Yüzey Sertleştirme 1
|
|
|
- Oz Olgun
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Yüzey Sertleştirme 1
2 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas bölgelerinde sünek çelikler düşük karbonlu çelikler düşük karbonlu olduklarından yeterli derece sertleştirilemezler. Bu nedenle malzemeden istenen özellikler zıt karakterlidir. Dış yüzeylerde yüksek sertlik ve iç kısımlarda ise en yüksek süneklik gibi. Yüzey sertleştirme işlemeleri, malzemenin şekline, boyutuna, adetine ve çeşidine göre değişir. Yüzey sertleştirmenin uygulandığı tipik parçalar; krank milleri, kam milleri, kamalı miller, dişli çarklar, saplamalar, kavrama parçaları, zincir parçaları gibi makine elemanlarıdır. Yüzey sertleştirme işlemleri: Mikroyapısal işlemler Termokimyasal işlemler Mekanik işlemler olmak üzere üç ana başlığa ayrılır. Malzeme Bilimi Slaytları 2/13

3 Mikroyapısal işlemler Mikroyapısal işlemlerde, demir esaslı malzemenin kafes yapısı değişecek şekilde ısıtma işlemi yapılır. 723 C nin üzerinde malzemenin kafes yapısı değişerek, hacim merkezli yapıdan yüzey merkezli kübik yapıya dönüşür. Daha sonra hızlı soğutma yapılarak, martenzit (hacim merkezli tetragonal) veya yavaş soğutma ile ferrit-perlit ten oluşan yapı elde edilir. Mikroyapısal işlemler, temel olarak termal ve mekanik olmak üzere iki yöntemle gerçekleştirilir. 1. Termal İşlemler 1.1. İndüksiyon ile Yüzey Sertleştirme Yüksek frekanslı indüktif akımdan faydalanarak parça yüzeyinde çok ince tabaka ani olarak kritik sıcaklık üzerine çıkarılıp, hızlı soğutma ile yüzey sertleştirilir. En büyük avantajı, yüzeyde sertleşen bölge derinliğinin çok iyi bir şekilde kontrol edilmesidir. Ayrıca, çabuk, temiz, seri imalata uygundur. Uygulana frekansa göre ısınma derinliği değişmektedir. İndüksiyonla sertleştirmede malzemenin mikroyapısının iyi seçilmesi gerekir. Bu yöntemde, süre çok az olduğu için karbürlerin veya grafitin ostenit içerisinde yeterince çözünerek sertleşme için gerekli karbürün çözünmesi gerekir. En kolay sertleşen çelikler, karbürlerin çelik içerisinde küçük tanecikler halinde dağılmış yapılardır. Alaşımsız çeliklerde % C içeren ve tane boyutu pek büyük olmayan ferritik yapıya sahip çelikler de sertleştirilebilir. Şematik olarak indüksiyonla sertleştirme işlemi Şekilde verilmiştir. Malzeme Bilimi Slaytları 3/13

4 Mikroyapısal işlemler Avantajları ve dezavantajları: Sınırlandırılmış bölgesel sertleştirme Kısa ısıtma süreleri En az yüzey dekarbürizasyonu ve oksidasyonu Hafif deformasyon Yorulma mukavemetinde artış Üretim hattı ile birleştirilebilme Düşük işlem maliyeti Çevreye gaz yayılmaz İlk yatırım maliyeti yüksektir İndüksiyonla sertleştirme işlemi, orta karbonlu çeliklere, Cr-Mo çeliklere, gri dökme demirler ve nodüler dökme demirlere uygulanır. Tam olarak tavlanmış çelikler indüksiyonla sertleştirme işlemi için uygun değildir. Çünkü karbürlerin çözünmesi için gerekli süre ısıtma zamanından daha uzundur. İndüksiyon sertleştirme yöntemleri; tek su darbesiyle sertleştirme ve kademeli sertleştirme olarak ikiye ayrılır. Malzeme Bilimi Slaytları 4/13

5 Mikroyapısal işlemler 1.2. Alevle Yüzey Sertleştirme Alevle yüzey sertleştirme yönteminin ilk yatırım maliyeti indüksiyonla sertleştirmeye göre düşüktür, fakat işlem maliyeti daha yüksektir. Bu yöntemde sertleştirme, oksiasetilenle malzeme üfleç yardımıyla ısıtılıp ani olarak su veya yağ verilerek soğutulması sonucunda elde edilir. Bu yöntem için özel sertleştirme otomatlarına ihtiyaç vardır. Üfleç alevi sertleştirilmesi gereken yüzeyi kaplar veya salının yaparak bütün yüzey üzerinde gezer. Silindirik yüzeyler, üfleç alevinin önünde döndürülür. Bütün yüzey su verme sıcaklığına ulaştığı zaman üfleç çekilir ve su püskürten duş yüzeye tutulur. İndüksiyonla sertleştirme yöntemi için önerilen çelikler bu yöntemler içinde uygundur. Bu çelikler Ck35, Ck45 gibi alaşımsız ıslah çelikleridir. Ayrıca Cf35, Cf53, Cf70 gibi alevle sertleştirmeye uygun çeliklerde üretilmiştir. Şematik olarak alevle sertleştirme yöntemi Şekil 3 de verilmiştir. Alevle sertleştirme yöntemleri; el ile uygulanan alevle sertleştirme, spin sertleştirme ve kademeli sertleştirme olarak alt bölümlere ayrılır. Gaz Su Duş Üfleç Martenzit Ostenit Çekirdek bölgesi değişmez Malzeme Bilimi Slaytları 5/13

6 Termokimyasal işlemler 2. Termokimyasal İşlemler 2.1. Sementasyon %0.2 den az karbon içeren çeliklere uygulanır. Bu işlemde temel amaç çelik yüzeyine C difüze ederek, yüzeyin C miktarını yeterli düzeye çıkarıp ardından su vermektir. Düşük karbonlu çeliklere uygulanır, ve işlem ostenitik sıcaklıkta gerçekleştirilir. Fe- Fe3C diyagramına bakıldığı zaman ferrit fazı içerisinde maksimum %0.02 C çözünürken, ostenit içerisinde %2 çözünür. Bu nedenle malzeme ostenitik sıcaklıkta ( ), C verici ortamda bekletilir. Karbon verici ortamlar katı, sıvı,gaz ve plazma olabilir. Katı ortam olarak: Odun kömürü ile baryum karbonat karışımı Sıvı ortam olarak: Erimiş siyanür banyosu Gaz ortam olarak: Hidrojen veya azot ile karıştırılmış karbon monoksit, metan, propan gibi gazlar. Plazma atmosferi: CO2 + H2, CH4 gibi gaz karışımları İstenen sertleştirme kalınlığı için işlem sıcaklığı, süresi ve gaz miktarını ayarlamak gerekir. Bilinen en eski ve en yaygın yüzey sertleştirme yöntemidir. İşlem sonucu yüzey sertliği, aşınma direnci ve yorulma dayanımı artar. Malzeme Bilimi Slaytları 6/13
, C verici ortamda bekletilir. Karbon verici ortamlar katı, sıvı,gaz ve plazma olabilir.")

7 Termokimyasal işlemler Sıvı ortam ısı iletim katsayısının yüksek olması ve parçaların hızla banyo sıcaklığına ulaşabilmesi bakımından katı ortama göre daha avantajlıdır. Çok sayıda küçük parça tel sepetler yardımıyla sementasyon ortamında tutulabilir ve ardından kolayca su verilebilir. Bu nedenle ekonomiktir. Yöntemin dezavantajı yatırım masraflarının yüksek ve siyanürün zehirli olmasıdır. Gazın bileşimine göre karbürleme etkisi değişir. Karbürleme kalınlığı çok iyi ayarlanabilir. Sertleştirilen parçaların yüzey kalitesi hemen hemen karbürleme öncesi ile aynı kalır. Dezavantajı yatırım masrafları çok yüksektir. Parçalarda semente edilmesi istenmeyen yerler sementasyon öncesi ya kille ya da bakırla kaplanır. Semente edilecek yüzeylerin pas, tufal, yağdan vb. temizlenmesi gereklidir. Malzeme Bilimi Slaytları 7/13

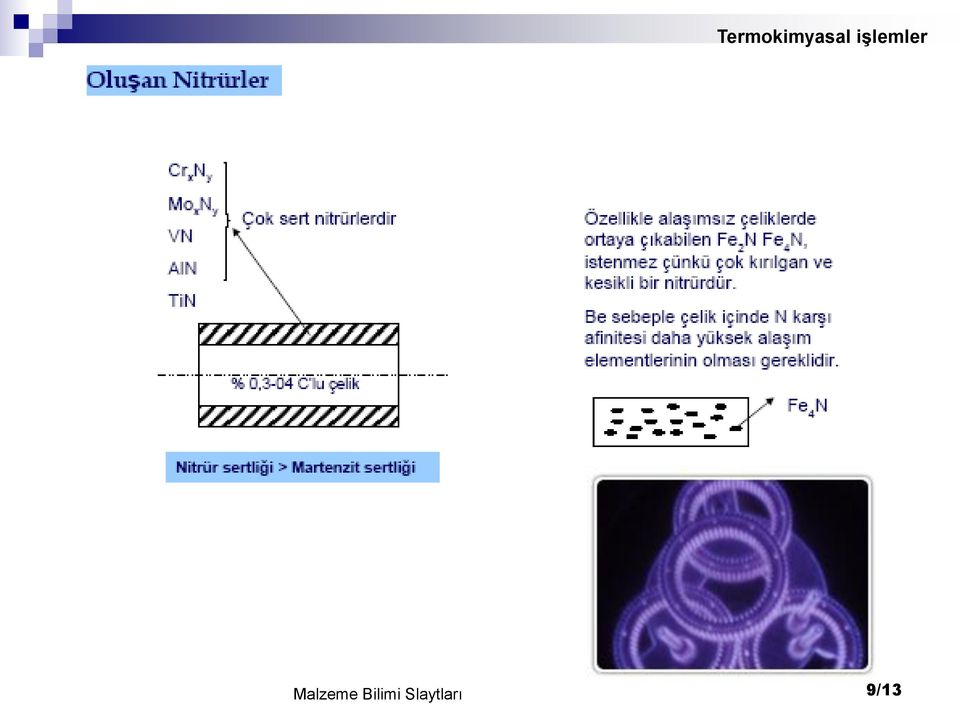
8 Termokimyasal işlemler 2.2. Nitrürasyon Nitrür oluşumuna eğilimli alaşım elementleri içeren (Cr, N, Ti, Mn Mo, Al) çeliklere uygulanır. İşlem söz konusu çeliğin C arasındaki sıcaklıklarda azot verici ortamda tutularak yüzeye azotun difüzyonunu içerir. Gaz, tuz, toz ve plazma ortamında gerçekleştirilir. Kimyasal reaksiyon; 2NH3 2N2 + 3H2 0.9 mm ye kadar sertleşme derinliği elde edilebilir. İşlem süresi uzundur. Yüzeyde beyaz tabaka (FeN) ve onun altında difüzyon tabakası (CrN gibi) oluşur. İstenen sertleştirme kalınlığı için işlem sıcaklığı, süresi ve gaz miktarını ayarlamak gerekir. İşlem sonucu yüzey sertliği, aşınma direnci ve yorulma dayanımı artar. İşlem sonrası malzemede çarpılma görülmez. Malzeme Bilimi Slaytları 8/13
 ve onun altında difüzyon tabakası (CrN gibi) oluşur. İstenen sertleştirme kalınlığı için işlem sıcaklığı, süresi ve gaz miktarını ayarlamak gerekir.")

9 Termokimyasal işlemler Malzeme Bilimi Slaytları 9/13
10 Termokimyasal işlemler 2.3. Borlama Çelik yüzeyine Bor verilmesi işlemidir. Her türlü karbon oranına sahip çeliklere uygulanabilir. Kullanılan bor (gaz olmalı) Borakstan elde edilir. Bu yöntemin uygulanması esnasında yüksek sıcaklıklara çıkılması gerekir (950 C gibi) Borlama işlemi esnasında iki tür demir borür oluşur. Fe2B çelik yüzeyinde bası gerilmesi oluşturduğu için istenir. FeB yüzeyde çeki gerilmesi oluşturduğu için istenmez. Malzeme Bilimi Slaytları 10/13

11 Mekanik işlemler 3. Mekanik İŞlemler 3.1. Soğuk İşlem Sünek bir malzemeyi rekristalizasyon sıcaklığının altında soğuk çekme ile plastik deformasyona uğratılırsa deformasyon derecesi ile orantılı olarak dislokasyon yoğunluğu artar. Birbiri ile kilitlenen dislokasyonlar, dislokasyon hareketini engeller. Bu engellemeden dolayı malzemenin de mukavemeti artar. Bu olaya soğuk sertleşme denir. Dislokasyonlar çok ince olarak dağıldığından sertleşme daha çok olacaktır. Böylece akma mukavemeti ve sertlik artacak, aynı anda tokluk ve süneklilik azalacaktır. Isıtma ve soğuk işlem sıcaklığı aralığı C arasındadır. Dislokasyon hareketini engelleyen karbürler ve nitrürlerdir. Bu işlem yüksek karbonlu martenzitik çeliklere, karbürizasyon çeliklerine ve takım çeliklerine uygulanır Metal Şekillendirme Metal şekillendirme işleminde sıcaklık ve şekil değişimine bağlı olarak, metalin büyük plastik deformasyona uğramasıdır. Bu işlem son plastik şekil verme olarak adlandırılabilir. Metal şekil değişimi yüksek sıcaklıkta olursa sıcak şekil verme, oda sıcaklığında yapılırsa soğuk şekil verme adını alır. Soğuk tel çekme, ekstrüzyon, dövme, şekillendirme gibi çeşitli şekil değiştirme yöntemleri vardır. Aluminyum ve alaşımları, düşük ve orta karbonlu çelikler, paslanmaz çelikler bu yöntemle sertleştirilebilir. Malzeme Bilimi Slaytları 11/13

12 Mekanik işlemler 3.3. Bilye Püskürtme Soğuk şekillendirme yöntemlerinden biridir. Yüksek hızda parçacık bombardımanı sonucu, bası artık gerilmeleri yüzeyde oluşturulur. Yüzeyde oluşan bası gerilmelerinin, çeki gerilmelerimden fazla olması yorulma mukavemetini artırır. Sertleştirme işlemi, püskürtmenin şiddetine, hızına, bilyenin büyüklüğüne ve ağırlığına bağlıdır. Bu yöntem genellikle yorulma mukavemetini yükseltmek için kullanılır. Isıl işlem sıcaklığı 1000 C den düşüktür. Malzeme Bilimi Slaytları 12/12

Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
YÜZEY SERTLEŞTİRME İŞLEMLERİ
 YÜZEY SERTLEŞTİRME İŞLEMLERİ Yüzey Sertleştirme İşlemleri Yüzeyin sert ve aşınmaya dayanıklı olduğu, buna karşın sünek bir çekirdek istendiği durumda yüzey sertleştirme işlemi uygulanır. Yöntemde parçanın
YÜZEY SERTLEŞTİRME İŞLEMLERİ Yüzey Sertleştirme İşlemleri Yüzeyin sert ve aşınmaya dayanıklı olduğu, buna karşın sünek bir çekirdek istendiği durumda yüzey sertleştirme işlemi uygulanır. Yöntemde parçanın
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
YÜZEY SERTLEŞTİRME İŞLEMLERİ. (Konu Devamı)
") YÜZEY SERTLEŞTİRME İŞLEMLERİ (Konu Devamı) Suverme ile (doğrudan) sertleştirilemeyen çeliklerde Yüzey Bölgesi Sertleştirme İşlemleri; Termokimyasal İşlemler Suverme ile (doğrudan) sertleştirilemeyen çeliklerin
YÜZEY SERTLEŞTİRME İŞLEMLERİ (Konu Devamı) Suverme ile (doğrudan) sertleştirilemeyen çeliklerde Yüzey Bölgesi Sertleştirme İşlemleri; Termokimyasal İşlemler Suverme ile (doğrudan) sertleştirilemeyen çeliklerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Termokimyasal Kaplama Termokimyasal işlemler veya termokimyasal difüzyon işlemleri kavramı, karbürleme, dekarbürizasyon, nitrürleme, borlama, vanadyumlama veya niobyumlama
KAPLAMA TEKNİKLERİ DERS NOTLARI Termokimyasal Kaplama Termokimyasal işlemler veya termokimyasal difüzyon işlemleri kavramı, karbürleme, dekarbürizasyon, nitrürleme, borlama, vanadyumlama veya niobyumlama
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
YÜZEY SERTLEŞTİRME YÖNTEMLERİ
 YÜZEY SERTLEŞTİRME YÖNTEMLERİ Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
YÜZEY SERTLEŞTİRME YÖNTEMLERİ Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
Yüzey Sertleştirme Yöntemleri
 Yüzey Sertleştirme Yöntemleri Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
Yüzey Sertleştirme Yöntemleri Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA
 GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
Islah Çelikleri. Sementasyon Çelikleri. Nitrürlenebilen Çelikler. Otomat Çelikleri. Paslanmaz Çelikler. Takım Çelikleri
 Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
 SEMENTASYON Amaç: Düşük karbonlu (%C
SEMENTASYON Amaç: Düşük karbonlu (%C ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
ÇÖKELME SERTLEŞTİRMESİ HOŞGELDİNİZ
 ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
Demir-Karbon Denge Diyagramı
 Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
ÇELİKLERİN SINIFLANDIRILMASI VE STANDART GÖSTERİMİ
 ÇELİKLERİN SINIFLANDIRILMASI VE STANDART GÖSTERİMİ ÇELİKLER Demir oranı, içerdiği diğer elementlerin hepsinden daha fazla olan, genelde % 2'den daha az karbon içeren alaşımlara çelik denir. Bazı krom
ÇELİKLERİN SINIFLANDIRILMASI VE STANDART GÖSTERİMİ ÇELİKLER Demir oranı, içerdiği diğer elementlerin hepsinden daha fazla olan, genelde % 2'den daha az karbon içeren alaşımlara çelik denir. Bazı krom
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ
 TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
MALZEME BİLGİSİ DERS 9 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir.
 ISIL İŞLEM Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir. Isıl işlem; uygulamada, ısıtma, belli bir süre bekleme ve amaca uygun
ISIL İŞLEM Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir. Isıl işlem; uygulamada, ısıtma, belli bir süre bekleme ve amaca uygun
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Cetvel-13 Güvenirlik Faktörü k g. Güvenirlik (%) ,9 99,99 99,999
 ,9 99,99 99,999") Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
METALLERİN ISIL İŞLEMİ
 METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
Isıl işlemler. Malzeme Bilgisi - RÜ. Isıl İşlemler
 Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
Metal. Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, oksijenle birleşerek çoğunlukla
 BÖLÜM 3 METALLER Metal Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, oksijenle birleşerek çoğunlukla bazik oksitler veren elementler. Latince: Metallum Yunanca:
BÖLÜM 3 METALLER Metal Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, oksijenle birleşerek çoğunlukla bazik oksitler veren elementler. Latince: Metallum Yunanca:
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş.
 ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda