İMALAT YÖNTEMLERİ I Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU KAYNAK
|
|
|
- Gizem Akalın
- 6 yıl önce
- İzleme sayısı:
Transkript




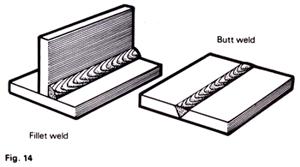
1 KAYNAK Tanım : İki tane aynı metal, yada iki tane ayrı metalin ısı kullanarak veya basınç kullanarak ilave elektrot kullanmadan yada kullanarak yapılan birleştirme işlemine kaynak adı verilir. Genel olarak iki grupta incelenir. 1. Ergitme Kaynağı 2. Basınç kaynağı Kaynak endüstride hem tamir amacıyla hem de dolgu yapmak amacıyla geniş bir şekilde kullanılmaktadır. Çok eskiden perçin çok popüler bir birleştirme yöntemi iken bugün kaynak onun yerini almıştır. En çok gemilerde, kazanlarda, köprülerde, depolama tanklarında, boru hatlarında, otomobil endüstrisinde yaygın olarak uygulanmaktadır. Bir kişiye Kaynakçı diyebilmek için o kişinin o işten profesyonelce para kazanması gerekir. 40 dan fazla çeşidi olan kaynağı aşağıdaki tablodan görüldüğü gibi sekiz grupta toplayabiliriz. Gaz Ergitme Pirinç Direnç KAYNAK Ark Katı Hal Termit Lehim Ark Kaynağı Birleştirilecek parçaların arasından sürekli elektrik arkının geçmesiyle doğacak ısıdan faydalanarak ilave bir elektrot kullanılarak yapılan birleştirme şeklidir.



2 Letter Designation Group Welding Process Arc welding Carbon Arc CAW Flux Cored Arc FCAW Gas Metal Arc GMAW Gas Tungsten Arc GTAW Plasma Arc PAW Shielded Metal Arc SMAW Stud Arc SW Submerged Arc SAW Brazing Diffusion Brazing DFB Dip Brazing DB Furnace Brazing FB Induction Brazing IB Infrared Brazing IRB Resistance Brazing RB Torch Brazing TB Oxyfuel Gas Oxyacetylene Welding Welding OAW Resistance Welding Oxyhydrogen Welding Pressure Gas Welding Flash Welding OHW PGW FW High Frequency Resistance HFRW Percussion Welding PEW Projection Welding RPW Resistance-Seam Welding RSEW Resistance-Spot Welding RSW Upset Welding UW Solid State Cold Welding Welding CW Diffusion Welding DFW Explosion Welding EXW Forge Welding FOW Friction Welding FRW Hot Pressure Welding HPW Roll Welding ROW Ultrasonic Welding USW Soldering Dip Soldering DS Furnace Soldering FS Induction Soldering IS Infrared Soldering IRS Iron Soldering INS Resistance Soldering RS Torch Soldering TS Wave Soldering WS Other Welding Electron Beam EBW Processes Electroslag ESW Induction IW Laser Beam LBW Thermit TW Pirinç Kaynağı Bakır, pirinç, bronz, çelik ve paslanmaz çelik gibi metallerin ikisini veya daha fazlasını birleştirmek amacıyla eriyen pirinç elektrot kullanarak oksi-asetilen gazı altında yapılan birleştirme şeklidir. Lehimden daha güçlü bağlantı sağlanır. Tamirlerde önemli rol oynar.
 ve")







3 Gaz Ergitme Kaynağı Yakıcı (oksijen) ve yanıcı (asetilen) iki gaz kullanarak eriyen elektrot ile yapılan birleştirme şekline denir. Direnç Kaynağı Özellikle saçların birleştirilmesinde küçük bir noktasal bölgesinden elektrik akımı geçirip doğan ısıdan faydalanarak basınç uygulamak suretiyle yapılan kaynak şeklidir.











4 Katı Hal - Dövme Kaynağı Kaynatılacak iki parça tav fırınında ısıtılır. Tav rengi kızıl hale gelince basınç kullanılarak katı durumdayken iki parça birleştirilir. Lehim Birleştirilecek parçaların ergime noktalarının altındaki bir sıcaklıkta eriyen bir lehim çubuğunun kullanılmasıyla yapılan birleştirmeye denir. a)tellerin lehimi b) Düz parçaların lehimi







 Isıl değeri = 13600 kcal/m 3")
 = 2100 C")
 = 130 cm/s")
")
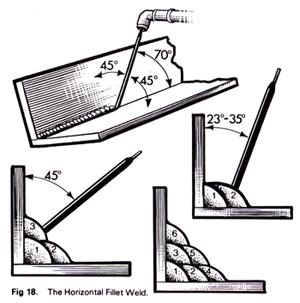
5 Termit Kaynağı Termit bir birim toz alüminyum ile üç birim demir oksit karışımına denir.bu kaynak kırılan rayların tamirinde çok kullanılır. Al 2 + Fe 2 O 3 2Fe + Al 2 O 3 + Isı Kalıp hazırlanır Karışım hazırlama Alevle Kimyasal Reaksiyon Demirin kalıba akması Aşırı sıcaklık yükselmesi Soğumaya bırakılan ray Gaz Ergitme Kaynağı Yanıcı gaz (ASETİLEN): Oksi-Asetilen Gaz Ergitme Kaynağı Özgül ağırlığı = 1,17 kg/m 3 (hava = 1,29 kg/m 3 ) Isıl değeri = kcal/m 3 Alev sıcaklığı (Oksijen ile) = 3120 C (Hava ile) = 2100 C Tutuşma hızı (Oksijen ile) = 1310 cm/s (Hava ile) = 130 cm/s Kokusu = Sarımsak kokusu Eldesi CaC 2 + 2H 2 O C 2 H 2 + Ca(OH) 2 + Isı Karpit Su Asetilen Çamur Isı 64 gr 36 gr 26 gr 74 gr

 kullanılır ve bu metalin erimesi sonucu kaynak yapılır.")


6 1 kg karpiti suya atsak ; a. Ne kadar asetilen gazı çıkar? 26/64 0,4 kg 350 lt (teorik) 250 lt (pratik) b. Ne kadar çamur birikir? 74/64 1,15 kg c. Ne Kadar suya ihtiyaç vardır? 36/64 0,50 kg Oksi-asetilen kaynak yönteminde, kaynağın tarifinden de anlaşıldığı gibi gerekli olacak ısı ve sıcaklık birisi yakıcı, birisi yanıcı olan iki gazın yaklaşık 3000 C civarında yanması sonucu elde edilir. Malzemenin yapısına uygun ilave dolgu metali (elektrot) kullanılır ve bu metalin erimesi sonucu kaynak yapılır. Yanıcı olarak kullanılacak gazlarda şu özellikler aranmalıdır ; 1. Gazın ısıl değeri yüksek olmalı 2. Alev sıcaklığı yüksek olmalı 3. Çok hızlı şekilde tutuşmalı 4. Ucuz olmalı ve kolay elde edilmelidir. Bu açılardan bakıldığında hava gazı, metan, propan, bütan, hidrojen ve asetilen gazları arasında en uygun olanı asetilen gazı olduğunu söyleyebiliriz. KARPİT KAZANLARI Karpitin suyla temas şekline göre 3 tip asetilen kazanı mevcuttur. 1. Düşme Sistemli 2. Islatmalı Sistem 3. Daldırmalı Sistem Düşmeli Islatmalı Daldırmalı Kazanlar değişik şekillerde sınıflandırılırlar. Asetilen miktarına göre, kazan basıncına göre ve karpitin su ile temas şekline göre sınıflandırma en çok yapılan sınıflandırma çeşitleridir. Suyla temas şekline göre ; 1.Düşmeli : Sepete konan karpitler sarsılır. Suya düşen karpit kimyasal reaksiyon yapar. Gaz elde edilir.

7 2.Islatmalı : Karpit önce alt bölümlere yerleştirilir. Su vanası açılır. Delikli borudan fıskiye şeklinde su damlatılır. Karpit reaksiyona girer. Gaz elde edilir. 3.Daldırmalı : Karpitle dolu olan sepet ihtiyaca göre aşağı yukarı indirilerek suyla temas ettirilir. Karpit reaksiyona girer gaz elde edilir. Fosforlu Hidrojenin Temizlenmesi Karpitten elde edilen asetilen saf değildir. İçerisinde kükürt, amonyak gazı, kireç ve fosforlu hidrojen içerir. Bunlardan fosforlu hidrojen hariç hepsi suyun içinden geçerken erirler. Fakat fosforlu hidrojen erimez. Asetilenle birlikte kazanda toplanır. Asetilen kaynak için şalumaya geldiğinde oda beraber gelir C sıcaklıkta kaynak yapılırken hidrojen molekül halinden atom haline geçer ve binlerce hidrojen atomu yüksek sıcaklıklarda hızlı, sıcaklık düştükçe yavaşlayarak kaynağın içinde hareket eder. Sıcaklığın düştüğü yerlerde hareket durunca atom halindeki hidrojen tekrar molekül haline geçer. H 2 H + H H + H H 2 şekline dönüşür. Asetilen Kazanı Emniyet Tüpü Temizleme Tüpü Hareket durur. Binlerce H 2 molekülü çok küçük mikro boşluklar oluşturur. Bunlar gözle görülmezler. Parça kullanılacağı zaman soğuk çatlak (hidrojen gevrekliği) adını verdiğimiz kaynak hatalarına sebep olurlar. Bunun için fosforlu hidrojenin temizlenmesi şarttır. Bu amaçla asetilen kazanının kenarına temizleme tüpü konur. İçerisine demiroksiklorür maddesi konulur. Asetilen gazı bu maddeden geçerken fosforlu hidrojen tutulur. Gaz temizlenmiş olur. Emniyet Tüpleri Şalumanın hatalı çalışması sonucu yanıcı gaz karışımlarının geri tepmesine engel olmak için kazan yanında kazana bağlı iki tip birbirinden farklı tedbir alınır. Birincisi sulu tip : şekilden görüldüğü gibi alev geri teperse suyun üstünde kalır. İkincisi kuru tip : burada suyun yerini bilya almıştır. Alev geri teperse bilyanın üzerinde kalır, aşıp kazana gidemez. Şalumaya Giden Kazandan Gelen Sulu Tip Kuru Tip

8 Asetilen Kazanlarında Patlama Olayı Asetilen kazanlarının üzerinde basıncı gösteren manometreler vardır. Manometre maksimum 5 atm yi geçmemelidir. Çünkü kimyasal olarak asetilen C 2 H 2 olarak karbon ve hidrojen bileşik haldedir. Zoraki bir arada bulunmaktadırlar. Kazan içerisindeki asetilen gazı basıncı 1,5-2,5 atm arasında tutulur. Asetilen gazı üretim esnasında bu basınç aşılırsa sıcaklıkta 80 C yi geçerse H ile C nu bir arada tutmak zorlaşır. Aniden hidrojen karbondan ayrılır. Bir anda 11 misli basınç doğar. Örneğin 4 atm basınç varsa 11x4=44 atm olur. Bu basınca kazan dayanamaz ve patlar. Sonuçta ölüm olabilir. Bu yüzden çok dikkatli olunmalıdır. Asetilen Gazının Sıvılaştırılması Asetilen gaz halinde kazanların içinde yüksek basınçta bırakılamayacağını biraz önce görmüştük. Bu ise sürekli yapılacak bir kaynak işi olduğu zaman asetilen gazının çabuk bitmesine neden olur. Oysa asetilen tüpü evlerimizdeki gazlarda olduğu gibi sıvılaştırılabilinir. Bunun için tüpün içine süngerimsi bir madde (%10), aseton (%42), emniyet payı (%15) bırakıldıktan sonra geri kalan kısım asetilenin sıvı (%33) halde bulunacağı bir yer bırakılarak gerçekleştirilir. Bu şartlardaki asetilen 20 atm basınca kadar sıkıştırılabilinir. Patlama olmaz. Sıvı asetilen daha temizdir ve uzun süreli kaynak işleri için daha uygundur. Asetilen Gazı İçin UYARI! Bu gaz, darbelere çok hassastır ve yüksek debili regülatör basınçlarında patlayabilir. Tüp içinde güvenlik nedeni ile gözenekli bir malzeme ve sıvı aseton vardır. Bu sıvı içinde çözündürülen asetilen vardır. Asetilen gazı 1.5 barın üzerinde bir basınçla hatta verilirse ya da mekanik olarak sıkıştırıldığı zaman kolaylıkla patlar. Ayrıca düşük enerjili kıvılcımlar (örneğin statik elektrik) dahi patlamaya neden olabilir. Asetilen tüpleri bina dışında ya da iyi havalandırılmış ortamlarda, dik pozisyonda ve sıcak yüzeylerden uzak bir bölgede depolanmalıdır Kullanılan elektrik ekipmanları, patlamaya karşı yalıtılmış olmalıdır. Asetilen ile kullanılan ekipmanlar kıvılcım yaratmamalıdır. Statik elektrik üreten ve depolayan elbiseler ile asetilen kullanılmamalıdır. Çalışma yapılan alanlar çok iyi havalandırılmalıdır. Asetilen zehirleyici değildir, ancak kaçaklar havadaki oksijen seviyesini %19.5`in altına indirirse şuur kaybı ve hatta ölüme kadar gidebilen sonuçlar yaratır. Oksi-Asetilen Gaz Ergitme Kaynağı Yakıcı gaz (OKSİJEN): Özgül ağırlığı = 1,42 kg/m 3 (0 C ve 1 atm) (hava = 1,29 kg/m 3 ) Renksiz, Kokusuz, Soğutulduğunda mavi renkli bir sıvı hâline gelir. Normal koşullarda oksijen gazı suda çözünür. 0 C ve 1 atm basınçta 1 litre suda 31 ml oksijen gazı çözünür. Sıvı oksijen çok zayıf olarak mıknatıs tarafından çekilir. Bunun sebebi oksijen molekülünde çiftleşmemiş elektronların bulunmasıdır. Elementel oksijen, yakıcı gaz olarak asetilen kaynakçılığında yüksek sıcaklık elde etmek için ve oksitleyici gaz olarak füze yakıtlarında kullanılır.




9 Eldesi : a. Havadan : Havanın hacimce % 78 i azot, % 21 oksijen ve % l i argon, neon, karbondioksit, su buharı gibi öteki gazlardır. Hava -196 C nin altına soğutulacak olursa sıvılaşır. Daha sonra sıvı hava buharlaşmaya bırakılacak olursa -196 C de azot uzaklaşır, geride oksijen kalır. Oksijen içindeki safsızlıklar aşamalı buharlaştırma ile uzaklaştırılır. b. Sudan : Pahalı olmakla birlikte suyun elektrolizi ile oksijen elde edilebilir. 2H 2 O 2H 2 + O 2 Tepkime bazik ortamda cereyan eder. Anottan oksijen, katottan H 2 çıkar. Oksijen Tüpleri Gaz İçeren Oksijen tüpleri : 40 litre hacimde 150 atmosferlik basıncı aşmayacak şekilde doldurulması gerekir. Türün üzerinde imalatçı firmanın adı, seri numarası, boş ağırlığı, dolu ağırlığı, test basıncı, en son muayene tarihi ve soğuk damgası yazılı olacak şekilde bulunmalıdır. Oksijen tüpleri basıncının 1,5 katı olan 150 x 1,5 = 225 atm de denenirler. Bu basınçta çatlama ve bozulma yoksa tüp sağlam demektir. Oksijen tüplerinde vana kapağı takılı olmalı bu tüp yağlı maddelerden uzak tutulmalıdır. Tüpler için TS standardındaki özellikler aranır. Sıvı İçeren Oksijen tüpleri : Oksijen asetilende olduğu gibi sıvılaştırılarak tüplere doldurulabilinir. Sanayide linde yöntemi ile havadan oksijenin sıvılaştırılması aşağıdaki diyagramda gösterildiği gibi yapılmaktadır. Sıvı oksijenin hem nakli hem de depolanması daha da kolaydır. Örnek vermek gerekirse 1000 m 3 lük bir gaz oksijen için 16 m çapında 11 m yüksekliğinde dev bir silindirik kaba ihtiyaç vardır. Ayrıca bunun için 40 lt lik tüplerden 166 tane tüp 7 kamyon kullanılmalıdır. Oysa aynı miktar gaz sıvılaştırılırsa 1,4 m çapında küresel bir basınçlı kap kafidir. Taşımak içinde kamyonet yeterlidir. Tüp Manometreleri Asetilen manometreleri Oksijen manometreleri 0-2,5 bar 0-16 bar 0 4 bar 0 25 bar 0 40 bar bar
 Ve")




10 Tüp Regülatörleri Asetilen manometreleri Oksijen manometreleri 0-2,5 bar 0-16 bar 0 4 bar 0 25 bar 0 40 bar bar Şalumalar (Üfleç-Hamlaç-Torç) Ve Yapıları Oksijen ve asetilenin belli oranda karışımını sağlayarak ucunda alev oluşmasını sağlayan elemana denir. Üfleçlerin gücü bir saatte verebildikleri asetilen miktarı veya oksijen miktarı ile ölçülür. Üfleçte önce oksijen musluğu açılır, sonra asetilen musluğu açılır. Kapatılırken ise bu söylenenin tersi yapılır. Üflece takılacak hortumların kelepçe ile bağlanması zaruridir. Şayet üfleç ısınmışsa önce asetilen kapatılır. Oksijen açık vaziyette suya batırılıp soğutulabilinir. Geri tepme meydana gelirse ilk önce asetilen musluğu kapatılır. Sonra tüp kontrol edilir. Şalumaya takılacak hortumun uzunluğu en az 5 m olmalıdır. Asetilen Oksijen




11 Genelde şalumaya üç tip uç takılır. Birincisi eşit veya orta basınçta gaz veren kaynak yapma amaçlı uçlar, bu uçlarda asetilen basıncı 1psi den fazladır. Oksijen basıncı da hemen hemen buna eşittir. İkincisi ise enjektör tipi kesme amaçlı uçlardır. Burada asetilen basıncı 1 psi den azdır. Oksijen ise yüksek basınçlıdır. Bu yüksek basınç asetileni kendiliğinden karışma odasına çeker. Kaynak uçları numaralıdır. Numara büyüdükçe ucun deliği de büyür. Kaynak yapılan uçlarda tek bir delik vardır. Kesme yapılan uçlarda ise merkezde büyük delik, yanlarda küçük delikler vardır. Kesme için oksijen merkezden gelir. Üçüncüsü ise yanlardan gelen alevle ön ısıtma yapılır. Kaynak Kesme Isıtma Asetilen Kaynağında Şalumaya Takılan Kaynak Uçları Metal Thickness Tip Size Rod Size Oxygen Pressure Acetylene Pressure Inç No. Inç PSI PSI 1/64-1/ / /32-3/ / /32-5/64 0 3/ /64-3/32 1 1/ /16-1/8 2 5/ /8-3/16 3 3/16-1/4 4 4 Oksi-asetilen Aleviyle Kesme : Bu yöntemle kalın parçaların kesilmesi diğer kesme yöntemlere göre daha hızlı yapılır. Fakat kesilen parçaların kenarları çok düzgün olmaz kaba kalır. Kesmede aşağıdaki şekilde kimyasal reaksiyon sonucu demir oksitlenir ve yüksek oksijen basıncı ile ortamdan uzaklaştırılır 3 Fe + 2O 2 = Fe 3 O ,000 kalori Kesme torçları ön ısıtma ile bu oksitlemeyi yaparlar. Ortadaki basınçlı oksijende oksitlenmiş parçayı keser. Literatürde 1,5 m kalınlığında parçalar bu yöntemle kesilebilmektedir. 6 mm den ince parçaların kesiminde kenarların erime ve parçanın çarpılma tehlikesi vardır lü yıllardan beri uygulanan alevle kesmenin el ile yapılanında herhangi bir değişme olmazken otomatik kesme makineleri sürekli gelişmektedir.

 Bu ısının sıcaklığı 3000 C ye kadar çıkar. Bu bölgenin en önemli reaksiyonu zehirli gaz olan CO in çıkmasıdır.")
12 Metal kalınlığı ile kesme uç ilişkisi Metal Thickness (inç) Size # 3/ / Oksi Asetilen Kaynak Alevi Üflecin ucundan çıkan oksijen ve asetilen karışım gazı yanar ve bir alev oluşturur. Alev dikkatli incelendiğinde üç bölge içerir. 1. Mızrak Bölgesi 2. Reaksiyon Bölgesi 3. Yelpaze Bölgesi Mızrak Bölgesi : 3-4 mm uzunluğunda parlak bir bölgedir. Burada hiçbir reaksiyon olmaz çünkü sıcaklık alevlenme sıcaklığının altındadır Reaksiyon Bölgesi : Mızrak bölgesinin ucundaki bölgedir. Burada reaksiyonlar meydana gelir ve büyük bir ısı açığa çıkar. C 2 H 2 + O 2 2CO + H 2 +Isı ( cal/mol) Bu ısının sıcaklığı 3000 C ye kadar çıkar. Bu bölgenin en önemli reaksiyonu zehirli gaz olan CO in çıkmasıdır. Bu nedenle kaynak yapılan yerin havalandırılması gereklidir. Kapalı yerde yapılan kaynak ölüm getirebilir. Yelpaze Bölgesi : Bu bölge bundan önceki iki bölgeyi de içine alır. İçerisinde hava vardır. Hava da bilindiği gibi azot ve oksijen içerir. Buradaki reaksiyon : CO + ½O 2 + 2N 2 CO 2 + 2N 2 + Isı (68000 cal/mol) H 2 + ½O 2 + 2N 2 H 2 O + 2N 2 + Isı (48000 cal/mol)



13 Reaksiyondan görüldüğü gibi bu bölgede zararlı olan CO, zararsız olan CO 2 e dönüşmekte, hidrojen de su buharına dönüşmektedir. Kaynak Alevi Çeşitleri 1. Normal Alev : Bu alev çeşidinde oksijen ve asetilen gazları %50 + %50 karıştırılmıştır. Özel durum arz etmeyen kaynak işlemlerinde bu alev uygulanır. Rengi açık mavidir. 2. Oksitleyici Alev : Bu alev çeşidinde oksijen daha fazladır. Bu alevin görüntüsü koyu mavi renktedir. Kesme işlemlerinde ve muslukların kaynağında çinkonun buharlaşmaması ZnO yapması için kullanılır. 3. Karbonlayıcı Alev : Bu alev çeşidinde asetilen oksijenden daha fazladır. Alevin görüntüsü sarımtırak renktedir. Dökme demirlerin kaynağında ısıtma sebebiyle yakılan karbonun yeniden takviyesi için bu alev kullanılır.

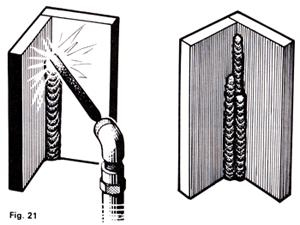
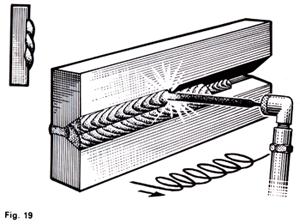
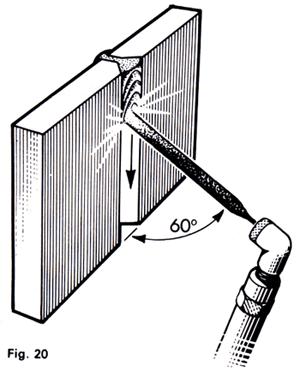
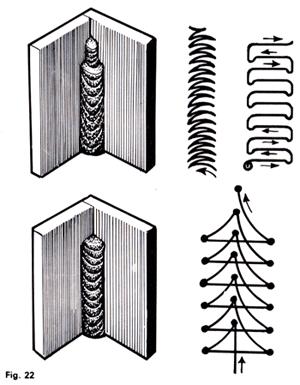
14 Oksi-Asetilen ve Ark Kaynak Uygulamaları
15
16




 : Bu ışınlar göz kamaştırır. Korunmak için maske veya gözlük kullanılmalıdır.")
17 Ergitme Kaynağı Ark Kaynağı Tarihçe : 1885 yılında erimeyen karbon elektrot kullanarak parça ile elektrot arasında ilk kez ark teşekkül ettirilmiştir. İlave elektrot kullanılarak ark kaynağı yapılmıştır. Bu usul Benardos kaynak yöntemi olarak anılır yılında Zerener arkı güçlendirmek için çift karbon elektrot kullanmıştır yılında Yugoslav Slavianoff hem ark teşekkül ettiren hem de eriyen elektrot kullanarak bugünkü ark kaynağının temelini atmış oldu. Ark teşekkülü : Şekilden de görüldüğü gibi elektrik arkı gerilimin etkisiyle kızgın olan katottan çıkan elektronların büyük bir hızla anodu bombardıman etmesiyle oluşur. Ortaya büyük bir enerji çıkar. Çıkan bu enerjinin %85 i ısı %15 i ışın enerjisidir.işın enerjisi üç e ayrılır. Parlak Işın (%30) : Bu ışınlar göz kamaştırır. Korunmak için maske veya gözlük kullanılmalıdır. Ültraviyole Işın (%10) : Bu ışın gözde ve ciltte yanıklar meydana getirir. Fazla alınırsa yaraya dönüşür. Ayrıca bu ışın havanın oksijenini OZON gazına dönüştürür. Bu gaz ise zehirli bir gazdır. Bunun için kaynak yerleri havasız ve kapalı mekanlar olmamalıdır. Bu ışının zararından korunmak için eldiven ve önlük giyerek bütün vücudun korunması gerekir.






18 Enfraruj Işın (%60) : Kırmızı renkte olan bu ışınlar sıcaklık verirler fazla zararları yoktur. Sıcaklıktan korunmak için iyi giyinmek kafidir. Ark Üflemesi : Bir telden bir akım geçtiği zaman manyetik bir alan meydana gelir. Bir elektrik arkı da hareket halindeyken bir iletken kabul edildiğinden onun etrafında da manyetik bir alan meydana gelir. Bu manyetik alan kaynak esnasında erimiş haldeki metali oynatır. İşte buna ark üflemesi denir. Ark üflemesi kaynak esnasında yetersiz birleşme (incomplete fusion) kusuruna neden olur. Ark üflemesi yetersiz birleşmeye sebep olur. 1. Damla arkın önüne doğru kaçarsa 2. Kaynak kökünde uygun olmayan kaynak pozisyonu sebebiyle yetersiz birleşme Elektrik Ark Kaynak Makineleri 3. Kaynak hazırlanmasının etkisiyle yetersiz birleşme Doğru Akımla Çalışanlar Alternatif Akımla Çalışanlar Dinamolu Kaynak Makinesi Redresörlü Kaynak Makinesi Transformatörlü Kaynak Makinesi Makine Özellikleri Makine Özellikleri Makine Özellikleri Alternatif akım ( AC ) Doğru akım ( DC ) Doğru akım ( DC ) Kullanım Yerleri Tamir ve Bakım işlerinde Metal yapı işlerinde Sanayi sektörlerinde (Tren, Uçak, Otomotiv, Gemi, Çelik Konstrüksiyon vb. )



 kaynak makinesi olarak da")
 doğru akıma (DC)")


19 Doğru Akımla (DC) Çalışan Dinamolu Kaynak Makinesi : Bu makine motor ve dinamodan meydana gelir. Motor benzinli-dizel motoru olabildiği gibi elektrik motoru da olabilir. Dinamo elektrik üretir. Dinamoyu çeviren ise normal (benzin-dizel) motordur. Bu makinelerin dönen kısımları fazla olduğundan sık sık arıza yaparlar verimleri yüksek değildir. Redresörlü Kaynak Makinesi: Doğru akım (DC) kaynak makinesi olarak da bilinir. Gerilimi yükselten, akımı düşüren, dalgalı akımı (AC) doğru akıma (DC) dönüştüren makinedir. Elektrot ve şase bağlantılarında, artı ve eksi kutupların yeri değiştirilebilir. Dalgalı Akım Kaynak Makinesi: Transformatörlü kaynak makinesi olarak da bilinir. Akım türünü değiştirmeden gerilim ve akım değerini ayarlar. Makine çıkışında eksi kutup elektroda, artı kutup kaynatılacak parçaya (şaseye) bağlanır. 220 V şehir şebeke cereyanı V a düşer. Başlangıçta 9-12 amper olan akım şiddeti sonuçta 500 ampere kadar çıkar. Böylece yüksek akımla çalışma imkanı doğar.

20 Gazaltı Ark Kaynağı: Kaynak bölgesini havanın ve çevrenin olumsuz etkilerinden korumak amacıyla çeşitli gazlar kullanıldığı için, gazaltı kaynağı olarak adlandırılır. Kaynak bölgesi hava ile temas ederse, kaynak işlemi sağlıklı olmaz. Bu yöntemde kullanılan gazlar, aynı zamanda yanmayı hızlandırarak daha fazla ısının açığa çıkmasını sağlar. Bu da kaynak nüfuziyetini arttırır. Kaynak işleminde kullanılan gaz ve elektrot cinsi, kaynağa adını verir. TIG Kaynağı (Tungsten Inert Gas): Bu kaynak yönteminde yine helyum ve argon gibi gazların yanı sıra, ergimeyen tipte tungsten elektrot kullanılır. Kaynak için gerekli sıcaklık, elektrot ucundaki arktan elde edilir. Ark sonucu oluşan ısı etkisiyle parçalar kaynatılır. Kaynak bölgesi, torçtaki elektrot çevresinden gelen gazla korunur. Elektrot olarak wolfram kullanıldığında, WIG (Wolfram Inert Gas) kaynağı adını alır. TIG ve WIG kaynağında elektrotun görevi ark oluşturmaktır. Dolgu için kaynatılacak malzemelere uygun; bakır, alüminyum, çelik, gümüş vb. teller kullanılabilir.

21 TIG Kaynağı Uygulamaları a. Atom-Ark Kaynağı : Bu kaynak yönteminde tungstenden yapılmış iki tane elektrot sadece ark amacıyla kullanılır. Ayrıca ilave elektrot vardır. Koruyucu gaz olarak da hidrojen gazı kullanılır. Hidrojen gaz molekül halinden atom haline geçer tungstenin üzerindeki ısının bir kısmını alır ve onları soğutur. Ayrıca aldığı ısının bir kısmını iş parçasına vererek erimesini bile sağlar. Soğuyunca yeniden molekül haline geçer. Hızlı kaynak yapılmak istendiği zaman kullanılan bir yöntemdir. Bu yöntemde kaynak sıcaklığı 4000 C yi bulur. b. Argon-Ark Kaynağı : Bu yöntemde elektron tungstenden yapılmıştır. Argon gazı koruyucu gazdır. Dalgalı akım kullanılır. Bu dalgalı akımın argon gazı içinde ark oluşturması güç olduğundan yüksek frekans tutuşturucusu adı verilen bir aparat kullanılır. Argon gazı pahalı bir gazdır. Bakır pirinç, alüminyum gibi malzemelerin kaynağında kullanılır. MIG (Metal Inert Gas) Kaynağı: Helyum, argon gibi gazlar ve bu gazların karışımlarından oluşan koruyucu gazların kullanıldığı kaynak türüdür. Bu kaynak türünde ergiyen ve ergimeyen elektrotlar kullanılabilir. Ergiyen tip elektrotla yapılan kaynakta elektrot ergiyerek; kaynak bölgesini doldurur. Ergimeyen tip elektrot kullanıldığında, elektrotun kendisi ergimez; kaynak bölgesini ergitir. Çelik malzemelerin yanı sıra bakır ve alüminyum gibi malzemelerin kaynatılmasında da kullanılır. MIG kaynak makinesinde elektrik ark kaynağında olduğu gibi akım değeri ayarlanabilir. Akım şiddeti parça kalınlığına ve tel çapına göre değişir. İki tip uygulaması vardır. a. SİGMA Ark Kaynağı : Bu yöntemde doğru akım kullanılır. Koruyucu gaz argon gazıdır. Bu gaz kaynak bölgesini hem korur, hem de bu bölgeyi daha iyi temizler. Çünkü argon gazı havadan ağırdır. Kaynak çevresini pisliklerden korur. Bu gaz kaynak arkını istikrarlı hale sokar bu yüzden diğer gazlarla kullanmada tercih edilir. Saf argon Cu, Al, Ni, Ti gibi malzemeler için kullanılır. Fakat unutmamak gerekir ki saf argon kaynakta alttan yeme, zayıf kaynak dikişi sığ nüfuziyet gibi kaynak hatalarına sebep olduğundan çok dikkatli olmak gerekir. Diğer malzemeler için karışık gaz kullanmak daha iyi olur.






22 b. MAG (Metal Active Gas) Kaynağı : Bu kaynağın en önemli özelliği CO 2 gazının kullanılmasıdır. Sigma ile aralarındaki fark : Kullanılan gazların değişik olması ve MAG kaynak makinesinde akımın değil, gerilimin ayarlanmasıdır. Karbondioksit (CO 2 ), oksijen, hidrojen gazları ve karışımları koruyucu gaz olarak kullanılır. Kaynağa başlamak için elektrot çapına ve ilerleme hızına uygun gerilim seçilir. Elektrot teli, bakır kaplama yapılmış ve plastik makaralara sarılı halde piyasada bulunur. Elektrot çaplan 0,6-2,4 mm arasında değişir. Argon ve Helyum gazları tek atomlu karbondioksit ise molekül halindedir. Normal sıcaklıkta CO 2 gazı koruyucudur. Yüksek sıcaklıkta CO ve O ayrışır. Kaynak esnasında bu serbest oksijen FeO veya CO yapar. Bu yüzden kullanılacak elektrot oksitlenmeyen olacak fakat örtüsü Al, Mn, Si gibi oksitleri kendine çekebilen elementlerden olmalıdır. CO 2 ucuzdur. DC akım ters kutuplama yapılarak kullanılır. Başka gazlarla karışık halde de kullanılır. MIG/MAG Kaynak Makineleri Saç Amper Kalınlığı 1 mm Amp 2 mm Amp 3 mm Amp 4 mm Amp 6 mm Amp MIG / MAG Şematik

23 Tozaltı Kaynağı : Bu yöntemde kaynak bölgesinin dış etkilerden korunması, karışım halindeki tozlar (silisyum, manganez vb.) yardımıyla sağlanır. Diğer kaynak türlerinde olduğu gibi ark oluşumu ; kaynak teliyle, kaynatılacak parça arasında meydana gelir. Tozaltı Kaynağının Avantajları Seri üretime elverişlidir. Kaynak dikişi sağlamdır. Yapımında koruyucu maske kullanmaya gerek yoktur. Toz karışım oranları değiştirilerek, adi elektrotla kaliteli malzemeler kaynatılabilir. Otomatik olarak çalışma imkanı vardır. Gazaltı kaynak makinesine dönüştürülebilir. Dar aralıklara kaynak yapma imkanı vardır. Kaynak ağzı açmaya gerek yoktur. Kazan, basınçlı tank, tüp, boru, otomotiv ve gemi sanayinde yaygın olarak kullanılır.









24 ARK LA METAL KESME Üç türlü elektrotla kesme çeşidi vardır. 1. Karbon elektrotla kesme : Bu işlemde üzeri bakır kaplı grafitten yapılmış elektrotlar vardır ve doğru akım kullanılır. Bu kesmenin esası parçanın kısmen erimesine dayanır. Kesilen yüzey çok kaba olur ve sonradan işlenmeye ihtiyacı vardır. Bu yöntemle daha ziyade hurdaya atılacak veya sonradan işlenmeye ihtiyacı olmayan parçaların kesilmesi yapılır. 2. Örtülü elektrotla kesme : Bu işlemde 4-6 mm çapında asidik, rutil, selülozik, oksidik tip elektrotlar doğru veya alternatif akımda amper/mm lik bir akımda kesme işleminde kullanılırlar. Bu yöntemle kesme bir eritme işlemine dayanmaktadır. Kesilen yüzey çok kaba olur. Sonradan işlenmeye ihtiyacı vardır. Amper Boyut / / /32 3. Havalı karbon arkıyla kesme : Bu işlemde karbondan yapılmış bir elektrot ve iş parçası arasında teşekkül ettirilen ark metali eritir. Bu esnada püskürtülen basınçlı hava eriyen metali kesme bölgesinden atar. Bu esnada metalin oksitlenmesi söz konusu değildir. Metalin uzaklaştırılması havanın gücüyle sağlanır. Bu yöntemle daha ziyade parçalara kaynak ağzı, oluk açma ve hatalı kaynak dikişlerinin sökülmesi söz konusu olduğu zaman kesme yapılır.
 A.")
 Asidik Tip (A) Oksidik Tip (O) Selülozik Tip (C) Bazik Tip (B) Özel Elektotlar")


25 KAYNAK ELEKTROTLARI Erimeyen Eriyen Karbon Elektrot (Kok+Grafit +Antrisit Tozlarının sıkıştırılmış karışımı Tungsten Elektrot (Toryum veya Zirkonyumla alaşımlandırılmış) A. Dolgu Elektrotu B. Birleştirme Elektrodu 1.Çıplak 2.Örtülü a.kesiti İnce,Orta, Kalın b.rutil Tip (R) Asidik Tip (A) Oksidik Tip (O) Selülozik Tip (C) Bazik Tip (B) Özel Elektotlar Erimeyen Elektrotlar Karbon Elektrotlar Tungsten Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali olarak görev yapar. Erimeyen elektrotların çoğu karbon, tungsten ve wolfram elementlerinden yapılmıştır. Ark teşekkülü için kullanılır. Eriyen elektrotlar ise birleştirilecek parçaların yapısında veya onlara çok yakın bileşikte olmalıdır.



26 Eriyen elektrotlar ince, orta, kalın kesitlerde olabilirler ayrıca çıplak veya örtülü şekilde kullanılırlar. Çıplak elektrotların ark teşekkülünde güçlük çıkarmaları, yalnız doğru akımla çalışmaları, oksijen ve azot gazlarını absorbe etmeleri ve oksitlenmeleri nedeniyle kullanırken birçok mahsurlar doğururlar. Bu nedenle elektrot üzerindeki örtünün şu faydaları vardır. 1. Ark kolay tutuşur 2. Koruyucu gaz oluşturur hava ile teması keser. 3. Kaynak üzerinde örtü meydana getirir. 4. Kaynağın yavaş soğumasını sağlar. 5. İlave alaşımlama yapar. 6. Erimiş metalin oksitini alır. Örtülü elektrotların bileşimi çok değişiktir. En önemlileri Rutil Tip Elektrotlar : Bu elektrotların örtüsünün büyük bir kısmı titanyum-oksit (TiO) ten meydana gelmiştir. Bu iyi bir curuf oluşturma özelliğine sahiptir. Kararlı bir ark oluşturur. Sıçrama kayıpları azdır. Kaynak dikişinin mekanik özelliği yapı çeliği için uygundur. Ama yüksek çekme dayanımları vermez. Çünkü kaynak metalinde 25-30ml/100 gr gibi yayılmış hidrojen içerir. Bu elektrotlar hem doğru akımda hem de alternatif akımda kullanılırlar. Acemi kaynakçı bile bu elektrotla kaynak yapabilir. Bazik Tip Elektrotlar : Bu elektrotun örtüsünde kalsiyum ve diğer toprak alkali metaller bulunur. Bu elektrotlar doğru akımda artı kutba bağlı olarak kaynak edilirler. Bazı tipleri alternatif akımda da kullanılır. İyi bir aralık doldurma kabiliyetleri vardır. Örtüsünün bileşiminde hidrojen bulunmadığından kaynak dikişinde hidrojen miktarı çok çok azdır. Mekanik özellikleri bu yüzden daha yüksektir. Sıfır derecenin altındaki şartlarda bile sünek kaynak dikişi sağlarlar. Bazik elektrotların örtüleri nem kapıcı olduğundan kuru yerlerde depolanmalıdırlar Selülozik Tip Elektrotlar : Bu elektrotların örtüsünde yandığı zaman gaz oluşturan organik elementler bulunur. Ağaç ve çamlardaki sıvı madde anlaşılmalıdır. Selülozik elektrotlarla yapılan kaynakta nüfuziyet diğerlerine göre %70 daha fazladır. Fakat yandığı zaman hidrojen gazı çıkarmaları nedeniyle yüksek mukavemetli çeliklerin kaynağında önerilmezler. Boru hatları (pipe line) ve gemi inşaatı kaynaklarında çok kullanılırlar. Cürufları kolay kalkarlar. Oksidik Tip Elektrotlar : Bu elektrotun örtüsünün büyük bir kısmını (%60 Fe 2 O 3 Fe 3 O 4 ) demir-oksit teşkil eder. Kalın örtülüdür. Düz görünüşlü dikişler verir. Yalnızca düşük karbonlu ve alaşımsız çeliklerin kaynağına kullanılır. Hem doğru akımda hem alternatif akımda çalışır. Nüfuziyeti azdır. Aralık doldurma kabiliyeti çok fenadır. Bu yüzden parçalar birbirine uyumlu olmalıdır. Ancak bu elektrotlarla güzel ve düz görünüşlü dikişler elde edilir.




27 Asidik Tip Elektrotlar : Bu tip elektrotların örtüsünde fazla miktarda demir-oksit ve mangan vardır. Katılaşan cürufunda arı peteğini andıran bir görüntü meydana çıkar. Çabuk akan ve düz dikiş veren bir elektrot tipidir. Tem doğru akım hem de alternatif akımda kaynak yapılır. Aralık doldurma kabiliyeti iyi değildir. Bu yüzden parçaların birbirine uyması gerekir. Derin nüfuziyet temin eden bir elektrot tipidir. Özel Elektrotlar : Bu elektrotların başlıcaları şunlardır. a. Derin nüfuziyet sağlayan elektrotlar : Bu tip elektrotlarla iki taraftan birer paso çekerek kaynak ağzı açmadan kaynak yapmak mümkündür. Örneğin 4 mm çapındaki bir elektrotla 2x4+2=10 mm kalınlığındaki iki sac alın alına kaynak ağzı açmadan kaynak yapılır. Bu elektrotların örtüsünün karakteri önceki saydıklarımızdan herhangi birisi olabilir. Kaynağın nüfuziyeti akım şiddetine, iki parça arasındaki aralığa ve ark gerilimine bağlıdır. b. Demir tozlu elektrotlar : Bu tip elektrotların örtüsünün büyük bir kısmı demir tozuyla kaplıdır. Kaynak sonrası eriyen metal tartılsa elektrotun ağırlığından daha fazla ağırlık olduğu görülür. Çünkü örtüdeki demir tozları da kaynak dikişine karışmıştır. Bundan dolayı bu elektrotların erime randımanı %120 nin üzerindedir. Yüksek randımanlı elektrotlar adı da verilir. Su altı kaynak elektrotları : Su altında kaynak ıslak ve kuru ortamda olmak üzere iki şekilde yapılır. Islak alanda özel elektrot kullanılır. Güç kaynağı yeryüzündedir. Fakat su altına kablolar ve hortumlarla yüzücünün üzerinde taşınır. Doğru akım kullanılır. Emniyet açısından alternatif akım kullanılmaz zira ark oluşturmak zor olur. Bu kaynakta iş parçası artı (+), elektrot (-) kutba bağlanır. Akım ampere ayarlanır. Tüm kontrol yüzücünün inisiyatifindedir. Elektrotlar su geçirmez şekilde yalıtılmıştır. Yalıtımda biraz zayıflık olursa ark oluşmaz. Aynı zamanda kabloda da hızlı bir kötüleşme olur.

 4. Avrupa Normu (EN) 5. İngiliz Standardı (BS) 6.")
28 Kuru tip su altı kaynağı kapalı bir oda içerisinde yapılır. Denizin derinlerinde kaynak işleri için uygulanır. Konteynırın içinde oksijen gazı ile birlikte helyum vardır. Deniz altındaki basınç ile oda içindeki basınç kaynakçıya zarar vermeyecek şekilde ayarlanmaktadır. Tungsten ark kaynağı metodu bu kaynaklar için tercih edilir. Deniz altındaki boruların kuru yöntemle kaynağı aşağıda görülmektedir. ELEKTROT STANDARTLARI En çok kullanılan standartlar aşağıdaki gibidir. 1. Milletlerarası (ISO) 2. Alman Normu (DIN) 3. Amerikan Normu (AWS) 4. Avrupa Normu (EN) 5. İngiliz Standardı (BS) 6. Türk Standardı (TS) Türk Standartları (TS 563 EN 499:2002) Göre Elektrotlar Elektrotun Gösterilişi: E 51 2 R 1 3 (Yorumu) E X X X Y X X İmalat Şekli Çekme Başka bir Ekstrüzyonla Mukavemeti tablodan % imal edilmiş dan/mm2 σ = 51 dan/mm2 uzama ve çentik darbe mukavemetini gösterir. ε=%22 δ=28 J Tablodan 0-5 arası Örtü Cinsi (R,O,B,A,C) Rutil tip elektrot olduğunu gösterir. Başka bir tablodan kaynak pozisyonunu gösterir. Her pozisyona uygun Tablodan 1-5 arası Kaynak gerilimi ve kutup durumu V=50 Volt AC ve DC + kutupta Tablodan 0-9 arası

 ve kaynak arkının önünde bu damlanın yuvarlanmasına izin verilmesinden oluşur.")


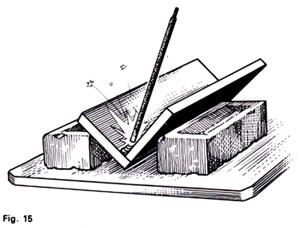
29 Kaynak Hataları Yetersiz Erime (Lack Of Fusion) Bu kusur kaynak metali ve esas metalin yüzeyleri arasında erime olmaması demektir. Aşağıdaki şekillerde böyle bir kusur görmektesiniz. Bu kusur kaynak metali ve esas metalin yüzeyleri arasında erime olmaması demektir. Yandaki şekilde böyle bir kusur görmektesiniz. Bu kusur zayıf kaynak tekniğinden doğar. Erimiş kaynak damlasının çok büyük olmasından (ki bu durumda kaynak hızı çok yavaştır.) ve kaynak arkının önünde bu damlanın yuvarlanmasına izin verilmesinden oluşur. Başka bir neden de çok geniş boyutlu bir kaynak yapmaktır. Eğer kaynak arkı direk merkeze yönlendirilirse erimiş kaynak damlaları yalnızca akacak esas metalin yan kenarlarına doğru dökülecektir. Bu kusur çok yavaş kaynak hızından ve tek pasoda çok geniş kaynak yapmadan ortaya çıkar. Örneğin alüminyum kaynağında Al 2 O 3 sebebiyle kaynak metalinin erimesine engel bir durum ortaya çıkar. Bu da yetersiz birleşmeye sebep olur. Nüfuziyet Azlığı (Incomplete Penetration) Kaynak bağlantısının kökünde esas metalle elektrotun eriyerek birleşmemesi sonucu köprü şeklinde bir boşluk kalma kusurudur. Üç şekilde görülür. Birincisi pasolar esas metalin kök kısmında kalınlık içine nüfuz etmezse, ikincisi zıt iki paso karşılıklı atıldığı zaman birbirlerine nüfuz etmezlerse, üçüncüsü T tipi bir kaynakta esas metale nüfuziyet olmaması köprü şeklinde görülmesi olayıdır.



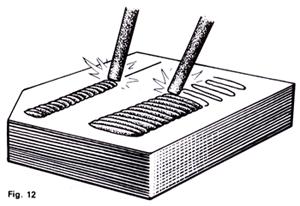
30 Yanma Olukları (Undercutting) Nüfuziyet Azlığı (Lack Of Penetration) Kaynak metal ile esas metal arasındaki bir kenarda veya pasolar arasında oyuk şeklinde görüntü kusurdur. Bu kusur ; Akım şiddeti yüksektir. Kaynak hızı fazladır. Elektrot fazla zig-zag yapmıştır. Elektrot yanlış bir açıyla tutulmuştur. Esas metal paslı veya elektrot rutubetlidir. Gözenek Kusuru (Porozite) Kaynak katılaşırken dışarı çıkamayan gazların içeride bulunması kusurudur. Rasgele dağılmışlardır. Yüzeye yakın yerde veya merkezde bulunurlar. Başlıca sebepleri; Elektrot örtüsünün rutubetli olması, kaynak ağzının kirli olması, çok uzun veya çok kısa ark boyları ile çalışılması, düşük akım şiddeti kullanma vs gibi.

 Bu")




 c) Krater çatlakları (Crater Cracks) d) Kılcal")
31 Kaynak Dikişinin Taşması (Overlap) Bu kusur arada birleşme olmadan kaynak damlalarının esas metal üzerinde birikmesi olayıdır. Sebebi yanlış el hareketleri, elektrotun tutuş açısının yanlış olması, lüzumundan fazla kalın elektrot kullanmadır Curuf Kalıntıları (Inclusions) Bu kusur kaynak metali içerisinde istenmeyen oksit, sülfit gibi eriyik içerisinde kalmış maddelerdir. Nüfuziyet azlığına sebep olurlar. Çok pasolu kaynaklarda pasolara arasında çok iyi temizlik yapılmalıdır. Bu kalıntılar bazen kılcal çatlaklarında meydana gelmesine sebep olurlar. Kaynak Çatlakları (Weld Cracks) Kaynak dikişlerinde meydana gelen hataların en tehlikelisi çatlaklardır. Çatlaklar ya kaynak metalinde ya ısı etkisi altındaki bölgede (IEA) veya esas metalde bulunurlar. Başlıcaları da a) Uzunlamasına çatlaklar (Longitudinal cracks) b) Enlemesine çatlaklar (Transverse cracks) c) Krater çatlakları (Crater Cracks) d) Kılcal çatlaklar Sebepleri : Dikiş içerisindeki iç gerilmeler, kaynak esnasında çekme ve çarpılmalara karşı koyan kuvvetler genel çatlama sebepleridir. Krater çatlağı Uzunlamasına çatlak


32 Kaynakta Çarpılma (Distortion) Her metal parça gibi kaynakta da ısı verildiği zaman soğumayı müteakip parça kendini çeker, ince ise çarpılır. Sonuçta iç gerilmeler meydana gelir. Kaynak dikişlerinde enine boyuna açısal çarpılmalar vardır. Aşağıda bu durumlar resmedilmiştir. Kaynak Tasarımında Dikkat Edilecek Durumlar


33 Kaynakta tane yönlenmesi Taneler ısının kaçtığı yöne doğru yönelirler
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK
 KAYNAK Tanım : İki tane aynı metal, yada iki tane ayrı metalin ısı kullanarak veya basınç kullanarak ilave elektrot kullanmadan yada kullanarak yapılan birleştirme işlemine kaynak adı verilir. Genel olarak
KAYNAK Tanım : İki tane aynı metal, yada iki tane ayrı metalin ısı kullanarak veya basınç kullanarak ilave elektrot kullanmadan yada kullanarak yapılan birleştirme işlemine kaynak adı verilir. Genel olarak
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
KAYNAK METALURJİSİ. Prof.Dr. Hüseyin ÇİMENOĞLU. İ.T.Ü. Metalurji ve Malzeme Mühendisliği Bölümü
 KAYNAK METALURJİSİ Prof.Dr. Hüseyin ÇİMENOĞLU İ.T.Ü. Metalurji ve Malzeme Mühendisliği Bölümü BÖLÜM 3 KAYNAK TEKNOLOJİSİ KAYNAK Malzemenin sınırlandırılmış bölgesini ısı veya basınç altında, yada her ikisini
KAYNAK METALURJİSİ Prof.Dr. Hüseyin ÇİMENOĞLU İ.T.Ü. Metalurji ve Malzeme Mühendisliği Bölümü BÖLÜM 3 KAYNAK TEKNOLOJİSİ KAYNAK Malzemenin sınırlandırılmış bölgesini ısı veya basınç altında, yada her ikisini
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
KAYNAK SEMBOLLERİNİN TEKNİK RESİMLERDE GÖSTERİLMESİ
 KAYNAK SEMBOLLERİNİN TEKNİK RESİMLERDE GÖSTERİLMESİ 141 5 5 10-20 10-20 YUSUF MANSUROĞLU Mühendislik Hizmetleri Müdür Yardımcısı 10.12.2018 NDT Hangi kaynak sembolü doğru kullanılmış Kaynak Kalınlıklarının
KAYNAK SEMBOLLERİNİN TEKNİK RESİMLERDE GÖSTERİLMESİ 141 5 5 10-20 10-20 YUSUF MANSUROĞLU Mühendislik Hizmetleri Müdür Yardımcısı 10.12.2018 NDT Hangi kaynak sembolü doğru kullanılmış Kaynak Kalınlıklarının
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ. Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KAYNAK TEKNİĞİ DENEY FÖYÜ Deney Yürütücüsü: Doç. Dr. Hasan YAMIK Deney Yardımcısı: Arş.Gör. Sevgi ERZEN Hazırlayan: Doç.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KAYNAK TEKNİĞİ DENEY FÖYÜ Deney Yürütücüsü: Doç. Dr. Hasan YAMIK Deney Yardımcısı: Arş.Gör. Sevgi ERZEN Hazırlayan: Doç.
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
KAYNAK TEKNĠĞĠ. Kaynağın Sınıflandırılması
 KAYNAK TEKNĠĞĠ Tarifi: Kaynak tatbik edileceği malzemenin cinsine göre, metal kaynağı ve plastik malzeme kaynağı olarak ele alınır. Metal Kaynağı: Metalik malzemeyi ısı veya basınç veya her ikisini birden
KAYNAK TEKNĠĞĠ Tarifi: Kaynak tatbik edileceği malzemenin cinsine göre, metal kaynağı ve plastik malzeme kaynağı olarak ele alınır. Metal Kaynağı: Metalik malzemeyi ısı veya basınç veya her ikisini birden
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ. Kaynak Yöntemlerinin İki Temel Kategorisi. Ark Kaynağı (Arc Welding=AW) Elektrik Arkı Nedir?
 Elektrik Arkı Nedir?") KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz Kaynağı 4. Diğer Eritme Kaynak Yöntemleri 5. Katı Hal Kaynağı 6.
KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz Kaynağı 4. Diğer Eritme Kaynak Yöntemleri 5. Katı Hal Kaynağı 6.
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Kutay Mertcan AYÇİÇEK. Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı
 Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
BASINÇLI KAPLARDA ÇALIŞMALARDA İŞ SAĞLIĞI ve GÜVENLİĞİ
 1 Basınçlı kaplarda temel prensip olarak hidrostatik test yapılması esastır. Bu testler, standartlarda aksi belirtilmediği sürece işletme basıncının 1,5 katı ile ve bir yılı aşmayan sürelerle yapılır.
1 Basınçlı kaplarda temel prensip olarak hidrostatik test yapılması esastır. Bu testler, standartlarda aksi belirtilmediği sürece işletme basıncının 1,5 katı ile ve bir yılı aşmayan sürelerle yapılır.
VE UYGULAMALARI ELEKTRİK ARK KAYNAK YÖNTEMİ PROF. DR. HÜSEYİN UZUN KAYNAK TEKNİKLERİ KAYNAK
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
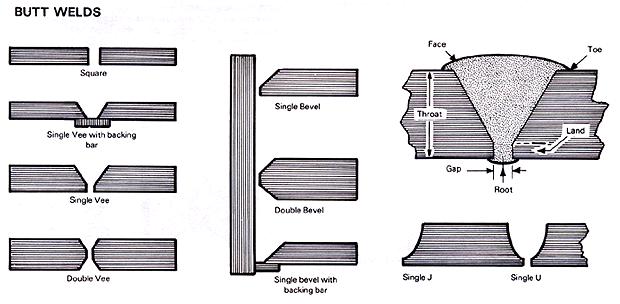
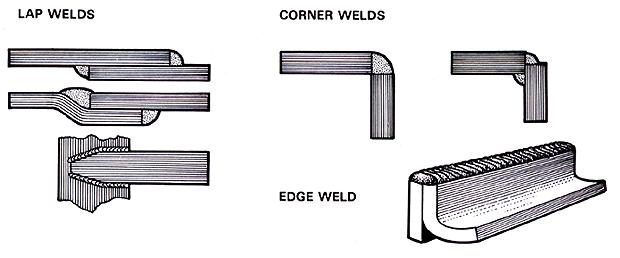
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
DENEYĐN ADI. Organik bileşiklerde nitel olarak Karbon ve hidrojen elementlerinin aranması
 DENEYĐN ADI Organik bileşiklerde nitel olarak Karbon ve hidrojen elementlerinin aranması Deneyin amacı Organik bir bileşikte karbon ve hidrojen elementlerinin nitel olarak tayin etmek. Nicel ve nitel analiz
DENEYĐN ADI Organik bileşiklerde nitel olarak Karbon ve hidrojen elementlerinin aranması Deneyin amacı Organik bir bileşikte karbon ve hidrojen elementlerinin nitel olarak tayin etmek. Nicel ve nitel analiz
İş Sağlığı ve Güvenliği-II
 İş Sağlığı ve Güvenliği-II Kaynak İşlerinde İş Sağlığı ve Güvenliği Yrd. Doç. Dr. Yasin KABALCI Kaynak İki malzemenin, ısı veya basınç ya da her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden
İş Sağlığı ve Güvenliği-II Kaynak İşlerinde İş Sağlığı ve Güvenliği Yrd. Doç. Dr. Yasin KABALCI Kaynak İki malzemenin, ısı veya basınç ya da her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden
KAYNAK İŞLERİNDE İSG
 KAYNAK İŞLERİNDE İSG Kaynak işlerindeki başlıca tehlikeler şunlardır: Işın ve ışık Toz, gaz ve dumanlar Endüstriyel gazlar ve basınçlı gaz tüpler Elektrik Gürültü Kaynak yapılan ortamın özellikleri Oksi-asetilen
KAYNAK İŞLERİNDE İSG Kaynak işlerindeki başlıca tehlikeler şunlardır: Işın ve ışık Toz, gaz ve dumanlar Endüstriyel gazlar ve basınçlı gaz tüpler Elektrik Gürültü Kaynak yapılan ortamın özellikleri Oksi-asetilen
Soru 3) Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?
 Kesme işlemlerinde kullanacağımız uçları sertleştirmemiz gerekmektedir. Bu Sertleştirme işlemini hangi malzeme ile yapamayız?") Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
Soru 1) Yer kabuğunun % 5,6 sını teşkil eden... yumuşak kolay biçimlendirilebilen, yoğunluğu 7.88 g/cm³, ergime sıcaklığı 1535 ºC, sertliği 67 BSD, % uzaması 40 olan mıknatıslanabilen, elektrik ve ısıyı
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
VE UYGULAMALARI HACI ASLAN KAYNAK TEKNİKLERİ KAYNAK TEKNİKLERİ HACI ASLAN 1
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ HACI ASLAN HACI ASLAN 1 TANIM: Bir yanıcı gaz ile bir yakıcı gazın belirli karışım oranlarında ayarlanarak hamlaç adı verilen cihazlarda
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ HACI ASLAN HACI ASLAN 1 TANIM: Bir yanıcı gaz ile bir yakıcı gazın belirli karışım oranlarında ayarlanarak hamlaç adı verilen cihazlarda
ME220T Tasarım ve İmalat
 KAYNAK YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 31 ME220T Tasarım ve İmalat 17. Kaynakla Birleştirme Yöntemleri Mehmet DEMİRKOL 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz
KAYNAK YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 31 ME220T Tasarım ve İmalat 17. Kaynakla Birleştirme Yöntemleri Mehmet DEMİRKOL 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
ENDÜSTRİYEL GÜÇ DAĞITIM AŞ
 YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ.
 AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ
 TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
BASINÇLI KAPLARDA MEYDANAGELEBİLECEK TEHLİKELER
 BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
BASINÇLI KAPLAR Kazanlar Kompresörler Buhar ve sıcak su kapları Basınçlı asit tankları Gaz tankları Sıvılaştırılmış Petrol Gazı tankları ve tüpleri Asetilen tankları ve tüpleri İçinde zehirli ve zararlı
HAZIRLAYAN Mutlu ŞAHİN. Hacettepe Fen Bilgisi Öğretmenliği DENEY NO: 5 DENEYİN ADI: SUYUN ELEKTRİK ENERJİSİ İLE AYRIŞMASI
 HAZIRLAYAN Mutlu ŞAHİN Hacettepe Fen Bilgisi Öğretmenliği DENEY NO: 5 DENEYİN ADI: SUYUN ELEKTRİK ENERJİSİ İLE AYRIŞMASI DENEYİN AMACI: ELEKTRİK ENERJİSİNİ KULLANARAK SUYU KENDİSİNİ OLUŞTURAN SAF MADDELERİNE
HAZIRLAYAN Mutlu ŞAHİN Hacettepe Fen Bilgisi Öğretmenliği DENEY NO: 5 DENEYİN ADI: SUYUN ELEKTRİK ENERJİSİ İLE AYRIŞMASI DENEYİN AMACI: ELEKTRİK ENERJİSİNİ KULLANARAK SUYU KENDİSİNİ OLUŞTURAN SAF MADDELERİNE
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ
 K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
KAYNAK VE KESME MAKİNELERİ
 KAYNAK VE KESME MAKİNELERİ 06/2013 www.oerlikon.com.tr ÖRTÜLÜ ELEKTROD KAYNAĞI İNVERTÖR SERİSİ DC kaynak invertörü, 5 mm elektroda kadar tüm elektrod tiplerinde kaynak kabiliyeti, Potansiyometre ile hassas
KAYNAK VE KESME MAKİNELERİ 06/2013 www.oerlikon.com.tr ÖRTÜLÜ ELEKTROD KAYNAĞI İNVERTÖR SERİSİ DC kaynak invertörü, 5 mm elektroda kadar tüm elektrod tiplerinde kaynak kabiliyeti, Potansiyometre ile hassas
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak
 Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak") DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
PERSONEL BELGELENDİRME HİZMET LİSTESİ
 PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
840180YK SANTRAL REGÜLATÖRÜ
 GAZ ALETLERİ 444 5 168 [info@alkangaz.com] [www.alkangaz.com.tr] 840180YK SANTRAL REGÜLATÖRÜ GİRİŞ 840180YK basınç regülatörleri, yüksek basınç için direk etkili cihazlardır, diyagram tarafından kontrol
GAZ ALETLERİ 444 5 168 [info@alkangaz.com] [www.alkangaz.com.tr] 840180YK SANTRAL REGÜLATÖRÜ GİRİŞ 840180YK basınç regülatörleri, yüksek basınç için direk etkili cihazlardır, diyagram tarafından kontrol
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Kaynak Teknolojileri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 3.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 YAKITLAR -YANMA Enerji birçok ülke için günümüzün en önemli sorunlarının başında gelmektedir. Özellikle ülkemiz
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 3.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 YAKITLAR -YANMA Enerji birçok ülke için günümüzün en önemli sorunlarının başında gelmektedir. Özellikle ülkemiz
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim