ÜRETİM SÜREÇLERİ VE SÜREÇ SEÇİMİ
|
|
|
- Sanaz Erem
- 5 yıl önce
- İzleme sayısı:
Transkript




1 ÜRETİM SÜREÇLERİ VE SÜREÇ SEÇİMİ
2 İÇİNDEKİLER Giriş Süreçleri Sınıflandırma Şekillendirme Süreçleri Montaj (Birleştirme) Yüzey işlemleri Sistematik Süreç Seçimi Süreç Maliyetlerinin Sıralanması
3 Giriş Süreç (işlem), bir malzeme için uygulanan şekillendirme, bağlama(montaj) ya da bitirme (yüzey) metotlarından biridir. Tasarımın başında doğru işlemi seçmek oldukça önemlidir. Aksi taktirde süreci daha sonra değiştirmek oldukça büyük masraflara neden olabilir. Tasarım gereksinimleri yani parçanın üretileceği malzeme, boyutu, şekli, hassaslığı ve kaç tane üretileceği seçimi etkiler. Her süreç bir kısım nitelikler ile karakterize edilir. Sürecin seçimi, süreç nitelikleri ile tasarım gereksinimlerinin en iyi şekilde uyuşmasıyla gerçekleşir.

4 Giriş Şekilde görüldüğü üzere Malzeme, Şekil ve Süreç etkileşim içerisindedir.
5 Üretim süreçlerinde özellik kontrolü Metaller haddeleme ve dövme ile güçlendirilir; Çeliklere sertlik ve tokluk kazandırmak için ısıl işlem uygulanır; E modülü ve mukavemeti arttırmak için polimerler çekilir; Dayanım artırmak için seramikler sıcak preslenir... Haddeleme ve dövme, metallerin sertliğini ve dokusunu (tekstür) değiştirir ve içerdikleri inklüzyonları hizalayarak mukavemet ve sünekliği arttırır. Isıl işlem, mukavemet, süneklik ve tokluğun manipüle edilmesine izin verir. Kompozitler, işlenene kadar mevcut değildir; İşlenmeden önce, sadece polimer çorbası ve bir elyaf yığınıdır.
6 Malzeme özelliği ve şeklinin etkisi Malzeme özellikleri ve şekli proses seçimini sınırlar: sünek malzemeler dövülebilir, haddelenebilir ve çekilebilir; kırılgan olanlar toz yöntemleriyle şekillendirilmelidir. Makul (düşük) sıcaklıklarda düşük viskoziteli sıvılara eriyen malzemeler dökümle şekillendirilebilir. Şekil de süreç seçimini etkileyebilir. İnce şekiller, haddeleme veya çekme ile kolaylıkla yapılabilir, ancak dökümle yapılamaz. İçi boş şekiller dövme ile oluşturulamaz, ancak dökümle veya kalıplama ile üretilebilirler.
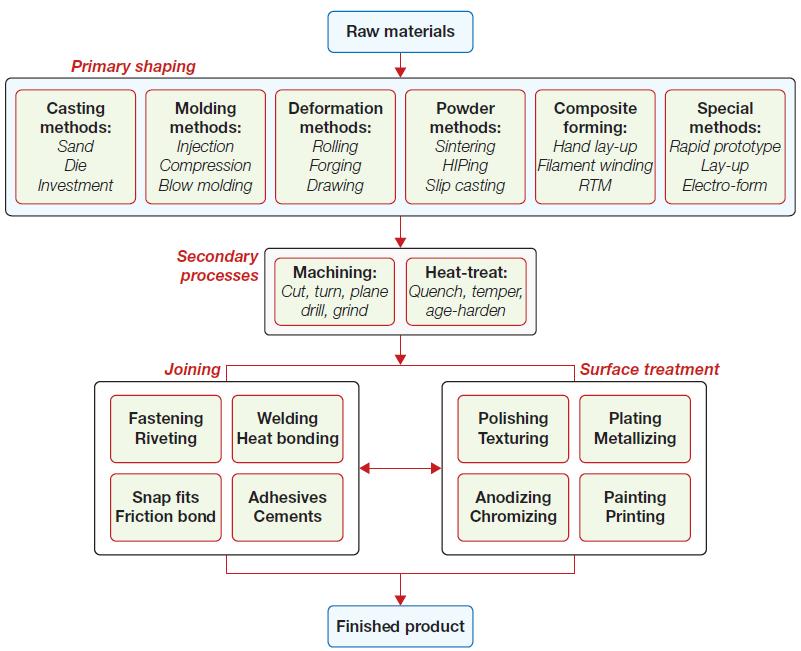
7 Süreçlerin Sınıflandırılması Birincil şekillendirme: Döküm, kalıplama, deformasyon, toz yöntemleri, kompozitler oluşturma yöntemleri ve hızlı prototipleme gibi özel yöntemler. (Şekil oluşturulur) İkincil süreç: Şekilleri veya özellikleri değiştirir; Burada zaten şekillendirilmiş bir cisme özellikler ekleyen "işleme" ve yüzey/yığın özelliklerini arttıran "ısıl işlem" uygulanır. Son süreç: Birleştirme, yüzey işleme veya bitirme işlemleri gerçekleştirilir.
8 Süreçleri Sınıflandırma

9 Süreçleri Sınıflandırma İlk satır birincil şekillendirme süreçlerini, altındaki satır talaş kaldırma ve ısıl işlemler ikincil süreçleri ve devamında montaj ve yüzey işlemleri takip etmektedir.
10 Süreçleri Sınıflandırma Süreçleri daha ayrıntılı olarak düzenlemek için, hiyerarşik bir sınıflandırmaya ihtiyacımız var. Süreç evreninin üç ailesi vardır: şekillendirme, birleştirme ve bitirme. Bu şekildeki şekillendirme ailesi sınıfları göstermek üzere genişletilmiştir: döküm, deformasyon, kalıplama ve benzeri. Bu kalıplardan bir tanesi, üyelerini göstermek için tekrar genişletilir: ekstrüzyon, enjeksiyon kalıplama ve benzeri. Bunların her biri belirli özelliklere sahiptir: ele alabileceği malzemeler, yapabileceği şekiller, boyutları, hassasiyeti ve optimum parti boyutu (kalıplamanın ekonomik olarak yapabileceği birim sayısı).

11 Süreçleri Sınıflandırma Süreç krallığının, şekillendirme ailesinin genişletilerek sınıflandırılması. Her üye belirli niteliklere göre karakterize edilir. Süreç seçimi bu niteliklerin tasarım gereksinimleriyle örtüşmesiyle ilgilenir.
12 Süreçleri Sınıflandırma Süreç krallığının, birleştirme(montaj) ve yüzey işlemleri ailelerinin genişletilerek sınıflandırılması.
13 Süreçleri Sınıflandırma Daha önce olduğu gibi, her üyenin özellikleri vardır. Birincisi birleştirilen malzemeler. Bundan sonra öznitelik listesi şekillendirme için farklılık gösterir. Burada, bağlantının geometrisi ve yüklenme şekli önemlidir. Bağlantının sökülebileceği ya da sökülemeyeceği, su geçirmez olacağı, elektriksel olarak iletken olduğu ve benzeri şartlar bulunmaktadır.
14 Şekillendirme Süreçleri: Döküm Dökümde bir sıvı bir kalıbın içine dökülür ya da kuvvetle itilir ve orada soğuyarak katılaşır. Döküm, kalıplamadan farklı olarak sıvının düşük viskoziteye sahip olup kalıbın içine yerçekimi ile (kum kalıp döküm ya da hassas döküm) ya da düşük basınçlar ile dolmasını (basınçlı döküm) kapsar. Tek seferlik döküm kalıpları ucuzdur. Büyük parçaların dökümü için metal kalıpları pahalı olabilir. Bu uçlar arasında bir takım diğer döküm yöntemleri vardır: kabuklu kalıba döküm, hassas döküm, alçı kalıp ve benzeri. Bir dökümün toleransı ve yüzey kalitesi, kum dökümünde kötüyken hassas kalıp dökümleri için mükemmel seviyededir.




15 Şekillendirme Süreçleri: Döküm Kum Kalıp Döküm Basınçlı Döküm Hassas Döküm Düşük Basınç Döküm
16 Şekillendirme Süreçleri: Döküm Döküm şekli, sıvının kolayca akıp kalıbın tüm kısımlarını dolduracak şekilde tasarlanmalıdır. Katılaşma sırasında katı kabuk içinde sıvı paketleri kalmamalıdır, bunlar büzülme boşlukları yaratırlar. Mümkünse et kalınlığı üniform olmalıdır. Girintili-çıkıntılı şekillerden kaçınılmalı bunlar sıcak yırtılmalara neden olur. Metal kalıba dökülürken akış türbülanslıdır, yüzey oksitlerini ve kalıntıları içerisine alarak hapseder ve döküm kusurlarına neden olur. Bunlar vakum veya gaz basıncı ile yönlendirilen akışın laminer olacak şekilde sıvı metalin kalıbın altından doldurulmasıyla önlenir.
17 Şekillendirme Süreçleri: Kalıplama Kalıplamada, malzeme kalıplanırken oldukça yüksek viskoziteye sahiptir başlıca malzemeler termoplastikler ya da camlardır. Sıcak ve viskoz sıvı bir kalıp içine yüksek basınç ile itilir ya da enjekte edilir burada soğur ve katılaşır. Kalıp tekrarlanan basınç, sıcaklık ve kalıptan parçayı ayırırken oluşan aşınmalara dirençli olmalıdır dolayısıyla pahalıdır. Ayrıntılı şekiller kalıplanabilir fakat bu durumda kalıp şekli ve ayırma-sökme işlemleri karmaşık hale gelebilir.
18 Şekillendirme Süreçleri: Kalıplama Termo-şekillendirme kalıpları ucuzdur. İşlemde, ısıtılmış bir polimer tabakasını tek parçalı kalıp üzerine preslemek için gaz basıncı veya vakum kullanır. Üfleme kalıplama da, bir polimer veya cam boşluğunu bölünmüş bir dış kalıba genişletmek için gaz basıncı kullanır. Süt şişeleri gibi ucuz parçaların seri üretimi için hızlı, düşük maliyetli bir işlemdir. Metaller gibi polimerlerde ekstrüzyonla üretilebilir; Hemen hemen tüm çubuklar, tüpler ve diğer prizmatik bölümler bu şekilde yapılır.




19 Şekillendirme Süreçleri Enjeksiyon kalıplama Polimer Ekstrüzyon Üflemeli Kalıplama Isıl biçimlendirme
20 Şekillendirme Süreçleri: Deformasyon Deformasyon yöntemleri sıcak, ılık ya da soğuk (Malzemenin erime noktasına (Tm) göre soğuk) uygulanabilir. Ekstrüzyon, sıcak dövme ve sıcak haddeleme (T>0,55Tm) kalıplamaya benzer fakat malzeme burada tamamen katıdır ve bir vizkos sıvı değildir. Yüksek sıcaklık akma dayanımını düşürür ve aynı zamanda yeniden kristallenmeye izin verir bu durumlar biçimlendirme basıncını düşürür. Ilık işlem (0,35 Tm<T<0,55 Tm) Toparlanmaya izin verir fakat yeniden kristallenme olmaz. Soğuk dövme, haddeleme ve çekme (T<0,35 Tm) pekleşmeyi sağlar ve nihai ürünün mukavemetini arttırır. Bunun bedeli yüksek biçimlendirme basınçları uygulanmasıdır.
21 Şekillendirme Süreçleri: Deformasyon Dövülmüş parçaların kalınlığında hızlı değişim ve keskin radyal kıvrımlardan kaçınılmalıdır çünkü her ikisi de yüksek bölgesel gerilimlere neden olur. Bunlar da malzemenin yırtılmasına ya da kendi üzerine katlanmasına kıvrılmasına neden olur. Metallerin sıcak dövülmesi, şeklin daha büyük değişimlerine izin verir, ancak genellikle oksidasyon ve çarpıklık yüzünden kötü bir yüzey ve tolerans verir. Soğuk dövme daha hassas tolerans ve yüzey kalitesi verir, ancak dövme basınçları daha yüksektir ve deformasyonlar pekleşme ile sınırlandırılmıştır.




22 Şekillendirme Süreçleri: Deformasyon Dövme Haddeleme Ekstrüzyon Savurma
23 Şekillendirme Süreçleri: Toz Metalurjisi Toz Şekillendirme yöntemleriyle ince toz malzemeler presle şekillendirildikten sonra sinterlenirler. Toz, soğuk preslenip daha sonra sinterlenebilir (difüzyon birleşimi sağlamak için 0,8 Tm'ye kadar ısıtılır); ısıtılmış bir kalıpta preslenebilir veya bir ince preformda bulunan, bir hidrostatik basınç altında ("sıcak izostatik presleme" veya "HIP") ısıtılabilir. Ergime noktası çok yüksek olan ve deforme edilemeyecek kadar güçlü metaller toz haline getirilebilir ve daha sonra toz metalurjisi ile şekillendirilebilir. Hemen hemen her malzeme, toz olarak basınç ve ısıya maruz bırakılarak şekillendirilebilir. Bu metod küçük metal parçaları üretiminde ekonomiktir. Kesitler üniforma yakın olmalı, çünkü toz köşelerde kolayca akmaz. Şekil basit olmalı ve kalıptan kolayca çıkarılmalıdır.
24 Şekillendirme Süreçleri: Toz Metalurjisi Seramiklerin dökülmeleri zordur ve deforme edilmeleri imkansızdır dolayısıyla rutin olarak bu yöntemler kullanılır. Slip döküm, toz süspansiyonu alçı kalıp içerisine dökülür. Alçı kalıp suyu emer ve yarı ıslak çamur kurutulur ve fırınlanır. Toz enjeksiyon kalıplamada bir seramik toz polimer bağlayıcı karışımında klasik olarak kalıplanır. Kalıplanan kısım pişirilir.




25 Şekillendirme Süreçleri: Toz Metalurjisi Kalıp presleme ve sinterleme Toz Enjeksiyon Kalıplama Sıcak İzostatik Presleme Slip (Çamur) Döküm
26 Şekillendirme Süreçleri: Kompozitler Kompozit üretim yöntemleri genel olarak polimer esaslı sürekli ya da kesilmiş fiber takviyeli kompozit üretimlerini kapsar. Büyük parçalar filament sargısıyla ya da karbon, cam ya da Kevlar fiber emdirilmiş hasırların istiflenerek gerekli kalınlığına preslenmesi ve kürlenmesi ile üretilir. Parçaların üretimi otomatiktir fakat üretim hızı yavaştır. Eğer parça kritik ise ultrasonik test, bütünlüğü sağlamak için gerekebilir.
27 Şekillendirme Süreçleri: Kompozitler Yüksek bütünsellik vakum ya da basınç torbalı kalıplama ile sağlanır bu yöntemlerde hava kabarcıkları sıkıştırılarak polimerleşme öncesi uzaklaştırılır. İstifileme metodları az sayıda yüksek performanslı, özel hazırlanmış parçalar için uygundur. Daha genel parçalar (tenis raketi gibi) kesilmiş fiber kompozitlerin preslenerek ve ısıtılarak fiber içeren bir hamur reçine şeklinde üretilir. Bu metodlar bulk molding compound (BMC) ya da sheet molding compound (SMC) olarak bilinirler.

")

28 Şekillendirme Süreçleri: Kompozitler Filament Sargı Püskürtmeli yerleştirme(istifleme) Vakum ve Basınç torbalı Kalıplama Çekmeli-sıkma (Pultrusion)
29 Şekillendirme Süreçleri: Prototipleme CAD katı modelleme yazılımları tarafından sayısal olarak üretilen kompleks şekillerin örneklemelerine olanak sağlar. Buradaki motivasyon bir nesnenin estetik yönünden görünümünü sağlamaktır. Prototip, döküm gibi geleneksel işlemler için kalıpların yapılabildiği örnek halinde kullanılabilir. Veya karmaşık montajlarda-karmaşık geometrinin geçerliliğini, parçaların uygunluğunu, montajı ve erişilebilirliği doğrulamak için kullanılır.
30 Şekillendirme Süreçleri: Prototipleme Tüm hızlı prototipleme yöntemleri, iç oyukları, çıkıntıları olan büyük karmaşık şekilleri oluşturabilir; ancak şu andaki hassaslık, en iyi ihtimalle ± 0,3 mm ile sınırlıdır. Bu yöntemde, üç boyutlu baskı yerine katmanlar halinde tabakalar oluşturulur ve yöntem yavaştır (tipik olarak birim başına 4-40 saat). En az altı geniş sınıf vardır.
31 Şekillendirme Süreçleri 1.Şekil, tarama başlığı tarafından ince diş macunu katmanı gibi beslenerek oluşturulabilir (3Dyazıcı). 2. Fotoğrafa duyarlı bir monomerin taranan lazere bağlı polimerizasyonu (stereo litografi veya SLA). Her taramadan sonra, çalışma parçası kademeli olarak indirilir ve taze monomer yüzeyini örtmeye başlar.
32 Şekillendirme Süreçleri 3. Yapışkan kağıt elemanlarının taranmış lazerle kesilmesi. Her kağıt tabakası bir lazer ışını ile kesilir ve bir diğerine ısı ile yapıştırılır. 4. Mikro devre üretmek için kullanılan ekran tabanlı teknoloji (katı zemin kürleme veya SGC). Bir dizi ardışık ekran, UV ışığına duyarlı bir monomeri polimerleştirir ve katman katman şekli oluşturur. 5. Lazerle sinterleme (SLS), bileşenlerin doğrudan termoplastik, metal veya seramikten imal edilmesini sağlar. SLA'da olduğu gibi bir lazer, bir yatak parçasını tarar ve kirişin çarptığı ince bir yüzey tabakasını sinterler. Yüzey boyunca yeni bir parçacık katmanı süpürülür ve lazer sinterleme adımı, üç boyutlu bir gövde oluşturarak tekrarlanır.


33 Şekillendirme Süreçleri Model bırakma Üç boyutlu basım Kalıp modeli üretimi Lamine edilmiş obje üretimi
34 Şekillendirme Süreçleri: Talaşlı İmalat Metal, polimer veya seramikten yapılmış olan hemen hemen tüm mühendislik bileşenleri imalat sırasında bazı işlemlere tabi tutulur. Bunu mümkün kolaylaştırmak için tasarımda simetriyi yüksek tutmak önemlidir. Simetrik şekiller daha az işlem gerektirir. Metallerin işlenebilirlikleri, talaş oluşum kolaylığı, pürüzsüz yüzey verme yeteneği ve ekonomik bir takım ömrü verme becerisi açısından büyük farklılıklar gösterir. Zayıf işlenebilirlik daha yüksek maliyet anlamına gelir.
35 Şekillendirme Süreçleri: Talaşlı İmalat Çoğu polimer, nihai bir şekle dönüştürülür. Gerektiğinde işlenebilir ancak düşük modülleri, talaşlı imalat işlemi esnasında elastikiyetle sapmalar göstererek toleransı sınırlar. Seramik ve camlar yüksek toleransta zımparalanabilir (teleskopların aynalarını düşünün). Ultrasonik kesme, kimyasal öğütme ve su, kum püskürtme, lazer ışınları ile kesim gibi uygulamalar içeren birçok "özel" işleme tekniği vardır.
36 Şekillendirme Süreçleri: Talaşlı İmalat Sac metal şekillendirme, delme, bükme ve germeyi içerir. Delikler, tabaka kalınlığından daha küçük çapta delinemez. Bir tabakanın bükülebileceği minimum yarıçap, biçimlenebilirliği, bazen tabaka kalınlığının katları cinsinden ifade edilir. Yarıçap mümkün olduğunca büyük olmalı ve t'den daha az yapılmamalıdır. Şekillendirilebilirlik aynı zamanda sacın boyun vermeden ve hasara uğramadan gerildiği veya çekildiği miktarı belirler.


37 Şekillendirme Süreçleri: Talaşlı İmalat Şekillendirme sınır diyagramı daha kesin bilgiler verir: Başarısızlığa neden olacak olan tabaka düzlemindeki ana gerilmelerin kombinasyonunu gösterir. Parça, bu sınırı aşmayacak şekilde tasarlanmıştır. Parlatma çoğunlukla, finiş ve toleransı artırmak için döküm, kalıp veya toz ürünlerine uygulanan ikincil bir işlemdir.




38 Şekillendirme Süreçleri: Talaşlı İmalat Talaşlı işleme Tornalama ve Frezeleme Derin çekme, Delme, bükme, Germe Elektrik boşaltımlı işleme Su püskürtmeli kesme
39 Şekillendirme Süreçleri: Birleştirme Hemen hemen her malzeme yapışkanlarla birleştirilebilir, ancak sağlam, dayanıklı bir bağ sağlanması zordur. Cıvata, perçin, zımbalama ve sıkma rakorları polimerleri ve metalleri birleştirmek için sıklıkla kullanılır ve gerekirse sökülebilecek özelliklere sahiptir. Birleştirme proseslerinin en büyük sınıfı olan kaynak, metalleri ve polimerleri birleştirmek için yaygın olarak kullanılmaktadır. Sürtünme kaynağı ve sürtünme karıştırma kaynağı, farklı metaller arasında bir bağ oluşturmak için sürtünmeden kaynaklanan ısı ve deformasyona dayanır. Seramikler kendilerine, camlara ve metallere difüzyonla bağlanabilirler.
40 Şekillendirme Süreçleri: Birleştirme Bileşenler kaynak yapılacaksa, üretildikleri malzeme yüksek bir kaynaklanabilirlik ile karakterize edilmelidir. Düşük bir termal iletkenlik, düşük bir ısı girdisi ile kaynak yapılmasını sağlar, ancak soğutma üzerinde daha büyük çarpılmalara neden olabilir. Düşük termal genleşme, daha az çarpılma riski oluşturur. Katı çözelti, yaşlandırılmış bir alaşımdan daha iyidir, çünkü kaynağın her iki tarafındaki ısıdan etkilenen bölgede aşırı yaşlanma ve yumuşama meydana gelebilir.
41 Şekillendirme Süreçleri: Birleştirme Kaynak her zaman iç gerilmelere neden olur. Isıl işlemle giderilebilir, ancak bu ilave maliyet demektir, bu nedenle, etkisini iyi bir tasarımla en aza indirgemek gerekir. Bunu başarmak için, kaynak yapılacak parçalar mümkün olduğunca eşit kalınlıktan yapılır, kaynaklar gerilme veya sapmanın en az kritik olduğu yerde bulunur ve toplam kaynak sayısı en aza indirilir.
")



42 Montaj (Birleştirme) Yapıştırma Bağlama tutturma metal ark kaynaklama Sıcak bar (çubuk) polimer kaynaklama
43 Mekanik özellikleri artırmak için uygulanan son işlemler Taşlama, cilalama ve parlatma, hassas yüzeyleri ve pürüzsüzlüğü artırır, özellikle rulman yüzeyleri için önemlidir. Elektroliz, korozyona ve aşınmaya direnç sağlamak için bir bileşenin yüzeyine ince bir metal katman bırakır. Kaplama ve boyama, büyük ölçüde dışbükey yüzeylere sahip basit şekilli parçalar için kolaydır: Kanallar, aralıklar ve yuvalara ulaşmak zordur. Eloksal, fosfatlama ve kromatlama, yüzey üzerinde oksit, fosfat veya kromat tabakası oluşturarak aşınma direnci kazandırır.




44 Yüzey işlemleri Mekanik Parlatma Elektrikli kaplama Isıl işlem Karbürleme Anotlama
45 Mekanik özellikleri artırmak için uygulanan son işlemler Isıl işlem birçok malzeme için gerekli bir uygulamadır. Çökelme sertleşmesi yapılan alüminyum, titanyum ve nikel alaşımları, kontrollü bir ısıl işlemle üretilen çökeltiler ile dayanım kazanırlar: yüksek sıcaklıktan su verme ve daha düşük bir sıcaklıkta yaşlandırma. Çeliklerin sertliği ve tokluğu benzer şekilde kontrol edilir: "östenitleme" sıcaklığından su verilerek tavlama ve temperleme. Su verme; bununla bağlantılı ani termal daralma, bileşeni çarpıtmak veya parçalamak için yeterince büyük gerilmeler üretebilir. Gerilmeler düzgün olmayan bir sıcaklık dağılımından kaynaklanır ve bu da bileşenin geometrisiyle ilgilidir.
46 Estetik özellikleri artırmak için uygulanan son işlemler Elektrokaplama ve eloksallama. Organik solvent bazlı boyalar yüksek yüzey kalitesinde dayanıklı kaplamalar verir ancak solvent çevreye zarar verir. Su bazlı boyalar bunları aşar, ancak daha yavaş kurur ve elde edilen boya filmi daha az mükemmel olur. Polimer toz boya ve polimer tozu püskürtme işleminde, termoplastik-naylon, polipropilen veya polietilen filmi, parlak renkli olabilecek koruyucu bir katman bırakarak yüzeye bırakılır.

47 Estetik özellikleri artırmak için uygulanan son işlemler

48 Malzeme Özellikleri Açısından Süreçler Özellik çizelgelerindeki malzeme kabarcıklarının derecesi, özelliklerin işlemeye tabi tutulma derecesine ilişkin fikir verir. Alttaki çizelge, metaller için alaşımlama, ısıl işlem ve soğuk şekil verme ile kontrol edilme derecesini göstermektedir.
49 Malzeme Özellikleri Açısından Süreçler Kompozitlerin ve köpüklerin kabarcıklarının oldukça farklı şekilleri, ilk özelliklerinin lif içeriğine ve yönüne bağlı olma biçimini yansıtmaktadır. Polimerlerin ve elastomerlerin modül ve mukavemeti zincir uzunluğuna ve çapraz bağlanmanın derecesine bağlıdır, yapıların direkt olarak işleme tabi tutulması yönleri. Özellikle seramiğin gücü, işlemden doğrudan etkilenen mikroyapının bir başka yönü olan poroziteye bağlıdır.

50 Sistematik Süreç Seçimi Strateji: Tasarımın diğer yönleri gibi süreç seçimi tekrarlı bir prosedürdür. 1. İlk tekrar, bir veya daha fazla olası işlem yolu verir. 2. Ardından, imalatı kolaylaştırmak için tasarım mümkün olduğunca en umut verici rotaya uyarlanacak şekilde yeniden düşünülmelidir. 3. Son seçim, maliyet modellerinin kullanılmasını gerektiren süreç maliyetinin karşılaştırılmasına ve dokümantasyona dayanmaktadır: kılavuzlar, vaka incelemeleri ve ilgili ürünler için kullanılan proses rotalarının örnekleri. Dokümantasyon ayrıca, proses ve malzeme özellikleri arasındaki bağlantının ele alınmasında yardımcı olur.
51 Çeviri Bileşenin işlevi, malzeme ve şeklin ilk tercihini belirler. Bu tercih, süreç seçimine de kısıtlamalar getirir: Teknik açıdan: seçilen süreç işe yarayabilir mi? MALZEME VE SÜRECİN UYUMLULUĞU!!! Kalite açısından: seçilen süreç işi yeterince iyi yapabilir mi? KUSURLARI ÖNLERKEN İSTENEN HASSASİYETE, YÜZEY ÖZELLİKLERİNE VE NİTELİK PROFİLLERİNE ERİŞMEK!!! Süreçlerin genel amacı maliyeti en aza indirmektir. Serbest değişkenler büyük ölçüde süreci ve işlem parametrelerini (sıcaklık, akış hızı vb.) seçmekle sınırlıdır.
52 Sistematik Süreç Seçimi Süreç gereksinimlerinin çevrimi Fonksiyon Kısıtlamalar Amaç Serbestlik değişkenleri Süreç ne yapmalı (Şekillendirme?, Montaj?, Yüzey işlemleri?) Hangi malzeme, şekil, boyut, hassaslık vb. Sağlamalı Ne maksimum ya da minimum olmalı (Maliyet?, Zaman? Kalite?) Süreç seçimi Süreç devam opsiyonları
53 Ayırma (Ayıklama) Ayırma aşaması, kısıtlamaları uygular; bunlara uymayan işlemleri ortadan kaldırır. Bazı işlem nitelikleri basit sayısal aralıklardır; işlemin uygulayabileceği bileşen boyutu veya kütlesi, elde edilebilen hassaslık veya yüzey pürüzlülüğü gibi. Sıralama Sıralamada, daha önce olduğu gibi bir veya daha fazla hedef belirlenir; en belirgin olan bu maliyeti en aza indirgemektir. Bazı uygulamalarda maliyet ne olursa olsun kaliteyi en üst düzeye çıkarmak amacıyla hedef değiştirilebilir.
54 Sistematik Süreç Seçimi Seçim Tabloları Daha öncede bahsedildiği üzere her süreç bir dizi nitelikler ile karakterize edilir. Bunlar basit matris ve çubuk grafikleri ile gösterilir. Ayıklama yapabilmemiz için seçim araçları sağlar. Basılı kopyalar şeklinde olanlar sadece belirli sayıda süreç ve niteliklerini gösterirler. Bilgisayar yazılımlarında çok fazlası mevcuttur.

55 Süreç-Malzeme Matrisi: Sistematik Süreç Seçimi Şekillendirme işlemleri en üstte, malzeme ailesini tanımlayan renkli noktalarla işaretlenmiş uyumlu kombinasyonlar bulunmaktadır. Ayırma için kullanımı basittir: Malzemeyi belirleyin ve süreci okuyun veya tam tersi: süreci belirtin ve malzemeleri okuyun.
56 Süreç-Malzeme Matrisi: Matristeki noktaların diyagonal yayılımı, her bir materyal sınıfının-metaller, polimerler ve benzerlerinin-kendi proses güzergah takımlarına sahip olduklarını ortaya koymaktadır. Bazı örtüşmeler vardır - toz metodları hem metaller hem de seramiklerle uyumludur, hem polimerler hem de camlar kalıplanır. İşleme (şekillendirme için kullanıldığında) neredeyse tüm ailelerle uyumludur. Yapıştırıcılar ve tutturucular kullanan birleştirme işlemleri çok yönlüdür ve çoğu malzemede kullanılabilirken, kaynak yöntemleri malzemeye özeldir. Bitirme işlemleri öncelikli olarak daha sert malzemeler, özellikle metaller için kullanılır; Polimerler şekillendirilmek üzere kalıplanır ve dekoratif amaçlar dışında nadiren işlenir.
57 Sistematik Süreç Seçimi Süreç-Şekil Matrisi: Şekillendirme en zor karakterize edilen niteliktir. Birçok işlem, aletin veya malzemenin dönmesini içerir. Bu da düşüncelerimizi eksenel simetriye, yönlendirir. Tornalama, eksenel simetrik (dairesel) şekiller oluşturur; ekstrüzyon, çekme ve haddeleme hem prizmatik şekiller hem de dairesel ve dairesel olmayan şekiller üretir. Bazı işlemler üç boyutlu şekilleri oluşturabilir ve bunların bazıları içi boş şekiller de yapabilirken bazıları yapamazlar. Saç şekillendirme süreçleri düz şekiller ya da çanaksı şekiller yapar.

58 Süreç-Şekil Matrisi:
59 Şekillendirme süreçleri: kütle ve kesit kalınlığı Bir işlemin yapabileceği bileşenin boyutunun sınırları vardır. Boyut hacim ya da kütle ile ölçülebilir. Her bir çubuk, prosesin yetenekli olduğu boyut aralığını aşırı teknik zorlanma olmaksızın kapsar. Her şey daha küçük veya daha geniş uçlara esnetilebilir ancak ekipman artık standart değildir ve ekstra maliyet getirir. Bu nedenle, dar aralıklarla başarısız olan, ancak gerekirse yeniden değerlendirilip kullanılabilecek süreçlere ayırma basamağında dikkat edilmelidir.

60 Sistematik Süreç Seçimi Kütle çubuk grafiği:
61 Sistematik Süreç Seçimi Kesit kalınlığı çubuk grafiği: Şekil, her şekillendirme prosesinin kabiliyetine sahip olan kesit kalınlığı aralıkları için ikinci bir çubuk grafiğini göstermektedir. Aralıkların alt sınırı- minimum kesit kalınlığı sürecin dayattığı fiziksel sınırlardır.
62 Tolerans ve yüzey pürüzlülüğü çubuk grafikleri Bir bileşenin hassaslığı ve yüzey finişi, kalitesinin durumudur. Tolerans ve yüzey pürüzlülüğü R ile ölçülürler. Bir bileşen boyutları belirtildiğinde yüzey kalitesi de belirtilir, ancak mutlaka yüzeyin tamamında olmayabilir. Yüzey kalitesi, bir conta oluşturmak için çiftleşmesi gereken flanşların yüzleri veya yivlerde ilerleyen sürgü gibi temas yüzeylerinde kritik öneme sahiptir. Ayrıca, yorulma çatlaması başlatma direnci ve estetik nedenlerden ötürü önemlidir. Y boyutundaki tolerans T, Yüzey pürüzlülüğü üst sınır olarak, örneğin R <100 μm olarak belirtilir.
63 Sistematik Süreç Seçimi Tolerans ve yüzey pürüzlülüğü çubuk grafikleri
64 Sistematik Süreç Seçimi Tolerans ve yüzey pürüzlülüğü çubuk grafikleri
65 Süreç Maliyetlerinin Sıralanması Üretilecek parça maliyetinin bir kısmı hangi malzemeden yapılacağıdır. Geri kalan kısım ise üretim sürecidir (şekillendirme, montaj ya da yüzey işlemleri). Detaylara inmeden önce 4 temel kural maliyetleri düşürmek için akılda tutulmalıdır. Standart tutmak: Sizin istediğiniz parça başkaları tarafından üretilmiş ise satın almak üretmekten daha ucuzdur. Kimse üretmemiş ise tasarımınızı standart stoklardan( plaka, çubuk, tüp) yapmak daha standart olmayan şekiller ya da özel döküm ya da dövmeden üretmekten daha ucuz olur. Mümkün olduğunca standart malzemelerle çalışmak geri dönüşüm noktasında da yardımcı olur.
66 Süreç Maliyetlerinin Sıralanması Basit tutmak; eğer parça talaşlı imalat ile işlenecekse, kelepçelenmeli. Defalarca sıkıştırılıp, yönlendirilmesi maliyeti arttırır. Şayet parça kaynatılacak ya da lehimlenecek ise torçun yetişebileceği ve ne yapıldığının görülebileceği bir yerler olmalı. Kısımları kolay toplanabilmeli: Parçaları toplamak zaman alır ve zaman maliyet demektir. 1. Parça sayısını en aza indirin. 2. Montaj sırasında kendi kendine hizalanacak parçaları tasarlayın. 3. Hızlı olan birleştirme yöntemlerini kullanın; punta kaynakları, genellikle yapışkanlardan daha hızlıdır. Gerektiğinden daha fazla performans tanımlamamalı; Yüksek dayanımlı metaller yüksek miktarda alaşımlanır. pahalı katkılarla, yüksek performanslı polimerler kimyasal olarak daha kompleks yapılardır, yüksek performanslı seramikler yüksek üretim kalitesi gerektirir. Bütün bunlar maliyet getirir.
67 Süreç Maliyetlerinin Sıralanması Seçim için ekonomik kriter; Bir kalem açmak istiyorsan, bir bıçak ile halledebilirsin. Eğer bin tane açmak istersen elektrikli kalem açıcı alman yeterli. Eğer milyon tane açmak istersen, otomatik besleyen, tutan ve açan bir sistem gerekir. Farklı boy ve kalınlıklarda kalemler ile ilgileniyorsan kalem boyutlarını ölçen sensörlü mikro-işlem kontrollü akıllı sistemler gerekir. Süreç seçimi kaç tane kalem açacağına bağlı olarak değişmektedir ve buna yığın büyüklüğü (miktarı) denir.
68 Süreç Maliyetlerinin Sıralanması Seçim için ekonomik kriter; Kalem açma miktarına bağlı göreceli maliyet Bıçak çok pahalı değil ama yavaş, dolayısıyla işçilik maliyeti yüksek. Diğer süreçler aşamalı olarak sermaye yatırımı gerektirir ancak işi daha hızlı yapar, böylece işçilik maliyetlerini düşürür. Sermaye maliyeti ve hız arasındaki denge eğrilerin şeklini verir. Bu şekildeki en iyi seçim en düşük eğridir kalem için bıçak; 10 2 ila 10 4 arası bir elektrikli kalemtıraş, 10 4 ila 10 6 arası otomatik bir sistem ve benzeri. Her işlem ekonomik bir parti boyuna sahiptir.
69 Süreç Maliyetlerinin Sıralanması Ekonomik yığın miktarı; Üretim Süreçleri ve Üretim Miktarları
70 Ekonomik Yığın Miktarı ve Maliyet Modeli Süreç maliyeti, modelleyicinin kontrolünde değil, çok sayıda bağımsız değişkene bağlıdır. Ekonomiyi seçime dahil etmenin kolay yolu, aday süreçleri ekonomik parti büyüklüğüne göre sıralamak ve istediğiniz aralıkta ekonomik olanı korumaktır. Bunun için bir maliyet modeli oluşturmak daha uygundur.

71 Süreç Maliyetlerinin Sıralanması Maliyet Modeli: Bir Maliyet modeli için girdiler

72 Süreç Maliyetlerinin Sıralanması Maliyet Modeli: Tanımlar Sembolleri ve Birimleri
73 Süreç Maliyetlerinin Sıralanması Maliyet Modeli: Alüminyum Krank kolu için 3 alternatif süreç
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Konstrüksiyon Sistematiği -5-
 Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
MALZEME NTEMLERİ -TASARIM
 MALZEME İMALAT YÖNTEMLERY NTEMLERİ -TASARIM egül l AKDOĞ Malzemeler Malzemelerin, şekilleri ve imalat yöntemleri y birbirleri ile etkileşim im içindedir. i indedir. Malzemeye uygulanan imalat yöntemleri,
MALZEME İMALAT YÖNTEMLERY NTEMLERİ -TASARIM egül l AKDOĞ Malzemeler Malzemelerin, şekilleri ve imalat yöntemleri y birbirleri ile etkileşim im içindedir. i indedir. Malzemeye uygulanan imalat yöntemleri,
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ
 MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
HASSAS KESME. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır.
 HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ
 HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Tasarım Metodolojisi 6
 Tasarım Metodolojisi 6 Üretim yöntemi seçimi yapılırken şu etkenler göz önünde bulundurulmalıdır : Ürünün temel şekil ve büyüklüğü, Malzemenin türü ve gerekli mukavemet değerleri, Maliyet ve kalite yönünden
Tasarım Metodolojisi 6 Üretim yöntemi seçimi yapılırken şu etkenler göz önünde bulundurulmalıdır : Ürünün temel şekil ve büyüklüğü, Malzemenin türü ve gerekli mukavemet değerleri, Maliyet ve kalite yönünden
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
AD: HEDEF AYMAK NUMARA: G KONU: İNŞAAT ÇELİKLERİ
 AD: HEDEF AYMAK NUMARA: G1850.100030 KONU: İNŞAAT ÇELİKLERİ İNŞAAT ÇELİKLERİ Beton, sıkıştırmada yeterince güçlü, ancak gerilimde zayıf bir yapı malzemesidir. Bu nedenle beton, çelik ile takviye edilir,
AD: HEDEF AYMAK NUMARA: G1850.100030 KONU: İNŞAAT ÇELİKLERİ İNŞAAT ÇELİKLERİ Beton, sıkıştırmada yeterince güçlü, ancak gerilimde zayıf bir yapı malzemesidir. Bu nedenle beton, çelik ile takviye edilir,
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
EN 9100. S e r t i f i k a l ı. Özel somun perçinler. güvenilir bağlantı elemanınız!
 Belçika Malı EN 9100 S e r t i f i k a l ı Tubtara güvenilir bağlantı elemanınız! Özel somun perçinler Ürün geometrisi ve mekanik değerler Dejond kuruluşu, TUBTARA ticari markasıyla geniş bir ürün yelpazesinde
Belçika Malı EN 9100 S e r t i f i k a l ı Tubtara güvenilir bağlantı elemanınız! Özel somun perçinler Ürün geometrisi ve mekanik değerler Dejond kuruluşu, TUBTARA ticari markasıyla geniş bir ürün yelpazesinde
NETFORM Mühendislik Makina Metal. Firma Sunumu
 Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
BÖLÜM-2 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
METALLERE UYGULANAN İMALAT YÖNTEMLERİ VE ISIL İŞLEMLER
 METALLERE UYGULANAN İMALAT YÖNTEMLERİ VE ISIL İŞLEMLER Cevher olarak edilen metaller arındırılıp alaşımlandıktan sonra bir takım ısıl işlemler ve imalat yöntemleri ile özellikleri iyileştirilerek hammadde,
METALLERE UYGULANAN İMALAT YÖNTEMLERİ VE ISIL İŞLEMLER Cevher olarak edilen metaller arındırılıp alaşımlandıktan sonra bir takım ısıl işlemler ve imalat yöntemleri ile özellikleri iyileştirilerek hammadde,
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEME BİLGİSİ DERS 2 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 2 DR. FATİH AY www.fatihay.net fatihay@fatihay.net DERSİN AMACI: Malzeme Biliminde temel kavramları tanıtmak ÖĞRENECEKLERİNİZ: Malzeme yapısı Yapının özelliklere olan etkisi Malzemenin
MALZEME BİLGİSİ DERS 2 DR. FATİH AY www.fatihay.net fatihay@fatihay.net DERSİN AMACI: Malzeme Biliminde temel kavramları tanıtmak ÖĞRENECEKLERİNİZ: Malzeme yapısı Yapının özelliklere olan etkisi Malzemenin
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir
 MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
ODE R-FLEX PRM/STD LEVHA
 (HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
(HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
ME220T Tasarım ve İmalat SAC ŞEKİLLENDİRME YÖNTEMLERİ. 13. Sac Şekillendirme Yöntemleri. Sac Şekillendirmenin Tanımı
 SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI
 Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
Titreşimli Elek Rulmanları ve Uygulamaları
 ve Uygulamaları Titreşimli elek uygulamaları başta olmak üzere titreşimli ortamlarda kullanılan rulmanlar şiddeti ve yönü değişken yüksek darbeli yüklere maruz kalmaktadır. Das Lager Germany mühendisleri
ve Uygulamaları Titreşimli elek uygulamaları başta olmak üzere titreşimli ortamlarda kullanılan rulmanlar şiddeti ve yönü değişken yüksek darbeli yüklere maruz kalmaktadır. Das Lager Germany mühendisleri
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,