BÖLÜM 1. ÜRETİM KAVRAMI Giriş
|
|
|
- Eser Yazar
- 8 yıl önce
- İzleme sayısı:
Transkript
1 BÖLÜM 1. ÜRETİM KAVRAMI 1.1. Giriş Metaller insanlar tarafından binlerce yıldan beri kullanılmakla birlikte, ilk yararlı metalin nasıl üretildiği kesin olarak bilinmemektedir. Metallerin erken çağlardan itibaren kullanılmış olduğu bakır alaşımından (bronz) yapılmış aletlerin ortaya çıkarılması ile kanıtlanmıştır. Fakat metalin bir başka metale birleştirilmesi yöntemi bundan çok sonraları bulunabilmiştir. Milattan önce 1400 yıllarında Suriyelilerin bulduğu söylenen demirci kaynağındaki gelişmeler bir yana bırakılırsa, küçük metal parçacıkların birleştirilerek daha büyük ve daha karmaşık parçaları üretmedeki yetersizlik, mühendislikteki gelişmeyi 19. yüzyılın başlarına kadar ertelemiştir. Cıvatalama, perçinleme, lehimleme ve son olarak da kaynak gibi birleştirme tekniklerinin ticari boyutlarda ortaya çıkışı ancak makineye bağlı endüstriyel devrimin gerçekleşmesiyle mümkün olmuştur. Bugün çok sayıda kullanılabilir birleştirme tekniği vardır ve günümüzdeki sorun birleştirmenin nasıl yapılacağı değil, en iyi birleştirme yönteminin nasıl seçileceğidir. Bronz çağı insanı birleştirme yöntemi olarak sadece kama kullanma veya deri şeritle bağlama arasında seçim yapmak zorunda iken, günümüzde bir tasarım mühendisi, aynı derecede uygun dört veya beş değişik birleştirme tekniğinin olduğu durumlarla kolaylıkla karşılaşabilir. Her yöntemin kendine has özellikleri vardır ve en uygun seçim için birçok hususun değerlendirilmesi gerekir. Mukavemet, üretim kolaylığı, maliyet, ömür, korozyon dayanımı ve görünüş gibi faktörlerin göreceli önemi, büyük ölçüde göz önüne alınan uygulamaya bağlıdır. Bir köprü tasarımcısı, köprü platformunda hareket eden vasıtaların oluşturduğu değişken yükleri taşıyacak levhaları birbirine birleştirecek yöntemler arar. Buna karşılık, köprüden geçen otomobillerin imalatçısı ise üretim hattında kullanılabilmeye uygun güvenilirlik, tekrarlanabilirlik ile birlikte yüksek üretim hızına sahip birleştirme tekniklerini araştırır. Genellikle büyük iş gücü gerektiren bu yöntemler mümkün olduğunca yarı kalifiye operatörler tarafından uygulanmaya müsait olmalıdır. Bu ise, üretim düzeninin kurulması, kontrolü veya izlenmesi için uzman personel gerektirir. Birleştirme işlemlerini mümkün olduğu kadar çabuk yapmak her ne kadar arzulanır ise de, bu her uygulama için birinci dereceden önemli değildir. Geçekte bazı bağlantıların yerinde yapılması zorunlu bir faktör olarak karşımıza çıkabilir. İmalat teknolojisinin amacı, teknik resimlerde veya başka tür bilgi ortamlarında oluşturulan parçaların ekonomik olarak imal edilmesidir. Konstrüksiyon aşamalarında, 1

2 parçaların imalatını mümkün kılan prosedürler ve özellikler tespit edilir. Bunlar arasında parçanın boyutları, malzemeleri, gerekli ölçü toleransları, imalat sırasındaki veya sonrasındaki yüzey kalitesi ve bunun için gerekli muayene ve ölçü aletleri bulunur. Doğaldır ki, işletmenin olanakları da göz önünde tutularak parçanın imalatında gerekli olan imal usulleri de önceden tespit edilmek zorundadır. Birim zamanda imal edilecek parça sayısı ve ayrıca işletme ve personel giderleri, imalatın otomasyon derecesini belirler. Günümüzde imalat olanakları, elle kontrol edilen üniversal makinelerden, işlenecek bilginin programlar şeklinde iletildiği nümerik kontrollü tezgâhlara ve çok sayıda CNC tezgâhın kullanıldığı esnek imalat sistemlerine kadar uzanmaktadır. Değişik standartlarda, imal usullerinin sistematik şekilde sınıflandırılmaları verilmiştir. Tablo 1.1., DIN 8580 in sıralama sisteminde örnek olarak talaşlı imalat yöntemlerinin sınıflandırılışını göstermektedir. Bu standartta temel sınıflandırma prensibi, malzeme kütlesinin değiştirilmesine dayanmaktadır. Ya bir katı cismin parçacıklarından ya da karmaşık bir yapı elemanının parçalarından oluşan kütle, aşağıdaki temel prensiplerden biriyle değiştirilir: Kütleyi oluşturarak (Döküm) Kütleyi koruyarak (Plastik şekil verme) Kütleyi azaltarak (Talaşlı imalat) Kütleyi çoğaltarak (Kaplama) 2

3 3
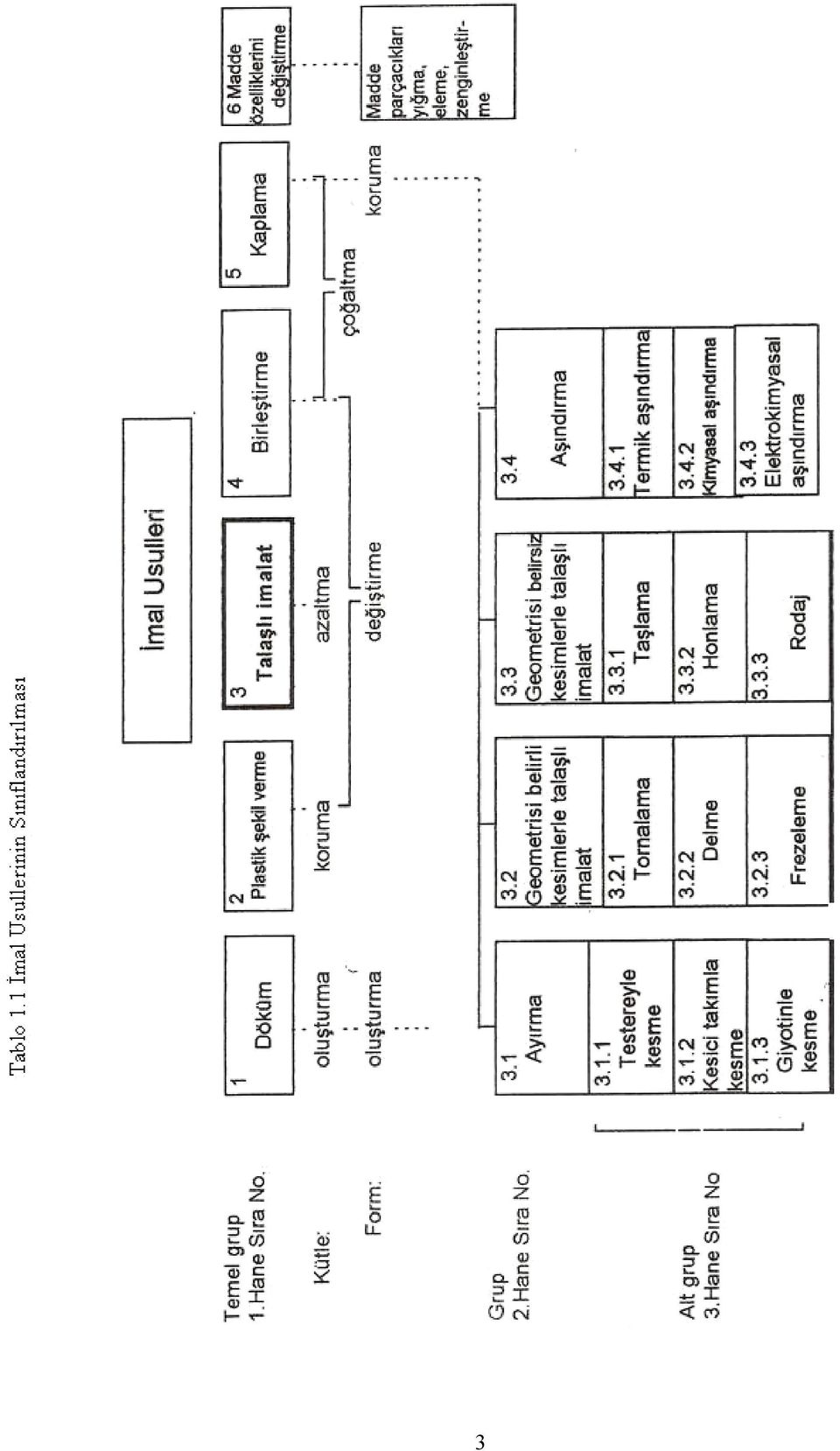
4 Tespit edilen imal usullerinin sonradan iyileştirilmesi, karmaşık işlemlere göre daha kolaydır. Bu nedenle endüstriyel imalatta döküm veya plastik şekil verme ile ön şekillendirilmiş parçalar sonradan bir talaşlı imalatla son ölçülerine getirilir. Klasik imalat sırası, böylece maliyetin düşürülmesi ile eşzamanlı olarak bitmiş parçanın kalitesinde ulaşılabilecek en yüksek kalite taleplerine ulaşmayı amaçlar. Geleceğe yönelik imalat stratejileri, bilinen taleplere ek olarak daha yüksek verimlilik ve imalatın esnekliğini ve güvenilirliğini de dikkate almaktadır (S. Anık ve diğ. 1999; A. Aran, 1993; F. Sönmez, 2007). 4

5 BÖLÜM 2. KAYNAK TEKNİĞİ Kaynak tatbik edileceği malzemenin cinsine göre metal kaynağı ve plastik malzeme kaynağı olarak ele alınır (S. Anık, 1993; M. Şahin, 2001; F. Sönmez, 2007). Metal kaynağı: Metal malzemeyi ısı veya basınç veya her ikisini birden kullanarak ve birleştirilen malzemelerde aynı cinsten ve erime aralığı aynı veya yaklaşık bir malzeme katarak veya katmadan birleştirmeye Metal kaynağı adı verilir. İki parçanın birleştirilmesinde ilave bir malzeme kullanılırsa, bu malzemeye İlave metal adı verilir. Plastik malzeme kaynağı: Aynı veya farklı cinsten termoplastik ( sertleşmeyen plastik) malzemeyi ısı ve basınç kullanarak ve aynı cinsten bir plastik ilave malzeme katarak veya katmadan birleştirmeye Plastik malzeme kaynağı adı verilir Kaynak Tekniğinin Gelişimi İnsanoğlu günümüzden yaklaşık 3500 yıl kadar önce, iki metal parçasını sıcak veya soğuk halde çekiçleyerek kaynak edip birleştirmeyi gerçekleştirmiştir. Demirci kaynağının, özellikle orta bronz devrine ait bu tür örneklerine dünyanın çeşitli müzelerinde rastlanmaktadır. Batılı tarihçiler, demirci kaynağı yardımı ile demirin M.Ö.1400 yıllarında Ön Asya da yaygın bir şekilde birleştirildiğini yazmaktadırlar. Mısır Firavunları devrinde yapılmış çok orijinal metal işleri üzerinde de, bu tür birleştirmeler ve lehim bağlantılarının izleri görülmektedir. Lehimleme yolu ile birleştirme tarihinin demirci kaynağından çok daha eskilere dayandığı konusunda bütün tarihçiler uyum içindedir. Roma çağında metal işçiliği çok gelişmiştir; bu çağa ait pek çok eser üzerinde de bu tür birleştirmeler görmek mümkündür. Roma medeniyetinde metal işçiliğine çok büyük önem verilmiştir; ateş tanrısı Vulkan aynı zamanda demircilik ve metal işçiliğinin de tanrısı olarak kabul edilmiştir. Bütün endüstrileşmiş ülkelerde demircinin çekici ile yaptığı işlem hemen hemen tarihe karışmıştır; örs, antik koleksiyon eşyaları arasına girmiştir; yalnız kıyıda köşede kalmış demirci atölyelerinde ve yarış hipodromlarının nalbant atölyelerinde görülebilir hale gelmiştir. Kaynak yönteminin endüstriyel uygulamaları ise, 19. yüzyılın ikinci yarısında başlamıştır. Oksijenin endüstriyel çapta eldesi, özellikle tamir işlerinde oksi-asetilen kaynağının 5
 malzemeyi ısı ve basınç kullanarak ve aynı cinsten bir plastik ilave malzeme katarak veya katmadan birleştirmeye")
6 yaygınlaşmasını sağlamıştır. Elektrik arkının 18. yüzyılın son yıllarında Volta tarafından keşfedilmesine rağmen bu enerjinin kaynakta uygulama alanı için 19. yüzyılın son çeyreğini beklemek gerekmiştir Kaynak Metalürjisi Genellikle kaliteli kaynak bağlantısı sağlamak için kaynak yerini havanın etkisinden korumak ya da diğer bir deyişle oluşacak kimyasal ve metalürjik reaksiyonları kontrol altına almak gerekir. Deneyimli her kaynakçı tamamen hatasız bir kaynak yapmanın kolay olmadığını gayet iyi bilir. Bazıları içinde hiçbir güçlüğün olmamasına karşın hatalardan arınmış, tatminkâr bir kaynak kalitesinin sağlanması bakımından özel önlemlere ihtiyaç vardır. Bu durumda kaynak kabiliyeti, karbon eşdeğeri, segregasyon ve ITAB (Isının Tesiri Altındaki Bölge) kavramlarından söz etmek yerinde olacaktır Kaynak Kabiliyeti Kaynaklı yapı elemanlarının imalat amacı, mümkün olan en düşük maliyette imal edilmesi, fonksiyonunu tam olarak yerine getirmesi ve işletmede uzun süre kullanılmasıdır. Metal malzemeden bir yapı elemanının kaynak prosesinde, belirli bir kaynak yönteminin kullanıldığı uygun bir imalat sürecinde, maddelerin kaynakla birleştirilmesi söz konusudur. Burada kaynak bölgesinin yerel özelliklerinin ve birleştirilen parçaların tüm yapıya etkilerinin, önceden belirlenmiş koşulları sağlaması gerekir. Kaynak kabiliyeti, üç temel faktöre, malzeme, konstrüksiyon ve imalata aynı ağırlıkla bağlıdır. 6

7 Şekil 2.1. Kaynak Kabiliyetinin Temel Faktörler ve Özelliklerle İlişkisi Kaynak kabiliyeti ile bu temel faktörler arasında, aşağıdaki üç özellik yer alır; Malzemenin kaynağa uygunluğu Konstrüksiyonun kaynak emniyeti İmalatın kaynak yapılabilirliği Bu özelliklerin her biri, kendi içinde malzemeye, konstrüksiyona ve imalata bağlı olmasına rağmen ağırlıkları birbirinden farklıdır. Bir malzeme, eğer belirli bir konstrüksiyon ve imalat şeklindeki özellikleri, kendisinden beklenen her talebe uygun bir kaynak kalitesine ulaşabiliyorsa, o malzeme kaynağa uygun demektir. Bir konstrüksiyon, eğer belirli malzeme ve imalat yöntemleri ile oluşturulduktan sonra, önceden tespit edilmiş işletme şartları altında kendisinden beklenen fonksiyonları yerine getirebiliyorsa, kaynak emniyetine sahip demektir. Bir kaynaklı imalat, belirli malzemelerden oluşturulmuş bir konstrüksiyon halinde, önceden tespit edilmiş imalat şartları altında kolayca imal edilebiliyorsa, kaynak yapılabilirliğe sahip demektir. Tablo 2.1. de bu faktörler bir arada gösterilmiştir. 7

8 Malzeme (Kaynağa uygunluk) Konstrüksiyon (Kaynak emniyeti) İmalat (Kaynak yapılabilirlik) Tablo 2.1. Kaynak Kabiliyetini Etkileyen Faktörler Kimyasal bileşim Metalurjik özellikler Fiziksel özellikler Konstrüktif Şekillendirme Gerilme durumu Kaynağa hazırlık Kaynağın uygulanması Sertleşme eğilimi Yaşlanma Gevrek kırılma Sıcak çatlama Kaynak Metali Karışım Oranı Segregasyon Kalışkılar Tane büyüklüğü İçyapı Anizotropi Genleşme özelliği Isıl iletkenlik Erime sıcaklığı Mukavemet Tokluk Kuvvet hatlarının akışı Dikişlerin konumu Parça kalınlığı Çentik etkisi Rijitlik farklılıkları Gerilmelerin tür ve şiddeti Gerilmelerin eksen sayısı Zorlanma hızı Sıcaklık Korozyon Kaynak yöntemi İlave malzemenin türü Birleştirme türü Ağız biçimi Ön tavlama İklim koşulları Isı girdisi Isının uygulanışı Kaynak sırası Isıl işlem Kaynaktan sonraki işlemler Taşlama Dekapaj, temizleme 8

9 güçtür: Kaynak işleminde tatminkâr bir kalitenin sağlanması, özellikle aşağıdaki nedenlerden Kaynak işlemi, üretim sürecinde optimize edilmiş malzeme yapısına sürekli olarak müdahale edilmesi demektir, çünkü termik olarak sınırlı içyapı dönüşümü, atmosferden gaz kapma, birleştirme yüzeyindeki katışıklıklar nedeniyle, malzemenin mekanik-teknolojik özellikleri değişir. Kaynak işlemleri, günümüzde hala çoğunlukla elle veya ancak kısmen mekanize şekilde uygulanmaktadır. Bu nedenle mamullerin kalitesi, diğer bir imalat yönteminde olmadığı kadar insana ve tekrarlanabilir performans açısından operatörün yeteneklerine bağlıdır. Kaynaklı birleştirmelerin kalitesinin değerlendirme olanakları sınırlıdır. Özellikle eritme kaynağıyla birleştirilmiş kalın levhalarda, ayrıca içköşe ve bindirme dikişlerinde, mevcut muayene yöntemleri, güvenilir kalite değerlendirmesi açısından yeterli bilgi vermez Karbon Eşdeğeri (C eş ) Çeliklerde genel olarak, özellikle de sertleşme kabiliyetini arttıran alaşım elementlerinin artışı kaynak kabiliyetini kötüleştirir. Burada alaşım elementlerinin etkisini dikkate alabilmek üzere bir endeks tanımlama yoluna gidilmiştir. Bu endeks Karbon Eşdeğeri (C eş ) olup; Alaşımsız Çeliklerde: C eş =C+Mn/6 (2-1) Alaşımlı Çeliklerde: C eş =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (2-2) ifadeleri ile hesaplanır. Yapı çeliklerinin kaynağından kaynağın sonuçlarına etki eden en önemli faktör esas metalin bileşimidir. Özellikle C ve Mn alaşımsız çeliğin kaynak kabiliyetine etki eden başlıca iki elementtir. Alaşımsız yapı çeliklerindeki Mn miktarı bileşimde bulunan C miktarına bağlı olarak değişir. 9

10 Genel olarak C miktarı arttıkça Mn miktarı azalır ve C eş = C+Mn/6 (%) (2-3) eşitliği sağlanır. Düşük alaşımlı ve yüksek mukavemetli çeliklerde C ve Mn den başlayarak diğer elementlerin de geçiş bölgesindeki sertleşme ve çatlak oluşumu üzerine etkileri vardır. Bu alaşım elementleri belirli oranda C miktarına eklenir ve sonuçta C un etkisine benzer şekilde yorumlanır. Elde edilen eşitlik şudur: C eş =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 değerine karbon un eşdeğeri denir. Karbon eşdeğerine bağlı olarak tavlama değerleri için Tablo 2.2. verilmiştir: Tablo 2.2. Karbon Eşdeğeri-Tavlama İlişkisi Karbon Eşdeğeri (C eş ) Ön Tavlama 0,45 Gerek Yok 0,45-0, C > 0, C Ergiyen Bölge Ergiyen bölge genellikle kaynak banyosunda oluşan türbülanstan dolayı katılaşmadan önce iyice birbirine karışmış esas ve kaynak metalinden ibarettir. Eğer hava atmosferine karşı koruma tam değilse ergime sırasında O 2 ve N 2 absorbe olur. Oksijen kaynak yerinde önemli bir rol oynar ve giderilmesi zor birçok yanmalara neden olur. Ergiyen bölgenin katılaşması kendini çevreleyen esas metale karşı ısı iletimi ile olur ve oldukça iri sütunlar şeklinde kristaller oluşturur. Özellikle kalın parçalarda bu iri silindirik kristallerin birleştiği yerde segregasyondan dolayı bir boşluk oluşur ve kaynak dikişinde zayıflama olur. 10
/5+(Ni+Cu)/15 değerine karbon un eşdeğeri denir. Karbon eşdeğerine bağlı olarak tavlama değerleri için Tablo 2.")
11 Kaynak Bölgesi Segregasyon Bölgesi Şekil 2.2. Alın Birleştirmede Segregasyon Bölgesi ITAB (Isının Tesiri Altındaki Bölge) Isının tesiri altındaki bölge kaynak metalinin yani ergiyen bölgenin esas metalle birleştiği kısımdan itibaren yaklaşık C arasındaki bir sıcaklığa maruz kalan bölgedir. Eğer ITAB da erişilen en yüksek sıcaklık, esas metalin birleşimi, kaynak koşulları tanınırsa kaynak işlemi sonunda oluşacak yapıyı önceden tahmin etmek mümkündür. Ayrıca, soğuma hızının da hesaba katılması gerekir. Özellikle, 900 C üzerinde tavlanan bölge kalın parçaların kaynağında soğuma daha çabuk olacağından bu kısımda çok yüksek bir sertlik elde edilir. Uluslar arası kaynak enstitüsünün 9 numaralı kaynak kabiliyeti komisyonunun raporuna göre ITAB ın maksimum sertliği için HV (Vickers Sertliği) değeri kıstas olarak teklif edilmiştir. Teklifte sertliğin daha fazla olması halinde özel tedbirlerin alınmasının gerekliliğine de ayrıca değinilmiştir. Birleştirme yapıldıktan sonra parçaların mukavemet özellikleri, kaynak bölgesinin metalurjik olarak incelenmesi (birleşmenin tam olup olmadığı, ITAB de istenmeyen bir oluşum olan artık östenit oluşup oluşmadığı varsa diğer oluşumların, karbon un veya varsa alaşım elemanlarının difüzyona uğrayıp uğramadığına) ve kaynak bölgesinin sertliğinin dikkatli olarak incelenmesi gerekmektedir. 11

12 2.3 Kaynak Yöntemleri Gaz Kaynağı Gaz eritme kaynağı, en eski kaynak yöntemlerinden birdir; ancak, TIG kaynağı gibi modern kaynak yöntemleri için öncülük etmiştir. Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında, ısı membaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev, hem esas metali hem de kaynak bölgesine sevk edilen çubuk şeklindeki ilave metali eritir. Oksi-asetilen alevinin ayrıntılı gösterimi Şekil 2.3. de verilmiştir. Gaz eritme kaynağı düşük yatırım maliyetiyle üniversal bir uygulama kabiliyetine sahiptir. Şekil 2.3 Asetilen-oksijen Alevi Elektrik Ark Kaynağı Bu yöntemde ark, eriyen bir çubuk elektrod ile iş parçası arasında yanar. Ark ve kaynak banyosu, havanın zararlı etkilerinden, elektrod tarafından sağlanan gazlar ve\veya cüruf ile korunur. Şekil 2.4. de elektrik ark kaynağının prensip şeması verilmiştir. 12

13 Şekil 2.4. Elektrik Ark Kaynağının Prensip Şeması Gazaltı Ark Kaynağı Gazaltı kaynağı, kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler grubudur. Kullanılan koruyucu gaz türüne göre ve elektrodun ark taşıyıcı olup olmadığına göre alt gruplara ayrılmaktadır. Günümüzde en çok kullanılan kaynak yöntemidir. Tablo 2.3., gazaltı kaynak yöntemlerinin sınıflandırılmasını vermektedir. Tablo 2.3. Gazaltı Kaynak Yöntemlerinin Sınıflandırılması 13

14 Tungsten Inert Gaz (TIG) Kaynağı TIG kaynağının prensibi Şekil 2.5. de gösterilmiştir. Ark, tungstenden mamul erimeyen bir elektrod ile iş parçası arasında yanar. Tungsten elektrodla eşeksenli olarak beslenen koruyucu soy gaz (Argon, Helyum), hem erimiş kaynak banyosunu hem de elektrodu korur. Kaynak ilave malzemesi olarak kaynak bölgesinde elle beslenen çubuk formundaki teller kullanılır. Şekil 2.5. TIG Kaynağının Prensibi Plazma Kaynağı Plazma kaynak yöntemi, TIG kaynağındaki gibi erimeyen bir tungsten elektrod ve soy bir koruyucu gaz yardımıyla yapılır. Ancak TIG kaynağına göre ark, özel bir torç yapısı tarafından sınırlanmış ve büzülmüştür. Arkın sınırlanması, özel torç konstrüksiyonu sayesinde gerçekleşir. Bu mekanik sınırlamaya ek olarak, ark, meme dışından akan soğuk koruyucu gaz tarafından da termik olarak büzülür. Şekil 2.6. de plazma kaynağının prensip şeması verilmiştir. 14

15 Şekil 2.6. Plazma Kaynağının Prensibi MIG\MAG Kaynağı (Eriyen Elektrodla Gazaltı Kaynağı) MIG\MAG kaynağı, koruyucu gaz kullanılarak yapılan (gazaltı) ark kaynak yöntemleri arasında yer alır. Koruyucu gaz türüne göre Metal Inert Gaz (MIG) veya Metal Aktif Gaz (MAG) kaynağı olarak ayrılır. MAG kaynağı da kendi içinde ayrıca kullanılan koruyucu gaz türüne göre MAGC (CO 2 ) kaynağı ve MAGM (Karışım gaz) kaynağı olarak ikiye ayrılır. Şekil 2.7. MIG\MAG Kaynağının Şematik Görünümü verilmiştir. Şekil 2.7. MIG\MAG Kaynağının Şematik Görünümü 15
 kaynağı ve MAGM (Karışım gaz) kaynağı olarak ikiye")
16 Tozaltı Kaynağı Tozaltı kaynağı, yüksek eritme gücü ve yüksek kalitede kaynaklı bağlantılar sağladığından, kaynaklı imalat yapan işletmelerde sabit bir konumda uygulanır. Tozaltı kaynağında ark, eriyen bir elektrod ile parça arasında gözle görülmeyecek şekilde yanar. Ark ve kaynak bölgesi, bir toz yığını arasında bulunur. Kaynak banyosu, atmosferin etkilerinden, tozun oluşturduğu cüruf tarafından korunur. Şekil 2.8. Tek Telli Tozaltı Kaynağının Prensip şeması verilmiştir. Şekil 2.8. Tek Telli Tozaltı Kaynağının Prensibi Direnç Kaynağı Direnç kaynağında kaynak için gerekli ısı, elektrik akımının kaynak bölgesinden geçişi sırasında malzemenin akıma karşı gösterdiği elektriksel direnç nedeniyle ortaya çıkan ısıdır. Kaynak işlemi, basınç uygulanarak veya uygulanmadan ve ilave metal kullanarak veya kullanmadan oluşturulur Özel Kaynak Yöntemleri Elektrocuruf Kaynağı Elektrocuruf kaynağı, kalın metallerle çeşitli kaynaklar oluşturmakta kullanılır. Kaynak dikey olarak yukarıdan aşağıya yapılır. Kaynağa başlamadan önce, iki esas metal arasına ve alt kısma, birkaç cm kalınlığında cüruf yapıcı madde yerleştirilir. Cüruf elektrik iletkenliğine sahiptir. Şekil 2.9., elektrocuruf kaynağının şematik gösterimini içermektedir. 16

17 Şekil 2.9. Elektrocuruf Kaynağının Prensip Şeması Sürtünme Kaynağı Sürtünme kaynağı, iki metal parçasını birleştirmek için sürtünme tarafından üretilen ısıyı kullanır. Bu işlem esas olarak, geniş, büyük çubukların ve boruların alın kaynağı için kullanılır. İşlem sırasında dış bir ısı kaynağı kullanılmaz. Birleştirilecek parçaların uçları düşük bir basınçla bir araya getirilir. Hareketli ve sabit parçalar arasındaki sürtünme, kaynak oluşumu için gerekli ısıyı üretir. Metal yüzeyleri plastik hale geldiğinde döndürme hareketi durdurulur ve büyük bir basınçla birbirlerine bastırılır. Bu yöntemin ayrıntılarına ve işleyiş prensiplerine ileride geniş biçimde değinilecektir Soğuk Basınç Kaynağı Bu işlemde bir dış ısı kaynağı kullanılmaz. Soğuk basınç kaynağı, metalleri birleştirmek için büyük basınçlar kullanır. Sadece yüzey molekülleri ısıtılır ve bir kaynak oluşturmak üzere birleştirilir. Bu yöntem genellikle alüminyum-alüminyum, bakır-bakır ve alüminyum-bakır gibi yumuşak metalleri birleştirmek için kullanılır. Güvenilir kaynak dikişleri elde edilir. Kaynağı oluşturan enerji, genellikle hidrolik preslerle sağlanan yüksek seviyeli basınçtır. Şekil da yöntemin prensip şeması verilmektedir. 17

18 Şekil Soğuk Basınç Kaynağının Prensip Şeması Difüzyon Kaynağı Difüzyon kaynağı, aynı veya farklı, çoğunlukla metal malzemelerin birleştirilmesinde kullanılır. Özellikle uçak-uzay ve nükleer teknoloji için geliştirilmiştir. Yüksek sıcaklıkta etkiyen kaynak basıncı, yüzeydeki pürüzlülük tepelerinin plastik şekil değişimini sağlar. Bu şekilde arttırılan temas yüzeyi, madde bağlarının oluşumuna yol açar ve kaynak işlemi böylece gerçekleşir. Şekil Difüzyon Kaynağının Prensip Şeması verilmiştir. Şekil Difüzyon Kaynağının Prensip Şeması Ark Saplama Kaynağı Ark saplama kaynağı, yarı-otomatik bir kaynak yöntemidir. Genellikle metal tespit elemanlarının, delik veya tapa açmadan metal levhalara, kirişlere birleştirilmesini sağlar. Cıvatalar, vidalar, perçinler ve saplamalar bu yolla birleştirilebilir. Isı kaynağı olarak ark, enerji kaynağı olarak elektrik kaynak transformatörü kullanılır. Kaynakçı bir saplamayı tabancaya yerleştirir, tabanca esas metal üzerinde konumlandırılır ve tabanca üzerindeki bir 18

19 anahtar, kaynak çevrimini başlatır. Ark Saplama Kaynağında İşlem Sırası Şekil de gösterilmiştir. Şekil Ark Saplama Kaynağında İşlem Sırası 19

20 BÖLÜM 3. SÜRTÜNME KAYNAĞI YÖNTEMİ 3.1. Yöntemin Tanımlanması Sürtünme kaynağı, çağımızda geniş bir uygulama alanına sahiptir. Malzemelerin sürtünmesinden faydalanılarak, mekanik enerjiyi termal enerjiye dönüştürerek oluşan ısıyla malzemelerin kaynak edilmesi fikri yeni değildir. Sürtünme kaynağının başlangıcı 15 yy a kadar gitmesine rağmen, fakat konu ile ilgili ilk patent 19 yy da 1891 de Amerikalı makinist J.H. Bevington tarafından alınmıştır. Bevington sürtünme ısısını kullanarak metal boruların kaynağını gerçekleştirmiştir. Daha sonraları konu ile ilgili W. Richter tarafından 1924 yılında İngiltere de /British patent no: ve 1929 yılında Almanya da (Dr-patent no: ), H. Klopstock tarafından 1924 yılında Sovyetler Birliği nde birer patent alınmıştır. H. Klopstock ve A.R. Neelands silindirik parçaların sürtünme kaynağı için 1941 yılında bir patent almışlardır. Ayrıca II. Dünya savaşı sırasında Almanya ve Amerika da plastik malzemelerin kaynağı için sürtünme kaynağı kullanılmıştır. Bununla birlikte sürtünme kaynağının ticari bir proses olarak gelişimi ve konu ile ilgili bilimsel çalışmaların başlaması bir Rus makinist tarafından gerçekleştirilmiştir. Rus makinist A.J Chdikov iki metal çubuk arasında başarılı bir kaynak gerçekleştirerek 1956 yılında Sovyetler Birliği nde konu ile ilgili bir patent (No: ) almıştır. Sovyetler Birliği nde ki daha yoğun çalışmalar Vill ve arkadaşları tarafından yürütülmüştür. Bu proses ABD ye 1960 yılında girmiştir. American Machine and Fondry Co. da Holland Cheng adlı araştırmacılar sürtünme kaynağının termal ve parametre analizleri üzerine çalışmışlardır. İngiltere de ilk sürtünme kaynağı kaynak enstitüsü tarafından 1961 yılında gerçekleştirilmiştir yılı itibariyle ise Sovyetler Birliği nde, bir çok fabrikada sürtünme kaynağı kullanılır hale gelmiştir (Kharkov ısıtma ve havalandırma fabrikası, Lysbenk metal fab., Vitbesk takım fab., K. Gotwal d otomobil fab., Minsk traktör fab. v.b.). Yine 1952 yılında ABD de Caterpillar Tractor Co. sürtünme kaynağını modifiye ederek atalet kaynağı olarak anılan yöntemi geliştirmişler ve bundan sonra konvansiyonel sürtünme kaynağı Rus tipi proses, atalet kaynağı ise Caterpillar tipi proses olarak adlandırılmıştır. Bu tarihten itibaren daha hızlı gelişme gösteren proses hızla bütün dünyada çabucak yayılmış ve bir çok endüstride uygulama alanı bulmuştur. Günümüzde sürtünme kaynağı modern kaynak yöntemleri arasında elektron ışın kaynağından sonra pratikte en çok uygulama alanı bulmuş olan bir yöntemdir (M. Yılmaz, 1991). Sürtünme kaynağı elektriksel enerji veya diğer enerji kaynaklarından yararlanmaksızın, çalışma parçalarının ara yüzeylerinde mekanik olarak oluşturulan sürtünme yoluyla üretilen 20

21 mekanik enerjinin termal enerjiye dönüştürülmesiyle elde edilen ısıdan yararlanılarak yapılan bir katı hal kaynak tekniğidir. Parçaların temas yüzeyleri arasında genellikle bir parçanın döndürülmesiyle rölatif bir hareket meydana gelir. Aynı zamanda etkili olan basınç başlangıç periyodunda noktasal temasla yerel kaynaklar oluşur ve bunun ardından kaynaklanmış bölgelerin makaslanmasına yol açar. Böylelikle yerel sıcaklık yükselmeleri meydana gelir. Bu olaylar, ısı iletimiyle çok kısa sürede tüm temas yüzeylerinde bir sıcaklık dengelenmesi meydana gelecek şekilde tekrar eder. Yerel olarak erime sıcaklığına erişilebilir. Rölatif hareketin durdurulmasından sonra genellikle basınç yükseltilir. Plastik hale gelen malzeme bir fışkırma(çapak) halkası oluşturacak şekilde bastırılır. Bu arada birleştirilen parçalar eksenel yönde kısalır. Böylece ilave malzeme kullanmaksızın, genellikle ısının tesiri altındaki bölgesi (ITAB) çok dar olan bir kaynak bağlantısı elde edilmiş olur. Çelikler için bağlantı bölgesindeki sıcaklık C arasındadır (M. Şahin, 2001). Sürtünme kaynağı uygulamalarının büyük çoğunluğunu dairesel kesitli çubukların ya da boruların kaynağı oluşturmaktadır. Bu tür uygulamalarda sürtünmeyi oluşturan temel hareket dönme hareketidir ve proses konvansiyonel sürtünme kaynağı olarak adlandırılır. M R D 2 Ara Yüzey D 1 p d r R r L 2 L 1 Sürtünme Yüzeyi Şekil 3.1. Kaynak Edilen Parçalar D : Parça Çapı (mm) p : Basınç (N/mm 2 =MPa) M R : Döndürme Momenti (Nmm) L : Parça Uzunluğu (mm) 21
22 Sürtünme yüzeyindeki halka elemanda ortaya çıkan frenleme momenti sürtünme yüzeyi boyunca toplandığında Döndürme momenti (M R ): M R = 0 µ p 2π r d r r (3-1) Buradan; M R = µ (2\3)π p r 3 (3-2) bulunur. Sürtünme kaynağında, sürtünme için kullanılan dönme hareketi yanında, yörüngesel hareket, lineer titreşim hareketi ve açısal titreşim hareketi de uygulanabilir. Yörüngesel hareket silindirik olmayan parçaların kaynağı içindir. Bu uygulamada sabit duran parça üzerinde diğer parça bir köşesi dairesel bir yörünge çizecek şekilde hareket eder. Lineer titreşim hareketinde parçalardan biri uygulanan basınç altında ileri geri titreşim hareket yapar. Bu yöntem ilk defa V.I. Vill (1962) tarafından önerilmiştir. Açısal titreşim hareketinde ise parçalardan biri uygulanan basınç altında belli bir açıyı gören yay parçası yörüngesinde hareket eder. Daha öncede belirtildiği gibi sürtünme kaynağı, gerekli mekanik enerjiyi sağlayan kaynağa göre iki ayrı yöntemle uygulanabilir. Günümüzde bu iki yöntemin bileşimi olan kombine kaynak yöntemleri de geliştirilmiştir Klasik ( Sürekli Tahrikli ) Sürtünme Kaynağı Birleştirilecek parçalardan biri ekseni etrafında döndürülmekte diğeri ise eksenel yönden hareketli olarak dönen parçaya belirli bir süre bastırılmaktadır. Sürtünen yüzeylerde yeterli sıcaklığa erişilince dönme işlemi ani olarak durdurulurken basınç arttırılmakta ve yumuşak malzeme bu yüksek basınç altında soğumaya bırakılmaktadır. Açıklamadan da anlaşılabileceği gibi basınç iki kademeli olarak uygulanmaktadır. Basıncın birinci kademesine Isınma veya Sürtünme Basıncı ve ikinci kademesine de Yığma veya Dövme Basıncı denir. 22
23 Şekil 3.2. Sürekli Tahrikle Sürtünme Kaynağı 1. Tahrik motoru 2. Fren 3. Dönen iş parçasının bağlandığı ayna 4. Sabit parçanın bağlandığı ayna 5. Dönen iş parçası 6. Sabit iş parçası 7. Yığma silindiri Sürtünme zamanı (t 1 ) Devir sayısı (n) Sürtünme basıncı (P 1 ) Moment(M d ) Frenleme(t 2 ) (t 3 ) Yığma (t 4 ) Yığma basıncı(p 2 ) Kaynak Başlangı Zaman Boy kısalması Kaynak Sonu Şekil 3.3. Klasik Sürtünme Kaynak Parametreleri Volanlı ( Atalet ) Sürtünme Kaynağı Bu yöntemde bir volandaki kinetik enerjiden yararlanılır. Volan, işlemden önce belli bir devir sayısına getirilerek tahrik motoru devreden çıkarılır. Birleştirilecek parçaların birbirine bastırılmasıyla sürtünen yüzeyler ısınır ve kaynak edilir. Volan ise gittikçe artan bir şekilde yavaşlar ve durur. Ancak bundan sonra basınç (p) ve sıcaklık (T) azalmaya başlar ve moment (M d ) ile devir sayısı (n) birlikte sıfıra erişir. Boy kısalması ( l) ise eriştiği değerde kalır. Burada önceki proseste görülen dövme zamanı t y yoktur. Bu nedenle volanlı sürtünme kaynağı işlemi daha kısa zamanda gerçekleşmektedir. 23
24 Şekil 3.4. Volan Tahrikli Sürtünme Kaynağı 1. Tahrik motoru 2. Değiştirilebilir volan 3. Dönen parçanın bağlandığı ayna 4. Sabit parçanın bağlandığı aynası 5. Dönen iş parçası 6. Sabit iş parçası 7. Yığma silindiri Devir sayısı(n) Yığma Basıncı(P 2 ) Sürtünme Basıncı(P 1 ) Kaynak Başlangıcı Moment Eksenel Kısalma 1.Safha 2.Safh 3.Safh Zaman Kaynak Sonu Şekil 3.5. Volan Tahrikli Sürtünme Kaynak Parametreleri Kombine Sürtünme Kaynağı Her iki kaynak işleminin yapıldığı kaynak türüdür.kaynak işlemi sürtünme ve yığma safhalarını içermektedir. Hem atalet ve hem de sürtünme kaynağı için moment eğrilerinin değişimi işlemin izahı için önemli değer taşımaktadır. Prosesin başlangıcında kuru sürtünme hakimdir ve bu sürtünmenin etkisiyle moment eğrisi bir zirve yaptıktan sonra dengeye gelir. Süreç içersinde oksit tabakalarının parçalanması sonucu çıplak yüzeyde temaslar sırasında kuvvetli atomsal bağlar oluşmaya başlar. Sürtünme hareketi ile bu bağlar koparılmaya çalışılır. Sonuçta bu temas noktalarında büyük adezyon kuvvetleri oluşur, moment artar ve sıcaklık istenilen düzeye ulaşır. Frenleme sonrası hız azalırken moment de sıfıra düşer. 24
25 Tasarım olarak sürtünme kaynağı makineleri torna, matkap gibi metal işleme makinelerini andırmaktadır ve ilk sürtünme kaynağı makineleri bu tezgâhların modifiye edilmiş şekilleridir. Şekil 3.6. da tipik bir sürtünme kaynağı makinesi görülmektedir. Şekilden de görüleceği üzere bir sürtünme kaynağı, ana gövde bağlama tertibatları, dönme ve yığma mekanizmaları, fren sistemi, güç ünitesi, kontrol üniteleri ve kumanda tablosu kısımlarından oluşmaktadır. Sürtünme kaynağı makineleri tam mekanize makineleridir. Parçaların bağlanması, çözülmesi ve oluşan çapakların alınması otomotize edilebilir. Bilindiği gibi sürtünme kaynağının ana fonksiyonları parçaların bağlanması ve sıkıştırılması, basınç altında dönme ve sürtünme, frenleme, yığma ve gerekli sürelerin hassas olarak ayarlanmalıdır. Numune bağlama aparatları gerekliği rijitliğe sahip olmalı, üzerine gelecek momentleri karşılamalı, radyal kaçıklıklar ve titreşimler, gerekli incelemeler ve araştırmalar yapılarak sönümlenecek şekilde makine tasarlanmalıdır. Titreşimler yanında oluşacak radyal ve eksenel kuvvetlerden dolayı parçaların sabitlemesi ve eksenel kaçıklıkların önlenmesi zordur. Bu nedenle bağlama tertibatı parçaları gereken miktarda sıkıştıracak dizayna sahip olmalıdır. Bu işlem için genellikle V şekilli iki çene veya özel çeneler kullanılır. Kaynak ekipmanlarını tutmak için kullanılan bütün durdurma elemanları güvenilir olmalıdır. Bağlantısı yapılacak parçalarda oluşabilecek küçük bir kayma hem kaynak bağlantısına ve hem de frenleme sisteminin zarar görmesine neden olur. Uygulamaların çoğunda otomatik olarak merkezleyen frenleme tertibatları kullanılır. Dönen Ayna Sabit Ayna Hidrolik Akümülatör Tank Dişli Pompa Şekil 3.6. Sürtünme Kaynak Makinası 25
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
 1 BÖLÜM 1. ÜRETİM KAVRAMI VE KAYNAKLI BİRLEŞTİRMELER 1.1. Giriş Metaller insanlar tarafından binlerce yıldan beri kullanılmakla birlikte, ilk yararlı metalin nasıl üretildiği kesin olarak bilinmemektedir.
1 BÖLÜM 1. ÜRETİM KAVRAMI VE KAYNAKLI BİRLEŞTİRMELER 1.1. Giriş Metaller insanlar tarafından binlerce yıldan beri kullanılmakla birlikte, ilk yararlı metalin nasıl üretildiği kesin olarak bilinmemektedir.
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
LABORATUVAR TİPİ BASINÇLI HAVA BESLEMELI SÜRTÜNME KAYNAK TESİSATI GELİŞTİRİLMESİ ÜZERİNE BİR ÇALIŞMA
 İSTANBUL AYDIN ÜNİVERSİTESİ DERGİSİ (İAÜD) Yıl 4, Sayı 15, Sayfa (51-60) LABORATUVAR TİPİ BASINÇLI HAVA BESLEMELI SÜRTÜNME KAYNAK TESİSATI GELİŞTİRİLMESİ ÜZERİNE BİR ÇALIŞMA Gökhan GÜRGENLI 1, Murat ONUR
İSTANBUL AYDIN ÜNİVERSİTESİ DERGİSİ (İAÜD) Yıl 4, Sayı 15, Sayfa (51-60) LABORATUVAR TİPİ BASINÇLI HAVA BESLEMELI SÜRTÜNME KAYNAK TESİSATI GELİŞTİRİLMESİ ÜZERİNE BİR ÇALIŞMA Gökhan GÜRGENLI 1, Murat ONUR
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Kaynak Teknolojileri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İÇİNDEKİLER 1. Bölüm GİRİŞ 2. Bölüm TASARIMDA MALZEME
 İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ. Ders Kodu Dersin Adı T P K ECTS Ders Tipi
 2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
MKT 204 MEKATRONİK YAPI ELEMANLARI
 MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
MAKİNE ELEMANLARINA GİRİŞ
 MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler
 Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ
 MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI
 VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI Hidrolik boru tesisat bağlantılarını yapmak için yaygın olarak kullanılan üç bağlantı Yöntemi aşağıda gösterilmiştir. Yüksüklü bağlantı Kaynak
VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI Hidrolik boru tesisat bağlantılarını yapmak için yaygın olarak kullanılan üç bağlantı Yöntemi aşağıda gösterilmiştir. Yüksüklü bağlantı Kaynak
Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır.
 YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
Hidrostatik Güç İletimi. Vedat Temiz
 Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları