İMALAT ve KONTRÜKSİYON LABORATUVARI
|
|
|
- Erol Sabancı
- 10 yıl önce
- İzleme sayısı:
Transkript
1 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları incelemek, Dik işlem merkezinin temel elemanlarını tanımak ve standart kodlarla tezgahı kontrol etmek, bir CNC programı yazmak ve bu programı Dik İşlem Merkezine yükleyerek parça işlemektir. Yapılacak Çalışmalar: Atölyede bulunan tezgâhlar hakkında kısa bilgiler verilecek. Klasik freze tezgâhlarındaki takım hareketleri incelenecek Klasik torna tezgahındaki elemanlar tanıtılacak ve takım hareketleri incelenecek. CNC Freze Tezgahı (Dik İşlem merkezi) elemanları ve detaylı bir şekilde incelenecek. Takım hareketleri için gerekli kodlar tezgahta uygulanacak. Verilecek aradan sonra, sınıf ortamında bir parça işlemek için gerekli CNC programı hazırlanacak Hazırlanan program dosyası Dik İşlem Merkezindeki Kontrol Paneline (Controller) yüklenecek, sıfırlama işlemi yapıldıktan sonra parça işlenecektir. CNC NEDİR? CNC (Computer Numerical Control- Bilgisayarlı Nümerik Kontrol ); bir makinanın bilgisayardan gönderilen standartlaştırılmış ın sayı, harf vb. semboller ile kontrol edilmesini ifade eden bir terimdir. CNC Torna, CNC freze, CNC Pres vb. CNC tezgahlarında imal edilecek parçanın teknik resmi okunur, özel kodlardan oluşan program hazırlanır, hazırlanan program dosyası tezgahın bilgisayarına (Kontrol Paneline) aktarılır ve parça imal edilir. Bilgisayara kaydedilen program dosyası defalarca kullanılabilir ve değişiklik yapılabilir. 1

2 CNC Takım Tezgahlarının Avantajları: CNC Tezgahlarında parçalar yüksek bir hassasiyetle imal edilir. (micron=1/1000 mm) boyutunda. Klasik tezgahlarda işlenmesi zor, hatta imkansız olan eğrisel profildeki parçalar CNC tezgahlarında hassas boyutlarda üretilirler. Çok sayıda parçanın aynı boyut ve hassasiyette üretilmesi ancak CNC tezgahları ile mümkündür. Klasik tezgahlarda kullanılan bazı bağlama kalıp, mastar vb. elemanlarla kıyaslandığı zaman tezgahın ayarlama zamanı çok kısadır. Ayarlama, ölçü, kontrolü, manuel hareket vb. nedenlerle oluşan zaman kayıpları ortadan kalkmıştır. İnsan faktörünün imalatta fazla etkili olmamasından dolayı seri ve hassas imalat mümkündür. El becerisi yüksek insan gücüne gerek yoktur. Tezgahın çalışma temposu her zaman yüksek ve aynıdır. Her türlü sarfiyat (elektrik, emek, malzeme vb.) asgariye indirgenmiştir. İmalatta operatörden kaynaklanacak her türlü kişisel hatalar ortadan kalkmıştır. Kalıp, mastar, şablon vb. pahalı elemanlardan faydalanılmadığı için sistem daha ucuzdur. Depolamada daha az yere gerek vardır. Parça imalatına geçiş daha süratlidir. CNC Takım Tezgahlarının Dezavantajları: Her sistemde olduğu gibi CNC tezgah ve sistemlerinin avantajları yanında bazı dezavantajları mevcuttur. Bunlar şunlardır; Detaylı bir imalat planı gereklidir. Pahalı bir yatırımı gerektirir. Tezgahın saat ücreti yüksektir. Konvensiyonel tezgahlara kıyaslandığında daha titiz kullanım ve bakım isterler. Kesme hızları yüksek ve kaliteli kesicilerin kullanılması gerekir. Peryodik bakımları uzman ve yetkili kişiler tarafından düzenli olarak yapılmalıdır. CNC NİN Endüstrideki Kullanım Alanları ilk kez 1952 yılında Amerika da ve 1984 yılında ülkemizde kullanılmaya başlanan CNC makinaları günümüzde endüstrinin talaşlı imalat adını verdiğimiz bölümünde yaygın biçimde kullanılmaktadır. İlk olarak üç eksenli bir freze tezgahında kullanılan CNC,daha sonra torna, taşlama vb. takım tezgahlarına da uygulandı. Günümüzde imalatın yapıldığı hemen hemen her alanda CNC kullanılmaktadır. CNC nin kullanıldığı başlıca alanlar; Talaşlı İmalat, Fabrikasyon ve Kaynakçılık. Pres işleri Muayene ve kontrol. Montaj. Malzemelerin taşınması. 2

3 CNC Takım Tezgahları CNC FREZE TEZGAHLARI Freze tezgahları parçaları düzlemsel olarak talaş kaldırarak biçimlendiren bir takım tezgahıdır. Üç eksen boyunca (X,Y,Z) manuel olarak kontrol edilen klasik freze tezgahlarındaki kızakların; lineer yataklar ve bilyalı miller ile değiştirilmesi,takım ve makine hareketlerin bilgisayar kontrollü hale getirilmesi ile tezgahların işleme hassasiyetleri arttırılmış, klasik tezgahlar ile işlenmesi zor hatta imkansız parçaların çok sayıda ve aynı boyutlarda işlenmesi mümkün hale gelmiştir. Dikey başlıklı klasik freze tezgâhı Yatay başlıklı klasik freze tezgâhı 3

4 Yatay İşleme Merkezi Yat imalatında kullanılan tablasız CNC Freze CNC Freze Tezgâhlarından Genel Görüntüler 4

5 CNC FREZE TEZGAHININ KISIMLARI 5

6 CNC FREZEDE YAPILACAK ÇALIŞMALAR - CNC freze tezgahlarında bilgisayar görevi yapan kontrol paneli (Kontroller)tanıtılacak -Takım magazininden belirlenen takımlar yanda (d) harfi ile gösterilen konum düğmesi MDI (manual data input) konumuna getirilir. Paneldeki Prog tuşuna basılarak ekranda PROGRAM (MDI) çıkması sağlanır. Komut satırına M6 Tn (n takım numarası) yazılır EOB tuşuna basılır. Yazılan kodun tezgaha aktarılması için panel üzerindeki yandaki (Cycle Start) tuşuna basılır. Bu esnada magazin saat yönünde hareket eder. Belirlenen takım (1) takım değiştirme kolu hizasına gelir. Takım değiştirme kolu (2)saat yönünde dönerek iş milindeki takımı(3) alır. Kolun diğer ucu ise magazindeki takımı alarak iş miline yerleştirir. CNC Frezede Takım Değiştirme Sistemi - MDI modunda M3 S. yazılır (EOB) ve CYC. START tuşuna basılarak milin istenilen devirde dönmesi sağlanır. M5 kodu yazılır (EOB) ve CYC. START tuşuna basılarak takımın dönmesi durdurulur. İş Parçasının Sıfır Noktasının Tezgaha tanıtılması. (Parça Sıfırlama işlemi) İş parçası tezgah tablasına bağlama pabuçları ile bağlanır. Konum düğmesi e harfi ile gösterilen (JOG) a getirilir. X, Y ve Z tuşları kullanılarak takım, parçanın üst ve yan kısımlarına yaklaştırılır. Takımın ilerleme miktarı 1000 mikron. 100 mikron. 10 mikron ve 1 mikron olarak belirlenerek parçaya temas ettirilir. 6
saat yönünde dönerek iş milindeki takımı(3) alır. Kolun diğer ucu ise magazindeki takımı alarak iş miline yerleştirir. CNC Frezede Takım Değiştirme Sistemi - MDI modunda M3 S.")
7 Takım, parçanın üst kısmı ile temas ettiği anda POS tuşuna basılır. Takımın sıfır noktasının makinanın sıfır noktasına olan Z uzaklığı (MACHINE) yazılı bölümden okunur ve kaydedilir. Takım, parçanın X doğrultusundaki yan yüzeyine temas ettiği anda POS tuşuna basılır. Takımın sıfır noktasının makinanın sıfır noktasına olan X uzaklığı (MACHINE) yazılı bölümden okunur ve kaydedilir. Takım, parçanın Y doğrultusundaki yan yüzeyine temas ettiği anda POS tuşuna basılır. Takımın sıfır noktasının makinanın sıfır noktasına olan Y uzaklığı (MACHINE) yazılı bölümden okunur ve kaydedilir. Bu değerler OFFSET SETTING ---- WORK bölümündeki G54 kısmındaki X, Y ve Z yerlerine yazılır. Bu şekilde (M.S.N) Makinanın sıfır noktası iş parçasının sıfır noktasına (P.S.N) kaydırılmış olur. 7

8 Tezgâhın çalışma alanı BAZI G ve M KODLARI M6 Tn M3 S : Takım değiştirme kodu (n numaralı takım) : Takımı saat yönünde S ile belirtilen değerde döndürme (d/d) M5 : Takımın dönmesini duruduran kod M30 : Programı sonlandıran kod G00 X Y Z..: Takımın X, Y ve Z ile belirtilen noktaya talaş kaldırmadan hızlı bir şekilde hareket etmesini sağlayan kod. G1 X Y Z. F : Takımın X, Y ve Z ile noktaya talaş kaldırarak F ile belirtilen hızda hareket etmesini sağlayan kod. F : Feed Rate (mm/dak veya mm/devir) G2 X Y Z. R..F : Takımın X, Y ve Z ile noktaya R yarıçapı ile belirtilen yay üzerinde talaş kaldırarak F ile belirtilen hızda Saat yönünde hareket etmesini sağlayan kod. F : Feed Rate (mm/dak veya mm/devir) G3 X Y Z. R..F : Takımın X, Y ve Z ile noktaya R yarıçapı ile belirtilen yay üzerinde talaş kaldırarak F ile belirtilen hızda Saatin aksi yönünde hareket etmesini sağlayan kod. F : Feed Rate (mm/dak veya mm/devir) NOT: Noktaların koordinatları, İlerleme hızları ve G kodları yazılırken bir önceki ile aynı olan kodlar, koordinatlar ve ilerleme hızları tekrar yazılmayabilir. Değişen değerlerin yazılması şarttır. Fakat G2 ve G3 kodlarında R değerleri mutlaka yazılmalıdır. 8
 G2 X Y Z. R..F : Takımın X, Y ve Z ile noktaya R yarıçapı ile belirtilen yay üzerinde talaş kaldırarak F ile belirtilen hızda Saat yönünde hareket etmesini sağlayan kod.")
9 ÖRNEK UYGULAMA: 9
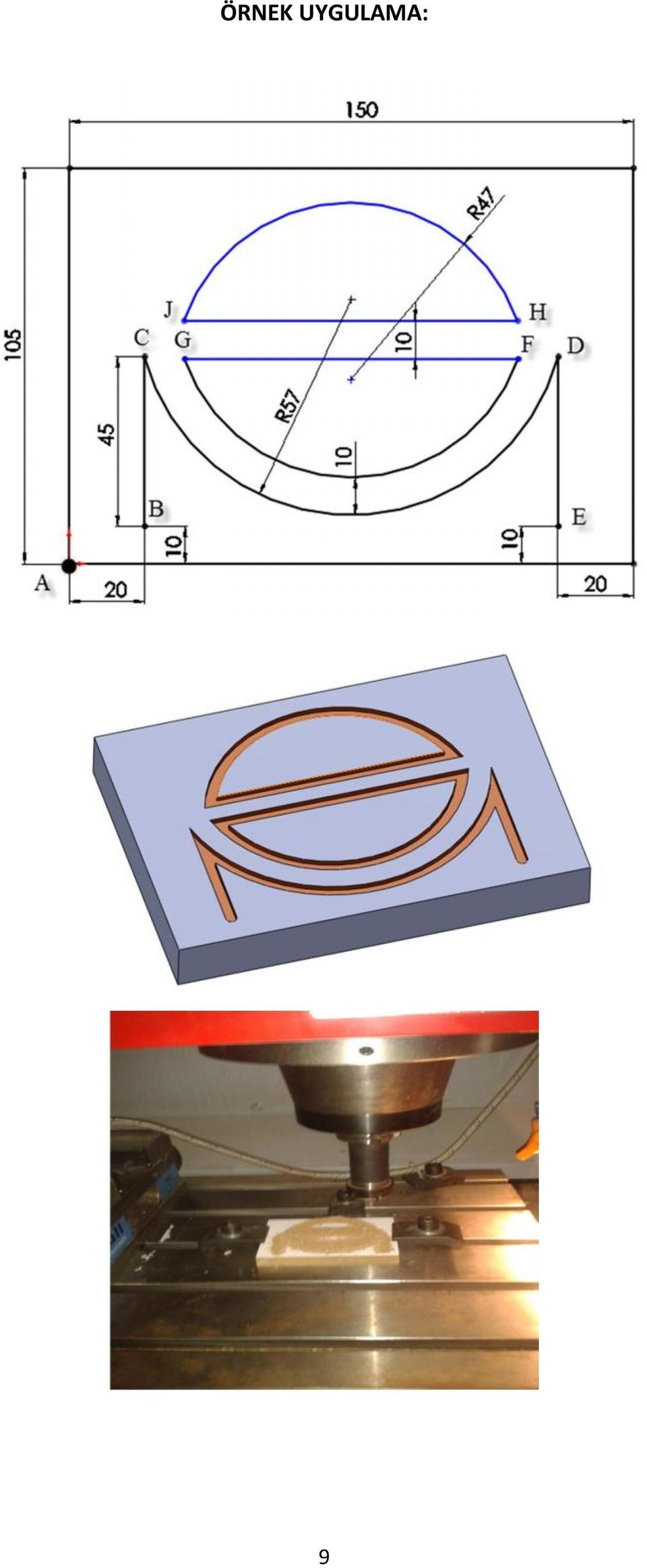
10 CNC Programlamadaki bir satırın incelenmesi N:Satır Numarası G:Fonksiyon kodu X: X eksenindeki gidilecek koordinat Y: Y eksenindeki gidilecek koordinat (Tornada Z olarak tanımlanır) M: Yardımcı fonksiyon kodu O714 (E1_GRUBU ) FANUC serisi kontrol panelleri için program O harfi ile başlar. Enfazla 4 rakamdan oluşur. Parantez içinde yazılan ifadeler bilgi amaçlıdır. Kontroller tarafından okunmaz. N5 M6 T7 5.satır. Magazinden 7 numaralı takım çağrılır. N25 G1 Z-2 F satır. G90:Mutlak koordinat sistemi (Takımın sıfır noktasına göre hareketi esas alınır. G54: Parçanın sıfır noktasının, makinanın sıfır noktasına olan mesafesinin dikkate alınmasını sağlayarak sonraki satırlarda takım hareketlerin P.S.N (Parçanın sıfır noktası) na göre olmasını sağlar. G21: Metrik sistem seçilmesini sağlayan kottur. 15. Satır. Takım A noktasına talaş kaldırmadan hızla hareket eder. Parçadan 20 mm yüksekte durur. 20.Satır: Takım B noktasına talaş kaldırmadan hızla hareket eder. Parçadan 2 mm yüksekte durur. 25.satır: Takım B noktasında iken parçaya 80 (mm/dak) hızla parça yüzeyinden 2 mm aşağı hareket eder. N30 G1 Y55 F satır: Takım B noktasında iken C noktasına doğru 300 (mm/dak) hızla hareket eder N35 G3 X130 Y57 R57 F satır: Takım C noktasında iken, 57 mm yarıçaplı bir yay hareketi yaparak saat yönünün tersine 200 (mm/dak) hızla D noktasına doğru hareket eder N40 G1 Y10 F satır: Takım D noktasında iken E noktasına doğru 300 (mm/dak) hızla hareket eder N45 G00 Z2 N60 G2 X30 Y55 R47 F Satır: Takım E noktasında iken talaş kaldırmadan parçadan 2 mm yükseğe doğru hızla hareket eder. 50.Satır: Takım F noktasına talaş kaldırmadan hızla hareket eder. Parçadan 2 mm yüksekteki konumunu muhafaza etmektedir.. 55.satır: Takım F noktasında iken 80 (mm/dak) hızla parça yüzeyinden 2 mm aşağı hareket eder. 60.satır: Takım F noktasında iken, 47 mm yarıçaplı bir yay hareketi yaparak saat yönünde 200 (mm/dak) hızla G noktasına doğru hareket eder N65 G1 X120 F satır: Takım G noktasında iken 300 mm/dak hızla F noktasına hareket eder. N70 G00 Z2 N85 G3 X30 Y65 R47 F Satır: Takım F noktasında iken talaş kaldırmadan parçadan 2 mm yükseğe doğru hızla hareket eder 75. Satır: Takım H noktasına doğru hızla hareket eder. Parçadan 2 mm yüksekteki konumunu muhafaza etmektedir 80.satır: Takım H noktasında iken 80 (mm/dak) hızla parça yüzeyinden 2 mm aşağı hareket eder. 85.satır: Takım H noktasında iken, 47 mm yarıçaplı bir yay hareketi yaparak saat yönünün tersine 200 (mm/dak) hızla J noktasına doğru hareket eder N90 G1 X120 F satır: Takım J noktasında iken 300 mm/dak hızla H noktasına doğru hareket eder. N95 G00 Z50 95.satır: Takım H noktasında iken parçadan 50 mm yükseğe doğru hızla hareket eder. N100 M satır. Takımın dönmesi durur. N105 M satır. M30 kodu Programı birden fazla parça işlemek için sona erdiren kod tur. Birden fazla parça işlenecek ise yeni parça parçanın sıfır noktası bozulmadan bağlanır. CYCLE START tuşuna basılarak, programın yeni parça için çalışması sağlanır. N10 G90 G54 G21 N15 G00 X0 Y0 Z20 N20 G00 X20 Y10 Z2 N50 G00 X120 Y55 N55 G1 Z-2 F80 N75 Y65 N80 G1 Z-2 F80 10
 na göre olmasını sağlar.")
11 Laboratuvardaki Kontrol panelinde bulunan bazı tuş, düğme ve butonların görevleri: A : Acil Durdurma Butonu B : Üzerinde CYCLE START (programı çalıştırma), Resetleme, Programı satır satır çalıştırma (SBL) tuşlarının bulunduğu tuş grubu C : Takımın X, Y, Z ve 4. eksende (tezgahımızda mevcut değildir) hareket etmesini sağlayan ve takımı referansa gönderme tuşu bulunan tuş grubu D : Sisteme basınçlı havanın gelmesini sağlayan (AUT), magazini saat yönünde/ saatin aksi yönde çeviren, Takım değiştirme kolunu harekete geçiren, tezgahtaki mengene çenelerini açıp kapamaya yarayan tuşlar bulunan bölüm. E: Üzerinde çeşitli çalışma konumları bulunan düğme a: Takımın referans noktasına gitmesini sağlayan konum b: Hazırlanan programı çalıştırma konumu c: EDIT Kontrol panelindeki programları listeme, çağırma ve yeni bir program yazma konumu d: MDI (Manual Data Input Elle Veri Girişi) Kodları bir satır halinde kontrol panelinden girmeyi sağlayan konum e: JOG Takımın belirli bir hızda ilerlemesini sağlar f: Takımın 1 er mikron halinde adım adım hareket etmesini sağlar g: Takımın 10 ar mikron halinde adım adım hareket etmesini sağlar h: Takımın 100 er mikron halinde adım adım hareket etmesini sağlar k: Takımın 1000(1mm) er mikron halinde adım adım hareket etmesini sağlar 11

12 CNC TORNA TEZGÂHI Silindirik ve konik parçaların işlenmesinde kullanılan tezgahlar olan tornaların bilgisayar desteği ile çalışanları CNC torna tezgâhı olarak adlandırılmaktadır. CNC torna tezgâhında temel iki eksen mevcuttur. Bu eksenler; takımın iş parçası boyuna ilerlemesini sağlayan Z ekseni ve takımın çapta ilerlemesini sağlayan X eksenidir. İşlem yetenekleri daha fazla olan CNC tezgâhlarında X ve Z eksenlerinin yanında C ekseni de bulunmaktadır. C eksenli bir torna tezgâhında parça üzerinde frezeleme işlemleri de yapılır Takımların bağlandığı ve üzerinde istasyonlar bulunan üniteye TURRET ismi verilir. M.Y.O daki CNC torna tezgahında 12 istasyonlu Turret bulunmaktadır. Bu istasyonlara yerleştirilen takımlardan 6 tanesi sabit takımlar için 6 tanesi de C ekseninde parça işlemek için kullanılan canlı (dönel) takımlar içindir. C ekseni iş aynanın dolaysıyla buna bağlı olan iş parçasının açısal olarak dönmesini sağlayan eksendir. Çalışma prensibi dik başlıklı freze tezgâhı gibidir. C ekseninde kullanılan kesiciler freze tezgâhında olduğu gibi kendi ekseni etrafında dönmektedir. İş parçası bu durumda istenilen açıda sabitlenir. Kesici belli devir ve ilerleme ile istenilen açı da parçayı işler. Başka bir tezgâha ihtiyaç duymadan, sadece torna tezgâhında freze ve işleme merkezi tezgâhlarına ait İşlemler tamamlanabilir. Hem zaman hem de işçilikten tasarruf edilerek parçanın imalâtı yapılmış olur. CNC tornalar otomatik olarak devir sayısı değiştirme, takım değiştirme ve ilerleme hızının belirlenmesi vb. fonksiyonlara sahiptirler. CNC tornalarda klasik torna tezgâhlarında işlenmesi zor 12

13 hatta imkânsız olan eğrisel profilli parçaların büyük hassasiyette ve çok sayıda aynı boyutta işlenmesi mümkündür. Aşağıdaki resimlerde CNC tornada işlenmiş parçalar ve çeşitli CNC tornalar görülmektedir. görülmektedir. İşleme kapasiteleri daha geniş olan CNC torna tezgahlarında eksen sayıları 3 yada daha fazla olabilir. 13

CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
İMALAT ve KONTRÜKSİYON LABORATUVARI ÇALIŞMA FÖYÜ
 İMALAT ve KONTRÜKSİYON LABORATUVARI ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Makine Bölümü Takım Tezgahları laboratuvarında bulunan klasik tezgahları ve CNC ROUTER tezgahını incelemek, CNC Router ın
İMALAT ve KONTRÜKSİYON LABORATUVARI ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Makine Bölümü Takım Tezgahları laboratuvarında bulunan klasik tezgahları ve CNC ROUTER tezgahını incelemek, CNC Router ın
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ. Öğr. Gör. RECEP KÖKÇAN. Tel: +90 312 267 30 20
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: [email protected] KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: [email protected] KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
CNC TEZGÂH PROGRAMLAMA & UYGULAMALAR
 CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: [email protected]
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: [email protected]
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]
![Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]](/thumbs/92/107912016.jpg "Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU
 BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
olan X eksenidir. Bu iki eksenin kesiştiği nokta ise orijin noktasıdır. Referans olarak bu nokta kullanılır. Bu nokta, genellikle iş parçası sıfır nok
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
Swansoft Fanuc OiM Kullanımı
 SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN
 CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir.
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
MCV-640 Dikey İşlem CNC. Hazırlayan: Arş.Gör. Kazım ZENGİN
 MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
CAM PROGRAMLARINDAN ALINAN NC KODUNDA DİKKAT EDİLMESİ GEREKENLER
 Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
CNC'ye Giriş. CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28)
 Makine Sıfır Noktası (G28)") ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ
 5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ Prof. Dr. Asaf Varol [email protected] Sayısal kontrollü torna, freze, taşlama, matkap vb. tezgahlar yıllardır sanayimizin hizmetindedir. Artık Türkiye'de
5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ Prof. Dr. Asaf Varol [email protected] Sayısal kontrollü torna, freze, taşlama, matkap vb. tezgahlar yıllardır sanayimizin hizmetindedir. Artık Türkiye'de
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
NÜMERİK KONTROLLÜ TEZGAHLARDA BİLGİSAYAR KONTROLÜ. YTÜ Endüstri Mühendisliği Bölümü Prof. Dr. Mesut ÖZGÜRLER 1
 NÜMERİK KONTROLLÜ TEZGAHLARDA BİLGİSAYAR KONTROLÜ 1 2.1 Nümerik kontrol NC alfabedeki harfleri, noktalama işaretlerini, sayıları ve diğer sembolleri içeren kodlama şeklinde, tezgâha komut verme tekniğidir.
NÜMERİK KONTROLLÜ TEZGAHLARDA BİLGİSAYAR KONTROLÜ 1 2.1 Nümerik kontrol NC alfabedeki harfleri, noktalama işaretlerini, sayıları ve diğer sembolleri içeren kodlama şeklinde, tezgâha komut verme tekniğidir.
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
Hazırladığım bu dosyayla sizlere yararlı olabildiysem ne mutlu bana. Lütfen inceledikten sonra bana düşüncenizi ve eksiklerimi,isteklerinizi belirtin.
 HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:[email protected] WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:[email protected] WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: [email protected]
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: [email protected]
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
CNC TORNA UYGULAMASI DENEY FÖYÜ
 T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
FANUC CNC PROGRAMLAMA
 1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Kısa Program yazma-mdi
 TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ. Cem DOĞAN, Kerim ÇETĠNKAYA
 ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ Cem DOĞAN, Kerim ÇETĠNKAYA *Karabük Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü, Karabük Özet Günümüzde Teknolojinin gelişmesi
ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ Cem DOĞAN, Kerim ÇETĠNKAYA *Karabük Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü, Karabük Özet Günümüzde Teknolojinin gelişmesi
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
3 EKSENLİ MİNİ CNC FREZE TEZGÂHI TASARIMI VE İMALATI
 3 EKSENLİ MİNİ CNC FREZE TEZGÂHI TASARIMI VE İMALATI Mustafa Demir 1, Melih Kuncan 2, H. Metin Ertunç 3 1 Mekatronik Mühendisliği Bölümü [email protected] 2 Mekatronik Mühendisliği Bölümü
3 EKSENLİ MİNİ CNC FREZE TEZGÂHI TASARIMI VE İMALATI Mustafa Demir 1, Melih Kuncan 2, H. Metin Ertunç 3 1 Mekatronik Mühendisliği Bölümü [email protected] 2 Mekatronik Mühendisliği Bölümü
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
HBM-5T 130 LUK CNC BORVERK
 Opsiyonel 15 ton kapasiteli iş masası olan tezgahlarda X-ekseninde 3 sıra yatak vardır. HBM-5T 130 LUK CNC BORVERK 60 takımlık magazin, HBM-5T nin opsiyonel olarak alınabilir aksesuarlarındandır. Kollu
Opsiyonel 15 ton kapasiteli iş masası olan tezgahlarda X-ekseninde 3 sıra yatak vardır. HBM-5T 130 LUK CNC BORVERK 60 takımlık magazin, HBM-5T nin opsiyonel olarak alınabilir aksesuarlarındandır. Kollu
V. DANILEVSKY İMALAT MÜHENDİSLİĞİ
 tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir
 Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK
 BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI ÖZET ABSTRACT
 BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 [email protected] 6 ncı Ana Bakım Merkezi Komutanlığı,
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 [email protected] 6 ncı Ana Bakım Merkezi Komutanlığı,
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123
 T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
NUMERIC CONTROL (NC) COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ
 COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ") NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
EĞİTİM AMAÇLI 4 EKSENLİ MASA ÜSTÜ CNC FREZE TASARIMI VE PROTOTİPİ
 3.Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye EĞİTİM AMAÇLI 4 EKSENLİ MASA ÜSTÜ CNC FREZE TASARIMI VE PROTOTİPİ Samet UYAR a,fatih BELER b, Kerim ÇETİNKAYA c a KBÜ,Teknik Eğitim
3.Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye EĞİTİM AMAÇLI 4 EKSENLİ MASA ÜSTÜ CNC FREZE TASARIMI VE PROTOTİPİ Samet UYAR a,fatih BELER b, Kerim ÇETİNKAYA c a KBÜ,Teknik Eğitim
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC)
") BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
teknolojinin yeni adresi
 teknolojinin yeni adresi ÜRÜN ve HİZMETLERİMİZ Her türlü döküm, dövme, mekanik hassas ve kaba talaşlı imalat veya kaynak ile imal edilebilecek parçaların üretilmesi, ürettirilmesi, eğer var ise ısıl işlem,
teknolojinin yeni adresi ÜRÜN ve HİZMETLERİMİZ Her türlü döküm, dövme, mekanik hassas ve kaba talaşlı imalat veya kaynak ile imal edilebilecek parçaların üretilmesi, ürettirilmesi, eğer var ise ısıl işlem,
ÜNİTE MAKİNA VE TEÇHİZAT İÇİNDEKİLER. Prof. Dr. Ayhan ÇELİK HEDEFLER TALAŞLI ÜRETİM YÖNTEMLERİ
 TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI
 CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI Assembly Design çalışma sayfasına girmek için öncelikle START MECHANICAL DESING ASSEMBLY DESİGN tıklanarak Assembly Design çalışma sayfasına gelinir.(şekil 1) Şekil
CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI Assembly Design çalışma sayfasına girmek için öncelikle START MECHANICAL DESING ASSEMBLY DESİGN tıklanarak Assembly Design çalışma sayfasına gelinir.(şekil 1) Şekil
YÜZEYLERİN BİRBİRİNE GÖRE DURUMU
 YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
BISON TORNA AYNALARININ ÝÞ BAÐLAMA HASSASÝYETÝNÝN DIN STANDARTLARI ÝLE KARÞILAÞTIRMA TABLOSU
 BISON TORNA AYNALARININ ÝÞ BAÐLAMA HASSASÝYETÝNÝN DIN STANDARTLARI ÝLE KARÞILAÞTIRMA TABLOSU GÖVDE Tip 3200 ve 3600 serisi: Yüksek kaliteli dökümden imal edilmiştir. Tüm aynaların gövdelerinin üzerinde
BISON TORNA AYNALARININ ÝÞ BAÐLAMA HASSASÝYETÝNÝN DIN STANDARTLARI ÝLE KARÞILAÞTIRMA TABLOSU GÖVDE Tip 3200 ve 3600 serisi: Yüksek kaliteli dökümden imal edilmiştir. Tüm aynaların gövdelerinin üzerinde
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri