Süleyman ÖZKAN tarafından hazırlanan ALÜMİNYUM MATRİSLİ SiC PARÇACIK TAKVİYELİ KOMPOZİTLERİN MEKANİK ALAŞIMLAMA YÖNTEMİYLE ÜRETİMİ VE KURU AŞINMA DAVR
|
|
|
- Turgay Ak
- 6 yıl önce
- İzleme sayısı:
Transkript
1 ALÜMİNYUM MATRİSLİ SiC PARÇACIK TAKVİYELİ KOMPOZİTLERİN MEKANİK ALAŞIMLAMA YÖNTEMİYLE ÜRETİMİ VE KURU AŞINMA DAVRANIŞLARININ İNCELENMESİ Süleyman ÖZKAN YÜKSEK LİSANS TEZİ MAKİNE EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ EYLÜL 2007 ANKARA
2 Süleyman ÖZKAN tarafından hazırlanan ALÜMİNYUM MATRİSLİ SiC PARÇACIK TAKVİYELİ KOMPOZİTLERİN MEKANİK ALAŞIMLAMA YÖNTEMİYLE ÜRETİMİ VE KURU AŞINMA DAVRANIŞLARININ İNCELENMESİ adlı bu tezin Yüksek Lisans tezi olarak uygun olduğunu onaylarım... Prof. Dr. Yusuf ŞAHİN Tez Yöneticisi Bu çalışma, jürimiz tarafından oy birliği ile MAKİNE EĞİTİMİ Anabilim Dalında Yüksek lisans tezi olarak kabul edilmiştir. Başkan : Prof. Dr. Mahmut GÜLESİN Üye : Prof. Dr. Yusuf ŞAHİN. Üye : Prof. Dr. Mahmut İZCİLER.. Üye : Prof. Dr. Cemil ÇETİNKAYA Üye : Doç. Dr. Kadir KOCATEPE. Tarih : 07/09/2007 Bu tez, Gazi Üniversitesi Fen Bilimleri Enstitüsü tez yazım kurallarına uygundur.
3 TEZ BİLDİRİMİ Tez içindeki bütün bilgilerin etik davranış ve akademik kurallar çerçevesinde elde edilerek sunulduğunu, ayrıca tez yazım kurallarına uygun olarak hazırlanan bu çalışmada orijinal olmayan her türlü kaynağa eksiksiz atıf yapıldığını bildiririm. Süleyman ÖZKAN
4 iv ALÜMİNYUM MATRİSLİ SiC PARÇACIK TAKVİYELİ KOMPOZİTLERİN MEKANİK ALAŞIMLAMA YÖNTEMİYLE ÜRETİMİ VE KURU AŞINMA DAVRANIŞLARININ İNCELENMESİ (Yüksek Lisans Tezi) Süleyman ÖZKAN GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ Eylül 2007 ÖZET Bu çalışmada, mekanik alaşımlama metodu ile farklı boyut ve oranlarda SiC partikülleri ile takviyelendirilmiş Al esaslı Metal matrisli kompozitler (MMK) üretilmiş ve kuru aşınma özellikleri araştırılmıştır. Toz karışımları, 450 dev/dak hızda bilyeli dikey değirmende 1,5 ve 3,5 saat karıştırılarak hazırlanmıştır ve daha sonra 650 MPa da bir kalıpta preslenerek dairesel numuneler üretilmiştir. Elde edilen blok numuneler 600 ºC de 2 saat Ar atmosferi altında sinterlenerek MMK numuneler elde edilmiştir. Sinterleme sonrası üretilen MMK lerin yoğunluk, porozite, sertlik ölçümleri ve mikroyapı incelemeleri yapılmıştır. Buna ilaveten, aşınma deneyleri pin-on-disk cihazında sabit hızla farklı yükler altında gerçekleştirilmiştir. Aşınmış yüzeylerin Taramalı elektron mikroskobu (SEM) ve Elementsel noktasal analizleri (EDAX) yapılmıştır. Yoğunluk ölçümleri, porozitenin çok düşük olduğunu, partikül oranının artması ve boyutunun düşmesi ile porozite oranının arttığını göstermiştir. MMK lerin sertliği ise, genelde takviye oranının artması ile orantılı olarak arttığı gözlenmiştir. Optik mikroskop ile mikroyapı incelemeleri partikül boyutunun artması ile homojen bir dağılım sağlandığını göstermiş, düşük boyutlu partiküllerin partikül topaklanmasına ve porozite oluşumuna neden olduklarını ortaya çıkarmıştır. Buna ilaveten, yapılan aşınma deneylerinde MMK de seramiğin tane boyutu küçüldükçe ağırlık kaybının arttığı görülmüştür. Fakat
5 v takviye oranının artması ile sertlik değerleri artmış ağırlık kaybı ise azalmıştır. Ayrıca yapılan tüm deneylerde yük arttıkça ağırlık kaybı artmıştır. Aşınma deneyleri sonrasında MMK in SEM incelemelerinde; ağır yüklerde oksitlenme ve plastik deformasyon hakim iken düşük yüklerde ise oksidasyon ve kraterleşmenin baskın olduğu görülmüştür. Bilim Kodu : Anahtar Kelimeler : Al alaşım, SiC, mekanik alaşımlama, toz metalürjisi, metal matrisli kompozit, aşınma Sayfa Sayısı : 114 Tez Yöneticisi : Prof. Dr. Yusuf ŞAHİN
6 vi PRODUCTION OF SiC PARTICLE REINFORCED ALUMINIUM MATRIX BASED COMPOSITES BY MECHANICAL ALLOY METHOD and INVESTIGATION OF THEIR WEAR BEHAVIOR (M. Sc. Thesis) Süleyman ÖZKAN GAZI UNIVERSITY INSTITUTE OF SCIENCE AND TECHNOLOGY September 2007 ABSTRACT In this work, Al alloy (Al-2014) based Metal Matrix Composites (MMC s) reinforced with varying size and weight fraction of SiC particles have been produced by using a mechanical alloy method and their dry wear behaviour have been investigated. Powder mixtures, consisting of Al and the various amounts of SiC particles were prepared by mixing in a vertical ball mill for 1,5 and 3,5 hours at a rotational speed of 450 rpm. Then the cylindrical sipecimens were obtained by pressing these powder mixtures in a die at 650 MPa pressure. The produced samples were sintered at 600 ºC for 2 hours in a pipe type of sintering furnace under a control of argon gas. Optical microscopic examination, hardness, density and porosity measurements were carried out. In addition, wear tests were performed in a pin-on-disc type of wear machine under different loads at a fixed speed. Furthermore, scanning electron microscope (SEM) and energy dispersive X-ray (EDAX) analysis were used to characterize the worn surfaces of composites. The density measurement showed that the samples contained a little porosity, and the amount of porosity in the composites increased with increasing volume fraction and decreasing size of particles. Optical microscopic observation of the microstructures revealed that the dispersion of the coarser sizes of particles was more uniform while finer
7 vii particles led to agglomeration of the particles and porosity. In addition, the experimental results indicated that weight loss increased with decreasing particle size. However, the weight loss also decreased significantly with increasing SiC content in the composite due to its hardness. Moreover, the wear rates of all samples increased with increasing loads at all wear tests. Furthermore, SEM examination showed that the wear mehanism was oxidation and plastic deformation under higher load conditions, but oxidation and crater were dominant under lower testing conditions. Science Code : Key Words : Al alloy, SiC particle, mechanical alloy, powder metallurgy, metal matrix composites, wear Page Number : 114 Adviser : Prof. Dr. Yusuf ŞAHİN
8 viii TEŞEKKÜR Tez çalışmalarım sırasında her konuda engin bilgi ve tecrübelerini esirgemeyen Hocam Prof. Dr. Yusuf ŞAHİN e teşekkürlerimi sunarım. Çalışmalarım boyunca değerli yardım ve katkılarıyla beni yönlendiren Pof. Dr. Mehmet TÜRKER e, Yrd. Doç. Dr. Can ÇINAR a, Yrd. Doç. Dr. Kasım HABALI ya, Araş. Gör. Hanifi ÇİNİCİ ye, Araş. Gör. Volkan KILINÇLI ya, Araş. Gör. Tayfun FINDIK a, Araş. Gör. Gökhan SUR a ve manevi destekleriyle beni hiçbir zaman yalnız bırakmayan aileme teşekkürü bir borç bilirim.
9 ix İÇİNDEKİLER Sayfa ÖZET... iv ABSTRACT... vi TEŞEKKÜR... viii İÇİNDEKİLER... ix ÇİZELGELERİN LİSTESİ... xii ŞEKİLLERİN LİSTESİ... xiii RESİMLERİN LİSTESİ... xvi SİMGELER VE KISALTMALAR... xx 1. GİRİŞ LİTERATÜR TARAMASI METAL MATRİSLİ KOMPOZİT MALZEMELER Matris Malzemeleri ve Özellikleri Al, Al alaşımları ve Al tozları Kompozitlerde Takviye Elemanları ve Özellikleri Silisyum karbür Alüminyum matrisli kompozitler ve mekanik özellikleri Mekanik Alaşımlama Ham malzemeler Değirmen çeşitleri Mekanik alaşımlamada işlem parametreleri Alaşımlama mekanizması... 34
10 x Sayfa 3.5. Sinterleme Sinterleme teorisi Sinterleme atmosferi ve etkisi Aşınma Aşınma mekanizmaları DENEYSEL ÇALIŞMALAR Giriş Malzeme Test Numunelerinin Hazırlanışı Toz karışımlarının hazırlanması MA sonrası karışımların preslenmesi MMK in sinterlenmesi Metal Matrisli Kompozitlerin Karakterizasyonu Yoğunluk ölçümleri ve porozite miktarlarının belirlenmesi Mikroyapı incelemeleri Kompozitlerin sertlik ölçümleri Aşınma deneyleri SEM ve EDAX incelemeleri DENEY SONUÇLARI ve TARTIŞMA Al ve SiC Tozlarının Parçacık Boyut Analizi MA Öncesi Al-SiC Toz Parçacıklarının Morfolojisi MA Sonrası Al-SiC Toz Parçacıklarının Morfolojisi... 62
11 xi Sayfa 5.4. MMK in Sinterleme Sonrası Fiziksel Özellikleri Metalografik Muayene MMK in Sertlik Değerlerinin Belirlenmesi Aşınma Davranışlarının İncelenmesi Uygulanan yükün aşınma miktarına etkisi Mekanik alaşımlama süresinin aşınma miktarına etkisi SiC tane boyutunun aşınma miktarına etkisi Takviye elemanı oranının aşınma miktarına etkisi SEM İncelemeleri Ağır yükler altında aşınma işlemine tabi tutulan kompozitlerin SEM görüntüleri Düşük yükler altında aşınma işlemine tabi tutulan kompozitlerin SEM görüntüleri EDAX İncelemeleri SONUÇ ve ÖNERİLER KAYNAKLAR EKLER EK-1 Farklı tane boyutu ve % oranına sahip SiC takviyeli Al alaşımlarının aşınma miktarları ÖZGEÇMİŞ
12 xii ÇİZELGELERİN LİSTESİ Çizelge Sayfa Çizelge 3.1. Saf alüminyumun önemli özellikleri Çizelge 4.1. Al tozun kimyasal bileşimi Çizelge 4.2. Al tozun mekanik özellikleri Çizelge 4.3. SiC tozun mekanik özellikleri Çizelge 4.4. Deneysel çalışmalarda kullanılan malzemelerin mekanik alaşımlama şartları Çizelge 5.1. Deney numunelerinin yoğunlukları (Teorik ve Deneysel) ve porozite miktarları Çizelge 5.2. Matris alaşımı ve kompozit numunelerin sertlik değerleri Çizelge 5.3. Deneysel numunelerin EDAX analizi sonucu içerdikleri element oranları... 99
13 xiii ŞEKİLLERİN LİSTESİ Şekil Sayfa Şekil 3.1. Atritör bilyeli değirmende şaft üzerindeki kolların dönme hareketinin şematik görünüşü Şekil 3.2. Mekanik alaşımlama sırasında bilye-toz-bilye çarpışması Şekil 3.3. Mekanik alaşımlamada kullanılan başlama tozlarının temsili bileşimlerinin deformasyon karakteristikleri Şekil 3.4. Çift-küre sinterleme modeli Şekil 3.5. İki küresel parçacığın sinterleme profili Şekil 3.6. Sinterleme basamaklarına göre gözenek yapısındaki değişim Şekil 3.7. Tribolojik Sistem Şekil 4.1. Mekanik alaşımlama cihazı Şekil 4.2. Aşınma testi için gerekli numune boyutları Şekil 4.3. Standart test numunelerinin üretiminde kullanılan kalıp Şekil 4.4. Silindirik toz metal blok parçaların preslenmesi Şekil 4.5. Aşınma deney cihazının şematik görünümü Şekil 5.1. Al tozunun Malvern MasterSizer X Ver. 1.2b cihazında yapılan toz boyutu analiz sonucu Şekil 5.2. SiC tozunun Malvern MasterSizer X Ver. 1.2b cihazında yapılan toz boyutu analiz sonucu Şekil 5.3. Kompozitlerin yoğunluklarının SiC takviye oranı ile değişimi Şekil 5.4. Kompozitlerin içerdikleri porozite miktarının SiC takviye oranı ile değişimi Şekil 5.5. Kompozitlerin takviye oranı ve tane boyutuna göre sertlik değişimi
14 xiv Şekil Sayfa Şekil ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış alüminyum alaşımı ve farklı SiC içeren kompozitlerin uygulanan yüke göre aşınma miktarı değişimi Şekil ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış alüminyum alaşımı ve farklı SiC içeren kompozitlerin uygulanan yüke göre aşınma miktarı değişimi Şekil ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış alüminyum alaşımlı ve farklı SiC içeren kompozitlerin uygulanan yüke göre aşınma miktarı değişimi Şekil ,87 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış alüminyum alaşımlı ve farklı SiC içeren kompozitlerin uygulanan yüke göre aşınma miktarı değişimi Şekil ,87 µm tane boyutuna sahip % 5, 10 ve 15 SiC takviye edilmiş kompozitlerde mekanik alaşımlama süresinin aşınma miktarı ile değişimi Şekil ,87; 9,21 ve 14,39 µm tane boyutuna sahip % 5 SiC içeren kompozitlerin farklı yükler altındaki aşınma miktarı değişimi Şekil ,87; 9,21 ve 14,39 µm tane boyutuna sahip % 10 SiC içeren kompozitlerin farklı yükler altındaki aşınma miktarı değişimi Şekil ,87; 9,21 ve 14,39 µm tane boyutuna sahip % 15 SiC içeren kompozitlerin farklı yükler altındaki aşınma miktarı değişimi Şekil ,39 µm tane boyutuna sahip Al esaslı SiC içeren kompozitlerin farklı yük altında, takviye elemanı oranına göre aşınma miktarı değişimi Şekil ,21 µm tane boyutuna sahip Al esaslı SiC içeren kompozitlerin farklı yükler altında, takviye elemanı oranına göre aşınma miktarı değişimi Şekil ,87 µm tane boyutuna sahip; 3,5 saat MA yapılmış, Al esaslı SiC içeren kompozitlerin farklı yükler altında, takviye elemanı oranına göre aşınma miktarı değişimi Şekil ,87 µm tane boyutuna sahip; 1,5 saat MA yapılmış, Al esaslı SiC içeren kompozitlerin farklı yükler altında, takviye elemanı oranına göre aşınma miktarı değişimi... 85
15 xv Şekil Sayfa Şekil ,5 saat mekanik alaşımlama yapılmış Al alaşımının EDAX analizi sonucu Şekil ,5 saat mekanik alaşımlama yapılmış Al alaşımının EDAX analizi sonucu Şekil ,5 saat mekanik alaşımlama yapılmış 14,39 µm tane boyutuna sahip % 10 SiC takviyeli MMK in EDAX analizi sonucu Şekil ,5 saat mekanik alaşımlama yapılmış 9,21 µm tane boyutuna sahip % 10 SiC takviyeli MMK in EDAX analizi sonucu Şekil ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip % 10 SiC takviyeli MMK in EDAX analizi sonucu Şekil ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip % 10 SiC takviyeli MMK in EDAX analizi sonucu
16 xvi RESİMLERİN LİSTESİ Resim Sayfa Resim 3.1. Atritör tipi mekanik alaşımlama ünitesi Resim 3.2. Alaşımlama için kullanılan ticari amaçlı bilyeli değirmenler Resim 4.1. Sinterlemede kullanılan deney düzeneği Resim 4.2. Taramalı elektron mikroskobu Resim ,35 µm tane boyutuna sahip Al tozlarının SEM fotoğrafı (X500) Resim ,39 µm tane boyutuna sahip SiC tozlarının SEM fotoğrafı (X500) Resim ,21 µm tane boyutuna sahip SiC tozlarının SEM fotoğrafı (X500) Resim µm tane boyutuna sahip SiC tozlarının SEM fotoğrafı (X500) Resim ,35 µm tane boyutuna sahip Al matris alaşımının SEM görüntüsü (X500) Resim ,39 µm tane boyutuna sahip % 15 SiC içeren karışımın SEM görüntüsü (X500) Resim ,87 µm tane boyutuna sahip % 15 SiC içeren karışımın SEM görüntüsü (X500) Resim ,5 saat mekanik alaşımlama yapılmış 102,35 µm tane boyutuna sahip Alüminyum alaşımının optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Resim 5.9. Resim ,5 saat mekanik alaşımlama yapılmış 102,35 µm tane boyutuna sahip Alüminyum alaşımının optik mikroskop görüntüsü (a-x50, b- X100, c- X200) Resim ,5 saat mekanik alaşımlama yapılmış 14,39 µm tane boyutuna sahip Al alaşımlı % 5 SiC takviyeli MMK in optik mikroskop görüntüsü (a-x50, b- X100, c- X200) Resim ,5 saat mekanik alaşımlama yapılmış 14,39 µm tane boyutuna sahip Al alaşımlı % 10 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200)... 69
17 xvii Resim Sayfa Resim ,5 saat mekanik alaşımlama yapılmış 14,39 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Resim ,5 saat mekanik alaşımlama yapılmış 9,21 µm tane boyutuna sahip Al alaşımlı % 5 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Resim ,5 saat mekanik alaşımlama yapılmış 9,21 µm tane boyutuna sahip Al alaşımlı % 10 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Resim ,5 saat mekanik alaşımlama yapılmış 9,21 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 5 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 10 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200, d- X500) Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200, d- X500) Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 5 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200, d- X500) Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200, d- X500) Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Resim ,35 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış Alüminyum alaşımının SEM fotoğrafı (X100)... 86
18 xviii Resim Sayfa Resim ,35 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış Alüminyum alaşımının 60 N yük altındaki SEM fotoğrafı (X100) Resim ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 5 SiC içeren MMK in 60 N yük altındaki SEM fotoğrafı (X300) Resim ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 10 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren SEM fotoğrafı (X300) Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 5 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 10 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 5 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 10 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,87 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış % 5 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,87 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış % 10 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,87 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,35 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış Al alaşımının 20 N yük altındaki SEM fotoğrafı (X300)... 96
19 xix Resim Sayfa Resim ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in 20 N yük altındaki SEM fotoğrafı (X300).. 96 Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in 20 N yük altındaki SEM fotoğrafı (X300).. 97 Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in 40 N yük altındaki SEM fotoğrafı (X300).. 97 Resim ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in 20 N yük altındaki SEM fotoğrafı (X300).. 98
20 xx SİMGELER VE KISALTMALAR Bu çalışmada kullanılmış bazı simgeler ve kısaltmalar, açıklamaları ile birlikte aşağıda sunulmuştur. Simgeler Ag Al Al 2 O 3 Ar Bi Cr Cu Fe H 2 Mg Mn N 2 Ni Si SiC TiB 2 TiO 2 ZrO 2 Açıklama Gümüş Alüminyum Alüminyum oksit Argon Bizmut Krom Bakır Fe Hidrojen Magnezyum Manganez Azot Nikel Si Silisyum karbür Titanyum diborür Titanyum oksit Zirkonya Kısaltmalar Açıklama AMK BTO G.Ü. T. E. F Alüminyum matrisli kompozitler Bilye toz oranı Gazi Üniversitesi Teknik Eğitim Fakültesi
21 xxi I M İKK MA MMK MÖ ODS SEM ŞO T/M Ingot metalürjisi İşlem kontrol kimyasalı Mekanik alaşımlama Metal matrisli kompozit Mekanik öğütme Oksit dağılımıyla mukavemetlendirilmiş Tarama elektron mikroskobu Şarj oranı Toz metalürjisi
22 1 1. GİRİŞ Malzeme bilimi ihtiyaçlar doğrultusunda hızla gelişmektedir. Malzeme bilimciler, günlük yaşantımızı kolaylaştıracak üstün özelliklere sahip ve ekonomik malzeme arayışı içerisine girmişlerdir. Yapılan çalışmalar neticesinde kullanılan metal, seramik ve polimer esaslı malzemelerin özellikleri iyileştirilerek kompozit malzemeler insanlığın faydasına sunulmuştur [Sümer, 2003]. Kompozit malzeme, iki ya da daha fazla sayıdaki, aynı veya farklı gruptaki malzemenin en iyi özelliklerini, yeni ve tek bir malzemede toplamak amacı ile, makro düzeyde birleştirilmesiyle oluşturan malzemeler olarak tarif edilebilir [Şahin, 2006]. Fakat kompozit malzemeler genellikle yapısal özellikleri için kullanıldıklarından yukarıdaki genel tanım bir bağlayıcı matris malzemesi tarafından desteklenen ve elyaf veya parçacık takviyeli olacak şekilde takviye elemanları içeren malzemeler olarakta tanımlanabilir. Farklı yöntemlerle üretilen kompozit malzemeler çeşitli sınıflara ayrılabilirler. Bunlardan birisi kullanılan takviye malzemelerine göre sınıflama yapmaktır. Takviye malzemesinin parçacık sayılması için, tüm boyutlarının yaklaşık olarak birbirine eşit (veya yakın) olması gerekir. Bu nedenle boyutları az çok birbirine yakın olan takviye malzemeleri kullanılarak elde edilen malzemeler parçacık takviyeli kompozit malzemeler olarak bilinirler [Reinhart, 1987]. Yapısal ve fonksiyonel kullanım alanlarında mukavemetleri, geliştirilmiş aşınma dirençleri, yüksek sıcaklık dayanımları ve avantajlı termal-fiziksel özellikleri ile cazip durumdadırlar [Fishman ve Dhinhra, 1988]. Metal matrisli kompozit malzemeler yüksek sıcaklıkta mukavemet, oldukça iyi yapısal ve boyutsal dayanıklılık, hafiflik ve kolay üretilebilirlik gibi özelliklerin önemli olduğu ileri teknoloji alanlarında, bu özellikleri karşılamaya en kuvvetli aday durumundadır. Bu malzemelerin üretimi için farklı yöntemler mevcuttur.
23 2 Parçacık takviyeli metal matris kompozitler, whisker veya fiber metal matris kompozitlere göre, izotropik mekanik özellikler gösteren malzemelerdir. Aynı zamanda bu malzemeler potansiyel olarak fiber takviyeli metal matris kompozitlerden ikincil işlem olarak daha kullanışlı ve daha ucuzdur. Bu nedenle öncelikle havacılık sektöründe kullanım alanı bulmaktadır. Alüminyum bazlı metal matris kompozitlerin üretim avantajları nedeni ile otomotiv endüstrisi ve diğer uygulamalara uygun oldukları düşünülmektedir ki buralarda yüksek mukavemet ve sertlikle birlikte düşük yoğunluk ve iyi aşınma direnci istenmektedir [Kaya, 2003]. Parçacık takviyeli MMK üretim metodları ise ingot metalürji (IM), atomisazyon ve tozların harmanlanarak öğütülmesi ile yapılmaktadır. IM uygulamalarında takviye fazı TiB olduğu zaman yapı içinde büyük parçacıkların çökelmesi ile istenilen özellikler elde edilememektedir. Yalnız başına öğütmede, özellikle matris toz ve seramik takviye elemanı arasında oransız bir boyut dağılımı varsa homojen bir parçacık dağılımı vermeyebilir. Bu problemler, bir homojen dağılımlı takviye fazını üretmek için bir toz metalürjisi tekniği olan mekanik alaşımlama işlemi kullanılarak giderilebilir [Özyürek, 2002]. Son yıllarda Toz Metalürjisi (TM) alanında gelişmelere paralel olarak Metal Matrisli Kompozit malzemelerde (MMK) büyük ilerlemeler kaydedilmiştir. Özellikle otomotiv, havacılık ve denizcilik alanlarında sürekli olarak daha hafif ve dayanıklı malzemelere olan ihtiyaç bu talebin artmasına neden olmuştur. Buna karşılık maliyetlerinin yüksek olması ve üretim zorlukları açısından bu malzemelerin kullanımları da sınırlı kalmaktadır [Kaya, 2003]. Mekanik alaşımlama (MA) Benjamin tarafından 1966 yılında geliştirilmiştir [Suryanarayana, 2001]. Bu metotla bilye içeren yüksek enerjili değirmenle kontrollü, hassas, homojen dağılımlı kompozit tozları üretilir [Bostan, 2003]. Bu metotla elde edilen kompozit tozlarla üretilen malzemelerde, bilinen döküm veya katı yolla elde edilen metotlarda ortaya çıkan problemler oluşmaz [Tank, 1983]. Diğer metotlarla üretimi zor veya imkansız, çok karmaşık ve oksitlerle güçlendirilmiş alaşımlar üretilebilir [Bostan, 2003].
24 3 Mekanik alaşımlama değirmeninde genellikle biri kolay şekillenebilen (sünek) metal tozları ve diğerleri kırılgan, metal veya seramik tozlar konularak alaşımlama/öğütme işlemi yapılır [Kaya, 2003]. Atritör tipi MA değirmenleri genellikle su soğutmalıdır ve öğütme sırasında oksitlenmeyi minimuma indirmek için Ar, H veya N gazı kullanılır [Okura ve ark., 1990]. Değirmenin çalışması sırasında, bilye-kap duvarıtoz-bilye çarpışmaları meydana gelir. Bu esnada çarpışan bilyeler arasında kalan tozlar da soğuk kaynak oluşur. İşlem devam ettikçe soğuk kaynak, kırılma ve tozların yoğrulması devam eder ve neticede homojen bir yapı elde edilir [Suryanarayana, 2001]. Yapılan literatür araştırmaları sonucunda, MA yöntemi ile üretilmiş parçacık takviyeli Al esaslı MMK malzemelerin üretimi ile ilgili yeni çalışmalara ihtiyaç duyulması bu çalışmanın yapılmasının en önemli nedenidir. Bu çalışmada, Al matrisli SiC parçacık takviyeli kompozitler Mekanik Alaşımlama yöntemiyle üretilmiştir. Farklı oranlardaki parçacık takviyesinin ve parçacık boyutunun kompozit malzemenin mekanik özelliklerine ve aşınma davranışına etkisi araştırılmıştır. Aşınma davranışı, pim-disk türü deney cihazında kuru ortamda ve farklı şartlarda yapılmıştır. Ayrıca, aşınmış yüzeylerin taramalı elektron mikroskobu (SEM) ile incelemeleri ve zımparalanmış yüzeylerin EDAX (Noktasal) analizleri yapılmıştır.
25 4 2. LİTERATÜR TARAMASI Parçacık takviye edilen MMK malzemelerde alüminyum alaşımları en çok tercih edilen alaşımlar olmuştur. Alüminyum alaşımlı MMK malzemelere ekstruzyon, döküm, haddeleme, dövme ibi standart şekillendirme işlemleri uygulanabilmektedir. Alüminyum matrisli SiC parçacık takviyeli MMK malzemeler hakkında birçok çalışmalar yapılmıştır. Son zamanlarda özellikle Toz metalürjisi ve Mekanik alaşımlama yöntemi yaygın olarak kullanılmaya başlamıştır. Yapılan çalışmalar ve elde edilen sonuçlar aşağıda açıklanmıştır. Acılar (2002), Al/SiC kompozitlerin vakum infiltrasyon yöntemi ile üretimi ve aşınma davranışlarını incelemiştir. Alüminyum matrisli kompozitler, % SiCp takviye hacim oranlarında vakum infiltrasyon yöntemi ile üretilmiştir. Yöntemde, değişik hacim oranlarındaki SiC parçacık takviyeler istenilen hacim oranını oluşturmak için saf Al tozları ve SiC parçacıkların sıvı matris alaşımı tarafından ıslatılabilmesi için Mg tozları ile karıştırılmıştır. Bu karışımdan hazırlanan çelik borular içerisindeki kompaktların içerisine Etial 171 alaşımı infiltre edilmiştir. Hacimce % 50 ve 55 SiCp takviyeli kompozitlerin üretiminde Etial 171 alaşımının içerisine ağırlıkça % 5 Mg ilave edilmiş, buna ilaveten hacimce % 55 SiCp takviyeli kompozitlerin üretilmesinde kullanılan SiC parçacıklar okside edilmiştir. Deneysel çalışmalardan elde edilen sonuçlar, uygulanan yöntemin hacimce % takviyeli kompozitlerin üretimi için uygun olduğunu göstermiştir. Mikroyapı incelemeleri, SiC parçacıkların dağılımının homojen olduğunu göstermiştir. Kompozitlerin yoğunluğu, artan takviye hacim oranı ile lineer olarak artış göstermektedir ve gözenek oranı, artan takviye hacim oranı ile azalmaktadır. Ayrıca, kompozitlerin aşınma oranı artan yük, kayma mesafesi ve aşındırıcı boyutu ile artarken, artan takviye hacim oranı ile azalmaktadır. Akoral ve ark. (2003), Toz metalürjisi yöntemiyle, SiC takviyeli alüminyum esaslı metal matrisli kompozitler üretmişler ve mekanik özelliklerini incelemişlerdir. Üretilen kompozitlerde SiC takviye elemanı oranları ağırlıkça % 10, 20 ve 30 olarak
26 5 seçilmiştir. Toz karışımları, 220 dev/dak hızda bilyalı yatay değirmende 6 saat karıştırılarak hazırlanmıştır ve daha sonra 600 MPa da çift-tesirli bir kalıpta preslenerek blok numuneler üretilmiştir. Elde edilen bu blok numuneler 600, 620 ve 645 C de 1 saat Ar atmosferi altında tüp fırında sinterlenerek kompozit numuneler elde edilmiştir. Kompozit numunelerin mekanik deneyleri ve mikroyapı incelemeleri yapılmış ve matris içindeki SiC parçacıklarının dağılımı belirlenmiştir. Kompozit numunelere uygulanan çapraz kırılma testi sonuçlarına ve sertlik değerlerine bakılarak mekanik özellikleri belirlenmiştir. Arik ve ark. (2006), Mekanik alaşımlama yöntemi ile üretilmiş, Al-Al 4 C 3 kompozitlerin kuru sürtünme aşınmalarını test etmişlerdir. Mekanik alaşımlama işlemi; 20 saat süre ile 450 dev/dak da ve 6:1 BTO da, Ar atmosferinde yapılmıştır. Alaşımlama sonrası 650 MPa presleme basıncı uygulanarak blok numuneler elde edilmiştir. Üretilen numuneler 650 C de 20 saat süre ile sinterlenmiştir. Sinterleme sonrası % 92 yoğunlukta ve 314 HV sertlikte MMK ler elde edilmiştir. Üretilen Al- Al 4 C 3 kompozitlerin kuru sürtünme aşınma testleri pin-on-disk cihazında yapılmıştır. Yapılan deneyler sonucunda kompozit numunelerde düşük yüklerde aşınma miktarı düşük, fakat yük arttıkça aşınma miktarında artış gözlenmiştir. Aşınma miktarındaki bu artış, 50 N yükün üzerine çıktıktan sonra matris malzemesi ve takviye elemanı arasındaki yüzey bağını zayıflatacak sınırın üzerine çıktığı için aşınma miktarında ani bir artış gözlenmiştir. Arik ve Türker (2007), Mekanik alaşımlama ile üretilmiş Fe- Fe 3 C kompozitlerin karakteristiklerini incelemişlerdir. Demir tozları içerisine ağırlıkça % 1 karbon karası eklenmiştir. Alaşımlama işlemi yüksek enerjili değirmende, Ar atmosferi altında sırası ile 2,5; 3,5 ve 5 saat süre ile yapılmıştır. 10 mm çapta çelik bilyeler kullanılmış ve BTO 8:1 seçilmiştir. Alaşımlanmış numuneler 1000 MPa basınç altında preslenerek sırası ile 1125, 1150 ve 1175 C sıcaklıkta 2 saat süre ile Ar gazı geçirgenli tüp fırında sinterlenmiştir. Sinterleme sonrası, üretilen numunelerin optik mikroskop çalışmaları ile Fe 3 C dönüşümü sinterleme durumu, yapılan çapraz kırılma testi ile de numunelerin mekanik özellikleri belirlenmiştir. Çalışmalar sonucunda alaşımlama süresinin artması ile parçacık boyutlarının azaldığı görülmüştür. Artan
27 6 presleme basıncı ile numunelerin yoğunlukları artmıştır. En fazla yoğunluk artışı saf Fe alaşımında görülmüştür. Sinterleme sıcaklığının artması ile yoğunluk doğru orantılı olarak artmıştır. Fe ve C arasındaki parçacık transferi 1175 C de gerçekleşmiştir. Ay ve ark. (2006), T/M yöntemi ile üretilen Fe-C-Mo-FeCr kompozitinin adhesiv aşınma davranışlarını incelemişlerdir. Deneyler 20, 60 ve 100 N luk yüklerde ve 0,5 m/s hızda gerçekleştirilmiştir. Aşındırıcı malzeme olarak AISI 1050 çelik kullanılmıştır. Numunelerin SEM, EDS, X-Ray ve sertlik analizleri yapılmıştır. Deneyler neticesinde FeCr oranının artması ile aşınma oranının azaldığı gözlenmiştir. Bu durum, takviye elemanının artmasına bağlı olarak FeCr, Cr 7 C 3 ve (Cr 2,5 Fe 4,4 Mo 0,1 ) C 3 karbürlerinin ana yapı içerisinde daha fazla teşekkül etmesine atfedilmiştir. Ayrıca, yapıda oluşan geniş karbür ağları, yük taşıyıcı yatak görevi yapmakta ve matrisi aşındırıcının olumsuz etkilerinden korumaktadır. Uygulanan yük ve kayma yoluna bağlı olarak sürtünme ve ısınmanın etkisiyle yüzeyde koruyucu oksit tabakası oluşmakta ve bu oksitlerin kırılmasıyla, düzenli aşınmadan sert aşınmaya geçiş olmaktadır. Besterci ve ark. (1997), MA metodu ile yapı içerisinde yaklaşık % 4 oranında Al 4 C 3 oluşturulmuş ve parçacık boyutları nm arasında değiştiği tespit etmiştir. Üretilen malzemelerin kırık yüzey SEM incelemelerinde kopmaların Al 2 O 3 ve Al 4 C 3 parçacıklarının bulunduğu Al un tane sınırlarında oluştuğu gözlenmiştir. Farklı çekme hızlarında ve sıcaklıklarda malzemenin davranışları incelenmiştir. Malzemelerin yüksek sıcaklıklarda plastik özelliklerinin arttığı rapor edilmiştir. Bostan (2003), Saf Al ve C tozları yatay atritörde mekanik alaşımlama işlemine tabi tutmuştur. Alüminyuma % 2 oranında karbon ilave edilmiş ve işlem C de bakır talaşı üzerinden geçirilerek arıtılmış argon atmosferinde gerçekleştirilmiştir. Su soğutmalı sistemde, tozlara 20:1 bilye toz oranında ve 600 dev/dak öğütme hızında 1 ve 2 saat MA uygulanmıştır. Daha sonra, 600 ve 1200 MPa basınç altında preslenen deney numuneleri C de, 2-64 saat arasında ve argon atmosferinde sinterlenmiştir. MA süresine bağlı değişimleri belirlemek için toz boyut analizleri
28 7 yapılmıştır. MA sonrası XRD analizi yapılmış ve Al 4 C 3 oluşumu tespit edilmeye çalışılmıştır. Aynı tozlar sinterleme öncesi ve sonrası % 50 oranında deforme edilmişler ve böylece karbür oluşumunda deformasyon etkileri incelenmiştir. Sinterlemeler sonrası karbon replika ve folyo teknikleriyle TEM çalışmaları yapılmıştır. Ayrıca, deney numunelerinin optik, SEM, EDAX ve XRD analizleri yapılmıştır. Oluşan Al 4 C 3 parçacıklarının sertliğe ve akım direncine olan etkileri incelenmiştir. Optik ve SEM incelemeleri sonunda MA süresinin ve presleme basıncının sinterlemede etkin rol oynadığı tespit edilmiştir. XRD analizleri ve TEM sonuçları, sinterlenen malzemelerde Al 4 C 3 dönüşümünün gerçekleştiğini göstermektedir. Oluşan karbür parçacık boyutlarının πm arasında değiştiği belirlenmiştir. Direnç ölçümleri sonucunda, genelde tüm deney numunelerinin 6-10 ohm mertebelerinde bir dirence sahip olduğunu tespit edilmiştir. Fındık (2002), Düşey eksenli Szegvari atritör tipi bir mekanik alaşımlama/öğütme (MA/MÖ) değirmenini tasarlamış ve imal etmiştir. İmal edilen MA/MÖ değirmeninde su ve gaz atomizasyonu ile üretilmiş 17-4 çökelti sertleştirilmiş paslanmaz çelik tozları farklı MÖ deney parametreleri (MÖ süresi, MÖ hızı (dev/dak), bilye çapı ve miktarı, öğütülecek malzeme özelliği, kullanılan atmosfer vs gibi) kullanılarak öğütülmüş ve bu yolla MÖ değirmeninin optimum deney şartları belirlenmiştir. MÖ işlemi sonunda öğütülen tozların karakterizasyonu için toz boyut analizi ve mikroskobik çalışmalar (optik ve tarama elektron) yapılmıştır. Yapılan çalışmalar sonucunda; asal gaz atmosferinde, 500 dev/dak lık hızda, 10 mm bilye çapında, 250 gr bilyanın 17-4 PH paslanmaz çelik tozların mekanik öğütülmesinde optimum toz özelliklerini sağladığı belirlenmiştir. Hiçyılmaz ve ark. (1999), T/M ile üretilmiş alüminyum esaslı kompozitlerin mekanik özelliklerini incelemişlerdir. Toz tane boyutuna göre sınıflandırılmış alüminyum tozları içerisine değişik oranlarda SiC ve Al 2 O 3 seramik parçacıkları katılarak çeşitli alüminyum toz karışımları elde edilmiş ve katı sinterleme ile kompozit malzemeler üretmişlerdir. Elde edilen bu kompozit numunelerin mikroyapı incelemesi sonucunda sert fazların homojen olarak dağılımları gözlenmiştir. Mikro yapı içerisinde sert faz dışında % 10 oranının da gözenek olduğu belirlenmiştir. Mekanik özelliklerin matrisi
