ISIL İŞLEMLER 6. HAFTA
|
|
|
- Su Yıldırım
- 5 yıl önce
- İzleme sayısı:
Transkript
1 ISIL İŞLEMLER 6. HAFTA
2 Ostenitleştirme sıcaklığı ve Ostenitin Homojenliği Ötektoid altı çeliklerde; Ac3+10 oc Ötektoid üstü çeliklerde;acm----ac3,1 Ostenitin homojenliği, karbonun ostenit içerisinde düzgün dağılımı veya her bir ostenit tanesinin aynı karbon oranına sahip olması demektir. Ötektoid altı çelikler ısıtıldığında, Acı çizgisinin üzerindeki sıcaklıklarda oluşan ilk ostenit taneleri %0,8 oranında karbon içerirler. Isıtma devam ettikçe, oluşan ostenit tanelerinin karbon oranı azalır ve Ac3 çizgisinin üzerindeki sıcaklıklara çıkıldığı zamanda karbon oranı homojen olmayan ostenit taneleri oluşur. Çeliğe, Ac3 çizgisi üzerindeki bir sıcaklıktan su verilirse karbon oranı düşük olan ostenit taneleri kritik soğuma hızlarının daha yüksek olması nedeniyle martenzit olmayan yapılara dönüşebilirler. Ac3 sıcaklığının üzerinde karbon oranı homojen olmayan ostenit taneleri oluşur. Bu sıcaklıkta çeliğe su verilirse karbon oranı düşük olan ostenit taneleri, kritik soğuma hızlarının yüksek olması nedeniyle martenzit olmayan yapılara dönüşür. Karbon oranı yüksek olan ostenit taneleri ise KSH (kritik soğuma hızı) nın yüksek olması nedeniyle martenzite dönüşür. Bu işlem sonucunda homojen olmayan ve sertliği değişen bir yapı elde edilir. Bu durumu önlemek için difüzyona imkan verecek şekilde çeliği çok yavaş ısıtarak karbonun homojen dağılmasını sağlamak gerekir. Ancak yavaş ısıtma işlemi çok uzun süre aldığından ekonomik değildir. Bu nedenle çeliği ostenitleştirme sıcaklığında belirli bir süre tutmak gerekir. 25 mm kalınlık veya çap için 1 saat
3 Su verilen değişik çaplardaki çubukların eksenine dik kesitleri üzerinde meydana gelen sertlik değişimleri ölçülerek sertlik-nüfuziyet veya sertlik profil eğrileri elde edilir. Çünkü bu eğriler, su verilen çeliğin hangi derinliğe kadar sertleşebileceğini gösterir. Bir malzemenin sertleşme kabiliyeti o malzemenin hangi derinliğe kadar sertleşebileceğini gösteren bir ölçüdür. Sertlik profilleri, su verilen parçaların yüzeylerinin merkezlerinden daha sert olduğunu göstermektedir. Suda su verilen değişik çaplardaki çelik örneklere ait sertlik profilleri. (a) SAE 1045 çeliği (alaşımsız çelik), (b) SAE 6140 çeliği (alaşımlı çelik)
4 Sertleşebilirlik, su verme işlemi sonucu yapısı martensite dönüşen bir çeliğin sertleşme kabiliyeti olarak tanımlanır. Sertleşebilirlik deneyleri su verme ile elde edilen sertlik derinliğinin ölçülmesi esasına dayanır. Bu derinlik, martensit miktarının yüzeyden itibaren yarıya indiği ya da % 50 martensit ve beynitin var olduğu mesafe olarak ifade edilmektedir.
5 Sertleşebilirlik ile sertlik farklı kavramlardır. Maksimum sertlik çeliğin karbon miktarına bağlıdır. Sertleşebilirlik ise çeliğin kimyasal bileşimine ( karbon ve alaşım elementleri ), yapısına ve su verme sırasında ostenit tane boyutuna bağlıdır.
6 Sertleşebilirlik deneyi 2 çeşittir: Grossman sertleşebilirlik deneyi Diğeri ise Jominy uçtan su verme deneyidir. Çeliklerin sertleşebilirliklerinin ölçülmesinde Jominy uçtan su verme deneyi Grossman deneyine göre daha pratik ve daha az maliyetlidir.
7 GROSSMAN SERTLEŞEBİLİRLİK DENEYİ Jominy deneyine göre daha zahmetli bir deneydir. Kritik yarıçap hesaplanması için farklı çaplarda silindirik numuneler belli ortamlarda soğutularak sertleştirilir. Merkezinde %50 martenzit oluşan çubuk referans kabul edilir ve çapı kritik çap (Dc) olarak kabul edilir. Bu yöntemle az ve orta alaşımlı çeliklerin kimyasal bileşimlerine bağlı olarak ideal çap hesaplanır. Burda östenit tane boyutu önemlidir. Tane ne kadar küçükse sertleşebilirlik o kadar düşük olur. Çünkü tane sınırları perlit oluşumu için çekirdek vazifesi görürler. İdeal kritik çap Dc = Dic Mn % sinin çarpım faktörü Si % sinin çarpım faktörü Ni % sinin çarpım faktörü Cr % sinin çarpım faktörü Mo % sinin çarpım faktörü
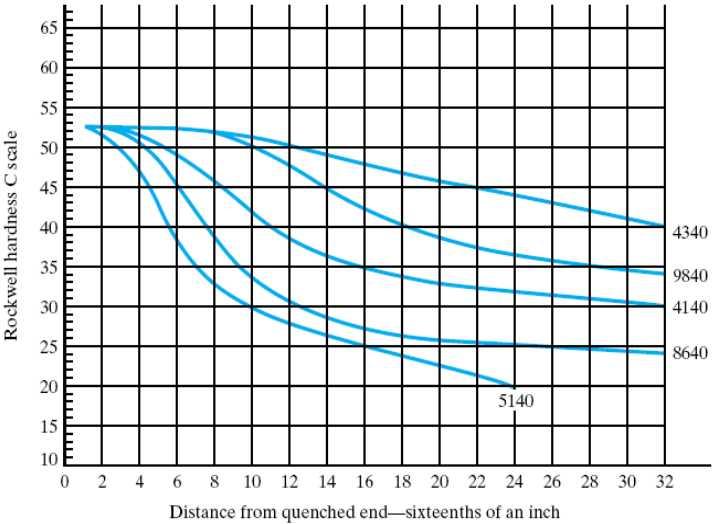
8 JOMINY DENEYİ Malzemelerin sertleşme kabiliyetini belirlemek için en yaygın olarak uygulanan yöntem Jominy deneyidir. Bu deneye uçtan su verme deneyi de denir. Jominy deneyi: a) Deneyin yapılışı b) alaşımlı ve alaşımsız çeliklerin su verilen uçtan uzaklığa göre değişimlerini gösteren eğriler
9 DENEYİN YAPILIŞI: Jominy deneyi, günümüzde en yaygın olarak kullanılan sertleşebilirlik deneyidir. Bu yöntemde numune olarak 1 inç (25,4 mm) çapında ve 4 inç (101,6 mm) uzunluğunda silindirik bir çelik çubuk kullanılır. Numune 1/2 inç uzunluğundaki su hortumundan 2 inç mesafede olacak şekilde yatay bir yüzey üzerine oturtulur. Suyun tazyik yüksekliği 2,5 inç ve su sıcaklığı C dir. Deney numunesi önce normalize edilir, verilen boyutlarda işlendikten sonra bileşimine göre uygun su verme sıcaklığına (ostenitleme sıcaklığı) kadar ısıtılır ve bu sıcaklıkta en az 20 dakika tutulur. Bu sürenin sonunda fırından çıkarılan numune süratli bir şekilde deney düzeneğine yerleştirilir ve bir ucundan su püskürtmek suretiyle en az 10 dakika soğutulur.

10 Numune, gerekli su verme sıcaklığına çıkarılırken ısıtma hızı düşük olmalı, ostenitleme sıcaklığına yaklaşık dk. da ulaşılmalıdır.
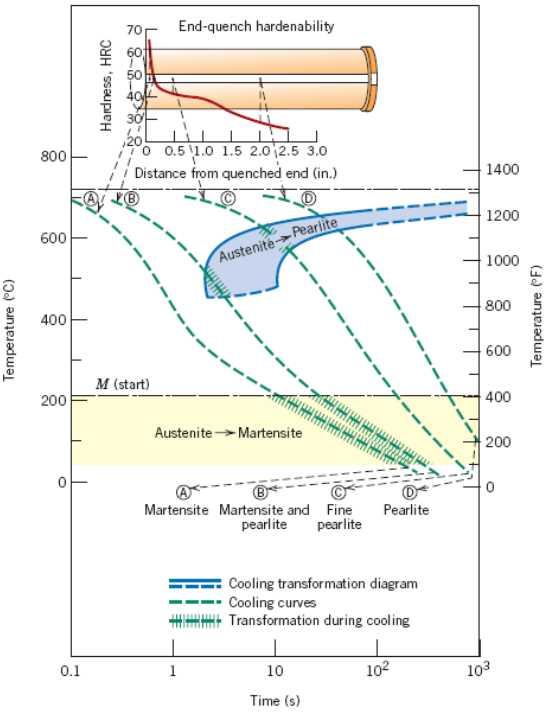
11 Soğuma hızı, çelik çubuk boyunca su verilmiş uçtan itibaren kademeli olarak azalır. Çubuk soğutulduktan sonra eksenine paralel ve yüzeyden itibaren 0,015 inç (0,381 mm) derinliğinde talaş kaldırma işlemi yapılarak düzgün bir yüzey elde edilir. Daha sonra bu yüzey kullanılarak, su verilmiş uçtan itibaren 1/16 inç (1,58 mm) aralıklarla çubuğun sertliği Rockwell C skalasında ölçülür. Su verilmiş uçtan itibaren mesafe ve elde edilen sertlik değerleri bir grafik üzerinde belirtilerek, Jominy eğrileri elde edilir.
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27 Su Verme Sertleştirmesini Etkileyen Faktörler 1- Parçanın Yüzey Durumu Tavlama işleminde kullanılan fırında bulunan oksijen ve nem nedeniyle çelik parça oksitlenirse, yüzeyinde tufal adı verilen kalın bir demir oksit tabakası oluşur. Bu oksit tabakası yalıtkan gibi davranarak, su verme işlemi sırasında çelik parçadan su verme ortamına doğru olan ısı akımını geciktirir. Böylece, bazı durumlarda gerçek soğuma hızı kritik soğuma hızının altına düşer ve martenzitik dönüşüm engellenir. Ayrıca parça yüzeyinin bazı bölgelerindeki tufal tabakası, fırınla su verme ortamı arasında soyularak su verme sırasında parça yüzeyinin farklı bölgelerinin farklı hızlarda soğumasına da neden olabilir. Bu nedenlerden dolayı, tufal adı verilen oksit tabakası çelik parçaların sertleşmesini zorlaştırdığı gibi yüzey sertliğinin de değişmesine yol açabilir. Endüstride tufal oluşumunu önlemek veya en aza indirgemek için bazı önlemler alınır. Bu önlemlere ait yöntemler ısıl işlem uygulanan parçanın büyüklüğüne, kullanılan fırının türüne ve ekonomik olanaklara bağlıdır.
28 Söz konusu yöntemlerden bazıları aşağıda verilmektedir. a) Bakır kaplama yöntemi: Tufal oluşumunu önlemek için parça bakır kaplanır ve bir kaç mikrometrelik kaplama kalınlığı bu iş için yeterli olur. b) Koruyucu atmosfer yöntemi: Fırında, belli bir basınç altında çeliğe zarar vermeyen veya etki etmeyen hidrojen, ayırışmış amonyak, yanma artığı gazlar ve hidrokarbonlu yakıt gazları (metan ve propan) gibi asal gazlar verilir. Böylece, oksitlenme ve tufal oluşumu büyük ölçüde önlenir. c) Sıvı tuz banyosu yöntemi: Isıl işlem uygulanacak parça, çeliğe göre nötr durumda olan sıvı tuz banyosuna iyice daldırılarak oksitlenme ve tufal oluşumu önlenir. d) Dökme demir talaşı yöntemi: Parça, dökme demir talaşı bir kaba iyice gömülür. Fırına giren oksijen, çeliğe ulaşmadan önce dökme demirle reaksiyona girer ve böylece parçanın oksitlenmesi büyük ölçüde önlenir.
29 2- Büyüklük ve Kütle Su verme sırasında, yalnız parçanın yüzeyi su verme ortamı ile temasta olduğundan parçanın yüzey alanının kütlesine oranı, gerçek soğuma hızını etkileyen önemli bir parametredir. Parçanın geometrik şekline bağlı olan bu oran, küresel parçalar için en küçük değerdedir. İnce levhalar ve küçük çaplı tellerde yüzey alanının kütleye oranı büyük olduğundan, su verme sırasında bu parçaların soğuma hızı yüksek olur. Parçanın soğuma hızı yüzey alanı/kütle oranı ile doğru orantılıdır. Yani bu oran arttıkça soğuma hızı artar, azaldıkça azalır. Yüzeyler, su verme ortamı ile doğrudan temas halinde olmaları nedeniyle su verme sırasında parçanın en hızlı soğuyan kısmını oluştururlar. İç kısımlardaki ısı ise iletimle (kondüksiyon) uzaklaştırılır. Isı, parça gövdesinden geçerek yüzeye ulaşır ve buradan su verme ortamına iletilir. Bu nedenle iç kısımlardaki soğuma hızı, yüzeyin soğuma hızından daha düşük olur.

30 Su Verme İşlemi Sırasında Isı Giderme Mekanizması Su verilen çeliğin iç yapıları, sertlik ve mukavemetleri su verme işlemi sırasında elde edilen gerçek soğuma hızına bağlıdır. Gerçek soğuma hızının kritik soğuma hızından yüksek olması durumunda, yalnız martenzitik bir yapı elde edilir. Gerçek soğuma hızının, kritik soğuma hızından düşük olması durumunda ise tamamen martenzitten oluşan bir yapı elde edilemez ve bu nedenle parça tam olarak sertleştirilemez. Çünkü, oluşan martenzit dışı dönüşüm ürünleri malzemenin sertleşmesini engeller. Bu nedenle su verme sırasındaki ısı giderme mekanizmasının iyi anlaşılması gerekir. Ilık suda su verilen silindirik bir parça için tipik bir soğuma eğrisi

31 A devresi: Buhar örtüsü veya buhar filmi devresi olarak adlandırılır. Başlangıçta malzemenin sıcaklığı çok yüksek olduğundan, su verme ortamı buharlaşarak malzemenin üzerinde ince bir buhar filmi oluşturur ve bu film bütün malzemeyi kaplar. Bu buhar filminin ısıl geçirgenliği veya ısı iletimi iyi olmadığından bu devrede nispeten düşük soğuma hızı elde edilir. B devresi: Buhar taşınımı devresi olarak adlandırılır. Malzeme buhar filminin kararlı olmadığı bir sıcaklığa kadar soğuduğunda B devresi başlar. Su verme ortamı ile metal yüzeyi ıslanır ve ani kaynama meydana gelir. En hızlı soğuma bu devrede gerçekleşir. C devresi: Sıvı soğuma aşamasını gösterir. Malzeme yüzeyinin sıcaklığı su verme sıvısının kaynama noktasına kadar düşünce bu devre başlar. Bu devrede buhar oluşmaz ve soğuma işlemi ısı iletimi ve taşınımı ile gerçekleşir. Ancak, soğuma hızı bu devrede en düşük değerindedir.
32 Su Verme Ortamları İdeal su verme ortamı, başlangıçtaki soğuma hızının yüksek, malzemedeki çarpılmanın önlenmesi bakımından da düşük sıcaklıklardaki soğuma hızının düşük olmasını sağlamalıdır. Ancak, bu durumu tam olarak sağlayacak nitelikte bir su verme ortamı yoktur. Su ve inorganik tuzların sulu çözeltileri gibi su verme sıvıları, başlangıç aşamasındaki (A ve B devreleri) soğuma hızlarının yüksek olmalarını sağlarlar. Ancak, bu soğuma hızları düşük sıcaklıklarda da devam ettiğinden, malzemede çarpılma veya çatlama meydana gelebilir. Geleneksel su verme yağları ile uzun bir A devresi ve düşük soğuma hızına sahip kısa bir B devresi elde edilir.
 Tuzlu su b) Musluk suyu c) Erimiş veya sıvı tuzlar d) Yağ ve su karışımı e) Yağ f) Hava Bazı ortamların soğuma")
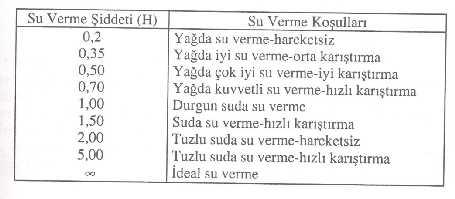
33 Sanayide kullanılan su verme ortamları, su verme şiddetlerine göre aşağıdaki gibi sıralanır. a) Tuzlu su b) Musluk suyu c) Erimiş veya sıvı tuzlar d) Yağ ve su karışımı e) Yağ f) Hava Bazı ortamların soğuma hızları Tablo daki gibidir;
34

35
36 Farklı soğuma hızları Ötektoid çelik (0.8%C) P = Perlit 500 T M = Martenzit kaba P M 1 ince P M +P t (s)
37 Su Verme Ortamının Sıcaklığı İle Su Verme Yönteminin Soğumaya Etkisi Genelde, su verme ortamının sıcaklığı arttıkça su verilen parçanın soğuma hızı azalır. Bu durum, sıcaklık artıkça buhar filmi devresinin uzamasından kaynaklanır. Su verme ortamının sıcaklığı buharlaşma sıcaklığına yaklaştıkça, buhar filmini oluşturmak için daha az ısı gerekir. Bu kural, özellikle su verme ve tuzlu su ortamı için geçerlidir. Su verme ortamı olarak yağ alınırsa, yağ banyosunun sıcaklığı artırıldığında yağın vizkozitesi azalır, yani akıcılığı artar. Akıcılığı artan yağın ısıl iletkenliği de arttırıldığından, yağın sıcaklığı arttıkça su verilen parçanın soğuma hızı da artar. Su verme ortamı olarak kullanılan geleneksel yağlarda optimum soğuma hızları, 49ºC 66ºC arasındaki sıcaklıklarda elde edilir. Su verme işlemi sırasında banyo sıcaklığının fazla artmaması için yeterli miktarda su verme banyosu kullanmak gerekir. Bazı durumlarda su verme ortamının sıcaklığını kontrol etmek veya sabit tutmak için su verme banyosuna, içerisinden su geçirilen soğutma bobinleri yerleştirilir.

38 Su verme ortamını karıştırmak veya su verilen parçayı karıştırıcı gibi hareket ettirmek suretiyle soğutma hızı artırılabilir. Bu işlem, parça yüzeyinde oluşan buhar filminin oluşur oluşmaz yok olmasına, yani parçanın soğuma hızının artmasına neden olur. Değişik su verme ortamlarının soğutma hızları, soğutma şiddeti 1 (bir) olarak kabul edilen durgun suya göre belirlenir. Bazı su verme ortamlarının sogutma şiddetleri Tablo da verilmiştir. Bazı su verme ortamlarının değişik su verme yöntemleriyle elde edilen soğutma şiddetleri (durgun su 1 (bir) birim olarak kabul edilirse) Karıştırma işleminin, yağda su verilen paslanmaz çelik örneğinin merkez bölgesine ait soğuma eğrisine etkisi (Yağ sıcaklığı=52ºc)
39
40 Ötektoid çelik için TTT diagramı Stable austenite Annealing: coarse pearlite Normalizing: fine pearlite unstable austenite
41

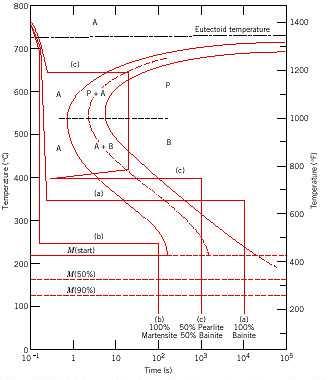
42 1 X1 >>>X1 Kaba perlit 2 X2 >>>X2 1 e göre daha homojen, daha sert 3 X3 >>>X3 Normalizasyon, orta perlit 4 X4 >>>X4 Yağda su verme-ince perlit+orta perlit 5 X5 >>>X5 X5 >>>X5 Teğete kadar ince perlite kısa sürede dönüşüm, Sonrasında Ms ye kadar dönüşüm olamaz
43 X5 >>>X5 Ms ye kadar dönüşüm olamaz, Ms den sonra östenit martenzit Son mikroyapı: %75 martenzit+%25 perlit 6 X6 >>>X6 7 Ms ye kadar östenit, Mf den sonra tamamen martenzit Kritik soğuma hızı (KSH) 8 Ostemperleme (%100 beynit) Sürekli soğuma ile yapıda düşük oranda beynit bulunur, ancak 8 deki gibi bir dönüşüm takip edilirse %100 beynitik yapı elde edilir.
44
45 Su verilen parçanın farklı kısımlarının soğuma hızları arasındaki farkı önlemek olanaksız olduğundan, parçanın bir bölümü genişlerken, diğer bölümü büzülür. Bunun sonunda, parçada çekme gerilmeleri oluşur. Söz konusu gerilmelerin belirli değerleri aşması durumunda parçada ciddi çarpılma veya çatlama meydana gelir ve sonuçta parça kullanılmaz hale gelir. Parçanın kütlesi attıkça, merkezi ile yüzeyinin soğuma hızları arasındaki fark büyür ve dolayısıyla su verme çatlamasının meydana gelme olasılığı artar. Bu nedenle bazı parçaların sertleştirilmesi için normal su verme yöntemi her zaman tavsiye edilmez ve bunun yerine alternatif yöntemler uygulamak gerekir. Bunun için, martemperleme ve ostemperleme olarak adlandırılan kesikli su verme yöntemleri geliştirilmiştir.
46
47
48
49 Ötektoid çelik (0.8%C) Ötektoid sıcaklık ostenit Perlit 600 T izotermal dönüşüm yok Beynit ince Perlit + Beynit kaba Ms ostenit Mf Martenzit t (s)
50 Martemperleme Sertleştirilecek parça ostenitleştirme işlemine tabi tutulduktan sonra, martenzitik dönüşümün başlama sıcaklığının (Ms) hemen üzerindeki bir sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Yüzeyi ile merkezinin sıcaklıkları aynı oluncaya, yani bütün kesit boyunca aynı sıcaklık elde edilinceye kadar parça banyo içersinde tutulur. Daha sonra parçaya su verilerek tamamen martenzitik bir iç yapı elde edilir. Bu işlem sayesinde, soğuma ile oluşan büzülme olayı, ostenit-martenzit dönüşümü ile ortaya çıkan genleşme olayından ayrılarak, hem büyük parçalardaki su verme çatlaması önlenir, hemde parça sertleştirilir. Ötektoid bileşime sahip çeliğe uygulanan martemperleme işleminin şematik gösterimi
51 MARTEMPERLEME Ostenitlenmiş ve su verilmiş çelik Ms üzerinde tutulur Çelik martenzit dönüşümü için hızlı soğutulur Temperlenir Martemperleme
52
53 Menevişleme Çeliklerde, su verme işlemi ile elde edilen martenzitik yapı gevrek olduğundan pek çok uygulama için elverişli değildir. Ayrıca mertanzit oluşumu çelik içerisinde iç gerilmelerin meydana gelmesine neden olur. Bu nedenlerden dolayı su verilen çelikler, hemen hemen her zaman Ac1 çizgisinin altındaki sıcaklıklarda tavlama işlemine menevişleme denir Menevişlemenin amacı; su verilen çelikteki kalıntı gerilmeleri gidermek ve çeliğin süneklik ve tokluğunu artırmaktır. Su verilen çelikler menevişlendiklerinde süneklikleri artar, buna karşılık sertlik ve mukavemetleri azalır.
54
55 Ostemperleme Sertleştirilecek parça ostenitleştirildikten sonra, martenzitik dönüşümün başlama sıcaklığının (Ms) üzerindeki sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Parça dönüşüm tamamlanıncaya kadar banyoda bekletilir ve sonradan banyodan alınarak havada soğutulur. Ötektoid bileşime sahip çeliğe uygulanan ostemperleme işleminin şematik gösterimi
56 OSTEMPERLEME Ostenitlenmiş ve su verilmiş çelik Ms üzerinde tutulur Beynit dönüşümü için yeterince beklenir Martemperleme Ostemperleme
57 Martemperleme Ostemperleme
58
59
60 ISIL İŞLEM ORTAMLARI Açık Atmosfer ortamı Egzotermik gaz atmosferi (ilave ısı yok) (gaz, fuel oil vs.) Endotermik gaz atmosferi (propan, metan vs.) İnert gaz atmosferi Vakum ortamı
61 KAYNAKLAR Callister 8. baskı online versiyon Prof. Dr. Sakin Zeytin Isıl işlemler ders notları K.T.Ü. Isıl İşlemler dersi slaytları Prof. Dr. Ayşegül AKDOĞAN EKER Isıl İşlemler Ders Notları
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
Bölüm 10 Çeliklere Uygulanan Isıl İşlemler
 Bölüm 10 Çeliklere Uygulanan Isıl İşlemler Çeliklere Uygulanan Isıl İşlemler Genel anlamda ısıl işlem, metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma
Bölüm 10 Çeliklere Uygulanan Isıl İşlemler Çeliklere Uygulanan Isıl İşlemler Genel anlamda ısıl işlem, metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MALZEME BİLGİSİ DERS 9 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
Isıl işlemler. Malzeme Bilgisi - RÜ. Isıl İşlemler
 Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
1 Prof. Dr. Cuma BİNDAL - Prof. Dr. S. Cem OKUMUŞ - Doç. Dr. İbrahim
 1 DENEY NO ISIL İŞLEM-1 : NORMALİZASYON, SU VERME VE MENEVİŞLEME, JOMİNY UÇTAN SU VERME DENEYİ 1 Prof. Dr. Cuma BİNDAL - Prof. Dr. S. Cem OKUMUŞ - Doç. Dr. İbrahim ÖZBEK Araş. Gör. İbrahim ALTINSOY Deney
1 DENEY NO ISIL İŞLEM-1 : NORMALİZASYON, SU VERME VE MENEVİŞLEME, JOMİNY UÇTAN SU VERME DENEYİ 1 Prof. Dr. Cuma BİNDAL - Prof. Dr. S. Cem OKUMUŞ - Doç. Dr. İbrahim ÖZBEK Araş. Gör. İbrahim ALTINSOY Deney
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Çeliğe Uygulanan Isıl İşlemler Isıl İşlem: Metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla uygulanan
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Çeliğe Uygulanan Isıl İşlemler Isıl İşlem: Metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla uygulanan
ÇELİĞİN ISIL İŞLEMLERİ. 18.12.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
ISI TRANSFERİ LABORATUARI-1
 ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
BÖHLER K110 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD.ŞTİ. Başlıca Çelik özelliklerinin kıyaslaması
 Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
BÖHLER K460 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
BÖHLER S700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
KAYNAMALI ISI TRANSFERİ DENEYİ. Arş. Gör. Emre MANDEV
 KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BÖHLER S500 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
ÇÖKELME SERTLEŞTİRMESİ HOŞGELDİNİZ
 ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA
 GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
Metalografik inceleme ve ısıl işlem deneyi
 Metalografik inceleme ve ısıl işlem deneyi 1. DENEYİN AMACI: Metalografik muayene ile ısıl işlem görmüş ve görmemiş çeliklerin dokusunu inceleme ve ısıl işlem mekanizmalarını öğrenmek. Deney: Isıl işlem
Metalografik inceleme ve ısıl işlem deneyi 1. DENEYİN AMACI: Metalografik muayene ile ısıl işlem görmüş ve görmemiş çeliklerin dokusunu inceleme ve ısıl işlem mekanizmalarını öğrenmek. Deney: Isıl işlem
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
Isı Cisimleri Hareket Ettirir
 Isı Cisimleri Hareket Ettirir Yakıtların oksijenle birleşerek yanması sonucunda oluşan ısı enerjisi harekete dönüşebilir. Yediğimiz besinler enerji verir. Besinlerden sağladığımız bu enerji ısı enerjisidir.
Isı Cisimleri Hareket Ettirir Yakıtların oksijenle birleşerek yanması sonucunda oluşan ısı enerjisi harekete dönüşebilir. Yediğimiz besinler enerji verir. Besinlerden sağladığımız bu enerji ısı enerjisidir.
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
BÖHLER K306 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin kıyaslanması
 Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
BÖHLER K720 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
ÇÖKELME SERTLEŞMESİ (YAŞLANMA) DENEYİ
 DENEYİ") 1. DENEYİN AMACI: Alüminyum alaşımlarında çökelme sertleşmesinin (yaşlanma) mekanik özelliklere etkisinin incelenmesi ve sertleşme mekanizmasının öğrenilmesi. 2. TEORİK BİLGİ Çökelme sertleşmesi terimi,
1. DENEYİN AMACI: Alüminyum alaşımlarında çökelme sertleşmesinin (yaşlanma) mekanik özelliklere etkisinin incelenmesi ve sertleşme mekanizmasının öğrenilmesi. 2. TEORİK BİLGİ Çökelme sertleşmesi terimi,
Ç8620 Ç4140. ÖLÇÜLEN SERTLİK DEĞERİ (HRc) ÖLÇÜLEN SERTLİK DEĞERİ (HRc) SERTLEŞTİRİLMİŞ UÇTAN MESAFE (mm) Ç1050 Ç1040. ÖLÇÜLEN SERTLİK DEĞERİ (HRc)
 ÖLÇÜLEN SERTLİK DEĞERİ (HRc) SERTLEŞTİRİLMİŞ UÇTAN MESAFE (mm) Ç1050 Ç1040. ÖLÇÜLEN SERTLİK DEĞERİ (HRc)") TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 6 - BALIKESİR ÇELİKTEKİ ALAŞIM ELEMENTLERİNİN SERTLEŞEBİLİRLİĞE VE SERTLEŞME DERİNLİĞİNE ETKİSİ Sare ÇELİK 1, Naci OTMANBÖLÜK 1, Levent FİDAN 2 1 Balikesir
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 6 - BALIKESİR ÇELİKTEKİ ALAŞIM ELEMENTLERİNİN SERTLEŞEBİLİRLİĞE VE SERTLEŞME DERİNLİĞİNE ETKİSİ Sare ÇELİK 1, Naci OTMANBÖLÜK 1, Levent FİDAN 2 1 Balikesir
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Bu tablonun amacı, çelik seçimini kolaylaştırmaktır. Ancak, farklı uygulama tiplerinin getirdiği çeşitli baskı durumlarını hesaba katmamaktadır.
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin
 Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
Demir-Karbon Denge Diyagramı
 Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
METALLERİN ISIL İŞLEMİ
 METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
KOROZYON. Teorik Bilgi
 KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ
 TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET
 ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET A BASINÇ VE BASINÇ BİRİMLERİ (5 SAAT) Madde ve Özellikleri 2 Kütle 3 Eylemsizlik 4 Tanecikli Yapı 5 Hacim 6 Öz Kütle (Yoğunluk) 7 Ağırlık 8
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET A BASINÇ VE BASINÇ BİRİMLERİ (5 SAAT) Madde ve Özellikleri 2 Kütle 3 Eylemsizlik 4 Tanecikli Yapı 5 Hacim 6 Öz Kütle (Yoğunluk) 7 Ağırlık 8
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ ALAŞIMLI ÇELİKLERİN SERTLEŞEBİLME KABİLİYETİNİN SAPTANMASI
 T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ ALAŞIMLI ÇELİKLERİN SERTLEŞEBİLME KABİLİYETİNİN SAPTANMASI BEKİR ÇAVDAR YÜKSEK LİSANS TEZİ ÇORLU MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YRD. DOÇ. DR. SEMİH
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ ALAŞIMLI ÇELİKLERİN SERTLEŞEBİLME KABİLİYETİNİN SAPTANMASI BEKİR ÇAVDAR YÜKSEK LİSANS TEZİ ÇORLU MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YRD. DOÇ. DR. SEMİH
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime