ELEKTRİK DİRENÇ NOKTA KAYNAĞI Prof.Dr.Ing.Salim ASLANLAR 1
|
|
|
- Nazar Aydoğdu
- 7 yıl önce
- İzleme sayısı:
Transkript

1 ELEKTRİK DİRENÇ NOKTA KAYNAĞI Prof.Dr.Ing.Salim ASLANLAR 1
2 Direnç nokta kaynağı prensibi Elektrik direnç nokta kaynağının prensibi, elektrotlar arasında basınç altında bir arada tutulan iş parçalarından geçen elektrik akımına karşı, iş parçalarının gösterdiği direnç nedeniyle meydana gelen ısı ile yapılan kaynak yöntemidir. Kaynak edilecek parçaların temas yüzeyi, kısa bir süre tatbik edilen düşük gerilim ve yüksek akım ile ısıtılarak erimiş haldeki kaynak çekirdeğine dönüştürülür. Elektrik akımı kesilince, erimiş metal hızla soğur ve katılaşır. Bu sırada elektrotlar, kaynak edilen parçaları sıkı bir şekilde tutmaya devam ederler daha sonra geri çekilerek parçayı serbest bırakırlar Prof.Dr.Ing.Salim ASLANLAR 2
3 Kaynak işlemi genellikle 1 sn den daha kısa bir sürede tamamlanır. Elde edilen kaynağın şekli ve boyutu öncelikle elektrot ucunun boyutu ve çevresi ile belirlenir. Şekil de görüldüğü gibi kaynak çekirdeği iki parçanın temas yüzeylerinde meydana gelir ve dış yüzeylere kadar yayılmaz Kesit alınırsa, uygun bir şekilde yapılmış kaynağın çekirdeğinin oval şekilde olduğu görülür. Üstten görünüşü ise elektrot yüzeyinin şeklinde ve yaklaşık aynı boyuttadır Prof.Dr.Ing.Salim ASLANLAR 3
4 Kaynak noktaları, parçaların elektrot kuvveti ile çarpılması sonucu kaynak noktasından metalin kıvılcım halinde fırlamasını önlemek için kenarlarından yeteri kadar uzakta olmalıdır. Diğer yandan, paralel akım devrelerinin meydana gelmesini önlemek veya makul bir seviyede tutabilmek için, birbirini takip eden kaynak noktaları ve hatları arasındaki mesafe yeteri kadar büyük olmalıdır Prof.Dr.Ing.Salim ASLANLAR 4

5 Prof.Dr.Ing.Salim ASLANLAR 5
6 Elektrik direnç nokta kaynağının prensibi Prof.Dr.Ing.Salim ASLANLAR 6

7 Elektrik direnç nokta kaynağı makinesi Prof.Dr.Ing.Salim ASLANLAR 7
8 Kaynak için gerekli akım, yüksek gerilim ve düşük akım şiddetindeki şebeke elektrik akımını, düşük gerilim ve yüksek akım şiddetinde kaynak akımına çeviren kaynak makinesinden sağlanır. Gerekli basınç veya elektrot kuvveti, hidrolik, pnömatik veya mekanik donanımlarla gerçekleştirilir Prof.Dr.Ing.Salim ASLANLAR 8

9 Prof.Dr.Ing.Salim ASLANLAR 9
10 Prof.Dr.Ing.Salim ASLANLAR 10
11 Elektrik direnç nokta kaynağı makinesinin şematik görünüşü (1) Şebeke bağlantısı (4) Sekonder devre akım iletimi ve elektrotlar (2) Akım ayarlayıcı (5) Kuvvet iletim sistemi (3) Transformatör (6) Prozess - Kontrol Cihazı Prof.Dr.Ing.Salim ASLANLAR 11
12 I akımı, R ohmik direncinden t süresince geçtiğinde, Joule kanununa bağlı olarak J birim ısı açığa çıkar. Q= I 2 R t Prof.Dr.Ing.Salim ASLANLAR 12
13 Elektrik direnç nokta kaynağında meydana gelen Dirençler Burada, R = R1 + R2 + R3 + R4 + R5 + R6 + R7 dır, yani Sekonder devredeki toplam dirençtir. Bu dirençler Malzeme dirençleri: R6, R7elektrotların direnci R2, R4iş parçalarının dirençleri Temas dirençleri : R1, R5elektrot - malzeme temas direnci R3 malzeme - malzeme temas direnci Prof.Dr.Ing.Salim ASLANLAR 13

14 Prof.Dr.Ing.Salim ASLANLAR 14
15 Prof.Dr.Ing.Salim ASLANLAR 15
16 Malzeme direnci, malzemenin fiziksel özelliklerinden kaynaklanır ve değişken değildir. Temas dirençleri ise, malzemenin ve elektrotların uç durumlarına bağlı olarak değişir. S: et kalınlığı κ:elektrik iletkenliği α:ısı katsayısı ΔT:ısı farkı Prof.Dr.Ing.Salim ASLANLAR 16
17 Kaynak sırasında R3, en büyük ısının gerçekleşeceği direnç olarak seçilir. Diğer dirençlerdeki ısınmaların mümkün olduğunca küçük olması gerekir. Bu ise, I kaynak akımının, t kaynak süresinin ve F elektrot kuvvetinin seçimiyle sağlanır. Temas dirençleri bağlantının kalitesine etki ederler Prof.Dr.Ing.Salim ASLANLAR 17
18 R 1 ve R5 temas bölgelerindeki ısınma, mümkün olduğunca düşük tutulur. Bu ise, iyi ısı ileten elektrot ve malzeme yüzeyleriyle sağlanır. Yüzeylerdeki pas, yağ ve boya gibi iyi ısı iletmeyen tabakaların olmaması gerekir. Temas dirençleri, farklı büyüklükte ısı miktarlarına ve bağlantı dayanım özelliklerinin farklılaşmasına yol açar Prof.Dr.Ing.Salim ASLANLAR 18
19 Kaynak Çevrimi Kaynak çevrimi 4 ana zaman diliminden oluşur. Bunlar; Yaklaşma ve sıkma zamanı(a-b) Kaynak zamanı(c) Tutma zamanı(d) Ayrılma zamanı(e) Prof.Dr.Ing.Salim ASLANLAR 19


20 Yaklaşma ve sıkma zamanı İşlemin başlatılması ile kaynak akımının tatbikatını arasında geçen zamandır. Yaklaşma zamanı, elektrotların birbirine yaklaşıp iki sacı sıkmasıdır. Bu zaman süresince basıncı sağlayan silindirin selenoid vanası açılır, üst kol aşağı inerek kaynak edilecek parçalar ile temasa gelir ve elektrot kuvveti teşekkül eder Prof.Dr.Ing.Salim ASLANLAR 20
21 Kaynak zamanı Devreden akımın, birleştirilen saçlardan düşük gerilimde yüksek akım şiddetinde akımın geçtiği süredir Prof.Dr.Ing.Salim ASLANLAR 21
22 Tutma zamanı Kaynak akımı kesildikten sonra, kaynak çekirdeğinin katılaşması için elektrot kuvvetinin parçalar üzerinde tutulduğu süredir. Elektrotlar içinde su sirkülâsyonu vasıtasıyla kaynak noktasının soğutulması eğer bu sürenin başlangıcında sıkma basıncı arttırılırsa bu etap tutma zamanı olarak da adlandırılır Prof.Dr.Ing.Salim ASLANLAR 22
23 Ayrılma zamanı Tutma zamanının sonu ile bir sonraki çevrimin yaklaşma zamanının başlangıcı arasındaki kısa bir süre olup, parçaların diğer bir nokta kaynağı için hareket ettirildiği süredir. Otomatik çevrimde ayrılma zamanı elektrotların geri çekilmesi ve parçanın alınması veya yeniden pozisyonlanması için gerekli zamandır. Kesikli çevrimde ise bu sure kontrol cihazı tarafından tayin edilmez, süresi operatörün yeni çevrimi başlatmak için geçirdiği süreye eşittir Prof.Dr.Ing.Salim ASLANLAR 23
24 Elektrik direnç Nokta Kaynağında Kaynak Çevrimi Bütün bu zaman dilimlerinin süreleri Periyot ile ifade edilir. Frekansı 50 Hz olan bir sistemde bir perıyod 1/50 saniyeye tekabül eder Prof.Dr.Ing.Salim ASLANLAR 24

25 Prof.Dr.Ing.Salim ASLANLAR 25

26 Prof.Dr.Ing.Salim ASLANLAR 26
27 Prof.Dr.Ing.Salim ASLANLAR 27
28 Direnç kaynağında meydana gelen ısı Direnç nokta kaynağı makinelerinin Sekonder devreleri, kaynak edilecek parçalar dahil, bir seri dirençten meydana gelmiş. Bu dirençlerin toplamı elektrik akım şiddetini tayin eder. Elektrik akımı (amper olarak) devrenin her noktasında, o noktanın direncinden bağımsız olarak aynıdır. Bununla beraber herhangi bir noktada meydana gelen ısı, direk olarak o noktadaki direnç ile orantılıdır. Sekonder devreyi meydana getiren elektriksel sistem, istenilen noktada ısı meydana getirecek ve sistemin geri kalan elemanlarının relatif olarak soğuk kalmasını sağlayacak şekilde incelenmelidir Prof.Dr.Ing.Salim ASLANLAR 28
29 Dönüştürülen bu ısının tümü, kaynak noktasında oluşturulan dikişte harcanmaktadır. Elektrotların aşırı ısınmaya karşı, hava ya da su ile soğutulması, özellikle uzun zaman aralıklarında yapılan kaynak işlemlerinde ısınan parça boyunca yayılması, tükenen bu ısının bileşenleri olarak sayılabilmektedir. Oluşturulan kaynak noktalarının büyüklüğü, verilen ve kaçan ısı miktarlarının sabit olması durumlarında bile eşit olmayabilmektedir Prof.Dr.Ing.Salim ASLANLAR 29
30 Kaynak bölgesinde ısı oluşumu Kaynak bölgesinde kaynak işlemi için gerekli ısı miktarı, sadece I, R ve t nin Joule etkisine bağlı olmayıp, aynı zamanda malzemenin kaynağa uygunluk şartına da bağlıdır. Verilen kaynak akımı ve bu akımın uygulanma süresinde oluşan ısı miktarı, Prof.Dr.Ing.Salim ASLANLAR 30

31 Prof.Dr.Ing.Salim ASLANLAR 31
![Energiebilanz am Schweißpunkt nach [4]](/docs-images/63/49336393/images/32-0.jpg "01.03.2016 Prof.Dr.Ing.")
32 Energiebilanz am Schweißpunkt nach [4] Prof.Dr.Ing.Salim ASLANLAR 32
33 Malzemelerin ve elektrotların ısı iletim kabiliyetleri Temas noktalarının, yani elektrot ve malzemelerin pürüzlülük ve temizlik gibi yüzey şartları. şartlarına bağlıdır Prof.Dr.Ing.Salim ASLANLAR 33
34 Nokta Kaynağında ısı üretimi, bir bilânço esasına göre oluşup tüketildiğinden, Q Q 1 + Q 2 = Q 3 + Q 4 şeklinde yazılabilir. Q 1 : Kaynak sırasında oluşan, Q 2 : Elektrotlarda oluşup noktaya iletilen, Q 3 : Kaynak noktasının oluşumunda kullanılan, Q 4 : Isı iletimi ile parça içine ve çevreye dağılan ısı miktarları olarak Prof.Dr.Ing.Salim ASLANLAR 34
35 Kaynak noktasında ve elektrotlarda oluşan ısının toplamı: Q 1 + Q 2 = 0,24. I k 2. R top. t k (cal ) şeklinde ifade edilir Prof.Dr.Ing.Salim ASLANLAR 35
36 noktanın oluşumunda kullanılan ısı ise, Q 3 = 0,24 C 1. G.T + C 2. G ( cal ) Burada: G ( g ) Kaynak çekirdeğinin kütlesi T ( K ) Malzemenin ergime sıcaklığı C 1 ( J/g K ) Malzemenin özgül ısısı ( cal / g ) Malzemenin özgül ergime ısısı C Prof.Dr.Ing.Salim ASLANLAR 36
37 Kaynak çekirdeğinin kütlesi ise, G =. 4/3.. ( d n /2) 2. ( h n / 2 ) olarak ifade edilir. Burada: ( g/cm 3 ) Malzemenin özgül ağırlığı h n ( mm ) Çekirdek boy çapı d n ( mm ) Çekirdek en çapı Prof.Dr.Ing.Salim ASLANLAR 37
38 parça içine dağılan ısı. şeklinde ifade edilir. Q 4 = 0,24 T. L t. t k ( cal ) Burada: L t ( m ) Deney parçasının toplam uzunluğu t k (perıyod) Kaynak süresi T ( K ) Malzemenin ergime sıcaklığı Prof.Dr.Ing.Salim ASLANLAR 38
39 Kaynak bağlantısının oluşturulmasındaki önemli şart üretilen ısının, birim zamanda iletilen ısıdan büyük olması yani ısının yığılabilmesidir. Büyük soğuma hızları, yüksek ısı iletim kabiliyetine bağlı olup, malzemelerde, sertleşmeye ve böylece çatlak eğilimine neden olur. Su ile soğutulan elektrotlardaki yüksek ısı iletim kabiliyeti istenen bir özeliktir ve elektrot ile malzeme arasındaki temas sıcaklığını düşük tutar. Böylece elektrot ve malzeme arasındaki alaşımlaşma en düşük seviyede tutulur Prof.Dr.Ing.Salim ASLANLAR 39
40 Isı kaybı Kaynak işleminde ısı kaybı iki şekilde etüt edilmelidir Akımın uygulama zamanı sırasındaki ısı kaybı, Akımın kesilmesinden sonraki ısı kaybı Prof.Dr.Ing.Salim ASLANLAR 40
41 Elektrik direnç nokta kaynağı elektriksel direnç dağılımı ve sıcaklık dağılımı Prof.Dr.Ing.Salim ASLANLAR 41
42 Prof.Dr.Ing.Salim ASLANLAR 42

43 Prof.Dr.Ing.Salim ASLANLAR 43
44 Workpiece Electrode Temperature Distribution Temperature distribution at various location during welding. At the end of welding time After 20% welding time Temperature
45 Akımın uygulama zamanı sırasındaki ısı kaybı Birinci safhadaki ısı kaybının derecesi, aşağıdaki faktörlere bağlıdır: Metalin bileşimi Parçaların kütlesi Kaynak süresi Dış soğutma vasıtası Prof.Dr.Ing.Salim ASLANLAR 45
46 Isı kaybı Verilen bir akım şiddeti için, üretilen ısı, elektrik iletkenliği ile ters orantılıdır. Isıl iletkenlik, bu ısının kaynak bölgesinden kayıp veya iletilme hızını belirler. Bu iki faktör, metallerde aynı yönde paralel gider. Eğer elektrotlar, akım kesildikten sonra iş parçası ile temas halinde kalır ise,elektrot malzemesinin yüksek ısı iletim kabiliyeti sebebiyle, kaynak bölgesi hızla soğur. Elektrotların etkili bir biçimde su ile soğutulması ısı kaybını hızlandırır Prof.Dr.Ing.Salim ASLANLAR 46
47 Isı kaybı Kaynak bölgesinden, iş parçalarına doğru soğuma hızı, uzun kaynak zamanı kullanarak azaltılabilir. Soğutma hızı, uzun kaynak zamanının kullanıldığı kalın levhalarda düşük, kısa kaynak zamanını kullanıldığı ince levhalarda büyüktür. Elektrotlar kaynak yerinden derhal kaldırılacak olursa, ısı kaynak bölgesini saran metale ve atmosfere geçeceğinden imkan verecek kadar yerinde tutmak uygun olur Prof.Dr.Ing.Salim ASLANLAR 47
48 Kaynak Noktasında Oluşan Elektriksel Direnç Kaynak bölgesindeki direnci, birleştirilen malzemelerin dirençleri ile kontak noktalarının toplam dirençleri oluşturmaktır Prof.Dr.Ing.Salim ASLANLAR 48
49 Malzemelerin dirençlerini, Malzemelerin kaynak edilen bölgelerinin, imal ve hazırlanmasından gelen fiziksel özellikler Kaynak devresindeki akımın çeşidi ve büyüklüğü Akım devresindeki sıcaklık, belirlenmektedir Prof.Dr.Ing.Salim ASLANLAR 49
50 Kontak noktalarının dirençleri ise, Üst elektrod parça Parça - parça Parça - alt elektrod temas noktalarındadır Prof.Dr.Ing.Salim ASLANLAR 50
51 Kontak noktalarının dirençleri Uygulamada elektrotları kendi dirençleri genellikle ihmal edilebilecek boyutlarda bulunmaktadır.karşılaştırma açısından, saf metaller alaşımlardan daha kararlı yüksek dayanım gösterirlerse de, alaşım elemanlarının bileşiminde yükselmesi ile özgül dirençleri de saf durumlarına kıyasla daha yüksek değerlere ulaşmaktadır Prof.Dr.Ing.Salim ASLANLAR 51
52 Karşılaştırma açısından, saf metaller alaşımlardan daha kararlı yüksek dayanım gösterirlerse de, alaşım elemanlarının bileşimde yükselmesi ile özgül dirençleri de saf durumlarına kıyasla daha yüksek değerlere ulaşmaktadır. Saf demirde C-yüzdesinin artımına bağlı olarak, özgül direncinin değişimi Şekil.5. de görülmektedir. Bileşimde bulunan Si ve diğer elemanlar nedeni ile de özgül direncin daha da büyüyeceğinin dikkate alınması gerekmektedir Prof.Dr.Ing.Salim ASLANLAR 52
53 . mm2 / m C [ % ] Çelikte bileşimde bulunan C- yüzdesi özgül direnç ilişkisi Prof.Dr.Ing.Salim ASLANLAR 53
54 Kontak noktalarının dirençleri Su verilmiş ve soğuk şekillendirilmiş teknik metallerde, genellikle Elektriksel direnç yükselmektedir. Bu tür işlemler uygulanmış Metallerin, bilinen ısıl işlemlerle başlangıç özelliklerine dönüştürülmesine, çoğu kez, ihtiyaç duyulabilmektedir Prof.Dr.Ing.Salim ASLANLAR 54
55 Bir elektrik iletkenin direnci ; R=(.l )/A =malzemenin özgül direnci (.mm 2 /m ) l =ileticinin uzunluğu ( m ) A=ileticinin kesiti ( mm 2 ) Prof.Dr.Ing.Salim ASLANLAR 55
56 Bu ifadenin nokta kaynağında akım geçen kesite göre yazılışı. şeklinde olur. R=(.2.s)/(. d 2.250) 2s=akım yolunun uzunluğu (mm ) s =parça kalınlığı (mm ) d =Akım geçen kesitin çapı (mm ) Prof.Dr.Ing.Salim ASLANLAR 56
57 Bu örnekte akım geçen kesit ile elektrod temas yüzeyi birbirine eşittir. İşlemlerde, eş değerde nokta dayanımlarının elde edilmesi amaçlandığından, elektrod temas yüzeylerinin çapları önemsiz boyutlarda değiştirilebilmektedir Prof.Dr.Ing.Salim ASLANLAR 57
58 Sıcaklığın büyümesi ile metalsel malzemelerin özgül dirençleri büyümektedir. Bu özellik kaynak devresindeki metalsel malzemeye, direncinin büyümesi seklinde yansımaktadır. Şekil.6. da saf demire ait, oda sıcaklığı ile 950 o C arasındaki özgül direnç değişimi verilmektedir Prof.Dr.Ing.Salim ASLANLAR 58
59 1.6. mm2 / m C Saf demirde sıcaklığa bağlı olarak özgül direncin değişimi Prof.Dr.Ing.Salim ASLANLAR 59
60 Sıcaklığın büyümesi ile metalsel malzemelerin özgül dirençleri büyümektedir. Bu özellik kaynak devresindeki metalsel malzemeye, direncinin büyümesi şeklinde yansımaktadır. Özgül direncin sıcaklığa bağlı olarak değişimini, aşağıda verilen ifadeden de hesaplamak mümkündür ; Prof.Dr.Ing.Salim ASLANLAR 60
61 Özgül direncin sıcaklığa bağlı olarak değişimini, aşağıda verilen ifadeden de hesaplamak mümkündür ; t = o [ 1 + ( t-20 ) ] t = t C de özgül direnç (. mm 2 / m ) o = oda sıcaklığında özgül direnç (.mm 2 / m ) = sıcaklık katsayısı (1 / C) Prof.Dr.Ing.Salim ASLANLAR 61
62 Bazı metalsel malzemelerin oda sıcaklığında, özgül dirençleri ve sıcaklık katsayıları (. mm 2. m -1 ) ( o C -1 ) x Prof.Dr.Ing.Salim ASLANLAR 62
63 Sıcaklık artımı ile malzemelerin özgül dirençleri 2 8 kat arasında değiştiği görülmektedir. İki metal yüzeyi basınç altında tutulduğunda, temas sınırları içinde birçok değme noktalarının bulunduğu gözlenmektedir Prof.Dr.Ing.Salim ASLANLAR 63
64 İki metal yüzeyi basınç altında tutulduğunda, temas sınırları içinde birçok değme noktalarının bulunduğu gözlenmektedir. Değme noktalarındaki değişim, değme yüklerinin etkisi altında bulunmaktadır. Şekil değiştirme süreci içinde sürekli yeni temas noktaları oluşmakta, bu aşmada ya plastik değiştirmeler meydana gelmekte veya elastiklik sınırları arasında bulunmaktadır Prof.Dr.Ing.Salim ASLANLAR 64
65 Uygulamada ideal düzlemlerin oluşturulması imkan dışı olduğunda, gerçek toplam kontak yüzeyi A 0, temas yüzeyi olarak bilinen A dan daha küçüktür. Bu kontak yüzeyleri farklı geometri şekil ve boyutlarda kuralsız olarak yüzeyde dağılmış durumdadırlar Prof.Dr.Ing.Salim ASLANLAR 65
66 Burada yük taşıyan yüzeyler, farklı geometrik biçim ve şekil değiştirme oranlarına sahip olduklarından, kısmi veya tam bir örtü tabakası ile de kaplı olmaları ihtimalinden, birbirleri için tam bir elektriksel akış alanı olması özelliğini taşımamaktadır. Akım geçen her bir yüzey a ve kontak yüzeyleri toplamlarında A 0 ile tanımlanmaktadır Prof.Dr.Ing.Salim ASLANLAR 66
67 a A Ao Elektrot Temas Yüzeyleri A: görülen temas yüzeyi Ao: gerçek temas yüzeyi a: başlangıç akım geçiş yüzeyleri Prof.Dr.Ing.Salim ASLANLAR 67
68 Kontak direncinin incelenmesinde, Dış zarf direnci ( Rh ) Akım geçen boğaz direnci (Re ) var oluşu dikkate alınarak, toplam kontak direnci ; olarak yazılabilmektedir. Rk= Rh + Re Prof.Dr.Ing.Salim ASLANLAR 68
69 Dış zarf direncinin nedeni temas yüzeyinden oluşmuş oksit, yağ filmi veya benzeri yabancı tabakalardır. Bu yüzeysel yabancı elemanlar, belirli bir kalınlığın altında bulunması durumunda, metalsel bir tabaka rolü oynarlar. Dış zarf direnci görülen temas yüzeyinin ( A ) durum ve büyüklüğüne bağlı olmayıp, gerçek kontak noktalarının büyüklüklerinin etkisi altındadır. Verilen örnekte ele alınan A yüzeyi içinde birkaç noktadan akım geçebilmektedir. Akım yolunun büzülmesinden doğan bu direnç, R e boğaz direnci olarak tanımlanmaktadır Prof.Dr.Ing.Salim ASLANLAR 69
 01.03.2016 Prof.Dr.Ing.")
70 Stromdichte und Temperaturverteilung zu Beginn des Stromflusses beim Widerstandspunktschweißen (nach DVS ) Prof.Dr.Ing.Salim ASLANLAR 70
 01.03.2016 Prof.Dr.Ing.")
71 Stromdichte und Temperaturverteilung am Ende des Stromflusses beim Widerstandspunktschweißen (nach DVS ) Prof.Dr.Ing.Salim ASLANLAR 71
72 ELEKTROTLAR Prof.Dr.Ing.Salim ASLANLAR 72
73 Elektrik direnç nokta kaynağı elektrotları Elektrik direnç nokta kaynağında kullanılan elektrotların değiştirilme imkanı vardır Prof.Dr.Ing.Salim ASLANLAR 73
74 Elektrik direnç nokta kaynağı elektrotlarından şu koşulları yerine getirmesi istenir; Yüksek sıcaklıkta sertlik, Malzeme ile düşük alaşımlaşma eğilimi, İyi elektrik ve ısı iletim kabiliyeti, Yüksek dayanım, Elektrot uçlarının emniyetli soğutulması Prof.Dr.Ing.Salim ASLANLAR 74
75 Düşük dayanım nedeniyle saf bakır çok nadir kullanılmaktadır. Bakır krom, gümüş, berilyum, molibden ve diğer metaller ile alaşımlandırılmaktadır. Bu tür bir alaşımlandırma, yüksek sıcaklıklarda büyük dayanımlar sağlar. Elektrot şekil ve ölçüleri, ısı iletimini, akım yoğunluğunu, temas direncini ve kaynak çekirdeğini belirlemektedir Prof.Dr.Ing.Salim ASLANLAR 75
76 Düz uçlu elektrot, düz yüzeylerin kaynağında kullanılmaktadır. İnce oksit tabakalarının parçalanması ve ilk temasta büyük akım yoğunluklarının eldesinin gerektiği durumlarda ise küresel uçlu elektrotlar kullanılmaktadır. Amerikan standartlarına göre elektrot malzemeleri iki ana gruba ayrılmıştır Prof.Dr.Ing.Salim ASLANLAR 76
77 Amerikan standartlarına göre elektrot malzemeleri iki ana gruba ayrılmıştır. A grubu bakır alaşımları B grubu refrakter metal bileşimleri Prof.Dr.Ing.Salim ASLANLAR 77
78 A-grubu:bakır esaslı alaşımlar Bunlar üç sınıfa ayrılmışlardır: Malzeme sınıfı 1: nominal bileşimi %1 kadmiyum ve %99 bakır olan bir alaşımdır. Bu malzeme yüksek mukavemete ve sertliğe ve aynı zamanda yüksek ısı ve elektrik iletkenliğine sahiptir. Bu malzeme ısıl işleme tabi tutulamaz. Sertleştirme ve dayanıklılık kazandırma soğuk haddeleme işlemi ile elde edilir ve bu işlem malzemenin yüksek ısı ve elektrik iletkenliğini etkilemez. Bu alaşım, çubuk veya kütük şeklinde çekile bilir, yassı çubuk veya levha haline getirile bilir, dövüle bilir Prof.Dr.Ing.Salim ASLANLAR 78
79 A-grubu:bakır esaslı alaşımlar Malzeme sınıfı 2: bu sınıfın nominal bileşimi %0.8 krom ve geri kalanı bakır olan alaşım meydana getirir. bu malzeme 1. Sınıfa nazaran daha yüksek mekanik özelliklere fakat daha düşük ısı ve elektrik iletkenliğine sahiptir. Malzeme sınıfı2, çok geniş bir sahaya hitab eden genel maksatlı elektrotların yapımında kullanılır. Bu malzeme çubuk veya kütük şeklinde çekilebilir, yassı çubuk veya levha haline getirilebilir, dövüle bilir veya döküle bilir Prof.Dr.Ing.Salim ASLANLAR 79
80 A-grubu:bakır esaslı alaşımlar Malzeme sınıfı 3: nominal birleşimi %0.5 berilyum, %1 nikel, %1 kobalt ve geri kalanı bakır olan alaşımdır. Sertleştirile bilir bir malzemedir. Sınıf 1 ve 2 ye nazaran daha yüksek mekanik özellikleri fakat daha düşük ısı ve elektrik iletkenliğine sahiptir. Bu malzeme çubuk veya kütük şeklinde çekile bilir, yassı çubuk haline getirile bilir ve dövüle bilir Prof.Dr.Ing.Salim ASLANLAR 80
81 B-grubu: refrakter metal bileşimleri Refrakter-metal : Tungsten, tantal, molibden gibi erime noktası yüksek metaller refraktör metal olarak adlandırılırlar. Çeliklerin nokta kaynağında kullanılan refraktör metal (RWMA grup B) bileşimlerinin minimum özellikleri aşağıdaki tabloda verilmiştir. Bu grup 10, 11, 12, 13, ve 14 olmak üzere beş sınıfa ayrılır. Bu elektrod malzemeleri yüksek ısı, uzun kaynak zamanı, kifayetsiz soğutma veya yüksek elektrod kuvveti gibi nedenlerin bakır esaslı elektrotların kısa zamanda bozulmasına sebep olduğu durumlarda kullanılırlar Prof.Dr.Ing.Salim ASLANLAR 81
82 MALZEME SINIF 10 : Bu malzeme yüksek erime noktasına sahip bakırtungsten alaşımıdır. MALZEME SINIF 11: Hacim olarak %42 bakır ve %58 tungsten ihtiva eden refrakter metal olup yüksek sertliğe fakat sınıf 10a göre daha düşük elektrik iletkenliğine sahiptir Prof.Dr.Ing.Salim ASLANLAR 82
83 MALZEME SINIF 12: Bakır-Tungsten refrakter metal olup sınıf 11 e nazaran daha yüksek sertliğe ve daha düşük elektrik iletkenliğine sahiptir. MALZEM SINIF 13-14: Sırası ile alaşımsız tungsten ve molibdenden meydana gelmişlerdir. Genellikle bakır alaşımlarının düşük karbonlu çelikler ile kaynağında kullanılır Prof.Dr.Ing.Salim ASLANLAR 83
84 ÖZEL ALAŞIMLAR Bunlar bakır-zirkonyum ve bakır-kadmiyum-zirkonyum gibi alaşımlar olup, özellikleri sınıf 1 ve sınıf 2 malzemelerininkine benzer. Çinko, alüminyum, kalay,kalay-kurşun alaşımı ve kadmiyum ile kaplanmış çeliklerin kaynağı için uygun elektrod malzemesidirler Prof.Dr.Ing.Salim ASLANLAR 84
85 ELEKTROT BAKIMI Elektrot uçlarının şekli, boyutları ve yüzey şartları kaynak kalitesi açısından çok önemlidir. Elektrotların uçları, mekanik aşınmaya ve deformasyonlara maruz kalırlar. Elektrot uçlarının bozulma hızı elektrodun malzemesine, şekline, kaynak sıcaklığına, ısınma ve soğuma hızlarına ve kaynak kuvvetine bağlı olarak değişir Prof.Dr.Ing.Salim ASLANLAR 85
86 ELEKTROT BAKIMI Kaynak edilen parçalın malzemesi ile elektrot malzemesi arasında alaşım teşekkülü, elektrot ucunun bozulma hızını çok arttırır. Zayıf ve tutmamış kaynak noktaları, gayri muntazam şekilli kaynak noktaları, girintili kaynak noktaları, yanma ve metalin renk değiştirmesi ve elektrodu kaynak edilen parçalar üzerine çökmesi hatalara meydan vermemek için elektrot uçlarını durumlarına sürekli olarak dikkat etmek lazımdır ve gerektiğinde değiştirilmelidir Prof.Dr.Ing.Salim ASLANLAR 86
87 ELEKTROT ETÜDÜ Elektrod etüdü yapılırken elektrodun dört yapısal özelliğini göz önünde bulundurmak gerekir. 1-Elektrot ucu 2-Elektrod gövdesi 3-Elektrod taşıyıcıya bağlantı şekli 4-Soğutma durumu Prof.Dr.Ing.Salim ASLANLAR 87
88 Elektrod ucu: kaynak edilecek metaller ile bunların erime noktalarının altında veya üzerindeki sıcaklıklarda temas halindedir. İmalat sırsında elektrotlar tekrarlanan yüksek sıcaklık ve basınca maruz kalırlar. Bu bakımdan elektrod malzemesinin seçiminde elektrodun alaşım meydana getirmesi kaynak edilen metaller üzerinde çökme olasılığı ile maruz kalacağı deformasyonlar göz önüne alınmalıdır. Elektrodun ucunun boyutları kaynak edilecek metalin kalınlığı, kaynak çekirdeğinin boyutu ve birleştirilecek parçaların boyut ve şekilleri bakımından belirlenir. Elektrod uç ve şekilleri standartlaştırılmış olup A dan F ye kadar harflerle belirtilen 6 standart tip ayrılmıştır Prof.Dr.Ing.Salim ASLANLAR 88
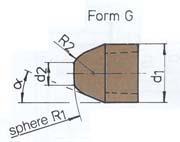
89 Elektrod ucu A=sivri uçlu elektrod B=kesik küresel uçlu elektrod C=düz uçlu elektrod D=eksantrik elektrod E=kesik koni uçlu elektrod F=küresel uçlu elektrod Prof.Dr.Ing.Salim ASLANLAR 89
90 a) b) En yaygın kullanılan nokta kaynağı elektrotları a) düz uçlu elektrotlar b) küresel uçlu elektrotlar Prof.Dr.Ing.Salim ASLANLAR 90







91 Prof.Dr.Ing.Salim ASLANLAR 91
92 d1 h 11 Dimensions d2 d3 I1 I2 ± 0,5-0 c R1 R2 Electrode force Fmax/kN , , " , ,5" 6, Prof.Dr.Ing.Salim ASLANLAR 92
93 Soğutma durumu Kaynak süresini uzatabilmek için elektrotlar genel olarak su ile soğutulur. Elektrot temas yüzeyinin büyümesi, akım yoğunluğunu azaltır. Elektrot uçlarının düz şekilde tutulması için zımpara ve cilalama uygulanır. Böylece elektrot ile iş parçası arasındaki temas dirençleri mümkün olduğunca düşük tutulur Prof.Dr.Ing.Salim ASLANLAR 93
94 Elektrod değişiminde dikkat edilecek kurallar Elektrot değişikliğine başlanacağında makina kaynaksız konuma getirilir, Soğutma suyu giriş ve çıkış vanaları kapatılır, Elektrodu değişecek pensin alt kolu mengeneli arabaya bağlanır, Elektrodun çapına göre sökme aparatı seçilerek elektroda yerleştirilir ve elektrot alt veya üst koldan ayrılır. Bu sırada elektrodu çıkarmak için taşıyıcıya çekiç vb. malzeme ile vurmak malzemenin yapısını, şeklini bozar. Maliyetleri artırır Prof.Dr.Ing.Salim ASLANLAR 94
95 Elektrod değişiminde dikkat edilecek kurallar Taşıyıcı içindeki spiralin boyu, tıkalı, ezik, deforme olup olmadığı kontrol edilir. Pens göbek boşluğu kontrol edilir. Yeni elektrotlar takıldığında uçların birbirini karşılayıp karşılamadığı kontrol edilir. Karşılamıyorsa elektrot uçları aşırı tesviye edilmemeli, pens kolları ayarlatılmalıdır Prof.Dr.Ing.Salim ASLANLAR 95
96 Elektrod değişiminde dikkat edilecek kurallar Pensin posta öngörülerine göre gerekiyorsa eksen aralığı kontrol edilir. Rekor ile takılan şekilli (sabo) elektrotlar takılır veya sökülürken elektrot sabit konumda tutularak somun boşalıncaya kadar döndürülmelidir. Aksı halde elektrot çevrilirse içerdeki bakır boru veya spiral kırılır. Sabit kolda değiştirilen elektrot tam sıkılmadan elektrotların birbirini karşılayıp karşılamadığını kontrol etmek yanlıştır.sıkma işlemi konik yüzeyler tam olarak öpüştüğü zaman kontrol yapılmalıdır Prof.Dr.Ing.Salim ASLANLAR 96
97 Elektrod değişiminde dikkat edilecek kurallar Bu tür elektrotların sökme veya takma işlemlerinde boru anahtarı, kurbağacık, ayarlı pense gibi takımların kullanılması yanlıştır. Çünkü bu takımlar elektrot veya taşıyıcının dişlerini bozar, çatlama, kırılma ve sızdırma gibi problemlere yol açar Prof.Dr.Ing.Salim ASLANLAR 97
98 Prof.Dr.Ing.Salim ASLANLAR 98
99 Elektrik Direnç Nokta Kaynağı Parametrelerinin İncelenmesi Kaynak kalitesini etkileyen başlıca kaynak değişkenleri şu şekilde sıralanabilir; Elektrotların malzemesi ve boyutları Kaynak akımı Kaynak zamanı Elektrot kuvveti İş parçasının malzemesi İş parçasının yüzey durumu Prof.Dr.Ing.Salim ASLANLAR 99
100 Elektrot bileşiminin ve şeklinin ısınma üzerine etkisi Elektrodun ısınmasını minimumda tutabilmek için, elektrotlar, yüksek elektrik iletkenliğe ve düşük temas direncine sahip olmalıdırlar. Aynı zamanda, elektrod ucu ile metalin temas ettiği alanlardaki ısının uzlaştırılabilmesi için yüksek ısı iletkenliğine sahip olmalıdır. Elektrotlar ayrıca tekrarlanan yüksek kaynak kuvvetlerinin sebep olduğu deformasyonlara direnebilecek kadar kuvveti olmalıdırlar Prof.Dr.Ing.Salim ASLANLAR 100

101 Elektrot tutucu ve ucu Prof.Dr.Ing.Salim ASLANLAR 101
102 Elektrotların bileşiminin etkisi Genellikle, alaşımın sertliği arttıkça ısı ve elektrik iletkenliği azalmaktadır. Dolayısıyla en uygun alaşımın seçiminde, elektriksel, ısısal ve mekaniksel özelliklerin uygun bir kombinezonu bulunmalıdır. Ticari saf bakır mükemmel bir elektriksel iletkenliğe sahip olmasına karşılık, sıkıştırma kuvvetlerine direncinin ve tavlama sıcaklığının düşük olma nedeniyle elektrot malzemesi olarak tek başına kullanılamaz Prof.Dr.Ing.Salim ASLANLAR 102
103 Elektrot şeklinin etkisi Aynı bileşimde ve kalınlıktaki parçalar kaynak edildiğinde, elektrotların uç çapları aynı olmalıdır. Bununla beraber, eğer kaynak edilecek parçaların kalınlıkları farklı ise, kalın parçayla temas eden elektrodun ucunun çapının, uygun ısı dengesini sağlayabilmesi için daha büyük olması gerekebilir. Farklı metallerin kaynağında, eğer metallerden birisinin elektriksel direnci diğerinden büyük ise aynı husus geçerlidir Prof.Dr.Ing.Salim ASLANLAR 103
104 Elektrot şeklinin etkisi Bu farklılık, yüksek dirençli parça ile temasta olan elektrodun ucunun çapı büyütülerek veya düşük dirençli parçayla temasta olan elektrot için yüksek dirençli malzeme kullanılarak telafi edilebilinir. Kaynak çekirdeğinin çapı, elektrodun temas yüzeyinden hafifçe küçüktür. Elektrodun ucu aşındıkça veya mantarlaşma nedeni ile büyüdükçe, kaynak çekirdeğinin çapı artar. Uç çapının % 5 ten fazla büyümesi, akım yoğunluğu azalacağı ve açığa çıkan ısı iyi bir kaynak meydana getirmeye yeterli olmayacağı için, kaynak kalitesini etkileyecektir Prof.Dr.Ing.Salim ASLANLAR 104

105 Elektrot uçlarında mantarlaşma Prof.Dr.Ing.Salim ASLANLAR 105
106 Elektrotların malzemesi ve boyutları Ticari saf bakır en iyi iletkendir. Saf bakır elektrotlar, üstün mekanik özellikleriyle beraber, yeterli elektrik iletkenliğine sahip malzemeler elde edilinceye kadar, direnç kaynağı elektrodu olarak kullanılmıştır. Daha yüksek akım şiddeti, daha yüksek kaynak hızı kullanılan yöntemlerin gelişmesi, saf bakırın elektrot malzemesi olarak kullanılışını durdurmuştur Prof.Dr.Ing.Salim ASLANLAR 106
107 Elektrotların malzemesi ve boyutları Soğuk çekilmiş bakır, statik ve dinamik basma kuvvetlerine karşı düşük mukavemete ve düşük yumuşama sıcaklığına sahiptir. Ticari saf bakırın bu istenmeyen özelliklerini ortadan kaldırmak için daha iyi fiziksel ve mekanik özelliklere sahip bir seri bakır alaşımı geliştirilmiştir Prof.Dr.Ing.Salim ASLANLAR 107
108 Elektrotların malzemesi ve boyutları Genel olarak, alaşımın sertliğinin artması, elektriksel ve ısıl direncini arttırır. Bu nedenle, herhangi bir uygulama için belirli bir elektrot alaşımının seçimi, onun mekaniksel özelliklerine göre değişen ısıl ve elektriksel özelliklerini de göz önüne alınmasıyla gerçekleşir Prof.Dr.Ing.Salim ASLANLAR 108
109 Elektrotların malzemesi ve boyutları Örneğin, Alüminyum kaynağı için kullanılan elektrotlar, yüksek basma mukavemeti yerine yüksek iletkenliğe sahip olmalıdırlar. Buna karşılık, paslanmaz çeliğin kaynağı için kullanılan elektrotlar da, maksimum basma mukavemeti elde etmek için iletkenlikten fedakârlık edilmelidir Prof.Dr.Ing.Salim ASLANLAR 109
110 Elektrotların malzemesi ve boyutları Yetersiz elektrot kuvvetleri, temas direncinin düzensiz dağılımına neden olmaktadır. Bu ise, farklı kaynak akımlarına yani farklı kaynak noktası dayanımlarına neden olur. Yeterince büyük elektrot kuvvetlerinde ince yüzey tabakaları hafifçe ezilmekte ancak elektrot temas yüzeyi büyük olmaktadır Prof.Dr.Ing.Salim ASLANLAR 110
111 Elektrotların malzemesi ve boyutları Sac kalınlığına ve malzemeye bağlı olarak elektrot temas yüzeyinin seçimi aşağıda belirtildiği şekilde yapılır; Prof.Dr.Ing.Salim ASLANLAR 111
112 Küresel uçlu elektrotlar r = K1. s+ K2 r ( mm ) Küresel ucun çapı s ( mm ) Sac kalınlığı K1, K2 Malzeme sabitleri K1 = 20 Yumuşak çelik ve paslanmaz çelikler için K1 = 60 Alüminyum ve alaşımları için K2 = 50 Yumuşak çelik ve paslanmaz çelikler için K2 = 20 Alüminyum ve alaşımları için Prof.Dr.Ing.Salim ASLANLAR 112
113 Sivri, düz, eksantrik ve kesit koni uçlu elektrotlar de = 5. s de = 2s + K s ( mm ) Sac kalınlığı de ( mm ) Elektrot çapı K s 3 mm için s 3 mm için Malzeme sabiti, K = 2 s 7,5 mm için K = 3 s 7,5 mm için Prof.Dr.Ing.Salim ASLANLAR 113
114 Elektrotların malzemesi ve boyutları Çoğu durumda malzemenin kaynak yapılacak yüzeyi yabancı maddelerden (yağ, kir, pas vs.) arındırılmalıdır. Bu, Mekanik yöntemler ( zımparalama, fırçalama vs. ) Kimyasal yöntemler ( Redükleyici atmosferde taşlama ) yoluyla yapılır Prof.Dr.Ing.Salim ASLANLAR 114
115 Isı oluşumuna kaynak akımının etkisi Q = V.I.t = I.I.R.t = I 2. R. t (Joule kanunu) Joule kanununda ısıya etki eden en önemli faktör, I kaynak akımıdır. Alternatif akım devresinde Sekonder U gerilimi Burada: I =[U/( ( R2+ 2L2 ))], dır L Toplam endiktivite R (Ω) Sekonder devredeki toplam omik direnç ( 1/f) Devre frekansı (devre frekansı) ISI FAKTÖRÜ(HEAT FACTOR) = I2 t k F Prof.Dr.Ing.Salim ASLANLAR 115
116 Isı oluşumuna kaynak akımının etkisi Sabit Sekonder gerilimde kaynak akımı, artan dirençle ve artan endiktivite ile azalmaktadır. Sekonder devredeki kol açıklığının büyüklüğüne ve bunun içindeki manyetikleşebilen malzemelere bağlı olarak, endüktivite değişik değerler alabilmektedir. Kaynak bağlantısına etki eden, olabildiğince sabit kaynak akımı, sadece sabit direnç ve endiktivite ile sağlanmaktadır Prof.Dr.Ing.Salim ASLANLAR 116
117 Isı oluşumuna kaynak akımının etkisi Belirli değerlerin altında kalan ısı enerjisi, istenen bağlantıyı oluşturamaz. Çok fazla kaynak akımı ise, kısmi sıvı metal fışkırmalarına, gözenek ve çatlak oluşumuna ve çekme - makaslama dayanımının düşmesine neden olmaktadır Prof.Dr.Ing.Salim ASLANLAR 117
118 Isı oluşumuna kaynak akımının etkisi Kaynak akımı, transformatörün Sekonder sargısı, sargıyı kollara bağlayan elastik kablolar, kollar, elektrotlar ve kaynak olacak parçalardan geçer. Devrenin her kısmında aşağıdaki formüle göre ısı meydana gelir. Meydana gelen ısının bir kısmı, elektrotlardan ve kaynak olan parçalardan radyasyon ve konveksiyon ile kaybolur. Genellikle. Bu kayıpların büyüklüğü bilinememektedir Prof.Dr.Ing.Salim ASLANLAR 118
119 Isı oluşumuna kaynak akımının etkisi Çeliklerin ısı iletkenliği bakırınkinin yaklaşık % 12 si kadardır. Eğer çeliğin bakır esaslı elektrotlar ile kaynağında yeterli bir kaynak akımı kullanılırsa, kaynak edilecek parçaların ara yüzeyinde meydana gelen ısının kaynak noktasından uzaklaşması, elektrod yüzeylerinde meydana gelen ısının su soğutmalı elektroda geçişinden daha yavaştır Prof.Dr.Ing.Salim ASLANLAR 119
120 Isı oluşumuna kaynak akımının etkisi Dolayısıyla, önce kaynak edilen parçaların ara yüzeyi erime sıcaklığına ulaşır ve kaynak bu noktada meydana gelir. Erimenin elde edilmediği, bir alt akım yoğunluğu limiti vardır. Kondüksiyon ile Elektrotların içine, olan ısı kayıplarını karşılayacak kadar meydana getirilmelidir Prof.Dr.Ing.Salim ASLANLAR 120
121 Isı oluşumuna kaynak akımının etkisi Akım yoğunluğu arttırılarak, elektrotların temas yüzeylerine birkaç yüz dereceden fazla ısıtmaksızın, kaynak işleminin sağlanabileceği şekilde, kaynak zamanı yeteri kadar azaltılabilir. Kaynak akımı için aynı zamanda bir üst limitte vardır. Eğer kaynak akımı çok yüksek ise, kaynak bölgesi erime sıcaklığına ulaştığında, kaynak edilen metalin elektrotlar arasındaki kalınlığının tamamı plastik bölgeye kadar ısıtılmış olur ve elektrotlar derin bir şekilde metale gömülürler Prof.Dr.Ing.Salim ASLANLAR 121
122 Isı oluşumuna kaynak akımının etkisi Elektrotların yüzeyi aşırı ısınabilir ve yanabilir. Her bir elektrot kuvveti için, akım yoğunluğunu bir üst limiti vardır. Bu limit aşıldığında metal yüzeyinden sıcak metal tanecikleri fırlamaya başlar ve elektrotlar kaynak edilen parçalara gömülür, kaynak kalitesi düşer. Nokta kaynağında maksimum direnci, metal yüzeyinden sıcak metal tanecikleri sıçramasına neden olan, maksimum akım şiddetinin hafifçe altındaki akım yoğunluklarında elde edilir ( imalat için akımın ayarlanması genellikle bu kurala göre yapılır.) Prof.Dr.Ing.Salim ASLANLAR 122
123 Kaynak zamanı ısınma üzerine etkisi Kaynak akımı, yaklaşma basıncı ve elektrot basıncı arttırılarak, kaynak zamanı bir miktar azaltılabilir. Kaynak akımı artırıldığı zaman, kıvılcım sıçramasını önlemek için yaklaşma basıncı arttırılmalıdır. Kaynak katılaşıncaya kadar parçaları sıkı bir temasta tutabilmek için elektrot basıncı ve bu basıncın meydana geliş hızını da arttırmak lazımdır Prof.Dr.Ing.Salim ASLANLAR 123
124 Kaynak zamanı ısınma üzerine etkisi Kaynak bölgesinde, belirli hacimdeki metali erime sıcaklığına ulaştırmak için ve bu sırada oluşan ısı kayıplarını karşılamak için gerekli toplam ısı ifadesi yardımıyla R direnci, Prof.Dr.Ing.Salim ASLANLAR 124
125 Kaynak zamanı ısınma üzerine etkisi Malzemeye, Levha kalınlığına Elektrot kuvvetine Elektrot uç çapına bağlı olup, Değeri, artan elektrot kuvveti ile azalmaktadır Prof.Dr.Ing.Salim ASLANLAR 125
126 Kaynak zamanı ısınma üzerine etkisi Şu halde, verilmiş bir elektrot kuvveti ve levha için, gerekli ısı miktarını elde etmek amacıyla değiştirilecek kaynak parametreleri, kaynak akımı ve kaynak zamanıdır. Belirli bir ısı enerjisi elde etmek için çeşitli ( I, t ) değerleri mevcut olmakla beraber, ısı kaybının da zamana bağlı olması nedeniyle akım şiddetini keyfi olarak azaltarak kaynak zamanını arttırmak mümkün değildir Prof.Dr.Ing.Salim ASLANLAR 126
127 Kaynak zamanı ısınma üzerine etkisi Akımın bir minimum şiddetinden küçük değerlerinde herhangi bir erime meydana gelmez, bu minimum şiddet, malzemenin cinsine, kalınlığına, elektrod uçlarının boyutlarına ve elektrot kuvvetine bağlıdır. Bir başka deyimle, erimenin meydana gelebilmesi için bir minimum akım yoğunluğu mevcut olup, bu değer malzemenin cinsine, kalınlığına ve kaynak bölgesine etki yapan elektrot basıncına bağlıdır Prof.Dr.Ing.Salim ASLANLAR 127
128 Kaynak zamanı ısınma üzerine etkisi Verilmiş bir elektrot basıncı için, akım yoğunluğunun bir üst sınırı da mevcuttur. Bunun üzerindeki değerlerde kaynak bölgesindeki erimiş metal, levhalar arasında, bölge dışına doğru fışkırır. Bu olay kaynak dikişinde dayanıklılık azalmasına neden olur. Elektrotlarla levhalar arasındaki temas yüzeylerinde erime meydana gelir, elektrotlar levhalara yapışarak tahrip olurlar Prof.Dr.Ing.Salim ASLANLAR 128
129 Kaynak zamanı ısınma üzerine etkisi Yüksek ısı iletimi durumunda, gerekli ısı miktarını kısa sürede üretmek yerine, daha düşük gücü uzun süre uygulamak daha uygun olmaktadır. Kaynak süreleri, kaynak akımı süresince birkaç periyottan başlayarak kalın kesitli parçalarda azami birkaç saniyeye kadar ulaşır. Artan kaynak süresi, kaynak bölgesindeki erimiş metal miktarını büyütmekte, ısının tesiri altındaki bölge ( ITAB ) büyümekte ve yumuşamış malzeme miktarı artmaktadır Prof.Dr.Ing.Salim ASLANLAR 129
130 Kaynak zamanı ısınma üzerine etkisi Böylece fışkırma oluşumu, gözenek oluşumu ve malzeme yüzeyinin elektrot ucuna gelen kısmında istenmeyen deformasyonlar ortaya çıkmaktadır. 3 mm. den kalın iş parçalarında sürekli etkiyen kaynak süresi yerine, kısa süreli impulslarla çalışmak daha doğru olmaktadır. Böylece kaynak yerinde ısı yükselmekte, malzeme elektrot temas noktasında iyi ısı ileten ve suyla soğutulan elektrot dan da ısı alınmakta ve kaynak çekirdeği çevresinde yüksek sıcaklıklara erişmiş bir bölge oluşmaktadır Prof.Dr.Ing.Salim ASLANLAR 130
131 Kaynak kuvvetinin ısınma üzerine etkisi Kaynak kuvveti veya elektrot kuvveti, elektrot tarafından kaynak edilecek parçalara, kaynak çevrimi boyunca tatbik edilen kuvvettir. Elektrod kuvveti genellikle, statik bir kuvvet olarak ölçülüp ifade edilmesine rağmen, işlem sırasında dinamik bir kuvvettir ve kaynak makinesinin hareketli kısımlarının atıllığı ve sürtünmesinden etkilenir. Kaynak edilecek parçalar, kaynak edilmek istenen noktadan akım geçmesini sağlamak için iyi bir şekilde temas etmelidirler Prof.Dr.Ing.Salim ASLANLAR 131
132 Kaynak kuvvetinin ısınma üzerine etkisi Bununla beraber, elektrod kuvvetinin arttırılması. Kaynak olacak metallerin temas direncini dolayısıyla bu noktada kaynak akımının meydana getireceği ısıyı azaltacağından, elektrod kuvveti aşırı olmamalıdır. Parçalar birbiri ile iyi bir temas sağlamıyorsa, deformasyonu yenmek için aşırı bir elektrot kuvveti kullanmak gerekmektedir. Bazen de, parçaları sıkı temasa getirmek için, yanaşma zamanı normalden daha uzun tutulur. Parçaların yaylanmasına mani olmak ve kaynak noktasının katılaşmasını sağlamak için tutma zamanı da uzatılabilinir Prof.Dr.Ing.Salim ASLANLAR 132

133 Elektrot basıncının kontrolü Prof.Dr.Ing.Salim ASLANLAR 133
134 Kaynak kuvvetinin ısınma üzerine etkisi Elektrot kuvveti kaynak işleminin üç safhasında da önemli rol oynar. Basma safhasında, elektrod kuvveti, levhalar arasındaki temas direncinin düşük bir değerde olmasını sağlar. Levhaların elektrotlar altında, belirli bir alanda temas etmesini sağlayarak kaynak noktasının kesin yerini belirler. Kaynak safhasında elektrot kuvvetinin görevi, levhaları arsında fışkırmaya çalışan sıvı metali, katı haldeki metal çukuru içinde basınç altında tutarak bu fışkırmayı engellemektir Prof.Dr.Ing.Salim ASLANLAR 134
135 Kaynak kuvvetinin ısınma üzerine etkisi Dövme safhasında ise, kaynak dikişinin sıvı halden itibaren soğuması ve katılaşması sırasında, büzülme nedeniyle ortaya çıkabilecek boşluk, çatlak gibi kusurların oluşumunu önlemektir. Elektrot kuvvetinin artması, levhaların arası temas direncini azaltacağından, kaynak akımının arttırılmasını gerektirir. Diğer taraftan çok yüksek elektrot kuvveti, levhalarda istenmeyen distorsiyonlar ortaya çıkarabilir Prof.Dr.Ing.Salim ASLANLAR 135
136 Kaynak kuvvetinin ısınma üzerine etkisi Bazı durumlarda malzeme yüzeyinde elektrot izleri olmaması istenir. Bu, büyük yüzeyli paralel ve düz, olabildiğince düzgün bir iş parçası yüzeyi hazırlanmasıyla sağlanır. Böylece bir tarafta baskı izi olmaması istenen yüksek akım yoğunluğu sağlanmış olur Prof.Dr.Ing.Salim ASLANLAR 136

137 Prof.Dr.Ing.Salim ASLANLAR 137

138 Schweißbereich bei konstanter Schweißzeit Prof.Dr.Ing.Salim ASLANLAR 138
139 Elektrot tasarımı ( Düz elektrot ile saç yüzeyinde baskı izi oluşmamasının sağlanması ) Prof.Dr.Ing.Salim ASLANLAR 139
140 İş Parçasının Malzemesi Metallerin bileşimi, onların özgül ısılarını, erime sıcaklıklarını gizli erime ısılarını, ısıl ve elektrik iletkenlikleri ve yoğunluklarını etkiler. Elektrik iletkenliği ifadesindeki R değeri yoluyla verilmiş bir akım şiddetinde, ısı üretim hızını belirleyen bir faktördür. Metallerde elektrik ve ısıl iletkenlik genellikle aynı yönde paralel olarak değişir Prof.Dr.Ing.Salim ASLANLAR 140
141 İş Parçasının Malzemesi Bu nedenle, yüksek elektrik iletkenliği ve dolayısıyla da yüksek ısı iletkenliğine sahip bakır, gümüş, alüminyum gibi metallerde yüksek akım yoğunluğunda dahi, üretilen çok az ısı çevreye hızla yayılır ve erime için gerekli ısı birikimini engeller. Bu ise, kaynak işlemini imkânsız veya zor hale getirir. Diğer taraftan, mevcut ticari birçok metalin birim kütlelerini erime sıcaklığına yükseltmek için gerekli ısı miktarı aynı malzeme ve levha kalınlığına bağlı olarak elektrot kuvveti oluşur Prof.Dr.Ing.Salim ASLANLAR 141
142 Kaynak edilecek parçaların yüzeylerinin ısınma üzerine etkisi Yüksek ve tekrarlanabilir kalitede nokta kaynakları elde edilebilmesi için, elektrotların temas dirençleri minimum tutulmalıdır. Düşük elektrot temas direnci temiz parçalar kullanılarak ve elektrot kuvveti kontrol edilerek sağlanır. Mikro boyutlarda bakıldığında metal saçların yüzeylerinin muntazam olmadığı görülür Prof.Dr.Ing.Salim ASLANLAR 142
143 Kaynak edilecek parçaların yüzeylerinin ısınma üzerine etkisi Bu durum, düşük elektrot basıncı tatbik edildiğinde metal-metal temas yüzeyi, bütün temas yüzeyinin ufak bir yüzdesi olmasına neden olur. Elektrot kuvveti artırıldıkça metal-metal temas alanı artar ve böylece elektrik direnci azalır. Elektrot malzemesinin kaynak edilecek parçalarda daha yumuşak olduğu durumlarda, elektrod kuvvetinin arttırılması metal-elektrot temas yüzeyinin, metal-metal temas yüzeyinden daha iyi bir şekilde temas etmesini sağlar Prof.Dr.Ing.Salim ASLANLAR 143
144 Kaynak edilecek parçaların yüzeylerinin ısınma üzerine etkisi Her ne kadar, elektrot kuvveti ısı formülüne; Q = I. R.t Direk olarak girmiyorsa, elektrik direnci üzerine büyük bir etkisi vardır. Temas direnci elektrik kuvveti ile ters orantılıdır Prof.Dr.Ing.Salim ASLANLAR 144
145 Kaynak edilecek parçaların yüzeylerinin ısınma üzerine etkisi Yüzey pürüzlüğü, elektrik akımının tüm temas yüzeyi yerine sadece birbirine değen pürüz yüzeylerinden geçmesine neden olur. İki yüzey arasındaki temas direnci, birleştirilecek malzemelerin yüzey pürüzlüğünden ileri gelen daralma ve yüzey film dirençlerinin toplamıdır Prof.Dr.Ing.Salim ASLANLAR 145
146 Kaynak edilecek parçaların yüzeylerinin ısınma üzerine etkisi Temas direnci, akım yoğunluğuna, elektrot kuvvetine, sıcaklığa ve birleştirilecek malzemelerin deformasyon özelliklerine bağlı olarak akım süresinin dörtte biri kadar bir süre etkili olur. Bu süre içinde maksimum değerine ulaşır ve hızla azalır. Artan elektrot basıncı sonucu oluşan plastik şekil değiştirme, temas direncini azaltmaktadır Prof.Dr.Ing.Salim ASLANLAR 146
147 Yüzey hazırlama Kaynak edilecek parçalar veya en azından birleştirme yüzeyleri, kaynakların gayri safiyetlerden arınabilmesi için temizlenmelidir. Elektrotlarla temasa gelebilecek, pislik pas ve oksit filmleri kaynakların bu yüzey görünümünü bozarlar. Kaynak edilecek parçaların yüzeyindeki yabancı malzemelerin uzaklaştırılması, elektroların bu malzemeleri bünyelerine alması olayını azaltacağından, elektrod ömrünü arttırır Prof.Dr.Ing.Salim ASLANLAR 147
148 Yüzey hazırlama Pislik veya filmleri buhar fazında yağ alma veya kimyasal banyolarla uzaklaştırabilir. Bununla beraber bezle, elle silinerek de kaliteli nokta kaynakları elde edilebilinir. Oksit filmleri ise mekanik yollarla uzaklaştırılabilir Prof.Dr.Ing.Salim ASLANLAR 148
149 Yağ tabakasının etkisi Soğuk haddelenmiş yüzeyler veya asit ile temizlenmiş sıcak haddelenmiş ve yağlanmış yüzeyler üzerindeki ince yağ filminin kaynak kalitesi üzerindeki etkisi çok küçüktür. Bu konuda yapılan testler üzerinde ince bir yağ filmi bulunan metaller üzerinde yapılan nokta kaynaklarının dirençlerinin, aynı metallerin yağı alındıktan sonra yapılanlara nazaran % 2 3 daha düşük olduğunu göstermiştir Prof.Dr.Ing.Salim ASLANLAR 149
150 Yağ tabakasının etkisi Fazla miktarda yağ ve gres bezle silinerek veya yağ alma ile uzaklaştırılmalıdır. Yağın kendinin kaynağa bir zararı olmayabilse de, üzerine yapışan kirler ve yabancı maddeler zayıf kaynakların elde edilmesine neden olabilir Prof.Dr.Ing.Salim ASLANLAR 150
151 Pas ve oksitlerin tesiri Paslanmış veya ısı ile meydana gelmiş siyah veya mavi oksit filmleri ihtiva eden çelikler direnç nokta kaynağı ile kaynak edilebilinirler. Fakat kaynak kalitesi ve sürekliliği bu tabakaları ihtiva etmeyen çeliklere nazaran düşük olur. Muntazam ve düşük bir elektrik direncine sahip olan ince filmlerin kaynak üzerine etkisi azdır Prof.Dr.Ing.Salim ASLANLAR 151
152 Pas ve oksitlerin tesiri Oldukça kalın ve muntazam olmayan oksit filmleri ihtiva eden çelikler bu tabaka uzaklaştırılmadan seri imalat şartlarında kaynak edilemezler. Kalın fakat muntazam oksit filmleri ihtiva eden çelikler düşük bir değerden orta bir değere doğru artan seri halde kaynak tatbik edilerek ve oldukça yüksek elektrot kuvvetleri kullanılarak kaynak edilebilirler Prof.Dr.Ing.Salim ASLANLAR 152

153 Materialabhängigkeit des dynamischen Widerstandes beim Widerstandspunktschweißen nach Matsuyama [7] Prof.Dr.Ing.Salim ASLANLAR 153
154 Kaynaklar arasındaki mesafenin ısınma üzerine etkisi Daha önce yapılmış bir nokta kaynağına çok yakın ikinci bir nokta kaynağı yapıldığında paralel devre meydana gelir, kaynak akımının bir kısmı daha önce yapılan kaynak noktasından geri kalanı da yapılmakta olan ikinci kaynak noktasından geçer. Bu iki devreden geçen akımların miktarı, bu devrelerin direnci ile ters orantılıdır Prof.Dr.Ing.Salim ASLANLAR 154
155 Kaynaklar arasındaki mesafenin ısınma üzerine etkisi Akımın bu devrelere dağılımı esas olarak kaynak edilen metallerin iletkenliği ile kaynak noktasındaki ara yüzey direncine bağlıdır. Kaynak sırasında metal ısındığından direnci artar ve dolayısıyla paralel devreden geçen akımda artar Prof.Dr.Ing.Salim ASLANLAR 155
156 Kaynaklar arasındaki mesafenin ısınma üzerine etkisi Yapılmakta olan nokta kaynağı daha önce yapılmış olan nokta kaynaklarından yeteri kadar uzakta ise, daha önceki noktaya kaynaklarından teşekkül eden devrenin direnci, yapılmakta olan nokta kaynağının direncinden oldukça büyüktür ve paralel devre ihmal edilebilinir. Elektrik direnci yüksek olan metaller düşük olanlardan daha az paralel devre olayından etkilenirler Prof.Dr.Ing.Salim ASLANLAR 156
157 Kaynaklar arasındaki mesafenin ısınma üzerine etkisi Nokta kaynakları arasındaki minimum mesafe ( adım ) elektrot ucunun ve kaynak çekirdeğinin çapını tayin eden kaynak edilen parçaların kalınlığına bağlıdır Prof.Dr.Ing.Salim ASLANLAR 157
158 Akımın şöntlenmesi Şönt akımları, nokta kaynağında çok küçük nokta aralığında ortaya çıkmaktadır. Bunun sonucu olarak ortaya düşük akım şiddeti çıkar ve dn çekirdek çapı küçülür. Çeliklerde minimum nokta Aralığı (4.dn) ile (5.dn) arasındadır. Alüminyum gibi yüksek elektrik iletkenliğine sahip malzemelerde bu Aralık (8.dn) ile (10.dn) alınmalıdır Prof.Dr.Ing.Salim ASLANLAR 158
159 Widerstandsschweißen - Nebenschluss Andere Versionen: Prof.Dr.Ing.Salim ASLANLAR 159
160 a) b) Elektrik direnç nokta kaynaklı bağlantılarda akımın Şöntlenmesi ( kısa devre ) hali a) şöntlenme (kısa devre) olmadan akımın geçişi b) yakın noktalar arasında şönt akımı oluşumu c)lmin. 4 dn ve Lmin. 5 dn koşulunda akımın şöntlenmesi önlenmektedir Prof.Dr.Ing.Salim ASLANLAR 160
161 İstenilen yüzey işlem ( boya vs ) kalitesinin ısınma üzerini etkisi Daha sonra boyanacak, emaye yapılacak veya başka bir dekoratif yüzey işlemine tabi tutulacak birleşik parçalar seçiminde kaynakların yüzey görünümleri kaynağın dayanıklılığı kadar önem kazanır. Yüzey işlem kalitesini etkileyen, aşırı elektrot batması, aşırı ısınma kaynak noktasının boşalması, çatlaması, gibi olayların meydana gelmesine mani olurlar Prof.Dr.Ing.Salim ASLANLAR 161
162 İstenilen yüzey işlem ( boya vs ) kalitesinin ısınma üzerini etkisi Kaynak ayarları, minimum elektrot batması ve aşırı ısınmaya neden olacak fakat yeterli dayanıklıkta kaynaklar elde edilmesini sağlayacak şekilde seçilmelidir. Birçok hallerde iz istenmeyen yüzey üzerine bir bakır levhanın yerleştirilmesi uygun görünüm şartının sağlanması için yeterlidir Prof.Dr.Ing.Salim ASLANLAR 162
163 Isıl denge Isıl denge ısıl ve elektriksel iletim kabiliyetiyle ilgilidir Prof.Dr.Ing.Salim ASLANLAR 163
164 Isıl denge Eğer eşit bileşimde ve kalınlıkta iki levha, eşit kütle ve şekle sahip elektrotlarla kaynak edilirse, ısı her iki parçada da üniforma olarak üretilecek ve kaynak çekirdeği simetrik olacaktır. Bu şart mevcut ise ısıl denge mevcuttur Prof.Dr.Ing.Salim ASLANLAR 164
165 Isıl denge Bununla beraber, levhalardan biri diğerinden daha yüksek elektriksel dirence sahipse, ısı denge mevcut değildir. Diğer bir değişle simetrik bir kaynak çekirdeği elde edilmez. Simetrik bir kaynak çekirdeği elde etmek için büyük temas yüzeyli elektrotlar kullanılmaktadır Prof.Dr.Ing.Salim ASLANLAR 165

166 Isıl denge Prof.Dr.Ing.Salim ASLANLAR 166
167 Isıl denge Farklı kalınlıktaki metallerin kaynağında, soğutulmuş elektrotun ince parça tarafında kaynak ara yüzeyine daha yakın olması nedeniyle, ara yüzeyde yetersiz ısı üretimi yönünde bir eğilim vardır. Uygun ısıl denge, ince levha tarafında daha küçük temas alanına sahip elektrot kullanarak daha yüksek akım yoğunluğu elde etmek ve kısa kaynak zamanı kullanmak suretiyle elde edilir Prof.Dr.Ing.Salim ASLANLAR 167
168 Elektrik direnç nokta kaynağında ısıl dengenin bozulması Farklı kalınlık halinde kaynak çekirdeğinin simetrisinin bozulması Geniş yüzeyli elektrot kullanımı ile kaynak çekirdeğinin simetrisinin elde edilmesi Prof.Dr.Ing.Salim ASLANLAR 168
169 Farklı ısı iletim kabiliyeti halinde kaynak çekirdeğinin simetrisinin bozulması Geniş yüzeyli elektrot kullanımı ile kaynak çekirdeğinin simetrisinin elde edilmesi Prof.Dr.Ing.Salim ASLANLAR 169

170 Prof.Dr.Ing.Salim ASLANLAR 170
171 Sekonder pencere açıklığı Sekonder pencere açıklığı S, A kol uzunluğundan ve L kol aralığından oluşmaktadır. İş parçasının büyüklüğü ve manyetikleşebilmesi sonucu, endüktiv direnç büyümektedir. Bunun sonucu olarak etkin kaynak akımı düşmektedir. Doğru akım kaynak makinelerin de endüktiv akımlar sadece devre kapanırken oluşur. Tasarımcı, bağlantı parçalarının, küçük pencere açıklığı oluşturacak şekilde tasarımına dikkat etmelidir Prof.Dr.Ing.Salim ASLANLAR 171
172 ( S = A.L ) Prof.Dr.Ing.Salim ASLANLAR 172
173 FARKLI MALZEMELERİN DİRENÇ NOKTA KAYNAĞI BİRLEŞTİRİLMESİ: Otomotiv sektöründe, farklı malzemelerden ve kalınlıklardan oluşan karışım kombinasyonlarının birleştirilmesi gerekebilmektedir. Buna örnek olarak, derin çekme çelikleri ile krom-nikel-çelikleri veya kaplamalı çelik saclar ve alüminyum/alüminyum alaşımları gösterilebilir. Bunun yanı sıra yüksek alaşımlı çelik ve magnezyum birleştirmeleri üzerine de çalışmalar yapılmaktadır. Çeliği alüminyum veya magnezyuma kaynatmak, konvansiyonel direnç nokta kaynağı ekipmanları ile gerçekleştirilebilmektedir. Nitrojen bakımından zenginleştirilmiş tabaka, çelik ile Al/Mg arasında oluşacak intermetalik fazları engelleyerek birleştirilmeyi (kaynak edilebilirlik) mümkün kılar. Kaynak bölgesi mukavemeti alüminyum/alüminyum birleştirmelerininki kadar sağlamdır. Farklı malzemelerin birleştirilmesinde kullanılan diğer bir yöntem ise birleştirilecek çelik alüminyum arasına bir geçiş parçası koymaktır. Şekil de farklı malzemelerin direnç nokta kaynağı ile birleştirilmeleri gösterilmektedir Prof.Dr.Ing.Salim ASLANLAR 173

 01.03.2016 Prof.")
174 Çeliğin Al/Mg ile elektrik direnç nokta kaynak yöntemi ile birleştirilmesi Çelik ve Alüminyumun elektrik direnç nokta kaynak yöntemi ile birleştirilmesi (geçiş parçası ile) Prof.Dr.Ing.Salim ASLANLAR 174
175 Akım ve kuvvet programları Elektrik ve elektronik kumanda donanımları, kaynak akımının ve elektrot kuvvetinin aşağıdaki durumlarda uygulanmasına olanak tanır; Sertleşebilen ve kaynağa uygun olmayan çeliklerde ( karbon oranı % 0,2 nin üstünde) çatlama eğilim vardır. Uçak inşasında olduğu gibi yüksek kaliteye ihtiyaç olan bağlantılar. s > 4 mm den kalın malzemeler Alüminyum ve sertleşebilen alaşımlar (örneğin AlSiMg) ısıl ve metalürjik olarak hassastırlar Prof.Dr.Ing.Salim ASLANLAR 175
176 Bu programların uygulanması şu şekilde olmaktadır: Ön Tavlama : Ön tavlamada kaynak işlemine yetmeyecek şekilde ısı üretilir. Böylece soğuma hızı azaltılır. Yüksek elektrot kuvveti, bağlantıyı temin eder. Kaynak : Basınç kuvveti azaltılır ve böylece R direncinin artması sonucu I2 R artar. Böylece kaynak akımı yükseltilir. Bu işlem, bir veya birkaç impuls şeklinde uygulanır. Sertleşebilen alaşımlar gibi hassas malzemeler durumunda, sürekli olarak yükselen ve düşen akım kullanılır. Sonradan Tavlama : Bu ısıl işlemle, bağlantının metalürjik kalitesi iyileştirilir. Soğuma hızının düşmesi, bu işlemin ana hedefidir Prof.Dr.Ing.Salim ASLANLAR 176
177 Yöntemin Uygulanması Nokta kaynağı, yaklaşık 3mm kalınlığa kadar olan saç levhaların birbiri üzerine bindirilerek birleştirilmesinde, çok geniş bir şekilde kullanılır. Bazen 6 mm ve daha kalın saçların birleştirilmesinde de kullanılır. Direnç nokta kaynağı, genel olarak, aynı birleşimde ve aynı kalınlıktaki metal levhaların birleştirilmesinde kullanılır. Bununla beraber, ikiden daha fazla metal levhanın, bileşimi ve kalınlıkları farklı metallerin başka bir metal ile kaplanmış saçların birleştirilmesinde de kullanılır Prof.Dr.Ing.Salim ASLANLAR 177
178 Yöntemin Uygulanması Gaz veya su sızdırmazlığı istenmeyen, pres ile şekillendirilmiş parçalardan meydana gelen birleşik parçaları yüksek bir üretim hızıyla en ekonomik şekilde nokta kaynağı vasıtasıyla birleştirilebilirler. Nokta direnç kaynağının en önemli avantajı yüksek hızlı olması, yüksek imalat kapasitesindeki birleştirme hatlarında kolaylıkla kullanılabilmesi ve otomasyona elverişli olmasıdır. Akım, zaman ve elektrot kuvvetinin otomatik kontrolü ile yüksek imalat hızlarında, sağlam, birbirinin aynı özellikte nokta kaynakları elde edilir Prof.Dr.Ing.Salim ASLANLAR 178
179 Yöntemin Uygulanması Bu avantajlarına karşılık, saçların direnç nokta kaynağı ( yaklaşık 5 20 voltta, amper çekilir ) yüksek kilovolt - ampere ( KVA ) ihtiyaç gösterir. Daha iletken metaller örneğin birçok alüminyum veya bakır alaşımları daha da yüksek KVA gerektirir. Direnç nokta kaynak makineleri birçok ark kaynak makinesinden daha pahalıdır. Konstrüksiyon, imal usulü ve malzemeye bağlı nedenlerle, direkt nokta kaynağı dışında bir dizi avantaj ve olanak sağlayan uygulama türleri kullanılmaktadır Prof.Dr.Ing.Salim ASLANLAR 179
180 Yöntemin Uygulanması Çift nokta kaynağında çoğu kez küçük nokta aralıkları zorluk çıkarır. Her iki kaynak noktasında aynı elektrot kuvvetleri uygulanmaz. Bu durumlarda çoğu kez kabartılı nokta kaynağı uygundur. Şekil de indirekt nokta kaynağının uygulama şekli verilmektedir. Burada elektrotlar, parçanın bir tek tarafından etki edecek tarzda düzenlenmiştir. Bu yöntem, kolay ulaşılamayan hallerde avantaj sağlamaktadır Prof.Dr.Ing.Salim ASLANLAR 180

181 Prof.Dr.Ing.Salim ASLANLAR 181
182 yaygın yöntem, üç sacın nokta kaynağı Prof.Dr.Ing.Salim ASLANLAR 182
183 çift nokta kaynağı Akım iletmeyen kör elektrotla nokta kaynağı Prof.Dr.Ing.Salim ASLANLAR 183

184 Prof.Dr.Ing.Salim ASLANLAR 184

185 Prof.Dr.Ing.Salim ASLANLAR 185
186 Uygulama ve uygulama sınırları Nokta kaynağı yöntemi sanayide esas olarak saçlara uygulanır. Ev cihazlarının, otomotiv sanayi mamullerinin ve hassas cihazların çelikten imalatında kütle halinde uygulanmaktadır. Parça kalınlıkları 0,02 mm ile 2,5 mm aralığındadır. Azami parça kalınlığı 20 mm ye kadar çıkabilmektedir. İş parçalarının kaynağında kural olarak stasyoner makineler kullanılmaktadır Prof.Dr.Ing.Salim ASLANLAR 186
187 Uygulama ve uygulama sınırları Bir başka uygulamada ise, hareketli nokta kaynağı pensleri kullanılır. Otomotiv sanayi buna en iyi bir örnektir. Bu durumda imalat bölgesinde endüstri robotları kullanılmaktadır. Bu tür imalat tarzında, nokta kaynağı pensleri, nokta kaynağı makinesine bağlı ileticilerle kullanılmakta ve bitmiş parçalar banda bağlı olarak nakledilmektedir. Serbest programlanabilir endüstriyel robotlar, pahalıya mal olan transfer hatlarını kısaltmaktadır Prof.Dr.Ing.Salim ASLANLAR 187
188 Mögliche Form und Lage der Schweißlinse beim Widerstandspunktschweißen im Schnitt (nach DVS ) Prof.Dr.Ing.Salim ASLANLAR 188
189 Kaynak noktasının mukavemeti Prof.Dr.Ing.Salim ASLANLAR 189
190 Çekme- makaslama deneyi(a) Haç biçimi çekme deneyi(b) U biçimi çekme deneyi(c) Burulma deneyi(d) Prof.Dr.Ing.Salim ASLANLAR 190

191 Prof.Dr.Ing.Salim ASLANLAR 191
192 Kaynak noktasının mukavemeti Nokta kaynağının, çekme makaslama mukavemetinin kaynak akımına göre değişimi, sabit kaynak zamanı için Şekil de verilmiştir. Sabit kaynak akımında, kaynak mukavemetinin, kaynak zamanı tk ya göre değişim eğrisinde Şekil e benzer bir eğridir. Değişik elektrot uç çapları kullanıldığında, özellikle 3 mm. kalınlığa kadar levhalarda, çekme- makaslama deneyi sonucu, levhalar düğmelenme yoluyla hasara uğrar Prof.Dr.Ing.Salim ASLANLAR 192

193 Nokta kaynağının çekme-makaslama mukavemetinin kaynak akımına bağlı olarak değişimi Prof.Dr.Ing.Salim ASLANLAR 193
194 Kaynak noktasının mukavemeti Yani kaynak noktası levhanın birinden sıyrılıp, bir delik bırakarak diğer levhada kalır. Bu hasar tipi yeterli bir kaynak mukavemetinin göstergesidir. Yetersiz bir kaynak dikişinde hasar makaslama yoluyla meydana gelir. Bu nedenle imalat sırasında da kalite kontrolü amacıyla, ayırma deneyi çok sık kullanılır. Deney sonucu düğmelenme meydana gelmezse kaynak dikişleri yeniden ayarlanır Prof.Dr.Ing.Salim ASLANLAR 194



195 Nokta kaynağında düğmelenme yoluyla hasar Prof.Dr.Ing.Salim ASLANLAR 195


196 Nokta kaynağında makaslama yoluyla hasar Prof.Dr.Ing.Salim ASLANLAR 196


197 Nokta kaynağında sıyırma yoluyla hasar Prof.Dr.Ing.Salim ASLANLAR 197
198 İmalat sırasında kalite kontrolü amacıyla kullanılan ayırma deneyi Prof.Dr.Ing.Salim ASLANLAR 198
199 Basit olarak Şekil de gösterilen tek ve çift kesitli nokta kaynağını basit olarak anlatmak istersek, nokta kaynağını bir pim olarak düşünmek en doğru düşüncedir Prof.Dr.Ing.Salim ASLANLAR 199
200 Diğer karışık konstrüksiyonlarda denemeler yapılarak değerlerin hesaplanması gerekir. Eğer nokta kaynağını bir pim olarak düşünüp hesaplamak istersek, aynen pimde olduğu gibi parçaların birleşme kesitinde "kesme" gerilmesi, pimin parçalara dayandığı yerde de "izdüşüm bası«gerilmesi kabul edilir. Nokta çapı kaynatılan parçaların en incesine göre ölçülendirilir. d max mm : Kaynak noktasının (bakır elektrotun deyme) maksimum çapı s min mm : Kaynatılan malzemenin en ince kalınlığı Prof.Dr.Ing.Salim ASLANLAR 200

201 Nokta kaynağındaki kesme gerilimi: F ç N :Kesme kuvveti A No mm 2 :Nokta kaynağın alanı A No = π.d 2 /4 n :Kuvvetin etkisindeki nokta sayısı m :Kesit sayısı τ kem N/mm 2 :Kaynağın emniyetli kesme mukavemet değeri τ kem N/mm 2 σ EM N/mm 2 :Kaynağın emniyetli kesme mukavemet değeri :Kaynağın emniyetli normal mukavemet değeri Prof.Dr.Ing.Salim ASLANLAR 201
202 Prof.Dr.Ing.Salim ASLANLAR 202

203 Nokta kaynağı için malzemenin emniyetli mukavemet σ EM değerleri Prof.Dr.Ing.Salim ASLANLAR 203
204 Nokta kaynağı mesafe ölçüleri için öneriler (DIN ) Prof.Dr.Ing.Salim ASLANLAR 204

205 Prof.Dr.Ing.Salim ASLANLAR 205
206 Elektrik Direnç Nokta Kaynak Makineleri Elektrik Direnç nokta kaynağında kullanılan makineler otomasyon derecesine bağlı olarak basit ve ucuz ve pahalı olabilir. Radyo, televizyon, elektronik ve oyuncak sanayi gibi alanlarda tam elektronik kuman dalı hassas nokta kaynak makineleri gerekir. Örnek olarak 6 kva bağlantı güçlü bir hassas kaynak makinesi ile en yüksek Sekonder devre akımı 4500 A, elektrot kuvveti 0,5 15,0 dan, kaynak süresi 0,5 4 veya 0,002 0,08 s ( 50 Hz ) olarak verile bilir Prof.Dr.Ing.Salim ASLANLAR 206
207 Elektrik Direnç Nokta Kaynak Makineleri Yüksek güçlü kaynak makinelerinde ise, kademesiz kol aralığı ayarlanabilirliği, hidrolik elektrot hareketi, tam elektronik kumanda ile donatımları yanında, yüksek çalışma emniyeti de dikkate alınmaktadır Prof.Dr.Ing.Salim ASLANLAR 207
208 Elektrik Direnç Nokta Kaynak Makineleri Gelişmiş tiplerde, programlı basınç akım şiddetleri ile tek ve çok impulslu kaynak işlemleri yapılmaktadır. Örnek olarak, yüksek mekanik elektriksel güce sahip, böylece Al- ve Al- alaşımlarında hızlı çalışma koşulu sağlayan 100 kva, Sekonder devre akımı 50 ka, elektrot kuvveti 1000 da N luk bir makine bu gurupta sayılabilir. Böylece bir makinede, trafo primer devresinin değiştirilmesi olanağı ile da küçük güçlü makine gibi kullanılması da mümkündür. Örnek olarak, çeliğin kaynağı için 50 kva güçlü ve 25 ka Sekonder devre akımlı olarak Prof.Dr.Ing.Salim ASLANLAR 208
209 Elektrik Direnç Nokta Kaynak Makineleri Vagon, taşıt ve gemi gibi ağır yapımlar için, nokta kaynak makineleri, hareketli ve sabit olarak iki üniteden oluşturulmaktadır. Bu tiplerde tek sac kalınlığı 20 mm ye kadar birleştirmeler yapıla bilinmesi yanında, ince sac ince sac uygulamalarından karasöri yapımında, 600 nokta / dakika hızlara kadar ulaşıla bilmektedir. Bu tür hızlı çalışma kaynak makine ve donatımları, aynı biçim birleştirmelere uygun olduğundan, tek amaçlı makineler olarak adlandırılmaktadır Prof.Dr.Ing.Salim ASLANLAR 209

210 Prof.Dr.Ing.Salim ASLANLAR 210
211 Kaynak makineleri üç temel prensipte imal edilir. Pres Tipi Makineler Seyyar Makineler Çok Nokta Kaynak Makineleri Prof.Dr.Ing.Salim ASLANLAR 211
212 Pres Tipi Kaynak Makineleri ( Sabit Kaynak Makineleri ) Bu bölümde dikey olarak doğrusal bir şekilde hareket eden üst elektrodu taşıyan bir kaynak kafası ihtiva eder. Alt elektrot dikey olarak ayarlanabilir bir kol üzerine yerleştirilmiştir. Üst kafa kızaklar üzerinde hareket eder. Üst kafanın hareket ve kaynak basıncı, hava ve hidrolik silindirlerle sağlanır. Hidrolik silindirler çok yüksek ( 500 KVA den daha büyük ) kapasiteli makinelerde kullanılırlar Prof.Dr.Ing.Salim ASLANLAR 212
213 Pres Tipi Kaynak Makineleri ( Sabit Kaynak Makineleri ) Hava silindirli makinelerde, hava bir selenoit vana vasıtasıyla silindirlere verilir. Hava silindirdeki pistonu ve buna bağlı olan kafayı aşağıya doğru iter, üst elektrot parçayı sıkıştırır. Elektrotlar üzerinde elde edilen kuvvet sabit veya kontrollü olabilir. Bugün kullanılan kaynak makinelerinin çoğunda kuvvet kontrollü sistemi vardır Prof.Dr.Ing.Salim ASLANLAR 213
214 Pres Tipi Kaynak Makineleri ( Sabit Kaynak Makineleri ) Pres tipi makineler genel olarak nokta ve kabartma kaynağının her ikisinide yapabilecek şekilde elektrot kolları ve tablaları ile donatılmışlardır. Alt tablo dikey olarak ayarlanabilir Prof.Dr.Ing.Salim ASLANLAR 214
215 Mekanik Elektrik Direnç Nokta kaynak makinesi (Mekanik ayak pedallı ve merkezi su soğutma sistemine sahip model olup max. 5+5 mm parça kalınlığına kadar kaynak yapabilir.) Prof.Dr.Ing.Salim ASLANLAR 215
 01.03.2016 Prof.Dr.Ing.")
216 Pnömatik Elektrik Direnç Nokta kaynak makinesi ( Pnömatik ayak pedallı ve merkezi su soğutma sistemine sahip model olup max. 5+5 mm parça kalınlığına kadar kaynak yapabilir.) Prof.Dr.Ing.Salim ASLANLAR 216
217 Seyyar Makineler ( Kaynak Penseleri ) Bu tip makineler parçanın makineye taşınmasının pratik olmadığı veya imkânsız olduğu durumda kullanılırlar. Genellikle dört ana elemandan oluşurlar; Taşınılabilir kaynak pensesi Kaynak noktaları ve zaman ayarlayıcısı gibi kontrol ünitesi Kaynak transformatörü Prof.Dr.Ing.Salim ASLANLAR 217
218 Seyyar Makineler ( Kaynak Penseleri ) Transformatör ve pense arasında güç iletimini sağlayan Sekonder devre kabloları ve hortumlar, Kaynak pensesi su ile soğutulan elektrot taşıyıcıları ve kolları ve hortumlar, Kaynak pensesi su ile soğutulan elektrot taşıyıcıları ve kolları, hava veya hidrolikle çalışan, elektrotların kapanıp gerekli basıncı tatbik etmesini sağlayan silindiri ve i şlem başlatma düğmesini ihtiva eder. Hidrolik basınç genellikle bir hava-hidrolik basınç arttırıcı vasıtasıyla sağlanır Prof.Dr.Ing.Salim ASLANLAR 218
219 Seyyar Makineler ( Kaynak Penseleri ) Seyyar makinelerde Sekonder kayıpları yüksek olduğundan seyyar makinelerin Sekonder voltajları aynı kapasitedeki sabit makinelerinkinden 2 4 defa fazladır. Seyyar makinelerde, transformatör, primer devre sargı sayısı değiştirme anahtarı, kontrol üniteleri iş bölgesinin üst kısmına asılırlar. Kaynak pensesinde bir dengeleyici vasıtasıyla iş bölgesinin üst kısmına asılır. Bu dengeleyici pensenin kolaylıkla kullanılmasını sağlar Prof.Dr.Ing.Salim ASLANLAR 219
. 01.03.2016 Prof.Dr.Ing.")
220 Kaportacı nokta kaynak makinesi (Kaporta düzeltme, tek ve çift taraflı nokta kaynağı, vida saplama, çektirme işlerinde kullanılır. Elle sıkmalı modelleri olup max. 2+2 mm parça kalınlığına kadar kaynak yapabilir.) Prof.Dr.Ing.Salim ASLANLAR 220
 01.03.2016 Prof.Dr.Ing.Salim ASLANLAR 221")
221 Elde Taşınabilir Nokta kaynak makinesi (Elle veya hava sıkmalı modelleri olup 1+1 mm parça kalınlığına kadar kaynak yapabilir.) Prof.Dr.Ing.Salim ASLANLAR 221
222 Çok Nokta Kaynak Makineleri Bunlar özel maksatlı makinelerdir. Yüksek imalat hızlarına veya birleştirme çok fazla kaynakla yapılıyorsa kullanılırlar. Bu makinelerin ilk yatırım masrafları yüksek olmasına rağmen işletme masrafları tek nokta kaynağı makinelerinden daha düşüktür. Bu makinelerin çoğunda her bir kaynak kafası ayrı bir transformatöre bağlanmıştır. Kaynaklar aynı anda veya sıra ile gerçekleştirilir. İmal edilen mamul değiştirildiğinde bu makineler kullanılmaz hale gelirler. Bu nedenle bu gün makinelerin yerini programlana bilen robotlar almıştır Prof.Dr.Ing.Salim ASLANLAR 222

223 Elektrik Direnç Nokta kaynak Robotu Prof.Dr.Ing.Salim ASLANLAR 223
. 01.03.2016 Prof.Dr.Ing.")
224 Özel tasarımlı tam otomatik Elektrik Direnç nokta kaynak makinesi (Otomobil fabrikalarında kaporta seri üretiminde kullanılır) Prof.Dr.Ing.Salim ASLANLAR 224
225 Kaynak makineleri aşağıdaki üç ana sistemden oluşurlar Prof.Dr.Ing.Salim ASLANLAR 225
226 Elektrik Devresi Elektrik devresi, kaynak transformatörü, primer sargı sayısı değiştirme anahtarı ve Sekonder devreden oluşur. Sekonder devre kaynak edilen parçalara akım ileten elektrotları da ihtiva eder Prof.Dr.Ing.Salim ASLANLAR 226
227 Elektrik Devresi Direnç nokta kaynağında kullanılan kaynak makineleri mono veya tri fazlı şebekeden alınan alternatif akımı, 2 20 volt gibi düşük bir gerilime indirgerler. Makinenin mono veya tri fazlı olarak seçiminde makinenin kapasitesi, ilk yatırım, işletme ve bakım masrafları göz önüne alınır. Ekonomik açıdan mono fazlı makineler daha sık kullanılır. Kaynak makinesinin elektrik devresi kaynak transformatörü, primer sargı değiştirme anahtarı ve Sekonder devreden ibarettir. Sekonder devre transformatörü Sekonder uçlarından itibaren kaynak edilen parçalara akım iletilmesini sağlayan kısımdır Prof.Dr.Ing.Salim ASLANLAR 227
228 Kaynak Transformatörü Kaynak transformatörü yüksek gerilimdeki şebekeden alınan gücü, düşük gerilimdeki hemen hemen eş değer bir güce çevirir. Transformatör devresi esas olarak: Bir manyetik devre Şebekeye bağlanmış primer sargı Elektrotlara kaynak için gerekli gücü sağlayan Sekonder sargıdan ( genellikle bir veya iki sargıdan oluşur ) ibarettir Prof.Dr.Ing.Salim ASLANLAR 228
229 Kontrol Cihazı Bu cihaz kaynak akımının başlatılmasını, işlemlerin sürelerinin belirlenmesine ve bu işlemlerin belli bir sıra içerisinde gerçekleşmesini sağlar. Ayrıca primer sargı sayısını değiştirme anahtarı yerine veya buna ilave olarak kaynak akımının şiddetinin ayarlanmasında kullanılabilir Prof.Dr.Ing.Salim ASLANLAR 229
230 Kontrol Cihazı Kaynak makinelerinin kontrol cihazlarının üç ana fonksiyonu vardır. Kaynak akımının başlatılması ve kesilmesi Kaynak makinesinin mekanik işlemler süresini ayarlamak ve sıra ile cereyan etmesini sağlamak Kaynak akımı şiddetini ayarlamak Kontrol cihazları üç gruba ayrılır: Prof.Dr.Ing.Salim ASLANLAR 230
231 Kaynak Kontakları Bu kontaklar elektrik güç devresinin açılıp kapanmasını sağlarlar. Genel olarak primer devre üzerindedirler. Kaynak makinelerinde üç tip kontak kullanılabilir Prof.Dr.Ing.Salim ASLANLAR 231
232 Mekanik Kontaklar: Mekanik kontaklar daha ziyade çok küçük kapasiteli makinelerde kullanılırlar. Kontak ayak pedalı veya motor ile döndürülen bir kam ile kumanda edilir Prof.Dr.Ing.Salim ASLANLAR 232
233 Manyetik kontaklar: Manyetik kontaklar, bir elektromıknatıs vasıtasıyla elektrik kontağını kaparlar. Elektromıknatısın devresi açılınca kaynak kontağı da bir yay vasıtasıyla açılır. Mekanik ve manyetik kontaklar çeşitli dezavantajlardan dolayı kullanımı epey azalmıştır Prof.Dr.Ing.Salim ASLANLAR 233
234 Elektronik Kontaklar: Elektronik kontaklarda, ignitron tüpü, Thration tüpü ve tristörler kullanılır. Tüp şeklindeki kontaktörler bugün yerlerini tristörlere bırakmıştır. Günümüzde birçok fabrika kaynak makinelerini ignitron tüpü ile teçhiz edilmişlerdir Prof.Dr.Ing.Salim ASLANLAR 234
235 Zaman Ayar Cihazları Zaman ayar cihazları kaynak işlemlerinin birbiri ardına cereyan etmesini ve bu işlemlerin sürelerinin ayarlanmasını sağlar. Bunlar senkronize veya nonsenkronize olmak üzere iki tiptirler. Zaman ayar cihazları, hemen bütün kaynak çevrimleri için gerekli olan dört ana işlemin zamanının ayarlanmasında kullanılırlar Prof.Dr.Ing.Salim ASLANLAR 235
236 Zaman Ayar Cihazları Bu işlemler: Elektrotların kapanması ve kuvvet tatbiki, Kaynak akımını başlatmak, Kaynak akımını kesmek ve elektrot kuvvetinin devamını sağlamak, Elektrotları açmak Prof.Dr.Ing.Salim ASLANLAR 236
237 Faz Kaydırma İle Kaynak Akımının Ayarları Primer devre üzerindeki, sargı sayısı değiştirme anahtarı, kaynak akımının ana ayarı için kullanılır. Ara veya hassas ayarlar gerekli olduğu takdirde elektronik faz kaydırma cihazı kullanılabilir. Faz kaydırma cihazları kullanıldığında, ignitron ateşleme devrelerindeki yarı iletken doğrultucular yerine thyratron tüpleri veya silikon kontrollü doğrultucular kullanılır Prof.Dr.Ing.Salim ASLANLAR 237
238 Faz Kaydırma İle Kaynak Akımının Ayarları Bu tüpler ve doğrultucular vasıtası ile ignitronların her yarım periyottaki ateşlemesi kontrol altına alınır. Bu suretle ignitronların ateşlenmesi istenilen anda yapılabilir yani ateşleme voltaja göre geciktirilebilir. Bu gecikme faz kaydırma cihazı ile kontrol edilebilir Prof.Dr.Ing.Salim ASLANLAR 238
239 Mekanik Kısım Mekanik kısım, gövde, kaynak kuvvetini sağlayan ekipmanları ve elektrotların soğutma devresini ihtiva eder Prof.Dr.Ing.Salim ASLANLAR 239

240 Prof.Dr.Ing.Salim ASLANLAR 240
241 Punta Kolları ve uçlarına Örnekler Prof.Dr.Ing.Salim ASLANLAR 241


242 Prof.Dr.Ing.Salim ASLANLAR 242


243 Prof.Dr.Ing.Salim ASLANLAR 243


244 Prof.Dr.Ing.Salim ASLANLAR 244



245 Prof.Dr.Ing.Salim ASLANLAR 245



246 Prof.Dr.Ing.Salim ASLANLAR 246


247 Prof.Dr.Ing.Salim ASLANLAR 247


248 Prof.Dr.Ing.Salim ASLANLAR 248




249 Prof.Dr.Ing.Salim ASLANLAR 249





250 Şaft titreşim tutucuları Braket Hava filtresi parçaları Hava fitresi montajı Prof.Dr.Ing.Salim ASLANLAR 250


251 Prof.Dr.Ing.Salim ASLANLAR 251

252 Prof.Dr.Ing.Salim ASLANLAR 252
ELEKTRİK DİRENÇ NOKTA KAYNAĞI. 16.03.2015 Dr.Salim ASLANLAR 1
 ELEKTRİK DİRENÇ NOKTA KAYNAĞI 16.03.2015 Dr.Salim ASLANLAR 1 Direnç nokta kaynağı prensibi Elektrik direnç nokta kaynağının prensibi, elektrotlar arasında basınç altında bir arada tutulan iş parçalarından
ELEKTRİK DİRENÇ NOKTA KAYNAĞI 16.03.2015 Dr.Salim ASLANLAR 1 Direnç nokta kaynağı prensibi Elektrik direnç nokta kaynağının prensibi, elektrotlar arasında basınç altında bir arada tutulan iş parçalarından
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI. 20.10.2015 Dr.Salim ASLANLAR 1
 2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
2.5. İletkenlerde R, L, C Hesabı İletim Hatlarında Direnç (R) İletim hatlarında gerilim düşümüne ve güç kaybına sebebiyet veren direncin doğru
 İletim hatlarında gerilim düşümüne ve güç kaybına sebebiyet veren direncin doğru") 2.5. İletkenlerde R, L, C Hesabı 2.5.1. İletim Hatlarında Direnç (R) İletim hatlarında gerilim düşümüne ve güç kaybına sebebiyet veren direncin doğru hesaplanması gerekir. DA direnci, R=ρ.l/A eşitliğinden
2.5. İletkenlerde R, L, C Hesabı 2.5.1. İletim Hatlarında Direnç (R) İletim hatlarında gerilim düşümüne ve güç kaybına sebebiyet veren direncin doğru hesaplanması gerekir. DA direnci, R=ρ.l/A eşitliğinden
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Hareket halindeki elektrik yüklerinin oluşturduğu bir sistem düşünelim. Belirli bir bölgede net bir yük akışı olduğunda, akımın mevcut olduğu
 Akım ve Direnç Elektriksel olaylarla ilgili buraya kadar yaptığımız tartışmalar durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik yüklerinin hareket halinde olduğu durumları inceleyeceğiz.
Akım ve Direnç Elektriksel olaylarla ilgili buraya kadar yaptığımız tartışmalar durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik yüklerinin hareket halinde olduğu durumları inceleyeceğiz.
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi. Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU
 Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
 Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Isı Kütle Transferi. Zorlanmış Dış Taşınım
 Isı Kütle Transferi Zorlanmış Dış Taşınım 1 İç ve dış akışı ayır etmek, AMAÇLAR Sürtünme direncini, basınç direncini, ortalama direnc değerlendirmesini ve dış akışta taşınım katsayısını, hesaplayabilmek
Isı Kütle Transferi Zorlanmış Dış Taşınım 1 İç ve dış akışı ayır etmek, AMAÇLAR Sürtünme direncini, basınç direncini, ortalama direnc değerlendirmesini ve dış akışta taşınım katsayısını, hesaplayabilmek
2016 Yılı Buharlaşma Değerlendirmesi
 2016 Yılı Buharlaşma Değerlendirmesi GİRİŞ Tabiatta suyun hidrolojik çevriminin önemli bir unsurunu teşkil eden buharlaşma, yeryüzünde sıvı ve katı halde değişik şekil ve şartlarda bulunan suyun meteorolojik
2016 Yılı Buharlaşma Değerlendirmesi GİRİŞ Tabiatta suyun hidrolojik çevriminin önemli bir unsurunu teşkil eden buharlaşma, yeryüzünde sıvı ve katı halde değişik şekil ve şartlarda bulunan suyun meteorolojik
Akım ve Direnç. Bölüm 27. Elektrik Akımı Direnç ve Ohm Kanunu Direnç ve Sıcaklık Elektrik Enerjisi ve Güç
 Bölüm 27 Akım ve Direnç Elektrik Akımı Direnç ve Ohm Kanunu Direnç ve Sıcaklık Elektrik Enerjisi ve Güç Öğr. Gör. Dr. Mehmet Tarakçı http://kisi.deu.edu.tr/mehmet.tarakci/ Elektrik Akımı Elektrik yüklerinin
Bölüm 27 Akım ve Direnç Elektrik Akımı Direnç ve Ohm Kanunu Direnç ve Sıcaklık Elektrik Enerjisi ve Güç Öğr. Gör. Dr. Mehmet Tarakçı http://kisi.deu.edu.tr/mehmet.tarakci/ Elektrik Akımı Elektrik yüklerinin
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
HİDROLOJİ. Buharlaşma. Yr. Doç. Dr. Mehmet B. Ercan. İnönü Üniversitesi İnşaat Mühendisliği Bölümü
 HİDROLOJİ Buharlaşma Yr. Doç. Dr. Mehmet B. Ercan İnönü Üniversitesi İnşaat Mühendisliği Bölümü BUHARLAŞMA Suyun sıvı halden gaz haline (su buharı) geçmesine buharlaşma (evaporasyon) denilmektedir. Atmosferden
HİDROLOJİ Buharlaşma Yr. Doç. Dr. Mehmet B. Ercan İnönü Üniversitesi İnşaat Mühendisliği Bölümü BUHARLAŞMA Suyun sıvı halden gaz haline (su buharı) geçmesine buharlaşma (evaporasyon) denilmektedir. Atmosferden
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR
 ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
SICAKLIK NEDİR? Sıcaklık termometre
 SICAKLIK NEDİR? Sıcaklık maddedeki moleküllerin hareket hızları ile ilgilidir. Bu maddeler için aynı veya farklı olabilir. Yani; Sıcaklık ortalama hızda hareket eden bir molekülün hareket (kinetik) enerjisidir.
SICAKLIK NEDİR? Sıcaklık maddedeki moleküllerin hareket hızları ile ilgilidir. Bu maddeler için aynı veya farklı olabilir. Yani; Sıcaklık ortalama hızda hareket eden bir molekülün hareket (kinetik) enerjisidir.
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
BÖLÜM 3. Yrd. Doç.Dr. Erbil Kavcı. Kafkas Üniversitesi Kimya Mühendisliği Bölümü
 BÖLÜM 3 Sürekli Isı iletimi Yrd. Doç.Dr. Erbil Kavcı Kafkas Üniversitesi Kimya Mühendisliği Bölümü Düzlem Duvarlarda Sürekli Isı İletimi İç ve dış yüzey sıcaklıkları farklı bir duvar düşünelim +x yönünde
BÖLÜM 3 Sürekli Isı iletimi Yrd. Doç.Dr. Erbil Kavcı Kafkas Üniversitesi Kimya Mühendisliği Bölümü Düzlem Duvarlarda Sürekli Isı İletimi İç ve dış yüzey sıcaklıkları farklı bir duvar düşünelim +x yönünde
ELEKTRİK AKIMI Elektrik Akım Şiddeti Bir İletkenin Direnci
 ELEKTRİK AKIMI Elektrikle yüklü ve potansiyelleri farklı olan iki iletken küreyi, iletken bir telle birleştirilirse, potansiyel farkından dolayı iletkende yük akışı meydana gelir. Bir iletkenden uzun süreli
ELEKTRİK AKIMI Elektrikle yüklü ve potansiyelleri farklı olan iki iletken küreyi, iletken bir telle birleştirilirse, potansiyel farkından dolayı iletkende yük akışı meydana gelir. Bir iletkenden uzun süreli
14. ÜNİTE GERİLİM DÜŞÜMÜ
 14. ÜNİTE GERİLİM DÜŞÜMÜ KONULAR 1. GERİLİM DÜŞÜMÜNÜN ANLAMI VE ÖNEMİ 2. ÇEŞİTLİ TESİSLERDE KABUL EDİLEBİLEN GERİLİM DÜŞÜMÜ SINIRLARI 3. TEK FAZLI ALTERNATİF AKIM (OMİK) DEVRELERİNDE YÜZDE (%) GERİLİM
14. ÜNİTE GERİLİM DÜŞÜMÜ KONULAR 1. GERİLİM DÜŞÜMÜNÜN ANLAMI VE ÖNEMİ 2. ÇEŞİTLİ TESİSLERDE KABUL EDİLEBİLEN GERİLİM DÜŞÜMÜ SINIRLARI 3. TEK FAZLI ALTERNATİF AKIM (OMİK) DEVRELERİNDE YÜZDE (%) GERİLİM
KAYNAMALI ISI TRANSFERİ DENEYİ. Arş. Gör. Emre MANDEV
 KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
Birbirine belli bir kuvvetle basan kontak parçaları birbirinden ya çok zor ayrılırlar ya da hiç ayrılmazlar ise kontaklar kaynak olmuşlardır denir.
 Birbirine belli bir kuvvetle basan kontak parçaları birbirinden ya çok zor ayrılırlar ya da hiç ayrılmazlar ise kontaklar kaynak olmuşlardır denir. 3 çeşit kaynak tipi vardır. Bunlar ; 1 Soğuk Kaynak 2
Birbirine belli bir kuvvetle basan kontak parçaları birbirinden ya çok zor ayrılırlar ya da hiç ayrılmazlar ise kontaklar kaynak olmuşlardır denir. 3 çeşit kaynak tipi vardır. Bunlar ; 1 Soğuk Kaynak 2
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
Meteoroloji. IX. Hafta: Buharlaşma
 Meteoroloji IX. Hafta: Buharlaşma Hidrolojik döngünün önemli bir unsurunu oluşturan buharlaşma, yeryüzünde sıvı ve katı halde farklı şekil ve şartlarda bulunan suyun meteorolojik faktörlerin etkisiyle
Meteoroloji IX. Hafta: Buharlaşma Hidrolojik döngünün önemli bir unsurunu oluşturan buharlaşma, yeryüzünde sıvı ve katı halde farklı şekil ve şartlarda bulunan suyun meteorolojik faktörlerin etkisiyle
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
GÜNEŞ ENERJĐSĐ IV. BÖLÜM. Prof. Dr. Olcay KINCAY
 GÜNEŞ ENERJĐSĐ IV. BÖLÜM Prof. Dr. Olcay KINCAY DÜZ TOPLAYICI Düz toplayıcı, güneş ışınımını, yararlı enerjiye dönüştüren ısı eşanjörüdür. Akışkanlar arasında ısı geçişi sağlayan ısı eşanjörlerinden farkı,
GÜNEŞ ENERJĐSĐ IV. BÖLÜM Prof. Dr. Olcay KINCAY DÜZ TOPLAYICI Düz toplayıcı, güneş ışınımını, yararlı enerjiye dönüştüren ısı eşanjörüdür. Akışkanlar arasında ısı geçişi sağlayan ısı eşanjörlerinden farkı,
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin
 Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
Isı ve sıcaklık arasındaki fark : Isı ve sıcaklık birbiriyle bağlantılı fakat aynı olmayan iki kavramdır.
 MADDE VE ISI Madde : Belli bir kütlesi, hacmi ve tanecikli yapısı olan her şeye madde denir. Maddeler ısıtıldıkları zaman tanecikleri arasındaki mesafe, hacmi ve hareket enerjisi artar, soğutulduklarında
MADDE VE ISI Madde : Belli bir kütlesi, hacmi ve tanecikli yapısı olan her şeye madde denir. Maddeler ısıtıldıkları zaman tanecikleri arasındaki mesafe, hacmi ve hareket enerjisi artar, soğutulduklarında
Problem 2.6 Problem 2.21 Problem 2.23
 Problem.6 Problem. Problem.3 33 Problem. Problem.3 Problem 3.0 Bir katıdaki sıcaklık dağılımına, ısı iletim katsayısının sıcaklığa bağlı olmasının etkisini belirlemek için, ısı iletim katsayısı, olan bir
Problem.6 Problem. Problem.3 33 Problem. Problem.3 Problem 3.0 Bir katıdaki sıcaklık dağılımına, ısı iletim katsayısının sıcaklığa bağlı olmasının etkisini belirlemek için, ısı iletim katsayısı, olan bir
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız
 Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ
 1 3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ (Ref. e_makaleleri) Isı değiştiricilerin büyük bir kısmında ısı transferi, akışkanlarda faz değişikliği olmadan gerçekleşir. Örneğin, sıcak bir petrol
1 3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ (Ref. e_makaleleri) Isı değiştiricilerin büyük bir kısmında ısı transferi, akışkanlarda faz değişikliği olmadan gerçekleşir. Örneğin, sıcak bir petrol
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Bölüm 7 Tahribatsız Malzeme Muayenesi
 Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi
 Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi Akışkanlar dinamiğinde, sürtünmesiz akışkanlar için Bernoulli prensibi akımın hız arttıkça aynı anda
Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi Akışkanlar dinamiğinde, sürtünmesiz akışkanlar için Bernoulli prensibi akımın hız arttıkça aynı anda
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
BD 5400 İletkenlik Duyargası. Montaj ve Kullanım Kitapçığı
 BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler