TOZ METALURJİSİ (TM) ve HIZLI PROTATİPLEME
|
|
|
- Alp Erol
- 5 yıl önce
- İzleme sayısı:
Transkript
1 BÖLÜM-10 TOZ METALURJİSİ (TM) ve HIZLI PROTATİPLEME Prof. Dr. Yusuf ÖZÇATALBAŞ GİRİŞ Toz metalurjisi : Metal veya seramik tozlarının üretimi ve bu tozların mekanik ve ısıl etkilerle birleştirilerek blok parça haline getirilme işlemidir. Toz metalurjisi yöntemiyle parça üretimi günümüzde çok yaygın olarak kullanılmakta olup, giderek bilinen klasik üretim yöntemlerine alternatif olmaktadır. Mevcut Üretim Yöntemlerinden Bazıları Döküm yöntemi Talaşlı imalat Soğuk ve sıcak şekillendirme Kaynaklı birleştirmeler 1

2 Toz Metal Parça Üretiminde İşlem Basamakları - Tozların Üretimi - Tozların Karakterizasyonu - Tozların Karıştırılması - Tozların Sıkıştırılması - Blok Parçaların Sinterlenmesi - Son İşlemler Toz Metalürjisi yöntemi ile parça üretim aşamaları Toz Metalürjisi Ürünlerinin Avantajları T/M küçük, karmaşık ve boyutsal hassasiyeti yüksek parçaların seri imalatına son derece uygundur. Belirli derecede gözenek ve geçirgenlik elde edilir. Talaşlı işlem gereksiniminin azaltılması veya tamamen ortadan kaldırılması Yüksek üretim hızları Karmaşık şekillerin üretimi Çok geniş bir bileşim aralığı Özelliklerin geniş bir aralıkta değişimi Hurda miktarının azaltılması veya ortadan kaldırılması 2

3 Toz Metalurjisi Ürünlerinin Dezavantajları Nispeten yüksek kalıp maliyeti Yüksek malzeme maliyeti Dizayn sınırlamaları Toz Metalurjisinin Kullanıldığı Alanlar Toz Metalurjisinin Zorunlu Kullanıldığı Alanlar Bu durumda malzemede veya parçada bulunması istenen özellikler ancak T/M ile sağlanabilir - Ergitilmesi çok zor olan, şekillendirilebilme özelliği de sınırlı olan refrakter malzemeler (W, Mo, Ta, Nb), - Hem sert hem de tok karma malzemelerin üretimi (tok bir matris ile bağlanmış sert karbürlerden oluşan kesici uçlar) söz konusu olduğunda, - Yatak burçları, metalsel filtreler gibi gözenekli olması istenen parçalarda, - Değişik bileşenlerin özellikleri değişmeden yan yana bulunması istenen parçalar (elektrik kontaklarında bakır ve grafit) gibi, - Biri erime sıcaklığında iken, diğerinin gaz fazında olduğu bileşenler içeren alaşımlar (Fe, Co, Ni,... Zn, Cd, Sn, Pb,...) 3
4 Toz Metalurjisinin Tercihen Kullanıldığı Alanlar Bu durumda T/M klasik yöntemlerin yanında bir alternatiftir ve ancak ekonomik olması halinde tercih edilir. - Yüksek saflıktaki parçaların üretiminde, - Plastik şekil vermenin ve talaş kaldırmanın zor olduğu, döküm yöntemiyle üretilen malzemenin özelliklerinin yetersiz olduğu durumlarda, - Pahalı malzemeden üretilen ve hurdaya ayrılan malzeme miktarının az olması istenen parçalarda, - Başka yöntemlerle üretimi zor olan küçük parçalarda, - Toleranslarının hassa yüzey kalitesinin yüksek olması istenen ve yıllık üretimi ekonomik üretim miktarının üzerinde olan parçalarda. METAL TOZLARININ ÜRETİM TEKNİKLERİ Toz Nedir? Malzemelerin toz metalurjisi yöntemleriyle 200 mikron ve altındaki zerre yığınlarına toz denir. Metal tozlarının imalinde kullanılan teknikler, tozların birçok özelliklerini tayin eder. Tozun geometrik şekli üretim yöntemine bağlı olarak küreselden, karmaşık şekle kadar çok farklı olabilmektedir. Tozun yüzey durumu da üretim yöntemine göre değişiklik göstermektedir. Malzemelerin çoğu, özelliklerine uygun bir teknik kullanılarak toz haline getirilebilir. Bir çok toz üretim tekniği arasından, ticari olarak şu teknikler kullanılmaktadır Mekanik yöntemler, Kimyasal yöntemler, Elektroliz yöntemi, Atomizasyon yöntemleri şeklinde sıralanabilir. 4
5 Mekanik yöntemler Talaşlı Üretim Bu yöntemle tornalama, frezeleme ve taşlama gibi talaş kaldırma teknikleri kullanılarak çok iri ve karmaşık tozlar üretilir. Üretilen tozlar, öğütülerek ince tozlar haline getirilebilir. Toz özelliklerinin kontrolündeki zorluk, oksitlenme, yağlanma, kir tutma ve diğer malzeme hurdaları ile karışarak kirlenme problemleri olabilir. Yüksek karbonlu çelik tozları bu yöntemle üretilir. Öğütme Bir metal tozu üretim tekniği olmakla birlikte, diğer tekniklerle üretilmiş tozların kırılması için de kullanılan öğütme, en çok bilyalı değirmenlerde yapılmaktadır. Kırılgan malzeme tozlarının üretiminin yapıldığı bu yöntemde, temel prensip parçalanacak malzeme ile sert bir cisim arasında bir darbe meydana gelmesini sağlamaktır. Yüksek Enerjili Adritörde Mekanik Alaşımlama Mekanik alaşımlama (M.A.) yöntemi, kuru ve katı haldeki tozların birbirlerine periyodik olarak kaynaklanmasını ve tekrar bu kaynakların kırılmasını sağlayarak daha ince ve homojen bir mikroyapıya sahip yüksek dayanımlı kompozit malzemelerin üretilmesinde kullanılır. M.A. yönteminde tozlar kapalı bir kap içerisine konulur ve şaft döndürülür. Tozlar, şaft kolları ve bilyalar yardımı ile deforme edilir ve bu tozlarda kırılma ve soğuk kaynaklaşmalar meydana gelir. Mekanik alaşımlama yöntemi 5
6 Kimyasal Yöntemle Demir Tozu Üretimi Metal tozlarının kimyasal yöntemle üretimi, metal oksitlerin (demir, bakır, tungsten, molibden, nikel ve kobalt) CO veya hidrojen(h 2 ) gibi indirgeyici gazlarla oksitlerinden kimyasal olarak indirgenmesidir. Kimyasal yöntemle üretilen sünger-demir tozu bu yöntemin önemli bir uygulama örneğidir. Sünger demir, demir oksit cevherinin uygun nitelikte indirgeyici elemanlara indirgenerek süngerimsi bir kütleye dönüştürülmesiyle elde edilir. Magnetit minerali (Fe 3 O 4 ), kok ve kireç taşı ile karıştırılır ve seramik kaplara doldurulur. Karışım seramik kaplar 1200 C sıcaklıkta 68 saat bekletilir. İndirgenmenin tamamlanması ile sünger demir elde edilir. Elde edilen sünger demir külçeleri yüksek sıcaklıkta (1200 C) birbirine kaynak olmuş tozlardan oluştuğundan öğütülerek istenilen tane büyüklüğüne getirilir. Hidrojen gazı altında 870 C de tavlanarak oksijen ve karbondan mümkün olduğu kadar arıtılır ve son olarak elekten geçirilir. Fe 3 O 4 + CO 3 FeO + CO 2 FeO + CO Fe + CO 2 Elektroliz yöntemi Elektroliz yöntemiyle, oksitlerden oluşan tozlar katoda akım vermek suretiyle elektrolitik banyoda çökertilir ya da iyi kırılabilme özelliğinde katot da toplanır Banyo teknesi kurşun kaplıdır. Elektrolitik olarak bakır sülfat ve sülfürik asit kullanılır. Anot bakır, katot ise antimuanlı kurşundur. Elektroliz yöntemi ile genellikle bakır tozları imal edilir. Elektroliz yönteminde, elektrolitik banyoda çökertilen veya katotta toplanan metal kolaylıkla öğütülerek ince toz haline getirilir ve üretilen tozlar yıkanarak elektrolitten iyice temizlenir. Kurutma asal gazlar altında yapılarak oksitlenme önlenir. Elektroliz sırasında oluşan parçacıklar dendritik bir yapı gösterirlerse de daha sonraki işlemlerle bu yapı kaybolur. Elektrolitik tozların en büyük avantajı yüksek safiyetleri, dolayısıyla iyi sıkıştırabilme özelliklerine sahip olmalarıdır. 6



7 Atomizasyon Yöntemleri Dünyada üretilen tozların yaklaşık %80 i bu yöntemle üretilmektedir. Bu metodun en büyük avantajı üretilen tozların şeklinin ve kimyasal bileşiminin kontrol edilebilmesidir. Metal ve alaşım tozları bu yöntemle rahatlıkla üretilebilmektedir. Atomizasyon, bir sıvı demetinin farklı boyutlardaki çok sayıda damlacıklara ayrılmasıdır. Temel prensip, bir potanın dibindeki delikten akmakta olan ergimiş metalin üzerine yüksek basınçlı gaz veya sıvı püskürtülmesidir. Hava, azot ve argon sıklıkla kullanılan gazlardandır. Su ise çok sık tercih edilen sıvıdır. Burada gaz veya sıvı, ergiyik haldeki metal demetini farklı boyutlarda çok sayıda damlacıklara ayırır. Damlacıklar daha sonra katılaşarak metal tozlarını oluştururlar. Bu üretim yöntemi üç ana bölüme oluşur. Gaz atomize tozlar küresel veya küresele yakın şekillidirler. Bu yöntemle üretilen tozların tane boyutu m arasındadır. Su atomize tozlar genel olarak karmaşık şekilli olup, bu tozların sıkıştırılabilirlikleri ve sıkıştırılma sonrası ham mukavemetleri yüksektir. Su atomizasyon yöntemiyle elde edilen tozların ortalama tane boyutu mikron arasındadır. Küresel şekilli gaz atomize kalay tozlarının genel yüzey görüntüleri 7
8 Döner elektrot atomizasyon yöntemi Döner elektrot kullanılarak yapılan santrifüj atomizasyon yöntemi ise, dönmekte olan elektrotun ergiyen ucundaki sıvı metal damlaların atomize olması esasına dayanır. Döner elektrot atomizasyon yöntemi Döner elektrot kullanılarak yapılan santrifüj atomizasyon yönteminde tozu elde edilecek metalden yapılmış elektrot ile ergimeyen tungsten elektrot arasında ark oluşturulur. Ergiyen elektrotun döndürülmesiyle, elektrik arkı altında oluşan damlacıklar savrularak parçalanır ve tankta toplanır. Oksidasyonu önlemek için toz toplama tankı helyum, argon gibi asal gazlarla doldurulur. Döner elektrot yöntemiyle, kobalt, krom ve titanyum alaşım tozları üretilmektedir. Toz Biçimleri 8

9 Toz Karıştırma -Ön alaşımlı Tozların yağlayıcılarla karıştırılması -Alaşımı oluşturacak farklı tozların karıştırılması Sıkıştırma (Soğuk yada Sıcak Presleme) 9

10 Tek zımba ile ve çift zımba ile çift etkili presleme İzostatik Presleme : Esnek bir kalıp içerisinde sıvı basıncı ile presleme CIP: Soğuk İzostatik Presleme HIP:Sıcak İzostatik Presleme Sinterleme - Kalıpta sıkıştırılmış toz kütleyi ergime sıcaklığının altında ısıtılarak difüzyon yolu ile kimyasal bağlanmasını sağlamak ve böylece gözenek miktarını düşürme işlemine tozların sinterlenmesi denir. - Preslenmiş toz parçalar sinterlendiğinde yüksek dayanım kazanırlar. Bu şekildeki boyun büyümesi toz özelliklerinin değişmesine de neden olur. 10

11 Sinterleme Bir Tünel Fırında Sinterleme Süreci 11

12 Sinterlenmiş Parçaların Bitirme İşlemleri İkincil Presleme: Yoğunluğu ve mekanik özellikleri arttırmak tekrar preslenir. Boyutlandırma: Boyutsal hassasiyeti arttırmak için tekrar preslenir. Talaşlı İşleme: Gerektiğinde, delik delmei tornalama, taşlama vb. Toz Metalurjisi Ürünleri -Seramik ve çelik parçalar 12


13 Toz Metalurjisi Ürünleri- Kesici Takımlar W- and Ti-carbide plates for highspeed cutting Toz Metalurjisi Ürünleri- Çeşitli Otomotiv ve Makine parçaları 13

14 TM uygulamalarında farklı Tasarımlar Dişli Üretiminde Üç Üretim Yönteminin Kıyaslanması 14



15 Hızlı Prototipleme (Rapid-Prototyping Operations) Hızlı Prototipleme (Rapid-Prototyping Operations) 15



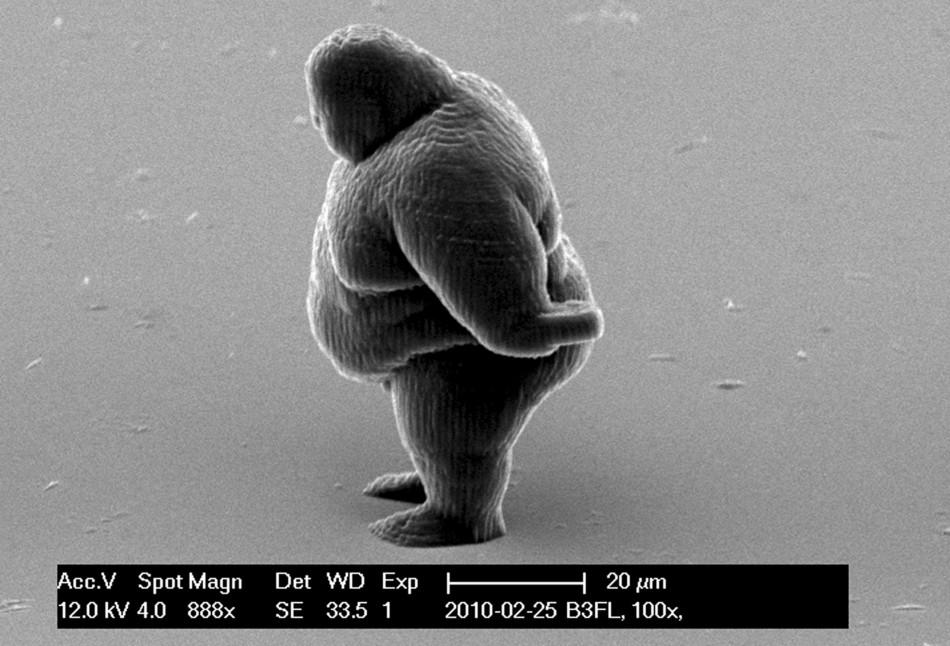
16 Hızlı Prototipleme (Rapid-Prototyping Operations) Hızlı Prototipleme (Rapid-Prototyping Operations) 16
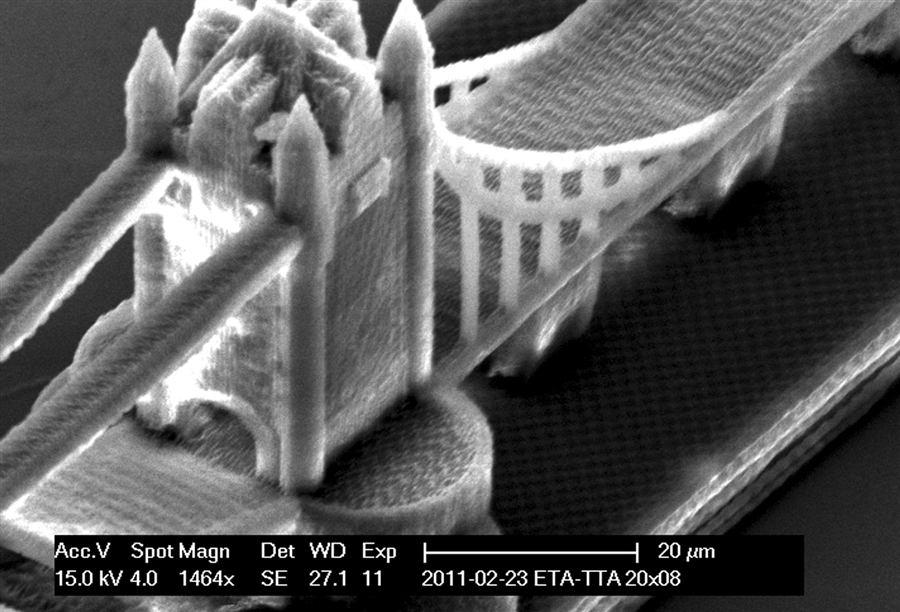




17 Hızlı Prototipleme (Rapid-Prototyping Operations) Hızlı Prototipleme (Rapid-Prototyping Operations) 17

18 Hızlı Prototipleme (Rapid-Prototyping Operations) Hızlı Prototipleme (Rapid-Prototyping Operations) İmalat endüstrisinde yaygın olarak kullanılan 4 farklı Hızlı Prototipleme teknikleri; -Isı Enerjisi ile Toz Bağlama Tekniği -Yapıştırıcı ile Toz Bağlama Tekniği -Sıvayarak Harç Yığma Tekniği -Tarayarak Işıkla Kür Tekniği 18

19 Isı Enerjisi ile Toz Bağlama Tekniği Bu teknikte, ısıtıldıgında kaynasabilen toz halindeki bir insa hammaddesi ince ve düzgün bir tabaka halinde yayılır. Ardından yüzeydeki seçilen bölgeler lazer ısınıyla taranır. Isının yüzeye çarptıgı noktalarda olusan sıcaklıkla toz malzeme kısmen eriyerek ve/veya sinterlenerek temas halinde oldugu diger toz taneleri ile kaynasır. Bu islemden sonra insa zarfının tabanında bulunan platform, bir katman kalınlıgı kadar asagı çekilir. Her katmanın insası için bu islemler gerektigi kadar tekrarlandıktan sonra, insa süresince dogal bir destek görevi üstlenmis olan serbest tozlar fırça veya vakum emici ile manuel olarak temizlenerek üretilen parça veya parçalar tezgah tablasından alınır. nsa malzemesi olarak plastik, metal veya seramik tozları kullanılabilecegi gibi bunların karısımlarından olusan kompozit tozlar da kullanılabilir. Cam elyaf takviyeli plastik tozları veya üzeri plastik kaplı metal tozları buna verilebilecek örneklerdendir. Yapıştırıcı ile Toz Bağlama Tekniği Bu teknik, çok agızlı bir memeden yapıstırıcı püskürtülerek tozların birbirine baglanması prensibine göre çalısır. Bir merdane ile yeni bir katman toz yayılır. Çok agızlı meme insa edilmesi gereken bölgelere yapıstırıcı püskürterek tozları birbirine baglar. Yatay platform katman kalınlıgı kadar Z ekseninde asagı hareket eder. Bu islem insa bitimine kadar tekrar eder. nsa bittikten sonra, parçayı çevreleyen ve aynı zamanda destek malzemesi görevi görmüs olan tozlar vakum temizleyici ve/veya fırçayla temizlenir. Kullanılan malzeme ve uygulamaya göre, infiltrasyon ve sinterleme gibi degisik ek islemler de yapılabilir. 19

20 Sıvayarak Harç Yığma Tekniği Bu teknikte, bir besleme bobininden sürülen ve ektrüzyon baslıgında ısıtılarak sıvı veya macun kıvamına getirilen yapı malzemesinin 0.3 mm çapında bir memeden sıkma yöntemiyle çıkarılıp gerekli noktalara geometriksel çevrim yöntemiyle sıvanması seklinde insa gerçeklestirilir. Fiziksel etkenler ile yapı malzemesinin yanlıs konumlanmaması için ikincil bir insa gerçeklestirilir. Destek yapısı olarak adlandırılan bu ikincil insa, isleme sonrası fiziksel veya kimyasal olarak parça yüzeyinden temizlenir. Tarayarak Işıkla Kür Tekniği Tarayarak ısıkla kür, fotopolimer esaslı sıvı malzeme dolu bir tanktaki polimerlerin lazer kullanılarak katı hale getirilmesi yani kür edilmesi esasına dayanır. Kullanılan sıvı polimer, morötesi ısıga maruz kaldıgında katılasan veya kuruyan bir fotopolimer malzemedir. Nokta seklindeki lazer ısını bilgisayar kontrolü ile yansıtılarak tank içerisindeki sıvı malzemenin üst yüzeyinde seçilen bölgeleri kür ederek katılastırır. Bir katman insası tamamlandıktan sonra parçanın bulundugu platform, katman kalınlıgı kadar asagı indirilir ve bir kanat yardımıyla yeni bir kat sıvı fotopolimer kaplanır. Malzemenin yapıskan özelligi sayesinde tabakalar birbirlerine yapısırlar. Bu islem tüm model tamamlanıncaya kadar devam eder. Altları bos olan kısımlar sistem yazılımı ile tespit edilerek bu kısımlar destek yapıları insa edilir. slem sonrası bu destek yapıları asıl parçadan ayrılırılar 20
21 Hızlı Protatip Üretimi Kaynaklar 2002 John Wiley & Sons, Inc. M. P. Groover, Fundamentals of Modern Manufacturing 2/e Prof. Dr. Halil Arık, Toz Metalurjisi Notları TALAT, Training in Aluminium Application Technologies Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 12/1 Kalpakjian Schmid, Manufacturing Engineering and Technology, 2001 Prentice-Hall 21
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
TOZ METALURJİSİ (TM)
") TOZ METALURJİSİ (TM) TM İŞLEMİ Metal tozlarının kalıplar ve presler yardımıyla şekillendirilip sinterlenmesiyle yapılan mekanik parça üretim işlemine toz metalürjisi yöntemi denir. Dişli, burç, yatak,
TOZ METALURJİSİ (TM) TM İŞLEMİ Metal tozlarının kalıplar ve presler yardımıyla şekillendirilip sinterlenmesiyle yapılan mekanik parça üretim işlemine toz metalürjisi yöntemi denir. Dişli, burç, yatak,
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo
 www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
Yrd. Doç. Dr. Atilla EVCİN Afyonkarahisar Kocatepe Üniversitesi 2007 KLERİ DERS NOTLARI
 TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN 1 Atomizasyon Bu işlemde ergimiş metal küçük damlacıklara parçalanır ve damlacıklar birbirleri ile veya katı yüzeyle temasa geçmeden
TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN 1 Atomizasyon Bu işlemde ergimiş metal küçük damlacıklara parçalanır ve damlacıklar birbirleri ile veya katı yüzeyle temasa geçmeden
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
KOMPLEKS YAPIDAKİ PARÇALARIN FARKLI HIZLI PROTOTİPLEME CİHAZLARINDA ÜRETİLEBİLİRLİĞİNİN KARŞILAŞTIRILMASI
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir KOMPLEKS YAPIDAKİ PARÇALARIN FARKLI HIZLI PROTOTİPLEME CİHAZLARINDA ÜRETİLEBİLİRLİĞİNİN KARŞILAŞTIRILMASI Burhan ÖZUĞUR*, Serhat
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir KOMPLEKS YAPIDAKİ PARÇALARIN FARKLI HIZLI PROTOTİPLEME CİHAZLARINDA ÜRETİLEBİLİRLİĞİNİN KARŞILAŞTIRILMASI Burhan ÖZUĞUR*, Serhat
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ TOZ METALURJİSİ TOZ METALURJİSİ
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Toz Metalurjisi Toz Metalurjisi Toz metal parçaların tercih edilmesinde bir çok önemli faktör vardır Karmaşık geometrili parçaların ekonomik üretimi, Yüksek miktarlardaki
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Toz Metalurjisi Toz Metalurjisi Toz metal parçaların tercih edilmesinde bir çok önemli faktör vardır Karmaşık geometrili parçaların ekonomik üretimi, Yüksek miktarlardaki
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MALZEMELERİN GERİ KAZANIMI
 MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN EKİM/2015 TRABZON 1. Deneyin
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ LABORATUAR FÖYÜ TOZ METALURJİSİ DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN EKİM/2015 TRABZON 1. Deneyin
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
TOZ MALZEME TEKNOLOJİSİ-1. Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI
 FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ
 HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT
 1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları. Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar
 2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
KLERİ DERS NOTLARI. Atomizasyon. Yrd. Doç. Dr. Atilla EVCİN Afyonkarahisar Kocatepe Üniversitesi 2007
 TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN Atomizasyon Bu işlemde ergimiş metal küçük damlacıklara parçalanır ve damlacıklar birbirleri ile veya katı yüzeyle temasa geçmeden hızlıca
TOZ ÜRETİM TEKNİKLER KLERİ DERS NOTLARI YRD. DOÇ.. DR. ATİLLA EVCİN Atomizasyon Bu işlemde ergimiş metal küçük damlacıklara parçalanır ve damlacıklar birbirleri ile veya katı yüzeyle temasa geçmeden hızlıca
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
T.C. PAMUKKALE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNA MÜHENDİSLİĞİ ANABİLİM DALI
 T.C. PAMUKKALE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNA MÜHENDİSLİĞİ ANABİLİM DALI ALÜMİNYUM METAL MATRİSLİ MALZEMELERDE DARBE DAYANIMI ARAŞTIRMALARININ İNCELENMESİ TEZSİZ YÜKSEK LİSANS DÖNEM PROJESİ
T.C. PAMUKKALE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNA MÜHENDİSLİĞİ ANABİLİM DALI ALÜMİNYUM METAL MATRİSLİ MALZEMELERDE DARBE DAYANIMI ARAŞTIRMALARININ İNCELENMESİ TEZSİZ YÜKSEK LİSANS DÖNEM PROJESİ
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Malzeme Bilgisi. Mühendsilik Malzemeleri - RÜ
 Malzeme Bilgisi 1 Giriş Genel anlamda, gereksinme duyulan maddelerin tümüne malzeme denir. Teknik dilde ise malzeme sözcüğünden özellikle, mühendislik yapıtlarının gerçekleştirilebilmesi için gerekli katı
Malzeme Bilgisi 1 Giriş Genel anlamda, gereksinme duyulan maddelerin tümüne malzeme denir. Teknik dilde ise malzeme sözcüğünden özellikle, mühendislik yapıtlarının gerçekleştirilebilmesi için gerekli katı
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
TOZ METALURJİSİ YÖNTEMİ İLE ÜRETİLMİŞ AA2014 ALÜMİNYUM ALAŞIMININ MİKROYAPISAL KARAKTERİZASYONU VE AŞINMA DAVRANIŞLARININ İNCELENMESİ.
 TOZ METALURJİSİ YÖNTEMİ İLE ÜRETİLMİŞ AA2014 ALÜMİNYUM ALAŞIMININ MİKROYAPISAL KARAKTERİZASYONU VE AŞINMA DAVRANIŞLARININ İNCELENMESİ Sedat TOMRUK YÜKSEK LİSANS TEZİ METAL EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN
TOZ METALURJİSİ YÖNTEMİ İLE ÜRETİLMİŞ AA2014 ALÜMİNYUM ALAŞIMININ MİKROYAPISAL KARAKTERİZASYONU VE AŞINMA DAVRANIŞLARININ İNCELENMESİ Sedat TOMRUK YÜKSEK LİSANS TEZİ METAL EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN
TAKIM TEZGAHLARI. BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MMM 4022
 Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: TOZ METALURJİSİ Dersin Orjinal Adı: TOZ METALURJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
KİMYASAL TEKNİKLERLE TOZ ÜRETİMİ. Prof.Dr.Muzaffer ZEREN
 . Prof.Dr.Muzaffer ZEREN 1 Günümüzde çoğu metalsel tozlar birtakım kimyasal tekniklerin kullanımı ile üretilebilmektedir. Reaksiyon değişkenlerinin kontrolü ile tozlara ait boyut ve şekil gibi kavramlar
. Prof.Dr.Muzaffer ZEREN 1 Günümüzde çoğu metalsel tozlar birtakım kimyasal tekniklerin kullanımı ile üretilebilmektedir. Reaksiyon değişkenlerinin kontrolü ile tozlara ait boyut ve şekil gibi kavramlar
TOZ METALURJİSİ (T/M)
") TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Bazik Oksijen Fırını (BOF)
") ÇELİK ÜRETİMİ Bazik Oksijen Fırını (BOF) Çelik üretimindeki ilk modern anlamdaki uygulamalar 1850 lerdeki Bessemer uygulamaları ile başlamıştır. İlk başta bu uygulamalarda kullanılan konvertörlerin iç
ÇELİK ÜRETİMİ Bazik Oksijen Fırını (BOF) Çelik üretimindeki ilk modern anlamdaki uygulamalar 1850 lerdeki Bessemer uygulamaları ile başlamıştır. İlk başta bu uygulamalarda kullanılan konvertörlerin iç
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
ME220T Tasarım ve İmalat
 TOZ METALURJİSİ (T/M) ME220T Tasarım ve İmalat 18. Toz Metalurjisi Mehmet DEMİRKOL Groover, Fundamentals of Modern Manufacturing, Bölüm 16 1. Mühendislik tozlarının özellikleri ve tanımlanması 2. Metalsel
TOZ METALURJİSİ (T/M) ME220T Tasarım ve İmalat 18. Toz Metalurjisi Mehmet DEMİRKOL Groover, Fundamentals of Modern Manufacturing, Bölüm 16 1. Mühendislik tozlarının özellikleri ve tanımlanması 2. Metalsel
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
ME220T Tasarım ve İmalat
 İMALATA GİRİŞ Groover, Fundamentals of Modern Manufacturing, Bölüm 1 9. İMALATA GİRİŞ Mehmet DEMİRKOL 1. İmalat Nedir? 2. İmalatta kullanılan Malzemeler 3. İmalat Yöntemleri 4. Üretim Sistemleri İmalat
İMALATA GİRİŞ Groover, Fundamentals of Modern Manufacturing, Bölüm 1 9. İMALATA GİRİŞ Mehmet DEMİRKOL 1. İmalat Nedir? 2. İmalatta kullanılan Malzemeler 3. İmalat Yöntemleri 4. Üretim Sistemleri İmalat
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
TEL VE ÇUBUK ÇEKME YOLU İLE İMALAT
 TEL VE ÇUBUK ÇEKME YOLU İLE İMALAT TEL VE ÇUBUK ÇEKMENİN TANIMI Tanım: Tel çekme, kalın kesitli olan bir telin, bir matris (kalıbı) içinden geçirilerek kesitini küçültme işlemidir.tel kesitleri genellikle
TEL VE ÇUBUK ÇEKME YOLU İLE İMALAT TEL VE ÇUBUK ÇEKMENİN TANIMI Tanım: Tel çekme, kalın kesitli olan bir telin, bir matris (kalıbı) içinden geçirilerek kesitini küçültme işlemidir.tel kesitleri genellikle
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim