Plazma Tanımı. Gaz halinde bulunan maddeye enerji verilmesi maddenin plazma haline geçişine neden olur.
|
|
|
- Basak Dikmen
- 5 yıl önce
- İzleme sayısı:
Transkript

1 Plazma ile İşleme
2 Plazma Tanımı Plazma maddenin dördüncü halidir. Gaz halinde bulunan maddeye enerji verilmesi maddenin plazma haline geçişine neden olur. Enerji kaynağı; Elektrik, Isıl veya Işın kökenli olabilir. Maddenin plazma hali serbest halde gezinen elektronlardan ve elektronlarını kaybetmiş atomlardan oluşur.

3 Plazma Tanımı Maddenin dört hali vardır: 1. Katı 2. Sıvı 3. Gaz 4. Plazma C de Gaz molekülleri atomlara ayrılmaya başlar C de Electronlar atomlardan ayrılmaya başlar Yüksek sıcaklıkta iyonize olmaya ve elektrik yüklenmeye başlarlar. Bu duruma PLAZMA hali denir. 3
4 Maddenin Dört Hali 4
5 Plazma Tanımı Plazmayı maddenin gaz halinden ayıran en önemli farklar; 1- Elektriği iletmesi 2- Çok yüksek sıcaklıkta olması 3- Işık yaymasıdır. 5
6 Plazma Tanımı Günümüzde plazmalar ; İMALATTA TIPTA IŞIKLANDIRMADA TELEVİZYONLARDA ENERJİ (NÜKLEER) ÜRETMEKTE kullanılmaktadır. Florasan lambalarındaki ışıldama, Kaynak sırasında görülen mavi ışık, birer plazmadır. 6
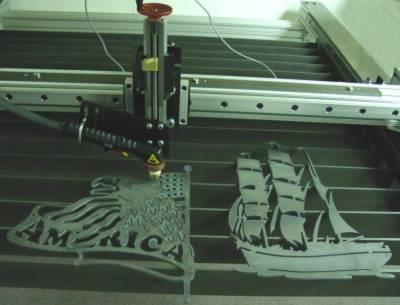
7 Plazma İle Kesme Metodu İletken ve iletken olmayan metallerin kesiminde kullanılır. Kesme torç içinde akan gaza enerji verilerek kısmen iyonlaştırılması Oluşturulan yüksek sıcaklıktaki plazmanın da gaz akışı etkisi ile nozul ağzından (+) kutup olan malzemeye yönelmesi Malzemeyi ergitmesi ve ergiyen malzemenin akan gazın jet etkisiyle itilerek uzaklaştırılması ile gerçekleştirilir. 7
8 Plazma Kesme Metodu Gelişimi Oksijen-yakıt ile kesmeye alternatif bir metot olarak geliştirilmiştir. * Hava, oksijen veya saf azot ile kesmeye alternatif olarak Argon, Hidrojen ve Azot karışımları ile kesme yöntemleri geliştirilmiştir. 8

9 Plazma Kesme 9

10 10





11 11


12 12
13 13
14 Parçanın İşlenme Şekli İş parçasına çarpan plazma ark yüzeyde hızlı erimeye daha sonrada buharlaşmaya neden olur. Aynı zamanda çarpan gazlar buharlaşan metali ortamdan uzaklaştırır. 14
15 Plazma Arkın Çeşitleri Plazma ark İkiye ayrılır: 1. Transfer edilen plazma ark 2. Transfer edilmeyen plazma ark 15

16
17 17


18 Plazma Arkın Çeşitleri 18

19 Plazma Ark
20 Plazma ile Kesme Geleneksel plazma sistemleri mm kalınlık aralığında Günümüz hassas plazma sistemleri ise lazer kesme sistemlerinin çalıştığı 1-12 mm malzeme kalınlığı arasında ve lazer kesme sistemlerine yakın hassasiyette kesme yapabilmek yönünde geliştirilmektedir. 20


21 Plazma ile Kesme 21
22 Plazma ile Kesme Şekilde günümüz termal kesme teknolojileri kesme hassasiyeti ve malzeme kalınlığına göre karşılaştırılması görülmektedir.
23 Plazma ile Kesimin Sanayide Yaygın Olarak Kullanılmasının Sebepleri Plazma ile kesim düşük işletme ve yatırım maliyeti Yüksek kesme hızı Üretim hattı uygulamasına ve otomasyona uygunluğu Sürekli iyileştirilen kesme kalitesi Vagon sanayi, gemi inşa sanayi, iş mak. Sektörü, basınçlı kap sanayi bu sistemin kullanıldığı yerlerdir. 23

24 Plazma ile Kesme Sistemi 24
25 Plazma Kesme Sistemi Otomasyona yönelik plazma kesme sistemi bir önceki sayfadaki şekilde görülebilir. Güç kaynağı; bir doğru akım kaynağıdır. Yüksek gerilimde, sabit doğru akım sağlar. Görevi iyonizasyon sonrası plazmanın devamlılığını sağlamak için gerekli enerjiyi sağlamaktadır. 25
26 Plazma Kesme Sistemi Yüksek frekans ateşleme devresi 2 MHz de 5000 ile volt arası alternatif akım yaratan bir devredir. Taşıyıcı gazın iyonlaşması için gerekli olan pilot arkı ateşler. Gaz konsolu; plazma ve koruyucu gazın akış hızlarını, karışım oranlarını ayarlamak ve plazma gazlarını seçmek için kullanılır. 26
27 Plazma Kesme Sistemi Torç; İçinde plazma gazı ve koruma gazının aktığı, nozul, elektrod, lüle, nozul dış kapağı, koruyucu kafa ve kapağını bir arada tutan parçadır. Koruyucu gaz ve soğutma sıvısı akışını sağlar. 27

28 Torç Kafası Parçaları 28

29 Torç Parçası 29
30 Plazma Kesme Sistemi Taşıyıcı sistem ve kontrol sistemi; torç hareketini ve tüm sistemin kontrolünü sağlar. Tezgahlar nümerik kontrollü veya robotik olabilir. Soğutma sistemi; soğutucu sıvının sistem içerisinde dolaşımını sağlar Aspiratör sistemi; kesme sırasında oluşan gazları ve dumanı kesme bölgesinden uzaklaştırır. 30
31 Plazma İle Kesilebilen Malzemeler Alaşımlı çelik, Paslanmaz çelik, Karbon çeliği, Al alaşımları, Ti ve alaşımları ve Cu kesmede kullanılır. Ni,Ti, ve alaşımları gibi malzemelerin kesimi ancak talaşlı işlemeden önce malzemeyi kesip hazırlamak için uygun olur. Çünkü kesme esnasında kesme ağzı ve yüzeyinde pürüz, malzemede renklenme görülmektedir. 31
32 Plazma Kesme Kullanım Alanları Temel olarak bütün iletken malzemeler plazma ile kesilebilir. Hatta yalıtkan malzemeler bile Transfer edilmeyen ark metodu ile kesilebilir. Paslanmaz çelik, bakır, alüminyum, yalın ve düşük alaşımlı çelikler gibi malzemelerin kesiminde. 32
33 * Malzeme kalınlığı olarak 2-15mm arasında iyi sonuç verir. 200mm kadar kesim yapılabilir fakat kalite düşük olur. * Yığın kesme konusunda en avantajlı yöntemdir. 33
34 Plazma ile Kesmede Kullanılan Gazlar ve Özellikleri Farklı gazların kullanılması; gazın iyonlaşma enerjisi, termal iletkenlik ve reaktiflik özelliklerine bağlıdır. Gazın iyonlaşma enerjisi arkın; gerilme değerini ve açığa çıkan enerji yoğunluğunu etkiler Termal iletkenlik; arkın sürekliliğini ve enerjinin ısı formunda iletilmesinde rol oynar. Reaktiflik; ısı etkisi altında gazın ergiyen malzeme ile etkileşmesidir. 34
35 Plazma Kesme Metodları * Çift Gaz plazması * Hava plazması * Oksijen plazması * Su enjeksiyonlu plazma 35
36 Çift Gaz Plazması * İlk geliştirilen metotdur ve halen kullanılmaktadır. *Ark, tungsten elektrod ve iş parçası arasında oluşturulur. * Nozul, su veya gaz soğutmalıdır. *En çok kullanılan gazlar Argon-Hidrojen karışımları ve Azottur. 36
37 Çift Gaz Plazması Bazen ikili gaz akış sistemi kullanılır. İkinci kanaldan verilen gaz nozulu soğutur ve plazma kesme jetini daraltıp yoğunlaştırır (plazma gazı azot yada hava). İkincil gaz olarak karbondioksit yada hava kullanılır. Alaşımlı çelikler, alüminyum ve bakır malzeme kesiminde yaygın olarak kullanılırlar. Azot-Oksit oluşumu problemi nedeniyle manuel kesmede pek tercih edilmez. 37
38 Hava Plazması * Hava plazma gazı olarak kullanılır. * Özellikle elle kesmede yaygın kullanıma sahiptir. *Elektrod Hafniyum yada Zirkonyumdan yapılmaktadır. *Elektrod malzemelerinin ergime sıcaklıkları tungstenden düşük olduğunda elle soğutma gerektirir. *Elektrodun tasarımı soğutma yeterliliğini önemli ölçüde etkiler. 38
39 Hava Plazması * Kesme işleminde kullanılan hava basınçlı tüplerden yada kompresörden alınır. * Avantajı olarak gaz fiyatını azaltması söylenebilir. * Dezavantajları olarak ise, yüksek elektrod ve nozul tüketimi, toz ve dumandan dolayı kötü çalışma ortamı, bazı durumlarda kaynak öncesi gözenekli kesme yüzeyleri sayılabilir. 39
40 Oksijen plazması * Oksijenin plazma gazı olarak kullanıldığı durumlarda gözenek problemi yaşanmaz. * Yalın karbonlu ve düşük alaşımlı çeliklerde yüksek kesme hızı, küçük açısal sapmalar ve cürufsuz bir kesme yüzeyi sağlar. * Hafniyum ve zirkonyumdan yapılmış elektrodlar kullanılır. * Elektrod tüketimi yüksektir. 40
41 Su Enjeksiyonlu Plazma *Plazma gazı olarak azot kullanılır, (su enjeksiyonlu azot plazmasında, ASE). *Su yüksek basınçla nozul kanalındaki açıklıktan gönderilerek daha iyi soğutma, yüksek enerji yoğunluğu ve daha yüksek kesme hızı elde edilir. 41

42 Su Enjeksiyonlu Plazma Su enjeksiyonlu plazma resimleme 42
43 Plazma ile Kesmede Kullanılan Gazlar ve Özellikleri Hava Azot Oksijen Argon-Hidrojen 43
44 Hypertherm HD3070 Sisteminde Kullanılan Gazların Malzeme Plazma Gazı Koruyucu Gaz Karbon Çelikler Oksijen Oksijen ve Azot Karışımı Pazlanmaz Çelikler Hava Hava Al Cu Hava H35&Azot Hava H35&Azot Oksijen Oksijen Hava ve Metan Karışımı Azot Metan Azot Oksijen ve Azot Karışımı Oksijen ve Azot Karışımı 44
45 45
46 Argon * Düşük enerji ve ısıl iletkenliğe sahiptir. Bu nedenle özellikle kesici gaz olarak etkin şekilde kullanılamaz. * Yüksek yoğunluğu ve ark kararlılığı nedeni ile plazma gaz karışımlarında kullanılır. * Kolay iyonize olduğu için, plot ark uygulamasında mükemmel bir şekilde kullanılır. 46
47 Hidrojen * Yüksek enerji içeriği ve ısıl iletkenliğe sahip bir gazdır. * Saf hidrojen düşük yoğunluktadır ve nozulu aşındırır. * Hidrojen genelde ortamın ısıl iletkenliğini ve enerji içeriğini artırmak için argon ve azot gazlarına ilave olarak kullanılır. 47
48 Azot * Nispeten yüksek enerji içeriği ve yoğunluğuna sahiptir. * Karışım desteği olmadan kesim için kullanılabilir. * İnce metallerde az cüruf sorunu çıkardığı için kesme gazı olarak kullanılır. * Dezavantajları arasında tungsten elektrodunu diğer gazlara nazaran daha hızlı aşındırması, azot-oksit oluşturması ve çifte-ark oluşturma oranı yüksekliğidir. 48
49 Hava * Nemden arındırılmış hava plazma gazı olarak yaygın kullanıma sahiptir. * Yüksek ayrışma-iyonlaşma enerjisine ve yüksek yoğunluğa sahiptir. İyi bir kesici gazdır. * Dezavantajı olarak paslanmaz çelik kesimlerinde içinde bulundurduğu oksijen oksitlenmeye neden olur. Elektrod aşınması yüksektir. * Elektrodlar hafniyum ve zirkonyumdan yapılır. 49
50 Oksijen Yüksek enerji içeriği ve yoğunluğuna sahip bir gazdır. Yüksek kesme hızı ve düşük açısal sapma sayesinde kaliteli kesim yüzeyleri verir Günümüzde kesim gazı olarak kullanılmaya başlanmıştır. 50
51 Temel Kesme Metodları Ve Özellikleri Kesme Metodu Malzeme Kalınlığı (mm) Malzeme Alev Kesme Düşük alaşımlı çelik Plazma Kesme 2-150, , Düşük alaşımlı + Paslanmaz çelik Alüminyum Bakır Lazer Kesme Düşük alaşımlı + Paslanmaz çelik Metal dışı (ağaç, seramik vb) Giyotin 1-8 Düşük alaşımlı çelik 51

52 52

53 53


54 54

55 55
56 56

57 57

58 58

59

60 60

61 61
62 PLAZMA maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin devam etmesi maddenin plazma haline geçişine neden olacaktır. enerji kaynağı elektrik olabileceği gibi, ısıl veya için kökenli de olabilir. Plazmayı maddenin gaz halinden ayıran en önemli farkları, elektriği iletmesi, çok yüksek sıcaklıkta olması ve ışık yaymasıdır. Maddenin plazma hali, serbest halde gezinen elektronlardan ve elektronlarını kaybetmiş atomlardan (iyonlardan) oluşur, eşit miktarda pozitif ve negatif yük içerir. elektriği ileten tüm metallere uygulanan prensiplerin çoğu plazmalar içinde geçerlidir ve plazma manyetik ve elektrik alanlardan etkilenir.
63 Günümüzde plazmalar değişik teknolojiler geliştirilerek imalatta, tıpta, ışıklandırmada, televizyonlarda, enerji üretmekte (nükleer) ve daha birçok teknolojide kullanılmaktadır. Plazmalar sıcaklıklarına göre ve hacimlerindeki yüklü parçacık sayısına göre sınıflandırılırlar. Florasan lambalarındaki ışıldama, kaynak sırasında görülen mavi ışık, yıldırım ve çimçek birer plazmadır. Güneç içerisinde farklı türde plazmalar vardır. Kutuplarda görülen auroralar da bir çeşit plazmadır.
64 Plazma ile Kesme Teknolojisi Plazma ile kesme metodu. iletken metallerin kesiminde kullanılan termal bir kesme metodudur. Kesme, basitçe, torç içinde akan gaza enerji verilerek kısmen iyonlaştırılması (plazma haline dönüştürülmesi), oluşturulan yüksek sıcaklıktaki plazmanın da gaz akışı etkisi ile nozul ağzından pozitif kutup olan malzemeye yönelmesi, malzemeyi ergitmesi ve ergiyen malzemenin akan gazın jet etkisiyle itilerek uzaklaştırılması ile gerçekleştirilir.
65 Geleneksel plazma sistemleri mm kalınlık aralığında olan malzemelerin kesiminde yaygın olarak kullanılmaktadır. Günümüz hassas plazma sistemleri ise lazer kesme sistemlerinin çalıştığı 1-12 mm malzeme kalınlığı arasında ve lazer sistemlerine yakın hassasiyette kesme yapabilmek yönünde geliştirilmektedirler.
66 Plazma ile kesim düşük işletme ve yatırım maliyeti, yüksek kesme hızı, üretim hattı uygulamasına ve otomasyona uygunluğu, sürekli iyileştirilen kesme kalitesi ile sanayide yaygın olarak kullanılmaktadır. Plazma ile kesme metodu vagon sanayi, gemi inşa sanayi, iç makineleri sektörü, basınçlı kap sanayi gibi imalat sektörlerinde yoğunlukla kullanılmaktadır.
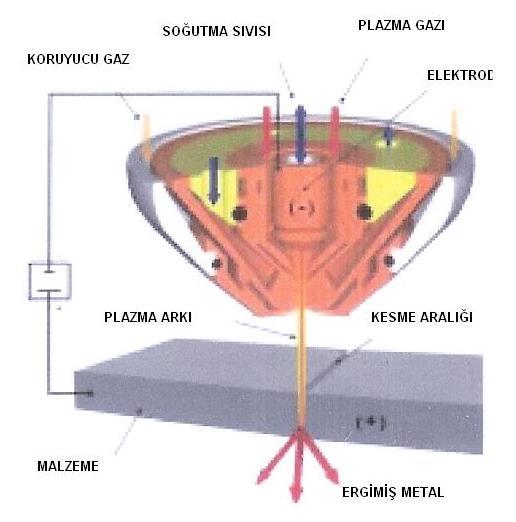
67 Plazma ile Kesme Sistemi Genel olarak otomasyona yönelik bir plazma ile kesme sistemi su alt sistemlerden oluşur Güç kaynağı bir doğru akım kaynağıdır. Yüksek gerilimde, sabit doğru akım sağlar. Görevi iyonizasyon sonrası plazmanın devamlılığını sağlamak için gerekli enerjiyi sağlamaktır. Yüksek frekans (HF) ateşleme devresi, 2MHz de 5000 ile volt arası alternatif akım yaratan bir devredir. Taşıyıcı gazın iyonlaşması (plazma oluşumu) için gerekli olan pilot arkı ateşler. Gaz Konsolu, taşıyıcı (plazma) ve koruyucu gazın akış hızlarını, karışım oranlarını ayarlamak ve plazma gazlarını seçmek için kullanılır. Günümüz sistemleri elektronik kontrollüdür. Torç, içinde plazma gazı ve koruma gazının aktığı, nozul, elektrot, lüle, nozul dış kapağı, koruyucu kafa ve kapağını bir arada tutan parçadır. Plazmayı oluşturmak ve odaklamak için tasarlanmıştır. Koruyucu gaz ve soğutma sıvısı akışını da sağlar. Gövde içinde gazlar, elektrik bağlantısı ve soğutma sıvısı için özel tasarlanmış kanallar ve elektrik bağlantıları vardır.
68 Taşıyıcı Sistem ve Kontrol Sistemi, torç hareketini ve tüm sistemin kontrolünü sağlar (bkz. Çekil 3). Numerik kontrollü herhangi bir kartezyen X-Y tablası olabileceği gibi, bir robotta olabilir. Kontrol sistemi ise güç kaynağını, ateşlemeyi, gaz akışını ve torç hareketini ilgili parametreler aracılığı ile kontrol eder. Soğutma Sistemi, soğutucu sıvının sistem içerisinde dolaşımını sağlar. Aspiratör Sistemi, kesme sırasında oluşan gazları ve dumanı kesme bölgesinden uzaklaştırmak için kullanılır.
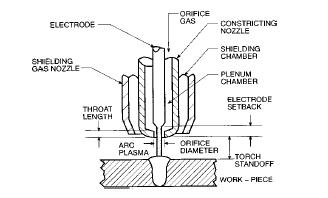
69 Torç Parçalarının İşlevleri Plazma arkını oluşturmak ve malzemeye doğru odaklamak için tüm kesme torçlarında şu temel parçalar bulunur: elektrot, lüle, nozul ve koruyucu kap. Elektrot, güç kaynağının negatif kutbudur. Bakırdan imal edilir. elektrot ucunda ise arkı yayan, ısıya dayanıklı ikincil bir malzeme vardır. Bu uç için yüksek ergime noktalı hafniyum (hava ve oksijen plazma sistemlerinde) ve tungsten (azot ve argon-hidrojen plazma sistemlerinde) yaygın olarak kullanılır. Ateşleme sayısı ile ölçülen belli bir kullanım ömrü vardır. Açınma ve bozulma elektrot ucunda görülür. Lüle, taşıyıcı gazı elektrot etrafında girdap etkisi vererek döndürerek iten yüzük çeklinde bir parçadır.
70 Girdap etkisi arkı silindir çeklinde çevirerek arkın daha yoğun ve kararlı olmasına yardımcıdır. Günümüzde neredeyse hemen hemen tüm plazma ile kesme sistemi üreticileri girdap etkisinden yararlanmaktadır. Girdap etkisini torç eksenine dik delikler yerine (nozul içerisine) belli bir açıda lüle üzerinde açılmış gaz giriş delikleri yaratır. Bu akış etkisi ile nozul içerisine giren gaz plazma arkını kesim süresince elektrottan malzemeye kadar ufak bir gaz girdabı içinde tutar. Nozul, plazma arkının konsantre olmasını ve odaklanmasını sağlar. Bu arkın enerji yoğunluğunu ve akış hızını arttırır. Ateşleme esnasında güç kaynağının pozitif kutbudur. Nozul ağız açıklığı belli bir tip nozul için maksimum kesme akım şiddetini belirler. Açınma parçasıdır. Nozul ömrü de ateşleme sayısı ile ifade edilir. Koruyucu kap ve başlığı nozulun dışında yer alır. Kesilen malzeme ile nozulun arasında yalıtıcı olarak görev yapar.
71 Kesme Nasıl Başlar? Güç kaynağına gelen bir sinyal eşzamanlı olarak açık devre gerilimini açar ve torça gaz akışını başlatır. Sistemde nozul ve malzeme güç kaynağının pozitif kutbuna, elektrot ise negatif kutbuna bağlıdır. Taşıyıcı gaz nozul ve elektrot arasındaki boşluktan geçerek nozul ağzından dışarı akmaya baçlar. Bu esnada yüksek frekans ateşleme devresi, nozul ile elektrot arasında yüksek frekansta arklar oluşturur. Taşıyıcı gaz bu arklardan gelen enerji ile kısmen iyonize olur. Yüksek akış hızındaki gaz, itme etkisi ile bu akım yolunun pozitif kutbunu dışarıya - nozuldan malzemeye doğru- yöneltir. Pozitif kutuptaki malzeme ile artık akım devresi tamamlanmıştır ve yüksek frekans devresi kapanır. Gazın sürekli olarak iyonizasyonu (arkın sürekliliği) doğru akım devresinden gelen enerji ile sağlanır. Bu şekilde elde edilen plazma metoduna "taşınan ark metodu" (transferred arc method) denir.
72 Kesme içlemi plazmanın yüksek sıcaklığı nedeni ile malzemeyi lokal olarak ergitmesi ve yüksek akış hızındaki taşıyıcı gazın ergimiş malzemeyi püskürterek malzemede bir delik açması ile baçlar. Bu esnada torç taşıyıcı sistem ile -arkın sürekliliğini kaybetmeyecek bir hızda- hareket ettirilerek kesme içlemi gerçekleştirilir. Plazma ile kesme içlemi genel olarak taşınan ark metodu ile gerçekleştirilir. Bir diğer metot ise "taşınmayan ark metodu dur (non-transferred arc method). Torç teknolojisi farklıdır. Plazma arkı malzemeye transfer edilmeden nozul ile elektrot arasında baçlar ve akan gaz etkisi ile - sürekliliğini kaybetmeyecek şekilde- plazma torç ucunda alev çeklinde çıkar. Genel olarak bu metot iletken olmayan malzemelerde kullanılır ve diğer plazma içlemlerinde (örneğin yüzey kaplamada, atık içlemede) kullanılır. Kesmede yaygın olarak kullanılmamasının nedeni plazma ark yoğunluğunun kontrol edilememesidir.
73 PLAZMA İLE KESİLEBİLEN MALZEMELER Plazma ile kesme yöntemi sanayide yaygın olarak alaşımlı çelik, paslanmaz çelik, karbon çeliği, alüminyum alaşımları, titanyum alaşımları ve bakır kesmekte kullanılır. Nikel, titanyum ve alaşımları gibi malzemelerin kesimi ancak talaşlı içlemeden önce malzemeyi kesip hazırlamak için uygun olabilir. Çünkü bu malzemelerin plazma ile kesiminde kesme ağzı ve yüzeyinde pürüz, malzemede de renklenme görülmektedir. Koruyucu ve plazma gazı kombinasyonları, gazların akış hızları ve malzeme kalınlığı malzemelerin kesme kalitesini etkiler.
74 PLAZMA ILE KESMEDE KULLANILAN GAZLAR VE ÖZELLIKLERI Modern plazma ile kesme sistemlerinde, iyi bir kesme kalitesi elde etmek için taşıyıcı (plazma) ve koruyucu gaz olarak çeşitli gazlar ve karışımları kullanılmaktadır. Kullanılacak plazma gazları arasındaki farklar gazın iyonlaşma enerjisi, termal iletkenlik ve reaktiflik özelliklerine bağlıdır. Gazın iyonlaşma enerjisi arkın gerilme değerini ve açığa çıkan enerji yoğunluğunu etkiler. Termal iletkenlik, arkın sürekliliğini etkilediği gibi enerjinin ısı formunda iletilmesinde de rol oynar. Reaktiflik ise ısı etkisi altında gazın ergiyen malzeme ile etkileşmesidir (azotun yüksek sıcaklıkta karbon çelikleri ile etkileşip nitrat oluşturması gibi). Plazma torçunun teknolojisine göre de kullanılan gazların karışım oranlarında değişebilir. Plazma ile kesmede en çok kullanılan gazlar hava, azot, oksijen ve argonhidrojendir (H-35, Ar-Hz). Genel bir fikir vermek için Hypertherm HD3070 sisteminde kullanılan gazlar malzeme cinsine göre dizilerek Tablo 1'de örnek olarak sunulmuştur.
75
76 Yüksek akım PA kaynağı için gaz seçimi Plazma Kaynak Gazı Seçim Tablosu Metal Kalınlık (mm) Kaynak Tekniği Anahtar Deliği Ergitme Karbon Çeliği max. (alüminyumla dezokside) min Ar Ar Ar %75 He-%25 Ar Alçak alaşımlı çelik max. min Ar Ar Ar %75 He-%25 Ar Paslanmaz çelik max. min Ar.%92.5 Ar-%7.5 H 2 Ar.%92.5 Ar-%5 H 2 Ar %75 He-%25 Ar Bakır max. min Ar Önerilmemiş b %75 He-%25 Ar He Nikel alaşımları max. min Ar.%92.5 Ar-%7.5 H 2 Ar.%92.5 Ar-%5 H 2 Ar %75 He-%25 Ar Reaktif metaller max. min Ar Ar-He(50 ila %75 He) Ar %75 He-%25 Ar a - Gaz seçimleri hem ağız hem de koruma gazları içindir. b - Dikiş altı uygun şekilde teşekkül etmez. Teknik sadece bakır-çinko alaşımları için kullanılabilir.
77 Plazma Ark Koruma Kaynak Gazı Seçim Tablosu Düşük akım PA kaynağı için koruma gazı seçimi a Alüminyum max. min Karbon Çeliği max. (alüminyumla dezokside) min. Metal Kalınlık Kaynak Tekniği Anahtar Deliği Önerilmemiş He Önerilmemiş Ar,%75 He-%25 Ar Ar,He He Ar,%25 He - %75 Ar Ar,%75 He - %25 Ar Ergitme Alçak alaşımlı çelik max. 1.6 Önerilmemiş Ar,He,Ar-H 2 (%1-5 H 2 ) Paslanmaz çelik Hepsi Ar,%75 He - %25 Ar Ar, H 2 (%1-5 H 2 ) Ar,He,Ar-H 2 (%1-5 H 2 ) Bakır max. min Önerilmemiş %75 He-%25 Ar,He %25 He -% 75 Ar %75 He - %25 Ar, He He Nikel alaşımları Hepsi Ar,%75 He - %25 Ar, Ar H 2 (%1-5 H 2 ) Ar, He,Ar-H 2 (%1-5 H 2 ) Reaktif metaller max. min Ar,%75 He - %25 Ar,He Ar,%75 He - %25 Ar,He Ar Ar, %75 He-%25 Ar a Gaz seçimi sadece koruma içindir. Argon bütün hallerde ağız gazıdır.
78 PLAZMA ILE KESMEDE ÖNEMLI PARAMETRELER Plazma ile kesmede önemli parametreler gaz parametreleri, güç kaynağı parametreleri ve kesme hızıdır. Parametreler arasındaki ilişkiler kesmede elde edilecek kaliteyi tanımlar. Gaz parametreleri; taşıyıcı(plazma) ve koruyucu gazın akış hızı ve gazların karışım oranıdır. Plazma gazının akış hızının artışı arkın kararlılığını etkileyen faktörlerden birisidir. Arkın yoğunluğunu arttırır. Artan momentum nedeni ile eriyen malzemenin kesme bölgesinden püskürtülmesini kolaylaştırır. Güç kaynağı parametreleri ise 'standoff', 'V', ve akım şiddetidir, 'I'. Standoff, malzemetorç arası uzaklığı belirler. Otomasyona yönelik sistemlerde kesme içlemi başlamadan bu mesafe bir sonda sistemi ile ayarlanır. Kesme başladıktan sonra ise standoff mesafesini torç yükseklik kontrol sistemi kontrol eder. Geribildirim döngüsünden etkileyen parametrelerden biridir. Tavsiye edilen değerden yavaş hızlarda plazma arkı ergittiği bölgeden hemen uzaklaşmadığı için yarık aralığı değeri artar. Bu geriye doğru eğimli kesme çizgileri oluşturur. Daha yüksek hızlarda plazma arkı malzemeyi tüm kalınlık boyunca ergittiği fakat püskürtme içlemi tamamlanmadan torç hızla ilerlediği için alt kısımlarda malzeme tekrar katılaşarak yarığı doldurur ya da kalın çapak oluşumu gözlenir.
79 PLAZMA ILE KESMEDE KALITE Plazma ile kesmede kaliteyi belirleyen standartlar, ISO 9013, DIN z310 gibi termal kesme standartlarıdır. Endüstride plazma kesmede kaliteyi tanımlayan karakteristik değerler kesme yüzeyi açısı (diklik) ve pürüzlülüktür. Ayrıca ek olarak üst kesme kenarı yuvarlaklığı, sakal oluşumu, üst serpinti ve yarık aralığı ölçüsü de kaliteyi tanımlamak için kullanılır. Bu karakteristik değerlere kısaca göz atacak olursak : Kesme yüzeyi açısı (diklik), kesme esnasında kesme yüzeyinde oluşan eğim miktarıdır. Uluslararası standartlarda kabul edilen değer kalite sınıflarına göre değişiklik gösterir. Genel olarak diklik değeri ile belirtilir. Açısal ve pratik değerler vermek gerekirse taşıyıcı gaza girdap hareketi veren torçlarda bu eğim miktarı malzeme tarafında 1 ila 3 derece, atıl malzeme tarafında 3 ila 8 derece arasında değişir. Düz akış içeren torçlarda ise bu değer her iki kenarda 4 ila 8 derece arasındadır. Pürüzlülük, kesilen yüzey üzerinde üst ve alt yüzeyden standartlarda tanımlanmış bir mesafede ve aralıklarda ölçülür. Genel olarak bu değeri kesme hızı, gaz akış hızları, torç hareketi etkiler. Kesme hattı çizgileri pürüzlülük değerini etkiler. Kesme Hattı çizgileri, malzeme kesme yüzeyi boyunca oluşan dalgalanmalardır.
80 Kullanılan gaz, güç kaynağı çıkışındaki süreklilik, torç tasarımı ve mekanik sistemdeki titreşim oluşumlarında etkilidir. Üst kesme kenarı yuvarlaklığı, plazma ile kesimde karakteristik bir özellik olup, malzemenin üst yüzeyinin plazma arkı ile daha uzun süre etkileşimde kalması nedeni ile oluşur. Bu yuvarlaklık düşük kalınlıklarda daha çok belli olur. Yüksek tanımlı plazma ile kesim sistemlerinde bu etki olabildiğince azdır. Çapak (sakal), plazmanın ergittiği malzemenin eridikten sonra tekrar katılaşıp malzeme alt kesme yüzeyi kenarına yapışması nedeni ile oluşur. Kesme hızı, akım şiddeti, gaz seçimi, malzeme çeşidine ve temizliğine bağlıdır. Çok hızlı ve çok yavaş kesimlerde çapak yapabilir. Kesme aralığı, plazmanın malzemeyi keserken oluşturduğu açıklıktır. Plazma kesiminde bu açıklığı belirlemekteki kural her zaman için bu genişliğin nozul ağzı açıklığının yaklaşık bir ila iki katı aralığında olacağı çeklindedir. Yarık aralığını etkileyen diğer parametreler akım şiddeti, kesme hızı ve torç ile malzeme arasındaki yüksekliktir. Üst Serpinti, üst yüzeyde oluşan çapaktır. Malzeme ile torç arası uzaklık üst serpinti oluşmasında başlıca etmendir. Çok yavaş ilerleme hızında yapılan kesimlerde görülebildiği gibi aşınmıç nozul nedeni ile de ortaya çıkabilir.
81 Çalışmalar sırasında araştırmacılar nozul ağız açıklığının daraltıldığı zaman TIG torçundan malzemeye doğru akan ark ve gazın özelliklerinin değiştiğini, ark ve gazın daha yoğun hale geldiğini fark ettiler. Arkın ısısı daha yüksekti ve nozul içinde artan basınç ile akış hızı artmıştı. Artan sıcaklık nedeni ile malzeme arkın değdiği noktada kalınlık boyunca lokal olarak ergiyor, plazma jetinin hızı ergimiş metali basınçla iterek uzaklaştırıyordu. Böylece malzeme kesilmiş oluyordu. Bu gelişmeyi takiben ilk plazma torçları piyasaya sunulmaya başlandı. Bu kesme metodu çok kalın malzemelerde bile yüksek hızlarda kesme olanağı sağlıyordu. Konvansiyonel plazma kesimi olarakta tanınan bu teknik 1970 li yıllara kadar yaygın olarak kullanıldı. Bu teknikte, plazma arkı kesim esnasında iyi kontrol edilemediği, ark konsantrasyonunun sürekliliği ve plazma ark akışının yoğunluğu sağlanamadığı için elde edilen malzemenin kalitesi hassas kesimler için kullanılmasında bir engel olmuştur. Bu nedenle başlangıçtan günümüze kadar çeşitli teknolojiler

82
83

84

85
86

87
88

89

90

91


92


93

94

95

96

97

98

99

100 What is Plasma? The Fourth State of Matter


101

102


103



104

105

106

107

108

109

110

111




112




113

114


115

116




117




118

119

120

121

122

123


124
 çıkışı, C. Plazma Gaz, D. Gaz, E. Kesme Yönü F.")
125 Plazma Torch Tasarımı A. Soğutucu (su) girişi, B. Soğutucu (su) çıkışı, C. Plazma Gaz, D. Gaz, E. Kesme Yönü F. Kesilen Parça

126

127

128


129
130 Quality (In terms of tolerances & surface finish Machining Water Jet Punching/ Blanking Laser Plasma Cost
131

132


133 Cutting Flame Types Carburizing Flame Neutral Flame Neutral Flame with Oxygen Cutting Stream Oxidizing Flame

134





135

136

137

138

139


140

141

142

143

144

145

146

147

148

149

150

151

152

153

154

155

156

157



158 ESAB Welding & Cutting Products PLASMA Cutting & Gouging ESAB A CENTURY OF INNOVATION



159 THREE CUTTING METHODS MECHANICAL Saw, Drill, Punch, Shear CHEMICAL Oxy-Fuel THERMAL Plasma, Laser, Electron Beam
160 WHAT IS A PLASMA ARC? PLASMA - a fluid part of the blood PLASMA - an ionized gas (Air) When a gas is heated above 17,000 0 F, electrons are free to move. The gas conducts electricity

161 THE PLASMA SYSTEM AIR REGULATOR / FILTER POWER SOURCE/ CONTROL Work Clamp Torch SPARE PARTS KIT
162 GTAW (TIG) ARC TUNGSTEN ELECTRODE OPEN ARC GAS CUP SHIELDING GAS WELD PUDDLE
163 GTAW (TIG) ARC = OPEN ARC Excellent heat source - 35,000 0 F Arc lacks intensity or focus Arc lacks needed velocity to blow molten metal from kerf Excellent for welding - unsuitable for cutting or gouging
164 PLASMA = CONSTRICTED ARC Constriction focuses the arc Increases arc temperature Increases arc voltage Flow of gas controls plasma velocity

165 TEMPERATURE DIFFERENCE
166 THERMAL SOURCE REQUIREMENTS High temperature - to melt metal Highly focused and intense source - to make a narrow kerf High velocity gas stream - to blow the molten metal from the kerf

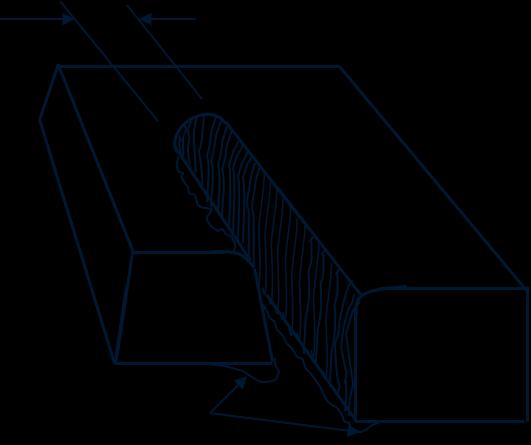
167 KERF The narrow cut or void left by the cutting process END VIEW OF A TYPICAL PLASMA KERF

168 DROSS FORMATION The molten metal that was blown through the kerf and sticks (welds itself) to the bottom edge of the plate Low travel speed - easily removed High travel speed - Very difficult to remove HIGH SPEED LOW SPEED

169 CONVENTIONAL TORCH

170 DUAL FLOW TORCH

171 HIGH FREQUENCY STARTING High Frequency (HF) starting requires an arc of about 10,000 volt at 1.5 MHz This high voltage arc jumps the electrode to nozzle gap and ionizes a path through the gas When the cutting tip touches the work piece the main arc flows through this ionized path The PT-31XL torch uses a HF start High Frequency PLASMA GAS (air) IONIZED GAS
 blows this arc through the nozzle When the pilot arc comes close enough to the work piece the main cutting arc transfers and takes the place of the pilot arc Advantage - The")
172 PILOT ARC STARTING Pilot arc torches also require High Frequency to ionize the gas in the torch A low current (pilot arc) flows through the HF path. The plasma gas(air) blows this arc through the nozzle When the pilot arc comes close enough to the work piece the main cutting arc transfers and takes the place of the pilot arc Advantage - The cutting tip does not have to touch the work piece resulting in longer life PLASMA GAS PILOT ARC BRIGHT ZONE HOT PLASMA (CONDUCTIVE) The PT-25, 26, 27 and PT-121 torches use a PILOT ARC start.
 * Preflow: The gas (air) flow prior to the High Frequency and Pilot")
173 PILOT ARC After two seconds of *preflow the HF energizes and the PILOT ARC fires (Click on image to play video) * Preflow: The gas (air) flow prior to the High Frequency and Pilot Arc
174 OPERATING TIPS The Do's and Don'ts PT-25 / PT-26 / PT-27


175 TORCH SETUP With the POWER turned "OFF" - Check the torch consumables for wear and proper assembly


176 AIR SETUP With the POWER turned "ON" and the AIR CHECK switch in the "ON" position - set the air pressure per the instruction literature (usually psi.)


177 AIR SUPPLY Contaminated air supply will shorten electrode and nozzle life. Check filter bowl for water or oil. An additional air filter/dryer may be necessary. Available for less than $100.

 or electrode become")
178 WHEN TO CHANGE CONSUMABLES Cut speed and quality will deteriorate when the nozzle (tip) or electrode become damaged.

179 TECHNIQUE (Click on image to play video)

180 PLASMA TORCH ARC STARTING PILOT ARC - START PLACE TIP 1/4 ABOVE PLATE - DO NOT TOUCH PLATE! PT-25, 26, 27

181 EDGE STARTS Always start at the edge - With some metal under the tip PT-34, PT-31XL PT-25, PT-26 or PT-27

182 EDGE STARTS NEVER PLACE THE TIP OVER THE EDGE - WITHOUT METAL UNDER THE TIP PT-31XL, PT-34 PT-25, 26 or PT-27
183 PIERCE STARTS Never pierce with the torch in the vertical position and the tip touching the plate PT-25 PT-26 / PT-27

184 PIERCE STARTS ANGLE TORCH TO BLOW MOLTEN METAL AWAY FROM CUTTING TIP AND TORCH HEAD



185 Pierce Starts Angle torch to blow molten metal away from cutting tip and torch head NEVER pierce with the torch in the vertical position (Click on image to play video)

186 DRAG CUTTING Hold the tip against a straight edge Follow a template for irregular shapes (Click on image to play video)
187 DRAG CUTTING TECHNIQUE You can drag the PT-31XL or PT-34 torch on the plate Hold the tip against a straight edge Follow a template for irregular shapes
 Torch angled of 5 o to 15 o to plate")
188 CUTTING WITH A CONSTANT STAND OFF Hold the torch nozzle approximately 5mm above the plate (Click on image to play video) Torch angled of 5 o to 15 o to plate surface



189 DRAG CUTTING WITH STAND OFF GUIDE Use stand off guide to optimize consumable life (Click on image to play video)
190 PLASMA ARC GOUGING
191 PLASMA GOUGES AL CS SS
 AL CS")
192 Plasma Gouging Torch angled 30 o to plate surface Arc washes the surface instead of cutting (Click on image to play video) AL CS SS

193 PLASMA CUTTING vs GOUGING Plasma cutting Torch held 90 o to plate surface Smaller orifice produces highly constricted arc High arc force produces cut Plasma gouging Torch angled 30 o to plate surface Larger orifice produces softer wider arc Arc washes the surface instead of cutting
194 PLASMA GOUGING vs CARBON ARC GOUGING Lower fume levels Lower noise levels High quality surface Lower cost


195 ESAB Welding & Cutting Products THE END Thank You ESAB A CENTURY OF INNOVATION
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
Plazma kesim kalitesinin iyileştirilmesi
 Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
KAYNAK ve KESME MAKiNELERi
 KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
KAYNAK SEMBOLLERİNİN TEKNİK RESİMLERDE GÖSTERİLMESİ
 KAYNAK SEMBOLLERİNİN TEKNİK RESİMLERDE GÖSTERİLMESİ 141 5 5 10-20 10-20 YUSUF MANSUROĞLU Mühendislik Hizmetleri Müdür Yardımcısı 10.12.2018 NDT Hangi kaynak sembolü doğru kullanılmış Kaynak Kalınlıklarının
KAYNAK SEMBOLLERİNİN TEKNİK RESİMLERDE GÖSTERİLMESİ 141 5 5 10-20 10-20 YUSUF MANSUROĞLU Mühendislik Hizmetleri Müdür Yardımcısı 10.12.2018 NDT Hangi kaynak sembolü doğru kullanılmış Kaynak Kalınlıklarının
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
Mekanize plazma çözümleri Optimize edilmiş kalite, üretkenlik ve işletim maliyeti
 Mekanize plazma çözümleri Optimize edilmiş kalite, üretkenlik ve işletim maliyeti Dünya çapında lider termal kesme teknolojisi 1968 den bu yana Hypertherm tek bir hedefe sahiptir: metal kesme maliyetini
Mekanize plazma çözümleri Optimize edilmiş kalite, üretkenlik ve işletim maliyeti Dünya çapında lider termal kesme teknolojisi 1968 den bu yana Hypertherm tek bir hedefe sahiptir: metal kesme maliyetini
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
İNCE TANE YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU
 İNCE TANE YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU Uğur Mutlu TOPTAŞ Makina Mühendisi - Nurol Makina ve Sanayi A.Ş. E-posta: ugur.toptas@nurolmakina.com.tr ÖZET Bu
İNCE TANE YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU Uğur Mutlu TOPTAŞ Makina Mühendisi - Nurol Makina ve Sanayi A.Ş. E-posta: ugur.toptas@nurolmakina.com.tr ÖZET Bu
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Dumlupınar Gaz Atomizasyonu Ünitesi
 Dumlupınar Gaz Atomizasyonu Ünitesi DPT projesi desteği ile tasalanarak kurulan gaz atomizasyon ünitesinin genel görünümü şekil 1 de verilmiştir. Dumlupınar Gaz Atomizasyon ünitesi altı ana bölümden oluşmaktadır.
Dumlupınar Gaz Atomizasyonu Ünitesi DPT projesi desteği ile tasalanarak kurulan gaz atomizasyon ünitesinin genel görünümü şekil 1 de verilmiştir. Dumlupınar Gaz Atomizasyon ünitesi altı ana bölümden oluşmaktadır.
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM
 MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
04.01.2016 LASER İLE KESME TEKNİĞİ
 LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4. 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
Express Weld Kaynak Makinaları 01 Ağustos 2012 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Express Weld Kaynak Makinaları İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 201 Ultra PFC Makina 1-Ağu-2012 EXW 01-01 Inverter 251 Ultra PFC Makina 1-Ağu-2012 EXW 01-02 Plasma 60 Ultra
Express Weld Kaynak Makinaları İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 201 Ultra PFC Makina 1-Ağu-2012 EXW 01-01 Inverter 251 Ultra PFC Makina 1-Ağu-2012 EXW 01-02 Plasma 60 Ultra
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MobiTIG Üretim Serisi
 MobiTIG Üretim Serisi Kompakt Formda Güç Paketleri! MIG MIG / MAG TIG TIG PLA CUT ELECTRODE AUTOMATION WEL PLASMA MERKLE www.merkle.com.tr CUTTING ROBOTICS PLA TIG DC TIG AC 1. Çelik ve Paslanmaz Çelik
MobiTIG Üretim Serisi Kompakt Formda Güç Paketleri! MIG MIG / MAG TIG TIG PLA CUT ELECTRODE AUTOMATION WEL PLASMA MERKLE www.merkle.com.tr CUTTING ROBOTICS PLA TIG DC TIG AC 1. Çelik ve Paslanmaz Çelik
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı
 Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ
 K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
ENDÜSTRİYEL GAZLARIN KAYNAK VE KESİM UYGULAMALARINDAKİ KULLANIM ALANLARI
 ENDÜSTRİYEL GAZLARIN KAYNAK VE KESİM UYGULAMALARINDAKİ KULLANIM ALANLARI Bahar SEVİM 1, Makina Mühendisi 1 IWE-Air Liquide Gaz Sanayi, bahadir.sevim@airliquide.com ÖZET Bu sunumda genel olarak kaynak ve
ENDÜSTRİYEL GAZLARIN KAYNAK VE KESİM UYGULAMALARINDAKİ KULLANIM ALANLARI Bahar SEVİM 1, Makina Mühendisi 1 IWE-Air Liquide Gaz Sanayi, bahadir.sevim@airliquide.com ÖZET Bu sunumda genel olarak kaynak ve
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
ATOMİK YAPI. Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0
 ATOMİK YAPI Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0 Elektron Kütlesi 9,11x10-31 kg Proton Kütlesi Nötron Kütlesi 1,67x10-27 kg Bir kimyasal elementin atom numarası (Z) çekirdeğindeki
ATOMİK YAPI Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0 Elektron Kütlesi 9,11x10-31 kg Proton Kütlesi Nötron Kütlesi 1,67x10-27 kg Bir kimyasal elementin atom numarası (Z) çekirdeğindeki
VHR ER ENERJİ GERİ KAZANIM CİHAZLARI VHR ER ENERGY RECOVERY UNITS
 ER ENERJİ GERİ KAZANIM CİHAZLARI ER ENERGY RECOVERY UNITS AKSESUARLAR ACCESSORIES Sayfa/Page 9~ VENCO ER enerji geri kazanım cihazları, rotorlu tip eşanjörü sayesinde, yüksek enerji tasarrufu sağlamak
ER ENERJİ GERİ KAZANIM CİHAZLARI ER ENERGY RECOVERY UNITS AKSESUARLAR ACCESSORIES Sayfa/Page 9~ VENCO ER enerji geri kazanım cihazları, rotorlu tip eşanjörü sayesinde, yüksek enerji tasarrufu sağlamak
iplasma PLAZMA-OXY KESİM
 iplasma PLAZMA-OXY KESİM 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant presler
iplasma PLAZMA-OXY KESİM 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant presler
Rutil Elektrodlar. Bazik Elektrodlar. Selülozik Elektrodlar
 Rutil Elektrodlar Bazik Elektrodlar Selülozik Elektrodlar Demir Tozlu Elektrodlar Düşük Alaşımlı Yüksek Dayanımlı Elektrodlar Paslanmaz Çelik Elektrodları Demirdışı Metal Elektrodları Dökme Demir Elektrodları
Rutil Elektrodlar Bazik Elektrodlar Selülozik Elektrodlar Demir Tozlu Elektrodlar Düşük Alaşımlı Yüksek Dayanımlı Elektrodlar Paslanmaz Çelik Elektrodları Demirdışı Metal Elektrodları Dökme Demir Elektrodları
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ATOMİK YAPI. Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0
 ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
MAKİNA PARKI / MACHINE PARK
 PARKI / MACHINE PARK P101 P102 P103 P104 P105 P106 P107 P108 P109 P110 P111 P112 C Tipi Mekanik Pres C Type Mechanical Press C Tipi Mekanik Pres C Type Mechanical Press C Tipi Mekanik Pres C Type Mechanical
PARKI / MACHINE PARK P101 P102 P103 P104 P105 P106 P107 P108 P109 P110 P111 P112 C Tipi Mekanik Pres C Type Mechanical Press C Tipi Mekanik Pres C Type Mechanical Press C Tipi Mekanik Pres C Type Mechanical
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
Fiyat Listesi
 Fiyat Listesi 02.01.2018 RV 350 Redresör Kaynak Makinesi 35-350 A %20: 350A %60 : 190A Elektrot Çapı 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
Fiyat Listesi 02.01.2018 RV 350 Redresör Kaynak Makinesi 35-350 A %20: 350A %60 : 190A Elektrot Çapı 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
KAYNAK VE KESME MAKİNELERİ
 KAYNAK VE KESME MAKİNELERİ 06/2013 www.oerlikon.com.tr ÖRTÜLÜ ELEKTROD KAYNAĞI İNVERTÖR SERİSİ DC kaynak invertörü, 5 mm elektroda kadar tüm elektrod tiplerinde kaynak kabiliyeti, Potansiyometre ile hassas
KAYNAK VE KESME MAKİNELERİ 06/2013 www.oerlikon.com.tr ÖRTÜLÜ ELEKTROD KAYNAĞI İNVERTÖR SERİSİ DC kaynak invertörü, 5 mm elektroda kadar tüm elektrod tiplerinde kaynak kabiliyeti, Potansiyometre ile hassas
MADDENİN YAPISI VE ÖZELLİKLERİ
 MADDENİN YAPISI VE ÖZELLİKLERİ 1. Atomun Yapısı KONULAR 2.Element ve Sembolleri 3. Elektronların Dizilimi ve Kimyasal Özellikler 4. Kimyasal Bağ 5. Bileşikler ve Formülleri 6. Karışımlar 1.Atomun Yapısı
MADDENİN YAPISI VE ÖZELLİKLERİ 1. Atomun Yapısı KONULAR 2.Element ve Sembolleri 3. Elektronların Dizilimi ve Kimyasal Özellikler 4. Kimyasal Bağ 5. Bileşikler ve Formülleri 6. Karışımlar 1.Atomun Yapısı
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Satın Alma için Zeyilname Duyurusu 1. Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
 Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
HIGH SPEED PRECISION SPINDLES YÜKSEK DEVİRLİ HASSAS İŞ MİLLERİ. www.simaksan.com.tr
 HIGH SPEED PRECISION SPINDLES YÜKSEK DEVİRLİ HASSAS İŞ MİLLERİ www.simaksan.com.tr HAKKIMIZDA SİMAKSAN MAKİNE ELEKTRİK ELEKTRONİK SAN.TİC.LTD.ŞTİ 2006 yılında CNC takım tezgahlarına servis hizmetleri sunmak,
HIGH SPEED PRECISION SPINDLES YÜKSEK DEVİRLİ HASSAS İŞ MİLLERİ www.simaksan.com.tr HAKKIMIZDA SİMAKSAN MAKİNE ELEKTRİK ELEKTRONİK SAN.TİC.LTD.ŞTİ 2006 yılında CNC takım tezgahlarına servis hizmetleri sunmak,
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ
 YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Doğru Akım (DC) Makinaları
 Makinaları") Doğru Akım (DC) Makinaları Doğru akım makinaları motor veya jeneratör olarak kullanılabilir. Genellikle DC makinalar motor olarak kullanılır. En büyük avantajları hız ve tork ayarının kolay yapılabilmesidir.
Doğru Akım (DC) Makinaları Doğru akım makinaları motor veya jeneratör olarak kullanılabilir. Genellikle DC makinalar motor olarak kullanılır. En büyük avantajları hız ve tork ayarının kolay yapılabilmesidir.
Cihazlar yalnızca soğutma modunda çalışmaktadır.
 Cihazlar yalnızca soğutma modunda çalışmaktadır. Standart ürünlerde çevre dostu R407c soğutucu akışkan kullanılmaktadır. Su sıcaklık rejimine veya isteğe göre farklı soğutucu akışkan ile sistem oluşturulabilmektedir.
Cihazlar yalnızca soğutma modunda çalışmaktadır. Standart ürünlerde çevre dostu R407c soğutucu akışkan kullanılmaktadır. Su sıcaklık rejimine veya isteğe göre farklı soğutucu akışkan ile sistem oluşturulabilmektedir.
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
Atomlar birleştiği zaman elektron dağılımındaki değişmelerin bir sonucu olarak kimyasal bağlar meydana gelir. Üç çeşit temel bağ vardır:
 Atomlar birleştiği zaman elektron dağılımındaki değişmelerin bir sonucu olarak kimyasal bağlar meydana gelir. Üç çeşit temel bağ vardır: İyonik bağlar, elektronlar bir atomdan diğerine aktarıldığı zaman
Atomlar birleştiği zaman elektron dağılımındaki değişmelerin bir sonucu olarak kimyasal bağlar meydana gelir. Üç çeşit temel bağ vardır: İyonik bağlar, elektronlar bir atomdan diğerine aktarıldığı zaman
ELEMETLER VE BİLEŞİKLER ELEMENTLER VE SEMBOLLERİ
 ELEMENTLER VE SEMBOLLERİ Elementler Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere element denir. Elementler çok sayıda
ELEMENTLER VE SEMBOLLERİ Elementler Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere element denir. Elementler çok sayıda
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
Üretim Serisi LogiTIG
 Üretim Serisi LogiTIG Taşınabilir TIG AC/DC Profesyonel Makineler ELECTRODE TIG www.merkle.com.tr TIG DC TIG AC 2 1. Çelik ve Paslanmaz Çelik İçin TIG DC Kaynak Makinesi 2. Alümi Üretim Serisi LogiTIG
Üretim Serisi LogiTIG Taşınabilir TIG AC/DC Profesyonel Makineler ELECTRODE TIG www.merkle.com.tr TIG DC TIG AC 2 1. Çelik ve Paslanmaz Çelik İçin TIG DC Kaynak Makinesi 2. Alümi Üretim Serisi LogiTIG
Expressweld Kaynak Makineleri 17.04.2015 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine EXW 01-01 Inverter 175 Ultra PFC Makine EXW 01-02 Inverter 201 Ultra PFC Makine EXW
Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine EXW 01-01 Inverter 175 Ultra PFC Makine EXW 01-02 Inverter 201 Ultra PFC Makine EXW
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
HSS High Speed Steel SAW BLADES DAİRESEL TESTERELER
 HSS High Speed Steel SAW BLADES DAİRESEL TESTERELER ABOUT US HAKKIMIZDA For over 33 years, Ağır Haddecilik Inc. one of the leading companies in its sector and now it continues to serve the iron and steel
HSS High Speed Steel SAW BLADES DAİRESEL TESTERELER ABOUT US HAKKIMIZDA For over 33 years, Ağır Haddecilik Inc. one of the leading companies in its sector and now it continues to serve the iron and steel
1. HAFTA Giriş ve Temel Kavramlar
 1. HAFTA Giriş ve Temel Kavramlar TERMODİNAMİK VE ISI TRANSFERİ Isı: Sıcaklık farkının bir sonucu olarak bir sistemden diğerine transfer edilebilen bir enerji türüdür. Termodinamik: Bir sistem bir denge
1. HAFTA Giriş ve Temel Kavramlar TERMODİNAMİK VE ISI TRANSFERİ Isı: Sıcaklık farkının bir sonucu olarak bir sistemden diğerine transfer edilebilen bir enerji türüdür. Termodinamik: Bir sistem bir denge
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,