OKSİ-ASETİLEN KAYNAĞININ TARİHİ GELİŞİMİ
|
|
|
- Kelebek Sözen
- 6 yıl önce
- İzleme sayısı:
Transkript
1 BÖLÜM I OKSİ-ASETİLEN KAYNAĞININ TARİHİ GELİŞİMİ Kaynak çok eski tarihlerden beri bilinmektedir. Altın ve gümüş gibi kıymetli metaller M.Ö.3000 yıllarında kaynak edilerek kullanılmış olup günümüzde yapılan arkeolojik araştırmalar bunları doğrulamaktadır. Demirin ergitilmesi ile M.Ö.l3.yüzyılda bulunan demirci ocak kaynağı en eski bir kaynak çeşidi olarak hala kullanılmaktadır. Bugünkü modern kaynak tekniklerinin gelişmesi ise aşağıdaki üç önemli buluştan sonra, başlamış, gelişimini günümüze kadar sürdürmüş ve sürdürmektedir de Sir Humpny Dovy nin elektrik arkını, 1856 da Joule ün temas direnci ısıtmasını, 1890 da Le Chatelier in oksi-asetilen alevini bulması ile önem kazanmıştır. Daha sonraları, yukarıda sözü edilen ısı kaynakları, metallerin ergitilmesi ve birleştirilmesinde kullanılmıştır. Oksijen yıllarca önce bilinmesine rağmen endüstride kullanılmasına ait çalışmalar 1892 yılında başlamış, oksijen kaynağı ise, 20. yüzyılın başında oksijen ve asetilenin ekonomik olarak üretilmesinden sonra, kaynak üflecinin de bulunması ile sağlanmıştır. Oksijen önce kimyasal olarak üretilmiş, üretimin geliştirilmesinden sonra tüplere doldurulması sağlanmıştır. Bu yıllarda asetilen ise sokakları ve evleri aydınlatmada kullanılıyordu. Oksijenin basınçlı olarak üretilmesine, paralel olarak, asetilenin de kaynak için istenen basınçta üretimi sağlandı. Yalnız asetilen bileşiminde bulunan fosforlu hidrojen nedeni ile 2,5 kg/cm 2 nin üzerindeki basınçlarda sıkıştırılamaz. Fazla sıkıştırılır ise bileşenlerine ayrışır. Ayrışma sırasında ısı ve basıncını yükselterek tehlikeli bir patlama yaratır. Asetilen, bu özelliğinden dolayı tüplere yüksek basınç altında doldurulamaz. Ancak asetonda eritilerek ve tüp içindeki gözenekli maddelere emdirilerek tüplere doldurulur. Oksijen ve asetilenin kaynakçılıkta oranlı olarak kullanılması 1901 yılında başladı yılında ise kaynak endüstrisinde kullanılan üflecin imalatı Amerika da geliştirildi. Yine 1903 yılında Charles L.Bastian gaz basıncını sabit tutan regülatörü keşfederek gaz basıncının sabit tutulmasını sağladı. Daha sonra bu regülatör geliştirilerek bugünkü manometreler (basınç düşürücüler) meydana getirildi. 1
2 Bütün bu çalışmalardan sonra oksi-asetilen kaynağı başlangıçta onarım işlerinde kullanıldı. İyi netice alınması üzerine kullanma alanı genişletilerek ince saç işlerinde, boru ve bazı metallerin kaynatılmasında kullanılır duruma getirildi. Üfleçlerde elde edilen oksi-asetilen alevinin sıcaklığı 3100 C olup, bu sıcaklık birçok metalin ergime sıcaklığının üstünde olduğundan oksijen kaynağının hızlı gelişmesini sağladı. Bu çalışmalara paralel olarak 1905 yılında Belçikalı Felix Jottrand tarafından kesme üfleçleri geliştirilerek başta çelik türleri olmak üzere bazı metallerin oksijenle kesme tekniği geliştirildi. Bu tarihten sonra da devamlı gelişme gösteren oksi-asetilen kaynağı Birinci Dünya Savaşı nda, savaş araç ve gereçlerinin kaynağında büyük ölçüde kullanıldı. Gelişimini günümüze kadar sürdüren oksi-asetilen kaynağı günümüz endüstrisinde; tamir ve oto kaporta işlerinde, ince saçların, boruların ya da farklı metallerin kaynağında, sert lehim yapımında geniş kullanma alanı bulmuştur. Kaynağın yapımı ayrı bir bilgi ve beceri gerektirdiğinden kaynakçılık günümüzde meslek olarak geçerlilik kazanmıştır. METAL KAYNAĞI ÇEŞİTLERİ ERGİTME KAYNAĞI BASKI (PRES) KAYNAĞI ÖZEL KAYNAKLAR SERT LEHİM Oksi-gaz kaynağı Direnç ergitme kay. Alümino termit kay. Döküm kaynağı Elektrik ark kay. Ocak kaynağı Gaz pres kay. Ark pres kay. Döküm kaynağı Direnç pres kay. Elektro ışın kay. Ultrasonik kay. Lazer kaynağı Oksi-asetilen ile sert leh. Direnç ile sert lehim Endüksiyon ile sert lehim. Karbon elekt. ile ark. kay. Örtülü elekt. ile ark. kay. Toz altı kaynağı Koruyucu gaz ile ark. kay. Alın direnç kaynağı Mozilla Firefox.lnk Nokta direnç kaynağı Dikiş direnç kaynağı Sürtünme kaynağı TIG/WIG kaynağı MIG/MAG kaynağı Plazma kaynağı Özlü elekt. ile ark. kay. 2






3 OCAK ISISI Kömür ve Hava Yanıcı Gaz ve Oksijen Metal-Toz Karışımı Alüminyum ve Demir oksit ELEKTRİK ISISI Ark Isısı Direnç Isısı Endüksiyon Akımı Isısı Şekil: 1 Kaynak İçin Isı Çeşitleri 3



4 Kaynak Ağzı Hazırlığı Isı Dolgu Malı Ucuca (Alın) Kaynak Ana Malzeme Ana Malzeme Kaynak Banyosu Ana Malzeme Kaynak Dikişi Geçiş Bölgesi Ağız Hazırlığı BASKI KAYNAĞI Isı ve Baskı Alın Kaynağı Ana Malzeme Yumuşama Bölgesi Ana Malzeme Kaynak Bölgesi ERGİTME KAYNAĞI Şekil: 2 Baskı ve Ergitme Kaynağı 4
5 Sola Kaynak Dolgu Teli Kullanarak Dolgu Teli Kullanmadan Kaynatılan Parça Kaynaklı Kısım Sağa Kaynak Kaynaklı Kısım Kaynatılan Parça Şekil: 3 Gaz Kaynak Yöntemleri 5
6 Kaynatılan Parça Sola Kaynak Kaynatılan Parça Sağa Kaynak Kaynaklı Kısım Kaynak Yönü Kaynaklı Kısım Kaynak Yönü Şekil: 4 İki Alevli Üfleç İle Kaynak Yapmak Kaynak Alevi Yalnız Sağa Kaynak Ön Isıtma Alevi Kaynaklı Kısım Kaynatılan Parça Şekil: 5 Birden Fazla Alev ile Yapılan Gaz Kaynağı 6
7 BÖLÜM II KAYNAĞIN TANIMI VE SINIFLANDIRILMASI TANIM: Aynı cinsten ya da birbirine yakın cinsten iki veya daha fazla metal malzemenin, aynı cinsten ilave bir metal kullanarak ya da kullanmadan ergime derecesine kadar ısıtılarak, homojen bir şekilde birleştirme işlemine kaynak denir. KAYNAĞIN SINIFLANDIRILMASI: Kaynak uygulanacağı malzemenin cinsine göre Metal Kaynağı ve Plastik Kaynağı olmak üzere ikiye ayrılır. Metal Kaynağı Çeşitleri Metal kaynağı, kaynak işleminin cinsine göre ergitme kaynağı, basınç kaynağı, özel kaynaklar ve sert lehim olmak üzere dört kısma ayrılır. I. Ergitme Kaynağı: Ergitme kaynağı, metalik malzemenin yalnız sıcaklığın tesiriyle lokal olarak (sınırlandırılmış bir kısmını) ergitip ilave metali ergitmek ya da ergitmemek suretiyle birleştirmektir. II. Basınç Kaynağı: Basınç kaynağı, metalik malzemeyi genellikle ilave metal kullanmadan basınç altında (sınırlanmış bir kısmını) ısıtarak birleştirmektir. Burada en yüksek basıncın, azami sıcaklığa erişmeden önce erken basınç kaynağı ya da azami sıcaklığa eriştikten sonra geç basınç kaynağı olacak şekilde ayarlanması gerekir. III. Özel Kaynaklar: Önemli metallerin kaynak sırasında ısının tesiri altında kalan bölgelerinin, vakum içinde meydana getirilen elektronlar ya da yüksek enerji taşıyan ışınların meydana getirilmesi ile yapılan kaynaklardır. Bu kaynaklarda ısının tesiri altında kalan bölge minimum değere indirilmiş olur. IV. Sert Lehim: Aynı cinsten ya da ayrı cinsten metalleri ergime derecelerinin altındaki bir sıcaklıkta, üçüncü (ilave) bir metali ergiterek birleştirmeye lehimleme denir. Lehimleme 400 C nin üzerinde ise sert lehim ; altında ise yumuşak lehim adını alır. I. Ergitme Kaynak Çeşitleri: Bu kaynakta, ısıtmanın cinsine ve kaynak yerinin koruma şekline göre aşağıdaki teknikler kullanılmaktadır. 7
8 a) Gaz (Oksi-Asetilen) Kaynağı: Ergime, doğrudan doğruya bir yakıcı gaz oksijen ya da yanıcı gaz asetilen alevinin yardımı ile elde edilir. b) Direnç Ergitme Kaynağı: Ergime, yalnız kaynak edilecek parçaların elektrik direncinin ya da parça ile iki karbon elektrodun direncinin yardımı ile oluşur. c) Alümino Termit Kaynağı: Ergime doğrudan doğruya alüminyum tozu ile metal oksit arasındaki kimyevi reaksiyon neticesinde oluşur. Aynı zamanda alüminyum oksit (cüruf) kaynağı, dış tesirlere (atmosferin etkisine) karşı koruma görevi yapar. d) Döküm Kaynağı: Ergime kaynak yapılan parçaya dökülen sıvı haldeki ilave metal yardımı ile yapılır. e) Elektrik Ark Kaynağı: Ergime doğrudan doğruya bir elektrik arkının yardımıyla meydana gelir. Ark kaynağı şu kısımlara ayrılır. 1. Karbon Elektrot İle Ark Kaynağı: Ark malzeme ile bir karbon elektrot arasında ya da iki karbon elektrot arasında oluşur, gerekir ise ilave metalde kullanılabilir. 2. Örtülü Elektrot İle Ark Kaynağı: Ark malzeme ile kaynak elektrodu (ilave metal) arasında oluşur. Örtünün yanması ile oluşan gaz atmosferi ve cüruf; kaynağı dış tesirlere (atmosferin etkisine) karşı koruma görevi yapar. 3. Tozaltı Kaynağı: Ark malzeme ile çıplak elektrot arasında bir toz tabakası altında oluşur. Bu toz tabakası ergimiş kaynak banyosunu metalini, dış tesirlere (atmosferin etkisine) karşı korur. 4. Koruyucu Gaz Ark Kaynağı: Ark ergiyen ya da ergimeyen elektrot ile metal arasında, koruyucu bir gaz atmosferi altında oluşur. Aşağıdaki şekilde sınıflandırılır. a) TIG/WIG Kaynağı: Bu kaynakta ark; kaynak edilecek metal ile ergimeyen tungsten elektrot arasında meydana gelmekte, koruyucu gaz olarak da genellikle argon veya helyum kullanılmaktadır. b) MIG/MAG Kaynağı: Ark; kaynak edilecek metal ile devamlı tükenen (ergiyen) metal elektrot arasında meydana gelmekte, koruyucu gaz olarak da argon, karbondioksit (CO 2 ) ya da Mix. (karışık) 8
9 gaz kullanılır. Kaynak argon gazı ile korunur ise MIG kaynağı ismini alır. Kaynak karbondioksit gazı ile korunur ise MAG kaynağı ismini alır. c) Plazma Kaynağı: Plazma kaynağı; TIG/WIG kaynağının biraz değişik şekli olarak düşünülebilir. Ark; volfram elektrot ile torcun içinde oluşmakta, plazma meydana getirmek için argon gazı, koruyucu gaz olarak da argon ya da argon hidrojen karışımı kullanılmaktadır. d) Özlü Elektrot İle Kaynak: Bu kaynak prensip olarak koruyucu gaz ile yapılan MIG/MAG kaynağına benzer. Yalnız kullanılan tel elektrot farklıdır, örtü maddesi tel elektrodun iç kısmındadır. Örtü maddesi, kaynak sırasında gaz atmosferi oluşturarak kaynak bölgesini korur. Kaynak dikişi koruyucu gaz ile de korunabilir. II. Basınç Kaynağı: Uygulanan ısıtma sistemine göre aşağıdaki basınç kaynağı çeşitleri kullanılmaktadır. a) Ocak Kaynağı: Aynı cins iki metalin ergime derecesine kadar ısıtılarak çekiç ya da pres yardımı ile birleştirilmesi işlemidir. b) Gaz Pres Kaynağı: Kaynak edilmek istenen iki parça, basınçla birbirine yaklaştırıldıktan sonra, gaz yakan ısıtıcılar ile ısıtılarak birleştirilir. Isı, oksi-asetilen alevi ile temin edilir. c) Ark Pres Kaynağı: Isı; kısa zamanda alın duruma getirilen yüzeyler arasında oluşur. Parçalarda darbe şeklindeki yığma ile birleştirilir. d) Döküm Kaynağı: Isı, birbirinin karşısına getirilen parçalara sıvı haldeki metali dökerek temin edilir. e) Direnç Pres Kaynağı: Isı, birbirine değen kısımların elektriki direncinin tesiri ile oluşur. Kaynak edilecek yerler erime derecesine geldikten sonra akım kapatılır basınç katılaşma başlayıncaya kadar uygulanır. Aşağıdaki şekilde sınıflandırılır. 1. Alın Direnç Kaynağı: Elektrik direnç kaynağı, bir basınç kaynağıdır. Parçalar bir temas yüzeyi boyunca basınç altında tutulur. Temas yerinden akım geçerse ısı meydana gelir. Ergime derecesine gelince akım kesilir. Basınç; malzeme katılaşıncaya kadar devam ederse parçalar kaynak edilmiş olur. 9
10 2. Nokta Kaynağı: Kaynak edilecek parçalar iki elektrot arasına yerleştirilir. Elektrotlar parçaları sıktıktan sonra akım verilir. Kaynak edilecek yer istenen sıcaklığa ulaşınca akım kesilir. İş parçası kısa bir süre basınç altında tutularak kaynak edilir. 3. Dikiş Kaynağı: Kaynak edilecek parçalar iki adet akım taşıyan makara (tekerlek) arasında sıkıştırılırlar. Makaralar sabit hızla döndürülürken kaynak edilecek parçalar ısınarak kaynak olur. 4. Sürtünme Kaynağı; Kaynak edilecek parçalardan biri hızla döndürülmekte, dönme sırasında diğer parçaya sürtündüğünden, temas yüzeyinde sürtünme ısısı meydana gelmektedir. İstenen sıcaklık elde edildikten sonra dönme durdurulur ve parçalar birbirine doğru bastırılarak kaynakları sağlanır. III. Özel Kaynaklar: Zirkonyum gibi reaktif ya da volfram, molibden, niobiyum gibi ergime sıcaklığı yüksek olan metallere uygulanırlar. Aşağıdaki gibi sınıflandırılır. a) Elektro Işın Kaynağı: Vakum içinde meydana getirilen elektronlar iyi bir şekilde odaklanarak kaynak edilecek parçaya büyük bir hızla gönderilir. Böylece malzeme ergitilerek kaynak edilir. Dolgu malzemesine (ilave tele) gerek yoktur. b) Ultrasonik Kaynağı: Bu teknikte iki metal birbirine basınç altında titreşim yaptırılarak birleştirilir. Titreşimin frekansı saniyede defa olabilir. Bu kaynak bindirme kaynağı için daha uygundur. c) Lazer Kaynağı: Lazer kaynağında ısı, yüksek enerji taşıyan ışınların meydana getirilmesi ile olur. Yüksek frekanslı elektrik alanı yaratılarak bunun tesirinde kalan ışınlar odaklanarak çok yoğun enerji elde edilebilir. Bu enerji ile de bütün metaller kaynak edilebilir. IV. Sert Lehim: Esas metal ergimeden 400 C nin üzerinde ısıtılır. İlave metal (lehim teli) ile birleşme yapılır. Kullanılan ilave metalin ergime sıcaklığı esas metalin ergime sıcaklığından düşük olduğu için lehimlenen metallerde deformasyon (şekil değiştirme) kaynağa göre az olur ya da hiç olmaz. Aşağıdaki gibi sınıflandırılabilir. 10
11 a) Oksi-Asetilen Alevi ile Sert Lehim: Lehim edilecek metalin, lehimlemeye hazır hale getirilmesinden sonra ısıtılması ve ilave metalin (lehim metalinin) ergitilmesi için, gerekli ısı oksi-asetilen alevi ile sağlanır. b) Direnç İle Lehim: Elektrik direnci ile ısıtılan metallerde, lehim yapılabilir. Lehim edilecek metallerin birleşme yerleri iki kutup arasında yerleştirilerek istenilen sıcaklığa getirilir ve lehiminde ergimesi sağlanarak birleştirme yapılır. c) Endüksiyon İle Sert Lehim: Lehim edilecek metaller bir endüksiyon bobinin arasına yerleştirilerek bu bobinden akım geçirilir ve sert lehim için gereken ısı alanı meydana gelir. Bu ısının yardımı ile ilave metal de (lehim teli) ergitilerek birleştirme sağlanır. Kaynak Atelyeleri: Kaynak atelyeleri müstakil bir atelye olarak faaliyet gösteren yerler olması gerekir iken, ülkemizde metal ya da makine atelyelerinin içinde bir bölüm olarak faaliyetlerini sürdürürler. İyi bir kaynak atelyesi, kolay havalandırılabilmeli, havalandırmayı temin eden pencereleri bulunmalı. Karpit çamurunu atacak kanala, sahip olmalıdır. Atelye içinde birden fazla asetilen kazanı var ise; kazanlar arası 6 m den, kaynak masaları arası 3 m den, kaynak hortumlarının boyu da 5 m den az olmamalıdır. Kaynak kazanlarının ateşe ve kıvılcım çıkartan yerlere olan uzaklığı da en az 3 m olmalı. Ayrıca her kaynakçı için 20 m 2 lik bir alan, 60 m 3 lük bir hacim ayrılmalıdır. Düzenli bir kaynak atelyesi aşağıda gösterilmiştir. Şekil: 6 Kaynak Atelyesi 11

12 BÖLÜM III GİRİŞ Metal ve alaşımlarının kaynak edilebilmeleri ya da tavlanabilmeleri için ısıya ihtiyaç vardır. Bu ısı yanıcı bir maddeyle yakıcı madde olan oksijen ya da havanın yüksek sıcaklıkta kimyasal olarak birleşmesi neticesinde meydana gelir. Meydana gelen kimyasal bileşime de oksit adı verilir. Bu olaya da yanma denir. Şekil - 7. Yanıcı madde Oksijen Oksit Isı Şekil: 7 Yanma Olayının Meydana Gelmesi Metal ve alaşımlarının fiziksel ya da kimyasal özelliklerinin birbirinden farklı olması bunların kaynak edilebilme kabiliyetlerini de etkilemektedir. Fiziksel özelliklere örnek olarak; ergime derecelerinin, ısı ve elektrik iletme kabiliyetlerinin ya da genleşme katsayılarının (ısınınca uzama, soğuyunca kısalma) birbirinden farklı oluşunu yazabiliriz. Kimyasal özelliklere örnek olarak: Oksitlenme, kimyasal bileşim, karbon azalması ya da fazlalaşması, kaynak sırasında bazı alaşım elemanlarının kükürt, fosfor gibi erken ergimesi veya buharlaşmasını gösterebiliriz. Günümüzde, endüstride kullanılan metal ve alaşımlarının bir çoğu kaynak ya da lehim yapılabilmektedir. Yalnız kaynakçıların el becerileri yanında, kaynak yöntemleri ve yeterli malzeme bilgisine de sahip olmaları gerekir. Malzeme bilgisi ve metallerin nasıl kaynak edileceği her metalin kendine has kaynak işlemi konusunda anlatılacaktır. Bazı metal ve alaşımlara ait fiziksel özellikler çizelge-1 de verilmiştir. Elektrik Isı C Metal ya da İletkenliği İletkenliği Ergime Alaşım Adı (m/mm 2 ) Cal/cm Noktası C Demir 10 0, Bakır 56 0, Alüminyum 36 0, Çinko 20 0, Nikel 11 0, Magnezyum 22 0,
13 Bilgi Soruları Molibden 21 0, Titan 1,85 0, Tungsten 18 0, Karbonlu çelik 6 0, Pirinç 36 0, Çinko Alaşımları 17 0, Alüminyum Alaşım Çizelge-1 Bazı Metal ve Alaşımlara Ait Fiziksel Özellikler 1. Kaynağın tarihi gelişimi hakkında bilgi veriniz. 2. Bugünkü modern kaynağın gelişimini sağlayan buluşlar nelerdir? 3. Oksi-asetilen kaynağı ne zaman tam olarak kullanıldı? 4. Kaynak üfleçlerinin geliştirilmesi nerede ve ne zaman başladı? 5. Kesme üfleçleri hangi tarihte kim tarafından geliştirildi? 6. Metal kaynağını sınıflandırınız. 7. Ergitme kaynağını sınıflandırınız. 8. Kaynak tekniğinde kullanılan ısı çeşitlerini sayınız. 9. Kaynağın tanımını yapınız. 10. Ergitme kaynağını sınıflandırınız. 11. Ergitme kaynağının tanımını yapınız. 12. Kaynak atelyeleri hakkında bilgi veriniz. 13. Yanma olayını açıklayınız. 14. Metallerin fiziksel özelliklerine örnek gösteriniz. 15. Kaynakta kimyasal değişiklikler neler olabilir? 13

14 BÖLÜM IV OKSİ-ASETİLEN KAYNAĞI TEMEL MADDELERİ Oksi-asetilen kaynağı: Yakıcı bir gaz ile yanıcı bir gazın özel olarak düzenlenmiş üfleçlerde yakılması neticesinde meydana gelen ısıdan faydalanarak yapılan kaynaktır. Alevden çıkan ısı metal ve ilave metali ergitmede kullanılır. Kaynağın yapılış şekli şekil-8 de gösterilmiştir. Şekil: 8 Oksi-Asetilen Kaynağının Yapılış Şeması Oksi-asetilen kaynağında yakıcı gaz olarak oksijen ve hava, yanıcı gaz olarak başta asetilen gazı olmak üzere aşağıdaki yanıcı gazların tamamı kullanılabilir. Yanıcı Gazlar: Asetilen (C 2 H 2 ) Hidrojen (H 2 ) Havagazı Propan (C 3 H 8 ) Bütan (C 4 H 10 ) 14
15 Metan (CH 4 ) Benzin ya da Benzol Buharı (C 6 H 8 ) Kaynak tekniğinde kullanılan yanıcı gazlarda aranan özellikler aşağıda verilmiştir. 1. Yüksek ısı değeri, 2. Yüksek tutuşma hızı, 3. Artıksız yanma, 4. Ucuz ve kolay elde edilmesi, 5. Ergimiş haldeki kaynak banyosunu havanın (atmosferin) etkilerinden koruması, Yukarıdaki özellikleri bünyesinde bulunduran en iyi yanıcı gaz ise (C 2 H 2 ) asetilendir. Çizelge-2. Not: Karışım oranı yanıcı gazın tamamen yanmasında geçerlidir. Özellikler 1. Molekül Ağırlığı 2. Özgül Ağırlığı Gaz kg/m 3 Sıvı kg/dm 3 Asetilen C 2 H ,17 0,545 YANICI GAZLAR Hidrojen Havagazı Propan H 2 C 3 H ,09-0,51-1,96 0,51 Bütan C 4 H ,59 0,58 Benzin Buharı Yanma Isısı kcal/m , Isı Değeri Gaz kcal/kg Gaz kcal/m Max. Alev Sıcak (C ) Hava ile (C ) Oksijen ile 6. Max. Tutuşma Hızı (cm/sn) Hava ile Oksijen ile 7. Kendiliğinden Tutuşma sıcak. (C ) 8. Alev Gücü Gaz/Oksijen kcal/cm 2 sn , /70 10,7 75/25 3,34 58/42 3,03 18/82 2, Çizelge-2 Kaynakçılıkta kullanılan yanıcı gazların fiziksel özellikleri Bazı Yanıcı Gazlara Ait Temel Bilgiler: 15
16 Hidrojen (C 2 H 2 ): Oksijen ile yandığında asetilen alevinden 1000 C daha düşük ısı vermektedir. Bu nedenle çok ince alüminyum ya da kurşun saçların kaynağı ile lehim işlerinde kullanılır. Kalın parçaların kaynağında ekonomik değildir. Piyasada 40 litrelik tüplerde 150 atm basınçta doldurulur. Havagazı: Çeşitli gazların karışımı olan bu gaz yandığı zaman kcal/m 3 arasında ısı verir. Sıcaklığın düşük olması nedeni ile kaynakçılıkta çok az kullanılır. Alev sıcaklığını yükseltmek için içine %30 oranında asetilen katılarak; kesme, lehim ve yüzey sertleştirme işlerinde kullanılabilir. Propan (C 3 H 8 ) ve Bütan (C 4 H 10 ) : Her iki gazın da ısı değerlerinin yüksek olmasına rağmen, tutuşma hızları ve alev sıcaklıkları oldukça düşüktür. Bu nedenle daha ziyade lehim ya da kesme işlerinde kullanılırlar. Tüplere sıvı halde doldurulurlar. Metan (CH 4 ) : Bu gazın kalorisi 8850 kcal/m 3 gibi yüksek olmasına rağmen, yanış hızının düşük olmasından dolayı verimi de çok düşüktür. Yanma hızını yükseltmek için, içine hidrojen ya da asetilen gazı katılabilir. Kaynak işlerinde pek kullanılmaz. Benzin Buharı (C 6 H 8 ) : Sıvı halde bulunan benzin buharı oksijen ile birleştirildiğinde kaynak yapılabilir. Yalnız benzin hava karışımında oran %1,4 ü geçer ise tehlikeli (patlayıcı) karışım yaratabilir. Benzin ya da benzol buharı daha ziyade su altındaki kesme işlerinde kullanılır. Karpit ve Asetilen Karpit (CaC 2 ) : Kimyada kalsiyum karbüre (CaC 2 ) karpit adı verilir. Karpit, ark fırınlarında kireçtaşı ile kok kömürü arasındaki reaksiyon neticesinde meydana gelir. Bu reaksiyona 56 kısım kireç taşı ve 36 kısım da kok kömürü katılır. Ark fırınında reaksiyonun meydana gelmesi için, bir ton karpit başına yaklaşık 3000 ile 3500 kwh (kilowatt, saatlik) bir elektrik enerjisine ihtiyaç vardır. Ark fırınındaki reaksiyon 2000 C civarında meydana gelir. Oluşum aşağıdaki gibi kendini gösterir. 16
17 a... (CaCO 3 = CaO + CO 2 ) 100 = b... CaO + 3C = CaC 2 + CO = Karpit üretimi şekil 9 da görüldüğü gibi yapılır. Kömür El. Akımı Kireç Karpit Kırıcı Elek Elekten Ayrılan Karpitler Şekil: 9 Karpit Üretimi Üretim sonrası kalsiyum karpit potasından alınan karpit (CaC 2 ) kırıcı değirmenlerde kırıldıktan sonra eleklerden geçirilerek tane büyüklüğüne göre ayrılır. Çizelge-3 te tane büyüklüklerine göre ayrılan karpitin teknik özellikleri verilmiştir. 1 Kg Karpitin Tane Büyüklüğü Adı Gaz Haline Geçiş Zamanı Verdiği Gaz Miktarı İnce Taneli Karpit 3-10 Dakika Lt Orta Taneli Karpit Dakika Lt İri Taneli Karpit Dakika Lt. Çizelge-3 Karpitin Teknik Özellikleri Ülkemizde, Etibank a ait Antalya Ferro Krom tesislerinde üretilen karpit 70 kg lık bidonlara doldurularak endüstrinin hizmetine sunulur. 17
18 Not: Karpit bidonlarından karpit alırken, bidonun ağzını hava almayacak şekilde tekrar kapatınız. Aksi halde hava ile temas eden karpit çözünerek toz haline geçebilir. Karpit bidonları rutubetsiz yerlerde depo edilmelidir. Bidonlar depolanırken zemin seviyesinden 20 cm yüksekteki ağaç takoz ve tahtaların üzerine konmalı. Şekil-10 Depo kapısında ateşle girilmez yazısı bulunmalı. Bidon 20 cm Tahta Takoz Şekil: 10 Karpit Bidonlarının Depolanması Asetilen (C 2 H 2 ) : Asetilen karpitin su ile teması neticesinde elde edilen yanıcı bir gazdır. 760 mm civa basıncında ve 0 C de özgül ağırlığı 1,17 kg/m 3 olup, havadan biraz hafiftir. Bir kilogram asetilen 760 mm civa basıncında ve 0 C de 854 litre, aynı basınçta 15 C deki sıcaklıkta 900 litredir. Asetilen içerisinde fosforlu hidrojen bulunması nedeni ile sarımsağımsı bir kokuya sahiptir. Kritik sıcaklığı 37 C ve kritik basıncı 67 atü olup, atmosferik basınçta -83 C de katı hale dönüşür. Asetilenin, hava ya da oksijen ile yaptığı karışımlar tehlikelidir. Bu karışımların tutuşması halinde, büyük patlamalar meydana gelir. Tehlikeli patlayıcı karışım oranları aşağıda verilmiştir. a) %2,3 oksijen ile %93 oranında asetilen b) %1,5 hava ile %82 oranında asetilen 18
19 Asetilen kararsız ve dengesiz bir gaz olduğundan bileşenlerine ayrılmaya müsaittir. 2,5 atmosferden daha büyük bir basınç ile sıkıştırıldığı ve sıcaklığı arttığı zaman, bileşimindeki karbon ve hidrojene ayrışmaya başlar. Aynı zamanda tutuşma ve yanma olmaksızın basıncını 11 katına çıkartarak patlar. Bunun neticesi olarak asetilen kazanlarında 1,5 atmosferden daha yüksek basınçlara müsaade edilmez. Basıncı 2 atmosferi geçince özel güvenlik önlemleri alınmadığı takdirde, bir noktadan başlayan ayrışma bütün gaz kütlesine yayılır. Bu sırada sıcaklığın da yükselmemesine özen gösterilmelidir. Asetilenin elde edilmesi sırasında, üretim cihazının sıcaklığınında 80 C nin üzerine çıkmasına hiç bir zaman müsaade edilmez. Kabul edilen sıcaklık sınırı 1,5 atmosfer gaz basıncında 60 C dir. Karpitin su ile teması sabit tip üretim cihazları ya da asetilen kazanları yardımı ile sağlanmaktadır. Karpitin Su İle Teması: Karpitin su ile teması neticesinde, asetilen elde edilir. Temas sırasında, karpit ile su arasında aşağıdaki reaksiyon meydana gelir. CaC 2 + 2H 2 O = C 2 H 2 + Ca (OH) 2 + Isı = kcal. 1 kg karpit için 36/64 = 0,562 kg suya ihtiyaç vardır. Bu reaksiyondan 74/64 = 1,15 kg çamur Ca(OH) 2 ve 26/64 = 0,406 kg 350 litre asetilen elde edilir. Pratikte hesap yaparken 1 kg karpitin 250 litre asetilen vereceği dikkate alınır. Şekil-11 Karpit Soğutma Suyu Sönmüş Kireç Tüpler Kurutma Komp. Gazometre Gaz Şekil: 11 Bir Asetilen Üretim Tesisi Asetilen Cihazı 19

20 Oksijen (O 2 ) : Özellikleri: Renksiz kokusuz bir gaz olup, bir litresinin ağırlığı 1,429 gr dır. Atom ağırlığı 16 olup, basınç altında -183 C sıvı haline geçer, -218 C de donar, 50 atmosfer basınç altında -119 C de tekrar sıvı hale getirilebilir. Suyun elektrolizinden elde edilmekle birlikte bugün kaynak tekniğinde kullanılan oksijen en ucuz havadan elde edilmektedir. Hava %21 oksijen, %79 azot ve çok az da diğer gazlardan oluşur. Endüstride kullanılan oksijen yaklaşık 80 seneden beri C.V. Lindenin yöntemi ile havadan elde edilmektedir. Oksijen bu basit üretim cihazları ile %99 un üzerindeki saflıkta elde edilir. Şekil-12. Hava Temizleyici Komp. Soğutucu Ayırma Aygıtı Gazometre Komp. Tüpler Şekil: 12 Oksijen Üretim Şeması Bu basit üretim cihazlarının genel kapasiteleri saatte m 3 oksijendir. Sıvı oksijenin 50 seneden beri kullanılması, özellikle nakliye ve depolama bakımından gaz halindeki oksijene göre büyük bir ucuzluk sağlamıştır. Bir litre sıvı oksijenden yaklaşık 875 litre gaz meydana gelmektedir. Günümüz endüstrisinde oksijen tüketiminin artması bu basit üretim metodunun ekonomik olmadığını göstermiştir. C.V. Lindenin klasik metodu yerini, Linde-Ferankl metoduna bırakmıştır. Bu metot ile saatte m 3 oksijen elde etmek mümkün olduğu gibi, oksijenin saflık derecesi de yükseltilmiştir. Bilgi Soruları: 1. Oksi-asetilen kaynağında hangi yanıcı gazlar kullanılır? 2. Yanıcı gazlarda aranan özellikler nelerdir? 3. Kaynakçılıkta en fazla kullanılan yanıcı gaz hangisidir, neden? 4. Asetilen gazı neden elde edilir? 5. Karpit neden, nasıl elde edilir? 6. Ülkemizde karpit üretimi nerede ve hangi müessese tarafından yapılmaktadır? 20
21 7. Karpitin teknik özellikleri hakkında bilgi veriniz. 8. Asetilen kazanlarında basınç 1,5 atmosferi geçince neden güvenlik önlemi alınır? 9. Asetilen elde edilmesi sırasında sıcaklık ve basınç sınırı ne olmalıdır? 10. Oksijenin özellikleri hakkında bilgi veriniz. 11. Oksijen neden ve nasıl elde edilir? 12. Sıvı oksijen yaklaşık kaç yıldan beri kullanılır? 13. Bir litre sıvı oksijenden yaklaşık kaç litre gaz meydana gelir? 14. Asetilenin hava ya da oksijen ile yaptığı karışımlar hangi oranlarda tehlikelidir? 15. Karpit bidonları depolanırken nelere özen gösterilir? BÖLÜM V KAYNAK TELLERİ (ÇUBUKLARI) VE DEKAPANLARI Oksi-gaz kaynağı ile metaller kaynak edilirken, metallerin cinsinden ya da yakın cinsten ilave metal (kaynak teli) kullanılır. İlave tellerin aşağıdaki şartları yerine getirmesi istenir. a) Hatasız kaynak yapmak, kaynağa elverişli olmak, b) Kolay ergimek ve akmak, c) Köpürmemek, sıçramamak, d) Zamanında katılaşmayı sağlamak, e) İnce sıvı halde bir cüruf meydana getirmek. Bu teller 1 ila 8 mm çapında 500 ile 1000 mm boyunda ya da kangal halinde piyasada bulunurlar. Genelde çubuk halindeki teller oksitlenmesin (paslanmasın) diye, bakır veya nikel ile kaplanırlar. Normal yumuşak çeliklerin kaynağında kullanılan tellerin kimyasal bileşiminde: Karbon %0,05 ila %0,15. Manganez (Mn) %0,3 ile %0,6 Silisyum %0,8 Kükürt %0,03 Max. Fosfor %0,03 Max. vardır. Çeliklerin kaynağında kullanılan kaynak telleri (ilave metaller) ile kaynak yaparken, kaynak tozu ya da sulandırılmış dekapan kullanılmaz. 21
22 Kaynak telleri iki grupta incelenirler. 1. Birleştirme kaynağında kullanılan teller. DIN 8854 e göre normlaştırılmıştır. Bu normda tellerin özellikleri ile kullanma yerleri açıklanmıştır. 2. Dolgu kaynağında kullanılan teller. DIN 8855 e göre normlaştırılmışlardır. Bu normda ilave metalin (kaynak telinin) özellikleri açıklanmıştır. Dökme Demir Kaynak Çubukları: Bu çubuklar kaynak edilecek döküm malzemelerin oksigaz kaynağı için, özel olarak oval ya da yuvarlak kesitli imal edilirler. Çapları: 3-8 mm boyları ise 450 ila 600 mm arasında değişir. Alaşımında %3,6 ya kadar karbon ve %3,2 ye kadar silisyum bulunur. Kaynak sırasında her iki elemanda hem buhar haline geçer, hem de cüruf haline geçer. Yine kaynak edilen dikişin, erken soğuma sudan dolayı sertleşmemesi için, bu tellerde manganın az, silisyumunda yüksek oranda olması istenir. Bakır Kaynak Çubukları: Bakırın kaynağında saf (elektrolitik) bakır kaynak çubukları; yalnız ince saçların kaynağında ya da mekanik olarak fazla zorlanmayan bağlantılarda kullanılır. Diğer bütün bakır kaynaklarında kullanılan teller özel alaşımlı olup, alaşımın en az %98 i bakırdır. Geri kalan %2 sini de; arsenik, kurşun, demir, oksijen ve gümüş oluşturur. İyi bir kaynak telinin üzeri parlak, kaynakta akışı düzgün, sıçraması az olmalı; dik ve tavan kaynaklarında, rahatça kullanılmalıdır. Pirinç ve Bronz Kaynak Telleri: Pirinç ve bronz dolgu telleri, birer bakır alaşımı olup hemen hemen aynı rengi taşırlar. Kaynak tekniği yönünden birbirine yakın olmaları, biri ile diğerini kaynatma imkânını verir. Yani pirinç tel ile bronz, bronz tel ile bakır ya da pirinç kaynak edilebilir. Kaynak sırasında akıcılığın iyi olması, dikişin temiz ve güzel görünmesi, dikişten istenilen sağlamlığın elde edilebilmesi için bakır oranının %60 ın altında olması, alaşıma az miktarda gümüş kalay, silisyum, alüminyum ve manganez gibi metallerin katılmasını gerektirir. Aksi halde kaynakta, lehimlemede ergiyen ilave metalin (kaynak telinin) akıcılığı azalır, dikişte gözenekli olur. Bugün piyasada; 1 ila 6 mm çapında, 500 ila 1000 mm boyunda bulunurlar. 22
23 Alüminyum Kaynak Telleri: Saf alüminyum kendi özelliğini taşıyan, saf alüminyum tel ile kaynatılmalıdır. Alüminyum alaşımları içinde aynı sözü söylemek doğru olur. Yani dolgu teli (ilave metal) kaynak edilecek metalin özelliğini taşıyan özellikte olmalıdır. Aksi halde kaynak geçiş bölgelerinde bazı hatalar ortaya çıkar. Bu nedenle kaynak işlemi de, farklı ergime sıcaklıkları nedeni ile zorlaşır. Alüminyum ve alaşımlarının kaynağında kullanılan kaynak telleri (çubukları) temiz olmalı, yağlı ve kirli çubuklar, kaynaktan önce %10 luk soda çözeltisi içinde, bir kaç dakika bırakılmalı sonra bol su ile yıkanıp kurutulmalıdır. Kaynak tellerinin çapları da kaynak edilecek malzemenin kalınlığına uygun seçilmelidir. Piyasada 1 ila 6 mm çapında, 500 ila 1000 mm boyunda ya da kangal halinde bulunurlar. Kaynak Tozları ve Pastaları (Dekapanlar) Çeliğin sert lehiminde ve çelik dışındaki zor kaynatılabilen bazı metallerin kaynağında, temizleme maddesi olarak toz veya pasta halindeki dekapanlar kullanılır. Önceden ya da kaynak sırasında birleştirme yerlerinde oluşan hızlı oksitlenme kaynağın yapımını zorlaştırır. Dekapanın görevi; önceden ya da kaynak işlemi sırasında oluşan oksitlenmeyi başka tür bir kimyasal ve fiziksel bileşik oluşturarak kaynak yerinden uzaklaştırmaktır. Bu nedenle kaynatılması zor olan; dökme demir, bakır ve alaşımları (pirinç, bronz) alüminyum ve alaşımları, dekapan adı verilen toz ya da pasta kullanarak daha kolay kaynak edilebilir. Dekapanlar piyasada toz ya da pasta halinde şişe veya teneke kutularda satılırlar. Kaynakçı kaynak edeceği metal ya da alaşımın cinsine göre dekapan seçmelidir. Günümüzde bilerek ya da bilmeyerek Boraks her kaynağa iyi gelir denilmekte ise de yerini en iyi sert lehimde bulmuştur, bir de pirinç ve bronz kaynağında kullanırlar. Bazı toz ve pasta halindeki dekapanlar ile bunların hangi metallerin kaynağında kullanılacağı çizelge-4 de verilmiştir. Dekapanlar Kaynak Edilecek Metaller Boraks Kaynak Tozu İnce çelik saçların sert lehiminde Boraks Kaynak Tozu Galvanizli saçların kaynağında Boraks Kaynak Tozu Bakırın kaynağında Boraks Kaynak Tozu Pirinç, Bronz kaynağında Döküm Kaynak Tozu Dökme demir kaynağında 23

24 Alüminyum Pastası Alüminyum ve alaşımlarının kaynağında Krom Nikel Pastası Krom-Nikel kaynağında Çizelge-4 Dekapanlar ve Kullanılacağı Yerler Bilgi Soruları: 1. İlave telden hangi şartları yerine getirmesi istenir? 2. İlave tellerin çapları ve boyları kaçar mm arasında olur? 3. Oksi-asetilen kaynağında kullanılan ilave teller kaç grupta incelenir? 4. Döküm kaynak çubukları hakkında bilgi veriniz. 5. Çeliğin sert lehiminde ve diğer metal ya da alaşımlarının kaynağında kullanılan dekapanların görevi nedir? 6. Dekapanlar piyasada nasıl bulunur? 7. Boraks, hangi metallerin ya da alaşımların kaynağında kullanılır? 8. Alüminyum kaynak telleri yağlı ve kirli ise ne ile nasıl temizlenir? BÖLÜM VI KAYNAK EKİPMANLARI (Donanımı) Oksi-asetilen kaynağında ya da oksijenle kesmede kullanılan ekipmanlar temel ekipmanlar ve yardımcı ekipmanlar olarak iki gruba ayrılır. Birinci gruba: Asetilen kazanları, asetilen tüpü, oksijen tüpü, tüp ventilleri, basınç düşürücüler (manometreler), üfleçler, kaynak hortumları ve hortum bağlantı elemanlarını sayabiliriz. İkinci gruba: Kaynak masaları, çakmak, tel fırça, kısaç ve gözlük, eldiven, tozluk, önlük gibi koruyucu elemanları sayabiliriz. Birinci grupta bulunan ekipmanları birbirine monte ederek sabit ya da taşınabilir kaynak üniteleri meydana getirilebilir. Bu ünitelere de kaynak donanımı denir. Şekil-13 Şekil: 13 Kaynak Donanımı 24
25 Asetilen Kazanları Asetilen kazanları, karpit ile suyun temasını sağlayarak asetilen elde edilmesinde kullanılan kazanlardır. Yumuşak çelikten imal edilirler. Kapasitelerine göre 2 kg lık, 10 kg lık ve daha büyük olmak üzere üç tipte yapılırlar. 2 kg lık kazanlar montaj işlerinde kullanılırlar, 10 kg lık kazanlar ise atelyelerden ayrı bir odası olan, sabit tesislerde kullanılırlar. Asetilen kazanı odaları: Kaynak atelyelerine bitişik, tavanı hafif, rahatlıkla havalandırılabilen, su ihtiyacı için musluğu bulunan, çıkan karpit çamurunun kolayca temizlenebileceği düzeneği olan yerlerdir. Daha büyük tesislerde ise fabrikalarda kullanılır. Asetilen elde edilirken, çıkan çamur Ca(OH) 2 kalsiyum hidroksit, lağam kanallarına ve foseptik çukurlarına verilmemeli. Çünkü içinde azda olsa çözülmemiş karpit bulunabilir. Bu da zamanla gaz haline dönüşerek tehlike yaratabilir. Bu nedenle kalsiyum hidroksit çukurlarının toplandığı yerler levhalarla gösterilmeli; ayrıca ateşle yaklaşılmaz levhası konmalıdır. Asetilen kazanları kullanma basıncına göre üç tipte yapılırlar. 1. Alçak basınçlı kazanlar : (0,033 kg/cm 2 ve 300 mm su sütunlu) 2. Orta basınçlı kazanlar : (0,2 kg/cm 2 ve 2000 mm su sütunlu) 3. Yüksek basınçlı kazanlar : (1,5 kg/cm 2 ve mm su sütunlu) Endüstride en çok kullanılan yüksek basınçlı kazanlardır. Bütün kazanlarda sulu güvenlik, orta ve yüksek basınçlı kazanlarda ise ayrıca basınç manometresi ile emniyet subabı bulunur. Görevleri: Emniyet subabı; kazan basıncının yükselmesi halinde fazla gazı dışarı atar Manometre; kazan içindeki gazın basıncını gösterir Sulu güvenlik; üfleçlerde karışarak yanan oksi-asetilen alevinin geri tepmesi halinde yangının kazana varmadan sönmesini sağlar. Not: İyi bir kaynakçı çalışmaya başlamadan önce kazan üzerinde bulunan sulu güvenliğin su seviyesini kontrol etmelidir. 25
26 Kullanma yeri Su doldurma hunisi Gaz alma Kontrol musluğu Ventil baskısı Kapanış musluğu Asetilen istihsal cihazından geliş Şekil: 13 A: Sulu Güvenlik Şekil: 13 B: Manometre Asetilen kazanları karpit ile suyun temas şekline göre de üçe ayrılır. 1. Karpitin su içine daldırılıp çıkarılması ile Şekil Karpit üzerine su dökmekle şekil Suyun içine karpiti dökmekle şekil-17 Şekil: 15 Karpitin Su İçine daldırılıp çıkarılması ile çalışan kazan 26
27 Çalışması: Kazanın I nolu sepetine konulan karpit; kazanda bulunan suyun içine II nolu kol (manivela) yardımı ile daldırılıp çıkartılarak asetilen gazı elde edilir. Elde edilen bu gaz III nolu depoda Gazometrede toplanarak IV nolu temizleyiciye; oradan da V nolu sulu güvenliğe ve kaynak bölgesine gönderilir. Alta toplanan çamur, boşaltma yerinden alınır. Gaz toplama yeri (Gazometre) Temizleyici Sulu geri tepme emniyet tertibatı Gaz çıkışı Su geliş borusu Hava Çekmece ve içerisinde karpit Şekil: 16 Karpitin üzerine su dökerek çalışan kazan Çalışması: Su dıştaki I nolu su borusu yardımı ile çekmecede bulunan karpit üzerine akıtılır ise karpitten asetilen gazı elde edilir. Elde edilen gaz ortadaki II nolu borudan giderek üstteki depoda (gazometrede) toplanır. Gaz depoda toplanırken gazın yapacağı basıncın etkisi ile üstteki su seviyesi düşer, alttaki II. konumda bulunan su seviyesi yükselir. Böylece karpitin üzerine su akışı kendiliğinden kesilir, asetilen üretimi de durur. Kazandan gaz alındığında olay kendiliğinden tekrarlanarak, asetilen üretimi başlar. Çekmecedeki karpit tam çözüldükten sonra, gerektiğinde tekrar karpit konarak gaz üretilebilir. 27


28 Depo Gaz çıkışı Şarj tekerleği Izgara Çamur Şekil: 17 Suyun içine Karpiti dökerek çalışan kazan Çalışması: Kazanın üst deposundaki karpit, şarj tekerleği yardımı ile ızgara üzerine atılır. Tekerleğin dönme sayısı, kullanılan gaz miktarına göre ayarlanır. Su otomatik olarak 28
29 değiştirilir. Altta toplanan çamur, zaman zaman dışarı atılır. Gerektiğinde depoya, üstten karpit doldurulur. Asetilen Kazanlarının Çalıştırılmasında Güvenlik Önlemleri: 1. Asetilen kazanlarına ateşle yaklaşılmaz. 2. Taşınabilir kazanlar kaynak yapılan yerden 3 m uzakta olmalıdır. 3. Sulu güvenlikte ki su çalışmaya başlamadan kontrol edilir, azalmış ise su konulur. 4. Kazanlara normalden fazla su ve karpit konmamalı, karpit tane büyüklüğü kazana uygun olmalıdır. 5. Kazanın bulunduğu oda havalandırılmalıdır. 6. Arızalı kazan onarımı yapılmadan kullanılmamalıdır. 7. Kazanlar kış aylarında donmaktan korunmalı, donmuş kazanların sıcak su dökülerek çözülmesi sağlanmalıdır. 8. Hiç bir zaman kazan basıncı 1,5 atmosferin üstüne çıkarılmamalıdır. 9. Karpit çamurları rastgele yerlere atılmamalıdır. 10. Çalıştırılacak üfleç sayısı kazanın asetilen üretimine göre tayin edilmelidir. 11. Kazan ve çevresinin temizliğine özen gösterilmelidir. 12. Çekmece açılırken taşan suların etrafa yayılmaması için altına bir su kabı konmalıdır. 13. Çekmeceler temizlenmeli karpit çamuru kalmamalıdır. 14. Çekmeceye konan karpit miktarı kapasitelerinin üstünde olmamalıdır. Not: Asetilen kazanları, yukarıda açıklanan güvenlik önlemlerine uyularak çalıştırılırsa verim artacağı gibi, tehlike de olmaz. Asetilen Tüpleri: Asetileni doğrudan doğruya asetilen kazanlarından elde etmeyip, tüplerden hazır durumda kullanmakta mümkündür. Tüp asetilenin kaynak işlerinde kullanılması kolay olduğu gibi birçok faydaları da vardır. Asetilen tüplere doldurulurken, oksijen ve diğer gazlara göre bazı zorlukları vardır. Patlama tehlikesinden dolayı belirli derecede sıkıştırılabilir. Yüksek basınçlı üretim kazanlarında, ortalama bir atmosferlik basınç söz konusudur. Yüksek basınçlı kazanlarda 29
30 emniyet supapları da 1,5 atmosfere göre hesaplanmıştır. Bütün bunlara sebep; asetilenin; kararsız ve dengesiz olup, karbon ya da hidrojene ayrışmaya müsait olmasıdır. Asetilen gazı 300 C civarında karbon ve hidrojene ayrışır. Aynı zamanda tutuşma ve yanma olmaksızın, çıkış basıncının 11 katı bir basınç artışı gösterir. Asetilenin basıncı iki atmosfere çıkınca özel güvenlik önlemleri alınmadığı takdirde, bir noktadan başlayan ayrışma bütün gaz kütlesine yayılır. Asetilen patlamalarını yüksek basınçta önlemek için, aşağıdaki tekniklere başvurulur. 1. Ayrışmanın bütün gaz kütlesine yayılmaması için, gaz serin yerde tutulmalıdır. 2. Gaz, gözenekli maddelere iyice yayılmalıdır. 3. Gaz, aseton gibi sıvılarda eritilmelidir. Asetilen gazının serin tutulmasına, tüplerin doldurma işlemi sırasında dikkat edilmeli: Tüplerin doldurulması için gereken 15 atmosferlik basınç üç kademeye ayrılmalı: Kademeler arasında basıncın meydana getirdiği ısı, soğutucu siperler tarafından emilmelidir. Şekil-18. Açma Diski Çelik Ventil Çift Tablalı Ventil Mili Emniyet Tıpası Vida Emici Madde Emniyet Tıpaları Şekil: 18 Asetilen Tüpü ve Ventili 30
31 Asetilen Tüplerinin İç Yapısı: 1. Tüplerin içinde gözenekli sünger gibi bir madde bulunur, Bu madde tüp hacminin %25 ni kaplar. 2. Tüp hacminin %38 ni aseton kaplar, aseton gözenekli madde tarafından emilir. 2. Tüp hacminin %29 u tüpe giren gazın, aseton içinde genleşmesi içindir. 4. Tüp hacminin %8 i de, emniyet için ayrılmıştır. Asetilenin, asetonda erime kabiliyeti basıncı ile doğru orantılıdır. Basıncı yükseldikçe, asetonda eriyen asetilen gazının miktarı da artar. Şekil-19 incelendiğinde, 15 atmosferde yaklaşık 400 litre asetilenin, 1 litre asetonda eridiği görülür. Endüstride kullanılan normal tüplerin hacmi 40 litredir. Bunun da %38 i aseton olduğuna göre, bir tüpte yaklaşık 15 litre aseton vardır. Buda normal bir tüpün, 15 atmosferlik doldurma basıncında yaklaşık 15 x 400 = 6000 litre (6 m 3 ) erimiş asetilen aldığını gösterir. C 2 H Basınç (atm) Şekil: 19 Asetilenin 1 litre Asetonda Emilme Kabiliyeti C Gaz Basıncı (atm) Şekil: 20 Asetilen Türlerinde Basıncının Sıcaklık ile Artması 31


32 Tüplere asetilen 15 C de, 15 atmosfer basınç altında doldurulur. Isı 40 C ye çıkarsa basınçta kendiliğinden 25 atmosfere çıkar. Şekil-20 de görüldüğü gibi. Asetilen tüpleri güneş altında bırakılacak olursa basınçları, sıcaklıktan dolayı artar. Bu nedenle yangın anında oksijen tüplerine göre daha tehlikelidir. Tüplerin basıncı sıcaklıkla değişir. Bir asetilen tüpündeki asetilen miktarını tespit etmek için, tüpü tartmak gerekir. Bunun içindir ki, diğer gazlar m 3 hesabı ile satılırken, asetilen kilogram olarak satılır. Normal asetilen tüplerinden saatte 1000 litreden fazla asetilen alınmaz; daha fazla asetilen almak gerekir ise, iki ya da daha fazla tüp batarya şeklinde bağlanmalıdır. Şekil-21 Bir tüpten saatte 1000 litreden fazla asetilen alınacak olursa, asetilenle birlikte aseton da dışarı çıkar. Gaz, yalnız dik ya da eğri duran tüplerden alınır. Yere yatırılan tüplerden gaz alınmaz. Çünkü tüp içindeki aseton akar ve basınç düşürücü manometreler bozulur. Şekil-22. Basınç düşürme manometresi Şekil: 21 Tüp Bataryası Basınç düşürme ventili En az 40 cm Şekil: 22 Tüplerden Gaz Alınması 32
33 Kazanlardan elde edilen asetilen ile tüp asetilenin karşılaştırılmasını aşağıdaki gibi yapabiliriz. 1. Tüp asetilen daha temizdir. 2. Her yerde ve her türlü hava şartlarında (-20 C de bile) asetilen tüpünden gaz almak mümkündür. 3. Asetilen tüpleri kazanlara göre daha emniyetlidir. 4. Tüp asetilen kısa süre kullanılacakta olsa, gaz almak kolaydır (ekonomiktir). 5. Tüplerin taşınması daha kolaydır. 6. Asetilen tüpü kullanılırken kalsiyum hidroksit (çamur) sıkıntısı yoktur. 7. Yalnız tüp asetilen, kazanlardan elde edilen asetilene göre daha pahalıya mal olmaktadır. Oksijen Tüpleri: Asetilenin aksine, oksijeni herhangi bir tehlike olmadan isteğimiz basınca kadar tüplere doldurabiliriz. Yeter ki tüpler ve tesisat mevcut basınca dayanabilsin. Kaynak tekniğinde 40 litrelik standart tüpler kullanılır. Basınçları da atmosferdir. Maryot-Boyle kanununa göre, oksijen tüpünün gaz miktarı basıncı ile hacminin çarpımına eşittir. Örnek: PxV = 150 x 40 = 6000 litre = 6 m 3 Van der Waals denkleminde de, bir oksijen tüpündeki gaz miktarı 6,6 m 3 olarak hesaplanmıştır. Maryot Boyle Kanunu ile Van der Waals denklemi arasındaki fark da 40 litre hacimli bir tüp için verilmiştir. Her iki bağıntı incelendiğinde aralarında %10 gibi bir farkın olduğu görülür. Senelerce oksijen, üretim yerinden tüketim firmalarına 40 litrelik çelik tüplerle taşınmıştır. Bir çelik tüp yaklaşık kg dır. İçindeki 6 m 3 oksijen gazının ağırlığı da tahminen 8 kg dır. Bu da büyük bir ağırlığın nakledildiğini gösterir. 1 m 3 gaz başına 12 kg lık bir ağırlık taşınmaktadır. Nakliye masraflarını azaltmak gayesi ile 35 seneden beri endüstride hafif çelik oksijen tüpleri kullanılmaktadır. Normal oksijen tüpleri; çekme dayanımı kg/mm 2 olan çelikten yapılır. Hafif çelik tüpler ise kg/mm 2 çekme dayanımı olan krom-molibdenli çeliklerden, sıvamak sureti ile imal edilir. Böylece daha az ağırlığa daha fazla oksijenin doldurulması temin edilmiş olur. Normal ve hafif çelik tüplerin özellikleri aşağıda verilmiştir. 33
 6 10 Hafif çelik tüplerde oksijen başına taşınan fazla ağırlık 6,3 kg ve 200 atmosfer basınç altında hafif bir çelik tüpün içindeki oksijen miktarı da yaklaşık 14 kg dır.")
34 Özellikleri Normal Tüp Hafif Çelik Tüp Hacim(1 litre) Boş Ağırlık (kg) Doldurma Basıncı (atm) Tüp İçindeki Oksijen Mik. (m 3 ) 6 10 Hafif çelik tüplerde oksijen başına taşınan fazla ağırlık 6,3 kg ve 200 atmosfer basınç altında hafif bir çelik tüpün içindeki oksijen miktarı da yaklaşık 14 kg dır. Tüp Kapağı Bronz Ventil Emniyet Tıpası Açma Diski Emniyet Tıpası Çift Tablalı Ventil Mili 1295 mm Vida Şekil: 23 Oksijen Tüpü ve Ventili 34
35 Oksijen Tüplerinin Muayenesi ve Üzerinde Bulunan İşaretler: Oksijen tüplerinin her beş senede bir hidrolik basınç denemesi yapılması gerekir. Muayene basıncı normal doldurma basıncının 1,5 katı olup 1,5x150 = 225 atmosferdir. Muayeneyi takiben tüpün boğazına muayene tarihi, muayene basıncı ve muayeneyi yapan firmanın adı yazılır. Bütün tüplerin boğaz kısmına; aşağıdaki yazıların, görülür ve zamanla kaybolmayacak şekilde yazılması gerekir. 1. Tüpü imal eden firmanın adı, 2. Tüpün imalat numarası, 3. Doldurulan gazın adı, 4. Tüpün boş ağırlığı (şapkası ile birlikte), 5. Muayene basıncı, 6. Muayene tarihi, 7. Muayeneyi yapan firmanın adı, 8. Hacmi, litre olarak, 9. Dolu ağırlığı, 10. Doldurma basıncı, Ayrıca, bir de tüplerin tanınma rengi vardır. Örneğin: Alman normuna göre gaz tüpleri aşağıdaki renklere boyanır. Asetilen: Sarı Oksijen: Mavi Azot: Yeşil Diğer yanıcı gazlar: Kırmızı Diğer yanmayan gazlar: Gri. Tüplerin Bakımı ve Kontrolü: 1. Tüpler taşınırken; fırlatılmamalı, yuvarlanmamalı, şiddetli sarsıntılara karşı korunmalı ve asetilen tüpleri mutlaka dik olarak taşınmalıdır. 2. Tüpler depolanırken ve kullanılırken, direk güneş ışınlarının altında ve aşırı soğukta bırakılmamalı ve tehlikeli maddelerin yanına depo edilmemelidir. 2. Dikine duran tüpler bağlanmalıdır. 35
36 3. Tüplerin ventil ve benzeri aksamı hiçbir yağlı madde ile temas ettirilmemelidir. 4. Ventiller yavaş açılmalı ve ventil volanı çeyrek en fazla yarım devir olacak şekilde açılmalıdır. 5. Manometre takıldığında gaz kaçağı sabunlu su ile kontrol edilmeli ve sızdırmazlık sağlanmalıdır. 6. Donmuş ventiller sıcak su veya sıcak havlu ile çözülmeli hiçbir zaman açık alev, kuvvet artırıcı kısaç, boru anahtar gibi yardımcı aletle açılmamalıdır. 7. Ventiller elle kapanmalı, sıkışanları açmak için yardımcı alet ve yağ kesinlikle kullanılmamalıdır. 8. Kaynak işlemi biter bitmez tüp ventili kapatılmalı ve manometredeki basınç düşürülmelidir. 9. Oksijen tüpünü yatay olarak koymak zorunluluğu varsa, baş kısmının altına bir altlık koyman ve manometre yukarı gelmelidir. 10. Boşaltılan tüplerin ventili kapatılmalı tüp şapkası takılmalı ve dolu tüpler gibi korunmalıdır. 11. Tüpler her beş yılda bir muayene ettirilmelidir. Manometreler (Basınç Düşürücüler): Manometrelerin görevi yüksek bir basıncı, tüpte bulunan gazın basıncını çalışmaya elverişli bir seviyeye düşürmek ve basıncın devamlılığını sağlamaktır. Tek kademeli ve çift kademeli olarak imal edilirler. Şekil te iki kademeli oksijen ve asetilen basınç düşürücüleri şematik olarak gösterilmiştir. 36

 Oksijen Tüpüne Bağlanışı Tüpün ve Basınç Düşürücünün Açılması: 1.")
37 Kaynak Basıncı Tüp Basıncı Kaynak Basıncı Tüp Basıncı Ayar Vidası Ayar Vidası Oksijen Çıkışı Asetilen Çıkışı Oksijen Girişi Asetilen Girişi Şekil: 24 Oksijen Basınç Düşürücüsü Şekil:25 Asetilen Basınç Düşürücüsü Emniyet Ventili Tüp Ventili Filtre 1. Kademe 2. Kademe Ayar Baskısı Ayar Baskısı Ayar Vidası 1.Kademe 2.Kademe Hortum Bağlantısı Kapama Ventili Ayar Vidası Şekil: 26 2 Kademeli Basınç Düşürücünün (Monometrenin) Oksijen Tüpüne Bağlanışı Tüpün ve Basınç Düşürücünün Açılması: 1. Tüp ventili, saat ibresine ters yönde 1/4 devir açılır. 1 Nolu gösterge ibresi tüpün içindeki basıncı gösterir. Bu anda 2 nolu gösterge ibaresi sıfırı göstermektedir. 2. Ayar vidası saat ibresi yönünde sıkılarak 2 nolu göstergede kullanma basıncı ayarlanır. (Çoğunlukla oksijen için 2,5 kg/cm 2, asetilen için 0,5 kg/cm 2 dir). 3. Kapama ventili açılır. (Her manometre üzerinde yoktur). 4. Üfleç üzerindeki oksijen - asetilen ventilleri açılır. 37
38 5. Üfleç üzerindeki oksijen ventili 1/4 devir kadar açılır. Sonra da asetilen ventili açılarak üfleç yakılır. Kapanması: 1. Tüp ventilleri saat ibresi yönünde çevrilerek kapatılır. 2. Üflecin üzerindeki ventiller açılarak manometrenin ve hortumların içindeki basınçlı gazlar boşaltılır. Bu anda manometre üzerindeki bulunan göstergeler sıfırı gösterirler. 3. Ayar vidası gevşetilir. 4. Kapama ventili kapatılır. 5. Üfleç üzerindeki ventiller kapatılır. Oksijen Tüketiminin Hesaplanması: Her kaynakçının muayyen bir kaynak işlemi için ne kadar oksijen tüketeceğini bilmesi gerekir. Oksijen tüketimini, kaynağa başlamadan önce ve kaynak bittikten sonra tüp basıncını okuyarak yaklaşık olarak bulmak mümkündür. Örneğin: 40 litrelik bir oksijen tüpünün kaynağa başlamadan önceki basıncı 120 atü ve kaynak işlemi bittikten sonraki basıncı da 90 atü olsun. Böylece = 30 atü lük bir gaz kullanılmış demektir. O halde bu iş için tüketilen gaz miktarı: 40 litre x 30 atü = 1200 litredir. 40 litrelik normal oksijen tüplerindeki çeşitli basınç düşmelerine ait oksijen tüketimleri ile bu oksijene karşılık asetilen veya karpit tüketimleri çizelge-5 te verilmiştir. 40 Litrelik Normal Oksijen Tüplerindeki Basınç Düşmeleri (Atü) Oksijen Tüketimi (Litre) Asetilen Tüketimi (Litre) Karpit Tüketimi (Kg) , , , , , , , , , , , , ,750 38
39 , , , , , , , , , , , , , , , , ,200 Çizelge-5 Oksi-Asetilen Kaynağında Oksijen ve Asetilen Tüketimi; Oksijen tüketimi için yukarıda verilen hesap durumundaki değerler 15 C deki bir sıcaklıkta söz konusudur. Sıcaklık değişmelerindeki gerçek tüketim miktarını bulmak için manometredeki basıncı bir K doğrultma değeri ile çarpmak gerekir. Çeşitli sıcaklıklara ait K doğrultma değerleri çizelge-5 de verilmiştir. Örnek: 40 litrelik normal bir oksijen tüpünün basıncı 120 atü ve çalışılan alanın sıcaklığı da 30 C olsun bu taktirde tüpteki gazın miktarı: Düzeltme yapılmadan: V 1 = 40 x 120 = 4800 litre, Düzeltme yapıldığına göre: V 2 = 40 x 120 x 0,95 = 4560 litredir. Çizelge-6 da Oksijen tüketiminin hesaplanmasında çeşitli sıcaklıklara ait K doğrultma değerleri verilmiştir. Üfleçler: Sıcaklık ( C) Doğrultma Faktörü (K) 30 0, , , , , , ,166 Çizelge-6 K Doğrultma Değerleri Üfleç: Yakıcı gaz ile yanıcı gaz, emniyetli bir şekilde karıştırılıp kaynak alevinin oluşmasına yarayan özel düzenektir. Üfleç içerisinde gazlar, öyle orantılı karışır ki yandığında 39
40 gayet düzgün m/sn hızı olan bir alev görülür. Çıkış hızı yanış hızından fazla olduğundan geri tepmelere meydan vermez. Bu üflecin gücü; saatte verdiği asetilen miktarı ile ölçülür. Eğer bir üfleç saatte 1000 litre asetilen verebiliyor ise, bu üflecin gücü bin litredir denir. Her üflecin üzerinde saatte verebileceği asetilen miktarı yazılıdır. Üfleçlerin gövdeleri genellikle pirinçten; memeleri isi bakırdan yapılırlar. Üfleçler yaptıkları amaca göre ikiye ayrılırlar. 1. Kaynak Üfleçleri, 2. Kesme Üfleçleri. 1. Kaynak Üfleçleri: a) Enjektörlü (emme tipi) üfleçler b) Enjektörsüz (basınçlı tip) üfleçler c) Eşit basınçlı üfleçler diye üçe ayrılırlar. Kaynak üfleçlerinin en çok kullanılan tipi; enjektörlü olanlarıdır. Bu üfleçlerin üzerlerine kaynak yapabileceği parça kalınlığına göre üfleç numaraları da yazılmıştır. Çizelge-7 Parça Kalınlığı Üfleç No 0,5-1 mm 0, mm mm mm mm mm 9-14 Çizelge-7 Parça Kalınlığına Göre Üfleç Numaraları Şekil: 27 Kaynak Üfleçleri Şekil-27 de kaynak üfleci ve sekil-28 de üfleç memeleri takım halinde, şekil-29 da enjektörlü emme tipi kaynak üflecinin kesit resmi verilmiştir. 40
, sonra asetilen ventili açılıp üfleç yakılır. Alev ayarı yapılarak kaynak işlemine geçilir.")

41 Üfleçlerin Kullanılması ve Bakımı: Üfleçlerin yakılması için asetilen ve oksijen tüpleri üzerinde bulunan basınç düşürücüler, kaynak basıncına ayarlandıktan sonra üfleç üzerindeki önce oksijen ventili az açılır (isli yanmayı önlemek için), sonra asetilen ventili açılıp üfleç yakılır. Alev ayarı yapılarak kaynak işlemine geçilir. Yakarken ya da kaynak yapılırken geri tepme olur ise, üflecin el ile tutulamayacak kadar ısındığı görülür. Bu gibi durumlarda üfleç söndürülüp hemen suda soğutulmalıdır. Yine kaynak sırasında, metal cürufları bakır memenin ucunda toplanarak alevin çatallı yanmasına sebep olur. Meme ucunda toplanan cürufları; meme deliği çapındaki; bakır veya pirinç tel ile ya da şekil-30 da görülen üfleç matkapları ile temizlemek gerekir Şekil: 28 Kaynak Üfleç Memeleri Üfleç Ucu Enjektör Oksijen Ventili Asetilen + Oksijen Asetilen Ventili Üfleç Gövdesi Üfleç Memesi Şekil: 29 Enjektörlü Emme Tipi Kaynak Üfleci Kesit Resmi Hareket Yönü Üfleç Matkabı Şekil: 30 Kaynak Üfleç Memelerinin Temizlenmesi ve Matkapları 41
42 Kaynak işlemi bitirildikten sonra üfleç söndürülürken önce asetilen ventili kapatılır ve alev söndürülür; alev söndükten sonra oksijen ventili hemen kapatılmaz; üfleç suya sokularak soğutulur. Oksijen ventili kapatılır ve üfleç yerine asılır. Üfleçler ne kadar dikkatli kullanılırsa kullanılsın, zamanla vidalı yerlerinden gaz kaçırabilir. Gaz kaçakları ya contaların yıpranmasından ya da meme vidalarının aşınmasından olabilir. Bu gibi hallerde ya üflecin bakımını yapmalı ya da eskiyen conta ve memeleri yenileri ile değiştirilmelidir. Kaynak üfleçlerinde meydana gelen arızalar, sebepleri ve giderilmesi çizelge-7 de verilmiştir. ARIZALAR SEBEPLERİ GİDERİLMESİ Üfleç tutuşmamaktadır Kaynak esnasında Üfleç çıtırtılar çıkarmaktadır. Üfleç geri tepmektedir Üfleç zaman zaman patlamaktadır. Alev eğri veya tek taraflı çıkmaktadır. 1.Sıkıştırma somunları gevşektir. 2.Oksijen basıncı uygun şekilde ayarlanmamıştır. 3.Oksijen ve asetilen ventilleri tıkalıdır. Üflecin ağız kısmı ısınmıştır. 1.Oksijen basıncı yanlış ayarlanmıştır. 2.Enjektörün ve ağzın delikleri değişmiştir. 1.Sıçrayan cüruf parçacıkları üflecin deliğine girmiştir. 2.Enjektör ve üflecin iç kısmı kurum bağlamıştır. 3.Enjektör ve üfleç ağzının delikleri değişmiştir Sıçrayan cüruf parçacıkları üflecin deliğine dolmuştur. 1.Üflecin ağzı sıcaktır. 2.Sıçrayan cüruflar deliğe dolmuştur. 3.Yanıcı gaz yetersizdir. 1.Sıkıştırma somunları sıkıştırılır. 2.Gerekiyorsa sızdırmazlığı sağlayan conta değiştirilir. 3.Oksijen ve asetilen basıncı üflecin üzerindeki değere göre ayarlanır. 4.Tıkalı olan ventiller açılır veya değiştirilir. Üfleç soğutulur. 1.Ventiller kapatılır. Oksijen basıncı Üflecin değerlerine göre ayarlanır. 2.Değişen delikler raybalarla normal hale getirilir veya yeni meme takılır. 1.Sıçrayan cüruf parçacıkları özel matkapları ile temizlenir. 2.Enjektör ve üfleç temizlenir. 3.Değişen delikler temizlenmeli, gerekiyorsa değiştirilmelidir. Özel matkapları ile cüruf parçacıkları temizlenir. 1.Üfleç Soğutucu 2.Üflecin deliği matkabı ile temizlenir. Sert veya kırılgan bir dikiş oluşmaktadır. Alevin asetileni fazladır (Karbonlayıcı alevdir) Alev normal hale getirilir. Yanmış bir dikiş oluşmakta ve kaynak Alevin oksijeni fazladır. (Oksitleyici alev) Alev normal hale getirilir. esnasında kuvvetli kıvılcımlar çıkmaktadır. Çizelge-7 Kaynak Üfleçlerinde Meydana Gelen Arızalar, Sebepleri ve Giderilmesi 42

43 Kesme Üfleçleri: Oksijenin özelliklerinden söz ederken yakıcı bir gaz olduğunu söylemiştik. Kesme işleminde oksijen kuvvetli bir oksitleyicidir. Bu etkisini ısınmış metaller üzerinde daha fazla gösterir. Kesme üfleçleri iki bölümden meydana gelir. Birincisi; kesilecek yerde ön ısıtmayı yapmak için, yakıcı ve yanıcı gaz karışımının hazırlandığı bölüm. İkincisi; ön ısıtma yapılan alana basınçlı saf oksijeni gönderen bölümdür. Bu üfleçlerde ön ısıtma için oksijen ile birlikte asetilen ya da propan gibi yanıcı gazlarda kullanılır. Kesmenin ekonomik olması için günümüzde asetilen gazı yerine yanıcı gaz olarak propan (likit) gazı yaygın halde kullanılmaktadır. Kesme üfleçlerinin memeleri de; kullanılan yanıcı gaza göre değişir. Şekil-31 de kesme üfleçleri, şekil-32 de kesme memeleri verilmiştir. Asetilen gazı kullanılan memelerin çevresinde ısıtıcı gaz delikleri, merkezinde kesici oksijen gazı deliği bulunur. Diğer yanıcı gazlar için çevrede yanıcı gaz kanalları; meme merkezinde oksijen deliği bulunur. Memelerin seçimi, kesilecek metal kalınlığına göre yapılır. Kesme gücünü gösteren rakamlar ise meme üzerine yazılır. Çizelge-8 Kesme Başı Kesici Oksijen Borusu Oksijen Baskı Kolu Oksijen Ventili Meme Oksijen Borusu Asetilen Borusu Asetilen Oksijen Enjektör Oksijen Oksijen Asetilen Mix. Asetilen Ventili Isıtma Oksijeni Kesme Oksijeni Asetilen Şekil: 31 Kesme Üfleçleri A - Asetilen Gazı Memeleri Şekil: 32 Kesme Üfleç Memeleri B - Propan Gazı Memeleri 43
44 Kesilecek Metal Kesme Oksijen Kalınlığı mm Memesi No. Basıncı Atü Çizelge-8 Kesme Memelerinin Kesilecek Metal Kalınlığına Göre Numaraları ve Oksijen Basıncı 44
45 ARIZALAR SEBEPLERİ GİDERİLMESİ Alev fena yanmaktadır. 1.Memelerin uçlarında cüruf toplanmıştır. 2.Arızalı ve çapaklı meme kullanılmaktadır. 3.Enjektörün basınç memesi tıkanmıştır. 4.Gaz miktarı kâfi değildir. 5.Yanıcı gaz rutubetlidir. 6.Hortumlar kirlenmiştir. 1.Memeler bir tahta üzerine sürülerek veya özel matkapları ile temizlenmelidir. 2.Enjektör temizlenmelidir. 3.Hortumlar sökülerek temizlenmelidir. (Dar hortumların bağlantı yerleri tavlı bir malzeme ile genişletilmelidir. Çünkü yanan lastik parçaları ince memelerin deliklerini tıkar.) 4.Asetilen cihazının gücü kontrol edilmelidir 5.Sulu güvenlik cihazının su seviyesi yüksektir veya küçük gelmektedir. Alev çarpık yanmaktadır Meme tam merkezlenerek takılmamıştır. Meme merkezlenerek takılmalı, temizlenmeli ve sıkıştırılmalıdır. Kesme kusurludur Oksijen basıncı yetersizdir Oksijen basıncı yükseltilir. Kesilen kenarlar temiz değildir Üfleç memesinin parçaya olan uzaklığı az veya Verilen değerlere göre ayar yapılmalıdır. fazladır. Kaynak yüzeyinde derin oluklar Kesme hızı azdır. Uygun kesme hızına çıkılmalıdır. oluşmaktadır. Kesme yüzeyi oluklu olup oluklar geriye doğrudur. Kesme hızı yüksektir Kesme hızı ayarlanmalıdır (Kesme kıvılcımlarının demeti düşey olmalıdır) Kesme yüzeyi olukludur. Kesme memesi yanlış seçilmiştir. Kesilecek parçanın kalınlığına ve gazın cinsine göre uygun bir meme kullanılmalıdır. Aletlerden doğan arızalar 1.Üfleç ısınmakta ve geri tepmektedir. 2.Memeler doğru takılmamıştır. 3.Memeler sıkı takılmamıştır. 4.Enjektör sıkı takılmamıştır. 1.Üfleç sık sık soğutulmalı ve ısınma nedeni araştırılmalıdır. 2.Tavlama ve kesme memeleri uygun şekilde takılmalıdır. (kesme memesinin 0,2 mm kadar dışarıda kalmasına müsaade edilebilir.) 3.Memeler sıkıştırılmalıdır. 4.Enjektör sıkıştırılmalıdır. Malzeme hatalıdır Malzeme boyalı, yağlı veya paslıdır. Malzemenin kesilecek kısmı temizlenmelidir. Kesme kesintili olmaktadır. Malzeme katmerli veya cürufludur. Kesmeye ters yönden başlanmalıdır. Alev geri tepmektedir. Üfleç kirli ve bakımsızdır. Alevin geri tepmesi halinde hemen yanıcı gaz sonradan oksijen ventili kapatılmalı ve üflecin bakımı yapılmalıdır. Çizelge-9 Kesme Üfleçlerinde Meydana Gelen Arızalar, Sebepleri ve Giderilmesi 45
46 Kesici Üfleçlerin Yakılması: Kesici Üfleci yakmak için, üfleç sapı üzerindeki ventillerden önce oksijen, sonra asetilen açılarak üflecin ucu (memesi) aleve ya da kıvılcım çıkartan çakmağa yaklaştırılarak yakılır. Alev ayarlanır, alev ısıtıcı alevdir. Kesilecek metalde ön ısıtmayı yapar. Kesilecek metalin kesilen yerinin sıcaklığı C ye yükselince üfleç sapı üzerindeki basınçlı ventili açılır. Enjektöre uğramadan geçen yüksek basınçlı oksijen, alevi sertleştirir ve metali yakarak keser. Kesme işlemi bitince, önce kesici oksijen ventili, sonra asetilen ve oksijen ventilleri kapatılarak üfleç söndürülüp soğutulur. Elektrik motorlu "arabalı" kesme tezgâhlarının üfleçleri de, aynı şeklide yakılıp söndürülür. Oksi Asetilen Alevi: Asetilen gazının, oksijen ile üfleçlerde karışarak, üfleç memesinin ucunda şiddetli bir şekilde yanmasından meydana gelen ısı kaynağına "oksi asetilen" alevi denir. Alevin sıcaklığı, birçok araştırmacı tarafından optik usüllerle ölçülmüş olup 3100 C bulunmuştur. Normal alevde, en yüksek sıcaklığın üfleç meme ucundan 5 mm lik uzaklıkta olduğu tespit edilmiştir. Memenin ucundan yelpazeye doğru ilerledikçe, sıcaklığın düştüğü görülür. Şekil mm Şekil: 33 Normal Alevin Işıl Değeri Oksi-asetilen alevi, metallerin tavlanmasında, yüzey sertleştirme işlemlerinde, ergitilmesinde ya da kaynatılmasında kullanılır. 46
 sert alev İç Koni Oksijen Fazla Sert Alev İç Koni Asetilen Fazla Yumuşak")


47 Üç kısımda incelenir. 1. Normal (Nötr) alev 2. Asetileni fazla (redükleyici) yumuşak alev 3. Oksijeni fazla (oksitleyici) sert alev İç Koni Oksijen Fazla Sert Alev İç Koni Asetilen Fazla Yumuşak Alev İç Koni Oksijen = Asetilen Normal Alev Alev Türü Sert Alev Yumuşak Alev Normal Alev Kullanıldığı Yerler: Alevle doğrultmada Alevle sertleştirmede Pirinç kaynağında Dökme demir, çelik döküm, çinko ve alüminyum gibi oksitlenmeye karşı hassas metallerin kaynağında Çelikler, krom nikelli çelikler, kurşun ve bakır türlerinin kaynağında Şekil: 34 Oksi-Asetilen Kaynağında Alev Çeşitleri ve Kullanıldığı Yerler 47


48 Hortumlar ve Bağlantı Elemanları: Hortumlar: Oksijen ve asetilen tüplerinden ya da asetilen kazanlarından, gazları üflece ileten elemanlara hortum adı verilir. Kaynak işlemi, asetilen kazanlarından ya da asetilen tüplerinden en az 3 m uzakta yapılacağına göre hortum boyları en az 5 m, iç çapları da yanıcı gazlar için 9 m m, oksijen için 6 mm olmalıdır. Oksijen hortumları 40, asetilen hortumları da 20 atmosferlik deneme basıncından sonra kullanılır. Şekil-35 de yakıcı ve yanıcı gazlara ait hortumlar ile kesitleri gösterilmiştir. Oksijen Hortumu Asetilen Hortumu Şekil-35 Oksi Asetilen Hortumları Hortumların kesitleri incelendiğinde; asetilen hortumlarının tek bez katlı, oksijen hortumlarının ise çift ya da çok bez katlı olarak yapıldıkları görülmektedir. Oksijen hortumları yeşil ya da siyah, asetilen hortumları da kırmızı olarak imal edilirler. Bağlantı Elemanları: Hortumlar, üfleçlere ve basınç düşürücülere ya da asetilen kazanı üzerindeki sulu güvenliklere Şekil 36 da gösterilen rekorlar ile bağlanıp Şekil 37 de gösterilen kelepçeler ile sıkılırlar. 48


49 Oksijen Hortumu Somunu Asetilen Hortumu Somunu Hortum Bağlama Rekoru Şekil: 36 Rekorlar Şekil: 37 Kelepçeler Yardımcı Ekipmanlar: Bunlar kaynağın tekniğine uygun olarak yapılması kaynakçının, kaynak ve kesme işlemlerinin yan etkilerinden korunması gibi hususlarda kaynakçının kullanacağı yardımcı ekipmanlardır. Bazıları Şekil 38 de verilmiştir. Şekil 38 Oksi Asetilen Kaynağı İçin Yardımcı Ekipmanlar (Takımlar) 49
50 1. Gözlük 2. Kesme üfleç tekerleği 3. Üfleç anahtarı 4. Üfleç çakmağı 5. Çekiç 6. Kısaç 7. Tel fırça 8. Kesme üfleci dairesel tekerlek 9. Eldiven 10. Üfleç matkabı Bilgi Soruları: 1. Oksi-asetilen kaynağında kullanılan temel ekipmanlar nelerdir? 2. Oksi-asetilen kaynağında kullanılan yardımcı ekipmanlar nelerdir? 3. Asetilen kazanları kapasitelerine göre kaça ayrılır? 4. Asetilen kazanları kullanma basınçlarına göre kaç tipte yapılır? 5. Orta ve yüksek basınçlı kazanlarda bulunan güvenlik elemanları nelerdir? 6. Sulu güvenliğin görevi nedir? 7. Karpitin üzerine su dökerek çalışan asetilen kazanının çalışmasını anlatınız. 8. Asetilen kazanlarının çalıştırılmasında alınacak güvenlik önlemlerini sayınız. 9. Asetilen tüpleri hakkında bilgi veriniz. 10. Asetilenin patlamasını önlemek için hangi tekniklere başvurulur? 11. Asetilen tüplerinin içyapısı hakkında bilgi veriniz. 12. Kazanlardan elde edilen asetilen ile tüp asetilenin karşılaştırılmasını yapınız. 13. Oksijen tüplerinin doldurma basıncı kaç atmosferdir? 14. Oksijen tüplerinin denenmesi hakkında bilgi veriniz. 15. Tüplerin bakım ve kontrolü hakkında bilgi veriniz. 16. Basınç düşürücülerin görevi nedir? 17. Basınç düşürücülerin açılması ve kapatılmasını anlatınız. 18. Kaynakta asetilen ve oksijen gaz basıncı ne olmalıdır? 19. Üfleçlerin görevi nedir? 20. Kaynak üfleçlerini sınıflandırınız. 50
51 21. Üfleçlerin bakımı hakkında bilgi veriniz. 22. Kesici üfleçlerin yakılmasını anlatınız. 23. Hortumların görevini anlatınız, kesitleri hakkında bilgi veriniz. 24. Oksi asetilen alevinin sınıflandırılmasını ve bunların hangi metallerin kaynağında kullanıldığını anlatınız. 25. Normal alevin ısıl değeri hakkında bilgi veriniz. 26. Sade karbonlu çeliklerde karbon miktarı %0,4 geçince kesme yaparken ön ve son ısıtmaya gerek vardır neden? 51
52 BÖLÜM VII PARÇALARIN KAYNAĞA HAZIRLANMASI Kaynak edilecek metaller, farklı kalınlıklarda ve çeşitli profillerde olabilir. Yapılan kaynak eklerinin sağlam ya da güvenilir olabilmesi için metallere kalınlıklarına ve kaynak çeşidine göre uygun kaynak ağzı hazırlığı yapılmalıdır. Bu hazırlık: birleştirme yerinin çok iyi temizlenmesi, kaynağa uygun formun verilmesi, ısının tesiri altında kalan bölgedeki, çekme, çarpılma ve şekil değişiklikleri dikkate alınarak yapılmalıdır. 1. Kalınlığı 1,2 mm ye kadar olan metaller, kıvrılarak alın kaynağı yapılmalı. Şekil- 39 da görüldüğü gibi, bu kaynakta, kaynak yaparken, ilave tel kullanılmaz. Bir kaç yerinden puntalandıktan sonra, kıvrılan kısmı ergitilerek kaynak yapılır. Şekil: 39 Kıvrık Alın Kaynağına Hazırlamak 2. Kalınlığı 1,2-5 mm arasında olan metaller Şekil-40 da görüldüğü gibi, küt alın kaynağı yapılmalı. Kaynak edilen parçalar arasında 1-3 mm kadar boşluk bırakılmalı. Bu metaller Şekil-41 de görüldüğü gibi ya da çift taraflı bindirme kaynağı da yapılabilirler. Şekil: 40 Küt Alın Kaynağına Hazırlık Şekil: 41 Bindirme Kaynağı 3. Kalınlığı 5 mm den 10 mm ye kadar olan metallere pah kırılarak, belli bir açı verilerek Şekil-42 de görüldüğü gibi kaynak ağzı açılır. Bu kaynak ağzına da "V" kaynak ağzı denir. Açısal kaynak ağzı açmaktan amaç, kaynak edilen metalin kaynak bölgesinde ergimeyi tam sağlayarak nüfuziyeti artırmaktır. Aksi halde, kalın parçalara kaynak ağzı açılmaz ise, 52
53 kaynak sırasında ergime yüzeyde kalır. Böylece kaynakta nüfuziyet azalır, kaynaktan istenilen sağlamlık elde edilemez. Bu parçalarda da Şekil 42 de görüldüğü gibi 2-3 mm kök aralığı ve kök yüksekliği bırakılır. Şekil: 42 V Kaynak Ağzı Şekil: 43 X Kaynak Ağzı 4. Kalınlığı 10 mm den 20 mm ye kadar metallere her iki taraftan açısal pah kırılarak Şekil-43 de görüldüğü gibi "X" kaynak ağzı açılır. Daha kalın parçalara ise Şekil-44 de görüldüğü gibi tek taraflı "U" kaynak ağzı ve Şekil-45 de görüldüğü gibi çift "U" kaynak ağzı açılır. Şekil: 44 U Kaynak Ağzı Şekil: 45 Çift U Kaynak Ağzı 5. Metal parçaların kaynağa hazırlanmasında, kıvrık alın, alın ya da çeşitli kaynak ağızları açılarak yapılan hazırlıkların dışında, bindirme ve köşe kaynakları da ayrı bir önem taşır. Şekil-46 da çeşitli kaynaklı birleştirmelere ait hazırlık örnekleri verilmiştir. A B C 53
54 D D 1 E F G H J K Şekil: 46 Çeşitli Kaynak birleştirmelerine ait örnekler Bu birleştirmelerde A ve B ilave metal kullanımını gerektirir C ve D de ilave metal kullanılmaz D ve D 1 e dış köşe kaynağı denir D de ilave metale gereksinim vardır. E ve F İç köşe kaynağı, bazı hallerde "T" kaynağı da denir. G, H, J ve K ise ilave metal kullanılmak için kaynağa hazırlanmış plaklardır. 6. Saç Profiller ve Dolu Profillerin Kaynağa Hazırlanması a) Saç profiller kaynağa hazırlanırken ısıl genleşmeden dolayı meydana gelecek şekil değişmeleri (deformasyon) dikkate alınmalı: Kaynak için köşe ya da kenarlara aynı doğrultuya getirilmesine özen gösterilmeli: Bu gibi profiller gerektiğinde Şekil-47 de görüldüğü gibi, iki blok arasına alınarak, puntalanmak suretiyle kaynağa hazırlanmalıdır. 54


55 Şekil: 47 Açık Sarı Profillerin Kaynağa Hazırlanması b) Dolu profillere de kalınlıklarına göre, kaynaktan önce uygun kaynak ağzı açılmalı: Kaynak edilecek kenar ve köşeler aynı doğrultuya getirilerek kök aralığı ve kök yüksekliği standart kaynak ağızlarında olduğu gibi bırakıldıktan sonra, aralıklarla puntalanmak suretiyle kaynağa hazır hale getirilmelidirler. Şekil-48 Şekil: 48 Dolu profillerin kaynağa hazırlanması 55



56 7. Boruların Kaynağa Hazırlanması: Boruların: Sıvı ve gaz naklinde ya da bunların depolanmasında, mobilya ve makine imalatında veya kalorifer tesisatçılığında geniş bir kullanma alanı vardır. Bu işlerde kullanılacak borular, isteğe ya da projelerdeki esaslara göre kesilip doğranmakta, oksijen ile kaynatılarak istenen araç ve tesisler meydana getirilmektedir. Buralarda kullanılacak boruların, kaynaklı birleştirmeleri için kenar hazırlığı ayrı bir önem taşır. Aynı çaptaki ve eksenleri aynı doğrultuda olan düz birleştirmelerde kenarların birbirini tam karşılamaları gerekir. Bu gibi hallerde kaynak edilecek boruların "V" yatağı şeklindeki bir desteğin içine konularak puntalanmak suretiyle kaynağa hazırlanmalıdır. Şekil- 49 da görüldüğü gibi. Şekil: 49 Boruların Merkezlenerek Kaynağa Hazırlanması Arakesit konumundaki birleştirmelerde, arakesitin şekline göre borular markalanarak kesilmeli; eğe, zımpara taşı ve benzeri takımlar yardımı ile kaynak yerlerine tam bir alıştırma yapılmalıdır. Model Çizme Kesme Noktalama Düzeltme Destek Şekil: 50 T Kaynağına Hazırlanmış Boru 56
57 Çapları 2" (parmak)tan ya da et kalınlığı 4 mm den fazla olan borulara kaynak ağzı açılmalı; kaynak ağzı açısı ise, olmalıdır. Kök aralığı ve kök yüksekliği de, standart kaynak ağzına göre bırakılmalı ya da ilave tel çapı kadar olmalı. Çizelge-10. Boru Çapı Et Kalınlığı Kaynak Kenar Hazırlığı inç mm mm Yöntemi Küt Alın ,8 Sola Kaynak ,33 Sağa Kaynak Çizelge: 10 Boru Kaynaklarında Kenar Hazırlığı 8. Kaynak ağızlarının açılmasında kullanılan takım ve makineler aşağıdakiler olabilir. a) Makaslar (çeşitli) b) Zımpara Taşları c) Eğeler d) Keskiler e) Keskileme Tabancaları f) Torna ve Frezeler g) Oksijenle Kesme Makineleri ya da El ile Kullanılan Kesme Üfleçleri h) Ark ile Kesme (Karbon Elektrot ya da Kesme Elektrodu Kullanarak) 57



 saç kalınlığındadır.")


 Alın birleştirmeleri 1-4 mm kalınlığındaki saçlar için")


 50-60 dir.")


 dikişi tercih edilmektedir.")

 mesafe ve (c) yüksekliği (V) alın")
 Alın dikişi tercihen 8 mm den kalın olan saçların iki")


 yüksekliği yaklaşık olarak 2-4 mm arasında bulunur.")






58 KAYNAK DİKİŞLERİNİN ADI VE GÖSTERİLİŞLERİ Kıvrık Alın Dikişi Kıvrık Köşe Dikişi V Alın Dikişi Yarım V Alın Dikişi X Alın Dikişi I Alın Dikişi DIN 1912 YE GÖRE RESİMLERLE GÖSTERİLİŞİ Resmi Gösterilişi Kesit Görünüş Kesit Görünüş Ağızların Hazırlanması Kaynak Ağızlarının Kesiti Kullanım Yerleri Konstruktif Esaslar Kıvrık alın birleştirmeleri 0,5-2 mm arasındaki saçlar için kullanılır. Kıvrık kısmın yüksekliği yaklaşık (0 1,5) saç kalınlığındadır. Kıvrık ağızların kaynağında genellikle tel kullanılmaz ve sol kaynak yöntemi uygulanır. Kıvrık köşe dikişleri de kıvrık alın birleştirmeleri gibi olup, 4 mm kalınlığa kadar kullanılır. Kaynak teli kullanılarak ya da kullanılmadan yapılabilir. (I) Alın birleştirmeleri 1-4 mm kalınlığındaki saçlar için kullanılır. 2mm den ince saçlarda sola ve kalınlarda da genellikle sağa kaynak kullanılır. İki saç arasındaki aralık (b) yaklaşık 0,5-1 mm kadardır. Pratikte kullanılan telin çapı kadar alınır. Tam V Dikişi (V) Alın dikişi 5 mm den saçların kaynağında kullanılır. Ağzı açısı (α) dir. İki parça arasındaki aralık tam (V) ağızlarında z=1-2mm ve dip kısmı Düz Kısımlı V Dikişi Düz Kısımsız Düz Kısımlı Düz Kısımsız Düz Kısımlı K Alın Dikişi düz (V) ağızlarında yani (Y) ağızlarında 2-4 mm olup düz kısmın yüksekliği de C=2 mm dir. Eğer dikişin ters tarafından kaynak yapılmayacaksa bu durumda tam (V) dikişi tercih edilmektedir. Yarım (V) Alın dikişi yalnız normal (V) dikişinin hazırlanmasının mümkün olmadığı yerlerde kullanılır. Ağız açısı α 2=45-60 arasında olduğu zaman iyi bir kaynak sağlanır. İki parça arasındaki (b) mesafe ve (c) yüksekliği (V) alın kaynağında olduğu gibidir. (X) Alın dikişi tercihen 8 mm den kalın olan saçların iki tarafından kaynak yapılabilme imkânı olduğunda kullanılır. Tek tarafa ergiyen kaynak metalinin miktarı yaklaşık olarak aynı kalınlıktaki (V) dikişindeki kadardır. Ağız açısı her iki tarafta α 2=50-60 olup iki parça arasındaki (b) mesafe kaynak pasosuna ve saç kalınlığına bağlı olarak 2-4 mm dir. (C) yüksekliği yaklaşık olarak 2-4 mm arasında bulunur. Genel olarak 8 mm den kalın olan saçların kaynağında ve iki tarafından kaynak yapılabilme imkânı olan yerlerde kullanılır. DIN 1912 ye Göre Dikişlerin Hazırlanmasında Kullanılan Rumuzlar Ve Gösterilişleri Yalnız kaynak dikişinin işlenmesi içindir. Kök pasosu ters Yeni bir paso çekilecektir. İç Köşe Dikişi Bindirme Dikişi Dış Köşe Dikişi Tek Taraflı Çift Taraflı Tek Taraflı Çift Taraflı Çift Dış Köşe Dikişi Üç Sacın Birleştirilmesi Tek taraflı iç köşe kaynağı 1 mm den kalın saçlara uygulanır. Kaynak dikişinin kalınlığı azami 0,7 x S olmalıdır. Bindirme kaynağı 3 mm den kalın olan saçların kaynağında kullanılır. Kaynak dikişinin kalınlığı azami saç kalınlığı kadardır. Dış köşe dikişleri 1 mm den kalın olan saçların kaynağında kullanılır. İnce saçlarda iki parça arasında aralık bırakılmaz. 3 mm den kalın saçlarda ise aralık 1-3 mm arasında bulunur. 3 saça ait birleştirme şekli 3 mm den kalın saçların kaynağında kullanılır. (C) aralığı saçın kalınlığına bağlı olarak 1-3 mm arasında değişir. Çizelge-11 Oksi-Asetilen Kaynağında Kaynak Ağızlarının Hazırlanma Şekilleri ve Gösterilişleri İç köşe dış köşe devamlı çekilecektir İç köşe dikişlerindeki ölçü kalınlığı 58
59 Oksi-Asetilen Kaynağı İçin Yapılan Hazırlıklar: A. Kazanın Hazırlanması 1. Kazan suyu kontrol edilir, eksilmişse tamamlanır. 2. Sulu güvenliğin suyu kontrol edilir; eksilmişse tamamlanır. 3. Çekmecelere yeteri kadar karpit konulur. 4. Karpite su açılır; basınç 0,5 kg/cm 2 olunca kazan suyu kontrol edilir, (musluktan su ile asetilen püskürerek akmalıdır) B. Asetilen Tüpünün Hazırlanması 1. Dolu asetilen tüpü getirilecek yerine bağlanır. 2. Tüp ventili biraz açılıp kapatılır (bu sırada ventil çıkışının karşısında durulmaz) 3. Basınç düşürücü yerine bağlanır. 4. Basınç ayar vidası gevşetilir ve tüp ventili açılır. 5. Asetilen kaynak basıncı ayarlanır; 0,2 ila 0,5 kg/cm 2. C. Oksijen Tüpünün Hazırlanması 1. Dolu tüp getirilir, yerine bağlanır. 2. Tüp ventili biraz açılıp kapatılır (Bu sırada ventil çıkışının karşısında durulmaz) 3. Basınç düşürücü yerine bağlanır 4. Basınç ayar vidası gevşetilir ve tüp ventili açılır 5. Oksijen kaynak basıncı ayarlanır; 1,5 ila 2,5 kg/cm 2 D. Üfleç Sapına Üflecin Takılması 1. Üfleç sapına bağlı olan üfleç sökülerek yerine konur. 2. Kullanılacak üfleç çantadan alınır 3. Üfleç yuvasına yerleştirilir; somunu el ile sıkıştırılır gerekirse anahtarı da kullanılabilir. E. Kaynak İçin Gerekli Takım ve Malzemelerin Hazırlığı 1. Üfleci yakmak için çakmak ya da lamba. 2. Gözlük, eldiven, önlük, çekiç, kısaç vs. 3. Kaynak edilecek parçalar, kaynak metal ve teli. Not: Kaynak için gereken hazırlık tamamlanmadan üfleç yakılmaz, üfleç yakılınca hemen kaynağa başlanır. Bilgi Soruları: 1. İnce saçların kaynağı için kenar hazırlığı nasıl yapılır? 59
60 2. Metallere kaynaktan önce neden kaynak ağzı açılır? 3. Uygulanan kaynak ağzı şekilleri hangileridir? 4. Dolu profillere kaynak ağzı nasıl açılır? 5. Boru kaynaklarında eksenlerin aynı doğrultuya gelmesi için ne gibi önlem alınır? 6. Boruların birleştirme alıştırmaları nasıl yapılır? 7. Hangi çap ve kalınlıktan sonra borulara kaynak ağzı açılır? 8. Kaynak ağzı hangi takım ya da makineler ile açılır? BÖLÜM VIII KAYNAK YÖNTEMLERİ Oksi-asetilen kaynağında, kaynak yöntemleri üfleç ve ilave telin kaynak sırasındaki hareketi ile Şekil-51, kaynağın yapılış yönüne göre iki gruba ayrılır. A B C D Şekil: 51 Üfleç ve Telin Hareketi 1. Sağdan sola (sola) kaynak 2. Soldan sağa (sağa) kaynak 1. Sola Kaynak: Bu kaynakta kaynakçı, kaynak yapmaya sağdan başlar ve sola doğru devam eder, tel üflecin önünde gider. Genellikle kaynak ağzı açılmayan ve kalınlığı 5 mm yi geçmeyen birleştirmeler; ilave tel kullanılarak ya da kullanmadan kaynak yapılır. Bu yöntemde üfleç, kaynak edilen metale göre 45 ila 60 ilave tel ise 30 eğik tutulurlar. Şekil 52 60
61 2. Sağa Kaynak: Bu kaynakta kaynakçı kaynak yapmaya soldan başlar sağa doğru devam eder, tel üflecin gerisinde gider. Daha ziyade 5 mm den kalın kaynak ağzı açılmış parçaların birleştirilmesinde, ilave tel kullanılarak yapılan kaynak yöntemidir. Bu yöntemde de üfleç, kaynak edilen metale göre 50 ila 60 ; ilave tel ise de tutulur. Üfleç açısının büyümesi kaynakta nüfuziyeti artırır. Şekil-53 3 mm den İnce Kaynaklarda 3 mm den Kalın Kaynaklarda İlave Tel İlave Tel Kaynak Dikişi Kaynak Dikişi Şekil: 52 Sola Kaynak Şekil: 53 Sağa Kaynak isimlendirilir: Bu kaynak yöntemleri kaynak edilen parçaların konumuna göre de aşağıdaki gibi 1. Yatay (düz) pozisyonda kaynak 2. Yan (korniş) pozisyonda kaynak 3. Dik (düşey) pozisyonda kaynak 4. Tavan (başüstü) pozisyonda kaynak 61
 Kaynağı B.İç Köşe, Dış Köşe Kaynakları C.Bindirme Kaynağı A.")
62 1. Düz (Yatay) Kaynak: Parçaların yer düzlemine paralel konumda kaynak edilmeleridir. Bu kaynakta, kaynak edilen parçaların hareketi söz konusu değildir. Kaynak, üfleç ve telin hareketi ile yapılır. Sağa, sola kaynak yöntemlerinin her ikisi de rahatlıkla uygulanır. Bu kaynak kapsamına giren birleştirme çeşitleri şunlardır. A.Küt (Alın) Kaynağı B.İç Köşe, Dış Köşe Kaynakları C.Bindirme Kaynağı A. Küt (Alın) Kaynağı: Kaynatılacak parçaların kenarları karşılıklı birbirine yaklaştırılarak, ince metal kaynağında ilave tel kullanılmadan ve kalınlığı 1,2 mm ye kadar olanlarda aralık bırakılmadan mm de bir punta yapıldıktan sonra kaynak işlemine geçilir. Bu parçalar gerektiğinde kıvrık alın kaynağı da yapılır. Şekil Kalınlığı 5 mm den fazla olan kaynak edilecek parçaların kaynak edilecek kenarlarına "V", "X" ya da "U" kaynak ağızlarından uygun olanı açılır, aralıklarla puntalandıktan sonra kaynak yapılır. Şekil-56 "V" alın kaynağı. Şekil: 54 Kıvrık Alın Kaynağı İlave Tel Üfleç Memesi Şekil: 55 Küt Alın Kaynağı 62
63 Kaynak İlave Tel Üfleç Memesi Kök Şekil: 56 V Alın Kaynağı Esas Metal B. İç ve Dış Köşe Kaynağı: Köşelerin kaynatılması, kenar kaynağına göre daha fazla dikkat ister. Köşelerdeki kaynak edilen kenarların yüzey genişliği dar olduğu için, kaynak banyosu kısa zamanda oluşur. Kaynakçının kaynak banyosunu kontrol edebilmesi için, üflecini sağa sola küçük kavisler çizecek şekilde hareket ettirmesi gerekir. İlave telinde damla damla kaynak yerine sevk edilmesi icap eder. Böylece istenilen genişlikte dikiş elde edileceği gibi, özellikle iç köşe kaynağında, kaynak dikişi etrafındaki yanma çentikleri de aza indirilir. Köşe kaynakları, birleştirmenin önemine göre ilave tel kullanmadan, dış köşe kaynağı, daha ziyade kalınlığı 1,2 mm den ince olan parçalara uygulanır. Kaynak edilecek parçaların birisinin kenarı ilave tel yerine ergitilerek kaynak işlemi yapılır. Şekil-57 Kaynak İçin Bırakılan Üst Kenar A B C Şekil: 57 İlave Tel Kullanmadan Yapılan Dış Köşe Kaynağı A. Parçaların kaynağa hazırlanması B. Kaynağın yapılışı C. Bitirilmiş kaynak. 63
64 İlave tel kullanarak yapılan iç ve dış köşe kaynakları Şekil da verilmiştir. İç köşe kaynaklarına "T" kaynağı da denir. A B C Şekil: 58 İlave Tel Kullanarak Yapılan Dış Köse Kaynağı A. Kaynaktan önce B. Kaynak yapılırken C. Kaynaktan sonra İlave Tel Üfleç Memesi Esas Metal Şekil: 59 Yatay Pozisyondaki İç Köşe Kaynağı İlave Tel Üfleç Memesi Şekil: 60 Dik Pozisyondaki İç Köşe Kaynağı 64
65 C. Bindirme Kaynağı: Kalınlığı 2 mm den fazla olan metallerin bazı hallerde birbiri üzerine bindirilerek kaynak yapılmaları da mümkündür. Bu kaynak işlemi bir kenar ile bir yüzeyin birbirine kaynatılmasıdır. Kaynak sırasında yüzeyde kaynak oluklarının oluşmaması için üflecin konumu; yüzey ile 60 ila 70 ; dikiş ile lik açı yapmalı; ilave telin gidiş yönü ile lik açı yapmasına özen gösterilmelidir. Şekil Bazı hallerde çift taraftan da bindirme kaynağı yapılabilir. A B A B A-A Kesiti B-B Kesiti Şekil: 61 Bindirme Kaynağında Kesit Görünüşler İlave Tel Üfleç Memesi Dış Bükey Birleştirme Ergime Şekil: 62 Bindirme Kaynağında Tel ve Üfleç Pozisyonu 65

66 2. Yan (Korniş) Kaynağı: Kaynak için herhangi bir zorunluluk olmadıkça bu kaynak konumu kullanılmamalıdır. Kalınlığı fazla olan parçaların bu şekilde kaynatılmasından da istenilen verimi almak zordur. Uygulanan kaynak yöntemi genellikle sola kaynaktır. Kaynak sırasında üfleç ve telin konumlan yatay kaynakta olduğu gibidir. Üfleç kaynak yeri ile 60-70, ilave tel arasında tutulmalı: Eriyik banyonun aşağı akmaması için üflece hareket yaptırılmalıdır. Kalınlığı 4 mm den az olanlara yan küt kaynak, Şekil-63; kalınlığı 4 mm fazla olan parçalara; uygun kaynak ağzı açılarak sağa kaynak yöntemi uygulanır. Şekil-64. İlave Tel Üfleç Punta Oval Delik Oval Delik Tel Hareketi Şekil: 63 Yan Küt Kaynak Oval Delik Punta İlave Tel Üfleç Şekil: 64 Yan V Kaynağı 66
67 3. Dik (Düşey) Kaynak: Kaynak edilecek parçaların arzu edilen konuma getirilmesinin mümkün olmadığı hallerde, bulundukları konumlarda kaynatılmaları gerekir. Dik (düşey) konumdaki oksi-asetilen kaynağı aşağıdan yukarı ve yukardan aşağı olmak üzere iki şekilde yapılır. Bu kaynakta önemli olan; ergimiş kaynak banyosunun (kütlesinin) kontrolüdür. Kaynağın iyi yapılabilmesi ve alev basıncının geri tepmemesi için, kaynağa başladığında açılan ovalimsi deliğin, kaynak sonuna kadar kapanmamasına özen gösterilmelidir. Uygulanan birleştirme şekilleri ise alın ve köşe kaynaklarıdır. Bu kaynaklar arasında, kaynak tekniği bakımından bazı farklılıkları vardır. Köşe kaynakları ince parçalarda tercih edilirken; aşağıdan yukarı alın kaynağı, daha kalın parçalara uygulanır. Aşağıdan yukarı kaynakta ilave tel, eriyik banyo ile üfleç arasında tutulur. Telin rahat hareketi ve kaynak yerinin kontrolü için, uçtan 30 mm kadar 90 bükülmesi gerekir. Yukardan aşağı kaynakta nüfuziyet az olacağından, kaynaktan istenen dayanım elde edilemez. Şekil-65, 66, 67, 68 de çeşitli dik kaynak uygulamaları verilmiştir. İlave Tel Üfleç Hareketi Üfleç Şekil: 65 Dik Küt (Alın) Kaynağı Aralık 67
68 Punta Oval Delik Yatay Eksen Üfleç İlave Tel Şekil: 66 "V" Kaynak Ağzı Açılmış Sağa Dik Kaynak Punta Dikiş Üfleç İlave Tel Şekil: 67 Dik Dış Köşe Kaynağı 68
69 Kaynaktan Sonra Kaynaktan Önce Kaynak A- Tek Taraflı Köşe Kaynağında Çekme 4. Tavan (Başüstü) Kaynağı: Şekil: 68 Dik İç Köşe Kaynağı Kaynatma tekniği bakımından yapımı oldukça zor olan bir kaynaktır. Kaynakçının başı üstünde kaynak yapma zorunluluğunda olması nedeni ile oldukça beceri ister. Tavan kaynağında ince parçalar kaynak ağzı açılmadan; kalın metaller sağa ve sola kaynak yöntemleri ile "V" ya da "X" vb. kaynak ağzı açılarak birleştirilir. Sola kaynakta, üfleç ve telin hareketi dik kaynakta olduğu gibidir. İlave tel ile üfleç aynı yönde hareket eder. Kaynak dikişine göre, telin konumu 30-40, üflecin konumu dir. Kaynağın sonuna yaklaşınca, kaynak edilen metalde fazla ısınma olacağından, deformasyonun (Şekil değişiminin) önüne geçmek için ilerleme hızı artırılarak kaynak işlemi tamamlanmalıdır. Şekil-69 B- Çift Taraflı Köşe Kaynağında Çekme Punta 69

70 Şekil: 69 Sola Tavan (Başüstü) Kaynak Uygulama alanı çok az olan sağa başüstü kaynakta, kaynakçı, kaynağa başlama yerini hafif sulandırmaya (ergitmeye) çalışır. Yeterli sulanma olunca, hemen ilave teli yaklaştırılarak, ana metallerin birleşmesini sağlanır. Kaynak işlemi sırasında, dikiş genişliğini aşmayacak şekilde üflece hafif zigzag, tele de, yukarı itercesine hareketler verilir. Kaynak süresince ana parçanın aralıksız olarak ergimesini sağlayacak önlem alınmalıdır. Şekil-70 İlave Tel Üfleç Şekil: 70 "V" Kaynak Ağzı Açılmış Sağa Tavan (Başüstü) Kaynak 70
71 Şekil: 71 Çeşitli Pozisyonlardaki Kaynak Uygulamaları A. Yatay Pozisyonda Bindirme Kaynağı B. Yatay Pozisyonda "V" Alın Kaynağı C. Düşey Konumda Bindirme Kaynağı Boru Kaynakları Boru kaynağının öneminden, boruların kaynağa hazırlanmasında söz etmiştik. Oksiasetilen kaynağı, boru kaynaklarında en fazla kullanılan, bir kaynak çeşididir. Borular kaynak edilirken şu üç hususa dikkat edilmelidir. 1. Boru et kalınlığı nedir? 2. Boruların ek yerlerinin alıştırılması nasıl olmalıdır? 3. Kaynakta boruların konumu ne olmalıdır? Su ve gaz borularında boru et kalınlığı; çapı ve nakledileceği maddenin basıncı ile orantılı olarak artacağından, çapı R < 2 den küçük olan borular kaynak ağzı açmadan; çapı 71
72 R>2 den büyük olan borularda "V" kaynak ağzı açılarak kaynak edilmelidir. Et kalınlığına bağlı olmakla birlikte kaynak ağız açısı arasında değişir. Boruların Ek (kaynak) Yerlerinin Alıştırılması: Kaynaktan önce boruların, birleşme yerlerinde meydana gelecek ara kesitlere göre yapılmalıdır. Ara kesitler ise önce, uygun şablonlarla çizilmeli, oksijen ile kesilmeli ve birbirine alıştırılmalıdır. Birbirine iyi alıştırılan boruların kaynağından daha iyi sonuç alınacaktır. Kaynakta Boruların Konumu: Borular, düz (yatay), yan ve tavan olmak üzere üç konumda kaynak edilirler. Yatay konumda kaynak yapılacaksa; kaynağa en üst noktadan başlanır. Bu mümkün değil ise, borular döndürülerek kaynak yapılır. Kaynak sırasında telin konumu; boru teğet çizgisi ile 30 lik; üflecin konumu ise, tel ile 100 lik açı yapacak şekilde olmalıdır. İlave Tel Ergimiş Krater Kaynak Plastik Metal Katılaşmış Kaynak Metali Plastik Kay. Metali Krater Kenarı Katılaşmış Kaynak Metali Ergimiş Krater Hareket Yönü Şekil: 72 Yatay Pozisyonda "V" Kaynak Ağzı, Açılmış Dönebilen Boru Kaynağında Kaynak Ağzı, Tel ve Dikiş Formu 72
73 Kaynak Kaynak Yönü Pedal Kaynaklı Plaka Dönen Yatay Pozisyon Kaynak Sabit Yatay Pozisyon Şekil: 73 Çeşitli Konumlardaki Sabit ve Dönebilen Boru Kaynakları Bilgi Soruları: 1. Oksi-asetilen kaynağında uygulanan kaynak yöntemleri nelerdir? 2. Sağa kaynak yöntemi hangi kalınlıktaki parçalara, nasıl uygulanır? 3. Kaynak yöntemlerini sınıflandırınız. 4. Yatay kaynak kapsamına giren birleştirme çeşitleri nelerdir? 5. Alın kaynağında üfleç ve telin konumu, hareketi nasıl olur? 6. Alın kaynağının yapılışı hakkında bilgi veriniz. 7. İç köşe kaynağının yapılışı hakkında bilgi veriniz. 8. Boru kaynağı yapılırken hangi hususlara dikkat edilir? 73

74 BÖLÜM IX OKSİJEN İLE KESME Bazı metallerin oksitlenme yeteneğinden faydalanarak kesme işlemi yapılır. Kesme işleminin yapılabilmesi için aşağıdaki şartların yerine getirilmesi gerekir. 1. Kesilen metaller, örneğin demir, önce tutuşma sıcaklığına kadar 900 C ile 1000 C arasında tavlanır. 2. Tavlı haldeki demir, basınçlı oksijen karşısında yanar. 3. Yanma ürünleri jet hızındaki oksijen tarafından kesme yapılan yerden hızla uzaklaştırılır. Bu olay kimyasal ya da fiziksel olay olarak meydana gelir. Demir, 3Fe + 2O 2 = Fe 3 O 4 Demirin: FeO, Fe 2 O 3, Fe 3 O 4 gibi oksitler haline gelmesi %80 oranında kimyasal olaydır, oksijenin basıncı ile kesilen yerden uzaklaşması da %20 oranında fiziksel olaydır. Şekil-74 de kesme işleminin yapılışı verilmiştir. Şekil: 74 Oksijen ile Kesmenin Şematik Olarak Gösterilmesi 74
75 Metaller Erime Sıcaklığı ( C ) Oksidi Oksidin Erime Sıcaklığı ( C ) Al 658 Al 2 O Co 1490 CoO 1810 Cr 1550 Cr 2 O Cu 1084 Cu 2 O 1230 CuO 1336 FeO 1370 Fe 1533 Fe 3 O Fe 2 O Mn 1250 MnO 1785 Mn 3 O Mo 2655 MoO Ni 1452 NiO 1990 Si 1414 SiO W 3370 WO WO Ti 1727 TiO V 2 O V 1750 V 2 O V 2 O Çizelge-12 Bazı Metal ve Oksitlerinin Erime Sıcaklıkları Metal Kalınlığı mm Üfleç No Üfleç Memesinin Mesafesi mm Oksijen Basıncı Atü , ,5-3, , , , İlerleme Hızı mm/dk Oksijen Tüketimi Lt/m Asetilen Tüketimi Lt/m Çizelge-13 Kesmede Alınacak Bazı Teknik Değerler 75
76 Metallerin Kesilebilme Kabiliyeti Bir metal ya da alaşımının oksijen ile kesilebilmesi için aşağıdaki şartları gerçekleştirilmesi gerekir: 1. Kesilecek metal ya da alaşım, oksijen karşısında yanabilmeli. 2. Kesilecek malzemenin yanma ısısı yüksek, ısı iletme katsayısı da küçük olmalıdır. 3. Tutuşma sıcaklığı, malzemenin erime sıcaklığının altında olmalı. 4. Kesme sırasında akıcı bir oksit meydana gelmelidir. 5. Kesme sırasında meydana gelen oksidin erime sıcaklığı, esas metalin yanma sıcaklığından daha düşük olmalıdır. 6. Meydana gelen oksidin erime sıcaklığı, kesilecek metal ya da alaşımın erime sıcaklığının altında bulunmalıdır. Çizelge-12 de bazı metal ve oksitlerinin erime sıcaklıkları verilmiştir. Demir ve düşük alaşımlı çeliklerin yukarıdaki şartları yerine getirdiğinden, oksijenle kesilmelerinde herhangi bir zorluk söz konusu değildir. Çelikte alaşım elemanlarının artması halinde, oksijenle kesilmesi de zorlaşacaktır. Alüminyum, bakır gibi demir olmayan metallerin oksijenle normal yoldan kesilmelerinin mümkün olmadığı çizelge 12 de gösterilmiştir. Yüksek alaşımlı çeliklerde, alaşım elemanlarının meydana getirdiği, oksitler, oksijenle kesmeyi zorlaştırır. Alaşım elemanlarının arasında en önemli rolü karbon oynar. Karbon yüzdesi düşük olan bir çeliğin gayet kolay kesilmesine rağmen, karbon miktarı artınca çeliğin kesilmesi zorlaşır. Bu bakımdan karbon kesmede zorlaştırıcı bir etkiye sahiptir. Alaşım Elemanlarının Kesme Kabiliyetine Etkileri: Karbon: Bileşiminde %2 ye kadar karbon bulunan çelikler (pratikte bu sınır %1,6 dır) Bir ön ısıtmaya ihtiyaç kalmadan kesilebilir. Örneğin: %2,5 karbonlu bir demir kırmızı rengi alıncaya kadar ön ısıtmaya tabi tutulursa, gayet kolay kesilebilmektedir. Karbon miktarının %0,4 geçmesi halinde kesilen ağızlar sertleşir ve çatlama tehlikesi gösterir. Bu takdirde kesilecek malzemenin 250 C de bir ön veya kesme sonunda da 600 C lik bir son tavlamaya tabi tutulması tavsiye edilir. Sementit (Fe 3 C) demirden daha zor yanacağından, çeliğin bileşiminde sementit miktarının yükselmesi, kesme kabiliyetini düşürür ve çeliği zor kesilir bir hale sokar. Alüminyum: Alüminyum ve bünyesinde %10-15 alüminyum bulunan çelikler oksijenle kesilmez. Genellikle alüminyum miktarı %6 nın üzerine çıkarsa oksijenle kesme söz konusu olmaz. 76
77 Krom: Bileşiminde karbon bulunmayan saf krom, beyaz rengi alıncaya kadar ön tavlama yaptıktan sonra kesilebilir. %1,5 kadar krom bulunan çeliklerin bir ön tavlama yapmadan kesilmesinde herhangi bir zorluk yoktur. Yalnız havada sertleşen çeliklerin kesilen ağızlarına sonradan bir ısıl işlem uygulamak gerekir. Bazı özel hallerde, bileşiminde %4 - %7 krom bulunan dökme çelikler, 480 C lik bir ön ısıtma ile kesilebilir. Bakır: Bakır, oksijenle kesilmez. Bileşiminde en fazla %7 ye kadar bakır bulunan çelikleri, oksijenle kesmek mümkündür. Manganez: Manganezli çelikler iyi bir kesilme kabiliyetine sahiptir. Yalnız manganezin fazlalığı, kesme ağızlarında yüksek bir sertliğin oluşmasına sebep olur. Eğer kesmeyi yaklaşık 925 C lik bir tavlama uygulanır ise, oluşan martenzitik yapı kaybolur. Molibden: Saf molibden yavaş bir hızla kesilebilir. Genel olarak molibden, çeliklerin kesme kabiliyetini zorlaştıran bir elemandır. Örneğin: %8 W, %1,4 Cr, %l C, %5,5 molibden ihtiva eden çelik oksijenle kesilmez. Nikel: Nikelin kendisi oksijenle kesilmez. Bileşiminde %7 ye kadar nikel bulunan çeliklerin kesilmesi mümkündür. Karbon miktarının %0,4 ila %0,5 i aşması halinde C lik bir ön ısıtmanın yapılması gerekir. Nikelin çeliklerde, nikel miktarı yükseldiği zaman, kesilen ağızlarda bir sertleşme olur. Bunu önlemek içinde, kesmeden sonra ağızları C lik bir tavlamaya tabii tutmak gerekir. Fosfor: Fosforun kesme kabiliyeti üzerine tesiri azdır. Bileşiminde %2 ye kadar fosfor bulunan çelikler kolayca kesilebilirler. Krom, bakır ve silisyum alaşımlı özel çeliklerde fosfor miktarının yükselmesi, kalın parçaların kesilmesinde zorluk yaratır. Silisyum: Karbon miktarı %0,2 den fazla olmayan çeliklerde, silisyum miktarının %2,5 i aşmaması halinde, kesme kolaydır. Karbon miktarı yükseldikçe kesme kabiliyeti de zorlaşır. Kükürt: Kükürdün kesme kabiliyeti üzerindeki tesiri fena değildir. Bileşiminde %3,5 a kadar kükürt bulunan çelikler kolayca kesilebilmektedir. Yapılan denemeler kükürt alaşımının zorluk çıkarmadan kesildiğini göstermektedir. 77

78 Vanadyum: Vanadyumlu çeliklerin kesilmesine ait uygulama oldukça azdır. Yalnız oksijenle kesmeden sonra, bir ısıl işleminin uygulanması gerekir. Tungsten: Yalnız yüksek sıcaklıkta ve yavaş hızla kesilebilir. %5 Cr, %2 Ni, %0,8 C ve %10 a kadar tungsten bulunan çelikleri, bir ön tavlama ve yüksek oksijen basıncı ile kesmek mümkündür. Kesilecek Malzemelerin Durumu: Kesme kabiliyetine malzemenin kimyasal bileşimi yanında, dış durumu ve fiziksel özellikleri de etki eder. Üzeri paslı, yağlı, boyalı parçalar düzgün olmayan kesme yüzeyleri verdikleri gibi, kesme hızını da düşürürler. Diğer taraftan parçanın üzerinde bulunan katmer, cüruf kalıntıları ve boşluklarda kesme işlemini zorlaştırır. Bu gibi hallerde malzemenin yüzeyini mekanik yollarla temizlemek gerekir. Kesme Tekniği: İyi bir kesmeyi yapabilmek için aşağıdaki hususlara özen göstermek gerekir: 1. Kesmede kullanılan oksijen %99 saf olmalıdır. 2. Metal kalınlığına uygun üfleç memesi seçilip, üflece takılmalıdır. 3. Oksijen basıncı düşürücüde ayarlanır (metal kalınlığına göre). 4. Üfleç yakılarak, ısıtıcı alev ayarlanır. 5. Meme ile metal arasındaki mesafe ayarlanır (metal kalınlığına göre). 6. Ön ısıtma yapıldıktan sonra, basınçlı oksijen verilerek kesmeye başlanır. 7. Kesme hızı uygun seçilmeli (metal kalınlığına göre). 8. Kesmenin çok düzgün olması istenen yerlerde destek parçalar kullanılmalı. 9. Eğimli (açılı) kesmelerde, özel destekler kullanılarak üflece eğim verilmeli 10. Kesme yapılacak kenar ve yüzeylerde, üfleç hareketini önleyecek oksitler önceden temizlenmeli. 11. Kalın parçaların kesilmesinde, kesilen parçaların birbirine yaklaşmaması için araya kama çakılmalı ya da parçalar köprü yardımı ile sabit tutulmalı. Kesmede Elde Edilen Kenar ve Yüzeyin, Durumunun İncelenmesi: Kesme tekniğindeki şartlar yerine getirilerek yapılan kesme sonunda elde edilen yüzey Şekil-75 te gösterilmiştir. Şekil: 75 78







79 Şekil: 76 Şekil: 77 Şekil: 78 Şekil: 79 Şekil: 80 Şekil: 81 Ön ısıtmanın yetersiz olması halinde yapılan kesmeden elde edilen yüzey Şekil-76 da gösterilmiştir. Ön ısıtmanın çok fazla olması halinde; üstte ve altta cüruf fışkırması ve yüzeyden alta doğru büyük kanallar oluşur. Şekil-77 de görüldüğü gibi. Oksijen basıncının çok az olması halinde; metal oksitler yukarı doğru fışkırır; yüzeydeki oluşan oluklar üstte daha büyük olur. Şekil-78 Oksijen basıncının çok fazla olması halinde; kesilen yüzeyde oluşan çizgiler (oluklar) daha derin ve dengesiz olurken, altta genişleme gösterir. Şekil-79 Kesme hızının düşük olması halinde; elde edilen yüzeyin altında daha geniş ve dengesiz kesme olukları görülür. Şekil- 80 Kesme hızının çok yüksek olması halinde; kesilen yüzeyin üst ve altındaki metal oksit yığılmaları ya da düzensiz kesme olukları görülür. Şekil-81 Dikkatsiz yapılan bir kesme sonucunda elde edilen yüzey şekil- 82 de gösterilmiştir. Şekil: 82 Kesme Elemanları: Oksi-asetilen ile kesmede kullanılan üfleçleri, el ile çalışan ve otomatik olarak çalışan diye ikiye ayırabiliriz. 1. El ile çalışan üfleçlerde, kesmenin yapılabilmesi için gereken her türlü, çalıştırma, ayarlama, doğrusal, dairesel ya da her pozisyondaki hareket verme işlemlerinin tamamı el ile yapılır. 2. Kesici üfleçlerin hareketini istenen şekilde sağlamak için, özel olarak yapılmış yardımcı elemanlar kullanılır. Kesmenin konumu ve niteliğine göre, yardımcı elemanların kullanma yerleri de farklıdır. Bu elemanlardan bazıları Şekil da gösterilmiştir. 79
80 Vücut ve Gözlerin Korunması Kesilen İş Parçası Kesme Kıvılcımı ve Cürufu Şekil: 83 Kesme Masası Şekil: 84 Kesme Üfleç Elemanları 80
81 Şekil: 85 Merkezleme Kolu Şekil: 86 Kesme Köprüsü El ile yapılan kesme uygulamaları Şekil de verilmiştir. Kesme Çizgisi Plaka Kenarı Şekil: 87 Kesmeye Başlama 81
82 Şekil: 88 Dairesel Kesme Kesilecek Delik Kesmeye Başlama Yeri Şekil: 89 Borunun Dairesel Delinmesi Şekil: 90 Dayama Kullanarak Düzgün Kesme 82


83 Şekil: 91 Aparatlı Boru Kesme Kalın Bir Çeliğin Kesilmesi: Üfleç memesi, kesilecek çeliğin kalınlığına göre ayarlanmalı Şekil-92 A da görüldüğü gibi ön ısıtmaya geçilmeli; Şekil-92 B de görüldüğü gibi basınçlı oksijen ile kesmeye başlanmalı. 83
84 Ön Görünüş Hareket Yönü A-A Kesiti Yan Görünüş Şekil: 92 Kalın Çeliklerin Kesilmesinde Ön Isıtma ve Kesme Pozisyonu 84

85 A B C Şekil: 93 Kalın Çeliğin Kesilmesindeki İzlenecek Yol A. Ön ısıtma yüzeyden 1,5-3 mm derinliğe kadar inmeli ve malzemenin kesilecek yeri kiraz kırmızı renge gelinceye kadar, üfleç aynı nokta üzerinde tutulmalıdır. B. Üfleç, basınçlı oksijeni sağlamalı, başlangıçta yavaşça hareket ettirilerek, metali yarısına kadar kesebilmeli. C. Kesme işleminin, malzeme kalınlığının sonuna kadar devamı sağlanmalıdır. 85



86 Şekil: 94 Kalın Bir Çeliğin Kesilmesi Şekil: 95 Plakaların Eğimli Kesilmesi Şekil: 96 Boruların Eğimli Kesilmesi 86


87 Otomatik Oksijen Kesme Makineleri: Bu makineler çalışma sistemlerine göre yarı otomatik ve tam otomatik olmak üzere ikiye ayrılırlar. 1. Yarı Otomatik Oksijen Kesme Makineleri: Bu makineler ile kesme yaparken, iyi yetişmiş bir kaynak ve kesme operatörüne ihtiyaç vardır. Operatörün kesme süresince, kesme işlemini izlemesi, bazı ayarları yapması gerekir. Bu ayarlar; gaz basıncı, meme ayarı, yön değiştirme, üfleçlere eğim verilmesi gibi ayarlardır. Makine: Tekerlekli araba üzerine yerleştirilen hareket motoru ile bu arabaya monte edilen bir ya da daha fazla üfleç grubu ve yardımcı elemanlardan oluşur. Kesme süresince arabanın hareketi bir elektrik motoru ya da gaz motoru yardımı ile sağlanır. Kesme sırasında makine, kılavuz kızaklar ya da raylar üzerinde hareket ederek kesmeyi istenen doğrultuda ve açıda yapar. Kızak ya da rayların yerine merkezleme kolu takılarak dairesel kesmede yapılabilir. Şekil: 97 Yarı Otomatik Kesme Makinesi ile Metal Plakanın Düz Kesilmesi Şekil: 98 Yarı Otomatik Kesme Makinesi ile Açılı Kesme 87





88 Dairesel Kesme İçin Merkezleme Mili Hareketli Kesme Arabası Üfleç Şekil: 99 Yarı Otomatik Makine ile Dairesel Kesme Şekil: 100 "H" Profilin Kesilmesi 88
 Manyetik makinelerde, üfleçlere hareket veren mekanize sistemin mıknatıslı mili ya da tamburu, kesilmesi istenen parçanın resmine uygun olarak hazırlanmış şablonunun etrafında döner.")

89 2. Tam Otomatik Oksijen Kesme Makineleri Manyetik ve ışıklı olmak üzere ikiye ayrılırlar. Bu makinelerde kesme hızı, oksijen basıncı, meme mesafesi gibi bazı ayarlar önceden yapılır. a) Manyetik makinelerde, üfleçlere hareket veren mekanize sistemin mıknatıslı mili ya da tamburu, kesilmesi istenen parçanın resmine uygun olarak hazırlanmış şablonunun etrafında döner. Kesilecek parçanın şablonu, önceden sacdan kesilerek ya da oyularak yapılır. Bu şablon; uygun bir şekilde, civatalar yardımı ile milin hareket alanına bağlanır. Kesme işlemine geçilince, mıknatıslı mil şablonun çevresinde ilerlerken, kendine bağlı olan üfleçler yardımı ile kesilecek metalden, şablona uygun kesme işlemi yapılır. Şekil-101 Mıknatıslı Mil ya da Tambur Şablon Üfleç Şekil: 101 Manyetik Kesme Makinesi İle Kesmenin Yapılışı b) Işıklı Sistem ile Çalışan Oksijen Kesme Makineleri Bu sistemde, kesilecek parçanın önceden çizilen resmi, tezgâh üzerinde bulunan cam ya da mika gibi saydam bir maddenin altına yerleştirilir. 89


90 Resimdeki çizgiler; çini mürekkebi ya da kurşun kalem ile çizilebilir. Çizgi kalınlıkları ise 0,3 mm den 1,2 mm ye kadar olabilir. Resimde köşeler fazla keskin değil kavisli olmalı, delinecek deliklerin çapları ise 3 mm den küçük olmamalıdır. Kesmenin yapılması: Işık yayabilen ve kendi ekseni etrafında dönebilen optik başlık, kesilecek parçanın resmi üzerinde, kesmeye başlama noktasına getirilir. Elektriksel sistem çalıştırılır ve üfleç yakılır. Ön ısıtma yapılarak kesme ortamı hazırlanır. Optik sistem uyartılarak, harekete geçirilir. Işık ünitesi de, kesilerek parçanın resminin çizgileri üzerinde ilerleyerek, resmi üflece yansıtır. Kesme süresince ışık ünitesi ile kesme ünitesinin hızları orantılı olarak devam eder. Böylece resme uygun kesme işlemi yapılmış olur. Şekil-102 Şekil: 102 Işıklı Sistem İle Çalışan Tam Otomatik Kesme Makinesi Bilgi Soruları: 1. Kesme işleminde en fazla kullanılan gazlar hangileridir? 2. Kesmenin yapılabilmesi için hangi şartların yerine getirilmesi gerekir? 3. Kesme sırasında oluşan fiziksel ve kimyasal reaksiyon nedir? 4. Kesme sırasında alınacak teknik değerler nelerdir? 5. Metal ya da alaşımı, oksijen ile kesilirken hangi şartların gerçekleşmesi istenir? 6. İyi bir kesme yapabilmek için nelere dikkat edilir? 7. Kesme yüzey ya da kenarında meydana gelen hataların oluşum sebebi nelerdir? 8. Kesme üfleçlerinin hareketini kolaylaştırmak için kullanılan özel aletler nelerdir? 9. El ya da makine ile yapılan kesme arasındaki fark nedir? 10. Açısal kesme nerelerde uygulanır? 11. Yarı otomatik kesme makinesi ile kesme nasıl yapılır? 90
91 12. Manyetik kesme hakkında bilgi veriniz. 13. Alaşım elemanlarının kesme kabiliyetine etkileri neler olabilir? BÖLÜM X KAYNAKTA DEFORMASYONUN ÖNLENMESİ Metallerin ve alaşımlarının; fiziksel ya da kimyasal özelliklerinin farklı olması, kaynakların yapımı sırasında kaynakçılara farklı zorluklar çıkartır. Kaynatılan parçalarda; ısının tesiri altında (İTAB) kalan bölgede, genleşme ya da çekme ile birlikte, mikro yapıda da kristal büyümesi veya küçülmesi görülebilir. Çekme, genelde daha büyük olur. Enine ve boyuna çekme olarak iki şekilde görülür. Eğer kaynak edilen parçalar, kaynak sırasında ankastre edilmiş (sabitleştirilmiş) iseler, enine ve boyuna çekme imkânı bulamayacaklardır. Bu durum ise ince parçalarda daha az, kalın parçalarda daha fazla iç gerilmelerin doğmasına yol açar. İç gerilmeler; kraterde, kaynak dikişinde ya da kaynak geçiş bölgelerinde çeşitli çatlamalara sebep olabilir. Biz burada, yalnız deformasyonun önlenmesi ya da en aza indirilmesi için örnekler vereceğiz. Deformasyonun (şekil değişiminin) önlenmesi ya da en aza indirilmesi için parçalar, kaynağa hazırlanır iken, bazı önlemlerinde alınması icap eder. Örneğin: Şekil-103 A da görülen saclar, önlem alınmadan kaynak yapılırlar ise, Şekil-103 B deki durumu alırlar. Deformasyonun önlenmesi için Şekil-104 ABC deki önlemlerin alınması gerekir. A B Şekil: 103 Önlem Alınmadan Kaynatılan İki Sac Parçası A. Kaynaktan Önce B. Kaynaktan Sonra 91
92 A C B D Şekil: 104 Kaynaktan Önce Puntalanarak ya da Özel Olarak Hazırlanmış Kama Çakılarak Yapılan Kaynak A. Parçalar puntalanarak kaynağa hazırlanmış. B. Uygun açı verilmiş. C. Parçaların birbirinin üzerine binmemesi için kama çakılmış. D. Kaynaktan sonraki durum. A B Şekil: 105 Önceden Önlem Alınmadan Yapılan Kaynak 92

93 A - Kaynaktan önce B - Kaynaktan sonra Şekil: 106 Önceden Önlem Alınarak Yapılan Kaynak İnce saçların alnı ya da köşe kaynaklarında saclar, kaynaktan önce Şekil-107 A ve B de görüldüğü gibi, kalın plakalar arasına alınır, işkenceler yardımı ile sıkılır, puntalanır ve kaynak edilir. Böylece deformasyon aza indirilmiş ya da önlenmiş olur. Şekil: 107 İnce Saçların Alın ve Köşe Kaynağında Alınan Önlemler A - Kıvrık alın kaynağı B - Köşe kaynağı 93
94 A B Şekil: 108 a - İç Köşe (T) Kaynağı A. Önceden önlem alınmadan yapılan kaynak. B. Önlem alındıktan sonra yapılan kaynak. A B Isıtmalı C D Şekil: 108 b - Boruların Dik Kaynağında Alınan Önlemler E 94
95 A. Borular önceden bağlanır. B. Kaynağa hazırlanırken yatay boruya şekilde görüldüğü gibi eğim verilir. C. Kaynatıldıktan sonra yatay boru ısıtılarak düzeltilir. D. Şekilde görüldüğü gibi 1, 2, 3 ve 4 numaralara uyularak kaynak yapılırsa çekmeler azalır. E. Köşe kaynağında şekildeki gibi uygun açı verilir. Bilgi Soruları: 1. Metaller kaynak sırasında neden deformasyona uğrar? 2. Sacların deformasyona uğramasını önlemek için ne gibi önlemler alınır? 3. Serbest parçaların kaynağında deformasyonu önlemek için nasıl tedbir alınır? 4. İç köşe (T) kaynağında nasıl önlem alınır? 5. Boruların dik kaynağında alınan önlemler nelerdir? BÖLÜM XI METAL VE ALAŞIMLARININ KAYNAĞI Metaller ya da alaşımları kaynak edilirken, kaynağını etkileyen özelliklerin ve uygulanacak kaynak yöntemlerinin kaynakçı tarafından bilinmesi gerekir. İyi bir kaynakçı, kaynatacağı metalin özelliğini bilir. Uygun olan kaynak yöntemini seçerek kaynak yaparsa, kaynaktan beklediği sonucu alır. (Nüfuziyet, dayanım, sertlik vb. gibi) Metallerin bilinmesi gereken bazı ortak özellikleri şunlar olabilir. 1. Isı iletme kabiliyeti. 2. Isıl genleşme katsayısı. 3. Ergime sıcaklığı. 4. Kaynatılacak yüzeylerin temizliği. 1. Isı İletme Kabiliyeti Metallerde ısı iletmek kabiliyetinin yüksek olması, kaynak yerine verilen ısının, iletim yolu ile metalin kütlesine yayılarak, kaynak yerinin erken ergimesini geciktirir. Bu nedenle ısı iletme kabiliyeti yüksek olan metallerin, kaynaktan önce ön ısıtmaya tabi tutulması gerekir. 2. Isıl Genleşme Katsayısı Isıl genleşme katsayısı düşük olan metallerde, verilen ısının, metal kütlesinin tamamına yayılmaması nedeni ile kaynak bölgesinde, hacim büyümesi görülür. Bu da değişik gerilimlere yol açacağı gibi eriyik banyonun kontrolünü zorlaştırır. 95
96 3. Ergime Sıcaklığı Ergime sıcaklığı düşük olan metallerde, kaynak sırasında ergime derecesini belirleyecek renk oluşumu kontrol edilemez. Örneğin: alüminyum, çinko vb. metallerde olduğu gibi. Bu da eriyik banyonun kontrolünü zorlaştırır. Oksi-asetilen kaynağının yapımında, eriyik banyonun kontrolü önemli bir etkendir. 4. Kaynatılacak Yüzeylerin Temizliği Kaynatılacak metallerin, kaynak edilecek yüzeylerindeki ya da ilave telin üzerindeki; yağ, boya, oksit tabakası vb. maddeler, kaynaktan önce uzaklaştırılmalıdır. Aksi halde bu maddeler kaynak banyosu içinde kalarak ya da zamansız buharlaşarak, kaynak hatasının oluşumuna yol açar. Kaynak yöntemi ile ilgili bilgiler VIII. bölümde verilmiş olup; bazı metal ve alaşımlarının kaynak edilebilme kabiliyeti Çizelge-14 de gösterilmiştir. 96
97 Malzemeler/Kaynak Çeşitleri Oksijen Kaynağı Oksijen İle Kesme Argon ark Kaynağı Karbon ark Kaynağı Elektrik Ark Kaynağı Tozaltı Kaynağı Nokta Kaynağı Dikiş Kaynağı Saf alüminyum ve hadde Alüminyum alaşımları Döküm Alüminyum ve Alaşımları Bakır Çinko Nikel Kurşun Pirinç Bronz %0,25 e kadar Karbonlu Çelikler %0,60 a kadar Karbonlu Çelikler %0,60 dan fazla Karbonlu Çelikler Çelik Döküm Kır Döküm (Soğuk) Kır Döküm (Sıcak) Çizelge-14 Metal ve Alaşımlarının Kaynak Edilebilme Kabiliyeti Not: 1) İyi Kaynak edilebilir 2) Kaynak edilebilir 3) Zor kaynak edilebilir 4) Kaynak edilemez 0) Henüz fazla deneme yapılmamıştır. 97
98 Çeliklerin Kaynağı Oksi-asetilen kaynağı ile kaynak edilebilen çelikleri, sade karbonlu ve düşük alaşımlı çelikler olarak iki grupta ele almak yerinde olur. a) Sade Karbonlu Çeliklerin Kaynağı: Sade karbonlu çeliğin bileşiminde bulunan karbon, çeliğin kaynak edilebilme kabiliyetini olumsuz yönde etkiler. Malzemenin kaynağı sırasında, ısının tesiri altında kalan (İTAB) bölgesi, fiziksel ve metalürjik değişmelere uğrar. Kaynakta ısının tesiri altında kalan bölgeyi küçültmek için, ısı girdisini azaltmak gerekir. Bu nedenle kalın metallerin kaynağında, oksi-asetilen kaynağı yerine, ark kaynakları tercih edilir. Oksi-asetilen ile daha ziyade ince saçların, boruların çeşitli pozisyonlarındaki, alın, iç ve dış köşe kaynakları ile bindirme kaynakları rahatlıkla yapılır. Kaynak edilecek çelik malzeme önce kaynağa hazırlanır. Malzemenin kimyasal bileşimine uygun ilave metal (tel) seçilir. Kaynak sırasında yine malzeme kalınlığına uygun üfleç seçilerek, normal alev kullanılır. Kalınlığı 1,2 mm ye kadar olan parçalar kıvrılarak ilave tel kullanmadan; 5 mm ye kadar olanlar kaynak ağzı açmadan; daha kalın parçalarda kalınlıklarına göre uygun kaynak ağzı açılarak, ilave tel kullanarak, sola ya da sağa kaynak yöntemine göre kaynak edilirler. Kaynak sırasında üfleç ile ilave telin konumu ve hareketleri de önemlidir. Kaynakçı, kaynağın başlangıç noktasında eriyik ortamını oluşturmaya, devam ettirmeye; bitiş noktasında da ısının tesirinden dolayı ergimeyi kontrol etmek zorundadır. Bu nedenle üfleç, kaynağa başlangıç noktasında, dik tutulmalı, bitiş noktasına yaklaştıkça, kaynak edilen parçaya olan açısı küçültülmelidir. Ayrıca üflece verilen küçük dairesel hareketler ile kaynak yerinde oluşan banyoya ilave tel, damla damla verilerek kaynak işlemi tamamlanır. b) Alaşımlı Çeliklerin Kaynağı: Endüstride sade karbonlu çeliklerin dışında, alaşımlı çelikler de yaygın halde kullanılmaktadır. Alaşım yapmaktan amaç, çeliklerin kullanılabilme alanını genişletmek, ısıya, korozyona, aşınmaya vb. etkilere karşı direncini artırmaktır. Nasıl ki karbonlu çeliklerde karbon, çeliğin kaynak edilebilme kabiliyetini olumsuz yönde etkiliyor ise; alaşımlı çeliklerde alaşım elemanları da, kaynak kabiliyetini olumsuz yönde etkilerler. Önce kaynak edilecek çeliğin kalınlığına uygun üfleç, bileşimine uygun ilave tel seçilmeli: Kaynak sırasında, ilave tel ve kaynak edilen çeliğe uygun dekapan kullanılmalı: Kaynaktan sonra dekapan artıkları kaynak edilen yerden temizlenmelidir. Yumuşak çeliklerin kaynağında uygulanan teknikler, alaşımlı çelikler içinde geçerlidir. Katık elemanlarından silisyum çeliğin direncini artırır. Örneğin bileşiminde %0,8 - %1,2 silisyum bulunan çelikler kaynak edilebilirler. Daha fazla silisyum bulunan çelikler kaynak edilemez. Bileşiminde 98
99 %0,2 ye kadar manganez bulunan çelikler de rahatlıkla kaynak edilirler. Yalnız aşınmaya dayanıklı %12 14 manganezli çelikler kaynak edilemezler. Yüksek basınç etkisi altında çalışan, bileşimindeki vanadyum miktarı %0,2 yi geçmeyen çelikler de, oksijen ile kaynak edilebilirler. Yalnız kaynaktan sonra 830 C de bir son ısıtmaya tabi tutulmalıdırlar. Günümüzde alaşımlı çeliklerin kaynağında, oksi-asetilen kaynağı yerine, TIG veya MIG kaynakları yaygın halde kullanılmaktadır. Dökme Demirin Kaynağı: Dökme demirin kaynağı: Esmer (kır) dökme demir, beyaz dökme demir, küresel grafitli (sfero) dökme demir, ya da temper dökme demirlere geniş bir şekilde uygulanmaktadır. Ayrıca çelik ile dökme demir birbirine de kaynak edilebilmektedir. Yeter ki dökme demirler, kaynak edilebilme yeteneğini kaybetmesinler. Dökme demirler çeliklere göre daha karmaşık yapıya sahip olduğundan, kaynak dikişinin ve geçiş bölgesinin çabuk soğuması, onu daha kırılgan ve gerilimlere karşı daha hassas yapar. Kaynakçı, dökme demirin bileşimini tam olarak bilmediğinden, onu sadece, kesitinin rengine ve dokusuna bakarak tanımaya çalışır. Gerçekte her dökme demir kendine has özel bir kaynak yöntemi ile kaynak edilmelidir. Kaynaktan sonra da hangi yüklerin altında çalışacağı bilinmelidir. Dökme Demirde Kaynak Edilebilme Yeteneğinin Kaybolması: 1. Kır dökme demirin bileşiminde normal olarak %4 e kadar silisyum bulunur. Birkaç defa kaynak edilen ya da dökülen, kır dökme demirler ya silisyum kaybına uğrar ya da silisyum fazlalığı ile karşı karşıya kalırlar. Yukarıdaki bu oran %0,5 silisyum düşmesine ya da silisyumun %5 yükselmesine sebep olur. Fazla silisyumda, dökme demir içindeki, karbonu sement ile bağlayarak, kaynak edilebilme yeteneğinin kaybolmasına yol açar. 2. Uzun zaman buhar karşısında çalışan döküm malzemelerin (valfler, egzoz manifotları, vanalar gibi) ısının ya da buharın etkisi ile kristal yapıları kabalaşır. Bileşiminde bulunan "silisyum" buharın oksijeni ile yanar. Ayrıca kristal sınırlarına, buhar içindeki kireç ve diğer mineraller yerleşir. Dökme demirde kaynak edilebilme yeteneğini kaybeder. 3. Uzun zaman ani soğuma ya da ani ısınmalar etkisinde kalan parçalar (egzozlar, supaplar, ızgaralar), sıcaklığın etkisi ve havanın oksijeni ile yavaş yanmaya uğrarlar ya da cürufa dönüşürler. Böylece kaynak edilebilme yeteneğini kaybeder. 4. Yağ ve boya gibi maddeler kaynak dikişinin içerisine girerek, dökme demirin karbon miktarını yükseltir. Kaynak dikişinde ya da ısının tesiri altındaki bölgede çatlamalara sebep olur. Parça yüzeyindeki oksitlerde, kaynak dikişinde gözenek ve çatlamalar meydana getirebilir. 99
100 Kaynak edilebilme yeteneğini kaybetmeyen dökme demirler iki yöntem ile kaynak edilebilirler. A. Ön ısıtmalı (sıcak) kaynak. B. Ön ısıtmasız (soğuk) kaynak. A. Ön Isıtmalı Kaynak: Bu yöntemde kaynak edilecek dökme demirler, en az 600 C lik (özel dökme demirler 675 C lik) bir ön ısıtmaya tabi tutulurlar. Kaynak işlemi aynı cinsten bir kaynak çubuğu ile yapıldığı zaman, homojen bir doku elde edilir. Parçaya "dayanım, sızdırmazlık, işlenebilme yeteneği, renk bütünlüğü ve homojen doku" gibi özellikleri verebilmek için, aynı cins kaynak çubuğu ile dekapan ya da örtülü dökme demir çubukları kullanılır. Isı kaynak süresince muhafaza edilmelidir. B. Ön Isıtmasız Kaynak: Parçanın şekli, ölçüleri ya da kaynağın yeri dikkate alınırsa, çoğu zaman kaynaktan önce bir ön ısıtma mümkün olamaz. Bu gibi hallerde aynı bileşimde metallerin homojen doku oluşturmasından vazgeçmek gerekir. Dökme demirin temel özellikleri de korunmaz. Parça üzerinde çok sert ve işlenemez kaynak dikişlerinin meydana gelmemesi için, elektrik ark kaynağı tercih edilip, kaynak sırasında da nikel elektrotlar ya da model elektrotlar kullanılmalıdır. Dökme Demirin Kaynağa Hazırlanması: Kalınlığı 4 mm nin altındaki parçalar alın alına getirilerek, altına da bir altlık konarak, kaynağa hazırlanırlar. Şekil-109-A Bu kalınlıktan fazla olan parçalara, çalışma koşullarına göre uygun kaynak ağzı açılır. Şekil-109-B. Daha kalın parçalarda şekil-109-c de görüldüğü gibi saplama konularak kaynak için hazırlanırlar, bu gibi parçalar daha ziyade ark kaynağı ile kaynak edilirler. 100
101 Alın Eki A B Plaka Saplama C Kertik Açılmış Şekil: 109 Dökme Demirin Kaynağa Hazırlanması Kaynak Tekniği: Parçalar kaynağa hazırlanır, üfleç seçilerek alev ayarı yapılır. Çeliklerin kaynağında, normal alev kullanılırken, "Dökme demirin" kaynağında asetileni fazla alev kullanılır. Birleştirmede kullanılacak ilave çubuklarında, bileşiminde silisyum bulunan döküm kaynak çubukları olması gerekir. Ayrıca, bir de oksit çözücü dekapan ile döküm kaynak tozuna da ihtiyaç vardır. Parçaların boyutları küçük ise, önce üfleç ile C arasında parçanın tamamı ön ısıtmaya tabi tutulur. Parçalar büyük ise iki kaynakçı çalışabilir. Birisi ön ısıtmanın devamını sağlarken, diğeri de kaynak işlemini yapar. Büyük parçaların ön ısıtması özel fırınlarda da yapılabilir. Kaynak yapılırken oluşan ya da önceden meydana gelen oksit tabakları, kaynak edilen yerdeki eriyik banyonun içinde kalabilir, kolayca erimez. Bunu önlemek için toz halindeki, dökme demir kaynak tozları kullanılır. Şekil-110 Ön ısıtmadan sonra ergiyen kaynak 101
102 yerinin üzerine bu toz serpilir. Sıcak haldeki kaynak çubuğunun ucu da, bu toza daldırılır. Bu işleme kaynak bitirilene kadar devam edilir. Kaynak sırasında oluşan eriyik banyonun içinde oksit tabakası ve gaz boşlukları oluşmaması için, kaynak çubuğunun ucu ile banyo, kaynak süresince karıştırılır. Bu işlemler yapılmaz ise, kaynaktan istenen sonuç alınamaz. Kaynak işlemi bitirildikten sonra, parçalar yavaş soğutulmalıdır. Aksi halde kaynak dikişinde ya da geçiş bölgelerinde çatlamalar görülebilir. Yavaş soğutma işlemi tav fırınlarında ya da iyi yanmış kül içinde olabilir. Yavaş soğutmanın sonunda kaynak edilen parçalarda, kaynak sırasında ya da daha önceden mevcut olan iç gerginliklerde giderilmiş olur. Üfleç Dekapan Kaynak Çubuğu Dökme Demir Dikiş Yüzü Kök Şekil: 110 Dökme Demirin Kaynağı Alüminyum Kaynağı Alüminyum ve alaşımlarının; oksi-asetilen ile kaynak edilmesi, kaynak donanımının ucuzluğu, kaynak dikişlerinin düzgünlüğü ve kaynak girdilerinin ekonomik olması nedeni ile günümüzde hala yaygın halde kullanılmaktadır. Alüminyumun ısı iletme kabiliyetinin yüksek olmasından dolayı, üfleç ile kaynak ağzını eritecek sıcaklığı temin etmek zordur. Bu nedenle üfleç seçimi yapılırken aynı kalınlıktaki çeliklere göre bir numara büyük üfleç seçilir. 102
103 Kaynak Alevi: Alüminyum ve alaşımlarının oksi-asetilen kaynağında nötr ya da hafif karbonlayıcı alev kullanılır. Üflece verilen asetilen, daima oksijenden fazla olmalıdır. Oksitleyici alevler, alüminyum oksit oluşturduklarından kullanılmazlar. Kaynak Çubukları Kaynak çubukları kaynak edilen metal ile aynı bileşimde olmalıdır. Aksi halde kaynak geçiş bölgesinde bazı kaynak hataları meydana gelir. Kaynağın yapılmasında, farklı ergime sıcaklıkları nedeni ile zorlaşır. Farklı elementlerin bir arada bulunması da, bazı hallerde korozyonu hızlandırır. İlave tellerin temiz olması gerekir, yağlı ve kirli teller kaynaktan önce %10 luk soda çözeltisi içinde bir müddet bekletildikten sonra, su ile yıkanıp kurutulmalıdır. İlave çubukların çapları da, kaynak edilecek malzemenin kalınlığına uygun seçilmelidir. Çizelge-15 Parça Kalınlığı mm Üfleç No İlave Telin Çapı mm İki Parça Arasındaki Aralık mm Çizelge-15 Alüminyum ve Alaşımlarının Kaynağı İçin Bazı Değerler Dekapanlar Alüminyum, sıvı ve katı halde iken, havanın etkisi ile yüzeyinde ince bir oksit tabakası oluşur. Bu oksidin özgül ağırlığı, alüminyumun, özgül ağırlığından düşük olduğu için, ergimiş kaynak banyosunun üzerini örter. Bu da, kaynak çubuğundan ergiyerek düşen damlaların, dikişe olan nüfuziyetini azaltır. Saf alüminyum 659 C de ergirken alüminyum oksidin ergime derecesi 2050 C dir. Kaynakçı, alüminyum oksidi ergitmeye çalışırken, alüminyum erir ve akar. Kaynak sırasında, sıcaklığın renk ile tespiti mümkün olmadığından, sıcaklık tespitinde, renk tebeşirleri kullanılabilir. Bu nedenle kaynak yaparken, oksidi çözen bir dekapana ihtiyaç vardır. Dekapan; kaynak sıcaklığından C kadar daha düşük sıcaklıkta eriyerek, oksit ile kimyasal olarak birleşir ve bir cüruf meydana getirerek, kaynak banyosunu oksidasyondan korur. 103
104 Kaynak Ağızları Alüminyum ve alaşımlarının oksi-asetilen kaynağında, kaynak ağızlarının seçimi, parça kalınlığına göre alın birleştirilmesi şeklinde yapılmalıdır. Bindirme, iç ve dış köşe kaynakları, dayanımları ve nüfuziyetleri yeterli olmayacağından, zorunlu olmadıkça tercih edilmezler. Kaynak işleminin kolay, nüfuziyetin iyi olması için, iki parça arasında bırakılan aralık yeterli olmalıdır. Alın birleştirmelerde, kaynak ağzı şekilleri parça kalınlığına göre şekil-111 de gösterilmiştir. Şekil: 111 Alüminyum ve Alaşımlarının Alın Kaynağı İçin Ağız Şekilleri a) Kalınlığı 2 mm ye kadar parçalar için. b) Kalınlığı 2-8 mm ye kadar parçalar için. c) Kalınlığı 8-12 mm ye kadar parçalar için. d) Kalınlığı mm ye kadar parçalar için. e) Kalınlıkları farklı olan parçalar için. Kaynakçı, kaynak edeceği parçaların, hadde ya da döküm alüminyum olup olmadığını bilmeli, kaynak hazırlığını da ona göre yapmalıdır. Hadde alüminyum ve alaşımlarının kaynağında iş sırası: 1. Kaynak edilecek yeri temizleyiniz. 2. Uygun şekilde kaynak ağzını hazırlayınız. 3. Kaynak yerini ve çubuğunu dekapanlayınız. 104
105 4. Parçaları yeterince ön ısıtmaya tabi tutunuz. 5. İnce parçaları bağlayınız ya da puntalayınız. 6. Gerektiğinde ahşap ya da plastik çekiçle doğrultunuz. 7. Doğrultmadan sonra tekrar dekapan sürünüz. 8. Kaynak işlemini yapınız. 9. Sıcak halde çekiçleyerek dokuyu homojenleştiriniz, ıslah ediniz. 10. Ahşap çekiç ile doğrultunuz. 11. Dekapan kalıntılarını temizleyiniz. Döküm alüminyum alaşımlarının kaynağında iş sırası: 1. Kaynak edilecek yeri temizleyiniz. 2. Kaynak ağzını uygun şekilde hazırlayınız. 3. Kaynak yerine ve kaynak çubuğuna dekapan sürünüz. 4. Bütün parçayı yavaş yavaş C lik bir ön ısıtmaya tabi tutunuz. 5. Isıtma için sıcaklığı ayarlanabilir fırınlar kullanılmalıdır, yok ise odun kömürü kullanılmalıdır. 6. Mümkün ise kaynak işlemi fırın içinde yapılmalı, parçalar hava akımından korunmalıdır. 7. Parçayı fırın içerisinde yavaş yavaş soğutunuz. 8. Fırın yok ise, odun kömürünün külü içinde veya asbest türü elemanlara sararak soğutunuz. 9. Dekapan kalıntılarını temizleyiniz. Kaynak Tekniği: Birleştirilecek parçalar, kaynak ağzı açılmadan ya da uygun kaynak ağzı açılarak, kaynak konumuna getirildikten sonra, kaynak edilecek yere ve ilave telin üzerine dekapan sürülür. Ön ısıtma yapılarak (kalın parçalarda) kaynak işlemine geçilir. Dekapan eriyinceye kadar üflece hafif sağa sola salınım hareketi yaptırılır. Kaynak banyosu oluşurken, üzerine dekapan sürülen kaynak çubuğu da, alevin altına doğru sürülür. İlave çubuk eriyip esas metal ile birleşme başlayıncaya kadar üflece, kaynak doğrultusunda hareket yaptırılmaz. Böylece kaynak metali ve telin ergitilmesi sağlandıktan sonra, üfleç ve kaynak çubuğu sürekli ilerletilerek kaynak metalinin ağzını doldurabilmek için, üflece yan hareketlerde verilmelidir. Üflecin hafif ileri ve geri hareketi de, dekapanın, alüminyum oksidi (alümineyi) çözmesini sağlar. Kaynak çubuğu da, kaynak banyosuna periyodik olarak daldırılıp geri çekilerek, banyonun karışımını sağlamak suretiyle, kaynak sırasında dikiş içinde oluşması muhtemel 105
106 gazları dışarı atar. Böylece kaynak dikişinin gözeneksiz olması temin edilmiş olur. Bütün bu işlemlere kaynak işlemi sonuna kadar devam edilerek kaynak yapılmış olur. İnce parçaların kaynağı, kaynak ağzı açmadan sola, 5 mm den kalın olanları da, uygun kaynak ağzı açılarak, sağa kaynak yöntemi ile kaynak edilirler. Kaynak işlemi, zorunlu olmadıkça tek pasoda yapılmalı, fazla pasoda kaynak yapılması gereken hallerde, her pasodan sonra kaynak dikişinin temizlenerek, ikinci paso için hazırlanması gerekir. Daha kalın parçaların kaynağının, çift taraflı kaynak yapılması daha uygun olur. Kaynak dikişleri, kaynaktan sonra C de iken çekiçlenir ise doku homojenleşir, dikiş ya da çevresinin sertliği artar, iç gerilmelerin dağılımı da dengeli hale gelir. Yine kaynaktan sonra, dikiş üzerindeki ve kaynak bölgesindeki dekapan artıkları temizlenmeli; kaynak yeri sıcak su ya da buhar ile yıkanarak kurutulmalıdır. Bakırın Kaynağı Bakır, ısı iletkenliği fazla olan bir metal olduğundan, kaynak yerinde ısıyı yoğunlaştırıp, ergime sıcaklığına erişmek zordur. Kalın parçaların kaynağında bu zorluk daha da fazla olacaktır. Kaynak sırasında, kaynak yerinin sıcaklığını yükseltebilmek için, çeliğin kaynağına göre bir, bazı kalın parçaların kaynağında iki numara büyük üfleç seçilir. Ayrıca kalın ve büyük parçalar, kaynaktan önce ön ısıtmaya tabi tutulurlar. Yine bakırın ısıl genleşme katsayısı da fazla olduğundan, kaynak işlemi sırasında, ısınan bölgede büyük genleşme olacağından, bu olay da şekil değişikliğine (deformasyona) sebep olur. Bakır parçaların kaynağında bu hususlar dikkate alınarak, özel bir kaynak planı yapılır. Kaynaktan önce puntalama yapılmaz, parçalar bazı basit bağlama elemanları ile bir arada tutulur. Bakırın kaynağında kullanılan asetilen saf olmalı, bileşiminde de kükürtlü hidrojen bulunmamalıdır. Tüp asetilen kullanılması daha uygun olur. Ayrıca kaynak süresince, asetilenin debisininde sürekliliği, aynı hızda sürekli olarak sağlanmalıdır. Kaynak Alevi: Kaynak için uygun üfleç seçimi yapıldıktan sonra, kaynak yerinde hidrojen hastalığının meydana gelmemesi için karbonlayıcı; kaynak banyosunun oksijen alıp, bakır oksidin oluşmaması için de, oksitleyici alevin kullanılmaması gerekir. Asetilen fazlası ile yapılan kaynakta, asetilendeki hidrojenin, kaynak içinde oksijenle birleşmesi, dikişte iç gerilmelerin doğmasına sebep olur. Bu da kaynak yerinde çatlamalara yol açar. Bu duruma, bakırda "hidrojen hastalığı" denir. Bunun önlenmesi için bakırın kaynağı 106



107 nötr alev ile yapılmalı. Üfleç alevinin ucu, banyodan biraz uzakta tutulmalıdır. Üfleci fazla uzakta tutmakta yine dikişin, dışarıdan oksijen almasına neden olur. Kaynak Çubukları: İnce bakır saçların ya da fazla mekanik zorlama görmeyecek parçaların kaynağında, saf elektrolitik bakır kaynak çubukları kullanılır. Bakırın oksi-asetilen kaynağında genellikle ergime derecesi, bakırın ergime derecesinden C daha düşük olan kaynak çubukları kullanılır. Bu çubukların bileşiminde bakır oranı %98 den az olmamalıdır. Kaynak çubukları iyice erimeli, sıçrama yapmamalı ve her pozisyondaki kaynağa elverişli olmalıdır. Dekapanlar: Bakırın oksi-asetilen kaynağında kullanılan dekapanlar, toz ya da pasta halindedir. Bu dekapanlar bakır alaşımlarının kaynağında da kullanılabilir. Dekapanlar genellikle bor bileşiklerini içerirler. Bunlar kaynak sırasında oksitleri çözerek, bir cüruf haline getirirler. Toz halindeki dekapanlar ya oldukları gibi ya da su ile karıştırılarak, pasta haline getirildikten sonra kullanılırlar. Hazırlanmış bu pastalar uzun zaman açık havada bekletilirlerse bozulurlar. Pasta halinde hazırlanan dekapanlar, kaynak edilecek yere ve ilave çubuğun üzerine bir kıl fırça ile sürülürler. İnce parçalar dekapan kullanmadan, fosforlu çubuklar ile kaynak edilebilir. Kalınlığı 5 mm nin üzerindeki parçaların kaynağında, mutlaka dekapan kullanılmalıdır. Kaynaktan sonra da dekapan artıkları temizlenmelidir. Kaynak Ağzı: Parçalar, kalınlıkları ve kullanma amaçlarına göre kaynak ağzı hazırlığı yapılmalıdır. Uygun olan kaynak ağzı şekilleri: kıvrık alın, küt alın, "V ve "X" şeklinde olur. Uygulamada zorunlu olmadıkça iç köşe ve bindirme kaynakları kullanılmaz. Şekil-112 de kaynak ağzı şekilleri gösterilmiştir. Dikişin cinsi Dikişin gösterilişi Saç kalınlığı mm Aralık mm Şev açısı 1 Kıvrık alın 0, Küt alın 0, V-alın 4-20(30)



108 4 X-alın Kıvrık bindirme 1-16 Şekil: 112 Parça Kalınlığına Göre Kaynak Ağzı Şekilleri Kaynak Tekniği: Parçalar kaynağa hazırlanır, kaynak edilecek yerleri yağ, pislik ve oksitlerinden temizlenir. Sulandırılmış dekapan ince bir kıl fırça ile kaynak ağızlarına ve ilave telin üzerine sürülür. Bakırın ısıl iletkenliğinin yüksek olması, parçaların C lik ön ısıtmaya tabi tutulmasını zorunlu kılar. Üfleç, parça üzerinde açık kırmızı renk görülünceye kadar kaynak ağzına dik tutulur. Bu renk görülünce, parçalar kaynak tavına gelmiş demektir. Bu sırada üfleç, hemen çeliklerin kaynağında olduğu gibi eğimli hale getirilir, ara vermeden kaynağa devam edilir. Kaynak süresince üfleç sürekli olarak yarım daireler çizerek, kaynak metalinin ve ilave telin erimesini sağlamalıdır. Geniş dikişlerden kaçınmak için kaynak teli, üflecin önünde salınım hareketi yapmadan, doğrusal olarak hareket etmelidir. Hidrojen hastalığının önlenmesi, nötr bir alev ve üflecin kaynak yerine biraz yukarıdan tutulması ile mümkün olur. Üfleci fazla yukarıdan tutmakta, dikişin oksijen almasına yol açar. Bakırın genellikle sola kaynak yöntemi ile tek pasoda kaynak edilmesi gerekir. Kalın parçalara "V" ya da "X" kaynak ağızlan açılır. "X" kaynak ağzı açılmış parçaların iki kaynakçı tarafından, dik pozisyonda kaynak edilmesi daha uygun olur. Uzun dikişler çelikte olduğu gibi puntalanmamalıdır. Aksi halde kaynak sırasında ısıl genleşmeden dolayı çatlar, parçalar arasındaki aralıklar da kapanır. Bu durumu önlemek için, puntalama yerine parçaların arasındaki aralığın sabit kalmasını temin edecek, basit bağlama düzenekleri ile bağlanmaları yerinde olur. Şekil-113 Şekil: 113 Bakırın Kaynağında Kullanılan Bağlama Düzenekleri Kaynak dikişlerinin kaynaktan sonra henüz kırmızı renkte iken çekiçlenmesi; dokuyu homojenleştirir, dikişin dayanımını artırır ve kaynağın kalitesini yükseltir. Şekil
109 Şekil: 114 Bakırın Çift Taraftan Kaynak Edilmesi ve Çekiçlenmesi Şekil-115 te görülen parçanın kaynağını yapmak için önce aralık kapanmasını önleyen basit düzenek ile parça bağlanmalı. Kaynağa, "b" noktasından 1 istikametine devam edilmeli, sonra tekrar "b" noktasına dönüp, 2 istikametinde kaynak işlemi tamamlanmalıdır. Şekil: 115 Uzun Kaynak Dikişinde Kaynak Sırası Pirincin Kaynağı: Pirinç malzemenin oksi-asetilen kaynağı ile birleştirilmesi günümüzde yaygın olarak yapılmaktadır. Özellikle bileşiminde yüksek miktarda bakır bulunan pirinç borular, her pozisyonda kaynak edilebilmektedir. Yüksek sıcaklıktaki bakıra hidrojen etki yaparak, bakır hastalığı meydana getirdiği halde, pirinç malzemede bu olay görülmez. Pirinç; bakır-çinko alaşımı olduğundan, bileşiminde bulunan çinkonun 419 C de ergimesi, 907 C de buharlaşmasından dolayı, gerekli önlemler alınmadığı takdirde, kaynak sırasında çinko buharlaşması olacağından, kaynak yeri gevrekleşir ve dikiş gözenekli olur. Bunun önlenmesi, kaynak yaparken oksitleyici bir alevin kullanılması ile mümkün olur. Oksitleyici alev, kaynak banyosunun yüzeyinde oksit tabakası oluşturarak çinkonun buharlaşmasını, dolayısı ile de çinko kaybını önler. Dekapan olarak, bakır kaynağında kullanılan dekapanlar, aynı teknikle sürülerek kullanılırlar. Bileşiminde yüksek oranda bakır bulunan pirinçler ise, içinde, %1 - %1,5 fosfor bulunan bakır kaynak çubukları ile kaynak edilebilirler. Bileşiminde %80 den daha az bakır bulunan pirinçlerin, aynı bileşimde ilave tel 109
110 temin edilerek kaynak edilmeleri daha doğru olur. Kaynak donanımı olarak, bakır kaynağında kullanılan donanımın aynısı kullanılır. Daha ziyade sola kaynak yöntemi ile kaynak yapılır. Isı iletme kabiliyeti, bakıra göre daha düşük olduğundan aynı kalınlıktaki çelik için seçilen üfleç ile kaynak yapılmalıdır. Kaynakta oksitleyici alev kullanılmalıdır. Çinkonun Kaynağı: Saf çinkonun kaynağı oldukça zordur. Kaynak sırasında tav rengi göstermemesi, düşük sıcaklıkta erimesi ve buharlaşması kaynağının yapımını zorlaştırır. Bu nedenle, aynı kalınlıktaki çelik için seçilen üfleçten, bir ya da iki numara küçüğü seçilmeli ve yumuşak alev kullanarak kaynak yapılmalıdır. Kaynak sırasında, uygun dekapan kullanılmalıdır. İlave tel olarak da, esas metalden daha düşük sıcaklıkta eriyen çinko alaşımları kullanılmalıdır. Kaynak edilmesi için: Parçalar kaynağa hazırlandıktan sonra, kaynak edilecek yerlerine ve ilave tele dekapan sürülür. Kaynak üfleci yumuşak aleve ayarlanır lik bir açı ile üfleç parçaya yaklaştırılır, hiç bir zaman dik tutulmaz, üflecin alevi kaynak çubuğuna doğru tutulur. Kaynak çubuğundan, metal damlarken çubuk geri çekilir. Üflece metali delmemesi için salınım hareketi verilir. Duruma göre sağa ya da sola kaynak yöntemi ile kaynak yapılabilir. Kaynaktan sonra C de kaynak dikişleri çekiçlenir ise, kaynak yerinin mekanik özellikleri iyileşir. Çinko alaşımlarının, özellikle döküm parçalarının, kaynaktan önce de C lik ön tav yapılarak kaynak edilmeleri daha uygun olur. Kurşunun Kaynağı: Kurşun parçalar da diğer metaller gibi kaynak edilebilirler. Kurşun en yumuşak metallerden biridir. Ergime sıcaklığı 327 C; yanma ısısı 1750 C dir. Kolay eğilip büküldüğü gibi, kolay da kaynak edilebilir. Yalnız kaynak sırasında dikiş üzerinde meydana gelen sarımtırak bir cüruf fena bir koku yapar. Oldukça zehirlidir. Kaynakçıların, bundan etkilenmemeleri için gaz maskesi kullanmaları gerekir. Kaynak yaparken üfleç olarak, çeliğe göre bir ya da iki numara küçük olanı seçilir. Alev ise, 1/1 oranında nötr alev olmalıdır. Kaynak sırasında parçalar ve ilave çubuklar, önce oksitlerinden raspa ile temizlenir, dekapanda kullanılır. İnce parçalar üst üste getirilip ilave tel kullanılmadan, kalın parçalara "V" kaynak ağzı açılarak ilave tel kullanılarak, kaynak yapılırlar. Üflecin parçaya açısı olmalı, eriyik kütlenin akmaması için çelik kalıplar ya da altlıklar kullanılmalıdır. Kaynak sonrası diğer metallerde görülen iç gerilmeler kurşunda görülmez. Bilgi Soruları: 1. Metallerin kaynağında bilinmesi gereken ortak özellikler nelerdir? 2. Kaynakta yüzeylerin temizliğine neden önem verilir? 110
111 3. Sade karbonlu çeliklerin kaynağında kaynak kabiliyetini olumsuz yönde etkileyen element hangisidir? Neden? 4. Dökme demirin kaynak edilebilme yeteneğini hangi durumlarda yitirdiğini anlatınız. 5. Dökme demir kaynaktan önce neden ön ısıtmaya tabi tutulur? 6. Dökme demirler kaynaktan sonra neden yavaş soğutulmalıdır? 7. Alüminyumda kaynak ağız hazırlıklarının nasıl yapıldığını şekil ile gösteriniz. 8. Alüminyum kaynak çubukları ve dekapanları hakkında bilgi veriniz. 9. Hadde alüminyum kaynağında işlem sonrasını anlatınız. 10. Döküm alüminyumun kaynağında işlem sırasını anlatınız. 11. Bakır kaynağında alevin etkisini anlatınız. 12. Bakırın kaynatma tekniği hakkında bilgi veriniz. 13. Bakır ve alüminyum kaynağında kaynak dikişleri sıcak iken neden çekiçlenir? 14. Bakır kaynağında kaynak dikişleri uzunsa, puntalanmadan kaynak edilir neden? 15. Bakır kaynağında dekapanların görevi nedir? 16. Pirincin kaynak edilmesini anlatınız. 17. Çinkonun kaynak edilmesini anlatınız. 18. Kurşunun kaynak edilmesini anlatınız. BÖLÜM XII LEHİM Tanım: İki metalik malzemenin, ergime derecelerinin altındaki bir sıcaklıkta ergiyen ilave bir metal (lehim alaşım) ile birleştirilmesi işlemidir. Lehim işlemi, birleştirme sıcaklığına göre ikiye ayrılır. Ergime sıcaklığı 400 C nin altında yapılan lehimleme işlemine yumuşak lehimleme, 400 C üzerinde yapılan lehimleme işlemine de sert lehimleme denir. Genelde yumuşak lehimlemede, lehim metalinin bileşimini KALAY-KURŞUN oluşturmaktadır. Sert lehim metalinin (alaşımın) bileşiminde değişik metaller olduğundan, ilerde çizelge halinde verilecektir. Lehimleme işleminde, lehimlenecek yüzeyler arasında bir difüzyon olayı söz konusudur. Çalışma sıcaklığına kadar tavlanan lehimlenecek metallerin yüzeyine düşen lehim damlaları yüzeyde yayılır. Soğumanın neticesinde katılaşarak yüzeyler arasında birleşme temin eder. Burada birleşme, difüzyon olayı neticesinde olmuştur. Neticede, esas metaldeki bazı elemanlar lehim alaşımına, lehim alaşımındaki bazı elemanlarda esas metale difüzyon ile geçer. 111
 Çalışma Sıcaklığı: Lehim edilecek malzemenin temas eden yüzeyleri arasına, erimiş haldeki lehim alaşımının girebileceği sıcaklıktır.")
112 Lehimlemede şu iki sıcaklık önemlidir: a) Çalışma Sıcaklığı. b) Sulanma Sıcaklığı. a) Çalışma Sıcaklığı: Lehim edilecek malzemenin temas eden yüzeyleri arasına, erimiş haldeki lehim alaşımının girebileceği sıcaklıktır. Böylece araya giren erimiş lehim alaşımı, lehim edilecek malzemeleri birleştirir. b) Sulanma Sıcaklığı: Erimiş haldeki lehim alaşımının, lehim edilecek malzeme üzerinde tutunabileceği sıcaklığıdır. Böylece eriyen lehim alaşımı, temas eden yüzeyler arasında akarak, birleşmeyi gerçekleştirir. Sert Lehim: Birleştirme sıcaklığı 400 C nin üzerinde yapılan, birleştirme işlemidir. Parçaların ısıtılması için, çeşitli ısı kaynakları vardır: a) Oksi-asetilen alevi ile lehimleme. b) Fırında lehimleme. c) Endüksiyon ile lehimleme. d) Elektrik arkı ile lehimleme. e) Elektrik direnci ile lehimleme Oksi-Asetilen Alevi İle Lehimleme: Oksi-asetilen alevi ile yapılan lehimlemede, mevzi (lokal) ısıtmadan sakınmak için, yumuşak bir alev kullanılmalıdır. Lehim yolu ile birleştirilecek parçaların arasında, bulunması gereken uygun lehim aralığı da önemlidir. Lehimlemede emme (difüzyon) olayının gerçekleşebilmesi için, lehim aralığı hiç bir zaman 0,5 mm yi geçmemelidir. Şekil-116 A-B aralık uygun bırakılır ise, "lehim"; düşey doğrultudaki aralıklarda bile kolayca yükselebilir. Şekil-116 C lehim aralığı, paralel yüzeylerden meydana gelmeli "V" şeklindeki genişlemelerden kaçınılmalıdır. Ergimiş Lehim A Ergimiş Lehim B Lehim aralığı fazla (0,5 mm den büyük) Emme olmaz. Lehim aralığı normal (0,5 mm den küçük) Emme olur. 112
113 C Lehim Şekil: 116 Lehim Aralıklarında Lehimin Ergimesi ve Yayılması Lehimlemenin önemi gitgide artması nedeni ile sert lehimlemede kullanılan lehim alaşımları da geliştirilmektedir. En çok kullanılan lehim alaşımları çizelge-16 da verilmiştir. Lehim Grupları ( %) Bileşimleri Cu Zn Ag Ni Cd Sn P Si Mn Al Mg Fe Cu Max Max Max Cu-Zn Kalanı 1 1 4,5 0,2 1 1,2 Max Max Max Max Max Max Cu-Zn-Ni Kalanı 1 Max ,3 Max 0,2 Cu-P Kalanı 15 Max 7 Max Ag Kalanı ,5 25 5,5 Max Max Max Al 4,7 Max ,15 Kalanı Mg 0,3 0,10 8,3-12 Ka Max Çizelge-16 Endüstride En Fazla Kullanılan Lehim Alaşımları Lehimlemenin sağlam bir şekilde gerçekleşebilmesi için, lehim edilecek metallerin, lehim yüzeyleri arasındaki oksit filminin temizlenmesi ve parçalanması gerekir. Bu da oksit çözücü dekapanlar yardımı ile olur. Lehim emme ile yükselir. Dekapan: Metalik olmayan bir malzeme olup, birleştirilecek yüzeylere ve lehim alaşımına yeter derecede sürüldüğünde, oksit filmini parçalayarak lehimin; lehim olacak yüzeyler ile birleştirilmesini temin eder. Lehim yerinde yeni oksit filmi oluşumunu da önler. Sert lehimleme işlerinde kullanılan dekapanlar ve formları çizelge-17 de verilmiştir. 113
114 Lehim Grubu Cu Cu-Zn Cu-Zn-Ni Ag Cu-P Al Mg Bileşiminde Bulunan Elemanlar Boraks Asitborik Bazı Organik Mad. Asitborik Boratlar-Florürler Florürler Klorürler Dekapanın Bulunduğu Form Pasta ya da toz halinde Pasta ya da toz halinde Toz Çizelge-17 Lehimlemede Kullanılan Dekapanlar Lehim Grupları Erime Dereceleri Uygulandığı Metal Cu 1083 Fe Metalleri Ni ve Cu-Ni Alaşımları Cu-Zn Fe Metalleri Cu ve Cu Alaşımları Ni ve Ni Alaşımları Kullanılan Isı Kaynağı Üfleç, Fırın, Yüksek frekans, koruyucu gaz Cu-Zn-Ni Fe Metalleri Ni ve Ni Alaşımları " " Cu-P Cu ve Cu Alaşımları " " Ag Fe ve Fe olmayan Metaller (Al Mg Ti Hariç) Al Al ve Al Alaşımları " " Daldırma Mg Mg ve Mg Alaşımları Üfleç, Fırın Koruyucu Gaz Çizelge-18 Endüstride En Çok Kullanılan Sert Lehim Alaşımlarının Ergime Dereceleri ve Uygulandığı Metaller Verilmiştir. Endüstride ısıya dayanıklı lehim alaşımları da geliştirilmiştir. Bu alaşımların ergime dereceleri ve kullanıldığı yerler çizelge-19 da verilmiştir. Lehim Grupları (Bileşimi) Çalışma Sıcaklığı Kullanma Yerleri ( C) Ag 85-Mn C ye kadar ısıya dayanıklıdır. Paslanmaz çeliklerin ve nikel alaşımlarının fırında H 2 veya N 2 atmosferi altında yapılan lehimlemelerinde Au 37,5 - Cu 62, Fe, Ni - Co Alaşımlarının vakumda veya H 2 atmosferindeki fırın lehimlemelerinde Ni 7-Cr 16,5 (Fe Si C) 10-33, C ye kadar ısıya ve korozyona dayanıklıdır. Paslanmaz çeliklerin ve nikel alaşımlarının lehimlenmesinde kullanılır. H 2 atmosferi altında fırın lehimlemelerinde (Jet uçaklarında) 114
115 Ni - Cr - Mn 1070 Paslanmaz ve alaşımlı çeliklerin vakumda yapılan lehimlemelerinde Reaktör inşasında ve koruyucu gazla lehimlemede Ag 63-Pd 32-Mn C ye kadar ısıya dayanıklıdır. Paslanmaz çeliklerin, kovan ve nikel alaşımlarının birleştirilmesinde jet motorlarında, fırında H 2 atmosferi altında yapılan lehimlemelerde, koruyucu gazla lehimlemede. Çizelge-19 Isıya Dayanıklı Lehimler ve Kullanıldığı Yerler Örnek: Sert metal uçların kesici takımlara lehimlenmesi: Halk arasında elmas uç olarak bilinen bu uçlar, aslında sinterleme yöntemi ile elde edilen sert metal plaketleridir. Bu plaketler tungsten, titan, tantal, molibden, niobiyum ve radyum gibi yüksek sıcaklıkta eriyen metallerin, ince karbürlerinden sinterleme yolu ile elde edilirler. Bağlayıcı metal olarak Nikel ve Kobalt kullanılır. Sinterleme sırasında bir kısım kobalt veya nikel eriyerek karbür tanelerinin etrafını sarar. Sinterleme sırasında sinterlenecek karışımın kg/cm 2 basınç altında preslenip C arasındaki sıcaklıkta 40 dakika ile 2 saat kadar pişirilmesi olayıdır. Yüksek sıcaklıkta eriyen tungsten ve titan gibi metallerin karbürlerinden elde edilen sert plaketler HRC gibi bir sertliğe sahip olurlar. Bunlar C de sertliklerini kaybetmezler. Bu nedenle bütün malzemelerin talaş kaldırma işlerinde kesici uç olarak kullanılırlar. Sert metal ucun kesici takım ile yapılan birleştirme kalitesi şu faktörlere bağlıdır. a) Uygun sert ucun seçimi b) Uygun olan takım malzemesinin seçimi c) Lehim ve dekapan seçimi d) Takım ve sert ucun lehime hazırlanması e) Lehim yapılması Lehimlemenin Yapılması: Sert metal uç ile kesici takım arasında iyi bir bağlantı elde etmek için kullanılan sert lehim alaşımının aşağıdaki şartları yerine getirmesi gerekir. 1. Lehimin erime derecesi düşük olmalıdır. 2. Yeterli derecede sıkı ve sünek olmalı ve tavlama sırasında bu özelliğini değiştirmemelidir. 3. Lehim; lehimlenen yüzeyleri iyi sulandıran ve ince aralıklara kolayca nüfuz eden bir alaşım olmalıdır. 115
116 4. Yüksek bir ısı geçirme kabiliyetine sahip olmalı ve sert metalden kesici uca ısıyı iyice nakledebilmelidir. 5. İyi bir bağlantı vermesi ve birleştirilen yüzeyleri tutma garantisi sağlamalıdır. Bu şartları yerine getiren en iyi alaşımlar yüksek gümüşlü sert lehimlerdir. Takımların sert lehimleme için hazırlanmasından önce, söz konusu olan sert metal uç ile takımın lehimlenmesinde; metal ucun ölçülerine uygun bir yer (yuva), lehimlenecek takım üzerine açılır. Sonra lehimlenecek kısmın yağ, oksit gibi bütün pisliklerden temizlenmesi gerekir. Bu yuvalar takımın cinsine göre ya açık, ya yarım açık veya kapalı olur. Şekil-117 a, b, c Sert Uç Lehim Plakası Takım Sapı A B C Şekil: 117 Kesici Uçların Sert Lehime Hazırlanması Sert metal uçların oksi-asetilen alevi ile lehimlenmesinde aşağıdaki yazılı hususlara özen gösterilmelidir. 1. Üfleç redükleyici bir alev verecek şekilde ayarlanmalı, yani alev asetilen fazlasıyla yanmalıdır. 2. Üfleç alevi, takım sapının altına gelecek şekilde, parça ısıtılmalıdır. 3. Sert metalin yalnız kesici takım sapından geçen ısı ile tavlanması gerekir. Alevin doğrudan doğruya sert uca teması sert metal ucun çatlamasına veya kenarlarının erimesine neden olur. 4. Mümkün ise küçük bir üfleç ile çalışılmalıdır. Büyük bir alev sert metal ucun aşırı ısınmasına neden olur. Kalem sapı önce 800 C ye kadar bir ön ısıtmaya tabi tutulur. Sonra lehimlenecek yere boraks serpilir ve cüruf temizlenerek sert metal uç yuvasına konur. Daha sonra lehime ve lehim yüzeyine dekapan konarak lehim eriyene dek (yaklaşık 1200 C ) ısıtılır. Lehim 116
117 eriyince, metal uç bir çubuk ile yuvaya yerleştirilerek bastırılır ve sonrada yavaş yavaş soğumaya bırakılır. Soğuma neticesinde takımın üzerindeki cüruflar temizlenir. Bilgi Soruları: 1. Lehimin tanımını yapınız. 2. Lehimlemede difüzyon olayını anlatınız. 3. Sert lehimlemede ısı kaynakları neler olabilir? 4. Dekapanlar hakkında bilgi veriniz. 5. Bazı lehim alaşımlarının ergime dereceleri ve kullanıldıkları yerler hakkında bilgi veriniz. 6. Lehim aralığı hakkında bilgi veriniz. 7. Sert metal uçların kesici takımlara lehimlenmesi hakkında bilgi veriniz. BÖLÜM XIII KAYNAK DİKİŞLERİNİN KONTROLÜ Kaynağın kabul edilebilir olup olmadığı, yapılan kontroller sonucu ortaya çıkar. Kontrolün yapılabilmesi için, kaynak kalitesinden ne beklenildiği, iyi bir kaynağın nasıl olması gerektiği, sorularına cevap vermek yerinde olur. A. Kaynağın kalitesi şu faktörlere bağlıdır. a) Kaynakta birleştirmelerin dikkatli yapılmış olmasına. b) Aşağıda sayılan hususlar bakımından standartlara uygun olmasına. 1. Ana malzemeye. 2. İlave malzemelere. 3. Dekapanlara. 4. Kaynak ağzı hazırlıklarına. 5. Uygulanan kaynak yöntemlerine. 6. Kaynak teknolojisi bilgisine. 7. Kaynak ekipmanlarına. 8. Yardımcı ekipmanlara. 9. Kontrolü yapan personelin bilgisine. 10. Kontrolü yapan personelin imalat kültürüne. B. Kaynak dikişlerinin kontrolleri yapılırken, uygulanan yöntemlerin güvenilir olması gerekir. Bu da aşağıdaki şartlara bağlıdır: a) Gerekli hassasiyeti göstermek. b) Hataların bulunmasında güvenilir olmak. 117
118 c) İmalatı aksatmamak. d) Kaynak sırasında ve sonrasında kaynağın kontrolüne imkân vermek. e) Kontrolü emniyet içinde yapmak. f) Kaliteyi yükseltmek ve ekonomik olmak. C. Yapılan kaynak kontrollerini aşağıdaki gibi sınıflandırabiliriz: a) Gözle b) Yük altında c) Tahribatlı d) Tahribatsız a) Gözle Yapılan Kontrol: Bu kontrollerde kaynak dikişinin, dış (fiziki) durumuna bakılarak bilgi sahibi olunur. Kontroller bazı ölçme işlemleri ile de takviye edilebilir. Örneğin: Mastarlar yardımı ile dikişlerin; yüksekliği, genişliği, dış bükey ya da iç bükey olması ölçülebilir Şekil-118. Kaynak dikişinin ve ısının tesiri altında kalan bölgenin içyapısındaki hataların tespiti mümkün değildir. İçyapıdaki; gözenek, çatlak, boşluk ve cüruf kalıntısı gibi hataların tespiti için Tahribatlı ve tahribatsız testlerin yapımına gerek vardır. Gözle kontrol ile; sarkma, yığılma ve kenarlarındaki yanma oluklarına benzer bazı hatalar görülebilirler. b) Yük Altında Yapılan Kontroller: Bu kontrollerde kaynaklı iş parçası, çalışma yükünden daha fazla, fakat tahribata sebep olmayacak şekilde yüklenir; bu çeşit testler daha ziyade; basınçlı kaplar, hidrolik ve pnomatik sistemlere uygulanır. Yükleme sırasında gözle de kontrol yapıldığı için, gerilim yığılması beklenen yerler, tahribatsız yöntemle de kontrol edilerek, çatlaklar meydana gelip gelmediği araştırılmalıdır. c) Tahribatlı Kontrol: Kaynak dikişlerinin ya da kaynaklı parçaların, bir daha kullanılmamak üzere; çekme, eğme, kırma ve koparma yöntemlerinden birisi veya birkaçı kullanılarak tahrip edilmek suretiyle yapılan kontroldür. Bu kontrollerle: 1. Kaynak yerinin ve malzemenin mekanik özelliklerini. 2. Kaynak yönteminin, kaynağın özelliklerine etkisini. 3. Malzemenin kaynak edilebilirlik derecesini. 4. Kaynak ustalarının beceri düzeylerini ölçmek mümkün olur. d) Tahribatsız Kontrol: Kaynak edilecek malzeme ve kaynak dikişlerinde ya da geçiş bölgelerinde, mekanik bir işlem yapmadan, kontrol sonunda, gerektiğinde tekrar kullanılmak üzere; Radyografi 118

119 (röntgen), ultrasonik, manyetik ve sızdırmazlık testlerinden, biri ya da birkaçı uygulanarak yapılan kontrollerdir. Bu kontrollerde amaç, malzemelerin ya da kaynak dikişlerinin içindeki; gözenek, boşluk, çatlak, katmer ve cüruf boşluğu gibi hataları tespit etmektir. Günümüzde geliştirilmiş kaynak kontrol cihazları vardır. Aletlerimizle yapabileceğimiz ölçme ve mekaniksel bazı kontrollere ait örnekler şekil- 118, 119, 120 ve 121 de verilmiştir. Şekil: 118 Kaynak Dikişlerinin Ölçülmesi Şekil: 119 Eğme Deneyleri A - Yüzey Eğme B - Kök Eğme 119
120 Şekil: 120 Eğme Açısı Şekil: 121 Kırma Deneyi 120
121 BÖLÜM XIV KAYNAKTA İŞ GÜVENLİĞİ Genelde güvenli çalışmanın ön şartı; iyi eğitilmiş bir personel, bakımlı bir kaynak donanımı, iyi düzenlenmiş atelye ve bunların yanında güvenlik kurallarına uyarak sağlanır. Kişisel Güvenlik Kuralları: a) Gözlük kullanılmalı. b) Eldiven ve iş elbisesi giymeli (yağlı olmayacak) oksijen ve yağ yanmayı hızlandırır. c) Oksijen ve asetilen basınç düşürücülerine, vana ve benzeri yerlere yağ sürülmemeli. d) Arızalı olan cihazlar kullanılmamalı. e) Galvanizli demir, galvaniz, pirinç, bronz, kurşun, alüminyum, civa, kadmiyum ve berilyum gibi metaller kaynak edilirken ya da kesilirken solunum maskesi kullanılmalı. Yangına Karşı Önlemler: a) Kaynağa başlamadan önce kaynak alanındaki yanıcı maddeleri uzaklaştırınız. b) Yangın söndürücüyü kolay alınır ya da görünür yere asınız. c) Asetilen kazanı ya da tüplerini açarken, alevden uzak tutunuz. d) Kaynak işi bitince vanaları kapatıp hortumları boşaltınız. e) Kaynak ısısından ve kıvılcımlardan korunmak için önlem alınız. (eldiven, önlük, tozluk gibi giysiler giyiniz) Kaynak Yerinde Meydana Gelen Hava Kirliliği: Kaynak yapılırken; azot, oksijen gibi çeşitli gazlar ile duman, metal buharı gibi sağlığa zararlı partiküller çıkmaktadır. Bu maddelerin solunum yollarına zararı olacaktır. Özellikle ağır metallerin buharı; solunum sistemlerini fonksiyon dışı bırakabilir. Bu nedenle kapalı yerde yapılan kayak işlemi sırasında meydana gelen gaz ve dumanlar emilerek, kaynakçının teneffüs etmesine meydan bırakmadan dışarı atılmalıdır. EKLER: 1. Sert lehim örnekleri Alın ve köşe birleştirmelere ait örnekler Birleştirmelere ait çeşitli örnekler Boru kaynaklarına ait örnekler Tanker ve kazanların kapak kaynağına ait 126 örnekler 121

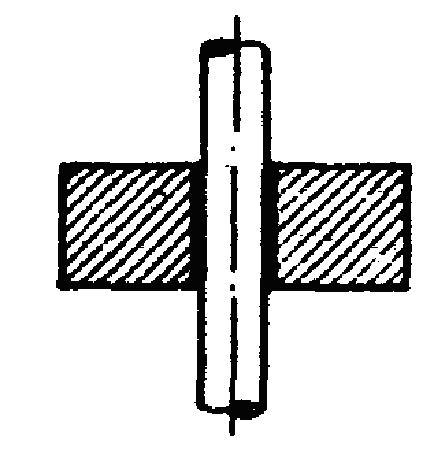
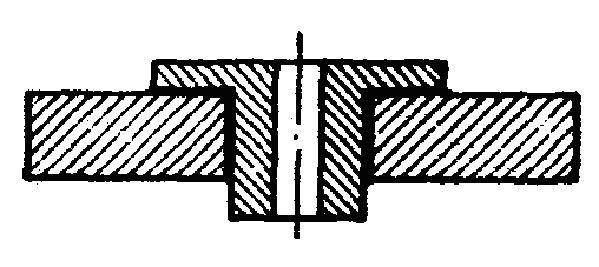
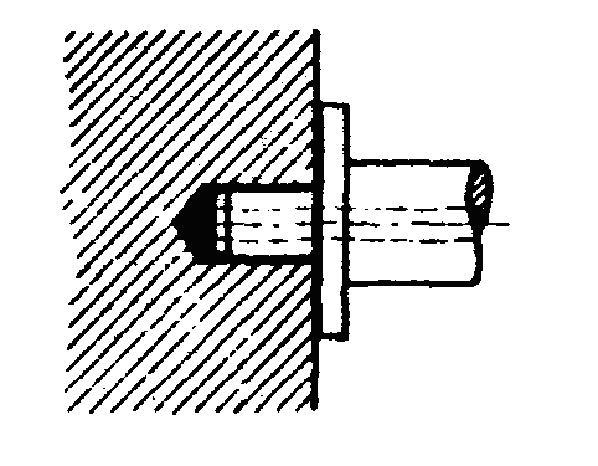
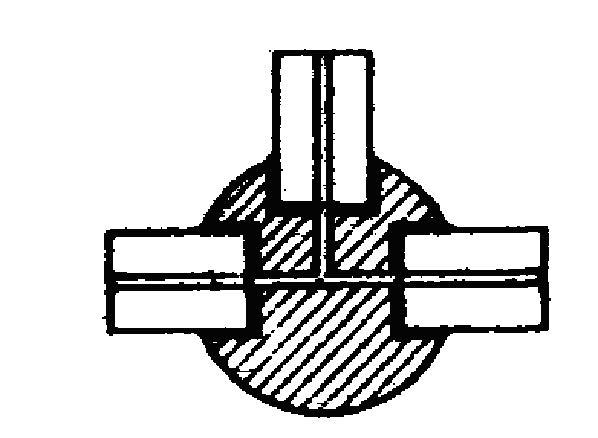
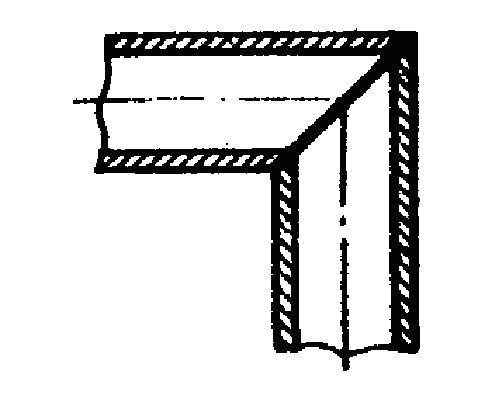
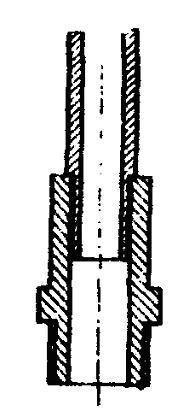
122 SERT LEHİM UYGULAMALARI 122

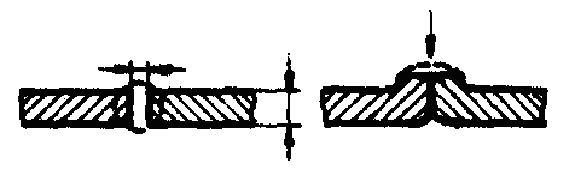
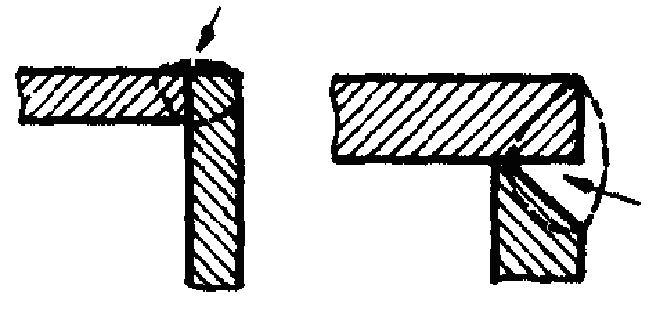
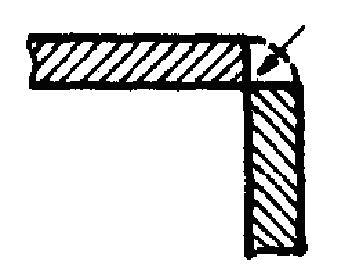

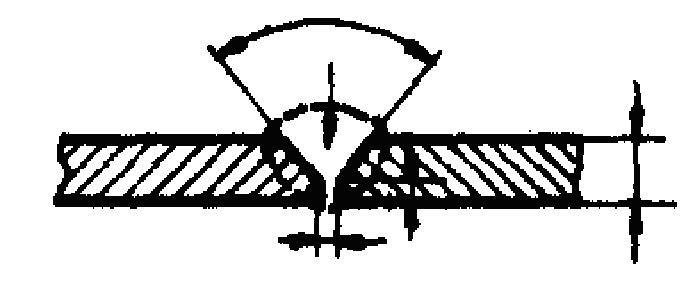
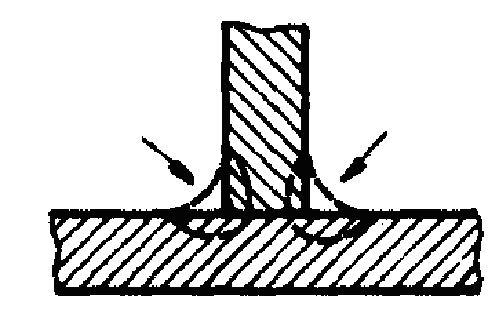
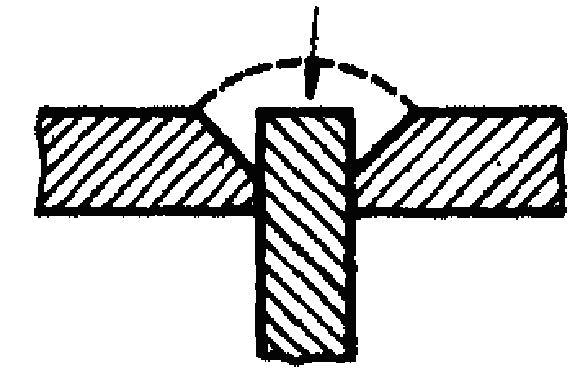

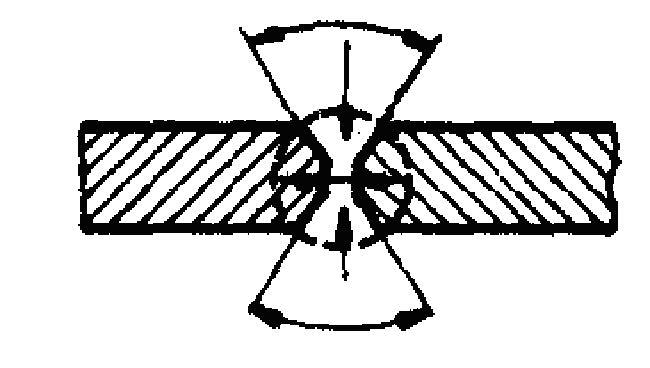
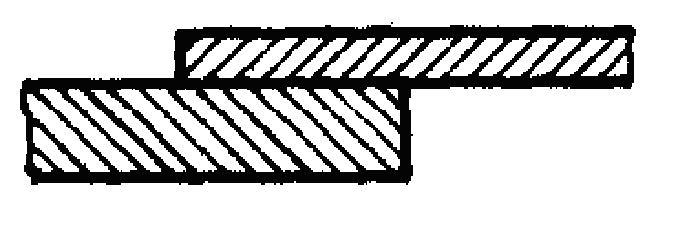
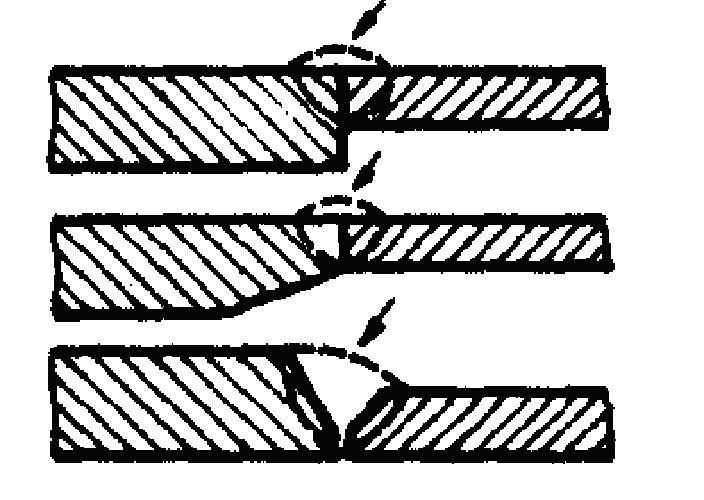
123 Yanlış Doğru Köşe Birleştirmeler Sola Kaynak Sağa Kaynak ALIN VE KÖŞE BİRLEŞTİRMELERİNE AİT ÖRNEKLER 123
124 Alın Birleştirmeler Bindirme Birleştirmeler Köşe Birleştirmeler Flanş ve Köşe Ekleri Boru Flanş Birleştirmeleri BİRLEŞTİRMELERE AİT ÇEŞİTLİ ÖRNEKLER 124


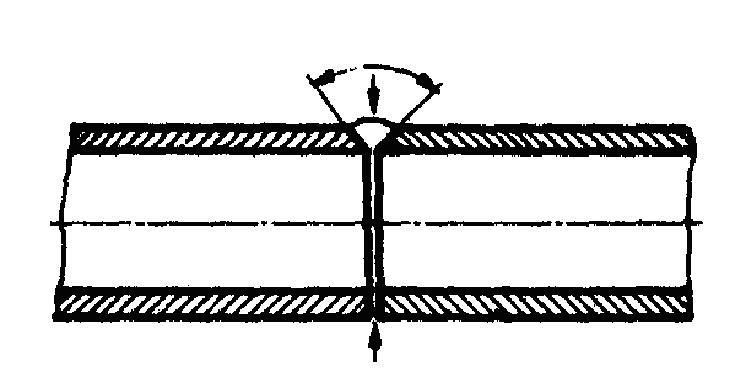
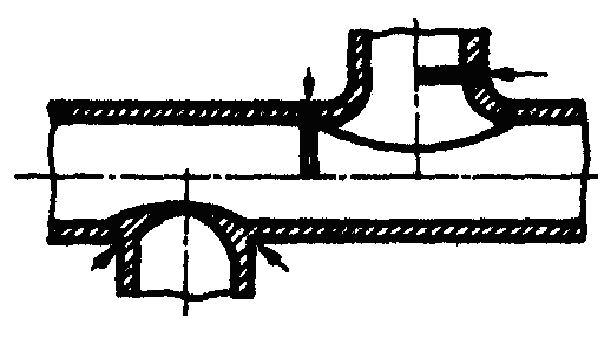
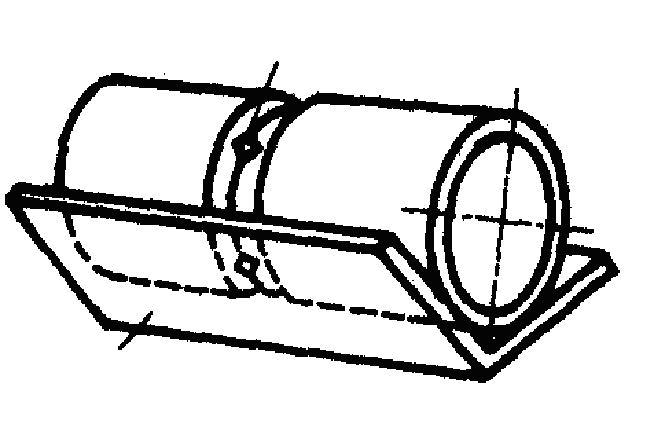
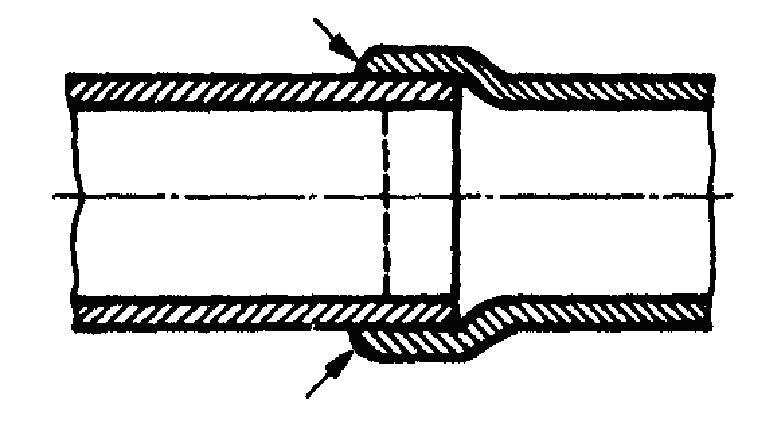
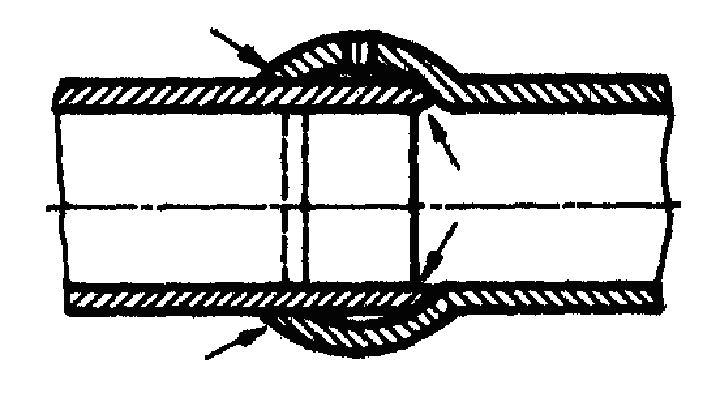
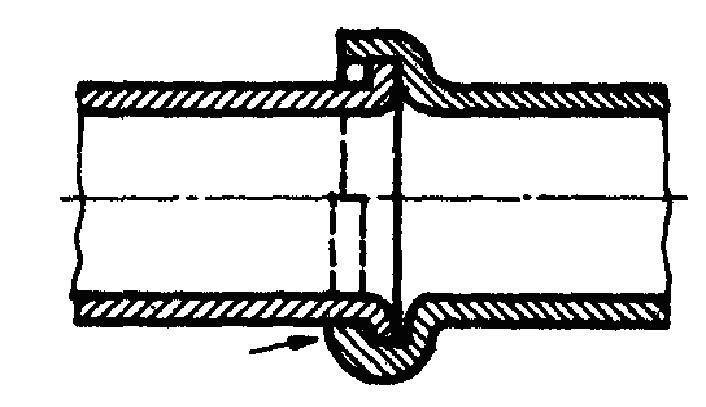
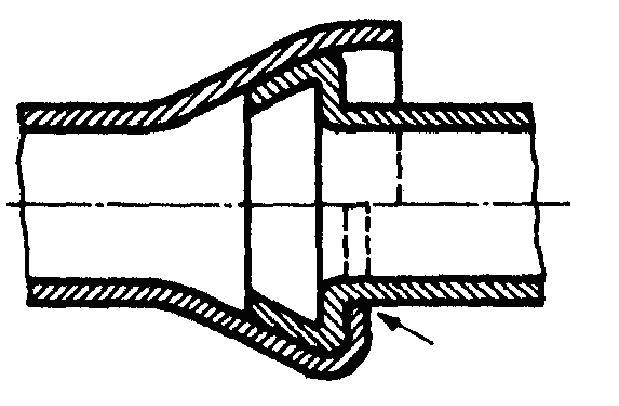
125 Boruların Alın Kaynağı Muylu Birleştirmeler BORU KAYNAKLARINA AİT ÖRNEKLER 125
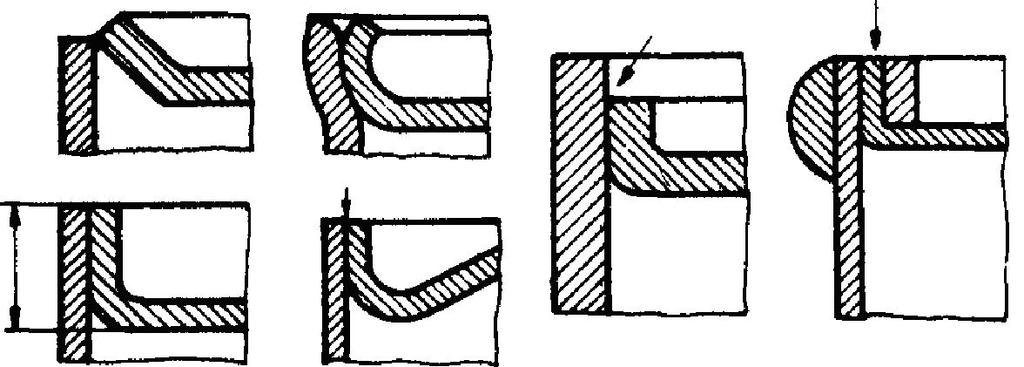
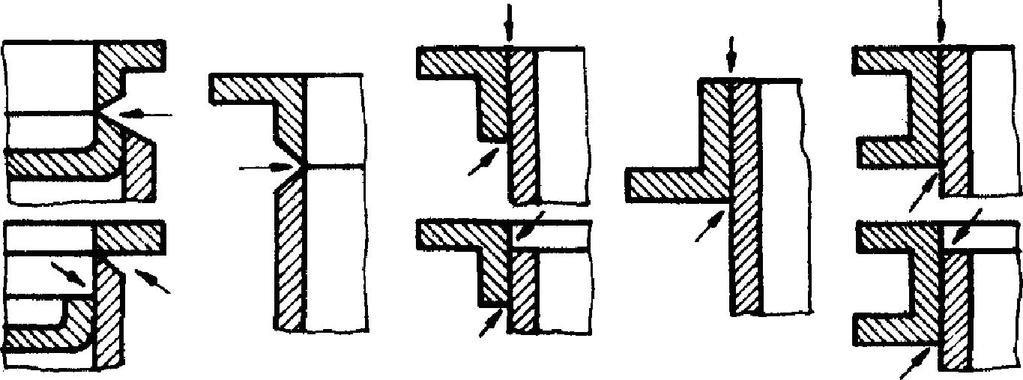
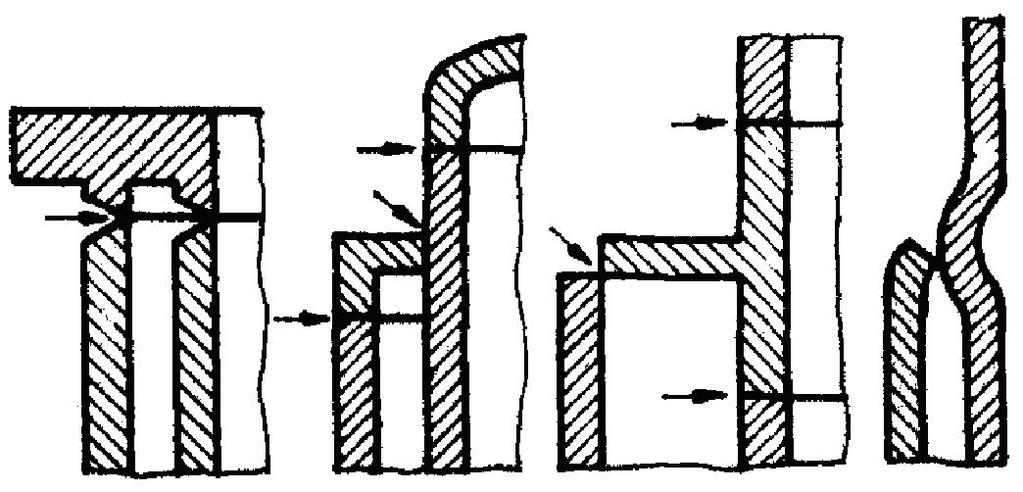
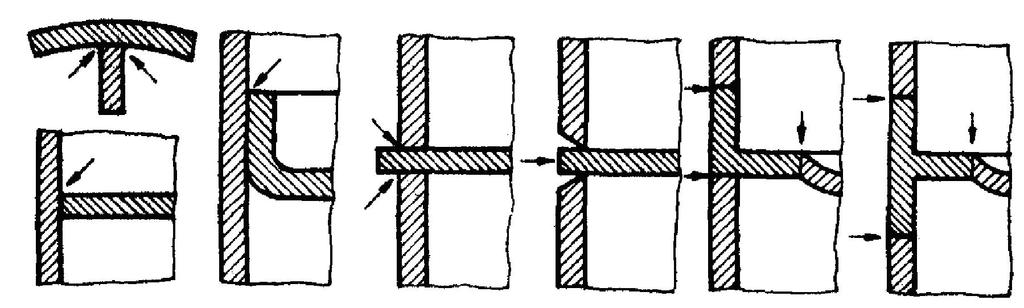
126 Depo Ve Tankerlerde İç Bölmeler TANKER VE KAZANLARIN KAPAK KAYNAKLARI 126
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
BASINÇLI KAPLARDA ÇALIŞMALARDA İŞ SAĞLIĞI ve GÜVENLİĞİ
 1 Basınçlı kaplarda temel prensip olarak hidrostatik test yapılması esastır. Bu testler, standartlarda aksi belirtilmediği sürece işletme basıncının 1,5 katı ile ve bir yılı aşmayan sürelerle yapılır.
1 Basınçlı kaplarda temel prensip olarak hidrostatik test yapılması esastır. Bu testler, standartlarda aksi belirtilmediği sürece işletme basıncının 1,5 katı ile ve bir yılı aşmayan sürelerle yapılır.
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ. Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
VE UYGULAMALARI HACI ASLAN KAYNAK TEKNİKLERİ KAYNAK TEKNİKLERİ HACI ASLAN 1
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ HACI ASLAN HACI ASLAN 1 TANIM: Bir yanıcı gaz ile bir yakıcı gazın belirli karışım oranlarında ayarlanarak hamlaç adı verilen cihazlarda
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ HACI ASLAN HACI ASLAN 1 TANIM: Bir yanıcı gaz ile bir yakıcı gazın belirli karışım oranlarında ayarlanarak hamlaç adı verilen cihazlarda
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Kutay Mertcan AYÇİÇEK. Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı
 Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
KLİMA İÇ TESİSAT YIKAMA MAKİNASI SERVİS BÜLTENİ
 KLİMA İÇ TESİSAT YIKAMA MAKİNASI SERVİS BÜLTENİ Satış Sonrası Hizmetler Yöneticiliği 1 / 13 02.2008 Rev 0 01/2008 02.2008 İÇİNDEKİLER 1. ÜRÜN TANITIMI... 3 2. MONTAJ ŞEMASI... 3 3. MONTAJ ŞEMASINDA BELİRTİLEN
KLİMA İÇ TESİSAT YIKAMA MAKİNASI SERVİS BÜLTENİ Satış Sonrası Hizmetler Yöneticiliği 1 / 13 02.2008 Rev 0 01/2008 02.2008 İÇİNDEKİLER 1. ÜRÜN TANITIMI... 3 2. MONTAJ ŞEMASI... 3 3. MONTAJ ŞEMASINDA BELİRTİLEN
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
KAYNAK İŞLERİNDE İSG
 KAYNAK İŞLERİNDE İSG Kaynak işlerindeki başlıca tehlikeler şunlardır: Işın ve ışık Toz, gaz ve dumanlar Endüstriyel gazlar ve basınçlı gaz tüpler Elektrik Gürültü Kaynak yapılan ortamın özellikleri Oksi-asetilen
KAYNAK İŞLERİNDE İSG Kaynak işlerindeki başlıca tehlikeler şunlardır: Işın ve ışık Toz, gaz ve dumanlar Endüstriyel gazlar ve basınçlı gaz tüpler Elektrik Gürültü Kaynak yapılan ortamın özellikleri Oksi-asetilen
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
BASINÇLI KAPLARDA MEYDANAGELEBİLECEK TEHLİKELER
 BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
ENDÜSTRİYEL GÜÇ DAĞITIM AŞ
 YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
MUTFAKLARDA ENERJİ VERİMLİLİĞİ. İbrahim KOLANCI Enerji Yöneticisi
 BİNALARDA ELEKTRİK TÜKETİMİ 35 30 25 20 15 10 5 0 YÜZDE % STANDBY KURUTUCULAR ISITICILAR TELEVİZYON AYDINLATMA BULAŞIK MAKİNASI ÇAMAŞIR MAKİNASI KLİMA BUZDOLABI DİĞER Soğutucu ve Dondurucular Bir soğutucu
BİNALARDA ELEKTRİK TÜKETİMİ 35 30 25 20 15 10 5 0 YÜZDE % STANDBY KURUTUCULAR ISITICILAR TELEVİZYON AYDINLATMA BULAŞIK MAKİNASI ÇAMAŞIR MAKİNASI KLİMA BUZDOLABI DİĞER Soğutucu ve Dondurucular Bir soğutucu
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
İş Sağlığı ve Güvenliği-II
 İş Sağlığı ve Güvenliği-II Kaynak İşlerinde İş Sağlığı ve Güvenliği Yrd. Doç. Dr. Yasin KABALCI Kaynak İki malzemenin, ısı veya basınç ya da her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden
İş Sağlığı ve Güvenliği-II Kaynak İşlerinde İş Sağlığı ve Güvenliği Yrd. Doç. Dr. Yasin KABALCI Kaynak İki malzemenin, ısı veya basınç ya da her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden
Toprakta Kireç Tayini
 Toprakta Kireç Tayini Toprakta kireç tayininde genellikle kalsimetre düzeneği kullanılır ve % kireç miktarı CaCO 3 cinsinden ifade edilir. Elde edilen veriler doğrultusunda toprakların kireç içeriğine
Toprakta Kireç Tayini Toprakta kireç tayininde genellikle kalsimetre düzeneği kullanılır ve % kireç miktarı CaCO 3 cinsinden ifade edilir. Elde edilen veriler doğrultusunda toprakların kireç içeriğine
VE UYGULAMALARI HOŞGELDİNİZ
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 DERSİN AMACI Demir esaslı
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 DERSİN AMACI Demir esaslı
PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER
 atölyeden PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER A. Turan GÜNEŞ Pres işlerinde zaman zaman yüksek güçlü ve kısa kurslu alt ve üst baskı düzenlerine ihtiyaç duyulur. Đki
atölyeden PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER A. Turan GÜNEŞ Pres işlerinde zaman zaman yüksek güçlü ve kısa kurslu alt ve üst baskı düzenlerine ihtiyaç duyulur. Đki
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Soru 3) Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?
 Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?") Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
HİDROLİK VE PNÖMATİK KARŞILAŞTIRMA
 PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
BASINÇLI KAPLARDA MEYDANAGELEBİLECEK TEHLİKELER
 BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
6. GENLEŞME DEPOLARI 6.1 AÇIK GENLEŞME DEPOSU
 6. GENLEŞME DEPOLARI Genleşme depoları sistemdeki basıncın kontrolü ve sisteme gerekli su desteğinin sağlanması bakımından çok önemlidir. Genleşme depoları açık ve kapalı olmak üzere iki tiptedir. 6.1
6. GENLEŞME DEPOLARI Genleşme depoları sistemdeki basıncın kontrolü ve sisteme gerekli su desteğinin sağlanması bakımından çok önemlidir. Genleşme depoları açık ve kapalı olmak üzere iki tiptedir. 6.1
Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı
 bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı") Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani madde yani bileşik
Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani madde yani bileşik
AKM-F-193 / 10.04.2014 / Rev:00
 AKM-F-193 / 10.04.2014 / Rev:00 YANMA NEDİR? Maddenin ısı ( sıcaklık ) ve oksijenle birleşmesi sonucu oluşan kimyasal bir olaydır. Bir yangının başlayabilmesi için gerekenler : 1- OKSİJEN ( HAVA ) 2- SICAKLIK
AKM-F-193 / 10.04.2014 / Rev:00 YANMA NEDİR? Maddenin ısı ( sıcaklık ) ve oksijenle birleşmesi sonucu oluşan kimyasal bir olaydır. Bir yangının başlayabilmesi için gerekenler : 1- OKSİJEN ( HAVA ) 2- SICAKLIK
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 3
 Enerji Kaynakları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 3 Enerji kaynakları Yakıtlar Doğa kuvvetleri Özel doğa kuvvetleri Yrd. Doç. Dr. Yüksel HACIOĞLU Katı Sıvı Gaz Odun Petrol Doğal Gaz Hidrolik Güneş Rüzgar
Enerji Kaynakları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 3 Enerji kaynakları Yakıtlar Doğa kuvvetleri Özel doğa kuvvetleri Yrd. Doç. Dr. Yüksel HACIOĞLU Katı Sıvı Gaz Odun Petrol Doğal Gaz Hidrolik Güneş Rüzgar
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Örnek : 3- Bileşiklerin Özellikleri :
 Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani
Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SAKARYA ÜNİVERSİTESİ SAKARYA MESLEK YÜKSEKOKULU
 TERMODİNAMİK Öğr. Gör. SAKARYA ÜNİVERSİTESİ SAKARYA MESLEK YÜKSEKOKULU ISI Maddenin kütlesine, cinsine ve sıcaklık farkına bağımlı olarak sıcaklığını birim oranda değiştirmek için gerekli olan veri miktarına
TERMODİNAMİK Öğr. Gör. SAKARYA ÜNİVERSİTESİ SAKARYA MESLEK YÜKSEKOKULU ISI Maddenin kütlesine, cinsine ve sıcaklık farkına bağımlı olarak sıcaklığını birim oranda değiştirmek için gerekli olan veri miktarına
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Gaz Ekipmanları Regülatörler/Contalar
 regulator brosuru_nihai.fh11 4/2/10 1:53 PM Page 1 Gaz Ekipmanları Regülatörler/Contalar regulator brosuru_nihai.fh11 4/2/10 1:53 PM Page 2 02 İçindekiler Gaz Ekipmanları Regülatörler/Contalar 3 7 8 9
regulator brosuru_nihai.fh11 4/2/10 1:53 PM Page 1 Gaz Ekipmanları Regülatörler/Contalar regulator brosuru_nihai.fh11 4/2/10 1:53 PM Page 2 02 İçindekiler Gaz Ekipmanları Regülatörler/Contalar 3 7 8 9
Gaz hali genel olarak molekül ve atomların birbirinden uzak olduğu ve çok hızlı hareket ettiği bir haldir.
 GAZLAR Maddeler tabiatta katı, sıvı ve gaz olmak üzere üç halde bulunurlar. Gaz hali genel olarak molekül ve atomların birbirinden uzak olduğu ve çok hızlı hareket ettiği bir haldir. Gaz molekülleri birbirine
GAZLAR Maddeler tabiatta katı, sıvı ve gaz olmak üzere üç halde bulunurlar. Gaz hali genel olarak molekül ve atomların birbirinden uzak olduğu ve çok hızlı hareket ettiği bir haldir. Gaz molekülleri birbirine
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
BİLEŞİKLER VE FORMÜLLERİ
 BİLEŞİKLER VE FORMÜLLERİ Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur). Bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere
BİLEŞİKLER VE FORMÜLLERİ Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur). Bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere
ISI VE SICAKLIK. 1 cal = 4,18 j
 ISI VE SICAKLIK ISI Isı ve sıcaklık farklı şeylerdir. Bir maddeyi oluşturan bütün taneciklerin sahip olduğu kinetik enerjilerin toplamına ISI denir. Isı bir enerji türüdür. Isı birimleri joule ( j ) ve
ISI VE SICAKLIK ISI Isı ve sıcaklık farklı şeylerdir. Bir maddeyi oluşturan bütün taneciklerin sahip olduğu kinetik enerjilerin toplamına ISI denir. Isı bir enerji türüdür. Isı birimleri joule ( j ) ve
GAZLAR GAZ KARIŞIMLARI
 DALTON KISMİ BASINÇLAR YASASI Aynı Kaplarda Gazların Karıştırılması Birbiri ile tepkimeye girmeyen gaz karışımlarının davranışı genellikle ilgi çekicidir. Böyle bir karışımdaki bir bileşenin basıncı, aynı
DALTON KISMİ BASINÇLAR YASASI Aynı Kaplarda Gazların Karıştırılması Birbiri ile tepkimeye girmeyen gaz karışımlarının davranışı genellikle ilgi çekicidir. Böyle bir karışımdaki bir bileşenin basıncı, aynı
AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI EKİPMANLAR
 ÜRÜN TANIMI EKİPMANLAR") SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
DENEYĐN ADI. Organik bileşiklerde nitel olarak Karbon ve hidrojen elementlerinin aranması
 DENEYĐN ADI Organik bileşiklerde nitel olarak Karbon ve hidrojen elementlerinin aranması Deneyin amacı Organik bir bileşikte karbon ve hidrojen elementlerinin nitel olarak tayin etmek. Nicel ve nitel analiz
DENEYĐN ADI Organik bileşiklerde nitel olarak Karbon ve hidrojen elementlerinin aranması Deneyin amacı Organik bir bileşikte karbon ve hidrojen elementlerinin nitel olarak tayin etmek. Nicel ve nitel analiz
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT
 1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
YAPI MALZEMESİ. Romalılar devrinde ise su kireci bulunmuş ve su içi inşaatlarında kullanılmıştır.
 Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
Isıtma tesisatında yıllık yakıt miktarı hesaplanarak, yakıt deposu tesisin en az 20 günlük yakıt gereksinimini karşılayacak büyüklükte olmalıdır.
 7. YILLIK YAKIT MĐKTARI HESABI VE YAKIT DEPOLARI Isıtma tesisatında yıllık yakıt miktarı hesaplanarak, yakıt deposu tesisin en az 20 günlük yakıt gereksinimini karşılayacak büyüklükte olmalıdır. 7.1 Yıllık
7. YILLIK YAKIT MĐKTARI HESABI VE YAKIT DEPOLARI Isıtma tesisatında yıllık yakıt miktarı hesaplanarak, yakıt deposu tesisin en az 20 günlük yakıt gereksinimini karşılayacak büyüklükte olmalıdır. 7.1 Yıllık
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ
 TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
GRUP: Aktif güç (Kw): (Trafo gücü (KVA) + (trafo gücü (KVA) x % sürşarj) ) x 0,80
: (Trafo gücü (KVA) + (trafo gücü (KVA) x % sürşarj) ) x 0,80") GRUP: 3710 DEMİR ÇELİK SANAYİ 2- ELEKTRİK ARK OCAKLARI İLE ÇELİK ÜRETİMİ Elektrik ocakları ile düşük, normal, yüksek karbonlu ve alaşımlı çelik üretimi kapasite hesabı aşağıdaki esaslara göre yaplır. Yapılan
GRUP: 3710 DEMİR ÇELİK SANAYİ 2- ELEKTRİK ARK OCAKLARI İLE ÇELİK ÜRETİMİ Elektrik ocakları ile düşük, normal, yüksek karbonlu ve alaşımlı çelik üretimi kapasite hesabı aşağıdaki esaslara göre yaplır. Yapılan
formülü verilmektedir. Bu formüldeki sembollerin anlamları şöyledir: için aşağıdaki değerler verilmektedir.
 11.YILLIK YAKIT MİKTARI HESABI VE YAKIT DEPOLARI Isıtma tesisatında yıllık yakıt miktarı hesaplanarak, yakıt deposu tesisin en az 20 günlük yakıt gereksinimini karşılayacak büyüklükte olmalıdır. 11.1 Yıllık
11.YILLIK YAKIT MİKTARI HESABI VE YAKIT DEPOLARI Isıtma tesisatında yıllık yakıt miktarı hesaplanarak, yakıt deposu tesisin en az 20 günlük yakıt gereksinimini karşılayacak büyüklükte olmalıdır. 11.1 Yıllık
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
NİKEL ALAŞIMLARININ KAYNAĞI OKSİ-ASETİLEN KAYNAĞI
 NİKEL ALAŞIMLARININ KAYNAĞI OKSİ-ASETİLEN KAYNAĞI Herne kadar birçok uygulamada argon-ark kaynağı bunun yerini alma eğilimde ise de, olanakların sınırlı olduğu ya da parçanın yerinde (şantiyede, fabrikada...)
NİKEL ALAŞIMLARININ KAYNAĞI OKSİ-ASETİLEN KAYNAĞI Herne kadar birçok uygulamada argon-ark kaynağı bunun yerini alma eğilimde ise de, olanakların sınırlı olduğu ya da parçanın yerinde (şantiyede, fabrikada...)
Kadar artar. Artan bu hacmi depolayacak açık genleşme deposunun hacmi ise;
 7. GENLEŞME DEPOLARI Genleşme depoları sistemdeki basıncın kontrolü ve sisteme gerekli su desteğinin sağlanması bakımından çok önemlidir. Genleşme depoları açık ve kapalı olmak üzere iki tiptedir. 7.1
7. GENLEŞME DEPOLARI Genleşme depoları sistemdeki basıncın kontrolü ve sisteme gerekli su desteğinin sağlanması bakımından çok önemlidir. Genleşme depoları açık ve kapalı olmak üzere iki tiptedir. 7.1
DENEY 3. MADDENİN ÜÇ HALİ: NİTEL VE NİCEL GÖZLEMLER Sıcaklık ilişkileri
 DENEY 3 MADDENİN ÜÇ HALİ: NİTEL VE NİCEL GÖZLEMLER Sıcaklık ilişkileri AMAÇ: Maddelerin üç halinin nitel ve nicel gözlemlerle incelenerek maddenin sıcaklık ile davranımını incelemek. TEORİ Hal değişimi,
DENEY 3 MADDENİN ÜÇ HALİ: NİTEL VE NİCEL GÖZLEMLER Sıcaklık ilişkileri AMAÇ: Maddelerin üç halinin nitel ve nicel gözlemlerle incelenerek maddenin sıcaklık ile davranımını incelemek. TEORİ Hal değişimi,
BÖLÜM III METAL KAPLAMACILIĞINDA KULLANILAN ÖRNEK PROBLEM ÇÖZÜMLERİ
 BÖLÜM III METAL KAPLAMACILIĞINDA KULLANILAN ÖRNEK PROBLEM ÇÖZÜMLERİ Faraday Kanunları Elektroliz olayı ile ilgili Michael Faraday iki kanun ortaya konulmuştur. Birinci Faraday kanunu, elektroliz sırasında
BÖLÜM III METAL KAPLAMACILIĞINDA KULLANILAN ÖRNEK PROBLEM ÇÖZÜMLERİ Faraday Kanunları Elektroliz olayı ile ilgili Michael Faraday iki kanun ortaya konulmuştur. Birinci Faraday kanunu, elektroliz sırasında
BD 5400 İletkenlik Duyargası. Montaj ve Kullanım Kitapçığı
 BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
SATENTEK GENEL TANIM TANIM KULLANIM ALANI ANA ÖZELLİKLER. Saten Perdah Alçısı. İç Mekanlarda
 GENEL TANIM TANIM Yüksek yapışma özelliğine sahip, boya altı son kat perdah alçısıdır. KULLANIM ALANI İç Mekanlarda n Konutlar n Ofis ve yönetim binaları n İş ve alışveriş merkezleri n Oteller n Hastaneler
GENEL TANIM TANIM Yüksek yapışma özelliğine sahip, boya altı son kat perdah alçısıdır. KULLANIM ALANI İç Mekanlarda n Konutlar n Ofis ve yönetim binaları n İş ve alışveriş merkezleri n Oteller n Hastaneler
GAZ ALETLERİ. Tanım 1 Uyarı 1 Ürün modeli parça listesi 2 Uyarılar. 2
 GAZ ALETLERİ ÇİFT KADEMELİ BASINÇ DÜŞÜRÜCÜ KULLANMA TALİMATI ( 610P SERİSİ ) İçindekiler Sayfa Tanım 1 Uyarı 1 Ürün modeli parça listesi 2 1. Uyarılar. 2 2. Kurulum.. 3 3. Teknik Bilgi Tablosu 3 3.1- Gaz
GAZ ALETLERİ ÇİFT KADEMELİ BASINÇ DÜŞÜRÜCÜ KULLANMA TALİMATI ( 610P SERİSİ ) İçindekiler Sayfa Tanım 1 Uyarı 1 Ürün modeli parça listesi 2 1. Uyarılar. 2 2. Kurulum.. 3 3. Teknik Bilgi Tablosu 3 3.1- Gaz
1-Kömür Kazanları : Yakma havası emilmesi kazandaki, bağlantı kanallarındaki ve bacadaki dirençlerin karşılanması baca çekişi ile gerçekleşir.
 10. BACALAR Bacanın görevi atık gazın çevreye zarar vermeyecek şekilde kazandan çıkmasını sağlamak ve sıcak gazın kazanda istenilen hızda dolaşabilmesi için gerekli çekişi sağlamaktır. Bacalar doğal çekişli
10. BACALAR Bacanın görevi atık gazın çevreye zarar vermeyecek şekilde kazandan çıkmasını sağlamak ve sıcak gazın kazanda istenilen hızda dolaşabilmesi için gerekli çekişi sağlamaktır. Bacalar doğal çekişli
Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR. Yanma. Prof.Dr. Abdurrahman BAYRAM
 Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Yanma Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017494 Faks: 0232 3017498 E-Mail: abayram@deu.edu.tr ÇEV 3016 Hava
Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Yanma Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017494 Faks: 0232 3017498 E-Mail: abayram@deu.edu.tr ÇEV 3016 Hava
AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ
 8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 3.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 YAKITLAR -YANMA Enerji birçok ülke için günümüzün en önemli sorunlarının başında gelmektedir. Özellikle ülkemiz
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 3.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 YAKITLAR -YANMA Enerji birçok ülke için günümüzün en önemli sorunlarının başında gelmektedir. Özellikle ülkemiz
Maddenin Fiziksel Özellikleri
 ÜNİTE 5 Maddenin Fiziksel Özellikleri Amaçlar Bu üniteyi çalıştıktan sonra, maddeyi yakından tanıyacak, maddenin hallerini bilecek, maddenin fiziksel özelliklerini öğrenecek, fiziksel değişmeleri kavrayacaksınız.
ÜNİTE 5 Maddenin Fiziksel Özellikleri Amaçlar Bu üniteyi çalıştıktan sonra, maddeyi yakından tanıyacak, maddenin hallerini bilecek, maddenin fiziksel özelliklerini öğrenecek, fiziksel değişmeleri kavrayacaksınız.
METAL ANALİZ YÖNTEMİ (ALEVLİ ATOMİK ABSORPSİYON SPEKTROMETRE CİHAZI İLE )
") METAL ANALİZ YÖNTEMİ (ALEVLİ ATOMİK ABSORPSİYON SPEKTROMETRE CİHAZI İLE ) YÖNTEM YÖNTEMĐN ESASI VE PRENSĐBĐ Atomik absorpsiyon spektrometresi cihazında numune alevin içerisine püskürtülür ve atomize edilir.
METAL ANALİZ YÖNTEMİ (ALEVLİ ATOMİK ABSORPSİYON SPEKTROMETRE CİHAZI İLE ) YÖNTEM YÖNTEMĐN ESASI VE PRENSĐBĐ Atomik absorpsiyon spektrometresi cihazında numune alevin içerisine püskürtülür ve atomize edilir.
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
TARIM İLAÇLARI DEPOLAMA
 TARIM İLAÇLARI DEPOLAMA TARIM İLAÇLARI AMBARLARINDA YANGINA KARŞI KORUMA A. Teknik tedbirler B. Organize edilebilecek tedbirler C. Yangında alınacak tedbirler D. Yangın sonunda alınacak tedbirler Dr. Selami
TARIM İLAÇLARI DEPOLAMA TARIM İLAÇLARI AMBARLARINDA YANGINA KARŞI KORUMA A. Teknik tedbirler B. Organize edilebilecek tedbirler C. Yangında alınacak tedbirler D. Yangın sonunda alınacak tedbirler Dr. Selami
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
Hidroliğin Tanımı. Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır.
 HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları