kaynak yöntemi ile kaynaklanır. Acrylonitril Butadien Styrene --- ABS * İsli yanar,alev rengi portakal rengidir,lastik gibi kokar,kendi kendine sönmez. --- Sıcak eleman,sıcak hava,ultrasonik kaynak yöntemi ile kaynaklanır. Polyacetal --- POM * Açık mavi bir alevle yanar, --- Sıcak eleman,sıcak hava+azot gazlı,ultrasonik kaynak yöntemi ile kaynaklanır. Polyamide PA * Sarı yanar, alevin dibi mavi ve alev islidir, erir ve köpük yapar formik asit gibi koku vardır, kendi kendine sönmez. --- Sıcak eleman ve sürtünme kaynak yöntemi ile kaynaklanır.
87 Plastik Çeşidine Göre Kaynak Yöntemi Seçimi Polycarbonate --- PC * İsli alevle yanar,sarı alev ve kızarmış kül vardır,tatlı kokar,kısmen kendi kendine söner. --- Tüm kaynak metodları ile kaynaklanır. Polyetilen --- PE * Açık bir alevle yanar,altı mavi,üstü sarıdır,damlama yapar ve donyağı gibi kokar.kendi kendine sönmez. --- Sıcak eleman,sıcak hava,sürtünme kaynak yöntemi ile kaynaklanır. * Sıcak eleman kaynağı sıcaklığı PE : 800 : Sıcak eleman kaynağı sıcaklığı PE : (Hızlı değişim-aşırı zaman) Polypropylene --- PP * Açık alevle yanar,altı mavi üstü sarı renktedir,çok damla damlatır yağ veya mum gibi kokar, kendi kendine sönmez. --- Sıcak eleman,sıcak hava,sürtünme kaynak metotları ile kaynaklanır. Sıcak eleman sıcaklığı : ± 10 0 Polystyrene --- PS * Portakal rengi isli bir alevle yanar,kendi kendine sönmez. --- Sıcak eleman,sıcak hava,ultrasonik kaynak yöntemi ile kaynaklanır.
88 Plastik Çeşidine Göre Kaynak Yöntemi Seçimi Polysulfon --- PSU * Kendi kendine sönmez. --- Sıcak eleman,sıcak hava,sürtünme,ultrasonik kaynak metodları ile kaynaklanır. Polyvinylcloride --- PVC * Kenarlarında yeşili olan sarı renkli isli bir alevle yanar,beyaz bir duman ve hidroklorik asit kokusu gibi kokar.kendi kendine sönmez. --- Tüm kaynak yöntemi ile kaynaklanır. Polyvinylidenchlorid ---PVDF * Kendi kendine sönmez, nin üzerinde ısıtılırsa,zehirleyici duman salar. --- Sıcak eleman,sıcak hava,sürtünme,ultrasonik kaynak metodları ile kaynaklanır. Sıcak eleman sıcaklığı : ± 8 0
89 Plastiklerin Yapıştırılmaları Çözünen plastikler olan termo plastikler %8-10 oranındaki kendi dispersiyonu ile yapıştırılırlar. Yapıştırma işlemi için yüzey temizliği şarttır. Yapıştırılacak plastik parçalarının iki yüzüne de ince bir tabaka dispersiyon sürülerek sıkıştırılır ve kurumaya terk edilirler. Genellikle yüksek polimerler olan çözünmeyen plastikler ise bir ön yüzey işlemine tabi tutulurlar.
90 Plastiklerin Yapıştırılmaları Yapıştırmada birleştirilecek yüzeylerin arasına çok ince ( mm) bir tabaka şeklinde yapıştırıcı malzeme sürüldükten sonra belirli bir süre basınçsız veya basınç altında tutularak, bağlantı meydana getirilir. Genellikle yapıştırıcı malzeme, kimyasal reaksiyon sonucu katılaşarak bağlantıyı gerçekleştirir. BağIama mukavemeti yapıştırıcı parçaların yüzeyleri arasında meydana gelen adhezyon olayına dayanır. Yapıştırma işlemi oda sıcaklığında veya bunun üstünde (200 C a kadar) yapıldığından ısı faktörü önemli değildir. Bu yapıştırma yolu ile bağlanan çok ince parçalarda sebep olduğu şekil değiştirmeler veya çarpılmalar meydana gelmez; ancak bağlantının ısıya karşı mukavemeti lehim bağlantısına nazaran daha azdır. Bu nedenle yapıştırma bağlantılarının kullanıldıkları yerde işletme sıcaklığı mak simum 100 C olabilir.
91 Plastiklerin Yapıştırılmaları Hassas cihaz tekniğinde, elektronik ve optik sanayi kollarında çok uygulanan bu yöntem son zamanlarda makine konstrüksjyonlarında da tatbik edilmeye başlanmıştır. Yapıştırma malzemesi olarak dünyada çeşitli tipte yapıştrıcı kullanılmakta olup çeşitli, isimler (Araldit,Reduz) ve semboller (404) altında tanımlanmaktadır. Yapıştırıcıların malzemesi fenol, epoksi, poliester ve akrilik reçinelerj gibi suni reçinelerdjr. Toz, pasta veya sıvı halinde olabilen yapıştırıcı].ar genellikle birisi esas yapıştırıcı, diğeri katılaştırıcı (katalizatör) olmak üzere iki bileşenden meydana gelir.
92 Plastiklerin Yapıştırılmaları Yapıştırıcılar üç gruba ayrılabilir: (a) Oda sıcaklığında katılaşan soğuk yapıstırıcılar; (b)oda sıcaklığında ve basıncın etkisi altında katılaşan yapıştırıcılar (c) Cde katılaşan ve basınç gerektiren veya gerektirmeyen sıcak yapıştırıcılar. Plastik malzemelerin yapıştırılması için ilk iki gruba giren yapıştırıcılar kullanılır. Bunlar genellikle iki bileşenden oluşan yapıştırıcılardır. Teknoloji bakımından yapıştırma işlemi aşağıda gösterilen ana kademelerden oluşur. a.on hazırlık. Yapıştırılacak yüzeyler işlenjr ve temizlenir. Yüzeyin pürüzlü].üğü ve temizliği, bağlantı mukavemetjni önemli şekilde etkilemektedir. b.yapıştırıcının hazırlanması. İki bileşenlj, yapıştırıcılarda yapıştırıcı ve katılaştırıcı bileşenler yapıştırma işleminden önce birbirine karıştırılır, Bu şekilde hazırlanan yapıştırıcılar bir süre bekletilir veya derhal yüzeylerin üzerine sürülür
93 Plastiklerin Yapıştırılmaları Bağlantının mukavemetini arttırmak için şekilde gösterildiği gibi yapıstırına yüzeyleri büyütülür Plastiklerin yapıştırılması
94 Yapıştırmalı köşe birleştirmeleri Yapıştırmada konstrüksiyon şekilleri
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİKLERİN KAYNAK EDİLMELERİ
 PLASTİK KAYNAĞI PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİKLERİN KAYNAK EDİLMELERİ * Tüm plastik çeşitleri kaynak edilebilinir mi? Plastiklerden yalnızca termoplastikler kaynak edilirler. Ancak tüm
PLASTİK KAYNAĞI PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİKLERİN KAYNAK EDİLMELERİ * Tüm plastik çeşitleri kaynak edilebilinir mi? Plastiklerden yalnızca termoplastikler kaynak edilirler. Ancak tüm
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2
 1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
3M VHB Bantlar VHB. THE Acrylic Foam Tape. Güvenilirlik, Güç. ve Dayanıklılık. VHB Akrilik Köpük Bantlar
 3M VHB Bantlar VHB THE Acrylic Foam Tape Güvenilirlik, Güç ve Dayanıklılık VHB Akrilik Köpük Bantlar Kalite avantajları güçlü ve dayanıklı yapıştırma geliştirilmiş estetik görüntü mükemmel sızdırmazlık
3M VHB Bantlar VHB THE Acrylic Foam Tape Güvenilirlik, Güç ve Dayanıklılık VHB Akrilik Köpük Bantlar Kalite avantajları güçlü ve dayanıklı yapıştırma geliştirilmiş estetik görüntü mükemmel sızdırmazlık
PLASTİKLER (POLİMERLER)
") PLASTİKLER (POLİMERLER) PLASTİK NEDİR? Karbon ile hidrojen bileşiği plastiği oluşturur. Petrolden elde edilir. Monomer adı verilen binlerce küçük molekülün ısı ve basınç altında birleşerek kocaman bir
PLASTİKLER (POLİMERLER) PLASTİK NEDİR? Karbon ile hidrojen bileşiği plastiği oluşturur. Petrolden elde edilir. Monomer adı verilen binlerce küçük molekülün ısı ve basınç altında birleşerek kocaman bir
Ekstrud Edilmiş Ürünler Levha Termoforming. Ekstruzyon. Tüp. İnjeksiyon Kalıplama. Rotasyonal Kalıplama. Yapısal Köpük Kalıplama
 1 TİCAR POLİMERLER İŞLEME TEKNİKLERİ Termoplastikler, termosetler, elastomerler ve kompozitler çeşitli yöntemlerle şekillendirilir. Uygulamaları en yaygın olan prosesler arasında, injeksiyon kalıplama,
1 TİCAR POLİMERLER İŞLEME TEKNİKLERİ Termoplastikler, termosetler, elastomerler ve kompozitler çeşitli yöntemlerle şekillendirilir. Uygulamaları en yaygın olan prosesler arasında, injeksiyon kalıplama,
CLEANEX PLASTİK MAKİNALARITEMİZLEME EMÜLSİYONU
 CLEANEX PLASTİK MAKİNALARITEMİZLEME EMÜLSİYONU Termoplastik malzeme ve renk değişiminde hızlı, etkili ve ucuz temizlik Sağlar. Hızlı malzeme ve renk değişimi ile üretim verimliliği sağlar. Okside olmuş,
CLEANEX PLASTİK MAKİNALARITEMİZLEME EMÜLSİYONU Termoplastik malzeme ve renk değişiminde hızlı, etkili ve ucuz temizlik Sağlar. Hızlı malzeme ve renk değişimi ile üretim verimliliği sağlar. Okside olmuş,
ODE R-FLEX PRM/STD LEVHA
 (HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
(HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Esasını makromoleküllü organik maddelerin oluşturduğu yapay veya doğal maddelerin kimyasal yoldan dönüştürülmesiyle elde edilirler. Organik
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Esasını makromoleküllü organik maddelerin oluşturduğu yapay veya doğal maddelerin kimyasal yoldan dönüştürülmesiyle elde edilirler. Organik
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
ÜRÜN TANIMI; arasında olmalıdır.! Derz uygulaması yapıştırma işleminden bir gün sonra yapılmalıdır.!
 ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
PLASTİK MALZEMELER SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Dişhekimliğinde MUM. Prof Dr. Övül KÜMBÜLOĞLU. Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi
 Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
POLİMER TEKNOLOJİSİ 23.12.2015. Plastik Üretim Yöntemleri. Doç.Dr.Ahmet DEMİRER Sakarya Universitesi
 POLİMER TEKNOLOJİSİ Doç.Dr.Ahmet DEMİRER Sakarya Universitesi Plastik Üretim Yöntemleri 1-Enjeksiyon Yön. 2-Ekstrüzyon Yön. -Film çekme -Profil çekme 3-Şişirme Kalıplama yön. 4-Döndürmeli (rotasyonel)kalıplama
POLİMER TEKNOLOJİSİ Doç.Dr.Ahmet DEMİRER Sakarya Universitesi Plastik Üretim Yöntemleri 1-Enjeksiyon Yön. 2-Ekstrüzyon Yön. -Film çekme -Profil çekme 3-Şişirme Kalıplama yön. 4-Döndürmeli (rotasyonel)kalıplama
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
ARMAFLEX LEVHA AL / KY / AL-KY
 ARMAFLEX LEVHA AL / KY / AL-KY Isı Yalıtımı Yoğuşma Kontrolü İklimlendirme, ısıtma ve soğutma sistemlerinde kullanılmak üzere üretilen, elastomerik kauçuk esaslı, kapalı gözenekli düzgün hücre yapısına
ARMAFLEX LEVHA AL / KY / AL-KY Isı Yalıtımı Yoğuşma Kontrolü İklimlendirme, ısıtma ve soğutma sistemlerinde kullanılmak üzere üretilen, elastomerik kauçuk esaslı, kapalı gözenekli düzgün hücre yapısına
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
PEFLEX LEVHA. Uygulama
 PEFLEX LEVHA Isı Yalıtımı Yoğuşma Kontrolü İzocam Peflex, iklimlendirme, soğutma, güneş enerjisi sistemlerinde ısı yalıtımı ve yoğuşma kontrolü sağlamak üzere üretilen kapalı gözenekli hücre yapısına sahip
PEFLEX LEVHA Isı Yalıtımı Yoğuşma Kontrolü İzocam Peflex, iklimlendirme, soğutma, güneş enerjisi sistemlerinde ısı yalıtımı ve yoğuşma kontrolü sağlamak üzere üretilen kapalı gözenekli hücre yapısına sahip
POLĐETĐLEN BORU KAYNAK TEKNOLOJĐLERĐ ADAY YAPI PLASTĐK BORU TEKNOLOJĐLERĐ. HDPE Boru Özellikleri
 HDPE Boru Özellikleri Aşınma Direnci çok iyi 50 Yıl kullanım garantisi Hafif Malzeme montaj ve kullanım kolaylığı Bağlantışekillerinin çokluğu Esnek bağlantı koşulları daha az dirsek kullanımı UV katalizörü
HDPE Boru Özellikleri Aşınma Direnci çok iyi 50 Yıl kullanım garantisi Hafif Malzeme montaj ve kullanım kolaylığı Bağlantışekillerinin çokluğu Esnek bağlantı koşulları daha az dirsek kullanımı UV katalizörü
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
TEKSTİL MATERYALLERİNİN YANMA MEKANİZMASI VE LİMİT OKSİJEN İNDEKS DEĞERLERİ
 T.C. MARMARA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİL EĞİTİMİ ANABİLİM DALI TEKSTİL MATERYALLERİNİN YANMA MEKANİZMASI VE LİMİT OKSİJEN İNDEKS DEĞERLERİ HAZIRLAYAN DERSİN ADI :SELCAN KAYAN : ENSTRÜMANTAL
T.C. MARMARA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİL EĞİTİMİ ANABİLİM DALI TEKSTİL MATERYALLERİNİN YANMA MEKANİZMASI VE LİMİT OKSİJEN İNDEKS DEĞERLERİ HAZIRLAYAN DERSİN ADI :SELCAN KAYAN : ENSTRÜMANTAL
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
TANITIM BROŞÜRÜ POLAR POLİÜRETAN
 15.03.2010 Sayfa 1 / 10 İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt tüketimi ile giderilmesi
15.03.2010 Sayfa 1 / 10 İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt tüketimi ile giderilmesi
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
Yalıtım Sektörü Başarı Ödülleri Yılın Yatırımı Ödülü 2012-02 FİYAT LİSTESİ
 11 Yalıtım Sektörü Başarı Ödülleri Yılın Yatırımı Ödülü 02 FİYAT LİSTESİ Elastomerik Kauçuk Köpük Yüksek buhar difüzyon değerine sahip olan elastomerik kauçuk köpük malzemeler, tesisatlarda iyi bir ısı
11 Yalıtım Sektörü Başarı Ödülleri Yılın Yatırımı Ödülü 02 FİYAT LİSTESİ Elastomerik Kauçuk Köpük Yüksek buhar difüzyon değerine sahip olan elastomerik kauçuk köpük malzemeler, tesisatlarda iyi bir ısı
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
Master Panel NOVA 5TM Çatı
 Master Panel NOVA 5TM Çatı Ürün Tanımı Yangın riskinin yüksek olduğu yapılarda ve azami yangın dayanımı istenen binalarda güvenle kullanılırken beş hadveli formuyla geniş açıklıkların güvenle geçilmesini
Master Panel NOVA 5TM Çatı Ürün Tanımı Yangın riskinin yüksek olduğu yapılarda ve azami yangın dayanımı istenen binalarda güvenle kullanılırken beş hadveli formuyla geniş açıklıkların güvenle geçilmesini
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS)
") EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS) Polistiren hammaddesinden ekstrüzyon yolu ile üretilmektedir. Kullanım yeri ve amacına göre farklı boyut ve basma mukavemetinde, değişikkenar ve yüzey şekillerinde
EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS) Polistiren hammaddesinden ekstrüzyon yolu ile üretilmektedir. Kullanım yeri ve amacına göre farklı boyut ve basma mukavemetinde, değişikkenar ve yüzey şekillerinde
GİRİŞ UYGULAMALAR. HAVACILIK ENDÜSTRİSİ İç Döşeme Panelleri, Kapaklar NASA Uzay Mekiği İç Bölümler
 GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
GERİ DÖNÜŞÜM VE GERİ KAZANIM
 GERİ DÖNÜŞÜM VE GERİ KAZANIM Cam, metal, plastik, kağıt / karton gibi değerlendirilebilir. Gıda ambalaj atıkları çeşitli fiziksel ve kimyasal işlemlerden geçirilerek yeni bir hammaddeye veya ürüne dönüştürülebilirler.
GERİ DÖNÜŞÜM VE GERİ KAZANIM Cam, metal, plastik, kağıt / karton gibi değerlendirilebilir. Gıda ambalaj atıkları çeşitli fiziksel ve kimyasal işlemlerden geçirilerek yeni bir hammaddeye veya ürüne dönüştürülebilirler.
Akreditasyon Sertifikası Eki (Sayfa 1/7) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/7) Deney Laboratuvarı Adresi : Şerifali Mah. Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL/TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31 52 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/7) Deney Laboratuvarı Adresi : Şerifali Mah. Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL/TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31 52 E-Posta
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
ALUPAM A.Ş. ALUPAM İLERİ TEKNOLOJİK MALZEMELER A.Ş. BURSA-2013
 ALUPAM İLERİ TEKNOLOJİK MALZEMELER A.Ş. BURSA-2013 ALUPAM A.Ş. 2013 yılı başlarında ileri teknolojik malzemelerin tasarım ve imalatını yapmak amacıyla kurulmuştur. Alüminyum ve alaşımları ile yapılan çalışmalarına
ALUPAM İLERİ TEKNOLOJİK MALZEMELER A.Ş. BURSA-2013 ALUPAM A.Ş. 2013 yılı başlarında ileri teknolojik malzemelerin tasarım ve imalatını yapmak amacıyla kurulmuştur. Alüminyum ve alaşımları ile yapılan çalışmalarına
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU
 TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule 1 ad helezon kaydırak platformu 1 ad 7 basamaklı merdiven 1 ad çatı 1 ad 150 cm helezon kaydırak 1 ad 150 cm düz kaydırak 1 ad platform korkuluğu
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule 1 ad helezon kaydırak platformu 1 ad 7 basamaklı merdiven 1 ad çatı 1 ad 150 cm helezon kaydırak 1 ad 150 cm düz kaydırak 1 ad platform korkuluğu
Yapıştırma Metin Soruları
 Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ. PLASTİKLERİN GERİ DÖNÜŞÜMÜ (Recycling)
") PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİKLERİN GERİ DÖNÜŞÜMÜ (Recycling) PLASTİKLERİN GERİ KAZANIMI * Plastikler atık olarak doğaya atıldıklarında, bozunma sıcaklıklarının yüksek olması, ultroviyole
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİKLERİN GERİ DÖNÜŞÜMÜ (Recycling) PLASTİKLERİN GERİ KAZANIMI * Plastikler atık olarak doğaya atıldıklarında, bozunma sıcaklıklarının yüksek olması, ultroviyole
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
DİLATASYON SU YALITIMI
 DİLATASYON SU YALITIMI 1. Genel Farklı yapısal hareketlerin karşılanabilmesi için yapılar arasında bırakılan dilatasyon derzlerinin su yalıtımı büyük önem taşımaktadır. Yapılarda meydana gelen kaçakların
DİLATASYON SU YALITIMI 1. Genel Farklı yapısal hareketlerin karşılanabilmesi için yapılar arasında bırakılan dilatasyon derzlerinin su yalıtımı büyük önem taşımaktadır. Yapılarda meydana gelen kaçakların
BIRAKIN KUTUP AYILARI RAHAT UYUSUN
 POLAR İZOLASYON ISI İZOLASYONU TANITIM BROŞÜRÜ İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt
POLAR İZOLASYON ISI İZOLASYONU TANITIM BROŞÜRÜ İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
PLASTİKLERİN MEKANİK ÖZELLİKLERİ Prof.Dr.Ayşegül AKDOĞAN EKER
 PLASTİKLERİN MEKANİK ÖZELLİKLERİ Mekanik Özellikler -Çekme dayanımı - Elastiklik modülü -Uzama değeri -Basma dayanımı -Sürünme dayanımı - Darbe dayanımı -Eğme dayanımı - Burulma dayanımı - Özgül ağırlık
PLASTİKLERİN MEKANİK ÖZELLİKLERİ Mekanik Özellikler -Çekme dayanımı - Elastiklik modülü -Uzama değeri -Basma dayanımı -Sürünme dayanımı - Darbe dayanımı -Eğme dayanımı - Burulma dayanımı - Özgül ağırlık
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
OTOMOTİV ENDÜSTRİSİNİN MALZEME VE METALURJİ MÜHENDİSLERİNDEN BEKLENTİLERİ
 OTOMOTİV ENDÜSTRİSİNİN MALZEME VE METALURJİ MÜHENDİSLERİNDEN BEKLENTİLERİ Hazırlayan: Volkan ÇABUK OYAK RENAULT Malzeme Laboratuvarı Sorumlusu CONFIDENTIEL C EĞİTİMİN AMACI Malzeme mühendisi otomotiv endüstrisinde;
OTOMOTİV ENDÜSTRİSİNİN MALZEME VE METALURJİ MÜHENDİSLERİNDEN BEKLENTİLERİ Hazırlayan: Volkan ÇABUK OYAK RENAULT Malzeme Laboratuvarı Sorumlusu CONFIDENTIEL C EĞİTİMİN AMACI Malzeme mühendisi otomotiv endüstrisinde;
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası
 HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Silikonlar, Mastikler ve Köpükler
 Vulkanize fiber, Bez ve Kağıt mesnetler üzerine elektroliz yöntemiyle kaplanan zımparalarımız, en yüksek kalite ve performansta aşındırma kabiliyetine sahip, OSA, EN, ANSI sertifikalarına uygun ve uzun
Vulkanize fiber, Bez ve Kağıt mesnetler üzerine elektroliz yöntemiyle kaplanan zımparalarımız, en yüksek kalite ve performansta aşındırma kabiliyetine sahip, OSA, EN, ANSI sertifikalarına uygun ve uzun
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
ENDÜSTRİYEL KAYIŞLAR
 ENDÜSTRİYEL KAYIŞLAR Poliüretan Zaman Kayışları SYNCHROTECH çelik telli güçlendirilmiş termoplastik poliüretan zaman kayışları çok sınırlı sünme katsayısı, kaydırmazlık özelliği ve kauçuk kayışlardan farklı
ENDÜSTRİYEL KAYIŞLAR Poliüretan Zaman Kayışları SYNCHROTECH çelik telli güçlendirilmiş termoplastik poliüretan zaman kayışları çok sınırlı sünme katsayısı, kaydırmazlık özelliği ve kauçuk kayışlardan farklı
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
yalıtımı sağlama alın... /akggazbeton
 yalıtımı sağlama alın... www.akg-gazbeton.com /AKG.Gazbeton @AKG_Gazbeton /akggazbeton Yeni Nesil Yalıtım Plağı Minepor Minepor, mineral esaslı yapısı sayesinde, yangın güvenliği sağlayan A1 sınıfı hiç
yalıtımı sağlama alın... www.akg-gazbeton.com /AKG.Gazbeton @AKG_Gazbeton /akggazbeton Yeni Nesil Yalıtım Plağı Minepor Minepor, mineral esaslı yapısı sayesinde, yangın güvenliği sağlayan A1 sınıfı hiç
PÝLSA PE 100 BORULARI
 PÝLSA PE BORULARI Plastik teknolojisinin hýzlý geliþimi hammadde üretiminde de önemli geliþmelerin yaþanmasýný saðlamýþtýr. PE 32, 40 ve 63 ten imal borular yüksek basýnç gerektirmeyen sistemlerde baþarý
PÝLSA PE BORULARI Plastik teknolojisinin hýzlý geliþimi hammadde üretiminde de önemli geliþmelerin yaþanmasýný saðlamýþtýr. PE 32, 40 ve 63 ten imal borular yüksek basýnç gerektirmeyen sistemlerde baþarý
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
METAL TAKVİYELİ KORİGE BORU
 METAL TAKVİYELİ KORİGE BORU ÖZALTIN ın öncelikli amacı, inşaat ve altyapı sektördeki 46 yıllık deneyimini altyapı boru üretimine aktararak ülke ekonomisine ve gelişimine katkı sağlamaktır. ÖZALTIN bugüne
METAL TAKVİYELİ KORİGE BORU ÖZALTIN ın öncelikli amacı, inşaat ve altyapı sektördeki 46 yıllık deneyimini altyapı boru üretimine aktararak ülke ekonomisine ve gelişimine katkı sağlamaktır. ÖZALTIN bugüne
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ
 ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
Master Panel 1000 WT Cephe
 GROUP ENERJİ SANDVİÇ PANEL 0216 340 2538-39 FAKS: 0216 340 2534 Email:info@groupenerji.com Master Panel 1000 WT Cephe Ürün Tanımı Cephe paneli bağlantı elemanını gizleyen sistemi sayesinde cephelerde kullanıma
GROUP ENERJİ SANDVİÇ PANEL 0216 340 2538-39 FAKS: 0216 340 2534 Email:info@groupenerji.com Master Panel 1000 WT Cephe Ürün Tanımı Cephe paneli bağlantı elemanını gizleyen sistemi sayesinde cephelerde kullanıma
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
YOĞUNLUK : minimum kg/m3. ISI İLETKENLİK : 0,028W/Mk SU EMME : % 0,1 SU BUHARI DİFÜZYON DİRENCİ : YANGIN SINIFI : B1 (TS 11989)
") ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
Selefon. kazanır. Kısaca ürünlerin üzerine uygulanan çok ince plastik. Termal selefon ve tutkallı selefon olmak üzere iki tiptir.
 Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi,
 A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
Zettex Yangına Dayanıklı İzolasyon Ürünleri
 YANGNA AYANKL Zettex Yangına ayanıklı İzolasyon Ürünleri Yangın güvenliği son yıllarda giderek daha fazla önem kazanan bir konu olmuştur. Yangın güvenliğinin başlangıç noktası bölmelere ayırmadır. Buna
YANGNA AYANKL Zettex Yangına ayanıklı İzolasyon Ürünleri Yangın güvenliği son yıllarda giderek daha fazla önem kazanan bir konu olmuştur. Yangın güvenliğinin başlangıç noktası bölmelere ayırmadır. Buna
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
VARAK YALDIZ. Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka. folyonun üzerinde bulunan son derece
 YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.