CNC TORNA TEZGAHLARININ PROGRAMLANMASI
|
|
|
- Direnç Çalık
- 10 yıl önce
- İzleme sayısı:
Transkript

1 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya Z")
2 Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya Z eksenindeki uzaklığı X,Y veya ekseninde. hareketin yönü ve koordinatı Takım fonksiyonu 2 Hazırlık fonksiyonu (kesici, takım yolu)

3 G KODLARI G kodları ile ifade edilen hazırlık fonksiyonları, blok içinde yapılacak işlemi belirtir. G kodları genel olarak şu amaçlar için kullanılırlar. Hareket (enterpolasyon) sistemlerini seçmek için Ölçü sistemlerini( milimetre veya inç) seçmek için Çalıma şeklini (Hızlı ve talaş alma hareketi ) belirlemek için Cep, ada, vida işleme, kanal açma gibi paket çevrimlerinde Kesici hareketlerini belirlemede Takım telafisi ayarlamada G kodları ISO tarafından standart hale getirilmiş ve tüm CNC tezgâhlarında geçerlidir. 3
 belirlemek için Cep, ada, vida işleme, kanal açma gibi paket çevrimlerinde Kesici hareketlerini belirlemede Takım")
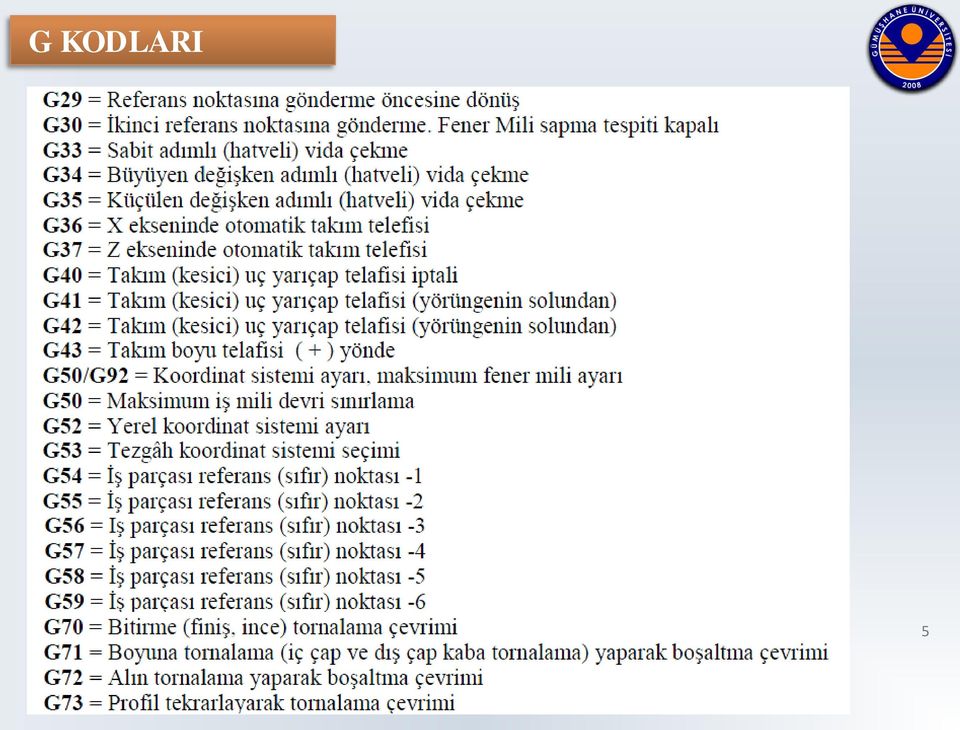
4 G KODLARI Tornalama işleminde Fanuc kontrol ünitesine göre, G kodları tabloda verilmiştir. 4

5 G KODLARI 5
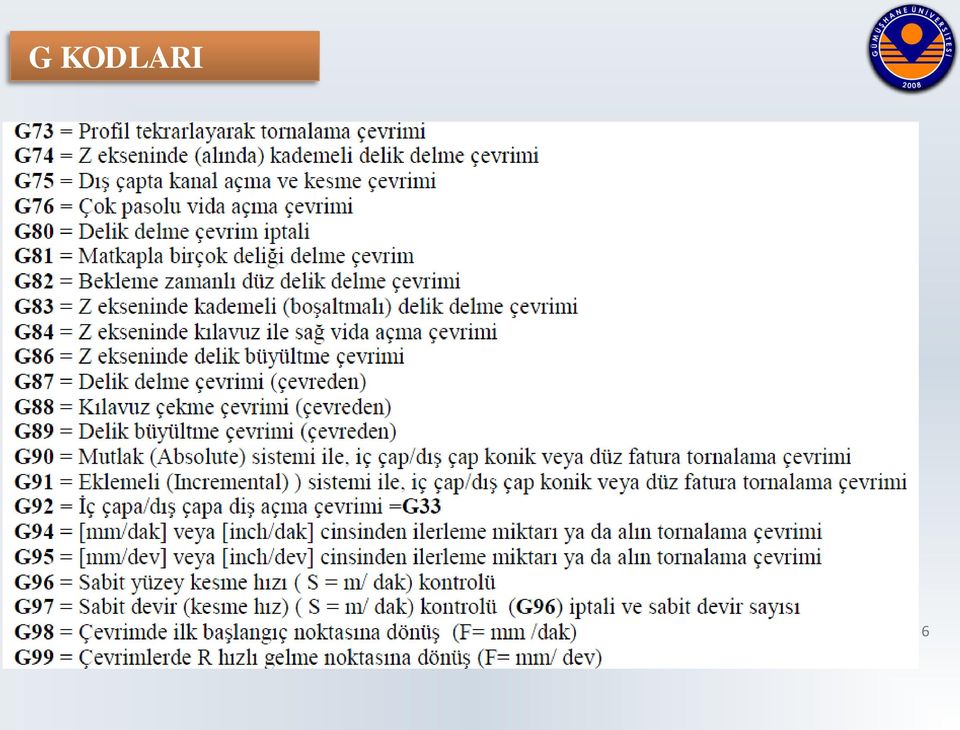
6 G KODLARI 6
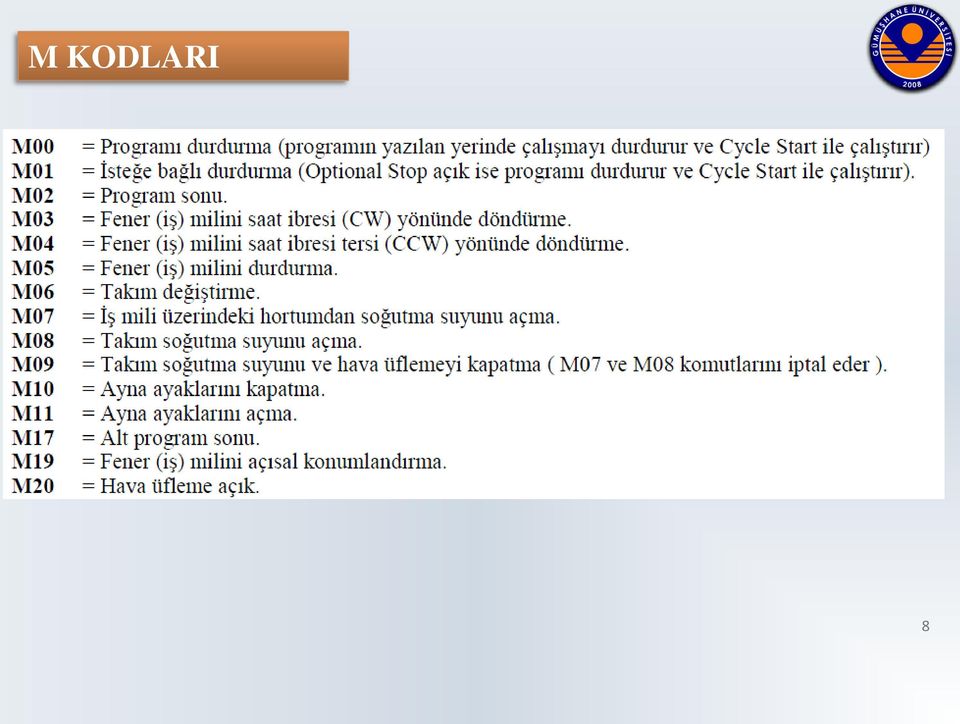
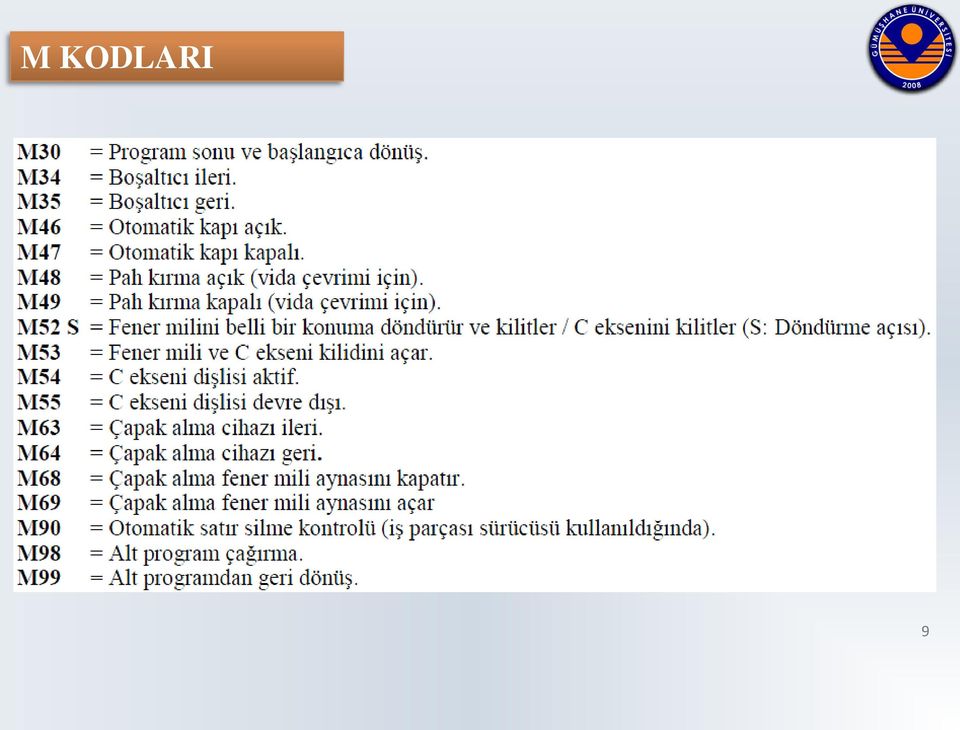
7 M KODLARI M kodları yardımcı fonksiyonlar olarak bilinir. CNC tezgâh sistemlerinin çalışmasını kontrol eder. Bu komutun etkisi daha çok aç/kapa şeklinde gerçekleşir. Örneğin; İş milinin dönmesi/durması, kesme sıvısının açılması/kapanması, programın durması, vb. M kodları genellikle modal olup, bir blokta bir tek M kodu yazılır. M kodunun etkisi iki şekilde olabilir: Hareket komutu ile aynı anda başlaması. Ör: G01 bulunan bir blokta M03 te bulunursa, ilerleme ile beraber iş mili de dönmeye başlar. Hareket komutu bittikten sonra başlaması. Ör: G01 bulunan bir blokta M05 te bulunursa, hareket bittikten sonra iş mili durur. 7

8 M KODLARI 8
9 M KODLARI 9
10 KESME HIZI (S) VE İLERLEME (F) KODLARI Kesme hızı: Kesicinin iş çevresinde bir dakikada metre cinsinden aldığı yoldur. CNC tezgâhlarında kesme hızı S ile gösterilir. Kesme hızı v ile dönme hızı n arasında V= Dn/100 bağıntısı vardır. CNC tezgâhlarında kesme hızı [m/dak] olarak verildiği durumda, talaş kaldırma sırasında parça çapı değişse dahi kesme hızı programlanan değerde sabit kalır. Bunun için çap değiştiği durumda, motora verilen sinyal ile yukarıdaki bağıntıya göre n dönme hızı değişir. 5 basamağa kadar değer verilebilir. S fonksiyonu yalnız başına değil, mutlaka M03 veya M04 kodları ile birlikte verilmelidir. 10
![CNC tezgâhlarında kesme hızı [m/dak] olarak verildiği durumda, talaş kaldırma sırasında parça çapı değişse dahi kesme hızı programlanan değerde sabit kalır.](/docs-images/41/5845796/images/page_10.jpg "Bunun için çap değiştiği durumda, motora verilen sinyal ile yukarıdaki bağıntıya göre n dönme hızı değişir. 5 basamağa kadar değer verilebilir.")


11 T AKIM KODU (T) T adresi ile ifade edilen takım kodunun sayısal kısmı dört veya iki rakamdan meydana gelir. T0202, T02 gibi. İlk iki rakam takım telafisi olan takımın taretteki durak numarasıdır. Son iki rakam ise takım aşınma telafi numarasıdır. Takım aşınma telafi numarası Taretteki durak numarası Takım aşınma telafi numarası Taretteki durak numarası 11


12 T AKIM KODU (T) Genelde takımların program içindeki formatı T H (D) şeklindedir. H, kontrol belleğinde takımın telafi dosyasındaki numarasını gösteren adrestir. Genelde uzunluk telafisi H, takım uç yarıçap telafisi ise D olarak gösterilir. Takım değiştirmek için M06 komutu kullanılır. 12

13 BİRİM, BOYUT VE GEÇİCİ DURDURMA KODLARI Birim kodu olarak inç için G20 (ISO ve Fanuc) G70 ( ISO-C, Siemens, Heidenhain) mm için G21 (ISO ve Fanuc) G71 ( ISO-C, Siemens, Heidenhain) kullanılır. Mutlak ve eklemeli koordinatlar: Mutlak boyutlar parçanın sıfır noktasına, eklemeli boyutlar ise daha önceki noktaya göre verilir. G90 mutlak sistemde G91 eklemeli sistemde kullanılır. Fanuc sistemde mutlak koordinatlar X,Z ve eklemeli koordinatlar ise U,W adresleri ile yazılır. 13

14 BİRİM, BOYUT VE GEÇİCİ DURDURMA KODLARI (Devam) Geçici durma kodu ; G04 ile tanımlanır. Programın geçici olarak durmasını sağlar. Durma süresi saniye veya mikro saniye cinsinden Çevirmeler hariç, tüm tezgahlarda X5 Çevirmeler dahil, tüm tezgahlarda P5 Yalnız torna tezgahları için, U5 şeklinde belirtilir. Durma zamanı saniye ile dönme sayısı arasında s=60/n bağlantısı vardır. 14

15 PARÇA ÜZERİNDE KOORDİNAT TAYİNİ CNC tezgahlarında parçayı işlemek için parça üzerinde takım yolunun tayin edilmesi gereklidir. Takım yolu parça üzerinde önemli noktalardan meydana gelir. X ekseni parçanın çapı yönünde Z ekseni ise uzunluk yönündedir. Örneğin X30 Z-45 noktasında parçanın çapı 50mm uzunluğu ise, ayna yönünde 45 mm dir. 15

16 PARÇA ÜZERİNDE KOORDİNAT TAYİNİ (Devam) Parçanın koordinatları mutlak ve eklemeli sistemde tabloya yazınız. 16

17 G KODLARI HAREKET KODLARI 17

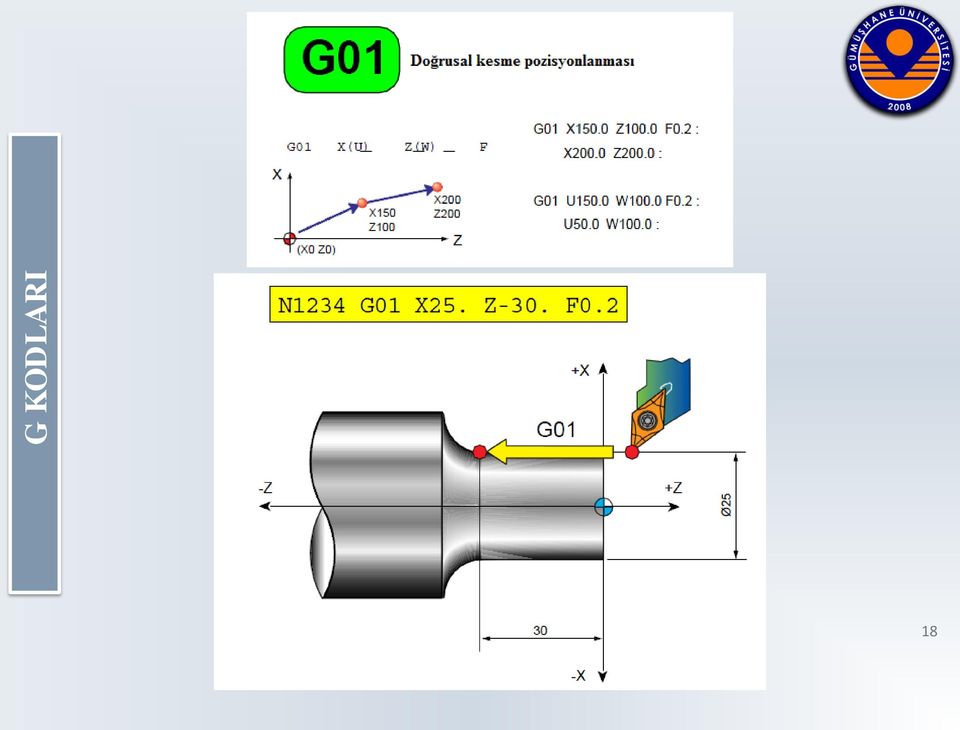
18 G KODLARI 18
19 G KODLARI 19

20 G KODLARI G00-G01-G02-G03 KODLARININ İŞ PARÇASI ÜZERİNDE GÖSTERİMİ Hareket kodları ile takım yolu örneği 20

21 G KODLARI PAH KIRMA VE YUVARLATMA İŞLEMİ Herhangi bir makine parçasının kesin köşeli olması istenmez. Genellikle yuvarlatılmış veya pah kırılmış şeklindedir. G01 X. (veya Z.) C (pah değeri) G01 X. (veya Z.) R (pah değeri) 21
22 TAKIM YARIÇAP ve UZUNLUK TELAFİLERİ Takım çap telafisi ile ilgili komutlar Takim çap telafisi nedir? Takim uçları teorikte görüldüğü gibi düz kenarlı değil aslında daireseldir. Takım ucu yarı çapı telafisi kullanılmadığı zaman normal işleme esnasında o kadarlık bir hata yapılmış olur. 22

23 TAKIM YARIÇAP ve UZUNLUK TELAFİLERİ (Devam) G40 : Telafi iptali G41 : İlerleme yönüne göre iş parçasının sol tarafında konumlandırıldığında, G42 : İlerleme yönüne göre iş parçasının sağ tarafında konumlandırıldığında 23
24 TAKIM YARIÇAP ve UZUNLUK TELAFİLERİ (Devam) Kontrol sisteminde sadece takım radyüsünün tanıtılması yeterli değildir. Takımın teorik ucunun, uç merkezine göre yönünün de belirtilmesi gerekir. Bunun için kadran numarası diye bir kavram standartlaştırılmıştır. Uç merkezi ile teorik uç arası bir vektör olarak kabul edilirse kadran numarası bu vektör yönündedir. 24
25 TAKIM YARIÇAP ve UZUNLUK TELAFİLERİ (Devam) 25
 Örnek")
26 TAKIM YARIÇAP ve UZUNLUK TELAFİLERİ (Devam) Örnek 26
27 TAKIM YARIÇAP ve UZUNLUK TELAFİLERİ (Devam) Takım telafisi kullanılmadığı zaman R yarı çap, a ve b değerlerinin hesaplanması gerekir. 27
28 TAKIM YARIÇAP ve UZUNLUK TELAFİLERİ (Devam) Takim telafisi kullanıldığında yarı çap telafisi a ve b değerlerini hesaplamaya gerek kalmaz. Eğer a ve b degerleri programda yazilirsa, takim yaricap telafisiniotomatik olarak yapar ve bir sonraki yöne doğru hareket eder. 28


29 P : Başlangiç satır numarası Q: Bitiş satır numarası 29

30 T0303; M03 S1300; G00 G54 X102 Z2; G72 X0 Z-1 F0.15; Z-2; Z-3; Z-4; G00 X150 Z400; M30; 30

31 Örnek Program G50 S500 T01 ; G97 M03 ; G00 X90.0 Z1.0 T0101 ; X82.0 Z-60.0 ; G75 R1.0 ; G75 X60.0 Z-20.0 P3000 Q20000 F0.1 ; G00 X90.0; X200.0 Z200.0 T0100 ; M30 ; 31

32 Örnek Program G97 S1000 M03; T0100 G00 X50.0 Z5.0 T0101 G76 P Q100 R100 G76 X28.2 Z-32.0 P900 Q500 F1.5 G00 X200.0 Z200.0 T0100 M30 32
33 G92 komutu ile de diş açma işlemi gerçekleştirilir. Örnek Program O1236 G00 G28 U0 W0; T0505; M03 S750; G00 G54 X72 Z5; G92 X70 Z F3; X69.75; X69.5; X69.25; X69.0; X68.75; X68.5; G00 X150 Z400 M30 33
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
olan X eksenidir. Bu iki eksenin kesiştiği nokta ise orijin noktasıdır. Referans olarak bu nokta kullanılır. Bu nokta, genellikle iş parçası sıfır nok
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: [email protected]
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: [email protected]
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir.
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Kısa Program yazma-mdi
 TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
CNC'ye Giriş. CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28)
 Makine Sıfır Noktası (G28)") ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ. Öğr. Gör. RECEP KÖKÇAN. Tel: +90 312 267 30 20
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: [email protected] KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: [email protected] KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]
![Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]](/thumbs/92/107912016.jpg "Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
FANUC CNC PROGRAMLAMA
 1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123
 T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA. Ergün KESKİN
 SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez.
SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez.
Bilgisayar Destekli İmalat
 Bilgisayar Destekli İmalat Bilgisayar Destekli Đmalat (Computer Aided Manufacturing-CAM) CAM, planlama, yönetme ve bir imalat işleminin kontrolünün doğrudan veya dolaylı olarak bilgisayar yardımı ile yapılmasıdır.
Bilgisayar Destekli İmalat Bilgisayar Destekli Đmalat (Computer Aided Manufacturing-CAM) CAM, planlama, yönetme ve bir imalat işleminin kontrolünün doğrudan veya dolaylı olarak bilgisayar yardımı ile yapılmasıdır.
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
S100T TORNA PROGRAMLAMA EL KİTABI
 17 MAYIS 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN
17 MAYIS 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
CNC torna programlama örnekleri
 CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Temel bilgiler Toleranslar
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler Toleranslar İçerik Tolerans nedir? Boyut toleransı Geçme Yüzey pürüzlülüğü Örnekler 2 Tolerans nedir? Tasarım ve üretim süreci arasında boyut
Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler Toleranslar İçerik Tolerans nedir? Boyut toleransı Geçme Yüzey pürüzlülüğü Örnekler 2 Tolerans nedir? Tasarım ve üretim süreci arasında boyut
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir
 Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: [email protected]
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: [email protected]
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ. CNC Ağır Hizmet Tipi Tornalar
 SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız.
 1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ
 MAKİNE TEKNOLOJİSİ") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA ALT PROGRAM OLUŞTURMA VE AKTARMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA ALT PROGRAM OLUŞTURMA VE AKTARMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından
PANÇ PRES. ermaksan.com.tr
 PANÇ PRES ermaksan.com.tr PANÇ PRES PANÇ PRESLER CNC SERVO & ELEKTRİK TARET PANÇ PRES ETP-S Daha Hızlı, Daha Hassas, Daha Çevreci... 4 Servo-Elektrik vuruş sistemi ton ve 0 ton güç seçenekleri 6 saca kadar
PANÇ PRES ermaksan.com.tr PANÇ PRES PANÇ PRESLER CNC SERVO & ELEKTRİK TARET PANÇ PRES ETP-S Daha Hızlı, Daha Hassas, Daha Çevreci... 4 Servo-Elektrik vuruş sistemi ton ve 0 ton güç seçenekleri 6 saca kadar
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Alın Tornalamada izlenecek işlem sırası şu şekildedir
 Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
ÜRÜN KATALOĞU.
 ÜRÜN KATALOĞU CNC PANTOGRAF TEZGAHLARI GT 4535 6 Takım magazin Takım ölçme probu 30000/40000 dev/dk ve built-in iş mili GT 6060 12 Takım magazin Takım ölçme probu 30000 dev/dk ve built-in iş mili Teknik
ÜRÜN KATALOĞU CNC PANTOGRAF TEZGAHLARI GT 4535 6 Takım magazin Takım ölçme probu 30000/40000 dev/dk ve built-in iş mili GT 6060 12 Takım magazin Takım ölçme probu 30000 dev/dk ve built-in iş mili Teknik
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN
 CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
MC-QUAD PROGRAMLAMA EL KİTABI
 17 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ VE İŞARETİ
17 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ VE İŞARETİ
Cnc Divizör. Türkiye Mümessili.
 Cnc Divizör Türkiye Mümessili 2 KOMATECH Tapping Center Tezgahları MADE IN KOREA KT 420 KT 420 Eksen Hareketleri (X,Y,Z) (mm) 560x420x300mm İş Mili Koniği Spindle Devri (dev/dk) BT 30 10.000rpm/Direct
Cnc Divizör Türkiye Mümessili 2 KOMATECH Tapping Center Tezgahları MADE IN KOREA KT 420 KT 420 Eksen Hareketleri (X,Y,Z) (mm) 560x420x300mm İş Mili Koniği Spindle Devri (dev/dk) BT 30 10.000rpm/Direct
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
CAM PROGRAMLARINDAN ALINAN NC KODUNDA DİKKAT EDİLMESİ GEREKENLER
 Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
ANINDA STOKTAN TESLĐM
 AĞUSTOS 2009 - Özel Sayı ANINDA STOKTAN TESLĐM STAR SR20 RII Kayar Otomat STAR Maks. işleme boyu Tornalama takım adedi Ana iş mili motoru Döner takım devri Döner takım motoru SR20 RII 20 mm 205 mm 6 Adet
AĞUSTOS 2009 - Özel Sayı ANINDA STOKTAN TESLĐM STAR SR20 RII Kayar Otomat STAR Maks. işleme boyu Tornalama takım adedi Ana iş mili motoru Döner takım devri Döner takım motoru SR20 RII 20 mm 205 mm 6 Adet
Cnc freze programlama örnekleri
 Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
CNC TORNA PROGRAMLAMA DERS NOTLARI
 CNC TORNA PROGRAMLAMA DERS NOTLARI İÇİNDEKİLER Önsöz 1 CNC Torna Programlamaya giriş 2 CNC Tezgahlaın Avantaj ve Dezavantajları 3 CNC Torna Tezgahlarının yapısı 4 CNC Programlamanın yapısı 5 Koordinat
CNC TORNA PROGRAMLAMA DERS NOTLARI İÇİNDEKİLER Önsöz 1 CNC Torna Programlamaya giriş 2 CNC Tezgahlaın Avantaj ve Dezavantajları 3 CNC Torna Tezgahlarının yapısı 4 CNC Programlamanın yapısı 5 Koordinat
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU
 BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
7 CNC OPERATION. 7-3 İşleme Programı. 7-3-1 İnce sac kesimine örnek,
 7 CNC OPERATION 7-3 İşleme Programı Aşağıdakiler Mazak tarafından kesime yönelik olarak tavsiye edilmiştir. İnce objelerin kesilmesi. G08 önden okuma (prior) kontrolunu G64 modunda kullanın. G08 ile otomatik
7 CNC OPERATION 7-3 İşleme Programı Aşağıdakiler Mazak tarafından kesime yönelik olarak tavsiye edilmiştir. İnce objelerin kesilmesi. G08 önden okuma (prior) kontrolunu G64 modunda kullanın. G08 ile otomatik
FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI İSTANBUL 2007
 FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI Hazırlayan : İSTANBUL 2007 Dr Müh. ERDAL GAMSIZ Türkiye Distribütörü Ses3000 Ses3000
FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI Hazırlayan : İSTANBUL 2007 Dr Müh. ERDAL GAMSIZ Türkiye Distribütörü Ses3000 Ses3000
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
CNC DERS NOTLARI. fanuc code kullanımı. HAZIRLAYAN: Yılmaz YARAR
 CNC DERS NOTLARI fanuc code kullanımı HAZIRLAYAN: Yılmaz YARAR CNC TORNA TEZGAHLARI CNC: tezgahaların bilgisayar yardımı ile kontrol edilmesine cnc denir C N C Computer Numerical Control Bilgisayar ----sayısal
CNC DERS NOTLARI fanuc code kullanımı HAZIRLAYAN: Yılmaz YARAR CNC TORNA TEZGAHLARI CNC: tezgahaların bilgisayar yardımı ile kontrol edilmesine cnc denir C N C Computer Numerical Control Bilgisayar ----sayısal
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Edited by Foxit PDF Editor Copyright (c) by Foxit Software Company, 2004 For Evaluation Only.
 by Foxit Software Company, 2004 For Evaluation Only.") CAK serisi CNC tornalari tornalama islemlerinde hem saglamis oldugu pratik operasyon kabiliyetleri acisindan, hemde gerçeklestirdigi kaliteli islemler bakimindan, diger CNC modelleri ile mukayese edildiginde
CAK serisi CNC tornalari tornalama islemlerinde hem saglamis oldugu pratik operasyon kabiliyetleri acisindan, hemde gerçeklestirdigi kaliteli islemler bakimindan, diger CNC modelleri ile mukayese edildiginde
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI. Talaş Kaldırılmış Parçaların Sınıflandırılması. Talaş Kaldırma
 TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
CNC Tezgahlarda İmalat Teknolojileri
 CNC Tezgahlarda İmalat Teknolojileri Bölüm 1: Dikey İşleme Merkezleri ve CNC programlama *Hikmet Nazım Ekici Doksanlı yıllardan günümüze kadar olan dönemde ülkemizde imalat otomasyonu konusunda önemli
CNC Tezgahlarda İmalat Teknolojileri Bölüm 1: Dikey İşleme Merkezleri ve CNC programlama *Hikmet Nazım Ekici Doksanlı yıllardan günümüze kadar olan dönemde ülkemizde imalat otomasyonu konusunda önemli
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
TM S R L TM 2 I ISO
 iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
BÖLÜM I GİRİŞ (1.1) y(t) veya y(x) T veya λ. a t veya x. Şekil 1.1 Dalga. a genlik, T peryod (veya λ dalga boyu)
 y(t) veya y(x) T veya λ. a t veya x. Şekil 1.1 Dalga. a genlik, T peryod (veya λ dalga boyu)") BÖLÜM I GİRİŞ 1.1 Sinyal Bir sistemin durum ve davranış bilgilerini taşıyan, bir veya daha fazla değişken ile tanımlanan bir fonksiyon olup veri işlemde dalga olarak adlandırılır. Bir dalga, genliği, dalga
BÖLÜM I GİRİŞ 1.1 Sinyal Bir sistemin durum ve davranış bilgilerini taşıyan, bir veya daha fazla değişken ile tanımlanan bir fonksiyon olup veri işlemde dalga olarak adlandırılır. Bir dalga, genliği, dalga
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
3 EKSENLİ YÜZEY İŞLEME TEZGÂHININ BİLGİSAYAR İLE KONTROLÜ COMPUTER AIDED CONTROL OF 3-AXIS SURFACE PROCESSING MACHINE
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye 3 EKSENLİ YÜZEY İŞLEME TEZGÂHININ BİLGİSAYAR İLE KONTROLÜ COMPUTER AIDED CONTROL OF 3-AXIS SURFACE PROCESSING
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye 3 EKSENLİ YÜZEY İŞLEME TEZGÂHININ BİLGİSAYAR İLE KONTROLÜ COMPUTER AIDED CONTROL OF 3-AXIS SURFACE PROCESSING
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı