ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ TOZ METALURJİSİ TOZ METALURJİSİ
|
|
|
- Ömer Derici
- 5 yıl önce
- İzleme sayısı:
Transkript


1 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ





2 Toz Metalurjisi
3 Toz Metalurjisi



4 Toz metal parçaların tercih edilmesinde bir çok önemli faktör vardır Karmaşık geometrili parçaların ekonomik üretimi, Yüksek miktarlardaki parçalar için yüksek hassasiyet ve maliyet, Mikroyapısal uygunluk, İstenen oranlarda alaşım imkanı, Gözenekli parça üretimi, diğer yöntemlerle üretimi mümkün olmayan parçaların üretimi (tungsten filamanları), Amaca uygun şekillendirebilme, Yüksek kalite, Tam yoğunluk sağlanabilmesi, Homojen mikroyapılı malzeme üretimi, Amorf, mikrokristal, nano boyuttaki malzemelerin sentezlenebilmesidir.
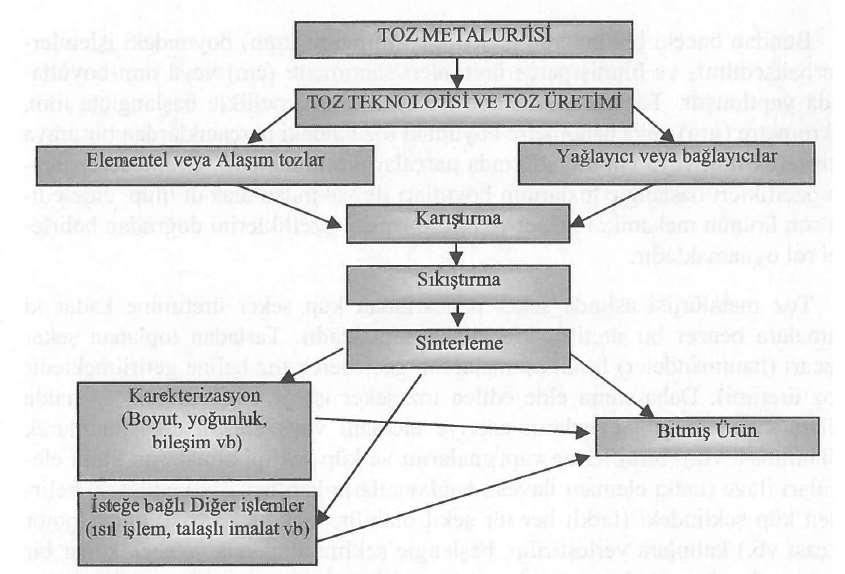
5 F. Nair A. Cerit Toz Üretimi 1. Toz hazırlama 2. Metal tozun üretimi 3. Toz Sıkıştırma 4. Sinterleme 5. Yağ emdirme ve kalibrasyon (gerekirse) 5. Tam yoğunluk işlemleri ve diğer isteğe bağlı
6 Toz Hazırlama 1. Mekanik yöntemler, 2. Kimyasal yöntemler, 3. Elektroliz yöntemi, 4. Atomizasyon yöntemleri Gaz atomizasyonu yöntemi Su atomizasyonu yöntemi Yağ atomizasyonu yöntemi Vakum atomizasyonu yöntemi Dönen elektrot prosesi Eriyik döndürme Talaşlı üretim Mekanik öğütme Mekanik alaşımlama Sol-jel Kimyasal çökeltme Kimyasal reaksiyon Kimyasal buhar çökeltme (CVD) Kimyasal indirgenme Ayrışma (dekompozisyon) Elektrolitik yöntemidir.



7 Mekanik Yöntemler Talaşlı Üretim Talaşlı imalat ile elde edilen birçok metalik malzeme talaşı uzun ve gevrek bir yapı içerir. Bunlardan elde edilen tozlar oldukça iridir ve saf değillerdir. Bu talaşlar kimyasal yollarla temizlenir ve boyutlarını küçültmek amacıyla öğütme işlemine tabi tutulurlar Hem talaşların iri oluşu ve öğütme gerektirmesi sonucu yavaş bir süreç olması, hem de üretim esnasındaki hava ve talaşlı imalat sıvıları ile kirlenmelerin oluşması bu yöntemin dezavantajlarıdır. Bu nedenle toz üretim yönteminin seçiminde öncelikli bir yöntem değildir.




8 Mekanik Öğütme Mekanik öğütme sert metal yada seramikten yapılmış bilyaların çarpması sonucu oluşan darbe etkileri altında özellikle gevrek ve kırılgan esaslı malzemelerin ufalanarak toz haline getirilmesi işlemidir ve toz üretim yöntemleri içerisinde eski ve en klasik olanıdır Bu yöntem daha çok boyacılık ve baskı uygulamaları için flex metal tozu üretiminde kullanılır. Buradaki temel mekanizma, parçalanacak malzeme ile sert bir cisim arasında bir darbe meydana gelmesini sağlamaktır.



9 Mekanik Öğütme Öğütücünün dönme hızı kritiktir. Çok fazla bir hız malzemenin ve bilyaların öğütücü duvarlarına yapışmasına ve dolayısıyla malzeme ve bilyalar arasındaki bağıl hareketin azalmasına sebep olarak, topaklaşma meydana gelir. Diğer taraftan çok düşük bir hız ise öğütücünün alt kısmında yeterli olmayan bir hareket meydana getirir. İdeal dönme hızı bilyelerin ve malzemenin öğütücünün en üst kısmına kadar yükselerek, geriye kalan malzemenin üzerine düşmesini sağlamalıdır. Eğer öğütülen malzeme gevrek ise, bilyelerle çarpışmanın etkisiyle çok küçük tozlara bölünür. Öğütülen malzeme sünek parçacıklardan oluşuyor ise, çarpışma sonucunda şekil değiştirerek yassılaşırlar ve ancak aşırı deformasyon sertleşmesi sonucunda gevrekleşerek daha küçük toz parçacıklarına bölünebilirler. Öğütme işleminin su, alkol veya bir hidrokarbon sıvı içinde gerçekleştirilmesi öğütme süresini kısaltmasının yanında daha ince tozlar üretilmesini de sağlar.



10 Mekanik Öğütme Kırılgan malzeme tozlarının (manganez, krom, antimuan, bizmut gibi) üretiminin yapıldığı bu yöntemde, malzemenin cinsine göre sert porselenden veya sert alaşımla kaplı çelik öğütücülerden faydalanılır. İri taneli öğütülecek malzeme; öğütücünün içinde büyük çaplı, sert ve aşınmaya karşı dayanıklı bilyeler ile birlikte döndürülerek darbe etkisiyle ufalanır. Bilyelerden ve öğütücünün çeperlerinden gelen kirlenme veya buharlaşma bu tekniğin bir dezavantajıdır. Mekanik yöntemle çok sert-gevrek olan metal alaşımları ve seramik malzemelerin tozlarının üretimi yapılabilmektedir. Bu şekilde üretilen başlıca metal tozları Al, Cu ve pirinçtir. Bunlardan başka Sn, Pb, Mn, Co, Si, Zn, Fe esaslı ve Cu esaslı tozlarının üretimi de örnek olarak verilebilir.

, bakır (Cu), magnezyum (Mg), demir (Fe), paslanmaz çelik gibi")

, öğütme hızı, öğütme zamanı, öğütme atmosferi ve")
11 Mekanik Alaşımlama Mekanik alaşımlama (MA), genellikle homojen dağılıma sahip, kontrollü ve oldukça ince tozlardan oluşan çoğunlukla bir katı hal reaksiyonu şeklinde gerçekleşen kum ve yüksek enerjili öğütme işlemine denilir. Bu yöntemde alüminyum (Al), bakır (Cu), magnezyum (Mg), demir (Fe), paslanmaz çelik gibi metallik malzemeler içerisine SiC, TiC, TiN, Si0 2, B 2 C, Al vb. oksit, karbür veya nitrürler takviye edilerek kompozit elde edilir. Mekanik alaşımlama (MA) ile toz üretimi esnasında önemli parametreler; ham madde, bağlayıcı elemanlar, öğütme türü, bilya-toz oranı (BTO), öğütme hızı, öğütme zamanı, öğütme atmosferi ve değirmen sıcaklığıdır. MA yöntemi, farklı malzeme tozlarının bir araya getirilerek alaşım tozu üretiminde kullanılır.


12 Mekanik Alaşımlama tozlar kapalı bir kap içerisine konulur ve bir elektrik motoru ile kanatlara sahip olan mil döndürülür. Yüksek sertliğe sahip milin üzerine yerleştirilen kollar ve bilyeler yardımı ile tozlar deforme edilir ve bu tozlarda kırılma ve soğuk kaynaklaşmalar ardışık sürekli gerçekleşir ve daha homojen ve daha ince bir toz karışımı elde edilir. Genellikle tozlardan en az bir tanesi bağlayıcı olması bakımından yumuşak, diğeri ise sert oksit, karbür, nitrür parçacıklarıdır.

13 Mekanik Alaşımlama MA yöntemi, karıştırma esnasında kum ve katı haldeki tozların birbirlerine periyodik olarak kaynaklanmasını ve tekrar bu kaynakların kırılmasını sağlayarak daha ince ve daha homojen bir mikroyapı elde edilmesini sağlamaktadır. Mekanik alaşımlama esnasında diğer mekanik öğütme işlemlerinde olduğu gibi metal ve oksit kirlenmeleri ile karşılaşılmaktadır. Bunu engellemek için mekanik işlem esnasında mekanik karıştırma kolları, bilyeler ve karıştırma kabının malzemeleri ya karışım tozları ile aynı malzemeden veya aşınmaması için çok daha sert malzemelerden seçilmelidir. Öğütme süresince kabın çeperleri ile toz ve bilyeler arasında oluşan sürtünmeden dolayı sıcaklık yükseldiğinden oksitlenme meydana gelebilir. Oksitlenmeyi önlemek için öğütücüde organik sıvılar (alkol veya stearat) ve koruyucu asal atmosferler (Argon, Helyum, Azot vb.) kullanılmalıdır.
14 Kimyasal Yöntemler Bu yöntem ilk olarak bakır tozlarının üretimi için kullanılmıştır. Daha sonrada sünger demir üretiminden önce demir tozu üretimi için standartlaştırılmıştır. Demir elektrolizinde, düşük karbonlu demir katot olarak kullanılıp metal tozu paslanmaz çelik anotlar üzerinde biriktirilmektedir. Elektrolit olarak sülfat veya klorürler kullanılmaktadır Saf ve yoğun olan demir, hidrojen içeriği nedeniyle gevrektir. Bu gevreklik, mekanik öğütme işlemini kolaylaştırdığı için bir avantajdır. Ancak elektrolitik demir tozu üretimi ekonomik olmadığı için bu tozların elektroliz yöntemi ile üretimi yaygın değildir. Diğer yandan metalik malzemelerin birçoğunun tozları kimyasal yöntemlerle üretilebilmektedir.
15 Kimyasal Yöntemler Metal tozlarının kimyasal yöntemle üretimi, metal oksitlerin (demir, bakır, tungsten, molibden, nikel ve kobalt) karbonmonoksit (CO) veya hidrojen (H2) gibi indirgeyici gazlarla kimyasal olarak indirgenmesi ile yapılmaktadır. Bu yöntemle toz üretiminde ana kimyasal işlemleri metal oksit, karbonatlar, nitratlar veya halojenli (VIIA Grubu F, CI, Br ve 1) bileşiklerin bir gaz (genellikle H2) veya katı (karbon veya yüksek oranda reaktif metal) yardımıyla indirgenmesi oluşturur
 Kimyasal indirgenme Ayrışma (dekompozisyon)")

16 F. Nair A. Cerit Kimyasal Yöntemler Sol-jel Kimyasal çökeltme Kimyasal reaksiyon Kimyasal buhar çökeltme (CVD) Kimyasal indirgenme Ayrışma (dekompozisyon) Elektrolitik yöntemidir. Metal oksitlerini indirgeyerek toz üretiminin avantajları; 1. Ucuz metal oksitlerinin bulunuşu, 2. Oksit metal parçacık boyunun kontrolündeki kolaylık, 3. Gözenekli toz üretim imkanı, 4. İşlem kapasitesinin değişkenliğidir. Bunun yanında dezavantajları ise; 1. Saf indirgeyici gazların yüksek maliyeti, 2. Metal tozlarının saflığının oksitlerin saflığına bağlı olması, 3. Alaşım tozlarının üretilememesidir.

17 Elektroliz Yöntemi Metal tozlarının elektroliz yöntemiyle üretiminde klasik elektroliz hücresi kullanılır. Anot, katot ve elektroliz banyosundan oluşan bu hücrede tozu üretilmek istenen ham madde anotta çözünür ve katot üzerinde birikir.
 veya sıkı ancak gevrek bir tabaka halinde (demir ve manganez gibi) oluşmaktadır.")
18 Elektroliz Yöntemi Elektroliz kabında uygulanan voltajın etkisiyle anottan ayrılan parçalar katot üzerinde birikir. Bu metal parçacıkların birikmesi, gevşek bağlantılı tozlar halinde (bakır ve gümüş gibi) veya sıkı ancak gevrek bir tabaka halinde (demir ve manganez gibi) oluşmaktadır. Her iki halde de, katotta toplanan metal kolaylıkla öğütülerek ince toz haline getirilir. Yüksek saflıktaki metal tozların üretimlerinde kullanılan elektrolitik tekniklerin uygulanmasında bir takım zorluklar vardır. Bunların arasında katottaki birikmede kirlenmenin olması ve bundan dolayı işlemden hemen sonra katot ürününün hemen yıkanması ve öğütülmesi belirtilebilir. Elektrolitik tozların en büyük avantajı yüksek safiyetleri ve içlerinde metal dışı kalıntıları bulundurmayışları, dolayısıyla iyi sıkıştırabilme özelliklerine sahip olmalarıdır. Bu yöntemle üretilen metallerin başında bakır gelir, aynı zamanda krom ve magnezyum da bu yöntemle üretilebilir.
19 Atomizasyon Teknikleri Endüstride en yaygın kullanılan yöntemlerin başında atomizasyon yöntemleri gelir. Günümüzde üretilen metal tozlarının yaklaşık %80 i atomizasyon yöntemleriyle elde edilmektedir. Genellikle ergitilebilen tüm metalik malzemelerin tozlan bu yöntemlerle üretilebilmektedir Atomizasyon, sıvı faz halindeki metalin yaklaşık 100 µm veya daha küçük boyutlarda sıvı damlacıklara parçalanıp, bu parçacıkların ani ve aşırı soğuması ile katılaşarak toz haline gelmesi işlemidir. Bu yöntemde, pota içerisinde ergimiş halde bulunan sıvı metal serbest veya üstten bir basınç yardımı ile üzerinde küçük delikler bulunan dar bir delikten geçirilir. Bu çıkış esnasında ergiyik metal üzerine su, yağ, veya farklı gazlar gönderilerek sıvı metalin küçük parçalara ayrılması sağlanır. Soğuk bir yüzeyle karşılaşan metal parçacıkları düşme zamanına bağlı olarak farklı şekillerde katılaşır.

20 Atomizasyon Teknikleri Tüm atomizasyon yöntemleri için genel olarak; üretilen tozların tane boyuta, özellikle ergimiş metal üzerine gönderilen dağıtıcı hüzmenin basıncına bağlıdır. Basınç arttıkça ergimiş metalin pülverizasyonu artacak ve ergiyik metal daha çok sayıda parçacığa ayrılacaktır. Böylece daha ince tane boyutuna sahip tozlar üretilecektir. Tozların tane şekli, öncelikle toz parçacıklarının soğuma zamanına bağlıdır.

21 Atomizasyon Teknikleri Atomizasyon teknikleriyle bir tozun ortalama boyuta, toz boyuta dağılımı, toz şekli, yüzey kompozisyonu da dahil olmak üzere kimyasal bileşimi ve mikro yapısı kontrol edilebilir. Bu ana özellikler, tozların ve bitmiş metal parçaların görünür yoğunluk, sıkıştırılabilirlik ve tokluk gibi özelliklerini belirler. Atomizasyon tekniklerindeki yüksek toz üretim hızı, ekonomik bir üstünlüktür. Ayrıca saf ve alaşımlı tozların üretiminde uygulanabilirlikleri ve karakteristiklerin kontrolündeki kolaylıkları bu teknikleri daha yaygın hale getirmiştir. Günümüzde paslanmaz çelik, pirinç, demir, alüminyum, çinko, kalay ve kurşun gibi metal ve alaşımların tozlarının üretiminde oldukça iyi sonuçlar vermektedir. 1. Gaz atomizasyonu yöntemi 2. Su atomizasyonu yöntemi 3. Yağ atomizasyonu yöntemi 4. Vakum atomizasyonu yöntemi 5. Dönen elektrot prosesi 6. Ergiyik döndürme yöntemi.

22 Gaz Atomizasyonu Yöntemi Genellikle hava, azot, helyum, ve argon gibi gazlar ile atomizasyonun sağlandığı yönteme gaz atomizasyonu yöntemi denir. Bu yöntemde elde edilen tozlar genellikle küreseldir. Gaz atomizasyonunda en önemli parametreler; gaz basıncı, gaz ve metal akış hızı ve metalin aşırı ısıtılmasıdır. Bu parametreler kontrol altına alınarak elde edilecek tozun şekli veya boyutu önceden belirlenebilir.


23 Gaz Atomizasyonu Yöntemi Genellikle düşük ergime sıcaklığına sahip metaller için yatay gaz atomizasyon yöntemi kullanılır. Yüksek sıcaklıkta ergiyen metallerin gaz atomizasyonunda ise ergitme, bir indüksiyon ocağı ile yapılmakta ve buradan potaya boşaltılarak ergiyik metalin nozula sürekli ve aynı basınç ve miktarda akması sağlanmaktadır.

24 Gaz Atomizasyonu Yöntemi Küresel tozların sıkıştırılabilirliği yüksek olduğu için gaz atomizasyon yöntemi diğer yöntemlere göre daha çok tercih edilmektedir. Ayrıca bu yöntemin diğer önemli bir üstünlüğü, saf metallerde olduğu gibi alaşımların da tozlarının üretilebilmesidir. Bunlar; çelikler, alaşımlı çelikler, paslanmaz çelikler, alüminyum alaşımları, nikel-kobalt alaşımları, bakır alaşımları vb. birçok alaşımın tozu bu yöntem ile üretilebilmektedir.



25 Su Atomizasyonu Yöntemi Düşey doğrultuda akıtılan sıvı metal üzerine küçük çaplı deliklerden basınçlı olarak fiskiyeler yardımıyla püskürtülen basınçlı su ile ergiyik metal tozunun atomize edilerek metal tozu üretimine su atomizasyon yöntemi denir. Atomizasyon yöntemleri arasında su atomizasyonu yaygın olarak kullanılan bir yöntemdir Su, gaza göre daha hızlı soğutma sağladığından oluşan tozlar gaz atomizasyondan farklı olarak küresel olmayıp daha karmaşık veya lamel şekillidirler


26 Su Atomizasyonu Yöntemi Atomize edilen metal ve kullanılan suyun reaksiyonu ise sistemin dezavantajlarındandır. Bu nedenle oksijenin sorun olmadığı veya küçük miktarlarda oksijenin tolere edildiği ya da sistemden atomizasyon sonrası ısıl veya kimyasal işlemlerle kolayca uzaklaştırılabildiği metal ve alaşımlarda kullanılabilir Isı kullanılması durumunda tozlar arasında yapışma veya topaklaşmalar oluşabileceğinden tekrar öğütme gerekebilir. Örneğin demir ve düşük alaşımlı çelik tozları sulu atomizasyon sonrası hidrojen içeren atmosfer ortamlarında redüklenir. Redüklemeden sonra öğütme ile demir tozları tekrar parçacıklara ayrıştırılarak daha küçük tozlar elde edilir.


27 Yağ Atomizasyonu Yöntemi Diğer atomizasyon yöntemlerinden farklı olarak bu yöntemde ergiyik metal üzerine atomizasyonu oluşturmak için yağ gönderilir, Yağ atomizasyonu, özellikle düşük oksijen içeren tozlann üretimi için kullanılır. Bu yöntemle koruyucu atmosferde milyonda 60 birimin (ppm) altında oksijen içeren toz üretmek mümkündür. Yüksek soğutma hızı düzensiz şekilli tozların üretilmesini sağlarken oksitlenme olmaması, metal tozlarının gaz ile su atomizasyonu arasında tercih edilmesine sebep olmaktadır
28 Yağ Atomizasyonu Yöntemi Yağ atomizasyonunda kullanılacak olan yağın özellikleri büyük önem taşımaktadır. 1. Tutuşma sıcaklığı çok yüksek olmalıdır. 2. Oda sıcaklığında vizikozitesi düşük olmalıdır. 3. Zehirleyici etkisi olmamalıdır (dioksin içermemelidir). 4. Ucuz ve kolay temin edilebilir olmalıdır. 5. Atomizasyon sırasında özelliğini kaybetmemeli ve tekrar kullanılabilmelidir. 6. Kükürtten etkilenen alaşımların atomizasyonunda kullanılacaksa, kükürt oranı düşük olmalıdır.


29 Vakum Atomizasyonu Yöntemi Diğer bir atomizasyon yöntemi de vakum ortamında oluşturulan atomizasyondur. Bu yöntem oksidasyona karşı duyarlı nikel, kobalt, demir, alüminyum alaşımlarının tozlarını üretebilmek için geliştirilmiştir. Atomizasyon işlemi hidrojen gazı altında gerçekleştirilir Bu yöntem de metal, indüksiyon ocağında ergitilir ve yüksek güçteki pompalar ile vakum oluşturulup, eriyik içerisine daldırılan bir seramik tüp-boru vasıtası ile ergiyik yukarı doğru çekilerek atomizasyon odasına iletilir.



30 Vakum Atomizasyonu Yöntemi Bu iletim sonucu ani olarak genleşen sıvı metal önce damlacıklara ayrılır ve daha sonra bu damlacıklar ani ve aşırı soğuyarak toz haline geçerler. Bu yön tem sayesinde Ni, Co, Fe, Cu ve Al esaslı küresel alaşım tozları temiz ve yüksek saflıkta elde edilir.

31 Dönen Elektrot Yöntemi Bazı malzemelerin ergime sıcaklıklarının yüksek olması veya reaktif özellikleri nedeniyle önceki açıklanan atomizasyon yöntemleriyle üretilme mümkün olmamaktadır. Özellikle titanyum, zirkonyum ve nikel esaslı süper alaşımların tozlarının üretimleri bu yöntemle yapılmak zorunda kalınmaktadır. Bu yöntemle atomize edilecek metal çubuk yatay ekseni etrafında döndürülür. Katot malzemesi olarak kullanılan volfram bu çubuk üzerinde ark oluşturur. Bu ark sayesinde kısmi bir ergitme gerçekleşir ve metal çubuktan merkezkaç etkisiyle savurulur ve metal damlacıkları atomize edilir. Bu yöntemle küresel ve oldukça eşit tane boyutlu metal tozu üretmek mümkün olmaktadır.

32 Elektrik Ark Atomizasyonu Yöntemi Elektrik arkı esnasında yaklaşık 5000 C ısı meydana gelmektedir. Geliştirilen metotla elektrik arkının bu özelliğinden faydalanılarak su soğutmalı bir bakır potada ergime sağlanır. Ergitme işlemi hidrojen veya argon ortamında yapılır. Ergiyik haldeki sıvı metal, gazları absorbe eder ve soğuk bakır potaya ulaştığında ani soğumadan dolayı absorbe ettiği gazı geri bırakır ve bu esnada damlacıklar halinde parçalanır. Daha sonra su dolu bir tanka gönderilerek ani soğumaları sağlanır. Bu şekilde çok ince tozlar üretilebilmektedir. Üretilen tozlar elektronikte, boya sanayiinde, roket yakıtında ve toz enjeksiyon kalıplarında kullanılmaktadır.

33 Atomizasyon Yöntemi

34 Atomizasyon Yöntemi

35 Toz Karakterizasyonu Toz metalürjisi yöntemleriyle üretilen tozların özelliklerinin bilinmesi ve bu özelliklerin muayene edilmesi üretilecek son ürün olan toz metal parçaların üretiminin tüm aşamalarında etkilidir. Bu nedenle öncelikle tozların belli başlı önemli özelliklerinin bilinmesi gereklidir. Genel olarak toz özelliklerinin incelenmesinde yaygın olan iki tür inceleme yöntemi uygulanmaktadır. Bunlar; 1. Tozların fiziksel özelliklerinin incelenmesi, 2. Tozların kimyasal özelliklerinin incelenmesi

36 Toz Karakterizasyonu Tozların özelliklerini tespit edebilmek için ilk olarak numune almaya ihtiyaç vardır. Genellikle numune olarak çok az toz alınabildiğinden, alman tozların gerçeği temsil etmesine dikkat etmek gerekir. Numune alma, statik ve hareketli olmak üzere iki şekilde yapılır. Statik numune almada; sabit bir toz kabından birden fazla değişik noktadan numune alınmalıdır. Deneyler için genelde 100 g toz yeterli olmaktadır. Hareketli numune almada ise; toz kütlesi hareket halindeyken numune alınır.

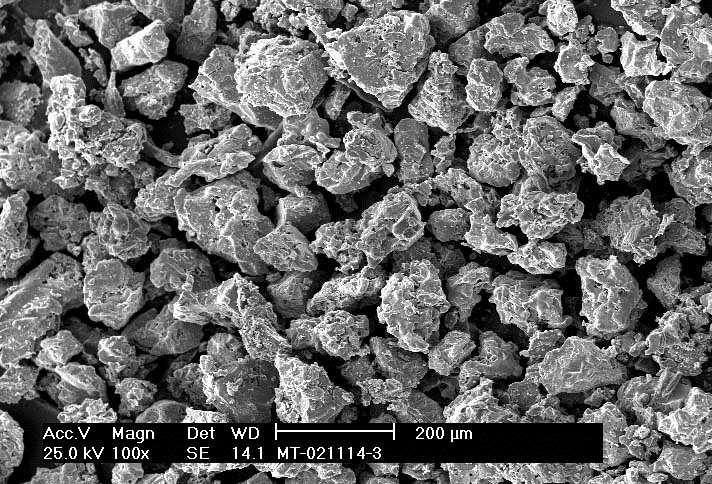
37 Tozların Fiziksel Özellikleri Tozların fiziksel özellikleri; tane boyutu, tane şekli, toz tane yapısı, özgül yüzey alanı, görünür yoğunluk ve akış hızıdır. Belirtilen bu özelliklerden toz şekli, toz boyut dağılımı ve spesifik yüzey alanı tozların ham yoğunluğuna, sıkıştınlabilirliğine ve sinterleme sonrası dayınımlarına etki etmektedir. Metal tozlarının en önemli iki özelliği tane şekli ve tane boyutudur. Tozlann tane şeklinin tayini ışın ve elektron mikroskobu ile yapılmaktadır. Tane şekli; tozların akış, ham mukavemet, sinterlenebilirlik, gerginlik, görünür yoğunluk gibi özelliklerini etkilemektedir. Toz tane şekli, tek boyutlu (iğnemsi, düzgün olmayan çubuksu), iki boyutlu dentritik ve üç boyutlu (pul) olarak sınıflandırılabilir. Tane şekli küresel olan tozların akıcılığı yüksektir. Diğer yandan pul şeklindeki tozlar iyi akış özelliği göstermezler. Görünür yoğunluğu en yüksek toz, küresel tozdur. Köşeli tozlar ile yüksek gözenekli tozlar düşük yoğunluk sergilerler.

38 Toz Tane Boyutu Ölçümü Toz tane boyut ölçümü çeşitli tekniklerle yapılır. Ancak toz ölçüm yöntemlerinde kullanılan parametrelerin farklılıklarından dolayı, her tane boyutu ölçüm tekniklerinden aynı sonuçlar alınmayabilir. Tane boyutu ölçüm cihazlarının çoğu tek bir geometriyi ölçerler ve parçacık şeklinin küresel olduğunu kabul ederek ölçüm sonucunu verirler. Çeşitli toz üretim teknikleriyle üretilmiş tozların tane boyutu ölçümünde kullanılan bir çok teknikler vardır. Bunlardan en yaygın kullanılanları aşağıda verilmiştir. 1. Elek analizi 2. Sedimentasyon 3. Işık hüzmesi 4. X- ışınları 5. Mikroskobik analiz
 olarak belirtilir.")
39 Elek Analizi En çok kullanılan tane boyutu ölçüm tekniklerinden birisi elek analizidir. Elekler metalsel veya ipek tellerden yapılmıştır. Birim alandaki mevcut delik sayısı eleği karakterize eder ve Meş (mesh) olarak belirtilir. Elek boyutunun belirlenmesinde en yaygın kabul, bir inç teki tel sayısına dayanır ve elek boyutu birim uzunluktaki tellerin sayısıyla ifade edilir.




40 Elek Analizi Elek toz ölçüm tekniği hiçbir zaman bir toz tanesinin gerçek boyutunu ölçemez, sadece belirli bir değerden büyüktür veya küçüktür diye ayrılmasını sağlar.

41 Sedimentasyon Tekniği Sedimentasyon işleminin ilk adımı tozların bir çökme tüpünde dağıtılmasıdır. Yöntem genellikle su gibi bir akışkan içinde yapılır, ancak küçük boyutlu tozlar için hava kullanılır. Çökme zamanına karşı dibe çöken tozun hacim veya ağırlık ölçümleri, parçacığın boyut dağılımını hesaplamayı sağlar. Su içerisinde yer çekimi etkisinde çökmenin gerçekleştiği sedimentasyon tekniği, sadece yaklaşık 1-20 mikron boyut aralığında toz boyutu ölçümünde yaygın olarak kullanılır. Yöntemin dezavantajı olarak farklı bileşimlerdeki tozların boyut analizinde bu teknik doğru sonuçlar vermeyebilir. Özellikle su içerisinde demir tozu ölçümü önerilmez. Isıya dayanıklı metal tozları ve seramik tozlarının toz tane boyutu ölçümünde sedimentasyon yöntemi daha çok tercih edilir.


42 Işık Hüzmesi Tekniği Tane boyutu analizi için kullanılan mevcut akış tekniklerinin büyük bir bölümü ışık hüzmesine dayanmaktadır. Tane boyutu, kırılan ışık hüzmesinin şiddetini ve açısal miktarını etkilemektedir. Bu teknikte akışkan, bir birinden ayrılmış taneciklerle birlikte detektör sisteminin önünden geçirilir. Kırılan ışığın şiddeti, tanecik çapıyla ters orantılı olarak değişmektedir. Kırılan ışığın şiddeti ve açısal bilgilerinin bilgisayar ile analizi, hızlı tane boyutunu ölçüm olanağı sağlar.
43 X ışını Teknikleri Toz tane boyut ölçümlerinde en yaygın kullanılan bir yöntemdir. Bu yöntem özellikle çok küçük toz tanelerinin boyut ölçümünde tercih edilir. Küçük açı saçınımı olarak bilenen bir teknik olup, X- ışınlarının şiddeti parçacığın hacmi ile değişkenlik gösterir. Özellikle 50 nanometre (nm) den küçük parçaların toz tane boyutu analizinde yüksek oranda doğruluğa sahip bir yöntemdir


44 Mikroskobik Analiz Toz tane boyutu analizi; optik yansıtmalı ışık, geçirilen ışık, taramalı elektron mikroskobu (SEM) ve geçirmeli elektron mikroskobu (TEM) gibi tekniklerin yaygın olarak kullanıldığı yöntemdir. Özellikle 50 mikrondan küçük tanelerin büyüklük ve dağılımını veren en yaygın metot olan mikroskobik analiz sayesinde tanelerin gerçek boyutlan, belirli bir miktar içindeki tane sayısı tespit edilebilmektedir. Son yıllarda özellikle elektron mikroskoplarının hem boyut ve şekil, hem de kimyasal analiz sonuçları gibi bir çok önemli sonucu birlikte verebiliyor olması bu tekniğin daha çok tercih edilmesine neden olmaktadır

45 Parçacık Şekli
46 Toz Yüzey Alanı Yüzey alanı, toz şekline ve toz büyüklüğüne bağlıdır. Bu alan, birim kütle başına alan (m2/g) olarak tanımlanır. Küresel tozlarda toz çapı küçüldükçe özgül yüzey alanı artar. Görünür ve Teorik Yoğunluk Görünür yoğunluk; belirli bir hacimde tozun sıkıştırılmamış ağırlığıdır ve g/cm3 olarak ifade edilir. Presleme kalıbının tasarımında bilinmesi gereken en önemli toz özelliğidir. Görünür yoğunluk; toz şekline, toz tane büyüklüğüne ve metalin yoğunluğuna bağlı olarak değişir. Tozların görünür yoğunluğu, yani preslenmemiş ve yerleşmemiş tozların verilen hacminin kütlesi, önemli bir parametredir. Görünür yoğunluk tozlardaki boşluk derecesi ve toz şeklinin bir fonksiyonudur. Görünür yoğunluğun düşmesi ise presleme aşamasında hacim azalmasını ve böylece soğuk kaynak miktarını artırır. Neticede daha yüksek ham mukavemetli parça elde edilmiş olur. Parçanın sinterlenme verimi de soğuk kaynak miktarının artmasından dolayı artacaktır Teorik yoğunluk ise, ergitilerek dökülmüş malzemelerin yoğunluğudur. Metal tozlarından parça üretimi sırasında tozlar titreşime maruz kaldıkları için tozlara ait vurgu yoğunluğunun bilinmesinde fayda vardır. Kaba toz doldurulur ve sonra kap herhangi bir titreşimli cihazda titreştirilir veya kaba dışarıdan vurularak tozun kabın içinde titreşim sonucu sıkışması sağlanır. Daha sonra son durumdaki tozun kap içindeki gösterge karşılığı hacmi okunarak toz ağırlığı arttırılır. Tartılan toz kütle, konan hacme bölünerek tozun vurgu yoğunluğu tespit edilir.
47 Akış Hızı Prensip olarak sabit ağırlıkta (50 gr) alınan tozların yer çekimi etkisinde bir huni içerisinden ne kadar sürede geçtiği tespit edilerek hesaplanır. Akış süresi, toz partikülleri arasındaki sürtünme, tozlarla huni yüzeyi arasındaki sürtünme, huni ağzı ve toz tane boyutu arasındaki ilişki, partiküllerin şekli ve yoğunluğu, huninin geometrisi gibi faktörlere bağlıdır Akış hızı, seri parça imalinde kalıbın doldurulma zamanı ile doğrudan ilgili olduğundan önemlidir. En iyi akış özelliğini küresel tozlar verir. Pul şeklindeki tozlar kolay akmazlar ve kalıpları bu tür tozlarla doldurmak zordur. Toz taneciklerinin şekli, boyutu ve dağılımı, üretim metodu, tozun nemli veya kum olması toz yüzeyindeki oksitler akma özelliğini büyük ölçüde etkiler. Örneğin toz yüzeyindeki alüminyum oksit kaydırıcı etki yaparken, magnezyum oksit ise tutucu tesir yapar. Tozun akıcılık özelliğini arttırmak için toza yağlayıcılar ilave edilir.
48 Tozların Sıkıştırılabilirliği Belirli bir toz kütlesinin basınç altında kolay sıkışabilme ve teorik yoğunluğa yaklaşma derecesine tozun sıkıştırılabilirliği denir. Sıkıştırılabilirlik tozu şekillendirme sırasındaki davranışını belirlediğinden çok önemlidir. Bir tozun sıkıştırılabilirliği; toz şekline, toz tane büyüklüğüne ve dağılımına, tozun sertliğine ve normal yağlayıcılara bağlıdır. Yüksek sıkıştırılabilirlik, presleme (yoğunluk kazandırma) ve sinterleme (pişirme) yöntemi ile yapılan parça imalatında birincil öneme sahip faktördür. Sıkıştırma oranı, tozun sıkıştırmadan önceki hacminin sıkıştırmadan sonraki hacmine oranıdır.
49 Tozların Sıkıştırılabilirliği Eşit sıkıştırma basıncına rağmen her metal tozunda presleme sonucunda ulaşılan yoğunluk o malzemenin teorik yoğunluğuna göre farklılık gösterir. Bu durum tozun üretim yöntemine, özgül yüzeyine, tane şekli, boyutu, yüzey durumuna, tozun ön işlem durumuna veya ısıl işlem durumlarına bağlıdır. Malzeme ne kadar yumuşak ise sıkıştırılabilirliğide o kadar yüksektir Paketleme Yoğunluğu Toz taneleri arasındaki sürtünme kaymayı engellediği için iyi paketlenmeyi ve sıkıştırmayı engellerler. Yüzey alanı arttıkça, tozlar arasındaki sürtünme de artar. Böylece daha az akış ve daha küçük paketleme yoğunluğu oluşur. Bu ise sıkıştırarak şekil verme, paketleme, harmanlama ve karıştırma işlemlerinde sorun oluşturur.
50 Tozların Kimyasal Özellikleri Üretilen metal tozların kimyasal karekterizasyonu açısından tozlar üç gruba ayrılır. 1. Elementel saf tozlar, 2. Ön karışımlı tozlar 3. Bileşik tozlar

51 Tozların Kimyasal Özellikleri Elementel metalsel tozların, en önemli kimyasal özellikleri saflıklarıdır. Saflık adı kimyasal analizle tayin edilebilir ve sinterlenmiş cisimlerin imalatına ve bilhassa özelliklerine birinci derecede tesir eder. Metalsel tozların saflığı birinci derecede üretime giren hammaddenin saflığına bağlıdır. Genellikle tozların içerisine üretim sırasında kimyasal olarak yabancı parçacıklar karışır. Yeterli indirgenmemiş toz taneciklerinde oksit kalıntılarına rastlanabileceği gibi tane sınırlarında da oksitler görülür. Tozların hava ile teması sonucu da tozlar oksitlenebilir.

52 Tozların Kimyasal Özellikleri Ön karışımlı tozlar, genellikle iki veya daha fazla tozun belirli oranlarda bir araya getirilmesi ile oluşturulur. Mesela alüminyum ve bakır tozlarının önceden karıştırılması buna örnek verilebilir. Bunların kimyasal özellikleri karışım oranlarına bağlıdır. Sonuçta üretilecek metal toz, numunenin özelliklerini belirleyeceğinden karışım oranlarının dikkatle hesaplanması ve karışıma girmesi önemlidir.

53 Tozların Kimyasal Özellikleri Bileşik haldeki tozlar, üretilen her bir toz tanesi aynı bileşime sahip tozlardır. Alüminyum bakır alaşımları, magnezyum alüminyum çinko alaşımları veya paslanmaz çelik tozlar buna örnek olarak verilebilir. Tozların üretim yöntemleri bileşik haldeki tozun da kimyasal bileşimine etki eder. Bu nedenle üretim esnasında alınacak tedbirler veya seçilecek toz üretim tekniği, üretilen tozun kimyasal bileşimini belirleyecek rol oynar

54 Toz Şekillendirme Toz tanelerinin kalıp içerisinde sıkıştırılabilirliğini arttırmak ve sinterlemeyi kolaylaştırmak, yoğunluğu geliştirmek ve sıkıştırma öncesi tozlara spesifik özellikler kazandırmak amacı ile bir takım işlemler yapılır. Bunlar, tozun sınıflandırılması, harmanlama ve karıştırma, yağlayıcılar ve toza karıştırılması ve ayrıca ısıl işlem yapılmasıdır.


55 Toz Şekillendirme
56 Toz Şekillendirme

57

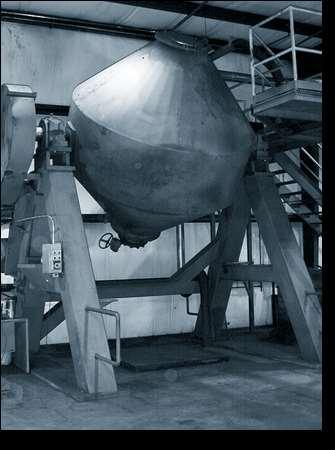
58 Harmanlama ve Karıştırma Aynı kimyasal özelliğe sahip fakat farklı tane boyutlarındaki tozların karıştırılmasına harmanlama denilmektedir. Karıştırma ise, farklı kimyasal özelliklerdeki tozları birleştirmek bir araya getirmek ve homojen bir dağılım elde etmek için yapılan işleme denilmektedir. Harmanlama; sıkıştırma öncesi, tozların aynı tane boyutu dağılımını sağlamak için yapılır. Örneğin sinterlemeyi kolaylaştırmak için kaim taneli tozların içerisine ince taneli tozların belirli oranlarda katılması istenebilir. Bu da toz malzemenin son yoğunluğunu geliştirmektedir.

59 Toz Şekillendirme Gereğinden fazla sürede yapılan harmanlama ve karıştırma işlemlerinin olumsuz etkileri de vardır. Tozlar harmanlama veya karıştırma esnasında gerilme sertleşmesine maruz kalır ve preslemenin zorlaşmasına sebep olur. Bu işlemler esnasında tozların kirlenmesi ise diğer bir dezavantajdır. Farklı tane boyut, şekil ve yoğunluktaki tozların karıştırılmasından sonra bu farklılıklar nedeni ile tekrar ayrışmalar görülebilir. Bu nedenle, karışım tozlarının taşınması sırasında tozları, sarsıntıdan korumak ve tekrar karıştırma işlemine tabi tutmak gerekebilir

60 Toz Şekillendirme Metal tozlarının üretimi aşamasında toz yüzeylerinde çok azda olsa oksit kirlenmesi ve üretim yöntemine bağlı olarak soğuk sertleşme oluşur. Bu olay preslenebilirliği zorlaştırmaktadır. Bu nedenle preslemeden önce hem oksit tabakalarını gidermek hem de deformasyon sertleşmesini azaltmak amacı ile bir tavlama ısıl işlemi yapılır.



61 Toz Şekillendirme Karıştırma işlemi, tozların tane boyutuna ve şekline göre topaklanmasını önlerken, akış karakteristiğini ve görünür yoğunluğunu da değiştirir. Ayrıca taneciklerin nispeten kırılmasına, yuvarlaklaşmasına ve yüzey pürüzlülüğünün giderilmesine sebep olur. Karıştırma, genelde toza yağlayıcı veya alaşım elemanı ilavesi gerektiğinde yapılır. Amaç, farklı yapıdaki malzemelerden isteğe ve ihtiyaca bağlı yeni bir karışım elde edilmesidir. Karıştırma işleminde bilye ve toz oranına dikkat edilmelidir


62 Toz Şekillendirme

63 Yağlayıcılar ve Bağlayıcılar Toz sıkıştırma esnasında, toz tanecikleri arasındaki sürtünmeyi ortadan kaldırarak tozların akıcılığını arttırmak ve şekillendirme de meydana gelen enerji kayıplarını azaltmak ve tozun sıkıştırılabilirliğini arttırmak için, toz içerisine belirli oranlarda katılan maddelere yağlayıcılar denir. Presleme esnasında toz tanecikleri ve kalıp iç duvarları arasındaki sürtünme olayı, sıkıştırma basıncının artmasına ve kalıbın aşınmasına sebep olur. Ayrıca oluşan sürtünme kuvveti, presleme ile şekillendirilmiş parçanın kalıp içerisinden çıkartılması esnasında parçanın katı halini muhafaza etmesini olumsuz yönde etkilemektedir. Çinko stearat, alüminyum stearat, lityum stearat, magnezyum stearat, kalsiyum stearat, stearik asit ve grafit en çok kullanılan yağlayıcılardır.

64 Yağlayıcılar ve Bağlayıcılar Yağlayıcılardan farklı olarak bağlayıcılar, preslenmiş kütlenin ham dayanımını artırmak üzere toz halde iken katılırlar. Bağlayıcı, tozu istenilen geometriye sokmak ve o şekli sinterlemeye kadar muhafaza etmek için geçici olarak ilave edilen maddelerdir. Sert toz taneleri için bağlayıcının rolü, kusursuz bir son şekil elde etmede yağlayıcının etkisinden daha fazla bir etkiye sahiptir. Ucuz olmaları ve ısıl ergimelerinin düşük olması nedeniyle genelde mum benzeri polimerler kullanılır.


65
 tozların belli bir geometriye sahip kalıplara doldurulması, (II) basınç altında soğuk, sıcak veya yarı sıcak durumda sıkıştırma, (III) bağlayıcının uzaklaştırılması ve (IV) ham ürünün")
66 Toz Sıkıştırma Toz şekillendirme teknolojisi pek çok durumda dört basamaktan oluşur. Bunlar; (I) tozların belli bir geometriye sahip kalıplara doldurulması, (II) basınç altında soğuk, sıcak veya yarı sıcak durumda sıkıştırma, (III) bağlayıcının uzaklaştırılması ve (IV) ham ürünün sinterlenmesi süreçlerini kapsar. Bu basamaklardan toz sıkıştırma yöntemleri yaygın olarak beş farklı teknikten oluşmaktadır. Bu teknikler 1. Presleme 2. Haddeleme 3. Ekstrüzyon 4. İzostatik presleme 5. Toz enjeksiyon kalıplama teknikleridir.


67 Presleme Toz tanelerinin sıkıştırılarak toz metal ürün hale dönüştürülmesinde en yaygın kullanılan toz sıkıştırma yöntemi preslemedir. Presleme, kalıp adı verilen ve genellikle çelikten yapılan tek veya çift taraftan sıkıştırılabilen bir hacim içerisinde yapılır. Presleme ile imal edilecek parçanın şekil ve boyutları tam olarak verilmeye çalışılır. Bu işlemle şekil ve boyutlandırmanım yanında ayrıca parçaya istenen düzeyde bir ham yoğunluk ve mekanik dayanım kazandırılır


68 Presleme Daha yüksek sıkıştırma ve yoğunluk için daha yüksek basınca ihtiyaç duyulur. Sıkıştırılan toza ham parça adı verilir. Presleme sonrası yoğunluğa ham yoğunluk ve presleme sonrası mukavemete ise ham mukavemet denilir


69 Toz Şekillendirme Sıkıştırma ve yoğunlaştırma işlemleri genellikle bir kalıp içerisinde yapılır. Kalıpta presleme ve yoğunlaştırma işlemi genellikle üç aşamada gerçekleşir. Bu aşamalar; Kalıp boşluğuna hesaplanan miktarda metal tozu, yağlayıcı ve bağlayıcı karışımının birlikte doldurulması, Tek yada çift taraflı zımbalar ile basınç altında tozun sıkıştırılması, Kalıp içerisinden ham parçanın çıkartılmasıdır.


70 Presleme 1. Kalıp boşluğuna hesaplanan miktarda metal tozu, yağlayıcı ve bağlayıcı karışımının birlikte doldurulması, 2. Tek yada çift taraflı zımbalar ile basınç altında tozun sıkıştırılması, 3. Kalıp içerisinden ham parçanın çıkartılmasıdır Kalıplara basınç, mekanik yada hidrolik olarak uygulanır. Bu süreçte kullanılacak olan presler, yüksek çalışma hızı, yüksek presleme basıncı, kolay kullanım nisbeten düşük işletme giderine sahip olmalıdır.

71 Presleme
 dikey ve b) yatay haddelenerek sıkıştırılması")
72 Haddeleme Bu yöntem ile genellikle çubuk, levha, şerit ve tüp gibi basit geometrik şekillerdeki parçaların sıkıştırılması işlemleri yapılır Tozların haddeler arasında a) dikey ve b) yatay haddelenerek sıkıştırılması işlemi

73 Ekstrüzyon Ekstrüzyon yöntemiyle çubuklar, tüpler, bal peteği şekli ve matkap uçları gibi uzun ince şekillerin üretimi yapılır. Toz ve bağlayıcı içeren karışım ısınmış olan hazneye yerleştirilir ve bir piston vasıtasıyla sıkıştırılır. Şekil verme kalıbı haznenin çıkışına yerleştirilmiştir. Doldurulan tozların uçtaki kalıptan akışı uygulanan basınca bağlı olarak değişir




74 İzostatik Presleme Kullanılan esnek kalıp plastik, lateks, poliüretan veya polisilikondan yapılırlar. İzostatik presleme büyük, uzun, ince veya kalıpta sıkıştırma yöntemiyle homojen olarak sıkıştırılması mümkün olmayan veya zor olan parçaların sıkıştırılmasında kullanılır.




75 İzostatik Presleme Yüksek sıcaklıklarda ve yüksek basınçlarda aynı zamanda ve eşit olarak taneciklerin kuvvetli difüzyon bağları yoğunlaşması ile birlikte şekillendirilmesi yöntemidir
76 İzostatik Presleme İzostatik presleme tekniğinin üstünlükleri; a. İzostatik basınçtan dolayı, sıkıştırılan parçanın boyutu ve şekli ne olursa olsun homojen bir yoğunluk dağılımı ve bütün yönlerde eşit gerilme vardır b. Mükemmel mikroyapı ve elektriki özelliklere sahiptir. c. Kalıp duvarı sürtünmesi olmadığı için, sıkıştırılmış malzemelerde kalıntı gerilmesi yoktur. d. İşlenmesi zor ve alışılmış kalıplarla üretilmesi zor malzemelerden parça üretimi mümkündür. e. Diğer tekniklere göre daha az malzeme kaybı, işçilik ve enerji bakımından daha ekonomiktir
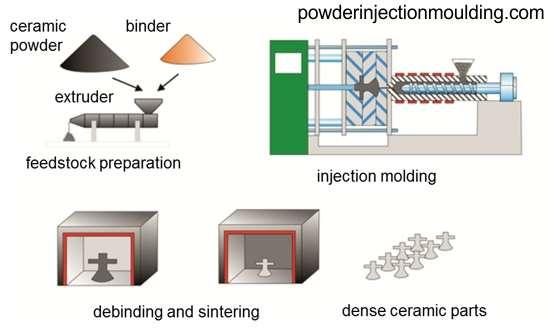

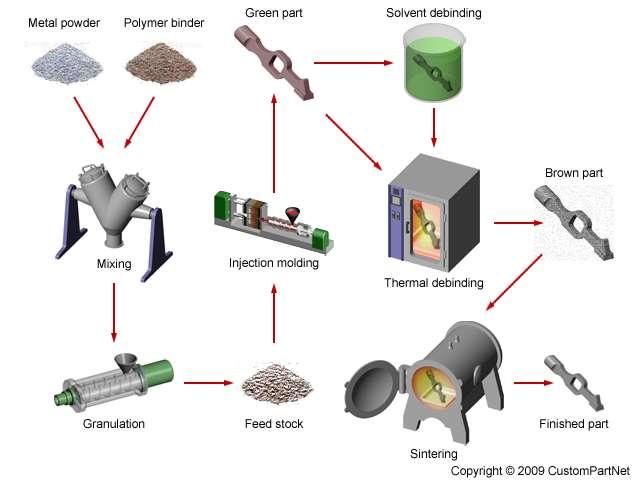
77 Toz Enjeksiyon Kalıplama

78 Yoğunluk Dağılımı Kontrolü

79 Kalıp Tasarımında Dikkat Edilecek Hususlar


80 Sinterleme

81 Sinterleme

 sistemlerde sinterleme sıcaklığı genellikle metalin ergime sıcaklığının2/3")

82 Katı Faz Sinterleme Sinterleme işlemi, farklı yöntemlerle sıkıştırılmış toz metal(t/m) parçalarına çalışma ortamındaki şartlara dayanabilecek özellikleri kazandırmak amacıyla ergime noktasının altındaki bir sıcaklıkta uygulanıyorsa katı faz sinterleme olarak tanımlanabilir. Tekbileşenli (saf metalgibi) sistemlerde sinterleme sıcaklığı genellikle metalin ergime sıcaklığının2/3 veya 4/5 i alınaraktespit edilirken, çok bileşenli sistemlerde ise sinterleme sıcaklığı, ergime sıcaklığı düşük olan bileşenin ergime sıcaklığının hemen üzerinde,ergime sıcaklığı yüksek olan bileşenin ergime sıcaklığının ise altında seçilir.
83 Katı Faz Sinterleme
84 Sıvı Faz Sinterlemesi

85 Sinterleme Teorisi

86 Sinterleme Atmosferi ve Etkisi


87 Son İşlemler


88 Uygulama Alanları
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ KARAKTERİZASYONU TOZ KARAKTERİZASYONU Tüm toz prosesleme işlemlerinde başlangıç malzemesi toz olup bundan dolayı prosesin doğasını anlamak
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ KARAKTERİZASYONU TOZ KARAKTERİZASYONU Tüm toz prosesleme işlemlerinde başlangıç malzemesi toz olup bundan dolayı prosesin doğasını anlamak
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MLİ DERS I TOZ METALURJİSİ. Prof.Dr.Muzaffer ZEREN
 TEKNİK K SEÇİML MLİ DERS I. TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ ÜRETİMİ Genel olarak elde edilen bir tozun üretim yöntemini bilmek, tozun karakteristik özelliklerini kolaylıkla anlamamıza sağlar.
TEKNİK K SEÇİML MLİ DERS I. TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ ÜRETİMİ Genel olarak elde edilen bir tozun üretim yöntemini bilmek, tozun karakteristik özelliklerini kolaylıkla anlamamıza sağlar.
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
Toz Metalurjisi Powder Metallurgy. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Powder Metallurgy Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Karakterizasyonu Tekniklerin karşılaştırılması Toz şekli küresel kabul edilir. Ölçümde kullanılan numune miktarı!!! Boyut dağılımı nedir? Sayı veya
Powder Metallurgy Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Karakterizasyonu Tekniklerin karşılaştırılması Toz şekli küresel kabul edilir. Ölçümde kullanılan numune miktarı!!! Boyut dağılımı nedir? Sayı veya
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
8. KAZIMALI (FRETAJ) KOROZYON
 KOROZYON") 8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
Dumlupınar Gaz Atomizasyonu Ünitesi
 Dumlupınar Gaz Atomizasyonu Ünitesi DPT projesi desteği ile tasalanarak kurulan gaz atomizasyon ünitesinin genel görünümü şekil 1 de verilmiştir. Dumlupınar Gaz Atomizasyon ünitesi altı ana bölümden oluşmaktadır.
Dumlupınar Gaz Atomizasyonu Ünitesi DPT projesi desteği ile tasalanarak kurulan gaz atomizasyon ünitesinin genel görünümü şekil 1 de verilmiştir. Dumlupınar Gaz Atomizasyon ünitesi altı ana bölümden oluşmaktadır.
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 İşlemleri Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması,
İşlemleri Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması,
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN EKİM/2015 TRABZON 1. Deneyin
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN EKİM/2015 TRABZON 1. Deneyin
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
TOZ METALURJİSİ (TM) ve HIZLI PROTATİPLEME
 ve HIZLI PROTATİPLEME") BÖLÜM-10 TOZ METALURJİSİ (TM) ve HIZLI PROTATİPLEME Prof. Dr. Yusuf ÖZÇATALBAŞ GİRİŞ Toz metalurjisi : Metal veya seramik tozlarının üretimi ve bu tozların mekanik ve ısıl etkilerle birleştirilerek blok
BÖLÜM-10 TOZ METALURJİSİ (TM) ve HIZLI PROTATİPLEME Prof. Dr. Yusuf ÖZÇATALBAŞ GİRİŞ Toz metalurjisi : Metal veya seramik tozlarının üretimi ve bu tozların mekanik ve ısıl etkilerle birleştirilerek blok
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması
 Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
Bölüm 4: Yoğunlaştırma Öncesi Toz İşlemleri, Şekillendirme ve Tozun Sıkıştırılması Tozların güvenli bir şekilde kullanımı, öğütme, harmanlama, karıştırma, sınıflandırma, topaklanma gibi çeşitli toz değişim
BİRİM İŞLEMLER. Karıştırma 10.Hafta
 BİRİM İŞLEMLER Karıştırma 10.Hafta BİRİM İŞLEMLER KARIŞTIRMA Farmasötik ürünlerin hazırlanması sırasında karıştırma işlemi, ilaç dozunun uygun şekilde ayarlanması, tablet ve kapsül üretim teknolojisi gibi
BİRİM İŞLEMLER Karıştırma 10.Hafta BİRİM İŞLEMLER KARIŞTIRMA Farmasötik ürünlerin hazırlanması sırasında karıştırma işlemi, ilaç dozunun uygun şekilde ayarlanması, tablet ve kapsül üretim teknolojisi gibi
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Şekil 1. Elektrolitik parlatma işleminin şematik gösterimi
 ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT
 1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
KİMYASAL TEKNİKLERLE TOZ ÜRETİMİ. Prof.Dr.Muzaffer ZEREN
 . Prof.Dr.Muzaffer ZEREN 1 Günümüzde çoğu metalsel tozlar birtakım kimyasal tekniklerin kullanımı ile üretilebilmektedir. Reaksiyon değişkenlerinin kontrolü ile tozlara ait boyut ve şekil gibi kavramlar
. Prof.Dr.Muzaffer ZEREN 1 Günümüzde çoğu metalsel tozlar birtakım kimyasal tekniklerin kullanımı ile üretilebilmektedir. Reaksiyon değişkenlerinin kontrolü ile tozlara ait boyut ve şekil gibi kavramlar
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
Yrd. Doç. Dr. Atilla EVCİN Afyonkarahisar Kocatepe Üniversitesi 2007 KLERİ DERS NOTLARI
 TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN 1 Atomizasyon Bu işlemde ergimiş metal küçük damlacıklara parçalanır ve damlacıklar birbirleri ile veya katı yüzeyle temasa geçmeden
TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN 1 Atomizasyon Bu işlemde ergimiş metal küçük damlacıklara parçalanır ve damlacıklar birbirleri ile veya katı yüzeyle temasa geçmeden
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
İLERİ SOL JEL PROSESLERİ
 İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MMM 4022
 Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
Akreditasyon Sertifikası Eki (Sayfa 1/9) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/9) Deney Laboratuvarı Adresi : Üniversiteler Mahallesi, Dumluıpınar Bulvarı No:1 - Çankaya 06800 ANKARA/TÜRKİYE Tel : 0 312 210 28 97 Faks : 0 312 210 56 68 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/9) Deney Laboratuvarı Adresi : Üniversiteler Mahallesi, Dumluıpınar Bulvarı No:1 - Çankaya 06800 ANKARA/TÜRKİYE Tel : 0 312 210 28 97 Faks : 0 312 210 56 68 E-Posta
KOROZYONDAN KORUNMA YÖNTEMLERİ
 KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
TOZ METALURJİSİ. Fatih ÜSTEL, Ali Osman KURT, Nil TOPLAN
 DENEY NO TOZ METALURJİSİ 8 Fatih ÜSTEL, Ali Osman KURT, Nil TOPLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 20 2) Toz Metalurjisi ve Parçacıklı Malzeme Teknolojileri hakkında teorik bilgi
DENEY NO TOZ METALURJİSİ 8 Fatih ÜSTEL, Ali Osman KURT, Nil TOPLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 20 2) Toz Metalurjisi ve Parçacıklı Malzeme Teknolojileri hakkında teorik bilgi