29 8 oluşturan alüminyum tozunun boyutuna bağlı olduğu ve toz boyutu azaldıkça iyileştiği görülmüştür. Sert faz bulunmayan malzemelerin çekme ve darbe özelliklerinin sert faz bulunanlara göre daha yüksek olduğu görülmüştür. Sert faz miktarı arttıkça kompozitlerin sertliği ve aşınma dayanımı artmıştır. İzciler ve Muratoğlu (2003), Toz metalürjisi metoduyla üretilmiş, hacimce % 25 oranında SiC takviyeli 2124 Al alaşımlı kompozitlerin aşınma davranışlarını, değişik yükler kullanarak test etmişlerdir. Aşındırıcı eleman olarak SiC ve Al 2 O 3 parçacıkları kullanılmıştır. Aşınma testleri oda sıcaklığında 30, 60 ve 90 N luk yükler altında yapılmıştır. Uygulanan yükün artması ile aşınma oranının arttığı tespit edilmiştir. Kompozitlerde; SiC parçacıklarıyla yapılan aşındırma olayında meydana gelen aşınmanın Al 2 O 3 parçacıklarıyla yapılan aşındırmaya oranla daha fazla miktarda olduğu belirlenmiştir. Jangg ve ark. (1977), Al alaşımlarının takviyesinde kullanılan parçacıkların etkinliği üzerinde araştırmalar yapmışlardır. Bu alaşımlar için kullanılan klasik metodlarda (döküm, karıştırma) takviye bileşeni olan Al 2 O 3 yüksek sıcaklıklarda büyümesi ve homojen bir dağılım elde edilememesi gibi problemlerle karşılaşılmıştır. Bu yüzden alüminyuma karbon ilavesi sonucu oluşan Al 4 C 3 parçacıklarının malzemeyi daha da geliştireceğini düşünerek çalışmalar yapılmaktadır. Elde edilen alaşımlarda sertliğin arttığı, aşırı yaşlanmanın yavaşladığı ve aşınma direncinin aşırı arttığı gözlenmiştir. Krasnowski ve Kulik (2007), Mekanik alaşımlama yöntemiyle FeAl matrisli farklı hacimlerde ve % 10 TiC ile takviyelendirilmiş karışım tozlarını, sıcak presleme metoduyla birleştirerek nanokompozitler üretmişlerdir. Tozlar 1000 ºC sıcaklıkta ve 7,7 GPa basınç altında presleme işlemine tabi tutulmuştur. Presleme esnasında sıcaklığın ve basıncın yüksek değerlerde tane büyümesini engellediği görülmüştür. Üretilen numunelerin mikro sertliğinin, TiC oranına bağlı olarak 1363 ve 1608 HV0,2 değerleri arasında yükseldiği tespit edilmiştir. Elde edilen numunelerin yoğunluğu ideal değere % 100 oranında ulaşmış ve porozite sıfır olarak gözlenmiştir.
30 9 Lim ve ark. (2003), Mg esaslı ve SiC parçacıkları ile takviye edilmiş kompozitlerin aşınma davranışlarını incelemişlerdir. Deneyler pim-disk olmak üzere 10 ve 30 N yükler altında 0,2-5 m/sn kayma hızlarında sertleştirilmiş takım çeliğine karşı yapılmıştır. Kompozitler, düşük yük altında iyi aşınma direnci göstermiş fakat SiC partiküllerinin aşınma direnci üzerine etkisi artan yükte olmamıştır. SEM incelemeleri abrasiv, oksitlenme, tabakalaşma, adhesiv, tokluğu ve erime aşınma mekanizmalarını göstermiştir. Ma ve ark. (1996), SiC parçacık takviyeli 2024 alüminyum alaşımlı kompozitlerin sürtünmeli aşınma davranışlarını incelemişlerdir. Matris olarak ortalama büyüklüğü 60 µm olan 2024 alüminyum alaşım tozları ve takviye elemanı olarak ortalama büyüklükleri 3,5; 10 ve 20 µm olan α-sic parçacıkları kullanılmıştır. Parçacık takviyeli kompozitler hacimce % 0, 15, 20 ve 30 oranlarında SiCp ile takviye edilmiş ve toz metalürjisi tekniği kullanılarak üretilmiştir. Yapılan sertlik deneyleri sonuçları; kompozitlerin sertliğinin, SiC partiküllerinin hacim oranının artmasıyla arttığını, ancak SiC parçacık boyutlarının artması ile de azaldığını göstermiştir. Alüminyum alaşımının aşınma özellikleri, SiC parçacıklarının eklenmesiyle belirli bir şekilde iyileşmiş ve kompozitlerin aşınma direnci yüksek yük altında takviyesiz alaşımınkinin yaklaşık iki katı olmuştur. Ancak, SiC parçacıklarının hacim oranının ve boyutlarının artmasıyla, kompozitlerin aşınma direnci artmıştır. SiC parçacık boyutlarının kompozitlerin aşınma direnci üzerindeki etkisinin, SiC parçacıklarının hacim oranınkinden daha büyük olduğu gözlenmiştir. Mondal ve Das (2005), ADC-12 alüminyum alaşımlı SiC parçacık takviyeli kompozitlerin yüksek basınçlı abrasiv aşınma davranışlarını incelemişlerdir. Uygulanan yük, takviye boyutu ve hacimsel oranın fonksiyonu olarak incelenip, matris alaşımının aşınması ile kıyaslanmıştır. Takviye elemanı olarak ve µm boyutlarında SiC parçacık kullanılmıştır. SiC ün hacimsel oranı ağırlıkça % 5-12 arasındadır. SiC parçacık ilavesinin artması ile kompozitin abrasiv aşınma oranının çok düştüğü gözlenmiştir. Alaşım ve kompozitin aşınma oranı yüke göre lineer fakat, abrasiv ebatına göre sabit olup, bir kritik abrasiv ebatında geçiş olduğu belirlenmiştir.
31 10 Bu durum analitik olarak elde edilen denklemlerle ve aşınma yüzey incelemeleri sonucu ile doğrulanmıştır. Özkök (2004), Mekanik alaşımlama yöntemi ile α-si 3 N 4 içeren alüminyum matrisli kompozit malzeme üretmiş ve mekanik özelliklerini incelemiştir. Yapılan bu çalışmada toz metalürjisi üretim yöntemi kullanılarak, değişik oranlarda α-si 3 N 4 içeren alüminyum matrisli toz metal kompozit malzeme üretilmiştir. Karışım tozların hazırlanmasında döner silindirde karıştırma ve yüksek enerjili atritörde alaşımlama şeklinde 2 farklı yöntem kullanılmıştır. Elde edilen karışım tozlardan 1000 MPa presleme basıncı altında standart çapraz kırılma numuneleri üretilmiştir. Presleme sonrası numuneler değişik sıcaklıklarda iki saat süre ile argon gazı ortamında tüp fırında sinterlenmiştir. Elde edilen sonuçlar klasik karıştırma yöntemine göre yüksek enerjili atritörde yapılan karıştırma ile α-si 3 N 4 parçacıkların Al matris içerisinde dağılımının daha iyi sağlandığını göstermiştir. Sonuç olarak ta bu numunelerde daha yüksek sertlik ve mukavemet değerleri elde edilmiştir. Özyürek (2002), MA yöntemiyle titanyum bazlı metal matris kompozit malzemelerin üretimi ve karakterizasyonunu incelemiştir. Toz metalürjisi yöntemleriyle üretilen metal tozları szegvari atritör tipi mekanik alaşımlama değirmeninde zirkonyum oksit (ZrO 2 ), titanyum oksit (TiO 2 ) ve titanyum diborür (TiB 2 ) seramik tozlarıyla birlikte 10 mm çapında çelik bilye, 750 dev/dak'lık öğütme hızı, 20:1 BTO, argon gazı ortamı ve etanol kullanılarak mekanik alaşımlama/öğütme (MA/MÖ) ile titanyum ve titanyum alaşımı MMK malzemeler üretilmiştir. Titanyum ve titanyum alaşımlı MMK malzeme üretiminde sünger titanyum, gaz atomize titanyum tozu, 60Al/40V bileşimli master alaşım tozu ve ön alaşımlanmış Ti 6 Al 4 V alaşım tozu kullanılmıştır. MMK toz malzeme üretiminde harmanlama metodu ve ön alaşımlama yöntemleri kullanılmıştır. Başlangıç tozları ve üretilen MMK toz malzemeler tarama ve transmisyon elektron mikroskobu, optik mikroskop X ışınları difraktometresi, EDAX termal analiz (DTA/DSC) yöntemi ve toz boyutu analizi yöntemiyle karakterize edilmiştir. Toz boyutu analizi sonucunda sünger titanyumun gaz atomize titanyum tozlarına göre daha iyi öğütülebilirliğe sahip olduğu belirlenmiştir. MA/MÖ yapılan tozlar sinterleme öncesi 630 MPa basınç altında soğuk preslenerek 9 mm çap ve 5
32 11 mm yükseklikte parçalar haline getirilmiştir. Soğuk preslenen bu parçalar 650, 750, 850 ve 1200 C'de 2 saat süre ile argon ortamında sinterlenmiştir. 60 dakikalık mekanik öğütme işlemi sonunda sünger titanyum tozlarının gaz atomize titanyum tozlarına göre deformasyon miktarına bağlı olarak pekleştiği ve daha düşük sıcaklıklarda yeniden kristalleştiği gözlemlenmiştir. Qiao ve ark. (2007), Mekanik alaşımlama ile üretilmiş (W 0.4 Al 0.6 )C 0.65 katı alaşımının mekanik özelliklerini araştırmışlardır. Toz malzeme olarak tungsten, alüminyum, karbon ve kobalt kullanılmıştır. Karışım sırası ile hacimce (% 10.1, % 13.3, % 16.4) ve ağırlıkça (% 12.3, % 14.6, % 17.9) kobalt tozları içermektedir. Alaşımlama işleminden sonra karışım sırası ile 60 ve 80 MPa basınçlarda sıcak presleme işlemine tabi tutulmuştur. Elde edilen numuneler 600, 1400 ve 1500 C farklı sıcaklıklarda sinterlenmiştir. Üstün nitelikteki alaşımın sertlik, eğme mukavemeti ve yoğunluk testleri yapılmıştır. Malzemelerin mikro yapısal analizleri XRD, EDAX ve SEM teknikleri ile yapılmıştır. Normal alaşımlarla karşılaştırıldığında; yüksek sertlik ve düşük yoğunluk elde edilmiştir. Alüminyumun ergime sıcaklığının düşük olması nedeni ile, % 60 hacim içeriğinde erimesi sonucu alaşımın mukavemetini önemli ölçüde düşürdüğü gözlenmiştir. Sasaki ve ark. (2007), Alüminyum ve ağırlıkça % 5 Fe içeren nano boyuttaki malzemeleri, mekanik alaşımlama yöntemi ile üretmişlerdir. Alaşımlanmış malzemeler, plazma kıvılcım sinterleme yoluyla sinterlenmiştir. Elde edilen malzemelerin plastik deformasyonları incelenmiştir. Kaba taneli α-al ile nano boyuttaki Fe alaşımlarının temas yüzeylerinde nanokristal fazlar oluşmuştur. Yapılan deneylerde, 1 GPa basınç altında 0,3 plastik deformasyonla akma meydana gelmiştir. Kaba ve nano boyuttaki tanelerin birleşimi, böyle yüksek mukavemetli bir malzemede plastik deformasyonun oluşmasından dolayı göz önünde tutulmuştur. Seo ve Kang (1995), Hacimce % 15 SiC-Al MMK malzeme için, üretim parametrelerini ve uygulanan basıncı optimize etmeye yönelik araştırma yapmışlardır. MMK malzemeleri üretmek için 70, 100 ve 130 MPa basınç uygulanmıştır. Üretilen MMK malzemeler, çekme ve sertlik deneylerine tabi
33 12 tutulmuştur. Kırılma yüzeyleri taramalı elektron mikroskobu (SEM) ile incelenmiştir. Ergimiş malzemenin sıcaklığı C, karıştırma hızı 750 Rpm, parçacık ekleme miktarı 2 gr/dak seçilmiştir. Parçacık ilavesi bittikten sonra 5 dakika süre ile karıştırma uygulanarak üretilen MMK malzemeler en iyi sonucu vermiştir. Matris ve takviye elemanı arasındaki ıslanabilirliği ve bağ kuvvetinin uygulanan basınçla iyileştiği, çekme dayanımının ise % 10 arttığı görülmüştür. En yüksek dayanım, 100 MPa basınç uygulanan MMK malzemelerde elde edilmiştir. Kırılma yüzeylerinden 130 MPa basınçta çoğu parçacıkların kırıldığı ve parçalandığı görülmüştür. Bununla birlikte basıncın artması ile sertlikte artmıştır. Sukumaran ve ark. (1995), Al-7Si-ağırlıkça % 10 SiCp kompozit malzemelerin yapı ve mekanik özellikleri üzerinde Mg katkısının etkisini, sıvı metal karıştırma yöntemi ile üretilen malzemelerde incelemişlerdir. Aynı zamanda, matris alaşımı da değişen oranlarda Mg içermiştir. Matris alaşımındaki magnezyuma ilave olarak, bu malzemelerin üretimi esnasında ağırlıkça % 1-3 Mg katılarak uygun Mg miktarının belirlenmesine çalışılmıştır. Matriste ağırlıkça % 1 den daha az Mg olması durumunda SiC parçacıkları topaklanma eğilimi göstermiştir. Ağırlıkça % 1 Mg düzenli parçacık dağılımı sağlamıştır ve daha yüksek oranlarda Mg, SiC parçacıklarının düzenli dağılımında daha fazla bir iyileşme sağlamamıştır. Ağırlıkça % 1 den fazla Mg mekanik özellikleri kötüleştirmiştir. Bu çalışmada sıvı metal karıştırma yöntemi ile Al 356- SiCp takviyeli kompozit malzeme üretiminde ilave alüminyumun gerekli olduğu görülmüştür. Sümer (2003), Mekanik alaşımlama ile üretilen Fe-Fe 3 kompozit malzemelerin mekanik özelliklerini incelemiştir. % 1 karbon karası içeren saf demir tozu, yüksek enerjili bir atritör içerisinde 2,5; 3,5 ve 5 saat sürelerle mekanik alaşımlama (MA) işlemine tabi tutulmuştur.. Daha sonra alaşımlanmış tozların parçacık boyutu, şekli ve sıkıştırılabilirliği karakterize edilmiştir. MA sonrası elde edilen tozlar 1000 Mpa presleme basıncı altında preslenerek standart boyutlarda (6,35x12,7x31,7 mm) blok numuneler elde edilmiştir. Daha sonra bütün numuneler 2 saat süreyle değişik sıcaklıklarda (1125, 1150 ve 1175 C) tüp fırında argon gazı ortamında sinterlenmiştir. Sinterleme sonrası numunelerin, optik mikroskop çalışmaları ile Fe 3 C
34 13 dönüşümü sinterleme durumu, yapılan çapraz kırılma testi ile de mekanik özellikleri belirlenmiştir. Elde edilen sonuçlar blok parçaların çapraz kırılma mukavemeti ve mikro yapısı üzerinde MA süresi ve sinterleme sıcaklığının önemli bir etkiye sahip olduğunu göstermiştir. Şahin ve Murphy (1996), Pim-disk aşınma test makinesi kullanılarak, sürekli B (SiC) fiberle takviyelendirilmiş alüminyum alaşımlı kompozitlerin kuru kayma aşınmasında fiber yönünün etkisini araştırmışlardır. MMK numuneleri normal (N), paralel (P) ve anti paralel (AP) yönlü olarak çelik diske karşı 1 m/sn sabit hızlı ve 12 den 60 N a kadar yük altında test edilmiştir. Sonuçlar kompozitin ve matrisin ortalama aşınmasının yük artışı ile doğru orantılı arttığını göstermiştir. Kompozitin aşınması fiber içeriği bakımından hassas değil fakat bu çalışmada % 16 nın üzerinde fiber hacim içeriği kullanılmış ve aşınma oranı yaklaşık matrisin % 18 i kadar olmuştur. N ve Ap yönlerinde kompozitin ortalama sürtünme katsayısı aşınma oranının artması ile doğrusal olarak azalmış ve yükün artması ile de doğrusal olmayan azalış göstermiştir. Fakat P yönü değişimlere karşı duyarsız kalmıştır. Aşınma mekanizmasının metalografik incelenmesi, kompozitin aşınma mekanizmasının matrisin oksitli aşınma mekanizmasına sahip olduğu anlaşılmıştır. Sert fiberler yönlerine bağlı olarak bunu bir derece değiştirmiştir. Tweed (1991), Hacimce % 0-40 SiC parçacıkları ile takviye edilmiş 2014 Al alaşımlı MMK leri vakumlu sıcak presleme ile üretmiş ve üretilen malzemelerin mekanik özelliklerini incelemiştir. Matris olarak soy gazla atomize etmeyle üretilen, ortalama 25 µm büyüklüğünde 2014 alüminyum tozları ve takviye elemanı olarak ortalama 12 µm büyüklüğündeki SiC parçacıkları kullanılmıştır. Tozlar arasındaki ısıl iletkenliği iyileştirmek için, soğuk ön presleme yapılmış ve bunun etkisi araştırılmıştır. % 0-10 poroziteli numuneler elde edilmiştir. Karışmış toz içindeki sıcaklıkların dengelenme hızı, 11 MPa lık bir basınçla soğuk ön preslenmeyle büyük bir oranda artmıştır Al-SiC karışımı tozların gazlarının atılması süresince, gazların atılma hızının ve oluşan toplam gazın 2014 alüminyum toz miktarına bağlı olduğu gözlenmiştir. Kompozitlerin oluşma hızları; kalıp sıcaklığı, uygulanan basınç ve SiC toz miktarıyla etkilenmiştir.
35 14 Wang ve ark. (2007), Toz metalürjisi yöntemi kullanılarak SiC parçacıklarıyla takviyelendirilmiş Al-Cu matrisli kompozitler üretmiş ve mekanik özelliklerini incelemişlerdir. Elde edilen kompozitler Ar atmosferinde 650, 700, 750 ve 800 o C sıcaklıklarda sinterlenmiştir. Sinterlenmiş kompozitlerin yapısal analizleri için SEM ve XRD teknikleri kullanılmıştır. Sinterleme sıcaklığının; yoğunluk, sertlik ve mikro yapılar üzerindeki etkileri araştırılmıştır. Yüksek sıcaklıklarda SiC partiküllerinin ara yüzey bağı kurmadığı ve Al 2 Cu bileşiğinin mukavemetinin arttığı gözlenmiştir. Yapılan deneylerde en yüksek mikro sertlik değeri 700 ºC ve 80 MPa da oluşmuştur. Wan ve ark. (2007), Oda sıcaklığında, pim-on-disk aşınma deney cihazında Ti 3 Si(Al)C 2 ve SiC takviyeli Ti 3 Si(Al)C 2 bileşiklerinin, kuru sürtünme ve aşınma davranışını incelemişlerdir. Deney esnasında kompozit numuneler, çelik bilyeye yataklık eden AISI karşısında ve yük miktarı 5-20 N aralığında değiştirilerek aşındırılmıştır. Ti 3 Si(Al)C 2 bileşiğinin yüksek sürtünme katsayısı 0,61-0,90 arasında ölçülmüştür. Bileşikteki SiC içeriğinin artışıyla sürtünme katsayıları ve aşınma oranları önemli derecede düşmüştür. SiC içeriğinin hacimce oranı % 10 - % 30 arasında tutulduğunda aşınma katsayısı 0,38-0,50 arasındaki değerlere kadar düşerken aşınma miktarı da buna bağlı olarak düşmüştür. Ti 3 Si(Al)C 2 bileşiğinin yüksek seviyedeki aşınma direncinin sebebi sert SiC parçacıklarının, yumuşak matriksin plastik deformasyonunu ve kırılganlığını engellemesidir. Yin ve ark. (2007), % 99,9 saflıkta ve 200 mesh tane boyutunda Al, Fe ve Cu tozlarını, planeter tipi alaşımlama cihazında mekanik alaşımlama yöntemi ile üretmişlerdir. Oda sıcaklığında sırası ile 5, 10, 20 ve 40 saat sürelerde alaşımlama işlemine tabi tutulmuştur. Alaşımlama esnasında bilye toz oranı (BTO) 30:1 seçilmiş ve oksitlenmeyi önlemek için Ar atmosferi kullanılmıştır. Yağlayıcı olarak karışım içerisine ethanol katılmıştır. Mekanik alaşımlanmış Al 70 Cu 20 Fe 10 tozlarının mikro yapıları ve sertlik davranışları XRD, TEM ve XAFS teknikleriyle araştırılmıştır. Sonuçlar Cu 9 Al 4 bileşiğinin uzun süreli öğütme işlemiyle oluştuğunu gösterirken, Al 2 Cu bileşiğinin ise kısa süreli öğütme işlemiyle oluştuğunu göstermektedir. Demir, Al-Cu alaşımıyla sertleştirme işlemi esnasında tepkimeye girebilmektedir.
36 15 Kristalimsi yapıdaki Al 65 Cu 20 Fe 15 alaşımları yüksek sıcaklıkta oluşabilirken, Tetragonal yapıdaki A l7 Cu 2 Fe bileşiği düşük sıcaklıkta oluşabilmektedir.
37 16 3. METAL MATRİSLİ KOMPOZİT MALZEMELER Parçacık takviyeli MMK malzemeler, genellikle düşük dayanımlı bir matrisle sert, kırılgan, yüksek dayanımlı seramik parçaların çeşitli yöntemlerle bir araya getirilmesi sonucu üretilen karma malzemelerdir. Bu malzemelerin özellikleri, kombinasyonu oluşturan bileşen özellikleriyle karşılaştırıldığında önemli derecede değişiklikler görülmektedir. Matris malzemesine göre akma, çekme ve bazı durumlarda yorulma dayanımı oda sıcaklığında ve yüksek sıcaklıklarda önemli derecede artar. Parçacık takviyeli MMK malzemeler aynı zamanda matris malzemesine göre yüksek modül, düşük ısıl genleşme katsayısı, yüksek aşınma direnci ve yüksek sertlik gibi fiziksel özelliklere de sahiptir [Cole ve Sherman, 1995]. Tüm bu özellikleri aynı anda elde etmek, her zaman mümkün olmamaktadır. Buradaki mekanik ve fiziksel özellikleri elde etmede uygun matris-takviye elemanı seçimi büyük rol oynar. Yükün, matristen takviye elamanına iletilmesi, ara yüzey bağı vasıtasıyla olmaktadır. Bu nedenle matris ile takviye elemanı arasındaki ara yüzey bağının güçlü olması gerekmektedir [Bostan, 2003] Matris Malzemesi ve Özellikleri Yüksek performanslı kompozit malzeme üretimi için; matris malzemesi takviye elemanlarını çevrelemeli, tam olarak ıslatabilmeli, kimyasal veya belli şartlarda ara yüzey bağı oluşturmalı, mümkün olan düşük basınç ve sıcaklıkta hızlı şekilde katılaşabilmelidir. Matris ve takviye elemanları arasında diğer kimyasal etkileşimler, üretim esnasında veya bundan sonraki işlemlerde olmamalı ve matris zamanla kararlı kalmalıdır. Üretim sırasında matrisin doğallığı nedeniyle, takviye elemanı da fiziksel hasara maruz kalmamalıdır. Kompozitin sıcaklığa, kimyasal etkileşime ve neme karşı direnci öncelikle matris tarafından belirlenir, ardından takviye elemanı da sıcaklığa karşı kararlı olmalıdır [Şahin, 2000]. Matris malzemesi olarak genellikle Al, Ti, Mg, Ni, Cu ve Zn kullanılır. Fakat yaygın olarak Al ve alaşımları, Ti ve Mg kullanılmaktadır [Özdin, 2006].
38 Al, Al alaşımları ve Al tozları Demir içerikli malzemeler dışında Al ve alaşımları gerek saf, gerekse alaşım olarak en yaygın kullanılan matris malzemesidir. Alüminyum; hafiflik, iyi ısı ve elektrik iletkenliği, yüksek korozyon direnci ve kolay şekillendirilebilirlik gibi özelliklerinden dolayı birçok mühendislik uygulamalarında kullanılmaktadır. Çizelge 3.1 de saf alüminyumun önemli özellikleri verilmiştir. Özellikle parçacık takviyeli MMK parça üretiminde T/M metodu kullanıldığından, Al toz şeklinde matris malzemesi olarak kullanılmaktadır. T/M teknikleri ile yüksek mukavemetli, alüminyum alaşımlı parçaların üretimi 20. yy ortalarına rastlamaktadır. Günümüzde Al tozu yıllık üretim kapasitesinin yaklaşık ton olduğu tahmin edilmektedir. Bu kapasitenin tamamına yakını gaz (hava) atomizasyonu ile üretilmektedir. Çünkü alüminyumun suyla atomizasyonu, yüksek reaksiyon hızı ve sonuçta hidrojen oluşumu sebebi ile yapılamamaktadır [Akoral, 2003]. Çizelge 3.1. Saf alüminyumun önemli özellikleri [Şahin, 2000] Özellik Değer Yoğunluk (g/cm 3 ) (20 0 C) 2,78 Ergime sıcaklığı ( 0 C) 660 Özgül ısısı (JK -1 /g) 0,90 Isı iletkenliği (W/mK) 230 Elsatisite modülü (GPa) 66 Sertliği (HB) 16,23 Çekme dayanımı (Mpa) 89,7-165, Kompozitlerde Takviye Elemanları ve Özellikleri Takviye elemanlarının bir kompozit malzemede esas fonksiyonları; yükü taşıyarak matriksin rijitlik ve dayanımı artırmaktır. Teorik olarak malzemelerde aranan özellikler; yüksek dayanım ve düşük yoğunluk, kovalent veya kovalent-iyonik bağların karışımına sahip yapı olmasıdır [Şahin, 2006].
39 18 Mühendislikte kullanılan takviye elemanlarının pek çoğu elyaf şeklinde üretildiklerinden, dayanım ve rijitlikleri katı haldeki konumlarından yaklaşık kat daha dayanıklı ve 3 kat daha rijit olduklarından kütle halindeki gösterdikleri özelliklerinden daha üstün performans gösterirler. Çapları, genellikle 5-20 µm arasındadır. Bunun dışında elyafların şekli, boyu, yönlendirilmeleri matrisin mekaniksel özellikleri ile yeterli elyaf/matris ara yüzey bağına sahip olmaları gerekmektedir. Kompozit üretilirken; takviye elemanı seçimi, üretim tekniği, üretim esnasındaki elyafların matris tarafından ıslatılabilmesi, yönlendirilmeleri ve elyaf içeriği kompozitin fiziksel ve mekaniksel özelliklerini belirler. Bu nedenle takviye elemanı seçimi ve özelliklerinin iyi bilinmesi gerekir. Elyaflarda aranan temel özellikler; yüksek elastik modülü, yüksek dayanım, düşük yoğunluk, üretim kolaylığı, kimyasal uyumluluk ve ısıl dirençtir. Bununla beraber, metal ve seramik matrisli kompozitlerde elyafların yüksek sıcaklıklarda dayanımlarını muhafaza etmeleri, takviye elemanının kimyasal morfolojisi, mikro yapısı ve fiziksel özellikleri yanında maliyet gibi diğer önemli faktörlerinde dikkate alınması gerekmektedir. Son zamanlarda takviye elemanı olarak kullanılan seramiklerin başlıcaları; cam, karbon, boron, alümina ve silisyum karbüre ilaveten metalik camlar sayılabilir Silisyum karbür (SiC) 1960 lı yıllarda plastik ve metal matrisli kompozitler için takviye fazı olarak yüksek özgül dayanım ve elastik modülüne sahip malzemeler üzerinde oldukça yoğun çalışmalar yapılmıştır. Bunlar arasında boron, SiC ve boron karbür gibi malzemelerde geniş olarak yer almış ve deneysel araştırmaların çoğu boron üzerine odaklanmıştır [Şahin, 2006]. Yüksek dayanım, yüksek modül, ve düşük yoğunluğa sahip olan boron elyafın kimyasal buharlaştırma yöntemi ile üretilerek yüksek performanslı kompozitler için geliştiği bilinmektedir. Boron elyafların keza reçineli kompozitlerde takviye elemanı
40 19 olarak kullanılması daha iyi bilinmesine rağmen bu takviye elemanı da MMK lerin kulanımında oldukça ilgi uyandırmıştır. Ancak yapılan çalışmalarda, herhangi bir metal matrisle boron elyafın kullanımı halinde bazı dezavantajlar ortaya çıkmıştır. Bu dezavantajlar, SiC elyafın geliştirilmesine yol açmıştır. SiC ün üretimine bakılacak olursa; silisyum karbür fiberler, kimyasal buhar fazında yoğunlaştırma ve SiC den fiber çekilerek üretilir. Takviye elemanı olarak son zamanlarda SiC e ilgi öncelikle ekonomikliği nedeniyle artmaktadır. Ancak bunlar daha yüksek sıcaklıklarda MMK uygulamalarında alternatif olarak sağlanmaktadır. Çünkü boron elyaf ergimiş alüminyum ile hızla kimyasal reaksiyona uğrayarak mekanik özelliği düşmektedir. SiC in; parçacık, elyaf ve kaplama yanında whisker türleri de üretilmektedir. Bu whiskerle üretilen kompozitlerde ikinci bir operasyon ekstrüzyon, haddeleme, kalıpta döğme ve presleme gibi plastik şekil verme tekniklerinin mekaniksel bir hasar oluşturmaksızın uygulanabilmesi önemli bir avantajını teşkil etmektedir. Toz metalürjisi tekniği yardımıyla da metalik matrisler içerisine SiC w ile takviyelendirme yapılabilmektedir. Ancak kompleks şekilli parçaların, sıcak izostatik presleme tekniği ile üretimi daha ekonomik olarak gerçekleştirilmektedir. Çünkü preslenen parçalarda bitirme operasyonu için az zaman sarf edilir. SiC w güçlendirilen alüminyum kompozitlerin işlenebilirliği diğer takviye elemanlı kompozitlere göre daha iyidir Alüminyum Matrisli Kompozitler ve Mekanik Özellikleri Alüminyum matrisli kompozitler (AMK); MMK ler içerisinde en büyük pazar payına sahiptir fakat toplam Al üretimi ile mukayese edildiğinde bu oran düşmektedir [Elliasson ve Sandström, 1995]. Literatürlerde genellikle farklı üç tip AMK bulunmaktadır. Alüminyum matris kompozitleri takviye fazına göre; Parçacık takviyeli AMK ler, wisker (tek kıristalli) veya süreksiz fiber (çok kristalli) takviyeli AMK ler ve sürekli takviyeli AMK ler olarak sıralanırlar.
41 20 Parçacık takviyeli sistemler, önemli rijitlik gelişimi yanında düşük maliyet sunmaktadır. Özellikleri oldukça izotropiktir. Mukavemet iyileştirilmesi dikkate alındığında, matrise göre çekme kabiliyeti ve kırılma tokluğu düşüktür. Wisker takviyeli kompozitler, parçacık takviyeli olanlara oranla daha yüksek maliyetlidir, fakat genelde daha yüksek mukavemete sahiptirler. Çok kristalli ince tabaka, parçacıklar veya kısa fiberler gibi süreksiz takviye elemanları ile mukayese edildiğinde wiskerler oldukça büyük çekme mukavemetine sahiptirler [Mohn ve Vukobratovich, 1988]. Sürekli fiberlerle takviye edilmiş MMK ler, mukavemet ve rijitliğin iyi bir karışımına sahiptirler. Bununla birlikte başta sürekli fiber ve üretim maliyeti olmak üzere bu sistemlerin maliyeti oldukça yüksektir [Trumper, 1987]. Diğer takviyesi alüminyum alaşımlarıyla kıyaslandığında; genellikle yüksek elastik modül (E), yüksek akma ve çekme mukavemetleri, yüksek sürtünme direnci, düşük termal genleşme katsayısı, düşük yoğunluk, yüksek sıcaklıklarda mukavemet ve aşınma direnci gibi mekanik özellikler AMK ler için bir avantaj olarak görülmekle beraber, düşük şekil alma kabiliyeti ve düşük yorulma direnci gibi özellikler dezavantajlarıdır [Elliasson ve Sandström, 1995] Mekanik Alaşımlama Son yıllarda geliştirilen metalürjik işlem tekniklerinin içinde mekanik alaşımlama (MA), karmaşık alaşımlarda erime ve katılaşmalardaki pek çok problemlerden kaçınmak ve katı haldeki alaşım tozlara uygulanabilirliği bakımından ilk sıralarda gelmektedir [Kaya, 2003]. Bu yöntem kullanılarak yüksek sıcaklık mukavemeti ve önemli ölçüde oksidasyon direnci gösteren oksit-dağılım mukavemetlendirilmiş (ODS) Fe-Cr ve Ni-Cr alaşımları geliştirilmiştir. Son zamanlarda geliştirilen alaşımlar, mevcut süper alaşımların yerini almaya başlamıştır.
42 21 Mekanik alaşımlama ilk defa 1966 yılında Benjamin tarafından denenmiştir. Benjamin Ni-bazlı alaşımlarda oksit parçacıklarını üniform dağılımı ile yüksek sıcaklık ( ºC) mukavemeti ile orta ve düşük sıcaklıklarda ( ºC) yaşlandırma sertleşmesi ile yüksek mukavemette malzeme üretmeyi amaçlamıştır [Çıtak, 1998]. Mukavemet ve yapısal kararlılık için ince refrakter oksitlerin alaşım sistemine ilave edilerek malzemenin özelliklerinin iyileştirilmesi daha öncede bilinen bir yöntemdir. Bu yöntem Irmann tarafından alüminyum ve nikele uygulanmıştır [Irman, 1949]. ODS malzemeler üretmek için bu ilk metotlar, çevresel etkilere ihtiyaç duyulan reaktif veya refrakter elementleri bol miktarda içeren alaşımlara hemen uygulanamamış ve oksit-dağılım mukavemetlenmesi 1966 yılına kadar Ni-% 20 Cr alaşımlarında uygulanmıştır. Ciddi mühendislik malzemeleri olan kompozit ve seramiklerin devreye girmesi ile metal ve alaşımlarının gelecekteki rolü işlem gelişiminin etkisine ve kalitesine bağımlı olacaktır. Alaşım gelişimi için mevcut çizgiler, yeni ve kaliteli bir teknoloji olan mekanik alaşımlama, normalde uyumsuz olan bileşenlerin elde edilmesinde önemli bir yeterlilik arz eder. İşlemin esnekliği, klasik alaşımların yanında yarı kararlı fazlar, amorf fazlar, inter metalikler ve hatta sermetler ve organik-seramikmetalik malzeme sistemlerine uzanmaktadır. ODS alaşımlar bunun bir örneğidir. Bunların büyük avantajı, nispeten ergime noktalarına yakın sıcaklıklarda dahi mukavemetlerini korumalarıdır. Ni-ThO 2 asıllı basit ODS alaşımları bir süredir piyasada kullanılmaktadır. Bunların üretilmesinde kullanılan çeşitli kimyasal işlemler daha karmaşık alaşımlar için uygun değildir [Özyürek, 2002] Ham malzemeler MA işlemi için ticari saflıktaki tozlar kullanılmakta ve bu ham malzemelerin parçacık boyutları µm aralığında değişmektedir. Çok kritik olmamakla birlikte toz parçacık boyutlarının, öğütücü bilye boyutlarından daha küçük olması istenir. Bu durumda toz parçacık boyutu sadece birkaç dakikalık öğütmeden sonra artmaya
43 22 başlar ve daha sonra kırılarak küçük değerlere ulaşır ve zamanla en alt noktalara kadar düşer. Ham tozlar; saf metaller, master alaşımlar, ön alaşımlanmış tozlar ve refrakter parçacıklar olmak üzere geniş bir kategoride yer almaktadır. Dağılım mukavemetlendirilmiş malzemeler genellikle karbür, nitrür ve oksit ilavelidir. Mekanik alaşımlamanın ilk dönemlerinde sünek bir sıkıştırılabilirlik için toz şarjına en az % 15 kadar deforme edilebilir metal tozu, bir bağlayıcı olarak katılmakta idi. Bununla beraber son yıllarda tamamen gevrek malzeme karışımları, alaşım halinde başarılı bir şekilde öğütülmektedir [Koch, 1991]. Böylece tozların öğütülmesi sırasında ihtiyaç duyulan bir sünek metal toza artık ihtiyaç duyulmamaktadır. Buna göre; sünek-sünek, sünek-gevrek ve gevrek-gevrek toz karışımları, yeni alaşımlar üretebilmek için beraber öğütülmektedir. Yapılan bazı çalışmalarda, sıvı öğütmenin daha ince ürünler elde etmek için kuru öğütmeden daha kullanışlı bir metot olduğu ortaya çıkmıştır. Çünkü, çözücü moleküller daha düşük yüzey enerjisine sahiptir ve partiküllerin yeni şekillenen yüzeylerinde absorbe edilir. Islak durumunda olan toz parçacıklarının daha az topaklanması faydalı bir faktördür. Amorfizasyon oranının ıslak öğütme sırasında kuru öğütmeden daha hızlı olduğu yapılan bazı çalışmalarda görülmektedir [Dolgin ve ark., 1986]. Bununla beraber ıslak öğütmenin bir dezavantajı olarak da tozların kirlenmesindeki artış miktarı gösterilebilir. Böylece mekanik alaşımlama/öğütme çalışmalarının çoğu kuru olarak yapılmaktadır Değirmen çeşitleri Mekanik alaşımlanmış tozların üretiminde farklı tiplerde yüksek enerjili öğütme ekipmanları kullanılmaktadır. Bu ekipmanlar; kapasiteleri, öğütme etkisi ve soğutma-ısıtma için yapılan düzenlemeler gibi farklılıklar içermektedirler.
44 23 Spex çalkalayıcı değirmenler Bir kerede yaklaşık gr arasında toz öğütebilen SPEX tipi çalkalayıcı değirmenler, laboratuar çalışmaları amacı ile yaygın olarak kullanılmaktadırlar. Yaygın olarak kullanılan bu değirmenler; içine öğütücü bilyeler ve toz konan bir kabın, bir kelepçe muhafazalı sisteme konarak dakikada binlerce kez ileri-geri, sağasola hareketi ile çalışır. Kabın her çalkalanışında bilyeler numuneye ve kaba çarpar. Böylece hem karışır, hem de öğütülür. Kelepçe hareketinin hızı (yaklaşık 1200 dev/dak) ve genişliğinden (yaklaşık 5 cm) dolayı kap içinde bilye hızı yükselir (5 m/sn). Sonuç olarak da bilyelerin çarpma gücü de olağanüstü büyüktür. SPEX değirmenler için kap malzemesi olarak sertleştirilmiş çelik, alümina, tungsten karbür, zirkonya, paslanmaz çelik, silisyum nitrür ve plastik kullanılmaktadır. Düzlemsel (Planeter) bilyalı değirmenler MA deneylerine öncülük eden bir başka önemli değirmende, bir seferde yüzlerce gram tozu öğütme kapasitesine sahip olan düzlemsel bilyeli değirmenlerdir. Bu değirmenler, kendi ekseni etrafında hareket eden döner destek disklerine ve özel dönme mekanizmalarına sahiptir. Merkezkaç kuvveti, kabın kendi eksenleri etrafında dönmesi ile ve kapta dönen destek diskleri ile üretilir. Çünkü, kaplar ve birbirine ters yönde dönen destek diskleri ile, aksi yöndeki merkezkaç kuvvetler birbirine etki eder. Bu öğütme bilyelerine, kabın iç duvarları içinde aşağı doğru hareket ettirerek aşınma etkisi yapar. Öğütme bilyelerinin kabın içinde serbestçe hareketlerine ve kap duvarlarına etkilemelerine çarpma etkisi denir. Daha önceki versiyonlarında diskin ve kabın dönme hareketleri bağımsız bir şekilde kontrol edilemez ise bile bunu modern versiyonlarda yapmak mümkündür. Tek bir değirmende ya iki (5 veya 7 pülverize) veya dört (5 pülverize) öğütme merkezi vardır. Son zamanlarda (6 pülverizeli) tek merkezli öğütücüler geliştirilmiştir. Öğütme kabı ve bilyelerin silisyum nitrür, sinterlenmiş korondum, zirkonya Cr- Çelik, Cr-Ni Çelik, tungsten karbür ve plastik polimidler olmak üzere sekiz farklı malzemelerden yapılırlar. Bu tip değirmenlerdeki bilyelerin doğrusal hareketleri
45 24 SPEX değirmenlerindekinden daha yüksek olmasına rağmen, SPEX değirmenlerindeki çarpma hızı oldukça fazladır. Atritör değirmenler Klasik bir bilyeli değirmen, küçük bilyelerle yarıya kadar doldurulmuş bir yatay dönüşlü kaptan oluşur. Kap dönerken bilyeler zemin üzerindeki metal tozlarının üzerine düşer. Dönme hızına bağlı olarak öğütme oranı da artar. Bunla birlikte yüksek hızlarda çelik bilyeler üzerindeki merkezkaç kuvveti, yerçekimi kuvvetini aşar ve bilyeler kap duvarlarına çarpar. Bu noktada öğütme eylemi biter. Bir atritör ise içeride bir seri karıştırma kolları ile bir dikey kaptan oluşur. Düzenek birbirlerine dik açılarda sürekli bilyeler arasında, bilyeler ve kap arasında ve bilyelerle dönen şaft ve kolları arasındaki çarpışmadan dolayı kolların enerjisi, bilye şarjı sebebi ile toz boyutunda bir azalma meydana gelir. Toz parçacıklarındaki boyutsal küçülme bilyelerin kayması ile beraber, parçacıklar arası çarpışma ile olur. Güçlü bir motor dönüşü ile karıştırıcı kollar, kabın içindeki çelik bilyeleri harekete geçirir. Atritörler büyük miktardaki (yaklaşık 0,5-40 kg) tozları bir kerede öğütebilen değirmenlerdir (Resim 3.1). Öğütücü malzemelerin hızı, SPEX değirmenlerden daha düşüktür (Yaklaşık 0,5 m/sn) ve sonuçta atritörün enerjisi de düşüktür. Farklı boyutlarda ve kapasitelerde atritörler mevcuttur. Öğütme tankları veya kaplar; paslanmaz çelik, içi alümina kaplı paslanmaz çelik, silisyum karbür, silisyum nitrür, zirkonya, kauçuk ve poliüretandan yapılmaktadır. Cam, çakıl taşı, steadik, seramik, mullit, silisyum karbür, silisyum nitrür, sialon, alümina, zirkonyum silikat, zirkonya, paslanmaz çelik, sade karbonlu çelik, krom-çelik ve tungsten karbürden üretilen çeşitli öğütücü malzemelerde mevcuttur (Suryanarayana, 2001). Bir atritörün çalışma prensibi basittir. Öğütülecek olan tozlar, öğütücü malzemelerle birlikte sabit konumdaki tankın içine yerleştirilir. Bu karışım yaklaşık 250 dev/dak dan başlayarak daha yüksek hızlarda dönen bir şaft ve kolları ile karıştırılır (Şekil 3.1). Bu öğütücüler malzeme üzerinde çarpma ve kesme kuvveti uygulamasına

46 25 sebep olurlar. Laboratuar atritörü klasik bilyeli değirmenlerden 10 kez daha hızlı çalışmaktadır. Resim 3.1. Atritör tipi mekanik alaşımlama ünitesi [Suryanarayana, 2001]
47 26 Şekil 3.1. Atritör bilyeli değirmende şaft üzerindeki kolların dönme hareketinin şematik görünüşü [Suryanarayana, 2001] Ticari değirmenler MA için üretilen ticari değirmenler tanımlananın üzerinde çok daha büyük boyutlarda ve bir kerede yüzlerce kilogramlık işler yapabilir. Ticari ürünler için MA yaklaşık 1200 kg kapasiteli bilyeli değirmenlerde yapılabilmektedir (Resim 3.2). Öğütme süresi değirmenin enerjisindeki artış ile azalır. Bir SPEX tipi değirmendeki 20 dakikalık öğütmenin, BX 920/2 tipi düşük enerjili bir değirmende 20 saatlik öğütmeye eş değer olduğu rapor edilmektedir [Bostan, 2003]. Hızlı çarpmanın bir kuralı olarak SPEX değirmende sadece birkaç dakikada olan bir ısıl işlem, bir ticari değirmende birkaç gün ve bir atritörde saatler alır.
![27 Resim 3.2. Alaşımlama için kullanılan ticari amaçlı bilyeli değirmenler [Suryanarayana, 2001] 3.4.3. Mekanik alaşımlamada işlem parametreleri MA karmaşık bir işlem olduğundan, istenen fazı veya mikro yapıyı üretmek için bazı değişkenlerin optimizasyonunu içerir.](/docs-images/71/64708046/images/48-0.jpg "Önemli parametrelerin bazıları tozun son bileşimi üzerinde bir etkiye sahiptir.")
48 27 Resim 3.2. Alaşımlama için kullanılan ticari amaçlı bilyeli değirmenler [Suryanarayana, 2001] Mekanik alaşımlamada işlem parametreleri MA karmaşık bir işlem olduğundan, istenen fazı veya mikro yapıyı üretmek için bazı değişkenlerin optimizasyonunu içerir. Önemli parametrelerin bazıları tozun son bileşimi üzerinde bir etkiye sahiptir. Bu parametreler: Öğütme tipi Öğütme kabı Öğütme hızı Öğütme süresi Öğütücü malzemelerin tipi ve şekli Bilye-toz oranı Kabın doldurulma miktarı Öğütme atmosferi İşlem kontrol kimyasalı ve Öğütme sıcaklığıdır.
49 28 Bu değişkenlerin hepsi tamamen bağımsız değildir. Mesela; optimum öğütme zamanı, öğütme tipine bağlıdır. Öğütme malzemelerinin boyutu, öğütme sıcaklığı, bilye toz oranı vs. gibi parametrelerde büyük önem taşımaktadır. Öğütme tipi MA işleminin yapılabilmesi için farklı değirmen tipleri kullanılmaktadır. Bu değirmenlerin kapasitesi; uygulama hızı, minimum kirlenme miktarı ve öğütme sıcaklığına göre kontrol edilebilmektedir. Uygun bir değirmen seçimi toz tipine, miktarına ve istenen son bileşime bağlıdır. Bundan dolayı SPEX çalkalayıcı değirmenler, alaşımı muhafaza etmek amacıyla yaygın olarak kullanılmaktadır. Öğütme kabı Öğütme kabı için kullanılan malzeme, kabın iç duvarları üzerinde öğütücü malzemelerin çarpması sebebi ile önemlidir. Bazı malzemeler önce kabın duvarlarına yapışacak ve sonra yapıştığı yerden çıkarak toza karışacaktır. Bu durum tozun kimyasını değiştirebilir veya kirlenmesini sağlayabilir. Eğer öğütme kabının malzemesi tozdan farklı ise, toz öğütme kabı malzemesi ile kirlenmiş olur. Diğer bir ifade ile, eğer iki malzemede aynı ise ve uygun tedbirler alınmazsa toz içindeki elementlere ilaveten kabın iç duvarlarından kopan malzemede toza karışacak ve kirlenmeye neden olacaktır. Öğütme kabı için kullanılan malzemeler sertleştirilmiş çelik, takım çeliği, sertleştirilmiş krom-çelik, temperlenmiş çelik, paslanmaz çelik, WC-Co ve WC kaplı çeliklerdir [Kaya, 2003]. Özellikle kabın iç tasarımı çok önemlidir. Düz tabanlı ve yuvarlak tabanlı SPEX değirmen kapları kullanılır. Alaşımlamanın düz tabanlı kapta, yuvarlak tabanlı kaba göre önemli bir miktarda daha yüksek olduğu belirtilmektedir. Öğütme hızı Değirmenin daha hızlı ve yüksek devirlerde çalışması sırasında toz içine bir enerji girişi olmaktadır. Fakat değirmenin tasarımına bağlı olarak kullanılan maksimum
50 29 hızın kesin sınırları vardır. Örneğin; klasik bir bilyeli değirmende dönme hızının artması ile bilye hareketi de artacaktır. Kritik bir hızın üzerinde bilyeler kabın iç duvarlarına çarpacaklar ve çarpma etkisi ile tam aşağı düşmeyeceklerdir. Bu yüzden maksimum hızla, maksimum sürtünme enerjisi üretmek için maksimum yükseklikten bilyelerin aşağı düşmesi sadece kritik değerlerin altında olması ile mümkündür. Maksimum hız için sınırlama yüksek hızlarda (veya öğütme yoğunluğunda) olmaktadır. Kabın sıcaklığı yüksek değerlere ulaşabilir. Difüzyon tozlardaki alaşımlama ve homojenizasyonu ilerletmek için gereklidir. Bu bazı durumlarda avantaj olabilir. Çünkü artan sıcaklık, öğütme sırasında şekillenen diğer yarı kararlı fazların veya aşırı doymuş katı çözeltilerin ayrışması ve dönüşüm işlemleriyle hızlanır. Sonradan oluşan sıcaklıklarda da tozlar kirlenebilir [Calka ve Williams, 1992]. Öğütme süresi Öğütme süresi çok önemli bir parametredir. Normalde, toz parçacıklarının soğuk kaynağı ve kırılması arasındaki sabit bir konumu başarmak için süre çok hassas olarak seçilir. İstenen süreler; kullanılan değirmen tipine, öğütme yoğunluğuna, bilye-toz oranına ve öğütme sıcaklığına bağlı olarak belirlenir. Bu süreler özel toz sistemleri ve üst parametrelerin her kombinasyonu için karar verilmesi gerekir. Fakat, toz istenenden daha uzun sürelerde öğütülürse bazı istenmeyen faz şekilleri ve kirlenme seviyesinde artış olduğunun da bilinmesi gerekir. Bu yüzden toz sadece belirlenen süre kadar öğütülmelidir. Öğütme malzemeleri Sertleştirilmiş çelik, takım çeliği, sertleştirilmiş krom çeliği, temperlenmiş çelik, paslanmaz çelik ve WC-Co yaygın olarak kullanılan öğütme malzemeleridir. Öğütme malzemesinin yoğunluğu, tozların üzerinde yeterli çarpma gücünü oluşturması için bilyelerde yeterince yüksek olmalıdır. Bununla beraber, öğütme kabında olduğu gibi öğütücü elemanlar içinde bazı özel malzemeler kullanılmaktadır. Bunlar bakır,
51 30 titanyum, nibodyum, zirkonya ( ZrO 2 ), yitriya ile stabilize edilmiş zirkonya (YSZ) özellikle stabilize edilmiş zirkonya+yitriya, safir, silikon nitrit (Si 3 N 4 ) ve Cu-Be dir. Öğütücü malzemelerin boyutu da öğütmeye etki eder. Genellikle büyük boyutlu öğütme malzemeleri kullanışlıdır. Çünkü ağır bilyeler toz parçacıklarına daha fazla çarpma enerjisi transfer edecektir. Tozların son durumlarının kullanılan öğütme malzemelerinin boyutlarına bağlı olduğu bazı çalışmalarda belirtilmektedir. Örneğin; 15 mm çaplı bilyeler, harmanlanmış (HY) Ti-Al toz karışımını öğütmek için kullanıldığında, titanyumdaki alüminyumun bir katı çözeltisi oluşur. Diğer bir ifade ile, 20 mm ve 25 mm çaplı bilyelerin kullanılması, uzun öğütme sırasında sadece titanyum ve alüminyum fazlarının bir karışımı sonucudur [Bostan, 2003]. Ayrıca bazı çalışmalar öğütme için 12 mm çaplı bilyeler kullanıldığı zaman amorf faz oluşmadığını, sadece Ti-Al toz karışımı ya 5 mm ya da 8 mm çaplı bilyeler kullanılarak öğütüldüğünde amorf fazın oluştuğunu belirtmektedir [Kis ve Beke, 1996]. Genellikle yapılan çalışmaların çoğunda, sadece tek bir öğütücü bilye boyutu kullanılmasına rağmen, aynı çalışmalarda farklı boyutlarda kullanılan bilyelerle ilgili örneklerde vardır [Bostan, 2003]. Eğer bilyeler farklı çaplarda kullanılırsa en yüksek çarpışma enerjisinin elde edileceği tahmin edilebilir [Chin ve Perng, 1997]. Öğütmenin ilk aşamasında öğütülmüş olan tozlar öğütücü malzemelerin yüzeyini kaplar ve soğuk kaynak olur. Bu bir avantaj olarak kabul edilir. Çünkü öğütücü malzemelerin aşınması sırasında tozun kirlenme sakıncası ve öğütme malzemelerinin aşırı aşınması da engellenir. Bununla beraber bu seviyenin kalınlığı heterojen bir son ürünün şeklini muhafaza etmek için minimum da tutulmalıdır. Fakat bu toz kaplamanın dezavantajı tozu ayırmanın oldukça zor olmasıdır ve bu yüzden toz artması düşüktür. Geniş ve küçük boyutlu bilyelerin bir kombinasyonu, öğütme sırasında bilyelerin yüzeyinde kaplanmış toz miktarı ve soğuk kaynak miktarını minimize eder. Bu şartlar altında akmayı iyileştirmek için bilimsel bir açıklama olmamasına rağmen, farklı boyutlardaki bilyelerin kesme kuvvetleri üretmesini, bilyelerin yüzeyinden tozların ayrılmasına yardım edebileceği düşünülmektedir [Kis ve Beke, 1996].
52 31 Bilye-toz ağırlık oranı Bazen şarj oranı (ŞO) olarakta tanımlanan bilye-toz ağırlık oranı (BTO) öğütme işleminde önemli bir değişkendir. Bu oran 1:1 gibi düşük bir değerden 220:1 gibi değişen aralıklarda kullanılmaktadır [Chin ve Perng, 1997; Kis ve Beke, 1996]. Genellikle SPEX değirmen gibi küçük kapasiteli bir değirmende toz öğütülürken yaygın olarak 10:1 oranı kullanılır. Fakat öğütme bir atritör gibi geniş kapasiteli bir değirmende yapıldığında 50:1 veya 100:1 gibi yüksek değerler kullanılır. Bilye toz ağırlık oranı, toz öğütülmeye başlandığında istenilen fazı elde etmek için ihtiyaç duyulan sürede önemli bir etkiye sahiptir. Yüksek BTO da ihtiyaç duyulan zaman daha kısadır. Örneğin, bir toz karışımı SPEX değirmende 10:1 oranında 7 saat, 50:1 oranında 2 saat ve 100:1 oranında 1 saat öğütüldüğünde elde edilmektedir. Yüksek bilye toz oranı, her birim zaman artışında çarpışmaların miktarı ve sonuçta daha fazla enerjiyi toz parçacıklarına transfer eder. Böylece alaşımlama daha hızlı olur. Kabın doluluk oranı Toz parçacıkları arasındaki alaşımlanma, bu tozların üzerine etkiyen vurma kuvvetlerinden dolayı olduğu için, bilyelerin ve toz parçacıklarının öğütme haznesi içinde serbestçe hareket etmesi için yeterli miktarda yerin olması gereklidir. Bu yüzden, haznenin toz ve bilyelerle doldurulma miktarı önemlidir. Bilyelerin ve tozun miktarı çok az ise, üretim hızı çok yavaş olur. Diğer taraftan, tozun miktarı fazla ise bilyelerin etrafta dolaşması için yeterli yer yoktur ve bu yüzden vurma enerjisi azdır. Dolayısıyla, haznenin fazla doldurulmaması için önlem alınmalıdır; genelde yaklaşık haznenin % 50 si boş bırakılmalıdır [Fındık, 2001]. Öğütme atmosferi Öğütme atmosferinin en önemli etkisi tozun kirlenmesiyle ilgilidir. Bu yüzden tozlar ya hava boşaltılarak veya argon/helyum gibi inert gazlar ile doldurulan öğütme
53 32 kaplarında öğütülür. Yüksek saflıktaki argon, tozun kirlenmesini ve oksidasyonu önlemek için kullanılan en yaygın atmosfer ortamıdır. Oksidasyon bir azot ortamının olmasıyla genellikle minimize edilebilmekte veya engellenebilmektedir. Fakat titanyum veya titanyum alaşımları gibi reaktif elementler öğütüldüğünde ise bu olmamaktadır. Ti-48 Al-2W tozu bir oksijen ortamında 20 saat öğütüldükten sonra % 1,5 oksijen taşır. Aynı toz aynı sürede fakat azot ortamında öğütüldüğünde % 4,7 oksijen taşır ki bunu açıklamak oldukça zordur [Calka ve Williams, 1992]. Kullanılan atmosfer tipi son fazın yapısına da etki eder. Toz; hava, argon ya da bir azot içeren ortamda öğütüldüğünde tamamen amorf olur. Benzer olarak oksijenin Ni- Nb sisteminde amorfizasyon kinetiğini artırdığı görülür [Chen ve ark., 1993]. İşlem kontrol kimyasalları Özellikle tozlar sünekse, öğütme sırasında ağır plastik deformasyon sebebiyle toz parçacıklar birbirleriyle soğuk kaynak olur. Fakat toz parçacıklar arasındaki doğru alaşımlama sadece parçacıkların soğuk kaynağı ve kırılma arasında denge kurulduğunda olur. Bir işlem kontrol kimyasalı (İKK), toz parçacıklar arasındaki soğuk kaynağı minimize eder, toz parçacıkların yüzeyinde emilir ve bu şekilde topaklaşmayı önler. Parçacık yüzeyinde emilmiş yüzey aktif kimyasalları katı malzemenin daha düşük yüzey gerilimi ve soğuk kaynak ile toza karışır. İKK ları katı, sıvı veya gazlar olabilir. İKK ları geniş bir alanda pratikte toplam toz şarjının yaklaşık % 1,5 kadar bir seviyede kullanılır. İKK larının en önemlileri; stearik asit, hekzan, metanol ve etanoldür. Öğütme sırasında toz ve parçaların birbirini etkilemesi ile ayrışan parçalar, çoğunlukla dağıtıcı ve inglüzyonların oluşumu ile birleşir. Öğütülen tozların tipi; kullanılan İKK nın miktarı ve yapısına, toz parçacıklarının son ebatına, şekline ve saflığına göre belirlenir. İKK nın büyük miktarlarda kullanımı normal olarak parçacık büyüklüklerini 2-3 katı kadar düşürür. Örnek olarak İKK kullanılmadığında 1000 µm olan partikül boyutunun % 2-3 µm, İKK
54 33 kullanıldığında ise 18 µm a düştüğü görülmektedir. Yukarıda belirtilenlere benzer sonuçlar gevrek malzemelerle öğütme yapıldığı zaman gözlemlenmeyebilir. Gerçekte İKK kullanımı gevrek malzemelerin öğütülmesinde istenmemektedir. Sıvı içinde parçacık boyutundaki homojen dağılımın İKK kullanıldığı zaman kolaylıkla elde edilebildiği Niu nun çalışmalarında belirtilmektedir [Hong ve ark., 1994]. Eğer toz-ikk ağırlık oranı kritik değerin altında ise parçacık boyutunu artırma, üzerinde ise partikül boyutunu düşürme eğilimindedir. Öğütme sıcaklığı Öğütme sıcaklığı, öğütülmüş tozların bileşimine karar vermekteki bir başka önemli parametredir. Çünkü difüzyon işlemleri, elde edilen son fazın bir katı çözelti, intermetalik, nanoyapı veya bir amorf faz olup olmayacağı göz önünde bulundurulmayan alaşım fazlarının oluşumunu içerir. Öğütme sıcaklığının kasıtlı olarak değiştirilmesi sadece birkaç araştırmada yapılmıştır. Bu, ya düşük sıcaklık elde etmek için öğütme kabına sıvı azot damlatılarak ya da öğütme sıcaklığını artırmak için öğütme kabını elektrikle ısıtmak suretiyle yapılmıştır. Bu araştırmalar katı çözünebilirlikteki değişiklik üzerinde öğütme sıcaklığının etkisini çalışmak için veya farklı sıcaklıklarda bir amorf faz ya da bir nanokristal yapı oluşumunun olup olmayacağını belirlemek için yapılmıştır. Nanokristallerin oluşması sırasında malzemedeki ortalama karakökteki gerilimi daha düşüktür ve tane boyutunun yüksek sıcaklıklarda öğütülen malzemelerde daha büyük olduğu yapılan çalışmalarda belirtilmektedir. Örneğin Cu-% 37 Ag toz karışımının planeter bilyeli değirmenlerde öğütülmesi sırasında amorf faz ve kristal faz karışımı, Cu-% 8 Ag katı çözeltisinin sadece C de toz öğütülmesiyle elde edilmesi yerine oda sıcaklığındaki öğütmede elde edildiği belirtilmektedir. [Özyürek, 2002]. Benzer sonuçlar Cu-Ag, Zr-Al ve Ni-Ag alaşım sistemlerinde ve öğütmenin yüksek sıcaklıklardaki denge etkisi ve difüzyon artışının esasları üzerine yapılan açıklamalar diğer araştırmacılar tarafından da belirtilmektedir [Kimura ve Kimura, 1990].
55 34 Öğütme sıcaklığının bir fonksiyonu olarak bir amorf fazın oluşumuyla ters düşen çalışmalar da vardır. Mekanik alaşımlama sırasındaki amorfizasyon, bir katı-hal amorfizasyon reaksiyonunu takiben, tozların bileşiminin mikro-difüzyon çifti oluşmasını sağlar. Böylece yüksek öğütme sıcaklıkları amorfizasyon kinetiklerini artıracaktır. Bu Ni-Ti ve Ni-Zr sistemlerinde gözlenmektedir [Özyürek, 2002]. Mekanik öğütme işleminde amorf faz oluşumu, MA sırasında oluşandan farklı bir mekanizmaya sahiptir. Bir nanokristal yapının oluşumu, tane sınırı bölgeleri arasındaki artış veya uygun olmayan kimyasal düzensizlik gibi etkilerin girişiyle kristal yapının serbest enerjideki artışı MÖ arasındaki amorfizasyona neden olur. Böylece düşük öğütme sıcaklıklarının amorfizasyona yardımcı olması beklenir Alaşımlama mekanizması Toz parçacıklarının yüksek enerjili öğütülmesi sırasında sürekli olarak ezilme, soğuk kaynak, kırılma ve yeniden kaynaklanma meydana gelir. İki çelik bilyenin çarpışmasıyla, bilyeler arasındaki kalan tozlar ezilir. Tipik olarak her çarpışma sırasında yaklaşık 0,2 mg lik bir yığınla 1000 kadar toz tanesi ezilir (Şekil 3.2). Darbenin etkisiyle toz parçacıklarında plastik deformasyon, çalışma sertleşmesi ve kırılma şeklinde devam eder. Toz taneciklerinin birbirlerine kaynaklanmasıyla yeni yüzeyler oluşur ve bu süreklilik tanecik boyutunda bir artışa neden olur. Çünkü öğütmenin başlangıcında toz yumuşaktır. Birbirleriyle kaynaklanma ve büyük tanecik oluşturma eğilimi yüksektir. Toz tanecik boyutları, başlangıç tozlarının yaklaşık üç katı kadar artar. Bu aşamada kompozit tozlar başlangıç bileşiminin değişik kombinasyonlarını içeren karakteristik bir yapıya sahip olur. Devam eden deformasyonla kolay kırılabilen incelmiş tozlar parçalanır veya bir yorulma bozunmasıyla çalışma sertleşmesine ve kırılmaya uğrar. Bu aşamada kırılma eğilimi soğuk kaynaktan daha yüksektir. Öğütücü bilyelerinin devam eden darbe etkisiyle toz tane yapısı yavaş yavaş incelir. Buna rağmen parçacıkların boyutu aynı kalmaya devam eder. Sonuçta tabakalar arası boşluk azalır ve parçacık tabakaları artar.
56 35 Şekil 3.2. MA işlemi sırasında bilye-toz-bilye çarpışması [Suryanarayana, 2001] Bununla beraber parçacık boyut düşürme verimi oldukça düşüktür. Geleneksel bilyeli öğütücülerde bu % 0,1 civarındadır. Yüksek enerjili bilyeli öğütme işlemlerinde verim bir şekilde yüksektir ama, bu oran hala % 1 in altındadır. Kalan enerji genellikle ısı şeklinde kaybolur. Fakat küçük bir miktarı toz parçacıklarının elastik ve plastik deformasyonunda kullanılır. Belirli bir öğütme süresi sonrasında, ortalama parçacık boyutlarını artırmak için, kaynaklanma oranı ve ortalama kompozit parçacık boyutunu düşürme eğilimini meydana getiren kırılma işlemi oranı arasında sürekli bir denge durumu sağlanır. Küçük parçacıklar oldukça hassas ve büyük parçacıkları ortalama boyuta indirgeme eğilimi ile, kırılma ve daha büyük parçalara kaynaklanma olmaksızın küçük parçacıklarda deformasyon sağlanır [Suryanarayana, 2001]. MA sırasında parçacıklarda oldukça ağır deformasyon oluşur. Bu tane sınırları miktarındaki artış; dislokasyon, boşluklar, dislokasyonların birbirini bloke etmesi gibi birçok kristal etkilerin oluşumuyla görülür. Bu etki matriste çözünen elementlerin difüze olmasını artırır. Daha ileri inceltilmiş mikro yapı özellikleri, difüzyon mesafesini düşürür. Bunun yanında öğütme sırasındaki sıcaklığın hafifçe yükselmesi difüzyon davranışlarına yardım eder. Bunun sonucunda, bileşimi oluşturan elementler arasında gerçek bir alaşımlama ortaya çıkar. Oda sıcaklığında
57 36 bu alaşımlama ortaya çıkarken, bazen de alaşımlamanın yüksek sıcaklıklarda elde edilebilmesi için alaşım tozunun tavlanması gerekir. Herhangi bir sistemde istenen bir yapının oluşturulması için gerekli zaman; başlangıç toz boyutu ve içeriklerinin (karışımın) özelliklerini ve MA/MÖ işlemi için kullanılan özel ekipmanların ve bu ekipmanın çalışma parametrelerinin bir sonucu olabilmektedir. Fakat çoğu durumlarda iç yapının (parçacık boyutu, kristal boyutu, lameler alan) incelme oranı işlem zamanı ile kabaca logaritmiktir ve bundan dolayı toz parçacıklarının başlangıç boyutları önemsizdir. Birkaç dakika içinde lameller genellikle küçük ve kristal bir yapıya dönüşür ve bu boyut olarak 1 nm dir. Nanokristal malzemelerdeki sentezleme kolaylığının bir sebebi, nanokristal malzemeleri üretmek için yoğun olarak kullanılan MA nın niçin kullanıldığıdır [Kaya, 2003] Metal ve alaşımlarının MA/MÖ işlemi üç farklı şekilde yapılmaktadır. Bunlar; Sünek-sünek, sünek-gevrek ve gevrek-gevrek sistemlerdir. a) Sünek-sünek alaşımlama/öğütme sistemi Bu sistem MA için ideal bir malzeme kombinasyonudur. Benjamin e göre alaşımlamanın başarılı olması için en az % 15 sünek bir malzemeye ihtiyaç vardır [Kaya, 2003]. Çünkü doğru alaşımlama toz parçacıklarının soğuk kaynak ve kırılmanın tekrarlanmasıyla olur. Eğer parçacıklar sünek değilse soğuk kaynak olmayabilir. Mekanik alaşımlamanın ilk aşamalarında, sünek malzemelerin bir mikro dövme işlemiyle yassılaşarak pul şeklini aldığı görülmektedir. Az miktarda toz, bir veya iki parçacık kalınlığında bilye yüzeylerine kaynak olur. Öğütme malzemeleri yüzeyindeki bir toz kaplama, aşınmaya karşı korunması bakımından bir avantajdır. Fakat öğütme malzemelerinin üzerindeki toz tabakasının kalınlığı, bir heterojen ürün oluşmasındaki sakıncayı yok etmek için minimum seviyede olmalıdır [Kis ve Beke, 1996]. Sonraki aşamada, bu yassılaşan toz parçacıklar birlikte soğuk kaynak olur ve
58 37 metal bileşiminin yapısı bir lameler kompozit halini alır. Toz boyutundaki artış bu aşamada da görülür. MA süresinin artmasıyla, kompozit toz parçacıklarında çalışma sertleşmesi, sertlik ve sonuçta da kırılganlık artar. Parçacıklar daha eşeksenel şekilde parçalanma sonucunda elde edilir. Bu aşamada difüzyon mesafesindeki (lameller arasındaki boşluklar) azalma, kafes hataları yoğunluğundaki artış ve öğütme sırasında oluşan ısı sebebiyle alaşımlama başlar. Ayrıca sertlik ve parçacık boyutu eğilimi doyma noktasına ulaşır. Bu da sürekli durum işlemi olarak adlandırılır. Bu herhangi bir özel tercihli yönlenme olmaksızın eşeksenel parçacık tozlarının birlikte gelişigüzel kaynaklanması sebebiyledir. Daha ileri öğütmelerde doğru alaşımlama katı çözeltiler, intermetalikler ve hatta amorf fazların oluşumu da atomik seviyede olur. Boşluk katmanları bu aşamada yok olur veya çok incedir ki bu durum artık bir optik mikroskopla görülemez. Toz içinde mekanik alaşımlama işleminin tamamlanmasının ve homojen yapının elde edilmesinin bir göstergesi de tozla öğütücü malzemelerin ayrılma kolaylığıdır. Benjamin elementel tozlardan başlayan bir Ni-Cr alaşımının mümkün olduğunu, bu şekilde mekanik alaşımlanmış tozların manyetik özelliğinin ergitme ile elde edilen Ni-Cr homojen alaşımıyla aynı olduğunu belirtmektedir. b) Sünek-gevrek alaşımlama/öğütme sistemi Geleneksel ODS alaşımları bu kategoriye girer. Çünkü kırılgan oksit parçacıkları sünek bir matris içerisine dağıtılmıştır. Öğütmenin ilk aşamalarında, sünek metal parçacıkları bilye-toz-bilye çarpışmaları ile yassılaşırken, kırılgan oksit parçacıkları parçalanır (Şekil 3.3). Kırılmış gevrek tozlar, ezilen sünek tozların ve sünek bileşimlerin içinde kalır. Gevrek bileşim, katmanlar arası boşluklar boyunca ve yakın boşluklardan oluşmaktadır. Daha ileri öğütmede, sünek toz parçacıkları çalışma sertleşmesine uğramış, tabakalar karışmış ve incelmiş olur. Toz tanelerinin bileşimi, toz karışımı başlangıç kompozisyonuyla bir noktada birleşir. Eğer bir ODS alaşımında olduğu gibi sünek matriste bu katmanlar çözünemezlerse, devam eden öğütmeyle daha da incelir, katmanlar arası boşluklar azalır ve gevrek tozlar üniform olarak dağılır. Diğer bir ifade ile, eğer gevrek faz çözünebilirse sünek ve gevrek
59 38 parçacıklar arasında alaşımlamayla kimyasal homojenlik de elde edilir [Özyürek, 2002]. Bir sünek sistemde alaşımlamanın olup olmayacağı, sünek matriste kırılgan parçaların katı çözünürlüğüne de bağlıdır. Eğer bir parça demir içindeki boron örneğinde olduğu gibi ihmal edilebilir bir katı çözünebilirliğe sahip ise, alaşımlama mümkün olmaz. Böylece MA sırasında sünek-gevrek parçaların alaşımlaması, yalnız kısa aralık difüzyonunu kolaylaştırmak için gevrek parçaların kırılmasıyla değil aynı zamanda sünek matris parça içindeki katı çözünebilirlik sebebiyle olmaktadır. Şekil 3.3. Mekanik alaşımlamada kullanılan başlama tozlarının temsili bileşimlerinin deformasyon karakteristikleri c) Gevrek-gevrek alaşımlama/öğütme sistemi İki veya daha fazla gevrek malzemeden oluşan bir sistemde alaşımlamanın olması beklenmeyebilir. Çünkü, sünek bileşenin olmaması herhangi bir kaynaklanmayı engeller ve bunun olmadığı durumda da alaşımlamanın olması beklenmez. Bununla beraber, Si-Ge ve Mn-Bi bazı gevrek-gevrek sistemlerde alaşımlamanın olduğu da
60 39 belirlenmiştir [Suryanarayana, 2001]. Gevrek intermetalik karışımların öğütülmesiyle de amorf fazlar elde edilebilmektedir. Gevrek tozlar, öğütme sırasında parçalanır ve parçacık boyutları sürekli azalır. Bununla beraber çok küçük boyutlardaki toz parçacıklar sünek bir davranış gösterir ve daha sonra boyut azalması mümkün değildir. Bu ufalanma sınırı olarak adlandırılır. Gevrek malzemelerin öğütülmesi sırasında, malzeme transferine katkıda bulunan muhtemel mekanizmalar; sıcaklık artışını, hatasız yapıda mikro deformasyonu, yüzey deformasyonu ve/veya öğütme sırasında tozlarda hidrostatik gerilim durumuyla oluşabilen plastik deformasyonu içerir Sinterleme Sinterleme işlemi, preslenmiş T/M parçalarına çalışma şartlarına dayanabilecek özellikleri kazandırmak amacıyla ergime noktasının altındaki bir sıcaklıkta uygulanan ısıl işlemdir. Tek bileşenli sistemlerde sinterleme sıcaklığı genellikle metalin ergime sıcaklığının 2/3 veya 4/5 alınarak tespit edilirken, birden fazla bileşenli sistemlerde ise sinterleme sıcaklığı, ergime sıcaklığı düşük olan bileşenin ergime sıcaklığının üzerinde, ergime sıcaklığı yüksek olan bileşenin ergime sıcaklığının altında seçilir. Sinterleme süresi kullanılan malzemeye göre değişir. Sinterleme süresi ile sinterleme sıcaklığı arasında ters orantılı bir ilişki vardır. Sinterleme sıcaklığı yükseldikçe sinterleme süresi kısalır [Akoral, 2003]. Sinterleme işleminde, toz tanecikleri boyutsal değişimler sonucunda toz özelliklerinde de değişimler oluşur. Preslenmiş toz parçacıklar sinterlendiğinde yüksek mukavemet kazanırlar. Mukavemette ve diğer özelliklerde sinterleme sıcaklığının artmasıyla iyileşmeler görülür. Sinterleme işleminde, yüksek sıcaklıklarda parçacıklar birbirine kaynaşır. Katı hal atomik geçiş olaylarının görüldüğü sinterleme işlemi, ergime noktasının altındaki

61 40 sıcaklıklarda uygulanmasına rağmen birçok durumda sıvı-faz oluşumu gerçekleşir. Mikroyapı boyutundaki kaynaklaşma, parçacıkların birbirine değdiği temas noktalarında yapışma boyunlarının büyümesi şeklinde oluşur. Bu şekildeki boyun büyümesi toz özelliklerinin değişmesine de neden olur. Sinterleme işlemi sırasında, nokta teması ile başlayan, ara parçacık bağının gelişmesi ile devam eden mekanizmaya çift-küre sinterleme modeli denilmektedir (Şekil 3.4). Bu modelde, parçacık temasının sonucunda oluşan boyun büyümesiyle yeni bir tane sınırı oluşur ve iki parçacık ilk çapın 1.26 katı olan bir son çapla tek bir parçacık oluşturacak şekilde birleşir. Şekil 3.4. Çift-küre sinterleme modeli (German, 1994)

62 Sinterleme teorisi Presleme işleminden sonra, küresel şekilli toz parçacıkları noktasal olarak temas halindedirler. Şekil 3.5 de iki küresel parçacığın sinterleme profili verilmiştir. Sinterleme işlemi sırasında, temas eden parçacıklar arasındaki bağlar kuvvetlenir ve kaynaklaşmalar oluşur. Sinterleme işleminde, parçacıklarda önce bir boyun büyümesi ve ilerleyen sinterleme zamanı ile gözeneklerde büzülmeler oluşur. Daha sonra, gözenek kanalları kapanarak kapalı gözenek şekline dönüşürler. Şekil 3.6 da sinterleme işlemi sırasında parçacıklar arasındaki bağlarda ve gözeneklerdeki değişimler şematik olarak gösterilmiştir [Akoral, 2003]. Şekil 3.5. İki küresel parçacığın sinterleme profili (X=boyun çapı, D=küre/parçacık çapı, P=boyun yarıçapı) Şekil 3.6. Sinterleme basamaklarına göre gözenek yapısındaki değişim
63 42 Toz kütlelerinde, sahip oldukları büyük yüzeylerden dolayı yüzey enerjisi bulunur. Bununla birlikte, bu enerji çok fazla değildir. Sinterleme sırasında tozların birbiriyle bağlanması ve toz yüzeylerinin düzelmesiyle yüzey alanları azalır ve böylece yüzey enerjisi de azalır. Sinterlemenin oluşabilmesi için atomların yeterli akıcılığa sahip olması gerekir. Atomik akıcılık sıcaklığın bir fonksiyonu olduğundan, sinterleme önemli derecede sıcaklığa bağlıdır. Sinterleme işlemi, yüzey enerjisi ile alakalı olduğundan ince ve düzensiz tozlar için kaba küresel tozlara göre daha çok enerji harcanır. Sinterlemeden önce toz kütlelerinin özelliklerinin bilinmesi önemlidir. Şekillendirme sırasında tozlar deforme olmamışsa Van der Waals bağlarının bir sonucu olarak tanecikler arasında zayıf bağlar oluşur. Preslenmiş parçalarda ise bu durum farklıdır. Özellikle temas bölgelerinde uygulanan basınç, yüzey filmlerinin düzeninin bozulmasına sebep olur. Böylece, sinterlemeden önce, uygulanan basıncın etkisiyle toz parçacıklarının temas ettiği küçük alanlarda oluşan sıkışmaların sonucunda yapışmalar meydana gelir Sinterleme atmosferi ve etkisi Sinterleme için gerekli atmosfer; prensip olarak parçaların ve fırının oksitlenmesini önlemek, yüzey oksitlerini indirgemek, fırında buharlaşan yağlayıcı gazları dışarı atmak ve demir karbon alaşımlarında olduğu gibi blok parçanın bileşimini kontrol etmek için kullanılır. Atmosfer seçimi, sinterlenecek malzemeye göre yapılır. En iyi şartları sağlayacak atmosfer seçilirken ekonomiklik ve güvenirlik gibi diğer faktörlerde hesaba katılır. Endüstride genellikle oksitlenmeyi minimuma indirmek için Ar, H veya N gazı kullanılır [Okura ve ark., 1990].
64 Aşınma Aşınma; kullanılan malzeme yüzeylerini daha ziyade mekanik olarak etkileyen enerjiler ve mekanik etkiler ile küçük parçacıkların ayrılması sonucu istenmeyen şekil değişiklikleridir [Şahin, 2001]. Aşınmanın tribolojik sistem içinde bir bütün olarak düşünülmesi ve ona göre çözümlenmesi gerektiğini vurgulayan bir başka görüşte aşınmayı: Tribolojik sistemi oluşturan eleman ve etkilerin karşılıklı etkileşimlerinin ortak bir ürünü olarak yorumlayarak, mekanik, kimyasal veya elektrokimyasal etkenlerin tribosistem içinde karşılıklı etkileşimle aşınma sonucu meydana geldiğini açıklamaktadır [Demirci, 1982]. Metalik malzemelerde meydana gelen yıpranma olayının aşınma sayılabilmesi için; Mekanik bir etki olması, sürtünmenin olması, yavaş fakat devamlı olması, malzeme yüzeyinde değişiklik meydana getirmesi, istenmediği halde meydana gelmesi gerekmektedir. Bu şartlardan herhangi biri meydana gelmiyorsa, bunun aşınma olarak kabul edilmesi yanlıştır. Aşınma, kendisini yavaş yavaş gösteren bir yıpranma faktörüdür. Genellikle makine hasarlarının % 62 sini kullanma hatalarından, % 38 ini ise teknik eksikliklerin oluşturduğu tahmin edilmektedir [Keleştimur, 1989]. Tribolojik Sistemler Aşınma olayını, olaya etki eden faktörlerin bileşik etkilerini dikkate alarak incelemek gerekir. Yani aşınma bir sitem bütünlüğü içinde ele alınmalıdır. Aşınma özelliği veya mukavemeti; sertlik veya çekme mukavemeti gibi mekanik özellikler değil, bir sistem özelliğidir. Bu sisteme tribolojik sistem denilmektedir.
65 44 Tribolojik sistem karşılıklı etkileşen elemanlarda (esas cisim, karşı cisim ve ara madde) hız, termal şartlar ve yükün kombine etkisiyle neticelenen aşınma olayını inceler. Tribolojik sistem Şekil 3.7 de gösterilmektedir [Keleştimur, 1989]. Şekil 3.7. Tribolojik sistem [Karamış, 1985] Aşınma mekanizmaları Bir tribo sistem içerisinde oluşan aşınma olayına mikrodüzeyde bakıldığında beş çeşit aşınma mekanizmasından söz edilebilir [ Demirci,1982]. 1. Adheziv aşınma 2. Abrasiv aşınma 3. Tribooksidasyon ( reaksiyon tabakası aşınması ) 4. Yüzey bölgesi yorulması 5. Ablativ aşınma Bir triboloji sistemde bu mekanizmaların hepsi veya birkaçı bir arada bulunabilir. Bu nedenle aşınma olayını bir sistem bütünlüğü içinde düşünmek daha doğru bir yoldur.
66 45 Adheziv aşınma Aşınma bileşenlerinin en önemlilerinden biri olan adhezyon, sürtünme elemanlarının temas yüzeylerinde yüksek mekanik gerilmeler sonucu mikro kaynak bölgelerinin oluşması esasına dayanır. Yüzey pürüzlülüğü nedeni ile gerçek temas yüzeyi geometrik yüzeyin çok küçük bir parçası olması nedeni ile mikro-temas bölgelerindeki mekanik gerilmeler büyük boyutlara ulaşır. Çoğu zaman malzemenin akma sınırını aşan bu gerilmeler, plastik deformasyona ve yüzeydeki oksit tabakasının parçalanması sonucu ana eleman ile karşı eleman arasında vander waals kuvvetleri nedeni ile oluşan mikro soğuk kaynaklaşmalara yol açarlar. Karşılıklı köprüler şeklindeki bu kaynaklaşmalar sistem içinde var olan kayma hareketleri ile kırılır ve hızlı bir malzeme kaybına yol açar [Demirci, 1982]. Aşırı yükleme veya yağlama yetersizliği dolayısıyla meydana gelen yatak sarma adı verilen olay adhesiv aşınmaya iyi bir örnektir. Adhesiv bağın oluşumu yüzey sertliği tarafından etkilenir. Yüzey sertliği azaldıkça yük altındaki deformasyon artacak, yüzey film tabakası daha kolay hasar görecektir. Bu sonuç ise yüzeyler arasındaki adhesiv bağın güçlenmesine yol açacaktır [Bowden ve Tabor, 1964]. Abrasiv aşınma Sürtünme çiftlerinden daha sert olanının karşı sürtünme elemanı içerisine yüzey pürüzlülüğü mertebesinde girerek, izafi hareket esnasında çizmesi ve mikrotalaşlar kaldırması olayıdır. Aynı etkiler karşı sürtünme elemanı yerine, daha önce elemanlardan ayrılan aşınma parçacıkları tarafından da yapılabilir. Bu bakımdan, çoğu zaman soğuk deformasyon sonucu sertleşmiş aşınma parçacıkları uzaklaştırılmayan ya da metalik veya seramik çevre tozlarından korunmayan teknik sistemlerde çok yüksek bir aşınma beklenmektedir. Abrasiv aşınma mekanizmasının diğer aşınma mekanizmalarından farkı, kısa sürtünme süreçlerinde bile kendisini göstermesidir.
67 46 Temas eden sürtünme yüzeylerinin sertlik ve elastisite modüllerinin farklılığı gibi, aynı sertlikte olsalar bile temas yüzeylerinin şekilleri arasındaki fark da (eğrilik yarıçapı, açı vs.) yüzey üzerindeki mekanik yırtılmalara yol açar. Tribooksidasyon ( reaksiyon tabakası aşınması ) Tribooksidasyonla, sürtünme çiftlerinin temas yüzeylerinde tribolojik zorlanmalar sonucu oluşan reaksiyonlar kastedilir. Bu reaksiyonlar oksijenle sınırlı değildir. Kükürt, klor ve fosfor gibi elementlerin sürtünme oksidasyonu ile hızlandırılan reaksiyonları da tribooksidayon içinde incelenir. Tribooksidasyon, abrasiv aşınmanın ön plana geçmediği sürtünme şartlarında aşınma miktarını artıran en önemli bileşenidir. Fakat birçok hallerde, çok zararlı olan adhesiv aşınmaya, reaksiyon tabakası oluşturmak sureti ile engel olma yoluna gidilebilir [Demirci, 1982]. Özellikle kimyasal maddelerin bulunduğu ortamlarda çalışan makine elemanlarının yüzeyleri bu maddelerle reaksiyona girerek ince fakat sert bir oksit veya benzeri tabakanın oluşmasına neden olurlar. Yağlarda bulunan bazı maddeler nedeni ile de aynı sonuç ortaya çıkmaktadır. Değişken yüke maruz yüzeylerde bu sert tabaka kırılır ve sert parçacıklar düşerek aşınmayı meydana getirirler. Temiz kalan temas yüzeylerinde reaksiyonun bir sonucu olarak tekrar sert bir tabaka oluşur ve olay bu şekilde devam eder [Okay, 2006]. Yüzey bölgesi yorulması Bu aşınma tipi, esas itibari ile yüzey bölgesini tekrarlı tribolojik yüklemeye maruz kalması sonucu ortaya çıkmaktadır. Tribolojik zorlanmalar mekanik gerilmeleri de beraberinde getirdiği için zamana veya yüzey bölgesine göre tekrarlı bir sürtünme olayı mikro çatlakların oluşmasına veya büyümesine, sonuçta aşınma parçacığı olarak da malzeme kopmasına yol açar. Bu özelliğinden dolayı yorulma aşınması, birçok aşınma prosesine katılan bir bileşendir [Demirci, 1982].
68 47 Uygulamada özellikle dişli çarkların çalışan evolvent yüzeyleri, bilyeli rulman yatakları veya kam mekanizması ile yuvarlanma hareketi yapan parçaların yüzeylerinde, çok küçük çukurların (Pitting) meydana gelmesi şeklinde ortaya çıkar. Ablativ Aşınma (Difüzyon) Sürtünme sırasında açığa çıkan ısı nedeni ile yüzey sıcaklığının yükselmesi durumunda, sürtünme yüzey bölgesinden atom veya moleküllerin çevreye yayılması ve karşı sürtünme elemanı içine girmesi (difüzyon) şeklinde oluşan bir aşınma mekanizmasıdır [Demirci, 1982]. Aşınma mekanizmalarını bu şekilde ifade ettikten sonra, bu mekanizmaların gelecekte genellikle karışık olarak ortaya çıktığını belirtmek gerekir. Bu durumda aşınma miktarı, ayrı ayrı aşınma mekanizmalarının bileşimi olmayıp, daha karmaşık yeni bir aşınma türü olarak karşımıza çıkmaktadır.
69 48 4. DENEYSEL ÇALIŞMALAR 4.1. Giriş Alüminyum alaşımlı tozlar içerisine çeşitli oranlarda SiC parçacıkları katılarak, alüminyum toz karışımları elde edilmiştir. Daha sonra mekanik alaşımlama yöntemi kullanılarak SiC parçacık takviyeli alüminyum esaslı kompozit malzemeler üretilmiştir. Üretilen MMK malzemelerin aşınma davranışları ve mikroyapı özellikleri incelenmiştir Malzeme Bu çalışmada Almar Alüminyum firmasından temin edilen, ETİ ALÜMİNYUM AŞ ETİAL-21 kodlu, gaz atomizasyonu yöntemi ile üretilmiş, toz tane boyutu 100 µm olan Al tozu matris malzemesi olarak kullanılmış olup, kimyasal bileşimi ve özellikleri Çizelge 4.1 ve 4.2 de verilmiştir. Takviye elemanı olarak kullanılan SiC tozu ise AKYOL TAŞ Sanayi ve Ticaret AŞ tarafından temin edilmiş olup özellikleri Çizelge 4.3 de verilmiştir. Çizelge 4.1. Al tozun kimyasal bileşimi Alaşım Fe Si Cu Mn Mg Zn Ti Al ETİAL-21 0,26 0,75 4,94 0,46 0,58 <0,02 0,016 92,97 Çizelge 4.2. Al tozun mekanik özellikleri Alaşım Temper Boyut/Eti No Sertlik (HV) ETİAL-21 T
70 49 Çizelge 4.3. SiC tozun mekanik özellikleri Ergime Isıl Genleşme Basma Yoğunluk Sertlik Elastik Modülü Malzeme Sıcaklığı Katsayısı Mukavemeti (gr/cm 3 ) (HV) (10 3 MPa) ( C) (10-6 /C) (MPa) SiC Test Numunelerinin Hazırlanışı Toz karışımlarının hazırlanması Deneysel çalışmalarda kullanılan Al ve SiC tozlarının tane boyutunu tespit etmek amacı ile, Gazi Üniversitesi Teknik Eğitim Fakültesi Yapı Eğitimi Bölümü Zemin Mekaniği Laboratuarlarında toz tane boyut analizleri yapılmıştır. Elde edilen toz tane boyutu sonuçlarına göre, alüminyum tozları içerisine ağırlıkça % 5, % 10 ve % 15 oranlarında SiC seramik tanecikleri katılarak 20 gr lık toz karışımları hazırlanmıştır. Karışımlar; XB 220A PRECİSA markalı, 0,0001 gr hassasiyetli elektronik terazi ile hazırlanmıştır. Hazırlanan karışım tozları, 10 mm çapında 400 gr çelik bilye ile birlikte 750 cm 3 hacmindeki atritör silindir içerisine şarj edilmiştir. Daha sonra toz karışımlarının içerisine; alaşımlama süresince alüminyum tozun silindir iç yüzeylerine ve karıştırıcı kollara yapışmaması, toz parçacıklar arasındaki kaynaklaşmanın minimize edilmesi için ağırlıkça % 2 oranında çinko stearat eklenmiştir. Alaşımlama süresince alüminyumun oksitlenmesini önlemek için, atritör silindir içerisinden sürekli olarak argon gazı geçirilmek sureti ile ortam inert hale getirilmiştir. Ayrıca mekanik alaşımlama süresince meydana gelecek sıcaklık artışını önlemek için atritör silindir, etrafındaki soğutma sistemi ile sürekli olarak soğutulmuştur. Hazırlanan karışım tozlar 1,5 ve 3,5 saat süre ile, 450 dev/dak da dönen atritör içerisinde mekanik alaşımlama işlemine tabi tutulmuştur (Şekil 4.1). Böylece homojen bir karışım oluşumu sağlanmıştır. Çizelge 4.4 de deneylerde kullanılan malzemeler ve mekanik alaşımlama şartları görülmektedir. Mekanik alaşımlama işlemi, G.Ü.T.E.F Metal Eğitimi Bölümü Malzeme Bilimi Anabilim Dalı laboratuarlarında yapılmıştır.
71 50 Şekil 4.1. Mekanik alaşımlama cihazı 1. Argon tüpü 2. Manometre 3. Kayış-kasnak tertibatı 4. Soğutma suyu girişi 5. Soğutma suyu çıkışı 6. Argon girişi 7. Argon çıkışı Çizelge 4.4. Deneysel çalışmalarda kullanılan malzemelerin mekanik alaşımlama şartları Deney No Karışım Türü Takviye Elemanı Oranı ( %) Al alaşımı Al (102,35 µm) SiC (14,39 µm) Al (102,35 µm) SiC (9,21 µm) Al (102,35 µm) SiC (2,87 µm) Al (102,35 µm) SiC (2,87 µm) 15 Alaşımlama Süresi (Saat) 1,5 3,5 3,5 3,5 3,5 1,5
72 MA sonrası karışımların preslenmesi MA sonrası elde edilen karışım tozlardan aşınma testi için Şekil 4.2 de verilen boyutlarda numuneler, preslenerek blok parçalar elde edilmiştir. Şekil 4.2. Aşınma testi için gerekli numune boyutları Şekil 4.3. Standart test numunelerinin üretiminde kullanılan kalıp Blok numuneler Şekil 4.3 de görülen tek yönlü eksenel kalıpta presleme ile elde edilmiştir. 650 MPa presleme basıncı altında gerekli numune boyutlarını elde edebilmek için, kalıp içerisine bütün uygulamalarda 4 gr karışım toz şarj edilmiştir. Farklı SiC içeren karışım tozlarının her birinden 5 adet numune preslenerek 60 adet numune elde edilmiştir. Presleme esnasında; karışım toz, kalıp içerisine şarj edilmeden önce kalıp iç yüzeyleri ile zımba dış yüzeylerine etil alkol-çinko stearat
73 52 karışımı sürülerek kalıplanan numunelerin kalıptan daha kolay çıkması sağlanmış ve katmanlaşma problemi giderilmiştir (Şekil 4.4). Presleme işlemleri, Makine Eğitimi Bölümü Otomotiv Anabilim Dalı laboratuarlarında yapılmıştır. Şekil 4.4. Silindirik toz metal blok parçaların preslenmesi a) Tozların kalıba konması, b) Kalıp içerisine zımbanın yerleştirilmesi, c) Kalıp içerisinde tozların sıkıştırılması, d) Blok parçaların kalıptan çıkartılması


74 MMK in sinterlenmesi Presleme sonrası elde edilen blok parçalarda temel olarak gerekli mukavemet artışını ve silisyum karbürün sentezlenmesini sağlamak için numuneler önceden belirlenen sinterleme sıcaklığında atmosfer kontrollü tüp fırında 2 saat süre ile sinterlenmiştir. Fırın oda sıcaklığında iken blok numuneler grafit bir kayık içerisinde fırının merkezine yerleştirilmiştir. Daha sonra 10 C/dak ısınma hızı ile sinterleme sıcaklığı olarak belirlenen 600 C ye kadar ısıtılmış, fırın sinterleme sıcaklığına geldiğinde 2 saat süre ile bekletilmiştir. Sinterleme süresi sonunda fırın oda sıcaklığına kadar 5 C/dak lık soğuma hızında kontrollü olarak soğutulmuştur. Numunelerin sinterleme anında oksitlenmesini önlemek için ortamdan sürekli olarak argon gazı geçirilmiştir (Resim 4.1). Sinterleme işlemleri, G.Ü.T.E.F Metal Eğitimi Bölümü Malzeme Bilimi Anabilim Dalı laboratuarlarında yapılmıştır. Resim 4.1. Sinterlemede kullanılan deney düzeneği 4.4. Metal Matrisli Kompozitlerin Karakterizasyonu Yoğunluk ölçümleri ve porozite miktarlarının belirlenmesi Üretilen kompozit numunelerin yoğunluk ölçümleri, hassasiyeti 0,0001 gr olan arshimet prensibine göre çalışan dijital terazide yapılmıştır. Ölçümler, G.Ü.T.E.F Makine Eğitimi Bölümü Talaşlı Üretim Anabilim Dalı laboratuarlarında yapılmıştır Kompozit malzemeler ile aynı şartlarda üretilen 2014 Al alaşımının ölçülen
75 54 yoğunluğu esas alınarak ve üretilen kompozitlerin içerdikleri SiC parçacık ağırlık oranına bağlı olarak karışım kuralına göre kompozitlerin teorik ve deneysel yoğunlukları hesaplanmıştır. Herbir kompozit için teorik ve deneysel yoğunluk arasındaki farklar alınarak porozite miktarları; (4.1) formülü ile hesaplanmıştır. Burada; % Porozite: Porozite miktarı ρ teorik : Teorik yoğunluk (gr/cm 3 ) ρ deneysel : Deneysel yoğunluk (gr/cm 3 ), şeklindedir Mikroyapı incelemeleri Sinterleme sonrası üretilen blok numunelerdeki sinterleşmeyi ve faz dönüşümünü görebilmek için optik mikroskop çalışmaları yapılmıştır. İncelemeler, Metal Eğitimi Bölümü Malzeme Bilimi Anabilim Dalı laboratuarlarında Leica DM 4000 M markalı Optik Mikroskop cihazı kullanılarak yapılmıştır. Numuneler, standart metalografik işlemlerin yapılabilmesi için sırası ile 220, 400, 600, 800 ve 1200 nolu zımparalar ile zımparalanmıştır. Zımparalama işleminden sonra; 6 µm, 3 µm ve 1 µm lik pastalar ile parlatma işlemi yapılmıştır. Numune yüzeylerinde tortu ya da kirlenme olabileceği düşünülerek, bütün numuneler parlatıldıktan sonra ultrasonik temizleyici ile temizlenmiştir. Bu işlemlerden sonra, numuneler dağlanmadan Optik mikroskop çalışması, X50, X100, X200 ve X500 büyütme oranlarında yapılmıştır.
76 Kompozitlerin sertlik ölçümleri 2014 Al alaşımının ve değişik boyut ve % oranlarında SiC parçacık takviyeli MMK malzemelerin Vickers sertlik ölçümleri, G.Ü.T.E.F Metal Eğitimi Bölümü Malzeme Bilimi Anabilim Dalı laboratuarlarında Instron Wolpert DIATESTOR 7551 model sertlik cihazı ile yapılmıştır. Ölçümler esnasında numuneler üzerine 1 kg yük uygulanmıştır. Her bir numune için 5 farklı ölçüm yapılmış ve ortalama değer, sertlik değeri olarak alınmıştır Aşınma deneyleri Üretilen MMK in aşınma deneyleri, pim-disk türü cihaz (Şekil 4.5) ile kuru ortamda yapılmıştır. Numuneler, disk yüzeyine dik bir biçimde cihaza monte edilmiştir. Adhesiv aşınma deneylerinde, yüzeyleri 0,15 µm hassasiyetinde taşlanmış Ç 5190 çelik diskler kullanılmıştır. Deneyler; 20, 40 ve 60 N yük altında 3,6 km kayma mesafesinde, 1 m/sn sabit hızda, oda sıcaklığında gerçekleştirilmiştir. Üretilen kompozit numunelerin aşınma miktarları; 0,0001 gr ölçme hassasiyetine sahip bir elektronik terazide, deney öncesi ölçülen ağırlıklarından deney sonrasi tespit edilen ağırlıklarının çıkarılması ile bulunmuştur. Aşınma işlemi; döner bir disk üzerine pens aracılığı ile bağlanan numunenin taşıyıcı kola istenen kuvvetle bastırılması yoluyla yapılmıştır. Döner disk üzerinde üç iz bulunmaktadır. Deney sabit kayma hızında yapıldığı için, her izde çap değişeceğinden çevresel hızdan dolayı kayma hızı da değişecektir. Kayma hızını sabit tutmak için için diskin devir sayısının farklı olması gerekmektedir. Bu nedenle, disk üzerindeki kompozit numunenin temas ettiği noktaların çapları bilindiğinden her bir iz için ayrı ayrı devir sayılarının hesaplanmıştır (Çizelge 4.5). Devir sayılarının ölçümü elektronik takometre ile yapılmıştır.

77 56 Tezgah devir sayısı (dev/dak); V N = (4.2) D. π formülü ile hesaplanmıştır. Formülde; V: Kayma hızı (m/sn), D: İz çapı (mm), olarak alınmıştır. Şekil 4.5. Aşınma deney cihazının şematik görünümü 1. Elektrik motoru, 2. Hız kontrol cihazı, 3. Hız kontrol paneli, 4. Kayış kasnak sistemi, 5. Mil, 6. Mil yatağı, 7. Koruyucu çanak, 8. Sertleştirilmiş disk, 9. Taşıyıcı kol, 10. Dengeleme ağırlığı, 11. Yatak, 12. Pens sıkma tertibatı, 13. Ağırlık
 ile çekilmiştir. SEM incelemeleri aşınmış yüzeylerde meydana gelen mekanizmaları görmek, SiC tozlarının MA öncesi ve sonrası tane boyutlarını belirlemek için yapılmıştır.")
78 57 Çizelge 4.5. İz çaplarına göre devir sayıları İz numarası İz çapları (mm) Devir sayısı (dev/dak.) SEM ve EDAX incelemeleri Taramalı elektron mikroskobu fotoğrafları, Kırıkkale Üniversitesi Fen Edebiyat Fakültesi Fizik Bölümü Labaratuarlarında JEOL JSM-5600 model cihaz (Resim 4.2) ile çekilmiştir. SEM incelemeleri aşınmış yüzeylerde meydana gelen mekanizmaları görmek, SiC tozlarının MA öncesi ve sonrası tane boyutlarını belirlemek için yapılmıştır. Ayrıca, üretilen kompozit malzemelerin yüzeydeki element yoğunluğunu belirlemek için EDAX analizleri yapılmıştır. EDAX analizlerinde % 10 SiC takviye edilmiş numuneler kullanılmıştır. İncelemeler esnasında numune yüzeyleri 1200 grid zımpara ile temizlenmiştir. Resim 4.2. Taramalı elektron mikroskobu
79 58 5. DENEY SONUÇLARI ve TARTIŞMA 5.1. Al ve SiC Tozlarının Parçacık Boyut Analizi Deneylerde matris malzemesi olarak kullanılan Al ve takviye elemanı olarak kullanılan SiC tozlarının tane boyut analizleri, Malvern MasterSizer X Ver. 1.2b lazer tane boyutu ölçme cihazında yapılmıştır. Yapılan boyut analizinde, alüminyum alaşımının tane boyutunun ortalama 102,35 µm; takviye elemanının tane boyutlarının ise sırayla 2,87; 9,21; ve 14,39 µm olduğu belirlenmiştir. Al ve SiC tozları için toz boyutu analizleri sırası ile Şekil 5.1 ve 5.2 de verilmiştir. Grafiklerde yatay eksen, toz boyutunu; sağ düşey eksen, kümülatif toz yüzdesini; sol düşey eksen ise histogramda görülen toz boyutu aralıklarındaki toz yüzdesini ifade etmektedir. Şekil 5.1. Al tozunun Malvern MasterSizer X Ver. 1.2b cihazında yapılan toz boyutu analiz sonucu
80 Şekil 5.2. SiC tozunun Malvern MasterSizer X Ver. 1.2b cihazında yapılan toz boyutu analiz sonucu 59

81 MA Öncesi Al-SiC Toz Parçacıklarının Morfolojisi 2014 Al alaşımı ve SiC toz tane boyutundaki değişimleri öğrenmek amacı ile, mekanik alaşımlama öncesi SEM incelemeleri yapılmıştır. Resim 5.1 de 102,35 µm tane boyutuna sahip Al tozunun MA öncesi SEM görüntüsü görülmektedir. Resim incelendiğinde toz parçacıklarının belirli bir geometriye sahip olmadığı görülmektedir. Toz boyutlarının ise, toz tane boyut analizi sonucunda elde edilen verileri doğruladığı görülmektedir. Al tozları Resim ,35 µm tane boyutuna sahip Al tozlarının SEM fotoğrafı (X500) Resim 5.2, 5.3 ve 5.4 de 14,39; 9,21 ve 2,87 µm tane boyutuna sahip SiC parçacıklarının MA öncesi toz geometrileri görülmektedir. Resimler incelendiğinde, toz parçacıklarının genellikle köşegen profile sahip oldukları görülmektedir. Resim 5.2 da 14,39 µm tane boyutuna sahip SiC tozunun morfolojisi görülmekte olup, toz tane boyutunun elde edilen verilerle orantılı olduğu gözlenmektedir. Resim 5.13 de ise 9,21 µm tane boyuna sahip SiC parçacığının MA öncesi toz geometrisi görülmektedir. Resimden de anlaşıldığı üzere toz parçacıklar farklı geometrilere sahip olup bazılarının ise lifli bir profile sahip oldukları görülmektedir. 2,87 µm tane boyutuna sahip SiC parçacıklarının toz geometrileri ise Resim 5.4 de görülmektedir.

 Resim 5.")
82 61 Tozların farklı geometrilere sahip olduğu ve ortalama tane boyutlarının elde edilen değerleri doğruladığı gözlenmiştir. SiC parçacıkları Resim ,39 µm tane boyutuna sahip SiC tozlarının SEM fotoğrafı (X500) Resim ,21 µm tane boyutuna sahip SiC tozlarının SEM fotoğrafı (X500)

83 62 Resim µm tane boyutuna sahip SiC tozlarının SEM fotoğrafı (X500) 5.3. MA Sonrası Al-SiC Toz Parçacıklarının Morfolojisi MA işleminin tozların tane boyutuna etkisini görmek amacı ile; 102,35 µm tane boyutuna sahip Al matris alaşımı, % 15 SiC içeren 14,39 ve 2,87 µm tane boyutuna sahip karışımlar 3,5 saat süre ile alaşımlama işlemine tabi tutulmuş ve SEM incelemeleri yapılmıştır. Resim 5.5 de 102,35 µm tane boyutuna sahip Al matris alaşımının 3,5 saat MA sonrası toz morfolojisi görülmektedir. Resimde de görüldüğü gibi, alaşımlama sonrasında toz parçacıkları uzayarak levha halini almış ve diğer yandan kaynaklaşmalar oluşmuştur. Ayrıca toz-bilye-kazan-toz çarpışmasından ötürü Al tozunun kirlendiği görülmektedir. Resim 5.6 da ise % 15 SiC içeren 14,39 µm tane boyutuna sahip karışımın morfolojisi görülmektedir. Resim incelendiğinde, tozların yuvarlak geometriye sahip oldukları ve kaynaklaşmalar görülmektedir. Alaşımlama süresinden ötürü parçacık boyutunda değişimler gözlenmiştir. Ayrıca toz parçacıklarında oksitlenmelerin olduğu görülmektedir. % 15 SiC içeren 2,87 µm tane boyutuna sahip karışımın toz geometrisi Resim 5.7 de görülmektedir. Resimden de anlaşılacağı üzere bilye-toz çarpışmasından ötürü tanecik boyutlarında değişiklikler olmuş ve tanecikler ince plaka halini almıştır. Oksit tabakasının hakim olduğu net bir şekilde görülmektedir. Bu görüntüler, aşınma deney sonuçlarını doğrulamaktadır.


84 63 Oksit tabakası Soğuk kaynak Resim ,35 µm tane boyutuna sahip Al matris alaşımının SEM görüntüsü (X500) Levha haline gelen tozlar Resim ,39 µm tane boyutuna sahip % 15 SiC içeren karışımın SEM görüntüsü (X500)

85 64 Resim ,87 µm tane boyutuna sahip % 15 SiC içeren karışımın SEM görüntüsü (X500) 5.4. MMK in Sinterleme Sonrası Fiziksel Özellikleri Kompozit malzemeler ile aynı şartlarda üretilen 2014 Al alaşımının ölçülen yoğunluğu esas alınarak ve üretilen kompozitlerin içerdikleri SiC parçacık ağırlık oranına bağlı olarak karışım kuralına göre kompozitlerin hesaplanan teorik ve deneysel yoğunlukları Çizelge 5.1 de verilmiştir. Herbir kompozit için teorik ve deneysel yoğunluk farkından hesaplanan, içerdikleri porozite oranları da aynı çizelgede verilmiştir. Ayrıca malzemelerin yoğunluklarının ve içerdikleri porozite miktarının SiC parçacık oranı ile değişimi sırası ile Şekil 5.3 ve 5.4 de verilmiştir. Şekil 5.3 de malzemelerin teorik yoğunluk değerlerinin karışım kuralından bekleneceği gibi ideal bir şekilde doğrusal olarak arttığı görülmektedir. Ölçülen deneysel yoğunluklarda da doğrusal bir artış görülmesine rağmen, artış hızı teorik artışın hızından düşüktür. Burada görüldüğü gibi takviye elemanı boyut ve % oranının artmasıyla malzemelerin yoğunluklarıda artmaktadır. Bu artışta sinterleme sonucu malzemenin mukavemet kazanması etkilidir. Şekil 5.4 de SiC parçacıklarının % oranının artması ve tane boyutunun azalmasıyla porozite oranlarının arttığı görülmektedir. Bu sonuç bundan önce yapılan çalışmalarda da gözlenmiştir [Akbulut ve ark., 1993; Kök, 2000]. Takviye elemanı
86 65 boyutunun azalmasıyla parçacık topaklanmalarının oluşması sonucu, porozite oranın artması doğaldır. Çünkü topaklanmalar sonucu, matris malzemesi ile SiC parçacıklarını arasında yeterli yüzey bağı oluşamamış ve bu bölümlerde poroziteler oluşmuştur. Mekanik alaşımlama süresinin artması ile tane boyutlarının azalması sonucu porozite değerleri artış göstermiştir. Bu mikroyapı resimlerinde de görülmektedir (Resim 5.14). Çizelge 5.1. Deney numunelerinin yoğunlukları (Teorik ve Deneysel) ve porozite miktarları Malzeme Alaşımlama Süresi (Saat) SiC (Ağırlıkça) (%) Teorik Yoğunluk (gr/cm 3 ) Deneysel Yoğunluk (gr/cm 3 ) Porozite (%) 2014 Al alaşımı 1,5 2,8 2,670 4, Al alaşımı 3,5 2,8 2,666 4,7 5 2,820 2, Al + 14,39 µm SiC takviyeli MMK 3,5 10 2,840 2,691 5,2 15 2,860 2,703 5,4 5 2,820 2,675 5, Al + 9,21 µm SiC takviyeli MMK 3,5 10 2,840 2,684 5,4 15 2,860 2,692 5,8 5 2,820 2,671 5, Al + 2,87 µm SiC takviyeli MMK 3,5 10 2,840 2,675 5,8 15 2,860 2,682 6, Al + 2,87 µm SiC takviyeli MMK 1, ,820 2,673 5,2 2,840 2,678 5,7 2,860 2,687 6
87 66 Şekil 5.3. Kompozitlerin yoğunluklarının SiC takviye oranı ile değişimi Şekil 5.4. Kompozitlerin içerdikleri porozite miktarının SiC takviye oranı ile değişimi



88 Metalografik Muayene Mekanik alaşımlanmış/öğütülmüş tozlarda, işlem sonrası toz şekli ve değişimlerin gözlenmesi, sinterlenmiş parçalarda mikroyapı ve gözeneklerin durumunun incelenmesi amacı ile metalografik incelemeler yapılmıştır. Resim 5.8 ve 5.9 da 1,5 ve 3,5 saat alaşımlama yapılmış Alüminyum alaşımının metalografik incelemeleri görülmektedir. 1,5 saatlik alaşımlama yapılmış saf alüminyumlarda fazların oluştuğu ve alaşımlama esnasında toz-bilye-kazan arasındaki ilişkiden dolayı kirlenmeler olduğu görülmektedir. Kirlenmelerin nedeni, alaşımlama esnasında bilye ve kazan cidarlarında meydana gelen kopmalardır. 3,5 saatlik alaşımlama yapılmış matris malzemesinde kirlenme ve gözenek oranlarının arttığı görülmüştür. Gözenek miktarının artmasında sinterleme sıcaklığı ve presleme basıncının düşük olması rol oynamaktadır. Ayrıca yapılan sertlik ölçümlerinde 3,5 saat alaşımlama yapılmış Al matrisin 1,5 saat alaşımlama yapılmış Al matrise oranla daha mukavim olduğu gözlenmiştir. Porozite Resim ,5 saat mekanik alaşımlama yapılmış 102,35 µm tane boyutuna sahip Alüminyum alaşımının optik mikroskop görüntüsü (a- X50, b- X100, c- X200)



89 68 Porozite Al Porozite Resim ,5 saat mekanik alaşımlama yapılmış 102,35 µm tane boyutuna sahip Alüminyum alaşımının optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Resim 5.10, 5.11 ve 5.12 de 14,39 µm tane boyutuna sahip kompozitlerin mikroyapıları incelenmiştir. Resimlerden görüldüğü gibi alaşımlama sonucunda SiC taneciklerinin tane boyutunun azaldığı ve yapı içerisinde homojen bir şekilde dağıldığı görülmektedir (Sur, 2002). En iyi parçacık dağılımının Resim 5.12 de olduğu görülmektedir. Yapılan aşınma ve sertlik deneyleri de bunu doğrulamaktadır. Porozite seviyesinin oluşmadığı söylenebilir. Bu da gayet normal bir durumdur. Matris takviye elemanı arayüzeylerindeki boşlukların az olması ise, SiC parçacıklarının Al matris ile yaptığı arayüzey bağının iyi olduğunu göstermektedir.




")
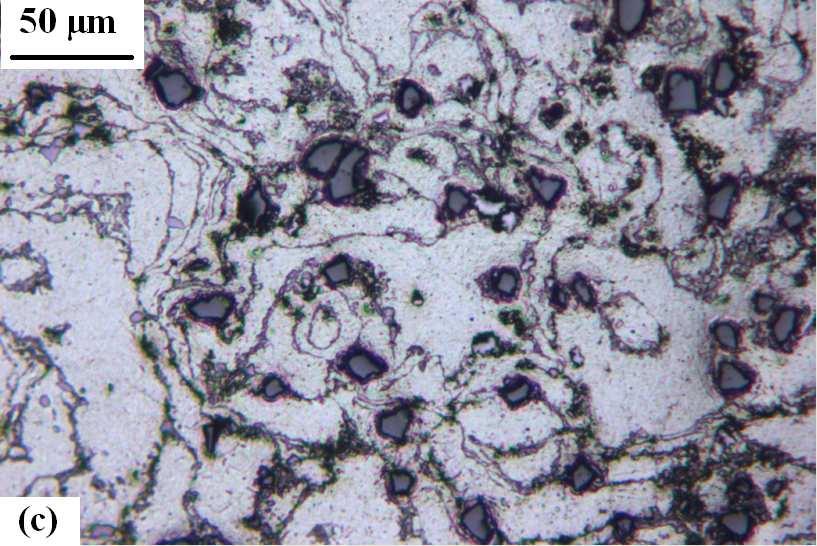
90 69 SiC Resim ,5 saat mekanik alaşımlama yapılmış 14,39 µm tane boyutuna sahip Al alaşımlı % 5 SiC takviyeli MMK in optik mikroskop görüntüsü (a-x50, b- X100, c- X200) Resim ,5 saat mekanik alaşımlama yapılmış 14,39 µm tane boyutuna sahip Al alaşımlı % 10 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200)





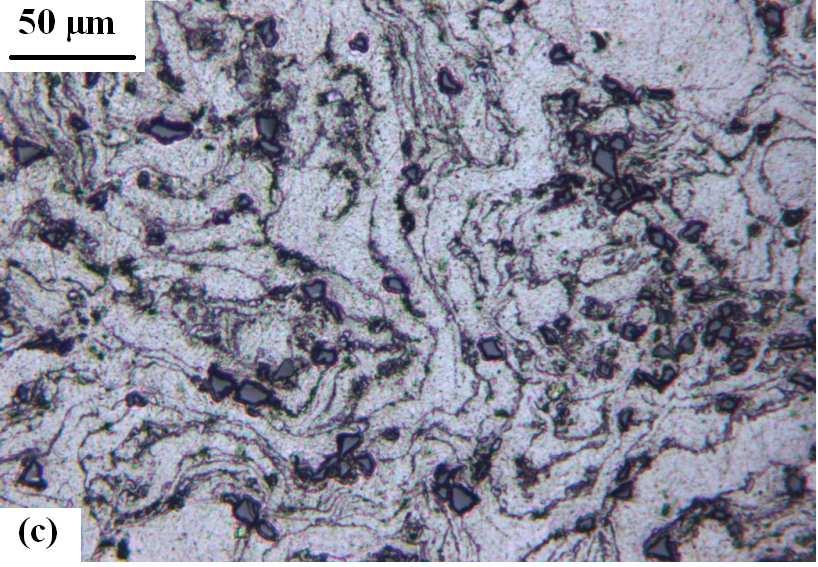
91 70 SiC Resim ,5 saat mekanik alaşımlama yapılmış 14,39 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Porozite Resim ,5 saat mekanik alaşımlama yapılmış 9,21 µm tane boyutuna sahip Al alaşımlı % 5 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200)




")
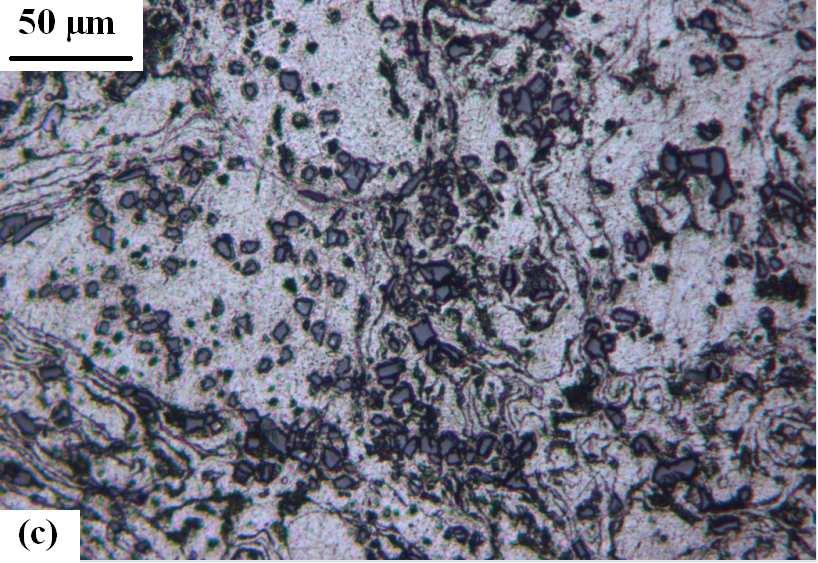
92 71 Resim ,5 saat mekanik alaşımlama yapılmış 9,21 µm tane boyutuna sahip Al alaşımlı % 10 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200) Partikül yığılması Resim ,5 saat mekanik alaşımlama yapılmış 9,21 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200)



93 72 Resim 5.13, 5.14 ve 5.15 de 9,21 µm tane boyutuna sahip kompozitlerin mikroyapıları görülmektedir. Resim 5.13 ve 5.14 de parçacıkların matris fazı içerisinde homojen dağıldığı, fakat alaşımlamanın etkisi ile toz boyutları küçüldüğü için Resim 5.15 de kısmende olsa parçacık topaklanmasının olduğu görülmüştür. Takviye oranının artması ile parçacık topaklanmalarının arttığı gözlenmiştir. 2,87 µm tane boyutuna sahip 1.5 saat mekanik alaşımlama yapılmış kompozitlerin mikroyapıları Resim de görülmektedir. Resimlerdende görüldüğü gibi homojen dağılımın sağlanamadığı ve takviye oranının artmaya başlaması ile parçacık topaklanmalarının oluştuğu görülmektedir. Bazı bölgelerde ise takviye elemanının artması ile gözenek miktarının ve matris parçacık arayüzey boşluk oranının arttığı, hem de sıkıştırılabilirliğin kötüleştiği görülmüştür. Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 5 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200)




 Porozite Partikül")

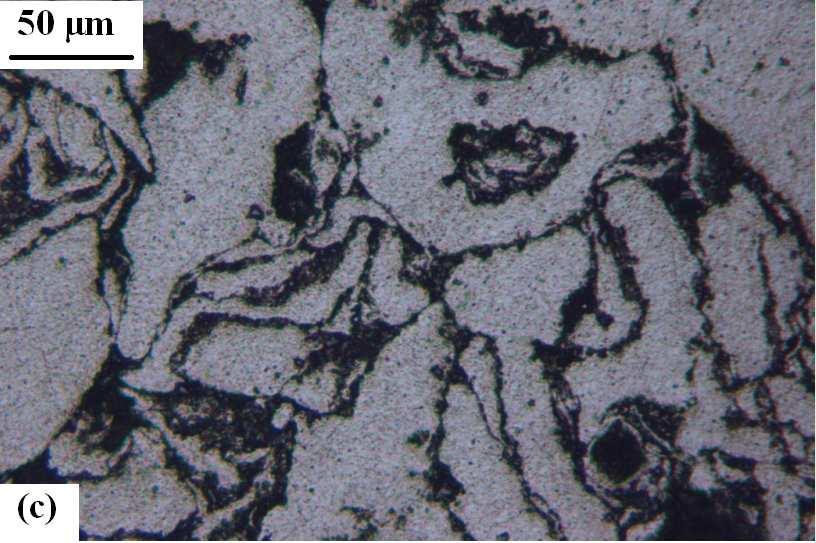

94 73 Partikül yığılması Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 10 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200, d- X500) Porozite Partikül yığılması Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200, d- X500)


.")

95 74 Resim 5.19, 5.20 ve 5.21 de 2,87 µm tane boyutuna sahip 3,5 saat mekanik alaşımlama yapılmış kompozitlerin mikroyapıları görülmektedir. Resimlerdende görüldüğü üzere, alaşımlama süresinin artması ile tanecik boyutları küçülmüş ve taneciklerin matris fazı içerisinde homojen dağılımı gerçekleşmemiştir. Seramik parçacıkların genellikle tane sınırlarına yakın yerlerde oluştuğu, taneciklerin ağırlıkça artması ve tanecik büyüklüğünün azalması ile parçacık topaklanmasının arttığı görülmektedir (Resim 5.19). 3,5 saat alaşımlamaya tabi tutulmuş 2,87 µm tane boyutuna sahip malzemelerin, 1,5 saatlik alaşımlama yapılmış malzemelere göre daha düzensiz dağılım sergiledikleri görülmüştür. Ayrıca alaşımlama süresinin artması ile numunelerdeki gözenek oranının arttığı gözlenmiştir. Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 5 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200, d- X500)





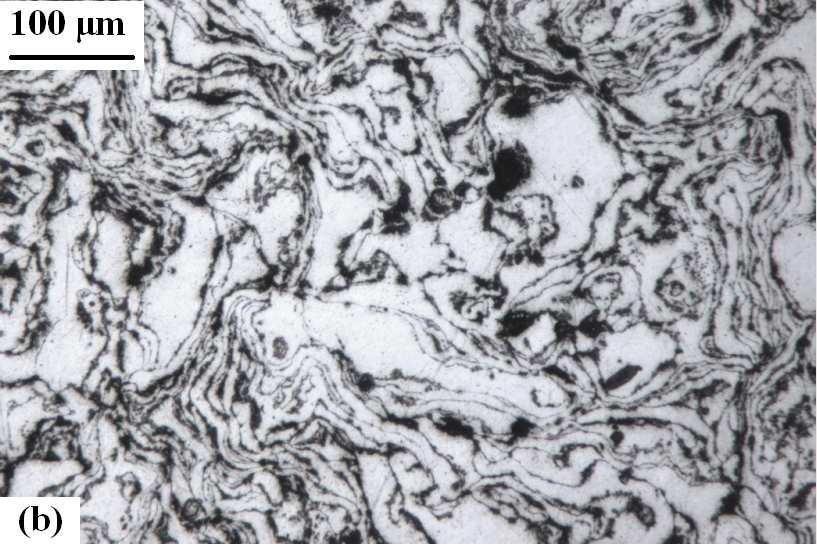
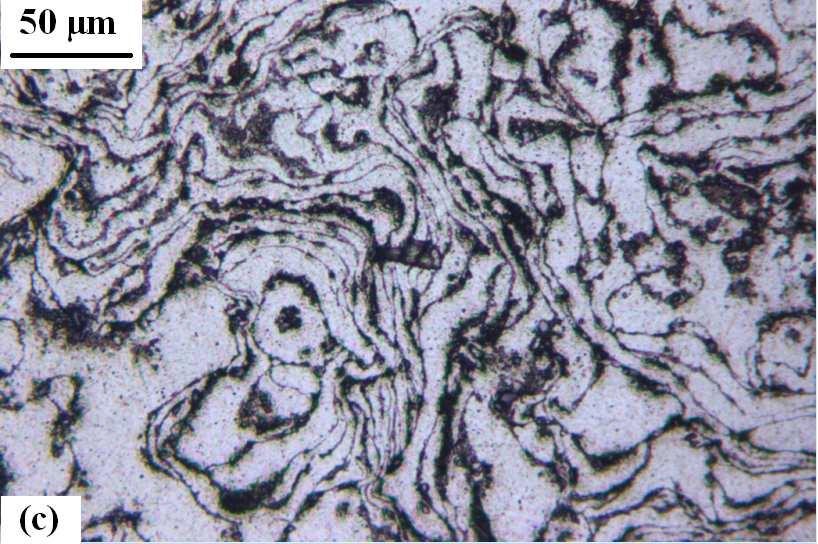
96 75 Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200, d- X500) Porozite Porozite Resim ,5 saat mekanik alaşımlama yapılmış 2,87 µm tane boyutuna sahip Al alaşımlı % 15 SiC takviyeli MMK in optik mikroskop görüntüsü (a- X50, b- X100, c- X200)
97 76 Mikroyapı incelemelerinde en iyi dağılımın 14,39 µm tane boyutuna sahip MMK malzemelerde olduğu görülmüştür. 9,21 µm tane boyutuna sahip malzemede yeterince homojen dağılım sağlandığı fakat, kısmende olsa topaklanmaların oluştuğu, 2,87 µm tane boyutuna sahip malzemelerde ise homojen dağılımın sağlanmadığı ve topaklanmaların artarak gözeneklerin oluştuğu görülmüştür MMK in Sertlik Değerlerinin Belirlenmesi 2014 Al alaşımının, matris alaşımının ve elde edilen kompozitlerin sertlik değerleri Çizelge 5.2 de verilmiştir. Malzemelerin sertlik değerlerinin takviye oranı ve parçacık boyutuna göre değişimi ise Şekil 5.5 de görülmektedir. Şekil 5.5 de görüldüğü gibi, parçacık hacim oranının artması ile MMK malzemelerin sertlik değerleri önemli ölçüde artmaktadır. Parçacık boyutlarının artması ile de sertlik değerlerinin lineer bir artış gösterdiği görülmektedir. Ayrıca mekanik alaşımlama süresinin artması ile sertlik artarken, Al alaşımın sertliğinin takviye edilmiş MMK lerin hepsinden düşük olduğu görülmektedir. Sonuç olarak parçacıkların takviye oranları ve parçacık boyutlarının artması ile malzemelerin sertliğinin arttığı görülmüştür. Yapılan bazı çalışmalarda bu konuda ortak görüşler belirtilmiştir. Örneğin; Özdin, 2006, parçacık takviye oranının ve parçacık boyutunun artması ile sertliğin arttığını belirtmiştir. Çizelge 5.2. Matris alaşımı ve kompozit numunelerin sertlik değerleri 2014 Al alaşımı 2014 Al alaşımı Malzeme Cinsi Alaşımlama Süresi (Saat) 1,5 3, Al + 14,39 µm SiC takviyeli MMK 3, Al + 9,21 µm SiC takviyeli MMK 3, Al + 2,87 µm SiC takviyeli MMK 1, Al + 2,87 µm SiC takviyeli MMK 3,5 SiC (%) Sertlik Değeri (Ağırlıkça) (HV) 0 33, , , , , , , , , , , , , ,87
98 77 Şekil 5.5. Kompozitlerin takviye oranı ve tane boyutuna göre sertlik değişimi 5.7. Aşınma Davranışlarının İncelenmesi Mekanik alaşımlama yöntemi ile üretilen MMK in aşınma davranışları incelenmiştir. Uygulanan yük, takviye elemanı tane boyutu ve mekanik alaşımlama sürelerinin kompozitlerin aşınma davranışları üzerindeki etkileri araştırılmıştır. Aşınma deneyi sonucunda elde edilen sonuçlar EK-1 de görülmektedir Uygulanan yükün aşınma miktarına etkisi Mekanik alaşımlama metodu ile üretilen kompozitlerin aşınma davranışları incelenmiş ve uygulanan yüke bağlı olarak aşınma miktarı değişimini gösteren grafikler elde edilmiştir. Tüm grafikler incelendiğinde matris malzemesinin diğer malzemelerden daha fazla aşındığı görülmektedir. 1,5 saatlik aşınmaya tabi tutulan matris 3,5 saatlik alaşımlama yapılan matristen daha fazla aşınmıştır. Grafiklerden de görüldüğü gibi tüm numunelerde uygulanan yük arttıkça aşınma miktarı artmıştır (Acılar, 2002; İzciler ve Muratoğlu, 2003). Şekil 5.6 da artan takviye elemanı oranı ile aşınma miktarı azalmıştır. Fakat Şekil incelendiğinde % 15 takviye oranına sahip numunelerde aşınma miktarının diğer numunelere göre daha fazla
99 78 olduğu gözlenmiştir. % 15 takviye oranına sahip numunelerde aşınma miktarının artmasının nedeni partiküllerin boyutlarının azalması sonucu malzeme bünyesinde yığılmaların oluşmasıdır. Şekil ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış alüminyum alaşımı ve farklı SiC içeren kompozitlerin uygulanan yüke göre aşınma miktarı değişimi Şekil ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış alüminyum alaşımı ve farklı SiC içeren kompozitlerin uygulanan yüke göre aşınma miktarı değişimi
100 79 Şekil ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış alüminyum alaşımı ve farklı SiC içeren kompozitlerin uygulanan yüke göre aşınma miktarı değişimi Şekil ,87 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış alüminyum alaşımı ve farklı SiC içeren kompozitlerin uygulanan yüke göre aşınma miktarı değişimi
101 Mekanik alaşımlama süresinin aşınma miktarına etkisi Şekil 5.10 da alaşımlamanın etkisine bakılacak olursa; 1,5 saatlik mekanik alaşımlama işlemi gerçekleştirilen numunelerde aşınma miktarının 3,5 saatlik alaşımlama yapılmış numunelere göre genel anlamda daha az aşındığı görülmüştür. Düşük takviye oranında en fazla aşınma miktarının 1,5 saat alaşımlanmış numunelerde olduğu görülmektedir. 20 N luk yüklerde 3,5 saat alaşımlanmış numuneler 1,5 saatlik numunelerden daha az aşınmıştır. 40 ve 60 N luk yüklerde ise 1,5 saat alaşımlanmış numuneler 3,5 saat alaşımlanan numunelere göre daha az aşınmıştır. Alaşımlama süresinin artması ile; tanecik boyutları azalmış, parçacıklarda topaklanma ve gözenekler oluşmuştur. Matris takviye elemanını kuşatamamış, numunelerde parçacık kopmaları olmuş ve artan yüklerde aşınma miktarları daha da fazla artmıştır. Ölçülen sertlik değerleri de bu sonuçları doğrulamaktadır. Şekil ,87 µm tane boyutuna sahip % 5, 10 ve 15 SiC takviye edilmiş kompozitlerde mekanik alaşımlama süresinin aşınma miktarı ile değişimi
102 SiC tane boyutunun aşınma miktarına etkisi Tane boyutuna göre kompozitlerin Şekil de farklı yükler altındaki aşınma miktarı değişimleri görülmektedir. Şekil 5.11 ve 5.12 de 40 ve 60 N luk yük altında tüm numuneler benzer aşınma davranışını göstermişlerdir. Takviye elemanı boyutu azalırken aşınma davranışı artmıştır. Fakat 20 N luk yük altında 14,39 µm tane boyutuna sahip numunede artış gözlenirken, 9,21 µm tane boyutuna sahip numunede aşınma miktarı azalmış ve 2,87 µm tane boyutuna sahip numunede aşınma miktarı tekrar artış göstermiştir. Şekil 5.13 de ise 20 N luk yük altında farklı tane boyutuna sahip numunelerin aşınma miktarında lineer bir artış gözlenirken, 2,87 ve 9,21 µm ebatlarındaki numunelerde 40 N luk yük sınırından sonra aşınma miktarı ani bir artış göstermiş ve daha sonra 60 N luk yük altında aşınma miktarı azalmaya başlamıştır. Ani artışın nedeni; yükün artması ile matris malzemesi ve takviye elemanı arasındaki yüzey bağını zayıflatacak sınırın üzerine çıkılmasıdır (Arik ve ark., 2007). Yük sınırları kompozitten kompozite değişmekte olup, parçacık büyüklük ve oranına göre değişmektedir. Grafikte görüldüğü gibi en iyi aşınma davranışını 14,39 µm tane boyutuna sahip numune, daha sonra 9,21 µm tane boyutundaki numune sergilemektedir. Aşınma davranışı en kötü olan numune ise 2,87 µm boyutundaki numunedir. 2,87 µm boyutundaki malzemenin kötü aşınma davranışı sergilemesindeki en büyük etken; SiC taneciklerin boyutlarının ufak olması, matris takviye elemanı arasında yeteri arayüzey bağı oluşmaması ve SiC parçacıkların yapı içerisinde homojen bir dağılım sergileyememesidir. Alüminyum alaşımının aşınma özellikleri, SiC parçacıklarının eklenmesiyle belirli bir şekilde iyileşmiş ve kompozitlerin aşınma direnci yüksek yük altında takviyesiz alaşımınkinin yaklaşık iki katı olmuştur. Ancak, SiC parçacık boyutlarının artmasıyla, kompozitlerin aşınma direnci artmıştır (Ma ve ark. 1996).
103 82 Şekil ,87; 9,21 ve 14,39 µm tane boyutuna sahip % 5 SiC içeren kompozitlerin farklı yükler altındaki aşınma miktarı değişimi Şekil ,87; 9,21 ve 14,39 µm tane boyutuna sahip % 10 SiC içeren kompozitlerin farklı yükler altındaki aşınma miktarı değişimi
104 83 Şekil ,87; 9,21 ve 14,39 µm tane boyutuna sahip % 15 SiC içeren kompozitlerin farklı yükler altındaki aşınma miktarı değişimi Takviye elemanı oranının aşınma miktarına etkisi Takviye elemanı oranına göre aşınma miktarının değişimi Şekil de gösterilmiştir. Şekil 5.14 de 20, 40 ve 60 N yük uygulanmış ve takviye oranı arttıkça aşınma miktarının azaldığı görülmüştür. Bu azalmanın 60 N luk yük altında daha belirgin olduğu görülmektedir. Şekil 5.15 de ise 9,21 µm tane boyutuna sahip, % 5 ve % 10 SiC ile takviye edilmiş numunelerde düşük yüklerde aşınma miktarı azalırken, % 15 takviye oranına sahip numunelerde yükün artması ile aşınma miktarında ani bir artış gözlenmiştir. Bunun muhtemel nedeni, seramik parçalarının yığılması ve uygulanan yükün sonucu ile bu parçacıkların kopmasıdır. Şekil 5.16 da 2,87 µm tane boyutuna sahip numunede 3,5 saat alaşımlama yapılmış olup düşük yüklerde takviye oranı arttıkça aşınma azalmış ve 60 N luk yükte aşınma miktarı az da olsa artmıştır. Şekil 5.17 de 1,5 saat alaşımlama yapılmış 2,87 µm tane boyutunda olan numunelerin aşınma davranışı görülmektedir. 20 N yük altında takviye oranı arttıkça aşınma miktarı azalmaktadır. 40 ve 60 N yük altında ise; belirli noktaya kadar takviye oranı arttıkça aşınma azalmış, % 15 takviye oranına sahip numunede
105 84 aşınma miktarı artmıştır. Burada aşınma miktarlarında, uygulanan yükün önemli bir etken olduğu gözlenmiştir. Şekil ,39 µm tane boyutuna sahip Al esaslı SiC içeren kompozitlerin farklı yük altında, takviye elemanı oranına göre aşınma miktarı değişimi Şekil ,21 µm tane boyutuna sahip Al esaslı SiC içeren kompozitlerin farklı yükler altında, takviye elemanı oranına göre aşınma miktarı değişimi
106 85 Şekil ,87 µm tane boyutuna sahip; 3,5 saat MA yapılmış, Al esaslı SiC içeren kompozitlerin farklı yükler altında, takviye elemanı oranına göre aşınma miktarı değişimi Şekil ,87 µm tane boyutuna sahip; 1,5 saat MA yapılmış, Al esaslı SiC içeren kompozitlerin farklı yükler altında, takviye elemanı oranına göre aşınma miktarı değişimi

107 SEM İncelemeleri Ağır yükler altında aşınma işlemine tabi tutulan kompozitlerin SEM görüntüleri MA yöntemi ile üretilen Al alaşımlarının ve kompozitlerin aşınma miktarlarını ve aşınmış yüzeylerde meydana gelen değişimleri gözlemlemek için 60 N yük altında 3,6 km kayma mesafesinde, 1 m/sn sabit hızda SEM incelemeleri yapılmıştır. Resim 5.22 ve 5.23 de 2014 Al alaşımının aşınmış yüzey geometrisi görülmektedir. 1,5 ve 3,5 saat alaşımlama yapılmış Al alaşımlarının aşınmış yüzeylerinde şekillerden de görüldüğü gibi oksidasyon tabakası hakimdir. Oksidasyonla beraber yüzeylerde deformasyonlar oluşmuştur. Deformasyonların nedeni; Alüminyum alaşımının sertlik değerinin düşük olması ve uygulanan yükün fazla olmasıdır. Yüzeylerdende görüldüğü gibi 3,5 saat alaşımlama yapılmış matris malzemesinde daha homojen bir yapı oluşmuştur. Resim ,35 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış Alüminyum alaşımının 60 N yük altındaki SEM fotoğrafı (X100)
 Üretilen MMK ler, Al alaşımları ile aynı şartlarda aşınma deneyine tabi")
108 87 Deformasyon bölgesi Resim ,35 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış Alüminyum alaşımının 60 N yük altındaki SEM fotoğrafı (X100) Üretilen MMK ler, Al alaşımları ile aynı şartlarda aşınma deneyine tabi tutulmuş olup aşınmış yüzey geometrilerinde değişiklik olduğu gözlenmiştir. Resim da 14,39 µm tane boyutuna sahip farklı SiC oranlarındaki MMK in aşınmış yüzey resimlerine bakıldığında, Al alaşımlarına göre siyah tabakaların arttığı görülmektedir. Bunların en önemli nedeni matris malzemesine takviye edilen SiC parçacıklarıdır. Resim 5.25 de daha yoğun bir deformasyon bölgesinin oluştuğu ve SiC parçacıklarının kırılarak matris malzemesine gömüldükleri görülmektedir. Oksidasyon tabakasının tüm şekillerde hakim olduğu görülmüştür. Fakat bu oran % 5 takviyeli kompozitte daha fazla belirgin bir hal almıştır. Aşınma davranışlarına bakıldığında ise, oksidasyon tabakasının aşınma davranışını olumsuz etkilediği gözlenmiştir. % takviyeli kompozitlerde ise yüzeylerin % 5 takviyeli kompozite oranla daha homojen olduğu görülmektedir.


109 88 Deformasyon bölgesi Resim ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 5 SiC içeren MMK in SEM fotoğrafı (X300) Kayma yönü Resim ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 10 SiC içeren MMK in SEM fotoğrafı (X300)

110 89 Kayma yönü Resim ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in SEM fotoğrafı (X300) Resim da 9,21 µm tane boyutuna sahip farklı oranlarda SiC içeren kompozitlerin aşınmış yüzey topoğrafisi görülmektedir. Resimlerden de görüldüğü gibi uygulanan yükün etkisi ile yüzeylerde ince aşınma izleri oluşmuştur. Bu oluklar kayma doğrultusuna paralel yüzey üzerinde oluşmuştur (Resim 5.27). Oluşan izlerin kayma yönünde SiC parçacık oranının artması ile oksidasyon tabakasının arttığı ve beraberinde aşınma miktarının arttığı sonuçları elde edilmiştir. Bu durum Resim 5.29 da açıkça görülmektedir. Bunun yanısı sıra lokal katman ayrılması (deleminasyon) ve hasarlı bölge oluştuğu görülmektedir. SiC parçacık boyutlarının kırılarak yaklaşık 5 µm boyutuna düştüğü ve matris yüzeyine saplandıkları görülmüştür. Bunun da deney şartlarının ağırlığından kaynaklandığı söylenebilir.


111 90 Kayma yönü Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 5 SiC içeren MMK in SEM fotoğrafı (X300) Oksit tabakası Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 10 SiC içeren MMK in SEM fotoğrafı (X300)
 2,87 µm tane boyutuna sahip 3,5 ve 1,5 saat alaşımlama yapılmış farklı olanlarda SiC takviye")
112 91 Kayma yönü Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in SEM fotoğrafı (X300) 2,87 µm tane boyutuna sahip 3,5 ve 1,5 saat alaşımlama yapılmış farklı olanlarda SiC takviye oranına sahip kompozit malzemelerin aşınmış yüzey geometrileri Resim arasında görülmektedir. Aşınma sonrası yüzeylerde homojen bir yapının elde edilemediği görülmüştür. Takviye elemanın artması ile yüzey geometrilerinin kötüleştiği, tabakalı katmanların oluştuğu ve oksidasyonun tüm yüzeylerde etkili olduğu gözlenmiştir. 3,5 saat alaşımlama yapılmış metal matrisli kompozitin yüzey geometrisinin 1,5 saatlik alaşımlama yapılmış metal matrisli kompozitin yüzeyine oranla daha kötü olduğu görülmektedir. Bu da orantılı olarak aşınma miktarının artmasını beraberinde getirmektedir.

")
113 92 Resim ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 5 SiC içeren MMK in SEM fotoğrafı (X300) Resim ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 10 SiC içeren MMK in SEM fotoğrafı (X300)


114 93 Resim ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in SEM fotoğrafı (X300) Kayma yönü Resim ,87 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış % 5 SiC içeren MMK in SEM fotoğrafı (X300)


115 94 Derin yivler Resim ,87 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış % 10 SiC içeren MMK in SEM fotoğrafı (X300) Kayma yönü Resim ,87 µm tane boyutuna sahip 1,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in SEM fotoğrafı (X300)
116 Düşük yükler altında aşınma işlemine tabi tutulan kompozitlerin SEM görüntüleri MA yöntemi ile üretilen Al alaşımlarının ve kompozitlerin farklı yükler altındaki aşınmış yüzey geometrilerini ve aşınma miktarlarını karşılaştırmak amacı ile, 20 ve 40 N yük altında 3,6 km kayma mesafesinde, 1 m/sn sabit hız altında aşınma deneyleri ve daha sonra SEM incelemeleri yapılmıştır. SEM incelemeleri sonucunda büyük ve düşük yükler altındaki aşınma miktarları ve yüzey geometrilerinde farklılıklar olduğu gözlenmiştir. Resim 5.36 da 102,35 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış Al alaşımının 20 N yük altındaki SEM fotoğrafı görülmektedir. Resim incelendiği zaman, oksit tabakasının hakim olduğu, bazı kraterlerin oluştuğu ve kısmi kopmaların meydana geldiği görülmektedir. Al alaşımındaki aşınma miktarının, kompozitlerden fazla olması oksit tabakasının yoğun olmasından kaynaklanmaktadır. Resim 5.37 incelendiği zaman, 14,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in 20 N yük altındaki SEM fotoğrafında ince ve sığ yivlerin olduğu görülmektedir. Aşınma miktarının az olması, yivlerin ince ve sığ olmasından da anlaşılmaktadır. Resim 5.38 de 9,21 µm tane boyutlu; 3,5 saat alaşımlama yapılmış, % 15 SiC içeren kompozitin 20N luk yük altındaki aşınmış yüzey görüntüsü, Resim 5.39 da ise yine aynı numunenin 40 N luk yük altındaki aşınmış yüzey görüntüsü görülmektedir. Resimler incelendiğinde yükün artması ile birlikte, kopmaların ve plastik deformasyon bölgelerinin (siyah bölgeler) alanının arttığı görülmektedir. Resim 5.38 deki aşınmanın 5.39 daki aşınmaya oranla daha düzgün olduğu net bir şekilde görülmektedir. Aşınmanın düzensiz olmasının nedeni, takviye elemanı içeriğinin artması ile aşınma direncinin artması ve bununla beraber kopmaların meydana gelmesidir. Kopmaların oluşarak aşınma miktarını artırmasındaki en büyük etken, oksit tabakalarının kırılarak dağılmasıdır.


117 96 Oksit tabakası Resim ,35 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış Al alaşımının 20 N yük altındaki SEM fotoğrafı (X300) Kayma yönü Resim ,39 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in 20 N yük altındaki SEM fotoğrafı (X300)
 Resim 5.39.")

118 97 Deformasyon bölgesi Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in 20 N yük altındaki SEM fotoğrafı (X300) Resim ,21 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in 40 N yük altındaki SEM fotoğrafı (X300) Resim 5.40 da ise; 2,87 µm tane boyutuna sahip, 3,5 saat alaşımlama yapılmış, % 15 SiC içeren kompozitin 20 N yük altındaki görüntüsü incelenmiştir. Resmin geneline bakılacak olursa, oksit tabakalarının çok yoğun olduğu görülmektedir. Uygulanan

119 98 yük neticesinde oksit tabakaları kırılmış ve aşınma miktarının artmasında rol oynamıştır. Aşınma miktarını arttıran diğer bir faktör ise, numune bünyesinde oluşan parçacık topaklanmalarıdır. Aşınma deneyi sonuçlarında da; 2,87 µm tane boyutuna sahip numunenin, 14,39 ve 9,21 µm tane boyutuna sahip numuneden daha fazla aşındığı gözlenmiştir. Resim ,87 µm tane boyutuna sahip 3,5 saat alaşımlama yapılmış % 15 SiC içeren MMK in 20 N yük altındaki SEM fotoğrafı (X300) 5.9. EDAX İncelemeleri SEM incelemelerinden farklı olarak, numune yüzeyleri 1200 nolu zımpara ile temizlenmiş ve zımparalanmış yüzeylerde bulunan elementleri belirlemek amacı ile EDAX (Noktasal) analizleri yapılmıştır. Noktasal analiz sonuçları Çizelge 5.3 de verilmiştir. Çizelgede düşey eksen elementlerin % ağırlık oranlarını, yatay eksen ise deneysel malzeme türünü ve alaşımlama süresini belirtmektedir.
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
MEKANİK ALAŞIMLAMA/ÖĞÜTME YÖNTEMİYLE ZrO 2 TAKVİYELİ TİTANYUM BAZLI (EX-SİTU) METAL MATRİS KOMPOZİT MALZEMELERİN ÜRETİLMESİ VE KARAKTERİZASYONU
 METAL MATRİS KOMPOZİT MALZEMELERİN ÜRETİLMESİ VE KARAKTERİZASYONU") TEKNOLOJİ, Cilt 7, (2004), Sayı 3, 517-522 TEKNOLOJİ MEKANİK ALAŞIMLAMA/ÖĞÜTME YÖNTEMİYLE ZrO 2 TAKVİYELİ TİTANYUM BAZLI (EX-SİTU) METAL MATRİS KOMPOZİT MALZEMELERİN ÜRETİLMESİ VE KARAKTERİZASYONU ÖZET
TEKNOLOJİ, Cilt 7, (2004), Sayı 3, 517-522 TEKNOLOJİ MEKANİK ALAŞIMLAMA/ÖĞÜTME YÖNTEMİYLE ZrO 2 TAKVİYELİ TİTANYUM BAZLI (EX-SİTU) METAL MATRİS KOMPOZİT MALZEMELERİN ÜRETİLMESİ VE KARAKTERİZASYONU ÖZET
THE EFFECT OF SINTERING PERIOD ON THE WEAR RESISTANCE OF AlMgSi-SiC P COMPOSITES PRODUCED BY POWDER METALLURGY METHOD
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye T/M YÖNTEMİYLE ÜRETİLMİŞ AlMgSi-SiC p KOMPOZİTİNDE SİNTERLEME SÜRESİNİN AŞINMA DİRENCİNE ETKİSİ THE EFFECT OF SINTERING
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye T/M YÖNTEMİYLE ÜRETİLMİŞ AlMgSi-SiC p KOMPOZİTİNDE SİNTERLEME SÜRESİNİN AŞINMA DİRENCİNE ETKİSİ THE EFFECT OF SINTERING
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
AA 2014 Al Matrisli B 4 C Parçacık Takviyeli Kompozitlerin Mikro Yapı ve Aşınma Davranışının Đncelenmesi
 Gazi Üniversitesi Fen Bilimleri Dergisi Part:C, Tasarım Ve Teknoloji GU J Sci Part:C 1(4):161-168 (2013) AA 2014 Al Matrisli B 4 C Parçacık Takviyeli Kompozitlerin Mikro Yapı ve Aşınma Davranışının Đncelenmesi
Gazi Üniversitesi Fen Bilimleri Dergisi Part:C, Tasarım Ve Teknoloji GU J Sci Part:C 1(4):161-168 (2013) AA 2014 Al Matrisli B 4 C Parçacık Takviyeli Kompozitlerin Mikro Yapı ve Aşınma Davranışının Đncelenmesi
Toz Metalurjisi Yöntemi ile Üretilen Al-Si/B 4 C Kompozit Malzemenin Mikroyapı ve Mekanik Özelliklerinin Araştırılması
 Fırat Üniv. Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 28 (2), 259-266, 2016 28 (2), 259-266, 2016 Toz Metalurjisi Yöntemi ile Üretilen Al-Si/B 4 C Kompozit Malzemenin Mikroyapı ve Mekanik Özelliklerinin
Fırat Üniv. Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 28 (2), 259-266, 2016 28 (2), 259-266, 2016 Toz Metalurjisi Yöntemi ile Üretilen Al-Si/B 4 C Kompozit Malzemenin Mikroyapı ve Mekanik Özelliklerinin
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
T/M YÖNTEMİ İLE ÜRETİLEN Cu-C-Al 2 SiO 5 KOMPOZİTİNİN ABRASİV AŞINMA DAYANIMI Ç. ÖZAY & A. HASÇALIK
 T/M YÖNTEMİ İLE ÜRETİLEN Cu-C-Al 2 SiO 5 KOMPOZİTİNİN ABRASİV AŞINMA DAYANIMI Ç. ÖZAY & A. HASÇALIK Özet Bu çalışmada, Cu tozuna hacimce %5, %10, %15 oranında C ve Al 2 SiO 5 katılarak toz metalurjisi
T/M YÖNTEMİ İLE ÜRETİLEN Cu-C-Al 2 SiO 5 KOMPOZİTİNİN ABRASİV AŞINMA DAYANIMI Ç. ÖZAY & A. HASÇALIK Özet Bu çalışmada, Cu tozuna hacimce %5, %10, %15 oranında C ve Al 2 SiO 5 katılarak toz metalurjisi
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU
 ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU SÜLEYMAN ÇINAR ÇAĞAN MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ
ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU SÜLEYMAN ÇINAR ÇAĞAN MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:134-4141 Makine Teknolojileri Elektronik Dergisi 26 (3) 2-31 TEKNOLOJİK ARAŞTIRMALAR Makale Toz Metalurjisi Yöntemi İle Üretilen Fe-C-Mo-FeCr Kompozitinin Adhesiv Aşınma
www.teknolojikarastirmalar.org ISSN:134-4141 Makine Teknolojileri Elektronik Dergisi 26 (3) 2-31 TEKNOLOJİK ARAŞTIRMALAR Makale Toz Metalurjisi Yöntemi İle Üretilen Fe-C-Mo-FeCr Kompozitinin Adhesiv Aşınma
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
TOZ METALURJİSİ YÖNTEMİYLE Al 2 O 3, SiC ve B 4 C TAKVİYELİ Al MATRİSLİ KOMPOZİT ÜRETİMİNDE MEKANİK ALAŞIMLAMA SÜRESİNİN KOMPOZİT ÖZELLİKLERİNE ETKİSİ
 TOZ METALURJİSİ YÖNTEMİYLE Al 2 O 3, SiC ve B 4 C TAKVİYELİ Al MATRİSLİ KOMPOZİT ÜRETİMİNDE MEKANİK ALAŞIMLAMA SÜRESİNİN KOMPOZİT ÖZELLİKLERİNE ETKİSİ Hasan KARABULUT DOKTORA TEZİ METAL EĞİTİMİ GAZİ ÜNİVERSİTESİ
TOZ METALURJİSİ YÖNTEMİYLE Al 2 O 3, SiC ve B 4 C TAKVİYELİ Al MATRİSLİ KOMPOZİT ÜRETİMİNDE MEKANİK ALAŞIMLAMA SÜRESİNİN KOMPOZİT ÖZELLİKLERİNE ETKİSİ Hasan KARABULUT DOKTORA TEZİ METAL EĞİTİMİ GAZİ ÜNİVERSİTESİ
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
B 4 C /Al KOMPOZİTLERİN TAKVİYE HACİM ORANINA BAĞLI OLARAK ABRASİF AŞINMA DAVRANIŞLARININ İNCELENMESİ
 SDU International Technologic Science Vol. 2, No 1, February 10 pp. -21 Mechanical Technology B 4 C /Al KOMPOZİTLERİN TAKVİYE HACİM ORANINA BAĞLI OLARAK ABRASİF AŞINMA DAVRANIŞLARININ İNCELENMESİ Hasan
SDU International Technologic Science Vol. 2, No 1, February 10 pp. -21 Mechanical Technology B 4 C /Al KOMPOZİTLERİN TAKVİYE HACİM ORANINA BAĞLI OLARAK ABRASİF AŞINMA DAVRANIŞLARININ İNCELENMESİ Hasan
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI
 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
KARBON ELYAF TAKVİYELİ POLİAMİT 6 KARMALARIN ISIL VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
 KARBON ELYAF TAKVİYELİ POLİAMİT 6 KARMALARIN ISIL VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ N. Gamze Karslı Yılmaz, Ayşe Aytaç, Veli Deniz Kocaeli Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü,
KARBON ELYAF TAKVİYELİ POLİAMİT 6 KARMALARIN ISIL VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ N. Gamze Karslı Yılmaz, Ayşe Aytaç, Veli Deniz Kocaeli Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü,
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
AN INVESTIGATION OF DRY SLIDE BEHAVIORS OF Cu/Ni 3 Al METAL MATRIX COMPOSITE
 5. Uluslar arası İleri Teknolojiler Sempozyumu (İATS 09), 13-15 Mayıs 2009, Karabük, Türkiye Cu/Nİ 3 Al METAL MATRİSLİ KOMPOZİTİN KURU KAYMA AŞINMA DAVRANIŞLARININ ARAŞTIRILMASI AN INVESTIGATION OF DRY
5. Uluslar arası İleri Teknolojiler Sempozyumu (İATS 09), 13-15 Mayıs 2009, Karabük, Türkiye Cu/Nİ 3 Al METAL MATRİSLİ KOMPOZİTİN KURU KAYMA AŞINMA DAVRANIŞLARININ ARAŞTIRILMASI AN INVESTIGATION OF DRY
Spex Tipi Mekanik Alaşımlama/Mekanik Öğütme Cihazı ile Üretilen TiB 2 Parçacık Takviyeli Alüminyum Bazlı Kompozit Tozların Karakterizasyonu
 Süleyman Demirel Üniversitesi, Fen Bilimleri Enstitüsü Dergisi, 10-3 (2006),460-464 Spex Tipi Mekanik Alaşımlama/Mekanik Öğütme Cihazı ile Üretilen TiB 2 Parçacık Takviyeli Alüminyum Bazlı Kompozit Tozların
Süleyman Demirel Üniversitesi, Fen Bilimleri Enstitüsü Dergisi, 10-3 (2006),460-464 Spex Tipi Mekanik Alaşımlama/Mekanik Öğütme Cihazı ile Üretilen TiB 2 Parçacık Takviyeli Alüminyum Bazlı Kompozit Tozların
Al 2 O 3 PARTİKÜL TAKVİYELİ 2024 ALÜMİNYUM METAL MATRİKSLİ KOMPOZİTLERİN ÜRETİMİ. Metin KÖK KSÜ Kahramanmaraş MYO, Makine Bölümü, Kahramanmaraş
 Fen ve Mühendislik Dergisi 2001, Cilt 4, Sayı 2 131 Al 2 O 3 PARTİKÜL TAKVİYELİ 2024 ALÜMİNYUM METAL MATRİKSLİ KOMPOZİTLERİN ÜRETİMİ Metin KÖK KSÜ Kahramanmaraş MYO, Makine Bölümü, Kahramanmaraş ÖZET Bu
Fen ve Mühendislik Dergisi 2001, Cilt 4, Sayı 2 131 Al 2 O 3 PARTİKÜL TAKVİYELİ 2024 ALÜMİNYUM METAL MATRİKSLİ KOMPOZİTLERİN ÜRETİMİ Metin KÖK KSÜ Kahramanmaraş MYO, Makine Bölümü, Kahramanmaraş ÖZET Bu
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
TiC-Co Esaslı Çizici Kalem Karakterizasyonu
 6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey TiC-Co Esaslı Çizici Kalem Karakterizasyonu M. Erdoğan, A.Erol, A.Yönetken, Ş. Talaş Afyon Kocatepe Üniversitesi,
6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey TiC-Co Esaslı Çizici Kalem Karakterizasyonu M. Erdoğan, A.Erol, A.Yönetken, Ş. Talaş Afyon Kocatepe Üniversitesi,
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
AŞINDIRICI PARTİKÜL KARIŞIMLARININ Ti6Al4V ALAŞIMININ KATI PARTİKÜL EROZYON DAVRANIŞINA ETKİLERİ
 IV. ULUSAL HAVACILIK VE UZAY KONFERANSI 12-14 Eylül 2012, Hava Harp Okulu, İstanbul AŞINDIRICI PARTİKÜL KARIŞIMLARININ Ti6Al4V ALAŞIMININ KATI PARTİKÜL EROZYON DAVRANIŞINA ETKİLERİ Alp Eren Şahin *, Yasemin
IV. ULUSAL HAVACILIK VE UZAY KONFERANSI 12-14 Eylül 2012, Hava Harp Okulu, İstanbul AŞINDIRICI PARTİKÜL KARIŞIMLARININ Ti6Al4V ALAŞIMININ KATI PARTİKÜL EROZYON DAVRANIŞINA ETKİLERİ Alp Eren Şahin *, Yasemin
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 4 Sayı: 2 sh Mayıs (WEAR RESISTANCE OF POLIESTER- Al 2 O 3 COMPOSITES)
") DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 4 Sayı: 2 sh. 73-78 Mayıs 2002 POLYESTER-Al 2 O 3 KOMPOZİTLERİNİN AŞINMA DAYANIMLARI (WEAR RESISTANCE OF POLIESTER- Al 2 O 3 COMPOSITES) Enver
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 4 Sayı: 2 sh. 73-78 Mayıs 2002 POLYESTER-Al 2 O 3 KOMPOZİTLERİNİN AŞINMA DAYANIMLARI (WEAR RESISTANCE OF POLIESTER- Al 2 O 3 COMPOSITES) Enver
METAL MATRİSLİ KOMPOZİT ÜRETİMİ İÇİN SiC İÇERİKLİ ÖN ŞEKİL ÜRETİMİ
 METAL MATRİSLİ KOMPOZİT ÜRETİMİ İÇİN SiC İÇERİKLİ ÖN ŞEKİL ÜRETİMİ Alptekin KISASÖZ a, Güneş TANDOĞAN, Murat Luş a,b, Ahmet KARAASLAN a,b, Nilgün KUŞKONMAZ a,b a Yıldız Teknik Üniversitesi, Metalurji ve
METAL MATRİSLİ KOMPOZİT ÜRETİMİ İÇİN SiC İÇERİKLİ ÖN ŞEKİL ÜRETİMİ Alptekin KISASÖZ a, Güneş TANDOĞAN, Murat Luş a,b, Ahmet KARAASLAN a,b, Nilgün KUŞKONMAZ a,b a Yıldız Teknik Üniversitesi, Metalurji ve
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları. Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar
 2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
1 st INTERNATIONAL ENGINEERING AND TECHNOLOGY SYMPOSIUM (1 st IETS) May, 2018 BATMAN UNIVERSITY
 May, 2018 BATMAN UNIVERSITY") 1 st INTERNATIONAL ENGINEERING AND TECHNOLOGY SYMPOSIUM (1 st IETS) 03 05 May, 2018 BATMAN UNIVERSITY PRODUCTION OF AA7075 / B4C / SiC HYBRID COMPOSITE MATERIALS BY SEMI-SOLID STIRRING METHOD AA7075/B4C/SiC
1 st INTERNATIONAL ENGINEERING AND TECHNOLOGY SYMPOSIUM (1 st IETS) 03 05 May, 2018 BATMAN UNIVERSITY PRODUCTION OF AA7075 / B4C / SiC HYBRID COMPOSITE MATERIALS BY SEMI-SOLID STIRRING METHOD AA7075/B4C/SiC
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
TOZ METALURJİSİ YÖNTEMİ İLE ÜRETİLEN Al2024-Si ALAŞIMI KOMPOZİTLERDE Si MİKTARININ VE YAŞLANDIRMA SÜRELERİNİN ETKİSİ
 OHÜ Müh. Bilim. Derg. / OHU J. Eng. Sci. ISSN: 2147-012X Ömer Halisdemir Üniversitesi Mühendislik Bilimleri Dergisi, Cilt 6, Sayı 1, (2017), 226-231 Omer Halisdemir University Journal of Engineering Sciences,
OHÜ Müh. Bilim. Derg. / OHU J. Eng. Sci. ISSN: 2147-012X Ömer Halisdemir Üniversitesi Mühendislik Bilimleri Dergisi, Cilt 6, Sayı 1, (2017), 226-231 Omer Halisdemir University Journal of Engineering Sciences,
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 30, 252-258, 2012 PhD Research Article / Doktora Çalışması Araştırma Makalesi PRODUCTION OF Y 2 O 3 COATED AL 2 O
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 30, 252-258, 2012 PhD Research Article / Doktora Çalışması Araştırma Makalesi PRODUCTION OF Y 2 O 3 COATED AL 2 O
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
TOZ MALZEME TEKNOLOJİSİ-10. Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-10 Yrd. Doç. Dr. Nuray Canikoğlu PRESLEME VE SİNTERLEMENİN MALZEME ÖZELLİKLERİ ÜZERİNE ETKİLERİ 2 3 SİNTERLEME SICAKLIĞININ ETKİSİ Tek bileşenli sistemlerde genellikle sinterleme
TOZ MALZEME TEKNOLOJİSİ-10 Yrd. Doç. Dr. Nuray Canikoğlu PRESLEME VE SİNTERLEMENİN MALZEME ÖZELLİKLERİ ÜZERİNE ETKİLERİ 2 3 SİNTERLEME SICAKLIĞININ ETKİSİ Tek bileşenli sistemlerde genellikle sinterleme
MLİ DERS I TOZ METALURJİSİ. Prof.Dr.Muzaffer ZEREN
 TEKNİK K SEÇİML MLİ DERS I. TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ ÜRETİMİ Genel olarak elde edilen bir tozun üretim yöntemini bilmek, tozun karakteristik özelliklerini kolaylıkla anlamamıza sağlar.
TEKNİK K SEÇİML MLİ DERS I. TOZ METALURJİSİ Prof.Dr.Muzaffer ZEREN TOZ ÜRETİMİ Genel olarak elde edilen bir tozun üretim yöntemini bilmek, tozun karakteristik özelliklerini kolaylıkla anlamamıza sağlar.
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
AŞINDIRICI PARTİKÜL KARIŞIMLARININ CAM KEÇE TAKVİYELİ POLİFENİLEN SULFİD MATRİSLİ KOMPOZİTLERİN KATI PARTİKÜL EROZYON DAVRANIŞLARINA ETKİLERİ
 IV. ULUSAL HAVACILIK VE UZAY KONFERANSI 12-14 Eylül 2012, Hava Harp Okulu, İstanbul AŞINDIRICI PARTİKÜL KARIŞIMLARININ CAM KEÇE TAKVİYELİ POLİFENİLEN SULFİD MATRİSLİ KOMPOZİTLERİN KATI PARTİKÜL EROZYON
IV. ULUSAL HAVACILIK VE UZAY KONFERANSI 12-14 Eylül 2012, Hava Harp Okulu, İstanbul AŞINDIRICI PARTİKÜL KARIŞIMLARININ CAM KEÇE TAKVİYELİ POLİFENİLEN SULFİD MATRİSLİ KOMPOZİTLERİN KATI PARTİKÜL EROZYON
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 25/1 AN INVESTIGATION ON ABRASIVE WEAR BEHAVIOUR OF Fe-C-Mo- COMPOSITE PRODUCED BY POWDER METALLURGY Mustafa AY, Ahmet
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 25/1 AN INVESTIGATION ON ABRASIVE WEAR BEHAVIOUR OF Fe-C-Mo- COMPOSITE PRODUCED BY POWDER METALLURGY Mustafa AY, Ahmet
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
TEKNOLOJĐK ARAŞTIRMALAR
 www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2008 (2) 7-12 TEKNOLOJĐK ARAŞTIRMALAR Makale Ti-6Al-4V Alaşımında Sinterleme Sıcaklığının Gözenek Oluşumu ve Mikroyapı
www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2008 (2) 7-12 TEKNOLOJĐK ARAŞTIRMALAR Makale Ti-6Al-4V Alaşımında Sinterleme Sıcaklığının Gözenek Oluşumu ve Mikroyapı
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Alkaliye Dayanıklı Cam Elyafla Güçlendirilmiş Betonun Performansı YUWARAJ M. GHUGAL* AND SANTOSH B. DESHMUKH
 Alkaliye Dayanıklı Cam Elyafla Güçlendirilmiş Betonun Performansı YUWARAJ M. GHUGAL* AND SANTOSH B. DESHMUKH Çimsa Formülhane Haziran, 2017 Alkaliye Dayanıklı Cam Elyafla Güçlendirilmiş Betonun Performansı
Alkaliye Dayanıklı Cam Elyafla Güçlendirilmiş Betonun Performansı YUWARAJ M. GHUGAL* AND SANTOSH B. DESHMUKH Çimsa Formülhane Haziran, 2017 Alkaliye Dayanıklı Cam Elyafla Güçlendirilmiş Betonun Performansı
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE AA5754 MALZEME ÜRETİMİ. Koray TURBALIOĞLU
 İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE AA5754 MALZEME ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET Yüksek mekanik özellikleri ve korozyon
İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE AA5754 MALZEME ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET Yüksek mekanik özellikleri ve korozyon
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
SÜPERALA IMLAR. Yüksek sıcaklık dayanımı
 SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
ÜÇ FARKLI ÇELİĞE KATI BORLAMA İŞLEMİ YAPILMASININ İÇ YAPI VE SERTLİK ÜZERİNE ETKİSİNİN İNCELENMESİ ÖZET ABSTRACT
 ÜÇ FARKLI ÇELİĞE KATI BORLAMA İŞLEMİ YAPILMASININ İÇ YAPI VE SERTLİK ÜZERİNE ETKİSİNİN İNCELENMESİ Mehmet ÖZER 1, İrfan AY 2 1 mozer@balikesir.edu.tr Balıkesir Üniversitesi, Balıkesir M.Y.O., 10145 Balıkesir
ÜÇ FARKLI ÇELİĞE KATI BORLAMA İŞLEMİ YAPILMASININ İÇ YAPI VE SERTLİK ÜZERİNE ETKİSİNİN İNCELENMESİ Mehmet ÖZER 1, İrfan AY 2 1 mozer@balikesir.edu.tr Balıkesir Üniversitesi, Balıkesir M.Y.O., 10145 Balıkesir
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Hasan KAYA. Özet. Abstract. 1. Giriş
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye SPEX TİPİ MEKANİK ALAŞIMLAMA CİHAZININ TASARIMI, İMALATI VE ÖĞÜTME KABİLİYETİNİN İNCELENMESİ DESİGN AND PRODUCTİON
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye SPEX TİPİ MEKANİK ALAŞIMLAMA CİHAZININ TASARIMI, İMALATI VE ÖĞÜTME KABİLİYETİNİN İNCELENMESİ DESİGN AND PRODUCTİON
Çimento Bağlayıcılı Kompozitlerde Nano Mineral Katkı Kullanımının Fiziksel ve Kimyasal Etkileri
 Çimento Bağlayıcılı Kompozitlerde Nano Mineral Katkı Kullanımının Fiziksel ve Kimyasal Etkileri Prof. Dr. Mustafa ŞAHMARAN Hacettepe Üniversitesi İnşaat Mühendisliği Bölümü İstanbul, Eylül 2017 Hayatımızda
Çimento Bağlayıcılı Kompozitlerde Nano Mineral Katkı Kullanımının Fiziksel ve Kimyasal Etkileri Prof. Dr. Mustafa ŞAHMARAN Hacettepe Üniversitesi İnşaat Mühendisliği Bölümü İstanbul, Eylül 2017 Hayatımızda
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
MİKRODALGA YÖNTEMİYLE NİKEL FERRİT NANOPARTİKÜLLERİN SENTEZİ VE KARAKTERİZASYONU
 MİKRODALGA YÖNTEMİYLE NİKEL FERRİT NANOPARTİKÜLLERİN SENTEZİ VE KARAKTERİZASYONU Zeynep KARCIOĞLU KARAKAŞ a,*, Recep BONCUKÇUOĞLU a, Mehmet ERTUĞRUL b a Atatürk Üniversitesi, Mühendislik Fakültesi, Çevre
MİKRODALGA YÖNTEMİYLE NİKEL FERRİT NANOPARTİKÜLLERİN SENTEZİ VE KARAKTERİZASYONU Zeynep KARCIOĞLU KARAKAŞ a,*, Recep BONCUKÇUOĞLU a, Mehmet ERTUĞRUL b a Atatürk Üniversitesi, Mühendislik Fakültesi, Çevre
Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi. Basınç Destekli Hacim Yanma Sentezi Yöntemi ile Elde Edilen FeAl ve TiAl Kaplamalar
 Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi Afyon Kocatepe University Journal of Science and Engineering AKÜ FEMÜBİD 14 (2014) OZ5751 (325-329) AKU J. Sci. Eng. 14 (2014) OZ5751 (325-329)
Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi Afyon Kocatepe University Journal of Science and Engineering AKÜ FEMÜBİD 14 (2014) OZ5751 (325-329) AKU J. Sci. Eng. 14 (2014) OZ5751 (325-329)
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Toz metalurjisi yöntemi ile üretilen ferrobor takviyeli bakır kompozitinin mekanik özelliklerinin belirlenmesi
 Araştırma Makalesi BAUN Fen Bil. Enst. Dergisi, Cilt 18(1), 10-20, (2016) Toz metalurjisi yöntemi ile üretilen ferrobor takviyeli bakır kompozitinin mekanik özelliklerinin belirlenmesi Aytekin ULUTAŞ 1*,
Araştırma Makalesi BAUN Fen Bil. Enst. Dergisi, Cilt 18(1), 10-20, (2016) Toz metalurjisi yöntemi ile üretilen ferrobor takviyeli bakır kompozitinin mekanik özelliklerinin belirlenmesi Aytekin ULUTAŞ 1*,
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
Halil Karakoç a, Hanifi Çinici b,ramazan Çıtak c
 MBD 2012, 1(4): 14 19 MAKALE HAKKINDA Geliş : Haziran 2012 Kabul: Ağustos 2012 SICAK PRESLEME YÖNTEMİ İLE AL ESASLI METALİK KÖPÜK ÜRETİMİNE PRESLEME BASINCININ ETKİLERİ THE EFFECT OF HOT PRESSİNG PRESSURE
MBD 2012, 1(4): 14 19 MAKALE HAKKINDA Geliş : Haziran 2012 Kabul: Ağustos 2012 SICAK PRESLEME YÖNTEMİ İLE AL ESASLI METALİK KÖPÜK ÜRETİMİNE PRESLEME BASINCININ ETKİLERİ THE EFFECT OF HOT PRESSİNG PRESSURE
Yrd. Doç. Dr. Atilla EVCİN Sol-jel Prosesleri Ders Notları
 Alüminyum Alkoksit ve Alümina Üretimi Alüminyum metalinin alkolle reaksiyonu sonucu alkoksit oluşturulması ve bundan elde edilecek jelinde öğütülüp kalsine edildikten sonra alüminaya dönüşmesi beklenmektedir.
Alüminyum Alkoksit ve Alümina Üretimi Alüminyum metalinin alkolle reaksiyonu sonucu alkoksit oluşturulması ve bundan elde edilecek jelinde öğütülüp kalsine edildikten sonra alüminaya dönüşmesi beklenmektedir.
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Pamukkale University Journal of Engineering Sciences
 Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Pamukkale University Journal of Engineering Sciences Grafen takviyeli alüminyum esaslı kompozitlerin üretimi ve karakterizasyonu The fabrication and
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Pamukkale University Journal of Engineering Sciences Grafen takviyeli alüminyum esaslı kompozitlerin üretimi ve karakterizasyonu The fabrication and
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler