MAK 353 İMAL USULLERİ DÖKÜM (1)
|
|
|
- Adem Akşit
- 5 yıl önce
- İzleme sayısı:
Transkript
1 MAK 353 İMAL USULLERİ DÖKÜM (1) 1
2 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2
3 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede plastikleştirilmiştir ve malzemenin katılaştırılması sayesinde bir parça oluşturulur Katılaştırma yöntemleri, işlenen mühendislik malzemesine göre sınıflandırılabilir: Metaller Seramikler, özel camlar Polimerler ve polimer matrisli karma malzemeler (PMC ler) 3
4 Bozulabilir kalıba döküm Kum döküm Metallerin dökümü Diğer döküm yöntemleri Kalıcı kalıba döküm Katılaştırma yöntemleri Cam işleme Ekstrüzyon ve ilgili yöntemler Enjeksiyonla kalıplama Polimer ve PMC lerin imalatı Diğer kalıplama yöntemleri PMC ler için özel yöntemler Şekil 10.1 Katılaştırma yöntemlerinin sınıflandırılması 4
5 Döküm Erimiş metalin, kalıp boşluğunda katılaşacağı kalıba, yerçekimi veya başka bir kuvvetle aktığı yöntem Döküm terimi yöntemle üretilen parçalar için de kullanılmaktadır Dökümdeki adımlar görece olarak basittir: 1. Metalin eritilmesi 2. Kalıba dökülmesi 3. Katılaşmaya bırakılması 5
6 Dökümün Sınırları ve Üstünlükleri Karmaşık parça geometrileri oluşturulabilir Hem iç hem de dış şekiller oluşturulabilir Bazı döküm yöntemleri net şekil dir; bazıları ise net şekle yakın dır. Çok büyük parçaları üretebilir Bazı döküm yöntemleri seri üretime uygundur 6
7 Dökümün Zayıflıkları Farklı döküm yöntemlerinin farklı zayıflıkları vardır: Mekanik özelliklerde sınırlamalar Bazı yöntemlerde düşük boyutsal doğruluk ve yüzey kalitesi; örn. Kum döküm Sıcak erimiş metaller nedeniyle çalışanlara iş güvenliği sorunları Çevre sorunları 7
8 Dökümle Yapılabilen Parçalar Büyük parçalar Otomotiv araçları için motor blokları ve silindir kafaları, ağaç yakma fırınları, makina gövdeleri, vagon tekerlekleri, borular, büyük heykeller, pompa gövdeleri Küçük parçalar Diş kaplamaları, mücevher, küçük heykeller, kızartma tavaları Demir esaslı ve demir dışı tüm metal türleri dökülebilir 8






9 BAZI PARÇA ÖRNEKLERİ 9
10 Döküm Teknolojisine Genel Bakış Döküm genellikle dökümhane de yapılır Dökümhane = kalıpların yapılması, erimiş metalin eldesi ve taşınması, döküm işleminin yapılması ve bitmiş dökümlerin temizlenmesi için donatılan fabrika Döküm işini yapan işçiler dökümcü olarak adlandırılır 10
11 Erimiş Metalin Dökülmesi Bu aşamada başarılı olmak için, katılaşmadan önce metalin kalıbın tüm bölgelerine, en önemlisi de kalıp boşluğuna akması gerekir Başarıyı belirleyen faktörler Döküm sıcaklığı Döküm hızı Türbülans
12 Metalin Isıtılması Isıtma fırınları, metali döküme yeterli sıcaklığa ulaşacak şekilde eritmede kullanılır Gerekli ısı aşağıdakilerin toplamından oluşur: 1. Sıcaklığı erime sıcaklığına yükseltecek ısı 2. Katıyı sıvıya dönüştürecek eritme ısısı 3. Erimiş metali döküme uygun sıcaklığa yükseltecek ısı 12
13 Değişik Malzemelerin Döküm ve Erime Sıcaklıkları Malzeme Katılaşma Sıcaklığı ( 0 C) Döküm Sıcaklığı ( 0 C) Kır Dökme Demir Temper Dökme Demir Dökme Çelik Aluminyum Pirinç
14 Döküm Kabiliyeti Metal ve alaşımlarının yolluk sisteminden akarak, kalıbı kusursuz olarak doldurma özelliği Döküm Kabiliyeti olarak adlandırılır. Bu özelliğin saptanması için kullanılan en yaygın deney Döküm Spiralidir.

15 Sıvı Metalin Akıcılık Testi (Spiral Döküm Testi) Döküm ağzı Düşey yolluk Spiral kalıp Katılaşmadan önceki akış sınırı Sıvı metalin akıcılığının belirlenmesi için uygulanan spiral kalıba döküm testi
16 Döküm Kabiliyetini Etkileyen Parametreler Döküm Sıcaklığı Katılaşma ısısı Eriyiğin ısı içeriği Eriyiğin bileşimi Katılaşma türü ve aralığı Yolluk sistemi Kalıbın ısı iletme kabiliyeti Kalıp malzemesinin ıslanma özelliği
17 Dökümde Katılaşma Erimiş metalin tekrar katı hale dönüşümü İki aşamadan oluşur: Çekirdeklenme Kristal Büyümesi
18 Serbest enerji: Çekirdeklenme Katı halin enerjisi, sıvı hale göre daha azdır. Bu nedenle ortaya katı parçacıkların oluşumu esnasında kristalleşme ısısı açığa çıkar. Öte yandan yeni oluşturulan katı/sıvı ara yüzlerinin oluşumu için enerjiye ihtiyaç vardır ve açığa çıkan enerji burada kullanılır. Yani çekirdeklenme esnasında sistemin serbest enerjisi kristalleşme nedeniyle azalırken, oluşturulan yeni yüzeyler nedeniyle artma eğilimindedir. Çekirdekler çok küçük iken yüzeyleri hacimlerine göre büyüktür ve kristalleşme sırasında açığa çıkan enerji, bu yüzeylerin oluşturulması için yeterli olmamaktadır. Çekirdek yarıçapı belirli bir r KR değerini aştığı zaman kristal büyümeye devam eder.
19 Çekirdeklenme r KR 2 T m H T f
20 Heterojen Çekirdeklenme Teknik saflıkta sıvı metallerin içinde hemen hemen her zaman kristalleşmenin başlayabileceği yeterli sayıda yabancı Yüzey bulunduğundan, çekirdeklenme HETEROJEN çekirdeklenme şeklinde gerçekleşir. Çekirdek olarak görev yapabilecek bu Yüzeyler şunlardır: Eriyiğin içinde bulunan kabın duvarları Erime sıcaklığı yüksek olan ve eriyik içinde katı halde bulunan bileşikler (karbürler, nitrürler, oksitler...) Bazı durumlarda eriyiğe döküm esnasında katkılar yapılarak çekirdek görevi yapabilecek parçalar atılır. Buna AŞILAMA denir.

21 Kristal Büyümesi Kübik kristal yapıya sahip olan metallerde büyüme, bazı tercihli yönlerde (küp yüzeyine dik doğrultuda) çok hızlı, diğer yönlerde ise daha yavaş olur ve bu şekilde büyüyerek ortaya çıkan kristallerin hacimsel düzeni DENDRİT olara adlandırılır. Eğer ısı iletimi, yapısal aşırı soğuma bölgesi oluşturmayacak şekilde yavaş olursa düzlemsel katılaşma meydana gelir. Eriyik geniş bir dx bölgesinde aşırı soğuduğundan, bu bölge içine katılaşarak uzamış bir kristal, ısının çekildiği yönde daha hızlı olarak büyümesine devam eder, sonuçta dendritik yapı oluşur. dx

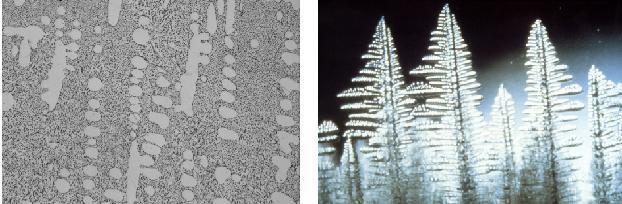

22 Dendritik Yapı
23 Kristal Yapısı Kristallerin biçimi büyük oranda soğuma koşullarına bağlıdır. Eriyik ısının her taraftan uzaklaştırılması ile soğursa EŞEKSENLİ, yani toparlaklı taneler, düzgün olmayan (yönlenmiş) ise ısı iletiminde ise UZUN (ÇUBUKSU) TANELER meydana gelir.
24 Metalin Katılaşması Katılaşma, metalin durumuna bağlı olarak değişir Saf bir element, veya Bir alaşım
 Saf bir metalin katılaşma sırasındaki soğuma")
25 Saf Metalin Soğuma Eğrisi Saf bir metal katılaşma sıcaklığına eşit bir sabit sıcaklıkta katılaşır (erime sıcaklığıyla aynıdır) Saf bir metalin katılaşma sırasındaki soğuma eğrisi.
26 Saf Metallerin Katılaşması Kalıp cidarının soğuma eylemi (chilling) sırasında, dökümden hemen sonra ara yüzeyde ince bir katı metal filmi oluşur Katılaşma sürerken film kalınlığı, erimiş metalin çevresinde bir kabuk oluşturacak şekilde artar Katılaşma hızı, kalıba ısı transferine ve ayrıca metalin ısıl özelliklerine bağlıdır

27 2-10 Kalıp cidarlarında ani soğuma (Chill etkisi) Isı transferi yüzeylerden merkeze doğru olduğu için kolonsal taneler oluşmaktadır. Soğuma sırasında sıcaklık gradyeninin tane oluşumuna etkisi Kalıp cidarı yakınında rastgele yönlenmiş ince taneleri ve dökümün merkezine doğru yönlenmiş büyük kolonsal taneleri gösteren, saf bir metalin dökümündeki karakteristik tane yapısı
28 Alaşımların Katılaşması Çoğu alaşım, sabit bir sıcaklık yerine bir sıcaklık aralığında katılaşır (a) Bir bakır-nikel alaşım sisteminin faz diyagramı; ve (b) Döküm sırasında % 50 Ni -% 50 Cu bileşimindeki bir alaşımın soğuma eğrisi
29 Mikrosegregasyon Alaşımların katılaşması esnasında bileşim farklılığı ortaya çıkabilir. Katılaşan taneler içinde çekirdekten dışarı doğru derişiklikde değişme olabilir. Bu olaya MİKROSEGREGASYON, ortaya çıkan iç yapıya da tabakalı katı çözelti denir.
30 Mikrosegregasyon Katılaşma aralığı olan her alaşımın döküm yapısında görülebilen mikrosegregasyon istenmeyen özellik değişimine neden olur. Bu olumsuzluk: Katılaşma aralığı ne kadar büyük, Soğumanın ne kadar hızlı, Olaya katılan elemanları yayınma katsayıları ne kadar düşük ise, o kadar belirgin olarak ortaya çıkar. Mikrosegregasyonu önlemek için ya Ötektik bileşim tercih edilmeli. Solidüs sıcaklığının hemen altında bir homojenleştirme tavı uygulanır. Ancak bu da maliyeti arttırır.

31 Hızlı soğuma etkisiyle oluşan küçük ve eşeksenli tanelerin bulunduğu kabuk Sıcaklık gradyeniyle oluşan uzun çubuk taneler Soğumanın her taraftan olması ile ortaya çıkan eşeksenli taneler Döküm merkezinde alaşım elemanlarının makro segregasyonunu gösteren, bir alaşım dökümündeki karakteristik tane yapısı.
32 Katılaşma Süresi-Chvorinov Kuralı Katılaşma belirli bir süre alır Toplam katılaşma süresi T TS = dökümden sonra katılaşma için gerekli süredir T TS aralarındaki ilişki Chvorinov Kuralı olarak bilinen, dökümün boyut ve şekline bağlıdır, burada T TS = toplam katılaşma süresi; V = dökümün hacmi; A = dökümün yüzey alanı; n = üstel sayı (tipik değeri = 2); ve C m kalıp sabiti. T TS C m V A n
33 Chvorinov Kuralındaki Kalıp Sabiti C m kalıp sabiti aşağıdakilere bağlıdır: Kalıp malzemesi Döküm metalinin ısıl özellikleri Erime sıcaklığına oranla döküm sıcaklığı Belirli bir döküm işlemi için C m değeri, parça şekli çok farklı olsa bile, aynı kalıp malzemesi, metal ve döküm sıcaklığı kullanılan önceki deneysel verilere dayanabilir
34 Chvorinov Kuralının Anlamı Daha yüksek bir hacim/yüzey oranına sahip bir döküm, düşük oranlı olana göre daha yavaş soğur Erimiş metali kalıp boşluğuna beslemek için, besleyicinin T TS değerinin ana dökümün T TS değerinden daha büyük olması gerekir Besleyici ve dökümün kalıp sabitleri birbirine eşit olacağından, ana dökümün önce katılaşması için, besleyicinin daha büyük hacim/yüzey oranına sahip olacak şekilde tasarlanması gerekir Bu tasarım, büzülmenin etkilerini en aza indirir
35 KATILAŞMADA HACİM AZALMASI Sıvının Kendini Çekmesi Döküm sıcaklığından itibaren katılaşmanın başlayacağı sıcaklığa kadar soğuma sırasında hacim azalmasıdır. Katılaşma Çekmesi Sıvı / Katı dönüşümü sırasında atomların yeniden düzenlenmesi ile ortaya çıkan hacim azalmasıdır. Katının Büzülmesi Katılaşma parçanın oda sıcaklığına kadar soğuması sırasındaki hacim azalmasıdır. Sıvının Kendini Çekmesi (%2) Hacim Katılaşma Çekmesi (%3) Katının Büzülmesi (%7) Azalan Sıcaklık
36 KATILAŞMADA HACİM AZALMASI Sıvının kendini çekmesi ve katılaşma çekmesi nedeniyle; döküm boşlukları gözenekler sıcak yırtılmalar İç gerilmeler oluşabilir. Katının büzülmesi ise boyut değişmelerine çarpılmalara çatlaklara iç gerilmelere neden olabilir.
37 Sıvı Metalin Dökülmesi Bu aşamada başarılı olmak için, katılaşma başlamadan önce metalin kalıbın tüm bölgelerine, en önemlisi de kalıp boşluğuna sakin bir şekilde akarak dolması gerekir Döküm işlemini etkileyen faktörler Döküm sıcaklığı Döküm hızı Türbülans (kalıp erozyonu, oksitlenme, gaz çözünmesi ) Sıvı metalin akıcılığı Bernoulli teoremi 37
38 Katılaşma Büzülmesi Katı faz sıvı fazdan daha yüksek yoğunluğa sahip olduğundan, hemen tüm metallerde meydana gelir Böylece, katılaşma, birim metal ağırlığı başına hacimde bir küçülmeye neden olur İstisna: Yüksek C içerikli dökme demir Katılaşmanın son aşamasındaki grafitleşme, faz dönüşümüyle ilgili hacimsel azalmanın aksine, genleşmeye neden olur
 soğuma sırasında sıvının kendini çekmesinin neden olduğu küçülme (boyutsal küçülmeler, anlaşılabilirliği arttırmak için")
39 Katılaşma ve Soğumadaki Büzülme Silindirik bir dökümün katılaşma ve soğuma sırasındaki büzülmesi: (0) erimiş metalin dökümden hemen sonraki seviyesi; (1) soğuma sırasında sıvının kendini çekmesinin neden olduğu küçülme (boyutsal küçülmeler, anlaşılabilirliği arttırmak için abartılmıştır).
 nedeniyle yükseklik ve çaptaki ek küçülme (boyutsal küçülmeler, anlaşılabilirliği arttırmak için abartılmıştır).")
40 Katılaşma ve Soğumadaki Büzülme (2) Katılaşma büzülmesinin neden olduğu büzülme boşluğunun oluşumu ve yükseklikteki azalma; (3) katı metalin soğuması sırasında ısıl kendini çekme (büzülme) nedeniyle yükseklik ve çaptaki ek küçülme (boyutsal küçülmeler, anlaşılabilirliği arttırmak için abartılmıştır).
41 Büzülme Toleransı Model yapımcıları, kalıp boşluğunun ölçüsünü büyük yaparak katılaşma büzülmesi ve ısıl küçülmeyi hesaba katarlar Kalıbın son döküm boyutuna göre daha büyük yapılma miktarı, model büzülme toleransı olarak adlandırılır Döküm boyutları, lineer olarak belirtilir; böylece toleranslar buna göre belirlenir
42 Farklı Metallerin Büzülmesi ve Çekmesi Malzeme Sıvı-Katı Katılaşma Çekmesi Katı halde, oda sıcaklığına inerken oluşan Çekme Alüminyum 7,0 5,6 Dökme Demir (Yüksek Karbon) 0 3,0 Dökme Çelik 3,0 7,2 Bakır 4,5 7,5

43 Mikrogözenekler Kristal büyümesi dendritik ise katılaşan dendritik ise katılaşan dendritik kolları arasında küçük sıvı metal havuzcukları hapsolacak ve bu havuzcuklardaki katılaşma sonrasındaki çekme boşlukları Mikrogözenekler olarak ortaya çıkacaktır.
44 Mikrogözenekler Mikrogözeneklerin miktarı katılaşma cephesinin genişlemesiyle artar. Sıvı ile katının birlikte bulunduğu bu bölgenin dar olması için: Katılaşma aralığı dar olmalıdır. Dolayısıyla döküm malzemesi olarak örneğin Ötektik Bileşimdeki alaşımlar tercih edilmelidir. Isı uzaklaştırılması yavaş, yani sıcaklık gradyeni dik ise yapısal aşırı soğumanın söz konusu olduğu katılaşma cephesi ortadan kalkar veya genişliği azalır ve mikrosegregasyon önlenir.
45 Yönlenmiş Katılaşma Büzülmenin zararlı etkilerini en aza indirmek için, sıvı metalden en uzak döküm bölgelerinin ilk önce katılaşması ve katılaşmanın bu bölgelerden besleyici(ler)e doğru ilerlemesi istenir Böylece, büzülme boşluklarının önlenmesi için erimiş metal sürekli olarak besleyiciden çekilebilir Yönlenmiş katılaşma terimi, katılaşma kavramını ve bunu kontrol edildiği yöntemleri kapsar

46 Yönlenmiş Katılaşma İyi tasarlanmış bir kalıpta, katılaşma kalın kesitlerin ince kesitleri beslemesiyle kademeli olarak ilerlemeli ve en son katılaşan bölgelerin dışa açık olan yolluk ve çıkıcılarda kalması sağlanmalıdır. Böylece çekme boşluğu ve diğer kusurların parça içinde oluşması önlenir. Döküm kalıplar için çok önemli olan bu tasarım prensibi, Katılaşma Yönlendirilmesi olarak adlandırılır.

47 Yönlenmiş Katılaşma (Köşeler) Katılaşmada en sorunlu bölgelerden bir de köşeleridir. Birleşme noktasındaki kesit, genellikle birleşen kesitlerden büyük olduğundan, bu bölgeler en son katılaşır ve iç kısımlarında çekme boşlukları oluşabilir. Dolayısıyla bu bölgelerde ya kesit inceltilmeli, ya da soğutma plakaları yardımıyla burada soğuma hızlandırılarak katılaşmanın köşelerden başlaması ve kollara doğru devam etmesi sağlanmalıdır.
48 Yönlenmiş Katılaşma Parça geometrisi nedeniyle kalıp içindeki katılaşmanın istenildiği gibi yönlendirilmesinin mümkün olmadığı durumlarda, katılaşmanın istenen bölgelerde başlayıp istenilen yerlerde sonlanması için soğutma plakalarından, veya çekme oluşabilecek yerlerin sıvı metal ile beslenebilmesi için çıkıcı ve besleyicilerden yararlanılır.
49 Yönlenmiş Katılaşmanın Eldesi İstenen yönlenmiş katılaşma, dökümün kendisini, kalıbı yönlenmesini ve bunu besleyen besleyici sistemini tasarlamak için Chvorinov kuralını kullanarak başarılır. Dökümün küçük V/A oranına sahip kesitlerinin besleyiciden uzağa yerleştirilmesiyle, katılaşma ilk olarak bu bölgelerde başlar ve dökümün diğer bölgeleri için sıvı metalin önü açık kalır. M = V / A M Besleyici > M Parça Soğutucular - dökümün belirli bölgelerinde hızlı katılaşmayı sağlayan iç ve dış ısı emiciler
50 Besleyici ve Çıkıcılar Çıkıcı ve besleyicilerin görevi, kalıp içinde katılaşan parçanın iç ve dış çekme boşlukları oluşabilecek bölgeleri sıvı metal ile beslemektir. Yani çıkıcı ve besleyiciler, sıvı metal depoları olup en son katılaşacak bölgeler olarak tasarlanmıştır. Çıkıcılar atmosfere açık, huni biçiminde; besleyiciler ise dışarıya kapalı ve genellikle küresel kalıp elemanlarıdır. Besleyiciler biçimleri gereği daha yavaş soğuduklarından, döküm sonrasında parçadan ayrılmaları daha kolay olduğundan ve kalıbın istenilen her bölgesine yerleştirilebildiklerinden daha çok tercih edilirler.

51 Besleyici Tasarımı Bir işlemde atık miktarını en aza indirmek için, besleyicideki metal hacminin en düşük değerde olması istenir. Besleyici geometrisi genelde, V/A oranını en büyük yapacak şekilde seçildiğinden, bu durum besleyici hacminin mümkün olan en düşük değere indirilmesini sağlar. M = V / A M Besleyici > M Parça

52 Besleyici ve Çıkıcılar Besleyici ve çıkıcıların, katılaşırken hacmi azalan parçayı sıvı metal ile besleyebilmeleri için atmosfer basıncı ile sürekli temasta olmaları gereklidir. Bu nedenle çıkıcının üstünde bir kabuk oluşmaması için yalıtkan veya egzotermik örtülerden yararlanılır.

53 Besleyici Besleyicilerde dış kısımlarda daima bir kabuk oluşur, bu nedenle besleyicinin atmosfer basıncı ile temasını sağlamak için de kalem maçalardan yararlanılır. Gözenekli olan kum kalıp ve kalem maça gaz geçirgenliğini sağladığından, besleyici içinde atmosfer basıncı hakimdir.
54 Soğutucular Katılaşmayı yönlendirmek ve çekme boşluklarının oluşmasını önlemek için, bazı durumlarda çıkıcı ve besleyiciler yerine soğutucu plakalar veya iç soğutuculardan yararlanılır. Bunlar çelik, dökme demir, bakır vb. Malzemelerden yapılmış kalıp elemanları olup, kalıplamada kalıp boşluğunun duvarına yerleştirilirler. Bu sayede en son katılaşması beklenen ve normal soğumada çekme boşluğu oluşabilecek daha hızlı soğutularak katılaşmanın buralardan başlatılması ve istenilen şekilde yönlendirilimesi mümkün olur.
55 Dış Soğutucular Dış soğutucular Kum kalıp (a) Dökümün kalın kesitlerindeki erimiş metalin hızlı katılaşmasını desteklemek için dış soğutucu; ve (b) dış soğutucunun kullanılmaması durumundaki Çekme muhtemel sonuç. Boşluğu

56 İç Soğutucular Soğutma plakalarının yerleştirilmesinin güç olduğu bölgelerde İç Soğutucularından yararlanılır. Bir diğer çözüm de kalıbın bazı bölgelerinin yalıtılması yoluyla katılaşmayı yönlendirmektir.
57 Dökümde Kalıp Geometrisi parça şeklini belirleyen boşluklar içerir Kalıp boşluğunun gerçek boyut ve şekli, katılaşma ve soğuma sırasında metalin büzülmesine izin vermek üzere hafifçe daha büyük olmalıdır Kalıplar, kum, alçı, seramik ve metal olmak üzere değişik malzemelerden yapılır 57
 sadece istenen parçanın şeklindeki bir kap olan açık kalıp; ve (b) kalıp geometrisinin daha karmaşık olduğu ve kalıp")
58 Açık Kalıplar ve Kapalı Kalıplar Şekil 10.2 İki kalıp türü: (a) sadece istenen parçanın şeklindeki bir kap olan açık kalıp; ve (b) kalıp geometrisinin daha karmaşık olduğu ve kalıp boşluğuna giden bir yolluk sistemi (geçiş yolları) gerektiren kalıp geometrisinin olduğu kapalı kalıp 58
59 Döküm Yöntemlerinin İki Kategorisi 1. Bozulabilir kalıp yöntemleri dökümü çıkarmak için dağıtılması gereken bir kalıp kullanır Kalıp malzemeleri: kum, alçı ve benzer malzemeler, ayrıca bağlayıcılar 2. Kalıcı kalıp yöntemleri çok sayıda döküm üretmek için tekrar tekrar kullanılabilecek bir kalıcı kalıp kullanır Metalden (veya, nadiren) seramik bir refrakter malzemeden yapılır 59
60 Üstünlükleri ve Eksiklikleri Bozulabilir kalıp yöntemleriyle daha kesin geometriler oluşturulabilir Kalıcı kalıp yöntemlerindeki parça şekilleri, kalıbın açılması gerektiğinden sınırlıdır Kalıcı kalıp yöntemleri, yüksek üretim işlemlerinde daha ekonomiktir 60
 Kum döküm kalıbı.")
61 Kum Döküm Kalıbı Şekil 10.2 (b) Kum döküm kalıbı. 61
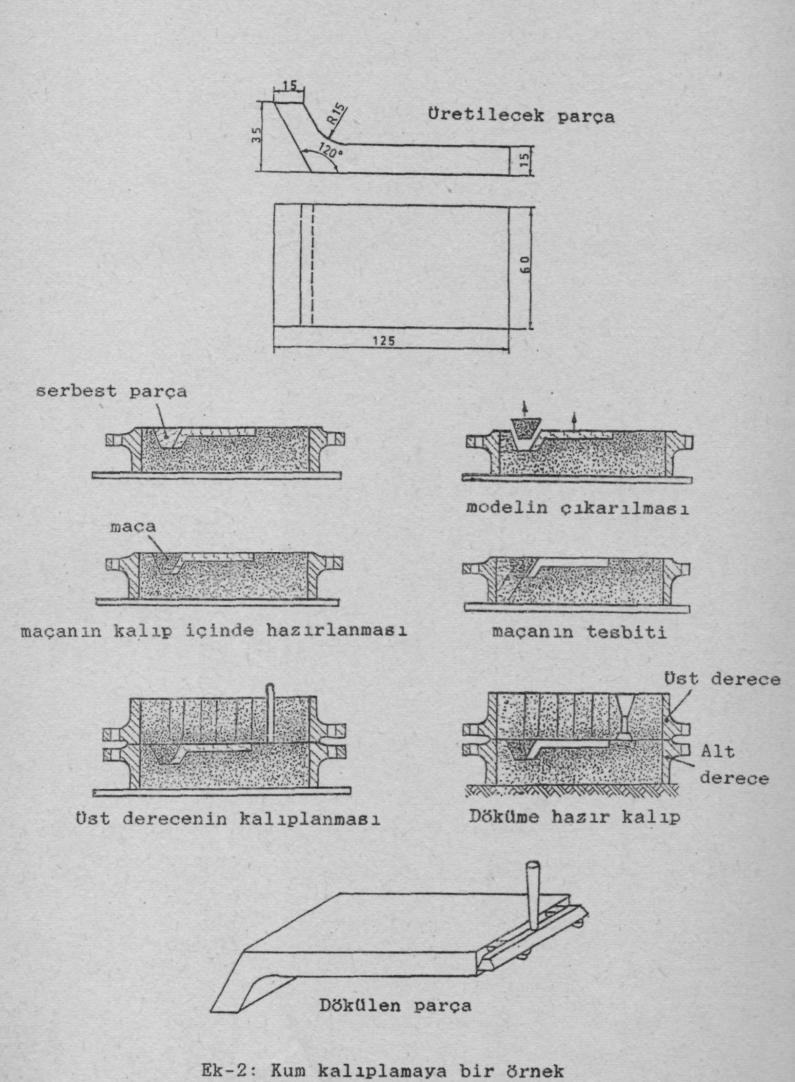
62 Kum Döküm Kalıp Terimleri Kalıp iki yarıdan oluşur: Üst derece = kalıbın üst yarısı Alt derece = alt yarısı Kalıp yarıları, derece denen bir kutunun içindedir İki yarı, ayırma yüzeyinde birbirinden ayrılır 62
63 Kalıp Boşluğunun Oluşturulması Kalıp boşluğu, parçanın şekline sahip olan bir model çevresinde kumun sıkıştırılmasıyla oluşturulur Model çıkarıldığında, sıkıştırılmış kumda kalan boşluk, dökme parçanın istenen şekline sahiptir Model, katılaşma ve soğuma sırasında metalin büzülmesine izin vermek üzere genellikle daha büyük yapılır Kalıp kumu nemlidir ve şeklini koruması için bir bağlayıcı içerir 63
64 Kalıp Boşluğunda Bir Maça Kullanımı Kalıp boşluğu, dökülecek parçanın dış yüzeyini oluşturur Ek olarak parçanın iç geometrisini belirleyecek şekilde, kalıp boşluğunun içine yerleştirilen bir maça tarafından belirlenen iç yüzeylere de sahip olabilir Kum dökümde maçalar genellikle kumdan yapılır 64
65 Yolluk Sistemi Erimiş metalin kalıp dışından kalıp boşluğuna doğru aktığı kanal Metalin içinde akarak yatay yolluğa ulaştığı bir düşey yolluk içerir Düşey yolluğun üstünde, genellikle sıçramayı en aza indirecek ve metalin düşey yolluğa türbülanssız girmesini sağlayacak bir döküm ağzı bulunur 65

66 Besleyici Katılaşma sırasında parçanın büzülmesini karşılamak üzere bir sıvı metal orijini olan, kalıp içindeki depo Besleyicinin fonksiyonunu yerine getirebilmesi için, esas dökümden sonra katılaşacak şekilde tasarlanmalıdır 66
")
67 Kum Kalıp bozularak elde edilmiş ürün toplamı (besleyici ve yolluk üzerinde) 67
68 Problem 1 Bir kalıp yolluğu 20 cm uzunluğundadır ve tabanındaki kesit alanı 2.5 cm 2 'dir. Yolluk, hacmi 1560 cm 3 olan bir kalıp oyuğuna giden yatay bir yolluk besler. (A) Döküm tabanındaki erimiş metalin hızı, (b) Metal debis, (Saniyedeki hacim miktarı) ve (c) kalıbı doldurma süresi nedir? Çözüm: (a) Dikey yollukdaki hız: v = (2gh) 1/2 = [2(981)(20)] ½ = 198,1 cm/s (b) Akan hacim debisi: Q = (2,5 cm 2 ) x (198,1 cm/s) = 495 cm 3 /s (c) Bu akış hızında söz konusu kalıp boşluğunu doldurmak için gereken süre nedir? T = 1560 cm 3 / 495 cm 3 /s = 3,2 s olur. 68
69 Problem 2 Kum döküm kalıbı için silindirik bir besleyici tasarlanmalıdır. Döküm parça çelikten mamul dikdörtgen plaka olup boyutları: 7,5 cm x 12,5 cm x 2,0 cm dir. Önceki gözlemlere göre Toplam Katılaşma süresi: 1,6 dakikadır. Silindir şeklindeki besleyicinin çap/yükseklik oranı D/h= 1 dir. Besleyicinin Katılaşma süresinin 2,0 dakika olabilmesi için besleyicinin boyutlarını belirleyiniz. ÇÖZÜM: Önce plakanın V/A oranını belirleyelim. V =7,5 cm x 12,5 cm x 2,0 cm = 187,5 cm 3 ; A = 2 [(7,5x12,5) + (7,5 x 2,0) + (12,5 x 2,0)] = 267,5 cm 2 T KS = 1,6 min dikkate alındığında n= 2 için [T KS =C m (V/A) n ]; C m =1,6 / [187,5/267,5] 2 = 3,26 min/cm 2 Şimdi Besleyici için soğuma süresi dikkate alınarak ve aynı döküm sabitleri kullanılarak: Besleyicinin Hacmi = V=(pD 2 h/4); Yüzey Alanı = A = (pdh)+ (2pD 2 /4) D/h = 1,0 buradan D=h olur; V = (pd 3 /4); A=(pD 2 ) + (2pD 2 /4) = 1,5pD 2 Buradan V/D oranı D/6 olur bu oran Chvorinov eşitliğine konursa: [T KS =C m (V/A) n ] ; 2,0 = 3,26 (D/6) 2 buradan D = 4,7 cm ve h = 4,7 cm çıkar. Bizim problemimizde Besleyicimiz, çelikten mamul dikdörtgen plakanın % 44 hacimce küçüğü olup katılaşma süresi ise % 25 daha geçtir. 69

70 Kalıp Tasarımı Örnekleri 70
71 71
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
DÖKÜM İMAL USULLERİ 1
 DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri. Fatih ALİBEYOĞLU -3-
 Fatih ALİBEYOĞLU -3- İMAL USULLERİ Giriş Üretim, doğada bulunan maddeleri istenilen özellik ve biçimdeki ürünlere dönüştürmek olarak tanımlanabilir. Üretim yöntemleri iç dönüşümler ve dış dönüşümler olmak
Fatih ALİBEYOĞLU -3- İMAL USULLERİ Giriş Üretim, doğada bulunan maddeleri istenilen özellik ve biçimdeki ürünlere dönüştürmek olarak tanımlanabilir. Üretim yöntemleri iç dönüşümler ve dış dönüşümler olmak
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
İstenilene uygun parçaların elde edilmesi için, döküm atölyesinin her bölümündeki çalışmalar teknolojik bilgilere dayalı olarak yapılmalıdır.
 DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Dökümün Temelleri. DeGarmo s Materials and Processes in
 Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
METALLERDE KATILAŞMA
 METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
ERGİTME,DÖKÜM VE KATILAŞMA
 ERGİTME,DÖKÜM VE KATILAŞMA GİRİŞ Metalik malzemeler çoğunlukla ergitme ve döküm yöntemi ile üretilirler. Bazı metalik malzemeler sinterleme ile üretilir. Örneğin W alaşımları. Döküm sırasında kullanılan
ERGİTME,DÖKÜM VE KATILAŞMA GİRİŞ Metalik malzemeler çoğunlukla ergitme ve döküm yöntemi ile üretilirler. Bazı metalik malzemeler sinterleme ile üretilir. Örneğin W alaşımları. Döküm sırasında kullanılan
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 Sınırsız Katı Eriyebilirlik İkili Faz Diyagramları (İkili İzomorfik Sistemler) Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 Sınırsız Katı Eriyebilirlik İkili Faz Diyagramları
Sınırsız Katı Eriyebilirlik İkili Faz Diyagramları (İkili İzomorfik Sistemler) Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 Sınırsız Katı Eriyebilirlik İkili Faz Diyagramları
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
Çukurova Kimya Endüstrisi A.Ş. Besleyici Gömlek
 Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Demir-Karbon Denge Diyagramı
 Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Alaşımınbüyümesi: 2. durum. Katıda yine difüzyonyok: D k = 0
 Alaşımınbüyümesi: 2. durum Katıda yine difüzyonyok: D k = 0 Sıvıdatamamenkarışımyerine, sınırılıdifüzyonvar II.FickKanunu = =. = = =0 DengesizKaldıraçKuralı Brody-Fleming Eşitliği =0 = + (1 ) / konsantrasyon
Alaşımınbüyümesi: 2. durum Katıda yine difüzyonyok: D k = 0 Sıvıdatamamenkarışımyerine, sınırılıdifüzyonvar II.FickKanunu = =. = = =0 DengesizKaldıraçKuralı Brody-Fleming Eşitliği =0 = + (1 ) / konsantrasyon
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
DÖKÜM TEKNOLOJİSİ. Derleyen. Prof. Dr. Adnan AKKURT
 DÖKÜM TEKNOLOJİSİ Derleyen Prof. Dr. Adnan AKKURT 2 3 4 Döküm Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yöntem
DÖKÜM TEKNOLOJİSİ Derleyen Prof. Dr. Adnan AKKURT 2 3 4 Döküm Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yöntem
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN
 DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
İmal Usulleri. Fatih ALİBEYOĞLU -4-
 Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
KATILAŞMA ZAMANI VE BESLEME
 BÖLÜM 4 KATILAŞMA ZAMANI E BESLEME DÖKÜMLERİN KATILAŞMASI ve KATILAŞMA ZAMANI Kalıba doldurulan sıvı metalin tamamı hemen katılaşmaz. Katılaşma, öncelikle soğumanın hızlı olduğu ince kesitlerde başlar
BÖLÜM 4 KATILAŞMA ZAMANI E BESLEME DÖKÜMLERİN KATILAŞMASI ve KATILAŞMA ZAMANI Kalıba doldurulan sıvı metalin tamamı hemen katılaşmaz. Katılaşma, öncelikle soğumanın hızlı olduğu ince kesitlerde başlar
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Şekil Yolluk sistemi hesaplamasında 1. örnekte kullanılan konsol parça
 3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
SInIrsIz KatI Erİyebİlİrlİk Faz DİyagramlarI (İkİlİ İzomorfİk Sİstemler)
") SInIrsIz KatI Erİyebİlİrlİk İkİlİ Faz DİyagramlarI (İkİlİ İzomorfİk Sİstemler) Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
SInIrsIz KatI Erİyebİlİrlİk İkİlİ Faz DİyagramlarI (İkİlİ İzomorfİk Sİstemler) Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
Toz Metalurjik Malzemeler Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
İmal Usulleri. Fatih ALİBEYOĞLU -5-6-
 Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
Alüminyum Test Eğitim ve Araştırma Merkezi. Mart 2017
 Alüminyum Test Eğitim ve Araştırma Merkezi Mart 2017 Alüminyumun Sıvı Metal Hareketleri ve Ürün Kalitesine Etkisi (sıvı-çekirdeklenme-büyüme) Prof. Dr. Fevzi Yılmaz FSMVÜ Mart 2017 GÜNDEM 1. Alüminyum
Alüminyum Test Eğitim ve Araştırma Merkezi Mart 2017 Alüminyumun Sıvı Metal Hareketleri ve Ürün Kalitesine Etkisi (sıvı-çekirdeklenme-büyüme) Prof. Dr. Fevzi Yılmaz FSMVÜ Mart 2017 GÜNDEM 1. Alüminyum
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
KAYMALI YATAKLAR I: Eksenel Yataklar
 KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
BÖLÜM 7. RİJİT ÜSTYAPILAR
 BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
BETON KARIŞIM HESABI (TS 802)
") BETON KARIŞIM HESABI (TS 802) Beton karışım hesabı Önceden belirlenen özellik ve dayanımda beton üretebilmek için; istenilen kıvam ve işlenebilme özelliğine sahip; yeterli dayanım ve dayanıklılıkta olan,
BETON KARIŞIM HESABI (TS 802) Beton karışım hesabı Önceden belirlenen özellik ve dayanımda beton üretebilmek için; istenilen kıvam ve işlenebilme özelliğine sahip; yeterli dayanım ve dayanıklılıkta olan,
05.11.2014 METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ. Katılaştırma Yöntemleri
 METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 1 MAK EUT 351 231 Üretim Doç.Dr. Yöntemleri Turgut GÜLMEZ(İTÜ Doç.Dr. Murat Makina VURAL Fakültesi) (İTÜ Makina
METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 1 MAK EUT 351 231 Üretim Doç.Dr. Yöntemleri Turgut GÜLMEZ(İTÜ Doç.Dr. Murat Makina VURAL Fakültesi) (İTÜ Makina
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Bölüm 4: Kusurlar. Kusurlar
 Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
T.C. DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ DÖKÜM TEKNOLOJİSİ (MMM 3007) DERSİ ÖDEVİ
 DERSİ ÖDEVİ") DÖKÜM TEKNOLOJİSİ (MMM 3007) DERSİ ÖDEVİ 2015-2016 Öğrencilerin ödev için aşağıdaki yolu izlemeleri gerekmektedir; 1. Aşağıdaki YOKLAMA listesinde 1. soru için gerekli boyutlar verilmiştir., 2. 2. Soru
DÖKÜM TEKNOLOJİSİ (MMM 3007) DERSİ ÖDEVİ 2015-2016 Öğrencilerin ödev için aşağıdaki yolu izlemeleri gerekmektedir; 1. Aşağıdaki YOKLAMA listesinde 1. soru için gerekli boyutlar verilmiştir., 2. 2. Soru
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
YOLLUK TASARIMI DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 1. Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 YOLLUK TASARIMI DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 1 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Yolluk Nedir? Gerekli hızda sıcaklık kaybı olmadan, Kalıp ve maça erozyonu
YOLLUK TASARIMI DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 1 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Yolluk Nedir? Gerekli hızda sıcaklık kaybı olmadan, Kalıp ve maça erozyonu
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Problem 2.6 Problem 2.21 Problem 2.23
 Problem.6 Problem. Problem.3 33 Problem. Problem.3 Problem 3.0 Bir katıdaki sıcaklık dağılımına, ısı iletim katsayısının sıcaklığa bağlı olmasının etkisini belirlemek için, ısı iletim katsayısı, olan bir
Problem.6 Problem. Problem.3 33 Problem. Problem.3 Problem 3.0 Bir katıdaki sıcaklık dağılımına, ısı iletim katsayısının sıcaklığa bağlı olmasının etkisini belirlemek için, ısı iletim katsayısı, olan bir
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 2. Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 2 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Çekilme Boşluğu ve Yönlenmiş Katılaşma Katılaşan metaldeki çekilme/büzülme başlıca üç
DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 2 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Çekilme Boşluğu ve Yönlenmiş Katılaşma Katılaşan metaldeki çekilme/büzülme başlıca üç
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin
 Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
KAYNAMALI ISI TRANSFERİ DENEYİ. Arş. Gör. Emre MANDEV
 KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
İmal Usulleri 1. Fatih ALİBEYOĞLU -2-
 1 Fatih ALİBEYOĞLU -2- Malzemeler iki tür gerilmeye maruz kalır. Bu gerilmeler tekil etkiyebileceği gibi bunların bir bileşkesi de malzemelere etkiyebilir. Normal Gerilme(Çeki- Bası- Eğilme) Kayma Gerilmesi(Kayma-Burulma)
1 Fatih ALİBEYOĞLU -2- Malzemeler iki tür gerilmeye maruz kalır. Bu gerilmeler tekil etkiyebileceği gibi bunların bir bileşkesi de malzemelere etkiyebilir. Normal Gerilme(Çeki- Bası- Eğilme) Kayma Gerilmesi(Kayma-Burulma)
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları
 Ders Detayları") Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Ötektik bileşim Birbirlerini sınırlı
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Ötektik bileşim Birbirlerini sınırlı