İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Kaynak Teknolojileri
|
|
|
- Murat Özker
- 8 yıl önce
- İzleme sayısı:
Transkript

1 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1

2 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir. Kaynaklı yapı elemanlarının imalat amacı, mümkün olan en düşük maliyette imal edilmesi, fonksiyonunu tam olarak yerine getirmesi ve işletmede uzun süreli kullanılmasıdır. Kaynakta, kaynak bölgesinin yerel özelliklerinin ve birleştirilen parçaların tüm konstrüksiyona etkilerinin önceden belirlenmiş koşulları sağlaması gerekir. 2


3 KAYNAK KABİLİYETİ 1. Malzemelerin kaynağa uygunluğu 2. Konstrüksiyonun kaynak emniyeti 3. İmalatın kaynak yapılabilirliği 3

4 Bir malzeme, eğer belirli konstrüksiyon ve imalat şeklindeki özellikleri, kendisinden beklenen her talebe uygun bir kaynak kalitesine ulaşabiliyorsa, o malzeme kaynağa uygun demektir. Bir konstrüksiyon, eğer belirli bir malzeme ve imalat yöntemleri ile oluşturulduktan sonra, önceden tesbit edilmiş işletme şartları altında kendisinden beklenen fonksiyonları yerine getirebiliyorsa, kaynak emniyetine sahip demektir. Bir kaynaklı imalat, belirli malzemelerden oluşturulmuş bir konstrüksiyon halinde, önceden tespit edilmiş imalat şartları altında kolayca imal edilebiliyorsa kaynak yapılabilirliğe sahip demektir. 4


5 Kaynak Kabiliyetini etkileyen faktörler 5

6 Kaynak işleminde tatminkar bir kalitenin sağlanması şu sebeplerden dolayı güçtür; 1. Kaynak işlemi üretim sürecinde optimize edilmiş malzeme yapısına, sürekli olarak müdahele edilmesi demektir; çünkü termik olarak sınırlı içyapı dönüşümü, atmosferden gaz kapma, birleştirme yüzeyindeki katışıklar nedeniyle malzemenin mekanik-teknolojik özellikleri değişir. 2. Kaynak işlemleri günümüzde hala çoğunlukla elle veya ancak kısmen mekanize şekilde uygulanmaktadır. Bu nedenle mamullerin kalitesi diğer bir imalat yönteminde olmadığı kadar insana ve tekrarlanabilir performans açısından insanın yeteneklerine bağlıdır. 3. Kaynaklı birleştirmelerin kalitesinin değerlendirme imkanları sınırlıdır. Özellikle ergitme kaynağıyla birleştirilmiş kalın levhalarda, ayrıca içköşe ve bindirme dikişlerde, mevcut muayene yöntemleri tatminkar bilgi vermez. 6

7 Pratikte kaynak yeteneğinin ifadesi olarak iyi kaynak edilebilir, kaynak edilebilir ve şartlı kaynak edilebilir deyimleri kullanılır. Bu deyimlerin anlamları çelik malzemeler için şöyle ifade edilebilir: İyi kaynak edilebilir: Malzemenin hiçbir ön ve son tavlamaya gerek olmadan kaynak edilebileceğini ifade eder. Kaynak edilebilir: Kaynak yapılacak malzemenin kalınlığı arttıkça, bir ön tavlama gerekir. Şartlı kaynak edilebilir: Bu tür malzemede ya karbon oranı yüksektir ya da bileşiminde çeşitli alaşım elemanları vardır. Kaynaklı bağlantının geçiş bölgesinde sertleşme ve çatlama nedeniyle özel tedbirler alınmalıdır. 7

8 Çeliklerin Kaynak Kabiliyeti Yapı çeliklerinin kaynağında en önemli problem, sertlik artışı ve buna bağlı çatlama eğilimidir. Sertlik artışı öncelikle yapıdaki karbon içeriğine bağlıdır. Isıl çevrimin sonucu olarak ITAB da farklı mekanik özelliklere sahip malzeme bölgeleri ortaya çıkar. Kaynak dikişi geçiş bölgesinde martenzit oluşumu nedeniyle sertleşme ve dolayısıyla soğuk çatlaklar görülebilir. Bu durumu etkileyen en önemli faktörler: Karbon içeriği Alaşım elemanlarının içeriği Kaynak dikişi geçişindeki ısıl çevrim Hidrojen içeği 8

9 Alaşımsız ya da hafif alaşımlı yüksek mukavemetli bir çeliğe iyi bir kaynak yeteneğine sahiptir diyebilmek için aşağıdaki iki şartın bir arada bulunması gerekir: 1. Kaynaktan önce ve sonra iyi bir sünekliğe sahip olmalıdır. 2. Kaynak metali esas metal ile karıştığı zaman gevrek olmayan bir kimyasal bileşim sağlamalıdır. 9

10 Yapı çeliklerinin kaynağında, kaynağın sonucuna etki eden en önemli faktör esas metalin bileşimidir. Özellikle bileşimindeki karbon ve manganez oranı kaynak yeteneği bakımından çok önemli olup maksimum karbon oranı %0,25 olarak tavsiye edilmiştir. Manganez ve diğer alaşım elemanlarının kaynak yeteneği üzerindeki etkileri, karbon cinsinden ifade edilerek karbon eşdeğeri terimi ortaya atılmıştır. 10

11 Karbon eşdeğeri çeşitli şekillerde ifade edilmiştir. Uluslar arası kaynak cemiyetinin karbon eşdeğeri aşağıdaki ifadeyle verilmektedir: Mn Cr + Mo + V Ni + Cu % C eş = % C

12 Karbon eşdeğerinden faydalanılarak bir yapı çeliği için gerekli ön tavlama sıcaklığı aşağıdaki tabloda olduğu gibi tavsiye edilmiştir: Karbon eşdeğeri (%) Ön tavlama sıcaklığı( 0 C) 0,45 e kadar gerek yok 0,45-0,60 arası ,60 dan yukarı

 meydana gelir.")
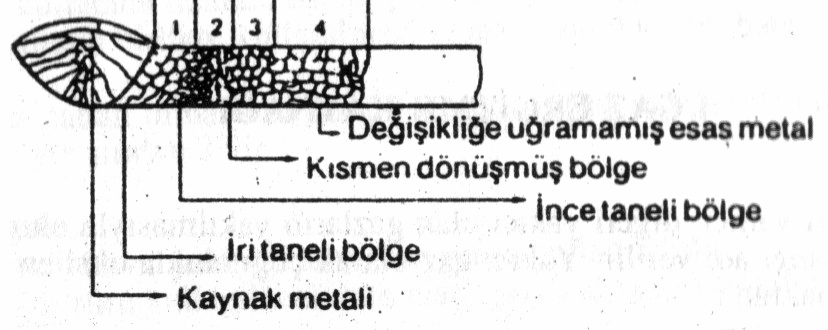
13 Kaynak Bölgesinin yapısı Eritme kaynaklı bir birleştirmede oluşan yapı, eriyen metalden, eriyen ilave metalden ve esas metalin sınırlı bir ısının tesiri altındaki bölgesinden (ITAB) meydana gelir. 13
")

14 Isının etkisi altındaki bölge (IEAB) 14

15 15


16 Alaşımsız çelikte tek pasolu bir ergitme kaynak işleminde kaynak bölgesinin yapısı 16

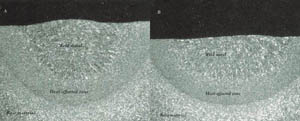
17 Kaynak mikroyapısı 17

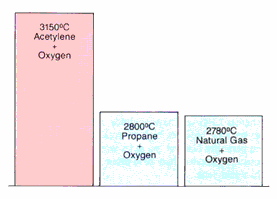
18 GAZ ERGİTME KAYNAĞI Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla oluşan alevden faydalanılarak yapılan kaynağa gaz ergitme kaynağı adı verilir. Yakıcı gaz olarak oksijen kullanılır. Yanıcı gaz olarak, asetilen (C 2 H 2 ), propan (C 3 H 8 ), Metan (CH 4 ), doğal gaz gibi hidrokarbon bileşikleri de yanıcı gaz olarak kullanılabilir. 18
, propan (C 3 H 8 ), Metan (CH 4 ), doğal gaz gibi")
19 Oksijen gazının saflık derecesi %99,5 tir ve tüplerde depolanır. Tüp basıncı bar arasındadır. Tüplerin hacmi ise litredir. Yanıcı gaz olarak çoğunlukla asetilen gazı kullanılır. Çünkü asetilen diğer gzalara oranla en yüksek alev gücünü verir. Bunun nedeni sadece yüksek ısıl değeri değil, aynı zamanda asetilenin tutuşma hızının da en yüksek olmasıdır. Kalsiyum karbür ile su reaksiyonu sonucu asetilen gazı elde edilir. CaC 2 + 2H 2 O = C 2 H 2 + Ca(OH) 2 + ısı 19

20 Günümüzde asetilen çelik tüplerde depolanmış olarak kullanım yerlerine ulaştırılmaktadır. Asetilen basıncı 2,5 bar ın üzerine çıktığında, patlayarak hidrojen ve karbona ayrıştığından tüplerin iç basıncı 1,5 bar ı aşmaz. 20


21 Oksi-Asetilen Alevi Oksijen basıncı 2,5 bar Asetilen basıncı 0,5 bar ayarlanır. 21

22 rr 22


23 Kaynak Üfleci 23

24 Normal alev 24
25 Oksi-asetilen alevi yanıcı gaz/oksijen oranına göre; Oksitleyici (oksijeni fazla) alev Nötr veya normal alev Redükleyici (asetileni fazla) alev olmak üzere üç gruba ayrılır. 25


26 26
27 27

28 28

29 ELEKTRİK ARK KAYNAĞI Kaynak için gerekli ısının elektrot ile işparçası arasında oluşturulan ark aracıyla sağlandığı ergitme kaynak türüne elektrik ark kaynağı denir. 29


30 30
31 Kaynak Makinaları Doğru akım kaynak makinaları: Kaynak jeneratörleri ve kaynak redresörleri tarafından sağlanır.kaynak jeneratörleri trifaze şebekeye bağlı bir elektrik motoru ve kaynak dinamosundan meydana gelir. Kaynak redresörleri de bir transformatör ve bir de redresörden meydana gelirler. Transformatör şebeke akımını kaynak akımına çevirir; yani gerilimi düşürür, akım şiddetini yükseltir. Redresör ise kaynak akımını doğru akıma çevirir. 31
32 Alternatif akım kaynak makinaları: Bunlar kaynak transformatörleri olarak adlandırılırlar. Kaynak transformatörleri, gerilimi yüksek ve akım şiddeti düşük olan şebeke akımını, gerilimi düşük fakat akım şiddeti yüksek olan kaynak akımına çevirirler. 32
33 ELEKTROTLAR Elektrot örtüsünün görevleri; Arkın tutuşmasını ve sürdürülmesini sağlamak Cüruf ve koruyucu gaz oluşturarak kaynak banyosunu korumak 33
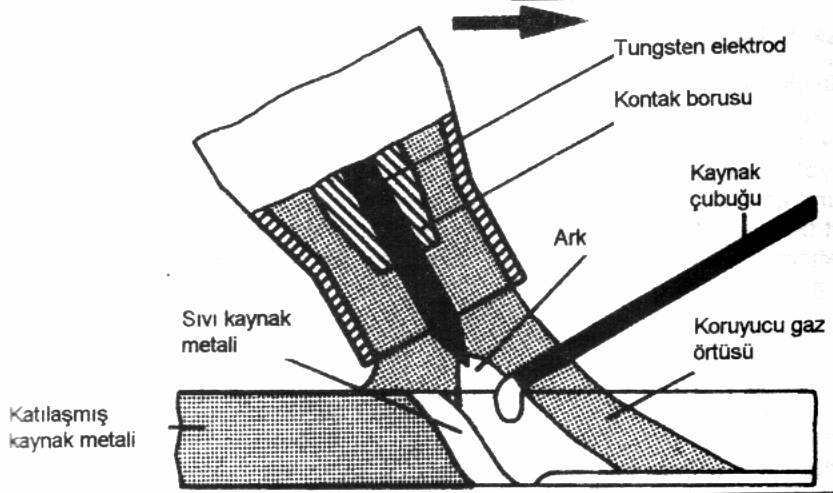
34 GAZALTI ARK KAYNAĞI Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler grubudur. Gazaltı Ark Kaynağı Tungsten Gazaltı Kaynağı MIG/MAG Kaynağı 34

35 Tungsten Inert Gaz (TIG) Kaynağı Tungsten elektrot kullanılır. Ark elektrot ile işparçası arasında oluşturulur ve elektrot ergimez. 35
36 36

37 PLAZMA KAYNAĞI 37
38 TIG kaynağına göre ark, özel bir torç yapısı tarafından sınırlanmış ve büzülmüştür. Arkın sınırlanması, özel torç konstrüksiyonu sayesinde gerçekleşir. Bu mekanik sınırlamaya ek olarak, ark, meme dışından akan soğuk koruyucu gaz tarafından da termik olarak büzülür. Plazma kaynak donanımı, TIG kaynak donanımına benzer. Akım üreteci olarak redresör veya düşen statik karakteristikli dönüştürücü (inverter) kullanılır. 38
39 TIG ve Plazma kaynak yönteminin karşılaştırılması Kaynak 39
40 MIG/MAG Kaynağı MIG / MAG kaynağı, koruyucu gaz kullanılarak yapılan (gazaltı) ark kaynak yöntemleri arasında yer alır. Koruyucu gaz türüne göre; metal inert gaz (MIG) veya metal aktif gaz (MAG) kaynağı olarak ayrılır. MAG kaynağı da kendi içinde ayrıca kullanılan koruyucu gaz türüne göre MAGC (CO2) kaynağı ve MAGM (karışım gaz) kaynağı olarak ikiye ayrılır. 40
41 Bu yöntemde ark, eriyen bir tel elektrod ile iş parçası arasında yanar; koruyucu gaz inert (soy) ve aktif olabilir. Bir tel makarasından gelen tel, torca iletilir. Telin bu dış ucunda akım kontak borusu yer alır. Kontak borusu, gaz memesinin içinde eşeksenli olarak bulunur. Ark ve kaynak bölgesi, gaz memesinden çıkan koruyucu gaz tarafından örtülür. Kaynak 41
42 MIG/MAG Kaynağında Kullanılan Elektrodlar: Alaşımsız ve düşük alaşımlı çeliklerin kaynağında kullanılan teller arasındaki esas fark, içlerindeki Mn ve Si miktarında kaynaklanır. Bu elemanlar, kaynak metalinin deoksidasyonu için gereklidir. Ancak kaynak banyosunun akıcılığını ve dolayısıyla kaynağın özelliklerini de etkilerler. Çapları 0.6 mm den 6 mm ye kadar değişir. Alaşımsız ve düşük alaşımlı çeliklerin kaynağında kullanılan teller bakır kaplıdır. Bakır kaplama genellikle gözeneklidir ve korozyona karşı özel bir koruma sağlamaz. Ancak ilerletme motorunun ruloları arasından geçişini kolaylaştırır ve akım iletimini iyileştirir. Özlü teller boru şeklindeki tellerdir. İçlerinde curuf ve koruyucu gaz oluşturan maddeler bulunur. 42
43 TOZ ALTI ARK KAYNAĞI Toz altı kaynağında, tel veya bant şeklindeki elektrotlar serbest olarak akan toz ile örtülen ark tarafından eritilmektedir. Ark, erimiş toz tarafından oluşturulan cüruf kabarcığı içinde yanmaktadır. 43
44 Bir tel makarasından sağılan tel elektrot,toz yığınının içine girer. Ark, ya esas metale temas yoluyla yada yüksek gerilim darbeleriyle tutuşturulur ve aynı anda hem esas metali, hem ilave teli hem de çevresindeki kaynak tozunu eritir. Eriyen kaynak tozundan oluşan kaynak gazları, basınçları nedeniyle arkın çevresinde bir boşluk oluşturur. Tel bu boşlukta erir ve damlalar halinde kaynak metaline geçer. Tozun eriyen kısmı, ark ilerledikçe kaynak banyosunun hemen arkasında katılaşarak cüruf oluşturur. Erimeyen toz kütlesi,belirli bir mesafe geriden kaynak kafasını takip eden bir emici hortum tarafından emilerek toz haznesine geri doldurulur. 44
45 Toz altı kaynak telleri esas olarak Mn içeriklerine göre guruplandırılır.ancak başka alaşım elemanlarıda içerebilirler. Çapları 1.2 mm den 8 mm ye kadardır. En yaygın kullanılanları 2.5, 3, 4 ve 5mm dir. Toz altı kaynağında özlü teller ve band elektrotlarda kullanılmaktadır.özlü teller genellikle düşük alaşımlı metal tozları içerir. Band elektrotlar ise kaplama amacıyla kullanılır. Dolu band elektrotların en yaygın genişlikleri 10 ila 15mm arasındadır. 45


46 LEHİMLEME 46



47 47
48 aa 48

49 (c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning is a trademark used herein under license. Figure The cooling curve for a hypoeutectic Pb- 30% Sn alloy.
50 50
2003 Brooks/Cole, a division of Thomson Learning, Inc.")
51 Section 10.7 Nonequilibrium Freezing in the Eutectic System Figure Nonequilibrium solidification and microstruture of a Pb- 15% Sn alloy. A nonequilbrium eutectic microconstituent can form if the solidification is too rapid. (c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning is a trademark used herein under license.
52 Dökme Demirler BÖLÜM SONU Döküm - Alaşımları 52
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
Kutay Mertcan AYÇİÇEK. Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı
 Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 - Giriş; kaynağın tanımı, ilkeleri ve tarihsel gelişimi - Kaynak kabiliyeti ve etkileyen faktörler - Kaynak bölgesinin özellikleri ve kaynak performansına olan etkileri - Kaynak yöntemlerinin sınıflandırılması
- Giriş; kaynağın tanımı, ilkeleri ve tarihsel gelişimi - Kaynak kabiliyeti ve etkileyen faktörler - Kaynak bölgesinin özellikleri ve kaynak performansına olan etkileri - Kaynak yöntemlerinin sınıflandırılması
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR
 ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ
 K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
İMAL USULLERİ PROJESİ
 İMAL USULLERİ PROJESİ KAYNAK 1.1 Kaynak Kabiliyeti 1.2 Gaz Kaynağı 1.3 Ark Kaynağının Esasları 1.4 Elektrik Ark Kaynağı 1.5 Gazaltı Ark Kaynağı 1.6 Tozaltı Kaynağı 1.7 Direnç Kaynağı 1.8 Özel Kaynak Yöntemleri
İMAL USULLERİ PROJESİ KAYNAK 1.1 Kaynak Kabiliyeti 1.2 Gaz Kaynağı 1.3 Ark Kaynağının Esasları 1.4 Elektrik Ark Kaynağı 1.5 Gazaltı Ark Kaynağı 1.6 Tozaltı Kaynağı 1.7 Direnç Kaynağı 1.8 Özel Kaynak Yöntemleri
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
KAYNAK BÖLGESİ HESAPLAMALARI HOŞGELDİNİZ
 KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI. 20.10.2015 Dr.Salim ASLANLAR 1
 2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
BÖLÜM I YÜZEY TEKNİKLERİ
 BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
Rutil Elektrodlar. Bazik Elektrodlar. Selülozik Elektrodlar
 Rutil Elektrodlar Bazik Elektrodlar Selülozik Elektrodlar Demir Tozlu Elektrodlar Düşük Alaşımlı Yüksek Dayanımlı Elektrodlar Paslanmaz Çelik Elektrodları Demirdışı Metal Elektrodları Dökme Demir Elektrodları
Rutil Elektrodlar Bazik Elektrodlar Selülozik Elektrodlar Demir Tozlu Elektrodlar Düşük Alaşımlı Yüksek Dayanımlı Elektrodlar Paslanmaz Çelik Elektrodları Demirdışı Metal Elektrodları Dökme Demir Elektrodları
MAK 351 İmal Usulleri
 1 MAK 351 İmal Usulleri Ders Kitabı: Fundamentals of Modern Manufacturing Mikell Groover 4.Edition; SI Version 2010, Wiley&Sons Doç.Dr. Murat VURAL 2 3 İmal Usulleri 4 Birleştirme yöntemleri 5 6 Birleştirmenin
1 MAK 351 İmal Usulleri Ders Kitabı: Fundamentals of Modern Manufacturing Mikell Groover 4.Edition; SI Version 2010, Wiley&Sons Doç.Dr. Murat VURAL 2 3 İmal Usulleri 4 Birleştirme yöntemleri 5 6 Birleştirmenin
KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ. Kaynak Yöntemlerinin İki Temel Kategorisi. Ark Kaynağı (Arc Welding=AW) Elektrik Arkı Nedir?
 Elektrik Arkı Nedir?") KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz Kaynağı 4. Diğer Eritme Kaynak Yöntemleri 5. Katı Hal Kaynağı 6.
KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz Kaynağı 4. Diğer Eritme Kaynak Yöntemleri 5. Katı Hal Kaynağı 6.
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrodları ve Kaynak Telleri 19 KASIM 2016
 TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrodları ve Kaynak Telleri ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI EURO KOB/01 DÖKME DEMİR ELEKTRODLARI EURO ALÜMİNYUM
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrodları ve Kaynak Telleri ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI EURO KOB/01 DÖKME DEMİR ELEKTRODLARI EURO ALÜMİNYUM
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
GEV. Gedik Eğitim Vakfı. Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü. Yayın No: 3 GAZALTI ARK KAYNAĞI (TIG MIG MAG)
") I GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü Yayın No: 3 GAZALTI ARK KAYNAĞI (TIG MIG MAG) Prof. Dr. Selâhaddin ANIK Doc. Dr. Murat Vural II ÖNSÖZ Günümüzde kaynak
I GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü Yayın No: 3 GAZALTI ARK KAYNAĞI (TIG MIG MAG) Prof. Dr. Selâhaddin ANIK Doc. Dr. Murat Vural II ÖNSÖZ Günümüzde kaynak
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
GAZALTI VE TOZALTI YÖNTEMLERİ İLE DOLGU KAYNAĞI
 GAZALTI VE TOZALTI YÖNTEMLERİ İLE DOLGU KAYNAĞI 1. Giriş Dolgu kaynağı uygulaması, parçaların değişik amaçlarla yüzeylerinin aynı veya farklı ilave malzemelerle kaplanması olarak tanımlanabilir. Bu işleme,
GAZALTI VE TOZALTI YÖNTEMLERİ İLE DOLGU KAYNAĞI 1. Giriş Dolgu kaynağı uygulaması, parçaların değişik amaçlarla yüzeylerinin aynı veya farklı ilave malzemelerle kaplanması olarak tanımlanabilir. Bu işleme,
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
PERSONEL BELGELENDİRME HİZMET LİSTESİ
 PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrod ve Telleri 13 ŞUBAT 2014
 TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrod ve Telleri 13 ŞUBAT 2014 ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI DÖKME DEMİR ELEKTRODLARI ALÜMİNYUM ELEKTRODLAR
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrod ve Telleri 13 ŞUBAT 2014 ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI DÖKME DEMİR ELEKTRODLARI ALÜMİNYUM ELEKTRODLAR
www.muhendisiz.net 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ
 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
Soru 3) Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?
 Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?") Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
BÖLÜM 9 - DİFÜZYON. Difüzyon nasıl oluşur? Neden önemlidir? Difüzyon hızı nasıl tahmin edilebilir?
 BÖLÜM 9 - DİFÜZYON Difüzyon nasıl oluşur? Neden önemlidir? Difüzyon hızı nasıl tahmin edilebilir? Difüzyon malzemenin yapısına ve sıcaklığa göre nasıl değişir Malzemelerde üretim ve uygulama sırasında
BÖLÜM 9 - DİFÜZYON Difüzyon nasıl oluşur? Neden önemlidir? Difüzyon hızı nasıl tahmin edilebilir? Difüzyon malzemenin yapısına ve sıcaklığa göre nasıl değişir Malzemelerde üretim ve uygulama sırasında
Boya eklenmesi Kısmen karışma Homojenleşme
 DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ Kaynak Elektrodları ve Kaynak Telleri 25 NİSAN 2018
 TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ Kaynak Elektrodları ve Kaynak Telleri ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI EURO KOB/01 DÖKME DEMİR ELEKTRODLARI EURO ALÜMİNYUM ELEKTRODLAR
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ Kaynak Elektrodları ve Kaynak Telleri ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI EURO KOB/01 DÖKME DEMİR ELEKTRODLARI EURO ALÜMİNYUM ELEKTRODLAR
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
GAZALTI KAYNAK TEKNİĞİ
 KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Demir Esaslı Malzemelerin İsimlendirilmesi
 Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
ALUMİNYUM ALA IMLARI
 ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT
 1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
SINAV VE BELGE ÖLÇÜTLERİ. Sayfa 1 / 7 F / / 02
 1. Ağır Vasıta Tecrübe Sürücüsü 11UY0004-5 5 Teorik Soru Dağılımı A1-A4 B1-B4 A1-A4 B1-B4 B1-B2-B3-B4 2. Makine Bakımcı 10UY0002-5 5 A1:1-10 A2:11-20 B1:21-30 B2:31-50 B3:51-60 B4:61-70 A1: 60 / A2: 60
1. Ağır Vasıta Tecrübe Sürücüsü 11UY0004-5 5 Teorik Soru Dağılımı A1-A4 B1-B4 A1-A4 B1-B4 B1-B2-B3-B4 2. Makine Bakımcı 10UY0002-5 5 A1:1-10 A2:11-20 B1:21-30 B2:31-50 B3:51-60 B4:61-70 A1: 60 / A2: 60