BAKIM YÖNETİMİ BAKIM YÖNTEMLERİ
|
|
|
- Ece Ünsal
- 5 yıl önce
- İzleme sayısı:
Transkript
1 BAKIM YÖNETİMİ BAKIM YÖNTEMLERİ 1
2 Bakım Tiplerinin Sınıflandırılması Tesislerde makina teçhizat ve tesisat, yönetimin belirlediği standartlara göre sürekli çalışır durumda bulundurulmalı ve istenen verimde kalmaları sağlanmalıdır. Bu amaçla Şekil 4.1 de gösterilen bakım modelleri uygulanmaktadır. 2
3 Şekil 4.1. Bakım modelleri 3
4 Planlanan şekilde yapılan bakım planlı bakım, herhangi bir plana göre yapılmayan bakım planlasız bakımdır. Bir organizasyonda bir arada var olurlar. Bu iki modelin geniş bir şekilde karşılaştırılması Tablo 4.1 ve Tablo 4.2'de gösterilmiştir. Bir işletmede yapılacak bakım, işletmenin sahip olduğu bakım ekibi tarafından yapılabileceği gibi, bakım hizmeti dışarıdan da satınalınabilir. Dışarıdan bakım hizmeti almanın önemli nedenleri; bakım maliyetleri, uygun teknik bakım elemanı yetersizliği olabilir. İşletme iriliği, bulunduracağı bakım ekibi büyüklüğünü etkileyebilir. 4
5 Tablo 4.1. Planlı ve plansız bakımın karşılaştırılması (işlem ve çıktı) Sıra Parametreler Plansız bakım Planlı bakım 1 Arızalar Yüksek Düşük 2 Kesinti Yüksek Düşük 3 Ürün çıktısı Düşük Yüksek 4 Bakım masrafları Yüksel Düşük 5 Ekipman / tesisin güvenilirliği Düşük Yüksek 6 Tesis / ekipman mevcudiyeti Düşük Yüksek 7 Ekipman / tesis yüzdesinin kullanımı Düşük Yüksek 8 Yedeklerin kontrolü ve stok kontrolü Yok Var 9 Arıza / arıza için önceden uyarı Yok Mümkün 5
6 Tablo 4.2. Planlı ve plansız bakımın karşılaştırılması (altyapı) Sıra Parametreler Plansız bakım Planlı bakım 1 Bakım işgücü boyutu Küçük Geniş 2 İşgücünün teknik seviyesi Düşük Yüksek 3 Gerekli özel ekipman Yok Var* 4 Gerekli uzman hizmetleri Yok Var* 5 Özel laboratuar kurulumuna ihtiyaç var Yok Var* 6 Bilgisayar yedekleme gerekli Yok Var 7 Personelin özel eğitimi Yok Var 8 Altyapı maliyetinin maliyeti Düşük Yüksek 6
7 Bakım işlemi bir tesisin veya makinanın tamamı için aynı anda yapılabileceği gibi, kısmen de yapılabilir. İşletme, alt yapısına bağlı olarak zayıf olduğu uzmanlık alanları konusunda dış kaynaklı bakım hizmetlerinden yararlanabilir. Bu bakım çeşitlerinden hangisine ağırlık verileceği, sistemin yapısına ve üst yönetimin kararlarına göre önceden planlanır. Bu konuda genel maliyetler önemli bir kriter olarak ele alınabilir. 7
8 Plansız Bakım Makina veya tesis içerisinde ekipman bozulunca ya da arıza çıkınca yapılan bakımdır. İşletmelerde bu şekilde çıkan zamansız arızalarda onarım esnasında zaman kaybı çok fazla olmaktadır. Bakım-onarım maliyetleri düşüktür ve bakım onarım için daha az elemana ihtiyaç duyulur. Bu sistem çok az planlama ve kırtasiye işleri gerektirir. Bu yöntem; çok sayıda yedekleri bulunan, kolay tamir edilebilen ve fazla pahalı olmayan makinalarla üretim yapan tesislerde ve atölyelerde uygulanmaktadır. 8
9 İşletmede arıza zamanı bakım yapıldığından, onarım esnasında üretim kaybı oldukça fazla olmaktadır. Plansız bakım yönteminde ortaya çıkan bir arızaya bağlı olarak makinanın veya tesisin diğer parçaları da zarar görebilir. Bu tür sakıncalardan dolayı bu yöntem, günümüzde mecbur kalınmadıkça uygulanmamaktadır. 9
10 Plansız Bakım Tipleri Bir planlanmamış bakım için, adından da anlaşılacağı üzere, kaotik bir bakım türü olduğunu gösterir. Bununla birlikte, plansız bakımda üstlenilen çeşitli bakım faaliyetleri 4 farklı kategori oluşturur ve her zaman kaotik olmayabilir. Bunlar, bakım hiyerarşisinde daha düşük personele bırakıldığı için stratejiler oluşturmazlar. Aynı zamanda, bir ya da iki tür seçenek vermeyen anlamda seçenekler olarak da söylenemezler. 10
11 Duruma bağlı olarak eşzamanlı olarak uygulanan farklı türde oldukları söylenebilir. Düzenli bakım (Routine maintenance) Arıza bakımı (Breakdown maintenance) Acil bakım (Emergency maintenance) Fırsatçı bakım (Opportunistic maintenance) 11
12 Düzenli Bakım Sistemi: Yağlama, temizleme ve kontrol gibi makinalara/ekipmanlara düzenli olarak yapılan bakım çalışmaları düzenli bakım kategorisine girer. Bununla birlikte, planlanmamış bakım altında, düzenli olarak planlı bir şekilde gerçekleştirilmezler. Görevler genellikle makinaları çalıştıran üretim personeline bırakılır. 12
13 Düzenli bakım aşağıdaki avantajlara sahiptir: Çok fazla emir ve emir zinciri olmadan takip edilmesi kolaydır. İyi çalışan ve kesintisiz üretime ilgi duyan operasyon elemanlarının sorumluluğunda olan görevler tatminkar bir şekilde yapılır. Üretim personeli görevleri yerine getirdiğinden, makinanın bakımında onlardan sorumlu olan herhangi bir arızadan sorumlu olurlar. Herhangi bir kırtasiye / ofis işi gerektirmez. Minimum bakım personeli gereklidir. 13
14 Düzenli bakımın dezavantajları şunları içerir: Düzensizlik bazen pahalıya mal olabilir, çünkü bir makine bütün sistemin işlevini etkilenebilir Yine düzensizlik nedeniyle, aletlerin kontrol edilmesi ve yağlama gibi bazı önemli görevler hatalarla sonuçsuz kalabilir Ayrı bakım personeli, gecikmelere neden olan zamanlarda mevcut olmayabilecek arızaları onarmak ve düzeltmek için gereklidir Bakım konusundaki tutum nedeniyle, üretim işçileri bakım sorumluluğunu yeterince taşımayabilir. Arızalar emniyet veya çevreye zarar verebilir 14
15 Arıza Bakım Sistemi: Onarım yalnızca sistemin arızasından sonra yapılır. Ekipmanın başarısız oluncaya kadar çalışmasına izin verilir. Yağlama ve küçük ayarlamalar dönem boyunca yapılır. Ekipmanların çok küçük olduğu ve özel aletleri kullanmayan küçük fabrikalar ve büyük sanayi için uygun değildir. 15
16 Acil Bakım Sistemi: Acil bakım, durumun aciliyetini gösterir. Acil eylem gerektiren beklenmedik ve ciddi bir olay olarak tanımlanmaktadır. Küçük onarımlar düzeyinde gerçekleşir. Fırsatçı Bakım Sistemi: Çok bileşenli sistemde, birkaç başarısız bileşen, çoğunlukla fırsatçı bakım sonrasında avantajlıdır. Bir veya birkaç yıpranan bileşenin bakımı için bir ekipman veya sistem kaldırıldığında, fırsatçık bakım, diğer aşınma bileşenlerini, başarısız olmalarına rağmen korumak veya değiştirmek için yararlanabilir. Aslında belirli bir bakım sistemi değil, ancak her an gelebilecek bir fırsattan yararlanma sistemidir. 16
17 Plansız Bakımın Olumsuz Yönleri Arıza her an olabilir. Güvenlik riski bulunmaktadır. Makinanın parçalarından birisi arızalandığında, kontrolün kaybolmasına, makinanın işlemez duruma gelmesine ve hatta operatörün yaralanmasına yol açabilecek tehlikelere neden olabilmektedir. Bazen arızayı araştırıp, düzeltirken de yaralanmalara neden olabilmektedir. Makina plan dışı kontrolden çıkarak arızalanabilmektedir. Eğer arızanın meydana geleceği kestirilemez ise, üretim planlamasına ters düşecek şekilde elde olmayan nedenlerden dolayı ansızın makina arızası görülebilmektedir. Üretim kaybı ve üretim gecikmesi olur. Yedek makina bulunmuyor ise ya üretim geciktirilir ya da üretim tamamen durdurulur. Arızalar ihmal edildiği takdirde, daha büyük hasarlara neden olur. 17
18 Planlı Bakım Tanımı gereğince - organize edilmiş ve önceden düşünülmüş, kontrol edilmiş ve kayıtlarla gerçekleştirilen iş - bütün bakım yelpazesini içerir ve aşağıdakileri koşullarda her türde eşitlik, değiştirme, çökme veya önleyici uygulama yapabilir: Bakım politikası dikkatle değerlendirilir, Politikanın uygulanması önceden planlanır, iş önceden belirlenmiş olan plana uyacak şekilde kontrol edilir ve yönlendirilir ve Sonuçların değerlendirilmesi ve gelecekteki politikalar için bir kılavuz oluşturulması için tarihi ve istatistiki kayıtlara uyulur ve sürdürülür. 18
19 Endüstrinin nihai amacı malları en ekonomik maliyetle üretmektir. Bu amaca ulaşmak için bir bakım planı örgütlenmelidir. Genel durumu göz önünde bulundurmalı ve yalnızca bakım ve üretim işlevlerini değil, aynı zamanda ekonomiyi de benimsemelidir. Başlangıçta, her bir departmanı bakım, üretim ve hesapların, neyin en iyi bakım planını oluşturduğuna dair önceden düşünülmüş fikirlere sahip olacak; ancak hedefler tanımlandığında ve problem kombine bir temel üzerinde incelendiğinde, en iyi genel çözümleri verecek "birleştirilmiş bakım panesi" geliştirmek mümkündür. 19
20 Planlanan değiştirme politikasının uygulandığı yerlerde, planlama esas olarak mali yönden yapılır (yeni ekipman satın alımı için para kazanılmasının sağlanması, amortisman giderlerinin vergi ödeneklerine göre dengelenmesi, satış pazarlığı ya da en çok eski ekipmanın ticaretinin yapılması, uygun fiyat), ancak planlı bakımın büyük kısmı, bakımın mühendislik yönü ile üretim arasındaki ilişkinin organizasyonu ile ilgilidir. 20
21 Planlı bir düşünce ile enerji veya üretim ihtiyacının olmadığı ya da ara verildiği zamanlarda, örneğin hafta sonlarında bakım yapıldığı takdirde aksaklıklarla karşılaşma olasılığı azalır. Birçok problem ve arıza planlı bakımlar esnasında belirlenir ve planlı bakım ile bunların iyileştirilmesi hızlı ve maliyeti düşüktür. Planlı bakım çalışmalarının yapılabilmesi ve sonuçların istenen düzeyde iyi olabilmesi için mutlaka makinanın her bir parçasının kontrol altında olması gerekir. Parça ömürleri arttırıldıktan ve parça ömürleri konusunda hassasiyet yakalandıktan sonra planlı bakım faaliyetleri daha iyi sonuç vermeye başlar. 21
22 Planlı bakımın sürdürülmesini sağlayacak işlemler aşağıdaki gibidir: Bakımı yapılacak tüm tesis ve ekipmanların takvimlendirilmesi Her tesis kalemi üzerinde gerçekleştirilmesi gereken tüm bireysel görevlerin eksiksiz bir çizelgesi Her görevin ne zaman yapılması gerektiğini gösteren bir olaylar programı Programda listelenen çalışmaların yürütülmesini sağlamak için bir yöntem Sonuçları kaydetmek ve programın etkililiğini değerlendirmek için bir yöntem 22
23 Planlı bakım planlarının en iyi örneği bile kontrol edilmeli ve etkili olabilmesi için kontrol altındaki kişinin bazı bilgilere kolayca ulaşması gerekir. İnsan hafızası, herhangi bir doğruluk garantisiyle çok sınırlı miktarda bilgi tutamaz, bu nedenle bilgilerin daha sonra yararlanmak üzere eksiksiz ve güvenilir biçimde kaydı gerekir. 23
24 Planlı bakım planlarının kontrolü ve desteklenmesi için özel olarak tasarlanmış pek çok temel dokümantasyon sistemi mevcuttur ve hepsi de herhangi bir şirketin veya organizasyonun bireysel gereksinimlerini karşılamak üzere uyarlanabilirler. Sıklıkla, bu temel sistemler maliyet, çalışma süresi, tamir süresi, kullanılan malzemeler ve değiştirmeler veya yararlı sayılan diğer ilgili veriler hakkında bilgi vermek üzere geliştirilmiştir. Ancak, kurulan herhangi bir sistemin kullanımı kolay olmalı, bakım personelini en az kağıt kullanma ve kayıt işlemine dahil etmelidir, ancak açıkça belirtebilme yeteneğine sahip olmalıdır. 24
25 Bunun için aşağıdaki sorulara cevap bulunmalıdır. neyin korunması gerekiyor? bakımı nasıl yapılır? korunması gereken zaman? bakım etkin midir? 25
26 Planlı bakım kapsamında 3 bakım tipi uygulanmaktadır: Periyodik bakım Kestirimci bakım Önleyici bakım 26
27 Planlı Bakımın Amacı Makinaların duruşunu en aza indirerek mümkün olan en yüksek düzeyde üretimi sağlamak. Önceden hazırlanacak üretim programlarının gerçekleşmesini sağlamak. Makinaların ekonomik ömrünü uzatmak. Arıza hasarlarını en aza indirmek suretiyle onarım giderlerini azaltmak. Bakım giderlerini azaltmak. 27
28 Planlı Bakımın Yararları Herhangi bir planlı bakım sisteminin başlangıç organizasyonu ve müteakip işleyişi, zaman, para ve genellikle oldukça fazla miktarda zor işi gerektirir. Bir şirketin bu gayrimenkul yatırımını haklı çıkarması için önemli yararlar sağlanmalıdır. Bu nedenle, planlı bakım girişimini düşünen herhangi bir şirket, bu uygulamada başarıya ulaşıp ulaşamayacağını ve uygulamadan elde edebileceği yararları bilmek ister. 28
29 Planlı bakım, her endüstri çeşidine başarıyla uygulanabilir, ancak nihai etkileri ve faydaları endüstriye, yerel koşullara, tasarımın ve kapsamın uygulama biçimine bağlı olarak değişir. Her bakım, her tesisin her derdine çare değildir. Kötü işçilik, gereç eksikliği, kötü tasarım veya makinaların personel tarafından kötü muamele görmesi telafi edilemezse; yıpranmış ekipmanın modern ve yüksek verimli ünitelere dönüştürülmesi mümkün olmaz. Bununla birlikte, bakımın sistematik, yapıcı bir tarzda ele alınması ve kontrol edilmesi gerçeği, bu planlamanın doğrudan sonucu olan bazı olumlu faydalara yol açmalıdır. 29
30 Tesis planlamasının özü; gayrimenkul, para, malzeme ve makine optimizasyonudur. Planlı bakımın bu optimizasyona katkısı aşağıdaki durumlarda mümkündür: Daha fazla planlamanın varlığı Düzenli ve doğru olarak muhafaza edilen tesiste daha az bozulma olacaktır. En uygun olduğunda bakım yapılır ve minimum üretim kaybına neden olur. Düzenli, basit bakım, sık sık yapılan pahalı ve geçici bakımdan daha uzun sürede sonuç verir. Aşırı yüksek kesinti süresi azaltılır; yedek parçalar ve ekipman talepleri önceden bilinir ve gerektiğinde kullanılabilir. 30
31 Düzenli, basit servis ani pahalı arıza boşluğu onarımından daha iyidir. Düzenli, planlı bakım ve ayarlama, sürekli yüksek seviyede bitki çıkışı, kalite, performans ve verimlilik sağlar. Daha büyük ve daha etkin emek kullanımı Bakım iş hacmi, yıl boyunca eşit olarak yayılmak üzere planlanmıştır; işgücü üzerindeki talepler oldukça dalgalı bir şekilde azalmıştır. Haftalık işyeri, önceden tahsis edildiğinden tahsisatı etkin bir şekilde kontrol edilebilir. Personelin kişisel tutumunun iyileşmesi daha yüksek bir moral sağlar. 31
32 Bakım verilerinin toplanması, kaydedilmesi ve müteakip yorumlanması planlanan bakım sisteminin özsel bir parçasıdır. Bu bilgilerin değerlendirilerek kullanılması ile sistem kullanışlılığına olumlu katkı sağlar. Bakım hizmetlerinin planlanan şekilde sürdürülmesi için yönetim tarafından aşağıdaki görevlerin eksiksiz yürütülmesi gerekir: Geliştirilmiş bütçe kontrolü - gerçekçi bütçeler formüle edilebilir ve daha sonra kontrol edilebilir. Yedeklerin stok kontrolünün iyileştirilmesi - gerçekçi yedeklerin büyüklükleri stoklanır ve yeniden düzenlenir. Yönetimin gerçekçi tahmin ve kararlar verebileceği bilgi sağlanması. İşlerin ve kusur tiplerinin sıklıkla tekrar edinilmesine, kişisel bakımların türüne, sıklığına ve maliyetine odaklanılması. 32
33 Bu etkinliklerin yürütülmesi için normalde temel planlama için gerekli olan ilave dokümantasyon ve tablolama gerekecektir. Bu belgenin amacı, bireysel koşullara ve görünüşteki faydalara bağlı olacaktır. Pratik faydalar kolayca tanınabilmesine rağmen, finansal avantajlar kayda değer olabilir ve şema bir müddet çalışılıncaya kadar değerlendirmek oldukça zor olabilir. Başlangıçta, amaca ulaşmak üzere geçmiş ihmallerin üstesinden gelmek ve ekipmanı gereken operasyonel standarda getirmek için ekstra çalışma içerdiği için bakım maliyetleri artabilir. İlk çalışma tamamlandığında ve şema düzgün bir şekilde çalışmaya başladığında maliyetler düşecektir. 33
34 Bu nihai maliyet, üretim maliyetlerini etkileyen çeşitli faktörler (yüksek üretim seviyesi, yeni makineler, artan işçilik ve malzeme maliyetleri ve ürün tasarımı ve spesifikasyonundaki değişiklikler gibi) bu aşamada meydana gelmiş olabileceğinden, dikkatli bir inceleme ve ayarlama gerektirebilir. 34
35 Bu kapsamda, bütün gereklerin yerine getirilmesi koşuluyla, planlı bakım aşağıdaki yararları sağlayabilir: Duruşları en aza indirir, olası arızaları azaltır. Daha az makina arızası olacağından duruşlar daha iyi kontrol edilebilir ve makina kullanma süresi artar. Bunun sonucu imalat miktarı artar ve daha garantili ve iyi teslim zamanı belirlenebilir. Makinaların zamanında garantili ayarları yapılacağından daha iyi verim elde edilir. Böylece ürünün kalitesi korunur, kusurlu ürün oranı azalır. Arızalardan oluşan ara onarımlar azalır ve onarımlar arasında geçen süre uzar. Böylece bakım işgücü ve teçhizatından daha iyi istifade edilir. 35
36 Onarım masrafları azalır. Ara kontrollerde yapılan işlemler ve değiştirilen parçaların maliyetleri, arızalara nazaran daha düşük olur. Makinaların faydalı ömrü uzar. Genel olarak daha iyi bir bakım sebebiyle makinaların yenilenmeleri için gerekli süre uzar. Yedek makina ve teçhizat ihtiyacı azalır ve tesisin yatırımında tasarruf sağlanır. Bakım masrafları azalır. Planlı bakım, işçi ve malzeme masraflarında tasarruf sağlanır. Daha iyi yedek parça kontrolü yapılabilir ve stok miktarı azaltılabilir. 36
37 Daha uygun bir çalışma sağlanır. Bakım masraflarının aşırı olduğu bölümler dikkati çeker. Gerekli araştırmalar yapılarak gereksiz işler veya yanlış uygulamalar düzeltilebilir. Operatörlerin çalışma durumları iyileştirilerek makinaları hor kullanmaları sonucu arıza ihtimalleri ve aşırı yıpranmalar giderilebilir. Arızalar sebebiyle üretimde çalışan işçilerin prim kaybı daha az olur. İşçilerin emniyeti ve tesisin korunması daha iyi temin edilebilir. Böylece tazminat ve sigorta masrafları daha az olur. Üretim birim maliyeti azalır. 37
38 Önceden hazırlanan üretim programlarının gerçekleşmesini sağlar. İşletme verimini yükseltir ve bakım maliyetlerini düşürür. Enerji giderlerini düşürür. Güvenli bir çalışma sağlar. Makina ömrünün uzamasına yardımcı olur. İşçilik ve malzeme ihtiyaçları doğru olarak tahmin edilir; malzeme ve yedek parça stoklarını en aza indirir. Eleman ihtiyacını düşürür. Merkezi bir bilgi kaynağı sağlar. 38
39 Sorunlu alanlar belirlenir. Kaliteyi arttırır. İyi organize edilmiş bir planlı bakım programı ile her boy (küçük-orta-büyük) endüstri işletmesinde bu yararlar elde edilebilir ve çoğaltılabilir. 39
40 Planlama ve Çizelgelemenin Avantajları İşletme için düzgün planlama ve çizelgeleme önemlidir. Ancak, bunun neden önemli olduğu daha önemlidir. Zira, planlama ve çizelgelemeyi gerektiren ve işletme tesislerinin sürekliliği için önemli olan nedenler bilinemezse sağlıklı planlama ve çizelgeleme yapılamaz. Planlama ve çizelgeleme yapılmadığı durumlarda sistem elemanlarında oluşan kayıpların dikkate alınması ve gözlenmesi planlama ve çizelgelemenin önemini açıkça ortaya koyacaktır. 40
41 Planlamanın etkili olmayışı halinde bazı gecikmelere bağlı kayıplar oluşmakta ve sistem performansı düşmektedir. Planlama ve çizelgeleme olmadan, bir şirketin fiili işlem süresi yalnızca ortalama %35'tir. Bu, 8 saatlik bir günde çalışan her teknisyene, varlıklarda 2.8 saatlik bir fiili çalışma yapması anlamına gelir. Geriye kalan %65'lik dönemin dökümü aşağıdaki gibidir. Proaktif planlamada ise reaktif planlamanın aksine kayıplar toplamı %35 dir. Tablo 4.3 de reaktif ve proaktif bakım planları için muhtemel kayıplar ve genel başarı düzeyleri verilmiştir: 41
42 Tablo 4.3. Reaktif ve proaktif bakım planlamada kayıplar Kategori Reaktif (%) Proaktif (%) Alma talimatları 5 3 Alet ve malzemeleri elde etme 12 5 İşe gidiş ve dönüş Koordinasyon gecikmeleri 8 3 İşyerinde rölanti 5 2 Geç başlangıçlar ve erken çıkışlar 5 1 Yetkili molalar Aşırı kişisel zaman 5 1 Toplam Fiili başarı düzeyi

43 Planlı Bakım Programının Hazırlanmasında İzlenecek Yollar Şekil 4.2 de planlı bakım süreci gösterilmiştir. Planlı bakım uygulamada aşağıdaki süreç izlenir: Şekil 4.2. Planlı bakım süreci 43
44 Arızaların giderilmesi ve zayıf noktaların iyileştirilmesi Ekipmanın teknik özellikleri ve geçmişi hakkında bilgi toplanması Bakım sıralamasının hazırlanması Yapılabilirlik araştırması Bilgi yönetim sisteminin kurulması 44
45 Periyodik Bakım Periyodik bakım, ekipman ömrünün uzatılması ve plansız duruşların azaltılmasını hedefleyen, önceden belirlenen bir zaman periyodunda ilgili makina veya tesisteki donanım ve parçaların bakımları ve onarımlarının yapıldığı planlı bir bakım türüdür. Koruyucu bakım, önceden planlanan zamanların dışında da bakım yapmak üzere uygulanan bir yöntem olmakla birlikte, periyodik bakım kapsamında değerlendirilebilir. 45
46 Periyodik bakım iki aşamalı olarak sürdürülür: Üretim duruşlarına veya yıpranmalara neden olabilecek durumları ortaya çıkarmak için üretim araçlarını veya yardımcı tesislerin periyodik olarak muayene edilmesi. Böyle durumları önlemek için bakımlarım yapmak veya henüz önemli olmayan bir düzeyde iken ayarlama yapmak veya onarmak. Tipik koruyucu bakım faaliyetleri aşağıdaki şekilde sıralanabilir: Yağlama işleri, Temizleme işleri, Muayeneler, durum muayenesi, Kalibrasyon, ayar, Programlı onarımlar, Programlı revizyonlar, Programlı parça değişimleri. 46
47 Düzenli olarak donanım ve parçalar gözden geçirilerek belirlenen arızalar ile arıza oluşturması muhtemel durumlar düzeltilmektedir. Bu yöntemde, arızaların çıkması beklenmemekte, sisteme daha önceden periyodik olarak yapılan bakım neticesinde olası arızaların önüne geçilmektedir. Bakım ekibinin deneyimi ve makinaların geçmişteki performans ve çalışma koşulları göz önünde bulundurularak, makinanın hangi zaman aralıklarında durdurularak bakıma alınacağı belirlenmiştir. Aynı şekilde, denetime dayalı olarak bakıma alınan makinada hangi parçaların değiştirileceği belirlenir ve bu parçalar stokta hazır bulundurulur. 47
48 Donanımların hangi zaman periyodunda bakıma alınacağı yetkili satıcı veya üretici firmaların önerilerine istinaden önceden planlanarak uygulanır. Bu bakım yeteri kadar uzman personel var ise işletmenin kendi bünyesindeki personel ile yapılabilir veya işletmelere yeteri kadar uzman personele sahip değilse yetkili firmalardan hizmet satın alaraktan periyodik bakımları; altı aylık ve yıllık bakımlar olarak planlanır ve uygulanır. 48
49 Burada, tasarımda, yağlama sisteminde ve işletme koşullarında yapılacak değişiklikler ile arıza sebepleri ortadan kaldırılabilir. Bu yöntem, arıza olmaması için yağlama, tasarım ve mühendislik hizmetlerinde yoğun araştırma ve geliştirme faaliyetlerinin yapılmasını gerektirir. Bu gibi nedenlerden ötürü, bu yöntemin küçük işletmelerde kullanımı sınırlı olmakta; ancak ARGE bölümlerinin bulunduğu büyük işletmelerde daha yaygın bir şekilde kullanılmaktadır. 49
50 Koruyucu bakımda aşağıdaki faaliyetler yerine getirilir: Makina teçhizatın tesis içinde en uygun şekilde yerleştirilmesi. Makina teçhizatın, binaların ve donanımın periyodik bakımı, temizlenmesi, yağlanması ve boyanması. Makina teçhizatın çalışma süresince denetlenmesi ve performansının değerlendirilmesi. Eskiyen ve görevlerini gereği gibi yapamayan parçaların yenilenmesi. 50
51 Periyodik Bakımın Gerekliliği İyi tasarlanmış bir KB programı daima maliyetinin üstünde bir kazanç sağlar. Şüphesiz üretim araçlarının ve donatımının bakım maliyetleri yüksektir. Ancak üretim duruşlarının maliyeti, bakım maliyetlerinden daha fazladır. Bir KB programının işletmeye sağlayacağı yararlar şu şekilde sıralanabilir: Daha az üretim duruşu, Bakım elemanlarına, arıza onarımları sırasında ödenecek fazla mesai ücretlerine kıyasla, normal ayar ve onarımlar için daha az fazla mesai ödenmesi, Daha az büyük boyutlu onarımlar, daha az sıklıkta onarımlar. 51
52 Arıza ortaya çıkmadan önce yapılan basit onarımlar için daha düşük onarım maliyeti. Daha az ürün reddi, daha iyi kalite kontrolü. Daha az yedek üretim aracı, dolayısıyla azalan sermaye yatırımı. Bakım maliyetlerinde azalma. Bakım maliyeti yüksek olan üretim araç ve yardımcı tesislerin belirlenerek nedenlerinin araştırılması ve bulunması. Yedek parça kontrolünün daha iyi yapılarak stok düzeylerinin azaltılması. İşçiler için daha güvenli bir çalışma ortamı. Daha düşük birim üretim maliyeti. 52
53 Bu arada şu durumu da vurgulamalıyız ki; koruyucu bakımın bir büyük kusuru vardır: Eğer onarımlar ve revizyonlar planlanmış bir temele göre yürütülüyorsa, birçok kullanılabilir durumdaki parçalar veya kısımlar gereksiz olarak yenileriyle değiştirilebilirler. Günümüzde mevcut olan bazı yeni teşhis aletleri ile koruyucu bakımı, önceden haber verici" bakım ile kuvvetlendirmek mümkündür. Günümüzde mevcut, cihaza zarar vermeden test eden bazı aletler, titreşim analizi, akustik analizi ve enfraruj termografi yapan aletlerdir. "Önceden haber verici" bakım ile olası cihaz bozulmaları çok daha güvenilir bir şekilde bakımcıya ikaz edilmiş ve onarım veya değiştirme gerektiren cihazlar çok daha kolaylıkla tespit edilmiş olur. 53
54 Periyodik Bakımın Yararları Arızalar azalacağından duruşlar daha iyi kontrol edilebilir ve makina kullanılabilirlik oranı artar. Bunun sonucu olarak üretim miktarı artar ve daha güvenilir tamir zamanları belirlenebilir. Makinaların gerek duyacağı ayarlar zamanında yapılacağından verim ve kalite artar, kusurlu ürün oranı azalır, üretimin birim maliyeti düşer. Azalacak arıza onarımları yerine normal kontrol, ayar ve onarımlar yapılacağından daha düzenli ve kontrol edilebilir bir çalışma ortamı sağlanır. 54
55 Onarım giderleri azalır; çünkü kontrol sonucu değiştirilen parçalar nedeniyle daha büyük çapta oluşacak arızalar önlenir ve daha az bakım masrafı yapılmış olur. Makinaların normal ömründen daha önce yıpranmasına engel olunarak yenileme masraflarının geciktirilmesini sağlar. Yedek parça kontrolünün daha iyi yapılabilmesini sağlar. Bakım masraflarının fazla olduğu üniteler belirlenerek ek önlemler alınabilmesine olanak sağlar. 55
56 Periyodik Bakımın Sakıncaları Sistemde arıza yapmamış, daha uzun süre ihtiyacı karşılayacak parçaların değiştirilmesi ve üretim akışının gereksiz yere durdurulması. Çok sayıda bakım personelinin istihdam edilmesi. Periyodik bakım sırasında, gerek istatistik ve gerekse tecrübelerle değişmesi planlanan parçalar, belki de ömürlerini tamamlamadan değiştirilmek zorunda kalacaktır, birçok parçanın stokta hazır bulundurulması gerekecektir. Bu da yedek parça maliyetini arttıracağı gibi stoklama problemi de getirir. Periyodik bakımdan sonra, gerek ayar ve gerekse yeni parçalardaki sürtünme ve aşınmalar dolayısıyla makinanın ideal haline gelmesi için bir süre geçecektir. Yeni ayarlamalar ve ilk aşınmalardan sonra iyi çalışma şartlarına dönülecektir ama bu arada üretim kalitesinde ve miktarında düşme olacaktır. 56
57 Periyodik Bakım Sisteminin Organizasyonu Periyodik bakım organizasyonunda iki yaklaşım vardır: Periyodik bakım, diğer bakım fonksiyonlarından ayrı tutulur, Periyodik bakım, diğer bakım fonksiyonları ile beraber yürütülür. Yaklaşımlardan hangisi seçilirse seçilsin, şu genel prensipler göz önüne alınmalıdır: Periyodik bakımın, işin diğer bakım işlerince kesilmesine izin verilmemelidir. Periyodik bakım gereğince yapılacak işlerde, işçilik ve malzeme maliyetlerinin toplanması ile rapor hazırlanması gibi normal bakım için uygulanan yönetim prensiplerinin aynısı uygulanmalıdır. Periyodik işletmedeki tüm bakım işlerinden sorumlu olan yöneticiye bağlanmalıdır. 57
58 Bilgisayar Destekli Koruyucu Bakım Sistemi Bir bilgisayar destekli KB sisteminin amacı arıza nedeniyle ortaya çıkan duruşları en alt düzeye indirmek ve en düşük maliyet ile donatımın faydalı ömrünü arttırmak amacıyla izlenecek yolları planlamada yönetime yardımcı olmaktır. 58
59 Kestirimci Bakım (Predictive maintenance) Normal olarak, makinalar ve endüstriyel ekipman, çok sayıda bilinen makina elemanlarının (kavramalar, dişli kutuları, rulmanlar, borular, vb.) bir araya getirilmesiyle yapılmış olup, bütün bu elemanlar üzerinde er veya geç bir arıza meydana gelecektir. Bu nedenle, kestirimci bakım kapsamında durum muayenesi metotlarını oluşturan kimsenin, tespit edilmek istenen arızaların nedenlerinin, arıza belirtilerinin ve arıza tiplerinin farkında olması gerekmektedir. 59
60 Kestirimci bakım, gerektiğinde özel cihazlar kullanılarak yapılan periyodik gözlem, muayene ve kayıt izleme sistemiyle makina, parça ve donanımının bakım-onarım gereksinimlerinin belirlenerek en uygun zamanda bu faaliyetlerin gerçekleştirilmesidir. Böylece daha az duruşa, işçilik ve malzeme harcaması mümkün olabilmekte, parça ömürlerinden daha uzun süre yararlanılabilmektedir. Bu tip bakım; uyarıcı bakım, durum muayeneli bakım olarak da ifade edilmektedir. 60
61 Malzemelerin veya hareketli sistemlerin fiziksel özellikleri ile işlevlerinin gerektirdiği durumlara göre, belirli ölçme ve değerlendirme tekniklerine göre yapılan, arıza oluşumunu engelleyen öngörmeli bir bakım uygulamasıdır. Bu yöntemin temel amacı, çalışan tüm ekipmanlarda ve tesislerde donanımları takip ederek muhtemel arızaları tespit etmek ve zamansız duruşlara, gereksiz parça değişimlerine engel olmaktadır. Kestirimci bakımda, işletmelerdeki makinalar belli noktalardan izlemeye alınır. Bunun için, bir takım ölçüm cihazları kullanılır. 61
62 Belli bir zaman aralığında alınan ölçüm sonuçları değerlendirilir. Elde edilen ölçüm değerlerinin eğilimi incelenerek, sistemde oluşabilecek arızalar makina iyi durumda iken bile önceden tespit edilir. Kestirimci bakım bir cihazın arıza yapmak üzere mi olduğunu ya da durumunun genel olarak hangi safhada olduğunu belirtmek amacıyla teknik bilgilerin analizini sağlar. Problemler daha pahalı ve büyük arızalara dönüşmeden düzeltilirler. 62
63 Bu yöntem, çalışan sistemi takip ederek olası arızaları tespit ettiği için sistemin gereksiz durmasına ve gereksiz parça değişimlerine engel olmaktadır. Ölçüm değerlerinin eğilimleri analiz edilerek bir planlı bakım programı hazırlanır ve sistem bakıma alınır. Bu yöntem, genellikle herhangi bir müdahaleyi planlamayı ve makina veya teçhizat duruşlarını çok küçük düzeyde tutmayı mümkün kılar. Diğer durumlar arasında, yedek parçaların yönetimini basitleştirir ve duruşların (kesintilerin) süresini azaltır. Makina durumunu gözleme, kestirimci bakımı gerçekleştirmenin ön koşuludur. 63
64 Bu gözleme, makina veya teçhizatın farklı parametreleriyle ilgili veri işlemeye dayanır. Bu parametreler titreşim, nem, sıcaklık, basınç, güç, açısal hız vb. gibi parametrelerdir. 64
65 Kestirimci bakım 4 şekilde uygulanabilir: Makinalardan ölçüm alım veri toplama cihazının ve beraberinde kullanılacak bilgisayar programının işletmece satın alınarak, ölçümlerin analizlerin ve planlamanın işletme kadroları tarafından yapılması, Makinalardan ölçüm alım veri toplama cihazının işletmece alınması, makinalardan ölçümlerin işletme kadrolarınca yapılması, internet üzerinden bu ölçümlerin danışman firmaya iletilmesi, analizlerin danışman firma tarafından yapılıp sonuçların işletmeye iletilmesi, İşletmenin cihaz ya da program almadan, dışarıdan ölçüm analiz hizmeti alması, Online sabit sensörler ile otomatik, trip - ölçüm analiz ile kestirimci bakım uygulaması. 65
66 Bilgisayar Destekli Kestirimci Bakım Planlamasının Yararları Zamandan tasarruf. Kolay kullanım. Elle ölçüm toplanmasında yapılabilecek yazılım hataları, otomatik veri toplayıcı kullanımı ile ortadan kaldırılır. Operatörler daha az bir eğitim ile sisteme uyabilirler. Değerlendirmede yapılabilecek hatalar minimuma iner, Gürültülü uyarı imkanı. Otomatik veri toplayıcılar ekranından operatöre uyarılar duyurabilir. Gelişmiş veri toplayıcıları direkt analiz yapma özelliğine sahip olup, titreşim algılayıcıları dışında, sıcaklık, faz, DC voltaj algılayıcıları ile çalışmakta olup, değerler otomatik veri toplayıcı belleğine aktarılır. 66
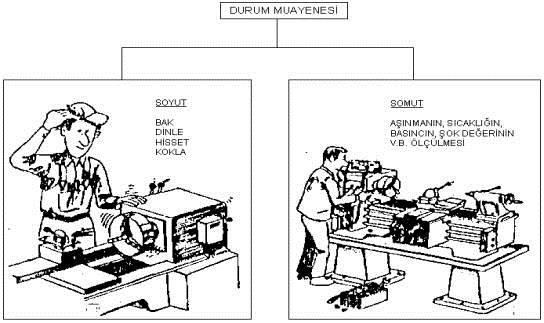
67 Kestirimci Bakım ve Ölçüm Yöntemleri Kestirimci bakımda uygulanan durum muayenesi yöntemleri; soyut durum muayenesi ve somut durum muayenesidir. Şekil 4.3 de durum muayenesi esaslı bakım yöntemleri gösterilmiştir. Soyut durum muayenesi: Bakmak, dinlemek, hissetmek ve koklamak gibi faaliyetleri içermektedir. Bu faaliyetlerin yerine getirilmesi ucuz ve çabuk olmakla beraber her zaman güvenilir sonuçlar sağlamazlar, ayrıca söz konusu faaliyetlerin gereği gibi uygulanabilmesi için çok fazla eğitim gerekmektedir. Somut durum muayenesi: Bu ise güvenilir sonuçlar veren ölçüm faaliyetlerini içermektedir. Bu faaliyetleri verine getirebilmek için bazı enstrümanlara ve yardımcı araçlara gerek vardır ve bunların sağlanabilmesi de belli bir maliyet demektir. Aynı zamanda enstrümanların kullanımı için eğitim görmüş personel gerekmektedir. 67
68 68
69 Kestirimci bakım planlamasında esas olarak titreşim ölçümü metodu kullanılmaktadır. İşletmenin ve operasyonlarının durumuna göre, basınç fark ölçümü, sıcaklık ölçümü, gürültü ölçümü, tek başına veya alınan titreşim ölçümünü desteklemek amacı ile kullanılmaktadır. Titreşim, hareketli ekipmanların çalışmaları esnasında ekipmanı meydana getiren elemanların düzensiz hareketleri sonucu ortaya çıkmaktadır. Titreşime neden olan etmen kuvvettir. Titreşim analiz cihazları ile titreşime neden olan sebepler yaklaşık olarak belirlenebilir. 69
70 Bütün bu amaçlarla kestirimci bakımda aşağıdaki ölçüm yöntemleri kullanılır: Model bazlı arıza erken uyarı sistemi Titreşim analizi Yağ analizi Sıcaklık analizi Akustik emisyon Parçacık analizi Korozyon izlenmesi Performansın izlenmesi 70
71 Kestirimci Bakım Programının Aşamaları Kestirimci bakım dört aşamalı bir uygulamayı içerir: Ölçme ve kontrol (Belirleme) Analiz ve değerlendirme Bakım planlama Bakım - onarım 71
72 Ölçme ve kontrol: Makinanın çalışma şartlarında meydana gelebilecek bir değişikliğin mümkün olan en kısa sürede tespit edilmesidir. Gürültü ölçümü, dokunarak ısınma veya titreşim ölçümü, cihaz ile titreşim ölçümü, basınç ve akım farkı ölçümü vb. ölçme ve kontrol sonuçları ölçüm ve kontrolü yapan bir kişi tarafından kaydedilir. Ölçme kaydetme üç ayrı yöntemle yapılabilir. Ölçme ve kontroller makine durdurulmadan veya çok kısa duruşlar sırasında yapılır. Makine çalışırken yapılan ölçüm, arıza nedenlerinin belirlenmesinde en gerçekçi ve hızlı yöntemdir. 72
73 Manuel sistem: Ölçme kontrol göz, el veya cihazlar ile yapıldıktan sonra sonuçlar önceden düzenlenmiş bir form üzerine işlenir. Taşınabilir cihazlı sistem: Ölçme gerçekleştiren cihaz ölçüm sonuçlarını kendi belleğine kaydeder veya ölçüm belirli bir cihaz ile yapıldıktan sonra sonuçlar taşınabilir bir bilgisayara girilir. Daha sonra cihaz veya bilgisayardaki veriler analiz ve değerlendirmenin yapılacağı ana bilgisayara uygun bir donanım ile aktarılır. Sabit sensörler: Ölçüm noktalarına sensörler yerleştirilir. Bu sensörlerle toplanan veriler uygun yerlere konmuş monitörlere aktarılır. Bu monitörde gelişmeler izlenir. Işıklı veya sesli uyarıcı sistemleri ile gerekli mesajlar kullanıcıya aktarılır. 73
74 Analiz ve Değerlendirme: Ölçme kontrol sonuçlarının analizi genellikle ölçülen parametrenin (titreşim, basınç, akım, viskozite vb.) zaman içindeki gelişiminin çıkartılması, sorunun teşhisi şeklindedir. Meydana gelen değişikliğe neden olan hasarın teşhisi için, makinanın karakteristiğinin daha ayrıntılı bir şekilde incelenmesi sağlanır. Makina sağlığı konusunda birinci basamakta belirlenen kritik noktalarda analiz işlemi yapılır. Kritik noktanın tüm frekans tabanındaki genlik grafikleri alınır ve titreşim genliğindeki artış nedeni, başka bir deyişle arızanın nereden kaynaklanmakta olduğu belirlenir. 74
75 Analiz ve değerlendirme üç şekilde yapılabilir: Manuel olarak: Ölçme ve kontrol sonuçları elle bir grafiğe işlenerek gelişim belirlenir veya ölçüm değerlerinde sürekli artış gösteren makine yanına bir arıza analiz cihazı ile gidilerek sorunun nedeni belirlenmeye çalışılır. Bilgisayarlı olarak: Ölçme cihazı ile analiz cihazı aynıdır. İstenen ölçüm değerlerine ait ölçüm grafikleri anında oluşturularak cihazın hafızasına kaydedilir. Özellikle sürekli artış gösteren değerlerin ölçüm grafikleri mutlaka kaydedilir. Örneğin titreşim dalga formu ve spektrum grafikleri oluşturulur. Oluşturulan analiz ve grafikler daha sonra bilgisayara aktarılır. Kullanıcı bilgisayar başına grafikleri inceleyerek arıza teşhisini gerçekleştirir ve iş emri çıkarılmasını sağlar. Böylece sadece üretimin değil makinaların da çalışma kalitesi sürekli izlenebilir hale gelmektedir. 75
76 Titreşim ve ölçüm cihazı ile; Balans ayar bozukluğu Merkez kaçıklığı Kavrama ayarsızlığı Eğri şaft problemi Aşınmış ve hasarlı dililer Bozuk rulman Kaymalı yataklarda yağ filmi kırıklığı Yataklarda radyal gezinmeleri Cıvata gevşeklikleri Elektrik motoru arızaları Mekanik çözülme Kayış arızaları Bozuk zincirler arıza oluşmadan belirlenebilir. 76
77 Yağ analizi ile; yağın özelliğini yitirip yitirmediğini anlayarak, makinanın zarar görmesini veya yağın kullanım ömründen azami derecede yararlanma mümkündür. Bunun için yağdaki su oranı, büyük veya küçük manyetik olmayan oranı ile viskozitesi kısa süreler içinde ölçülebilmektedir. Ayrıca, gürültü ölçümü ve analizi, ultrasonik kalınlık ölçüm ve sıcaklık ölçümü yolları ile analiz ve değerlendirmeler yapılabilmektedir. Bakım otomasyonu: Bu sistem kestirimci bakım uygulamalarının bütün aşamalarını birlikte kapsar. Ölme ve kontrol, kayıtlar, analiz ve değerlendirme, bakım planlama işlevleri otomatik olarak gerçekleştirilir. Bu şekilde, arızaların teşhisi kolaylaşmakta ve hızlanmakta, dolayısıyla hızlı müdahale imkanı sağlamaktadır. 77
78 Bakım planlama: Analiz ve değerlendirme aşamasında belirlenen arız nedeninin giderilmesi için en uygun zamanda gerçekleştirmek üzere bakımonarım iş emri oluşturulur. Arıza nedenine ait parametrenin gelişim hızı arızanın muhtemel ortaya çıkış zamanın gösterir. Dolayısıyla bu tarihten önce bakımın yapılması gerekir. Diğer taraftan elimizde çalışma takvimi, üretim programı, programlı duruşlar ve bakım planları mevcuttur. Gerekli yedek parça ve işçilik ihtiyacı dikkate alınarak en uygun zamana sözkonusu iş emri programlanır. İş emirleri programlaması deneyim ile yapılabileceği gibi, bilgisayar destekli bakım sistemleri/programları ile de yapılabilir. 78
79 Düzeltme (bakım-onarım): Gerekli onarım ve değiştirmenin yapılması. Analiz basamağında belirlenen arıza, işletme programına bağlı olarak değerlendirilir ve onarım programa alınır. Düzeltici bakım, üretim aksamasına yol açan bir arıza, bozulma veya kırılma durumlarında makina teçhizatı eski haline getirme ve yeniden çalıştırma amacıyla yapılan bakım, onarım ve yenileme çalışmalarıdır. Bu tür bir bakım faaliyetinin yürütülmesi sırasında temel ilke, işi en kısa sürede tamamlamak ve bu iş için ayrılan işgücü, araç gereç, yedek parça ve malzeme gibi kaynakları en etkin biçimde kullanmaktır. Bu özelliklerinden dolayı acil bakım olarak da adlandırılmaktadır. Bakım-onarım sonrası gerekli ölçümler yapılarak uygun değerlerin elde edilip edilmediğine bakılır; makina test edilerek devreye alınır. 79
80 Kestirimci Bakım Araçları Kestirimci bakım personelinin kullandığı araçlardan bazıları aşağıda açıklanmıştır. Vibrasyon ölçüm cihazı: Vibrasyon cihazıyla alınan titreşim frekanslarının değerlendirilmesi sonucunda makinada oluşmuş veya oluşabilecek sorunlar tespit edilmektedir. (rulman arızası, balanssızlık vb.) Termal kamera: Termal Kamera, ısı artışına bakılarak arızayı tespit eden bir cihazdır. En çok elektriksel sorunlarda kullandığımız, bunun yanında motor, redaktör, pompa gibi yerlerde de oluşan ısıdan arıza tahmini yapmamızı sağlar. Ultrasonik ses cihazı: Ultrasonik ses cihazıyla hava kaçaklarını tespit ettiğimiz bunun dışında buhar kaçağı, elektriksel sorunların da bulunmasına yardımcı olur. Enerji analizörü: Enerji analizörü ile enerji tüketimini veya fazlar arası sorun olup olmadığını görebiliriz. Endoskopi cihazı: Endoskopi cihazı, ekipmanı sökmeden yılan kamerası ile arızanın boyutu hakkında tam bilgi sahibi olmamızı sağlar. 80
81 Lazerli eksen ayar cihazları: Eksen ayarsızlığı, dönen makinalarda ortaya çıkan arızaların yaklaşık %50 sinin sebebidir. Mil eksenlerinin hassas bir şekilde ayarlanması, üretim kaybına neden olan pek çok makina arızasını ve plansız duruşları önler. Makina durum analizörü: Makinaların bakım işlemini kolaylaştırmak ve yüksek maliyetli duruşları önlemek için tasarlanan taşınabilir makina durum analizörü ile bakım ekibi tarafından ulaşılması mümkün olan bütün makinaların durum izlemesi yapılabilir. Makinadaki vibrasyon ve sıcaklığın eş zamanlı ölçümü ile MCA cihazı, fabrikadaki dönen ekipmanların durumu hakkında çok hızlı ve doğru bilgiler sağlar. Pek çok dönen endüstriyel ekipman için uygun olan MCA cihazı, hasar oluşmadan önce, olası problemler hakkında erken uyarı sağlar. 81
82 Kestirimci Bakım Planlaması Organizasyonunda İzlenecek Yol Programda yer alacak ve ölçüm alınacak makinalar listelenir Makinaların işletmedeki yerlerini gösterecek bir kroki hazırlanır Her makinada ölçüm alınacak noktalar, ölçüm yönleri ve şekilleri belirlenir (Bu nokta makina ve bağlı bulunduğu ekipmana göre farklılık gösterir) Her ölçüm noktası için ölçüm birimleri belirlenir Belirlenen ölçüm birimine göre alarm seviyeleri belirlenir Her makinanın basit bir çizimi yapılır ve makina özellikleri belirlenir Her makinanın temel ölçüm değerleri alınır Ölçüler arasındaki zaman dilimi (ölçüm pryodu) belirlenir (Makinanın önemine göre periyod kısa veya uzun tutulabilir) Ölçümde işletme bölümlere ayrılır ve izlenecek rota belirlenir Ölçüm yapan kişilere kolaylık olması açısından rota üzerindeki makinalar buna göre sıralanır. En önemli konu olarak değerlendirme ve ölçüm alacak kişiler eğitimden geçirilir. 82
83 Yukarıdaki konu olan kısım kurulum aşamasında başlamaktadır. Kurulum bittikten sonra ölçüm alınacak makinaların iyi tanınması gerekir. Ölçüm alınan makinanın aktarma organı olarak kullandığı kavrama, kayış, dişli gibi elemanlar ile sistemin kendi içerisinde yer alan kurulum ve tesisatlar da analiz esnasında önemli olduğundan bunların da bilinmesi gerekmektedir. Ayrıca kestirimci bakım bölümü kurulacak işletmede işletmenin büyüklüğüne göre yeterli sayıda mühendis, mekanikçi ve elektrikçi bulunması gerekir. 83
84 Kestirimci Bakımın Faydaları Bazı parça değişimlerinin makinanın çalışmadığı zamanlara planlaması olası hale gelir. Bu da toplam maliyeti azaltır. Bakım için gerekli işgücü, alet ve yedek parçalar planlanan duruş zamanında kullanıma hazır olur. Ekipmanın gerçek mekanik durumunun göstergesi olan gerçek verilerle çalışılır. Bakım planları gerçek veriler ışığında gerçekleştirilmekte ve güncellenmektedir. Kestirimci bakım, plan-dışı arızaları büyük ölçüde önlemesinin yanı sıra, gerçekleşecek arızaların diğer sistemleri yıpratmasını da engellemekte, ayrıca tamirden sonraki durum hakkında da gerçek veri sağlamaktadır. Makina için çok önemli arızalar minimum düzeye indirilebilir. Bakım süresi, dolayısıyla makinanın duruşu minimum düzeye indirilebilir. İyi durumda olup çalışan makinalar gereksiz yere durdurulmamış olur. Bu sayede, harcanan zaman ve maliyet en az düzeyde kalır. 84
85 Önleyici Bakım Önleyici bakım, herhangi bir arızaya veya üretim aksamasına yol açacak bir olay meydana gelmeden önce, böyle bir ihtimali ortadan kaldırmak amacıyla yapılan proaktif bakım hizmetleridir. Önleyici bakımda; makina ve tesis donanımlarının tasarımında ve işletme şartlarında yapılacak olan değişikliklerle arızaların sebepleri ortadan kaldırılabilir. Önleyici bakımda amaç, makinaların arızalarını ortaya çıkarmak değil, başlangıçta arızanın ortaya çıkmasını önlemektir. Makinalar arızalanmadan önce belirlenen kurallar içinde gözden geçirilmelidir. 85
86 Önleyici bakım; Önleyici Bakım Programı Tahribatsız deneyler, Periyodik kontrolü, Önceden planlanmış bakım etkinliklerini, Deneylerde veya kontrollerde bulunan eksikliklerin düzeltilmesi için bakımı kapsamalıdır. Koruyucu bakım kapsamında tahmin edici bakım ve revizyon uygulanır. Tahmin edici bakımda, makina teçhizat hakkında geçmiş bilgiler araştırılır. Bunlar analiz edilerek makina teçhizatın hangi kısımlarının ne zaman aşınacağı ve bozulacağı konusunda bilgi edinilebilir. 86
87 Revizyon, makina teçhizatın arıza meydana gelmeden önce tek tek gözden geçirilmesidir. Olması muhtemel görülen arızalar ön incelemelerle belirlenerek arıza meydana gelmeden önce onarım yapılır. Günümüzde revizyon genellikle belirli zamanlarda periyodik olarak yapılmaktadır. Farklı bir organizasyonel içerikte olmakla birlikte, revizyon da koruyucu bakım kapsamında düşünülmelidir. 87
88 Önleyici Bakımın Faydalı Yönleri Daha az makina bozulması sonucunda üretim çalışmama süresinin azaltılması. Makina ve ekipmanın zamanından önce değiştirilmesinin önlenmesi. Bozuklukları onarmak için arıza temeli yerine bir program temelinde çalışma nedeniyle bakım işçilerinin daha ekonomik kullanımı ve azaltılmış fazla mesai maliyetleri. Zamanında yapılan rutin onarımlar büyük ölçekli onarımların sayısını azaltır. Parçalar çalışırken bozulduğunda genellikle diğer parçalara da zarar vermektedir. İkincil arızaların azaltılmasıyla onarım maliyetleri azaltılır. Daha iyi ekipman durumu nedeniyle ıskarta ürün, tekrar işleme ve hurdada azalma. Düzeltici bakım, operatör eğitimi veya kullanılmayan malzemenin değiştirilmesi ihtiyacının belirtilerek aşırı bakım maliyetli ekipmanın tanımlanması. Artan emniyet ve kalite koşulları. 88
89 SAP Bakım Modülü SAP (Systems Analysis and Program Development) bakım onarım modülü, bir işletmede yapılan tüm bakım onarım işlerinin kayıt altına alınmasını, takip edilmesini, planlanmasını ve maliyetlerinin kontrol edilmesini sağlar. Bakım onarım, tesisin bir parçasıdır ve diğer tesis alanları ile çok sayıda bağlantıya sahiptir; maliyet muhasebesi, malzeme yönetimi, üretim planlama vb. Bakım onarım modülü kapsamında organizasyonlar mekânsal, teknik veya işlevsel olarak şekillendirilebilir. Nesneler bu organizasyon yapısı içerisinde hiyerarşik olarak sınıflandırılabilir. 89
90 Bakım onarım kapsamında; kesinti bakım onarım, düzeltme amaçlı bakım onarım, önlem amaçlı bakım onarım, tamir edilebilir yedeklerin yenilenmesi gibi birçok bakım onarım türü gerçekleştirebilir ve bu şekilde bakım onarıma ihtiyaç duyan nesnelerin; Fiili durumu belirlenebilir, Hedef durumu korunabilir, Hedef durumu yeniden oluşturulabilir. Nesneler üzerindeki ölçüm noktaları ve sayaçların takibi yapılabilir. Aynı zamanda nesneler için standart arıza, neden, görev, işlem vb. kataloglar hazırlanabilir. 90
91 Belirli peryotlarda düzenli olarak yapılan bakım onarım faaliyetleri sistemde tanımlanabilir. İstenen tarih veya ölçüm değeri girildiğinde sistemde otomatik olarak çağrılar oluşturulabilir. Bu sayede hem hataların önüne geçilmiş olur hem de işgücünden tasarruf sağlanır. SAP ın esnek raporlama sistemi ile talepler dahilinde nesnelere, kataloglara, bakım onarım türlerine, maliyetlere vb. birçok konuya ait raporlar alınabilir. Hangi makina kaç kere arızalandığı, en fazla devam eden makina bakım durumları, hangi hafta hangi bakımların yapılacağı, bakımda harcanan malzemeler, malzeme stok durumları, en fazla karşılaşılan arıza nedenleri, bakımları yapanlar, malzeme beklenen müdahaleler, üretim kayıpları gibi rapor dökümleri ve grafikler izlenebilir. 91
92 Toplam Verimli Bakım Toplam Verimli Bakım (TVB), tepe yönetiminden işçiye kadar tüm çalışanların katılımıyla makinaların tüm ömürlerini içeren kapsamlı bir bakım sistemi kurarak, makinalarla ilgili tüm alanlara (planlama, kullanım, bakım, vb.) yayılarak makina etkinliğini en fazla yapmak ve motivasyon yönetimi ya da küçük gönüllü grup faaliyetleri yoluyla verimli bakımı geliştirmek üzere tasarlanan ve yürütülen faaliyetler bütünüdür. Toplam verimli bakım, genellikle uzun ve kısa dönemlere bölünmüş bakım yönetimine şirket çapında bir yaklaşım sunar. Kısa dönemde, üretim bölümünün örnek bakım programına, bakım bölümünün planlı bakım programına ve üretim ile bakım bölümü çalışanlarının becerilerini geliştirmeleri üzerine odaklanılır. 92
93 Toplam verimli bakım programları, operatörleri, donanım güvenilirliğinin ve tüm performansının geliştirilmesinde bakım ve mühendislik personelinin aktif yardımcıları yapar. Bakım amaçlarının gerçekleştirilebilmesi için, programın, üretim ve bakım çalışanlarının makina durumunu koruyarak günlük faaliyetleri, operatör becerilerini geliştirecek çapraz eğitimi, bakım işlerinde üretim çalışanlarının katılımın gerçekleştirecek çapraz eğitimi ve bakım işlerinde üretim çalışanlarının katılımını içermesi gerekir. 93
94 Gerekçesi/Kayıplar Toplam verimli bakımın temelinde yatan ana fikir, makina, ekipman ve teçhizatların verimli çalışmalarını engelleyecek faktörleri yok ederek daha verimli çalışmalarını sağlamaktır. Bu faktörler günümüzde çok farklı şekilde ifade edilmektedir. En sık kullanılan ifade şekli ise Altı Büyük Kayıp adı altında kayıpların ifade edilmesidir. Bu kayıplar şu şekilde sıralanabilir: Arızalardan kaynaklanan kayıplar Hazırlık ve ayar zamanlarından kaynaklanan kayıplar Duruşlardan kaynaklanan kayıplar Hız düşüşlerinden kaynaklanan kayıplar Hata ve tekrar işlemlerinden kaynaklanan kayıplar Başlangıç kayıpları 94
95 Toplam Verimli Bakımın Amacı ve Hedefleri Toplam verimli bakım özerk çalışma grupları oluşturarak işlevini yürütür. Özerk bakım anlayışına göre toplam verimli bakımın amacı; Program, bakım ve üretim çalışanlarının takım halinde makinaların bozulmasını durdurma ve şartlarını sabitlemesi Kritik günlük bakım görevlerinin sorumluluğunu paylaşarak üretim ve bakım personelinin donanımın tüm güvenilirliğini geliştirmesi. Bu görevler; temizlik, yoklama, yağlama, gürültü kontrolleri ve diğer hafif bakım görevleridir. 95
96 Toplam verimli bakım, operatörlere kullandıkları makinaların fonksiyonlarının nasıl olduğu, hangi yaygın sorunların neden ortaya çıktıkları ve bu sorunlar ortaya çıkmadan onlardan nasıl korunulacağını öğretmektir. Bu yaklaşım, operatörlere makinanın çalışma devamlılığını sürdürmeyi, onları tanımayı ve tanımlamayı, pek çok makina hatalarını çözme yeteneğini kazandırır. 96
97 Toplam verimli bakımın hedef yaklaşımları: Makina toplam verimliliklerinin artırılmasının sağlanması için şirket kültürün hedefi yönünde değişmesini önerir. Arıza, kayıp ve hataların zamanında önlenebilmesi için etkin önleyici ve planlı bir bakım sistemi kurar. Şirketin mühendislik, satınalma, satış, muhasebe vb. her bölümünde uygulanabilir. İşçilerden üst yönetime kadar herkesin katılımını öngörür. Küçük çalışma gruplarının otonom faaliyetleri sıfır kayba ulaşmayı hedefler. 97
98 TVB, arızaları onarma anlayışı yerine, arıza nedenlerini belirleme ve bir daha ortaya çıkmamaları için önlem alma anlayışını daha yoğun bir şekilde ortaya koymaktadır. Bu amaçla; Yatırım ve yenilemeler yerine mevcudu iyileştirme yaklaşımına daha fazla önem verir. Büyük değişiklikler yerine küçük değişiklikler ile ilerlemeye daha fazla önem verir. Çalışanların iyileştirme çalışmalarına zaman ayırmalarını öngörür. Uzun vadeli bir düşünce ile sorunlara yaklaşımı öngörür. Uygulamanın ilk yıllarında bakım maliyetlerinde artış beklenir. Başarı için önce üretim bölümünde çalışanlar ikna edilmelidir. Üretim planları yapılırken bakım ve üretkenliği artırıcı tadilatlar için gerekli zamanları ayırmayı öngörür. Makine ve ekipman etkinliklerinin gerçekçi ve ayrıntılı bir biçimde belirlenmelidir. 98
99 Toplam Verimli Bakımın Temel Faaliyetleri Toplam verimli bakım anlayışı, önemli birçok faaliyetin bir arada olması, birbirini tamamlaması ve desteklemesi odaklı bir anlayıştır. TVB ın başarılı olması bu faaliyetlerin etkin bir biçimde sürdürülmesiyle mümkündür. Bahsedilen temel faaliyetler şu şekilde sıralanabilir (Görenler ve Yenen, 2007): Ekipman Etkinliğinin Sağlanması ve Kobetsu Kaizen Uygulamaları: Amaç ekipman etkinliğinin maksimize edilmesidir. Ekipman kayıplarını önlemek için yapılan faaliyetler ile enerji, malzeme ve işgücü kayıplarının en az seviyeye indirilmesi hedeflenmektedir. Ekipman yönetiminin üç unsuru; ekipmanların iyileştirmesi, kayıpların analizi ve sürekli iyileştirme (kobetsu kaizen) takımları olarak sıralanabilir. 99
Bakım Planlaması Nedir?
 BAKIM PLANLAMASI Bakım Planlaması Nedir? Bir fabrikanın makina ve tesislerinin sürekli olarak çalışır durumda olmasını sağlamak amacı ile yapılacak olan faaliyetlerin planlanmasıdır. Bakım faaliyetlerinin
BAKIM PLANLAMASI Bakım Planlaması Nedir? Bir fabrikanın makina ve tesislerinin sürekli olarak çalışır durumda olmasını sağlamak amacı ile yapılacak olan faaliyetlerin planlanmasıdır. Bakım faaliyetlerinin
6.1. Bakım Kavramı 6.2. Bakım Planlamasını Gerektiren Nedenler 6.3. Bakım Faaliyetlerinin Amaçları
 TESİS PLANLAMA 6. BAKIM PLANLAMASI 6.1. Bakım Kavramı 6.2. Bakım Planlamasını Gerektiren Nedenler 6.3. Bakım Faaliyetlerinin Amaçları 6.4. Bakım Faaliyetlerinin Sınıflandırılması 6.5. Bakım Maliyetleri
TESİS PLANLAMA 6. BAKIM PLANLAMASI 6.1. Bakım Kavramı 6.2. Bakım Planlamasını Gerektiren Nedenler 6.3. Bakım Faaliyetlerinin Amaçları 6.4. Bakım Faaliyetlerinin Sınıflandırılması 6.5. Bakım Maliyetleri
TAHIL DEĞİRMENCİLİĞİNDE MAKİNE VE MEKANİK BAKIM
 TAHIL DEĞİRMENCİLİĞİNDE MAKİNE VE MEKANİK BAKIM MURAT APAKHAN MAKİNE YÜKSEK MÜHENDİSİ MAYIS 2017 1 BAKIM NEDİR Bir işletmede veya proseste yer alan makine, ekipman veya teçhizatın sürekli olarak çalışır
TAHIL DEĞİRMENCİLİĞİNDE MAKİNE VE MEKANİK BAKIM MURAT APAKHAN MAKİNE YÜKSEK MÜHENDİSİ MAYIS 2017 1 BAKIM NEDİR Bir işletmede veya proseste yer alan makine, ekipman veya teçhizatın sürekli olarak çalışır
Benzetim. 10. Ders. Bakım Yönetimde. Benzetim
 Benzetim 10. Ders Bakım Yönetimde Benzetim Giriş 1 Üretimin programlara uygun biçimde sürdürülmesi, servis sektöründe hizmetin akamadan sürdürülebilmesi üç temel üretim ve servis unsurundan birini oluşturan
Benzetim 10. Ders Bakım Yönetimde Benzetim Giriş 1 Üretimin programlara uygun biçimde sürdürülmesi, servis sektöründe hizmetin akamadan sürdürülebilmesi üç temel üretim ve servis unsurundan birini oluşturan
Endüstriyel Çözümlerimiz
 Endüstriyel Çözümlerimiz Panel - IPC - HMI Tamiri Sürücü Tamiri Motor & Sürücü Uygulamaları Lazerli Kaplin Ayarı Online İzleme Vibrasyon Ölçüm ve Analizi www.ceamuhendislik.com.tr Kestirimci Bakım Hizmetleri
Endüstriyel Çözümlerimiz Panel - IPC - HMI Tamiri Sürücü Tamiri Motor & Sürücü Uygulamaları Lazerli Kaplin Ayarı Online İzleme Vibrasyon Ölçüm ve Analizi www.ceamuhendislik.com.tr Kestirimci Bakım Hizmetleri
MAKİNE BAKIMCI (SEVİYE 4) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
MAKİNE BAKIMCI (SEVİYE 5) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") A2: MAKİNE KURULUMU A2: Makine Kurulumu Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
A2: MAKİNE KURULUMU A2: Makine Kurulumu Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
İŞ SAĞLIĞI VE GÜVENLİĞİ YÖNETİM SİSTEMİ
 İŞ SAĞLIĞI VE GÜVENLİĞİ YÖNETİM SİSTEMİ Ohsas 18001 Endüstrinin değişik dallarında faaliyet gösteren kuruluşların, faaliyet konularını yerine getirirken, İş Sağlığı ve Güvenliği konusunda da, faaliyet
İŞ SAĞLIĞI VE GÜVENLİĞİ YÖNETİM SİSTEMİ Ohsas 18001 Endüstrinin değişik dallarında faaliyet gösteren kuruluşların, faaliyet konularını yerine getirirken, İş Sağlığı ve Güvenliği konusunda da, faaliyet
T. C. KAMU İHALE KURUMU
 T. C. KAMU İHALE KURUMU Elektronik İhale Dairesi KALİTE YÖNETİM SİSTEMİ BT Strateji Yönetimi BT Hizmet Yönetim Politikası Sürüm No: 6.0 Yayın Tarihi: 26.02.2015 444 0 545 2012 Kamu İhale Kurumu Tüm hakları
T. C. KAMU İHALE KURUMU Elektronik İhale Dairesi KALİTE YÖNETİM SİSTEMİ BT Strateji Yönetimi BT Hizmet Yönetim Politikası Sürüm No: 6.0 Yayın Tarihi: 26.02.2015 444 0 545 2012 Kamu İhale Kurumu Tüm hakları
EKLER. EK 12UY0106-4/A1-2: Yeterlilik Biriminin Ölçme ve Değerlendirmesinde Kullanılacak Kontrol Listesi
 Yayın Tarihi: 26/12/2012 Rev. :01 EKLER EK 12UY0106-4/A1-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının
Yayın Tarihi: 26/12/2012 Rev. :01 EKLER EK 12UY0106-4/A1-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının
Enerji Yönetim Sistemleri
 Murat Silsüpür Elektrik Mühendisi Kapsam 1. Enerji Yönetimi 2. ISO 50001 Enerji Yönetim Sistemi Standardı 3. Enerji İzleme Sistemi 4. Uygulama Örneği 8 Haziran 2015 Sunu: 2 Enerji Yönetimi Tanım: Minimum
Murat Silsüpür Elektrik Mühendisi Kapsam 1. Enerji Yönetimi 2. ISO 50001 Enerji Yönetim Sistemi Standardı 3. Enerji İzleme Sistemi 4. Uygulama Örneği 8 Haziran 2015 Sunu: 2 Enerji Yönetimi Tanım: Minimum
EKLER. EK 12UY0106-4/A5-2: Yeterlilik Biriminin Ölçme ve Değerlendirmesinde Kullanılacak Kontrol Listesi
 EKLER EK 12UY0106-4/A5-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının tamamlanması tavsiye edilir.
EKLER EK 12UY0106-4/A5-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının tamamlanması tavsiye edilir.
DEVREYE ALMA VE SERVİS İÇİ GÖZETİM HİZMETLERİ WWW.SGS.COM
 DEVREYE ALMA VE SERVİS İÇİ GÖZETİM HİZMETLERİ WWW.SGS.COM RÜZGAR TÜRBİNLERİNİN HİZMET DIŞI SÜRELERİNİN EN AZA İNDİRGENMESİ Rüzgar santrali projeleri yatırımlarında en önemli endişelerden biri, duruş ve
DEVREYE ALMA VE SERVİS İÇİ GÖZETİM HİZMETLERİ WWW.SGS.COM RÜZGAR TÜRBİNLERİNİN HİZMET DIŞI SÜRELERİNİN EN AZA İNDİRGENMESİ Rüzgar santrali projeleri yatırımlarında en önemli endişelerden biri, duruş ve
RÜZGAR ENERJİ SANTRALİ İŞLETME VE BAKIMI
 135 RÜZGAR ENERJİ SANTRALİ İŞLETME VE BAKIMI Levent İSHAK ÖZET Uzun uğraşlardan sonra devreye alınan rüzgar enerji santrallerinde, maksimum verim ve karlılığa ulaşabilmek için yapılması gereken çalışmalar
135 RÜZGAR ENERJİ SANTRALİ İŞLETME VE BAKIMI Levent İSHAK ÖZET Uzun uğraşlardan sonra devreye alınan rüzgar enerji santrallerinde, maksimum verim ve karlılığa ulaşabilmek için yapılması gereken çalışmalar
Aykut GÜRKAN Makine Mühendisi
 Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
1. Measurement of Noise Level (Gürültü Seviyesi Ölçümü ve Hesaplanması) 2. Sound Pressure Level Measurement (Emergency Ses Şiddeti Ölçümü ve
 2. Sound Pressure Level Measurement (Emergency Ses Şiddeti Ölçümü ve") 1. Measurement of Noise Level (Gürültü Seviyesi Ölçümü ve Hesaplanması) 2. Sound Pressure Level Measurement (Emergency Ses Şiddeti Ölçümü ve Hesaplanması) 3. Measurement of Whole-Body Vibration (Vibrasyon
1. Measurement of Noise Level (Gürültü Seviyesi Ölçümü ve Hesaplanması) 2. Sound Pressure Level Measurement (Emergency Ses Şiddeti Ölçümü ve Hesaplanması) 3. Measurement of Whole-Body Vibration (Vibrasyon
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
ÇEVRE BOYUTLARININ DEĞERLENDİRİLMESİ PROSEDÜRÜ
 SAYFA NO 1/7 1. AMAÇ VE KAPSAM: Bu prosedürün amacı, TOTM nin faaliyetlerinin ve hizmetlerinin çevre güvenliği üzerinde gerçek veya potansiyel olarak önemli etkileri olabilecek çevresel boyutlarının (yönlerinin),
SAYFA NO 1/7 1. AMAÇ VE KAPSAM: Bu prosedürün amacı, TOTM nin faaliyetlerinin ve hizmetlerinin çevre güvenliği üzerinde gerçek veya potansiyel olarak önemli etkileri olabilecek çevresel boyutlarının (yönlerinin),
T.C. ADANA BİLİM VE TEKNOLOJİ ÜNİVERSİTESİ Strateji Geliştirme Daire Başkanlığı SORU VE CEVAPLARLA KAMU İÇ KONTROL STANDARTLARI UYUM EYLEM PLANI
 T.C. ADANA BİLİM VE TEKNOLOJİ ÜNİVERSİTESİ Strateji Geliştirme Daire Başkanlığı SORU VE CEVAPLARLA KAMU İÇ KONTROL STANDARTLARI UYUM EYLEM PLANI NİSAN 2018 1 2 İÇİNDEKİLER 1. Neden İç Kontrol?...5 2. İç
T.C. ADANA BİLİM VE TEKNOLOJİ ÜNİVERSİTESİ Strateji Geliştirme Daire Başkanlığı SORU VE CEVAPLARLA KAMU İÇ KONTROL STANDARTLARI UYUM EYLEM PLANI NİSAN 2018 1 2 İÇİNDEKİLER 1. Neden İç Kontrol?...5 2. İç
SKF Solution Factory İstanbul, TR
 SKF Solution Factory İstanbul, TR SF Müdürü: Burak Kasımoğlu Lokasyon: Merkez Mah. Sanayi Cd. No:23 Giris Kat 34197 Yenibosna - Istanbul Kuruluş : Eylül 2010 Kapalı Alan : 1300 m 2 Çalışan Sayısı :5 Tesis
SKF Solution Factory İstanbul, TR SF Müdürü: Burak Kasımoğlu Lokasyon: Merkez Mah. Sanayi Cd. No:23 Giris Kat 34197 Yenibosna - Istanbul Kuruluş : Eylül 2010 Kapalı Alan : 1300 m 2 Çalışan Sayısı :5 Tesis
1- Neden İç Kontrol? 2- İç Kontrol Nedir?
 T.C. İÇİŞLERİ BAKANLIĞI KİHBİ Dairesi Başkanlığı 10 SORUDA İÇ KONTROL MAYIS 2014 ANKARA 1- Neden İç Kontrol? Dünyadaki yeni gelişmeler ışığında yönetim anlayışı da değişmekte ve kamu yönetimi kendini sürekli
T.C. İÇİŞLERİ BAKANLIĞI KİHBİ Dairesi Başkanlığı 10 SORUDA İÇ KONTROL MAYIS 2014 ANKARA 1- Neden İç Kontrol? Dünyadaki yeni gelişmeler ışığında yönetim anlayışı da değişmekte ve kamu yönetimi kendini sürekli
GENEL MOTOR DURUM DEĞERLENDİRME RAPORU
 simplifies predictive maintenance 25 Şubat 2010 GENEL MOTOR DURUM DEĞERLENDİRME RAPORU ARTESİS A.Ş. GOSB Üretim Tesisleri HAZIRLAYAN: Simge ÇAKIR ONAYLAYAN: Dr. İzzet Yılmaz ÖNEL The Institution of Engineering,
simplifies predictive maintenance 25 Şubat 2010 GENEL MOTOR DURUM DEĞERLENDİRME RAPORU ARTESİS A.Ş. GOSB Üretim Tesisleri HAZIRLAYAN: Simge ÇAKIR ONAYLAYAN: Dr. İzzet Yılmaz ÖNEL The Institution of Engineering,
MAKİNE BAKIMCI (SEVİYE 3) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
Main-Cert Kompetenzprofil für Fach- und Führungskompetenzen in der Instandhaltung (Supervisor)
") 1 Bakım ihtiyacı analizi 1.1 Temel bakım işlemleri bakım, teknik servis, inceleme, onarım 1.2 Bakım yöntemleri (stratejiler) önleyici, düzeltici, arıza temelli, döngüsel önleyici, duruma dayalı bakım 1.3
1 Bakım ihtiyacı analizi 1.1 Temel bakım işlemleri bakım, teknik servis, inceleme, onarım 1.2 Bakım yöntemleri (stratejiler) önleyici, düzeltici, arıza temelli, döngüsel önleyici, duruma dayalı bakım 1.3
Risk Değerlendirmesi ve Yönetimi
 Risk Değerlendirmesi ve Yönetimi 6331 Sayılı İş Sağlığı ve Güvenliği Kanunu İşveren, iş sağlığı ve güvenliği yönünden risk değerlendirmesi yapmak veya yaptırmakla yükümlüdür. 6331 sayılı İş Sağlığı ve
Risk Değerlendirmesi ve Yönetimi 6331 Sayılı İş Sağlığı ve Güvenliği Kanunu İşveren, iş sağlığı ve güvenliği yönünden risk değerlendirmesi yapmak veya yaptırmakla yükümlüdür. 6331 sayılı İş Sağlığı ve
İŞLETME RİSK YÖNETİMİ. Yrd. Doç. Dr. Tülay Korkusuz Polat 1/51
 İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/51 Risk Azaltma - Önlem Alma Süreci 2/51 Risk azaltma, riskin kontrolü, transferi, üstlenilmesi, kabullenilmesi stratejilerinin belirlenmesi ve
İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/51 Risk Azaltma - Önlem Alma Süreci 2/51 Risk azaltma, riskin kontrolü, transferi, üstlenilmesi, kabullenilmesi stratejilerinin belirlenmesi ve
Sürekli Döküm Tesisleri için Yataklama Çözümleri
 Sürekli Döküm Tesisleri için Yataklama Çözümleri Ç e l i k v e N o n F e r r o M e t a l l e r Tek Kaynaktan Mükemmel Uyumlu Yataklama Çözümleri Schaeffler Endüstri Grubu, güçlü INA ve FAG markaları ile
Sürekli Döküm Tesisleri için Yataklama Çözümleri Ç e l i k v e N o n F e r r o M e t a l l e r Tek Kaynaktan Mükemmel Uyumlu Yataklama Çözümleri Schaeffler Endüstri Grubu, güçlü INA ve FAG markaları ile
10 SORUDA İÇ KONTROL
 T.C. İÇİŞLERİ BAKANLIĞI Avrupa Birliği ve Dış İlişkiler Dairesi Başkanlığı 10 SORUDA İÇ KONTROL 1 Neden İç Kontrol? Dünyadaki yeni gelişmeler ışığında yönetim anlayışı da değişmekte ve kamu yönetimi kendini
T.C. İÇİŞLERİ BAKANLIĞI Avrupa Birliği ve Dış İlişkiler Dairesi Başkanlığı 10 SORUDA İÇ KONTROL 1 Neden İç Kontrol? Dünyadaki yeni gelişmeler ışığında yönetim anlayışı da değişmekte ve kamu yönetimi kendini
TEKNİK YAYIN. Yayın No : 003 Yayın Tanımı : RULMANLARDA ÖNLEYİCİ BAKIM
 TEKNİK YAYIN Yayın No : 003 Yayın Tanımı : RULMANLARDA ÖNLEYİCİ BAKIM Anadolu Rulman İmalat San. ve Tic. A.Ş. Yaka Mahallesi, 401. Sokak, No:17 Cumayeri / DÜZCE / TÜRKİYE Tel: +90 380 735 51 54 Faks: +90
TEKNİK YAYIN Yayın No : 003 Yayın Tanımı : RULMANLARDA ÖNLEYİCİ BAKIM Anadolu Rulman İmalat San. ve Tic. A.Ş. Yaka Mahallesi, 401. Sokak, No:17 Cumayeri / DÜZCE / TÜRKİYE Tel: +90 380 735 51 54 Faks: +90
İSTANBUL ÜNİVERSİTESİ DÖNER SERMAYE İŞLETME MÜDÜRLÜĞÜ HİZMET İÇİ EĞİTİM SUNUMU 02 MAYIS 2014
 İSTANBUL ÜNİVERSİTESİ DÖNER SERMAYE İŞLETME MÜDÜRLÜĞÜ HİZMET İÇİ EĞİTİM SUNUMU 02 MAYIS 2014 İÇ KONTROL SİSTEMİ VE KAMU İÇ KONTROL STANDARTLARI DERLEYEN CUMALİ ÇANAKÇI Şube Müdürü SUNUM PLANI İç Kontrol
İSTANBUL ÜNİVERSİTESİ DÖNER SERMAYE İŞLETME MÜDÜRLÜĞÜ HİZMET İÇİ EĞİTİM SUNUMU 02 MAYIS 2014 İÇ KONTROL SİSTEMİ VE KAMU İÇ KONTROL STANDARTLARI DERLEYEN CUMALİ ÇANAKÇI Şube Müdürü SUNUM PLANI İç Kontrol
T.C. DİYANET İŞLERİ BAŞKANLIĞI Strateji Geliştirme Başkanlığı
 T.C. DİYANET İŞLERİ BAŞKANLIĞI Strateji Geliştirme Başkanlığı SORU VE CEVAPLARLA İÇ KONTROL Ankara-2012 İÇİNDEKİLER 1 Neden İç Kontrol? 2 İç Kontrol Nedir? 3 İç Kontrolün Amacı Nedir? 4 İç Kontrolün Yasal
T.C. DİYANET İŞLERİ BAŞKANLIĞI Strateji Geliştirme Başkanlığı SORU VE CEVAPLARLA İÇ KONTROL Ankara-2012 İÇİNDEKİLER 1 Neden İç Kontrol? 2 İç Kontrol Nedir? 3 İç Kontrolün Amacı Nedir? 4 İç Kontrolün Yasal
RİSK ANALİZ PROSEDÜRÜ
 1.AMAÇ Karacabey Devlet Hastanesi faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen veya olası risklerin kontrol altına alınmasına
1.AMAÇ Karacabey Devlet Hastanesi faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen veya olası risklerin kontrol altına alınmasına
RİSK ANALİZİ TALİMATI
 AĞRI İL AMBULANS SERVİSİ BAŞHEKİMLİĞİ RİSK ANALİZİ TALİMATI DÖK. KOD NO : AĞRI-112-YÖN-TL- 22 YAY. TRH: 31.02.2014 REV.TRH: REV.NO: SA YFA NO: 5 1. AMAÇ: Ağrı İl Ambulans Servisi Başhekimliğinde hizmet
AĞRI İL AMBULANS SERVİSİ BAŞHEKİMLİĞİ RİSK ANALİZİ TALİMATI DÖK. KOD NO : AĞRI-112-YÖN-TL- 22 YAY. TRH: 31.02.2014 REV.TRH: REV.NO: SA YFA NO: 5 1. AMAÇ: Ağrı İl Ambulans Servisi Başhekimliğinde hizmet
KİŞİSEL KORUYUCU DONANIM KULLANIMI (Kişisel Koruyucu Ekipmanlar)
") KİŞİSEL KORUYUCU DONANIM KULLANIMI (Kişisel Koruyucu Ekipmanlar) İÇERİK KKE LERİN GENEL ÖZELLİKLERİ KAFA KORUMA GÖZ KORUMA KULAK KORUMA SOLUNUM KORUMA EL KORUMA AYAK KORUMA DÜŞÜŞ ENGELLEYİCİLER VÜCUT KORUMA
KİŞİSEL KORUYUCU DONANIM KULLANIMI (Kişisel Koruyucu Ekipmanlar) İÇERİK KKE LERİN GENEL ÖZELLİKLERİ KAFA KORUMA GÖZ KORUMA KULAK KORUMA SOLUNUM KORUMA EL KORUMA AYAK KORUMA DÜŞÜŞ ENGELLEYİCİLER VÜCUT KORUMA
İç Kontrol Yönetim Sistemi (İKYÖS) Hayati riskler her zaman olabilir, önemli olan onları görebilecek sistemlere sahip olabilmek!
 Hayati riskler her zaman olabilir, önemli olan onları görebilecek sistemlere sahip olabilmek!") İç Kontrol Yönetim Sistemi (İKYÖS) Hayati riskler her zaman olabilir, önemli olan onları görebilecek sistemlere sahip olabilmek! Yönetim, Eğitim, Taahhüt Hizmetleri www.sibernetiks.com 0850 840 23 90 Uyum
İç Kontrol Yönetim Sistemi (İKYÖS) Hayati riskler her zaman olabilir, önemli olan onları görebilecek sistemlere sahip olabilmek! Yönetim, Eğitim, Taahhüt Hizmetleri www.sibernetiks.com 0850 840 23 90 Uyum
İŞLETME RİSK YÖNETİMİ. Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30
 İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30 Risk Yönetim Süreçleri 2/30 Risk yönetim modeli sektöre, kuruluşun yönetim sistemine, tüm yaşam çevrim süreçlerine, ürünün yapısına bağlı olmakla
İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30 Risk Yönetim Süreçleri 2/30 Risk yönetim modeli sektöre, kuruluşun yönetim sistemine, tüm yaşam çevrim süreçlerine, ürünün yapısına bağlı olmakla
BAKANLIĞIMIZ İÇ KONTROL SİSTEMİ ÇALIŞMALARININ TAMAMLANMASI STRATEJİ GELİŞTİRME BAŞKANLIĞI
 BAKANLIĞIMIZ İÇ KONTROL SİSTEMİ ÇALIŞMALARININ TAMAMLANMASI STRATEJİ GELİŞTİRME BAŞKANLIĞI OCAK 2015 Sunum Planı İç Kontrol ün Tanımı ve Amaçları Birimlerin Sorumlulukları İç Kontrol Standartları Bakanlıkta
BAKANLIĞIMIZ İÇ KONTROL SİSTEMİ ÇALIŞMALARININ TAMAMLANMASI STRATEJİ GELİŞTİRME BAŞKANLIĞI OCAK 2015 Sunum Planı İç Kontrol ün Tanımı ve Amaçları Birimlerin Sorumlulukları İç Kontrol Standartları Bakanlıkta
Gösterge Yönetimi. Dr. Öğretim Üyesi Arda BORLU Kalite Yönetim Birimi
 Gösterge Yönetimi Dr. Öğretim Üyesi Arda BORLU Kalite Yönetim Birimi İçerik Gösterge nedir, amacı, faydaları Gösterge sorumlusunun görevleri Gösterge yönetimi Gösterge / İndikatör Bir konunun sayısallaştırılması
Gösterge Yönetimi Dr. Öğretim Üyesi Arda BORLU Kalite Yönetim Birimi İçerik Gösterge nedir, amacı, faydaları Gösterge sorumlusunun görevleri Gösterge yönetimi Gösterge / İndikatör Bir konunun sayısallaştırılması
EKLER. EK 12UY0106-5/A1-2: Yeterlilik Biriminin Ölçme ve Değerlendirmesinde Kullanılacak Kontrol Listesi
 EKLER EK 12UY0106-5/A1-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının tamamlanması tavsiye edilir.
EKLER EK 12UY0106-5/A1-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının tamamlanması tavsiye edilir.
KARĐYER YÖNETĐMĐ. Geleceğe yönelik çalışan ihtiyaçlarını iç kaynaklardan sağlayarak çalışan motivasyonunu artırma.
 KARĐYER YÖNETĐMĐ Geleceğe yönelik çalışan ihtiyaçlarını iç kaynaklardan sağlayarak çalışan motivasyonunu artırma Kadro yedekleme ile kritik pozisyonlarda oluşabilecek boş kadrolara kısa sürede atamalar
KARĐYER YÖNETĐMĐ Geleceğe yönelik çalışan ihtiyaçlarını iç kaynaklardan sağlayarak çalışan motivasyonunu artırma Kadro yedekleme ile kritik pozisyonlarda oluşabilecek boş kadrolara kısa sürede atamalar
MÜŞAVİRLİK MÜHENDİSLİK LTD. ŞTİ.
 Sayın İşletme İdari ve Teknik Yönetimleri, Mühendislik hizmetlerinde proje ve uygulama alanlarında geçmişten bugüne yürütmüş olduğumuz çalışmalardan edindiğimiz tecrübelere paralel olarak, bu hizmetlerin
Sayın İşletme İdari ve Teknik Yönetimleri, Mühendislik hizmetlerinde proje ve uygulama alanlarında geçmişten bugüne yürütmüş olduğumuz çalışmalardan edindiğimiz tecrübelere paralel olarak, bu hizmetlerin
NAZİLLİ DEVLET HASTANESİ RİSK ANALİZİ PROSEDÜRÜ
 Sayfa 1 / 6 1. AMAÇ 2. KAPSAM Nazilli Devlet Hastanesinde bölüm bazında risk değerlendirmeleri yaparak çalışanların çalıştıkları alanlardan kaynaklı risklerini belirlemek ve gerekli önlemlerin alınmasını
Sayfa 1 / 6 1. AMAÇ 2. KAPSAM Nazilli Devlet Hastanesinde bölüm bazında risk değerlendirmeleri yaparak çalışanların çalıştıkları alanlardan kaynaklı risklerini belirlemek ve gerekli önlemlerin alınmasını
TOPLAM KALİTE YÖNETİMİ
 TOPLAM KALİTE YÖNETİMİ 3.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Maliyetleri Hizmet Kalitesi ve Müşterinin Kalite Algısı Kalite Yönetim Sistemi KALİTE MALİYETLERİ Kalite maliyetleri meydana gelebilecek hataları
TOPLAM KALİTE YÖNETİMİ 3.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Maliyetleri Hizmet Kalitesi ve Müşterinin Kalite Algısı Kalite Yönetim Sistemi KALİTE MALİYETLERİ Kalite maliyetleri meydana gelebilecek hataları
Sınırsız ve kesintisiz bakım & arıza hizmetlerimiz ile daha güvenli bir geleceğe... . ArVına Asansör için yenilikler
 Sınırsız ve kesintisiz hizmetlerimiz ile daha güvenli bir geleceğe Asansör için yenilikler 0216-706-0883 wwwarvinacomtr Daha iyi bir asansör için düzenli bakım şart Kullanılan asansörler, mevcut şartlar
Sınırsız ve kesintisiz hizmetlerimiz ile daha güvenli bir geleceğe Asansör için yenilikler 0216-706-0883 wwwarvinacomtr Daha iyi bir asansör için düzenli bakım şart Kullanılan asansörler, mevcut şartlar
Symaro İlaç endüstrisi için sertifikalı sensörler. En zorlu koşullarda yüksek oranda hassas ölçüm. Answers for infrastructure.
 Symaro İlaç endüstrisi için sertifikalı sensörler En zorlu koşullarda yüksek oranda hassas ölçüm Answers for infrastructure. En zorlu kalite gerekliliklerini karşılar ve en uygun maliyetli kullanımı sağlar
Symaro İlaç endüstrisi için sertifikalı sensörler En zorlu koşullarda yüksek oranda hassas ölçüm Answers for infrastructure. En zorlu kalite gerekliliklerini karşılar ve en uygun maliyetli kullanımı sağlar
T.C. RECEP TAYYİP ERDOĞAN ÜNİVERSİTESİ İdari ve Mali İşler Daire Başkanlığı SORU VE CEVAPLARLA İÇ KONTROL
 T.C. RECEP TAYYİP ERDOĞAN ÜNİVERSİTESİ İdari ve Mali İşler Daire Başkanlığı SORU VE CEVAPLARLA İÇ KONTROL KASIM 2013 İÇİNDEKİLER 1. Neden İç Kontrol? 2. İç Kontrol Nedir? 3. İç Kontrolün Amacı Nedir? 4.
T.C. RECEP TAYYİP ERDOĞAN ÜNİVERSİTESİ İdari ve Mali İşler Daire Başkanlığı SORU VE CEVAPLARLA İÇ KONTROL KASIM 2013 İÇİNDEKİLER 1. Neden İç Kontrol? 2. İç Kontrol Nedir? 3. İç Kontrolün Amacı Nedir? 4.
İSG Hizmet Yönetim Rehberi
 İSG Hizmet Yönetim Rehberi Çalışma ve Sosyal Güvenlik Bakanlığı İŞ SAĞLIĞI VE GÜVENLİĞİ GENEL MÜDÜRLÜĞÜ 0. TEMEL YAKLAŞIM 2 0.1. GENEL 2 0.2. PROSES YAKLAŞIMI 2 0.3. RİSK TEMELLİ (BAZLI) YAKLAŞIM 2 0.4.
İSG Hizmet Yönetim Rehberi Çalışma ve Sosyal Güvenlik Bakanlığı İŞ SAĞLIĞI VE GÜVENLİĞİ GENEL MÜDÜRLÜĞÜ 0. TEMEL YAKLAŞIM 2 0.1. GENEL 2 0.2. PROSES YAKLAŞIMI 2 0.3. RİSK TEMELLİ (BAZLI) YAKLAŞIM 2 0.4.
MONTAJ, DEMONTAJ ve BAKIM ÜRÜNLERİ
 MONTAJ, DEMONTAJ ve BAKIM ÜRÜNLERİ Kestirimci Bakım Nedir? Kestirimci bakımın anlamı çok net bir ifadeyle, bazı hasar türlerinin, tam olarak arıza pozisyonuna gelmeden önce, bir takım özel yöntemlerle,
MONTAJ, DEMONTAJ ve BAKIM ÜRÜNLERİ Kestirimci Bakım Nedir? Kestirimci bakımın anlamı çok net bir ifadeyle, bazı hasar türlerinin, tam olarak arıza pozisyonuna gelmeden önce, bir takım özel yöntemlerle,
PARÇALARI ORİJİNAL CUMMINS BİR FARK VAR. Daha Yaygın & Daha İyi Parçalar.
 Her Parça Aynı Değildir. Daha Yaygın & Daha İyi Parçalar. Her An Yanınızda Daha İyi Bir Garanti. Genellikle fark yaratan şeyler gözle görülmez. Motor bileşenlerinin spesifikasyonlara uyması gerekir ve
Her Parça Aynı Değildir. Daha Yaygın & Daha İyi Parçalar. Her An Yanınızda Daha İyi Bir Garanti. Genellikle fark yaratan şeyler gözle görülmez. Motor bileşenlerinin spesifikasyonlara uyması gerekir ve
HATAY SAĞLIK MÜDÜRLÜĞÜ HATAY SAĞLIK MÜDÜRLÜĞÜ RİSK DEĞERLENDİRME PROSEDÜRÜ
 RİSK DEĞERLENDİRME PROSEDÜRÜ.AMAÇ Bu prosedürün, Hatay İl Sağlık Müdürlüğü, İl Ambulans Servisi Başhekimliği, İlçe Sağlık Müdürlükleri bünyesinde faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin
RİSK DEĞERLENDİRME PROSEDÜRÜ.AMAÇ Bu prosedürün, Hatay İl Sağlık Müdürlüğü, İl Ambulans Servisi Başhekimliği, İlçe Sağlık Müdürlükleri bünyesinde faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin
İstenmeyen Duruşlara ve Oluşabilecek Hasarlara Karşı Prosesinizi Korur
 İstenmeyen Duruşlara ve Oluşabilecek Hasarlara Karşı Prosesinizi Korur Emotron M20 Shaft Power Monitör Yükünüzü Korur, Emotron M20 güç şaft monitör yükünüzü mükemmel koruyarak işletme sürekliliğini artırır,
İstenmeyen Duruşlara ve Oluşabilecek Hasarlara Karşı Prosesinizi Korur Emotron M20 Shaft Power Monitör Yükünüzü Korur, Emotron M20 güç şaft monitör yükünüzü mükemmel koruyarak işletme sürekliliğini artırır,
Risk Yönetimi ve Değerlendirmesi ALIŞTIRMALAR
 Risk Yönetimi ve Değerlendirmesi ALIŞTIRMALAR Aşağıdakilerden hangisi iş sağlığı ve güvenliği açısından en uygun tehlike tanımıdır? a) Büyük zarara yol açabilecek durum b) Malın, malzemenin ya da işyeri
Risk Yönetimi ve Değerlendirmesi ALIŞTIRMALAR Aşağıdakilerden hangisi iş sağlığı ve güvenliği açısından en uygun tehlike tanımıdır? a) Büyük zarara yol açabilecek durum b) Malın, malzemenin ya da işyeri
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING)
") TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
BİNA YÖNETİM SİSTEMLERİ
 BİNA YÖNETİM SİSTEMLERİ GİRİŞ : Bir binanın işletilmesinde her adımda çalışan insanlar var. Günümüzde bilgisayarlar insanların yaptıkları işlerin çoğunu üstlenmekte ve bunları kusursuz olarak gerçekleştirmektedirler.
BİNA YÖNETİM SİSTEMLERİ GİRİŞ : Bir binanın işletilmesinde her adımda çalışan insanlar var. Günümüzde bilgisayarlar insanların yaptıkları işlerin çoğunu üstlenmekte ve bunları kusursuz olarak gerçekleştirmektedirler.
WÜRTH ÜN MODERN STOK YÖNETİM SİSTEMİ ORSY
 WÜRTH ÜN MODERN STOK YÖNETİM SİSTEMİ ORSY Würth Grubu Faaliyet Alanı: Atölye, servis ve endüstri alanlarına yönelik her türlü bağlantı elemanları ve tamir-bakım ürünlerinin uluslararası ticareti. Ürün
WÜRTH ÜN MODERN STOK YÖNETİM SİSTEMİ ORSY Würth Grubu Faaliyet Alanı: Atölye, servis ve endüstri alanlarına yönelik her türlü bağlantı elemanları ve tamir-bakım ürünlerinin uluslararası ticareti. Ürün
REVİZYON DURUMU. Revizyon Tarihi Açıklama Revizyon No. 11.09.2012 Özel Firma Arıza Bildirim ve Davet Formu prosedür 01 içinde tanımlandı.
 REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No 11.09.2012 Özel Firma Arıza Bildirim ve Davet Formu prosedür 01 içinde tanımlandı. Hazırlayan: Onaylayan: Onaylayan: Yusuf Ertürk, Tesis Yönetimi ve
REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No 11.09.2012 Özel Firma Arıza Bildirim ve Davet Formu prosedür 01 içinde tanımlandı. Hazırlayan: Onaylayan: Onaylayan: Yusuf Ertürk, Tesis Yönetimi ve
İŞLETME RİSK YÖNETİMİ. Yrd. Doç. Dr. Tülay Korkusuz Polat 1/21
 İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/21 Kuruluşların, artan belirsizlik ortamında, stratejilerini belirlemeleri ve bu stratejiler doğrultusunda gelişimlerini sürdürmelerinde, yeni
İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/21 Kuruluşların, artan belirsizlik ortamında, stratejilerini belirlemeleri ve bu stratejiler doğrultusunda gelişimlerini sürdürmelerinde, yeni
KİŞİSEL KORUYUCU DONANIMLARIN İŞYERLERİNDE KULLANILMASI HAKKINDA YÖNETMELİK
 KİŞİSEL KORUYUCU DONANIMLARIN İŞYERLERİNDE KULLANILMASI HAKKINDA YÖNETMELİK BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı, işyerindeki risklerin önlenmesinin veya
KİŞİSEL KORUYUCU DONANIMLARIN İŞYERLERİNDE KULLANILMASI HAKKINDA YÖNETMELİK BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı, işyerindeki risklerin önlenmesinin veya
 STOK YÖNETİMİ Adem ÖZTÜRK Performans Yönetimi ve Kalite Geliștirme Daire Bașkanlığı 13-14 / 08 / 2009 - Ankara Stok nedir? SUNUM PLANI Stok Yönetiminin amacı Stok Yönetiminin faydaları Stok Yönetim Sisteminin
STOK YÖNETİMİ Adem ÖZTÜRK Performans Yönetimi ve Kalite Geliștirme Daire Bașkanlığı 13-14 / 08 / 2009 - Ankara Stok nedir? SUNUM PLANI Stok Yönetiminin amacı Stok Yönetiminin faydaları Stok Yönetim Sisteminin
GÜVENLİK KAMERA SİSTEMİ PERİYODİK BAKIM VE ONARIM HİZMETİ ALIMI TEKNİK ŞARTNAMESİ ŞARTNAME NU : T A R İ H : HKTŞ-K-761/1 2013
 LAHİKA-11 GÜVENLİK KAMERA SİSTEMİ PERİYODİK BAKIM VE ONARIM HİZMETİ ALIMI TEKNİK ŞARTNAMESİ ŞARTNAME NU : T A R İ H : HKTŞ-K-761/1 1. Bu onaylı teknik şartname, yayım tarihinden itibaren yürürlüğe girer.
LAHİKA-11 GÜVENLİK KAMERA SİSTEMİ PERİYODİK BAKIM VE ONARIM HİZMETİ ALIMI TEKNİK ŞARTNAMESİ ŞARTNAME NU : T A R İ H : HKTŞ-K-761/1 1. Bu onaylı teknik şartname, yayım tarihinden itibaren yürürlüğe girer.
GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM
 GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM Grup Teknolojisi Ve Hücresel Üretim Kavramları Grup teknolojisi oldukça geniş bir kavramdır. Üretim ve endüstri mühendisliği alanlarında
GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM Grup Teknolojisi Ve Hücresel Üretim Kavramları Grup teknolojisi oldukça geniş bir kavramdır. Üretim ve endüstri mühendisliği alanlarında
6331 Sayılı İş Sağlığı ve Güvenliği Kanunu
 6331 Sayılı İş Sağlığı ve Güvenliği Kanunu Risk Değerlendirme Yükümlülüğü İLKER KIYAK MAKİNA MÜHENDİSİ İSG UZMANI ( A SINIFI ) www.ilkmak.com Risk Tehlikeden kaynaklanacak kayıp, yaralanma ya da başka
6331 Sayılı İş Sağlığı ve Güvenliği Kanunu Risk Değerlendirme Yükümlülüğü İLKER KIYAK MAKİNA MÜHENDİSİ İSG UZMANI ( A SINIFI ) www.ilkmak.com Risk Tehlikeden kaynaklanacak kayıp, yaralanma ya da başka
IENG 227 Modern Üretim Yaklaşımları
 IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
ŞİDDET ŞİDDETİN DERECELENDİRME BASAMAKLARI
 ŞİDDET ŞİDDETİN DERECELENDİRME BASAMAKLARI ÖZEL KARAMAN MÜMİNE HATUN HASTANESİ AMAÇ: Hastane hizmetlerinin sunumu esnasında meydana gelebilecek riskleri belirlemek ve ortadan kaldırmak için gerekli yöntemleri
ŞİDDET ŞİDDETİN DERECELENDİRME BASAMAKLARI ÖZEL KARAMAN MÜMİNE HATUN HASTANESİ AMAÇ: Hastane hizmetlerinin sunumu esnasında meydana gelebilecek riskleri belirlemek ve ortadan kaldırmak için gerekli yöntemleri
4. ÜRÜN GELİSTİRME İŞLEMİ
 4. ÜRÜN GELİSTİRME İŞLEMİ Genel Problem Çözme İşlemi Adım adım analiz / sentezi içerir Önerilen işlemsel adımlar: - Fonksiyon yapıları geliştirilir - Çözümler geliştirilir - Sıralı / esnek olarak uygulanır
4. ÜRÜN GELİSTİRME İŞLEMİ Genel Problem Çözme İşlemi Adım adım analiz / sentezi içerir Önerilen işlemsel adımlar: - Fonksiyon yapıları geliştirilir - Çözümler geliştirilir - Sıralı / esnek olarak uygulanır
İSG RİSK DEĞERLENDİRME PROSEDÜRÜ
 .0 AMAÇ : BAŞAKŞEHİR 'nin kanundan doğan, yapmakla mükellef olduğu "İş Sağlığı ve Güvenliği" risklerinin nasıl değerlendirileceğini belirlemek,.0 KAPSAM : BAŞAKŞEHİR N'de uygulanan "İş Sağlığı ve Güvenliği
.0 AMAÇ : BAŞAKŞEHİR 'nin kanundan doğan, yapmakla mükellef olduğu "İş Sağlığı ve Güvenliği" risklerinin nasıl değerlendirileceğini belirlemek,.0 KAPSAM : BAŞAKŞEHİR N'de uygulanan "İş Sağlığı ve Güvenliği
TEHLİKELİ ENERJİNİN KONTROLÜ. ETİKETLEME ve KİLİTLEME SİSTEMLERİ. Kaynak: Forum Media Yayıncılık; İş Sağlığı ve Güvenliği için eğitim Seti
 TEHLİKELİ ENERJİNİN KONTROLÜ ETİKETLEME ve KİLİTLEME SİSTEMLERİ Kaynak: Forum Media Yayıncılık; İş Sağlığı ve Güvenliği için eğitim Seti NEDEN ENERJİNİN KONTROLÜ? Kontrolsüz Enerji Ölümcüldür! TEHLİKELİ
TEHLİKELİ ENERJİNİN KONTROLÜ ETİKETLEME ve KİLİTLEME SİSTEMLERİ Kaynak: Forum Media Yayıncılık; İş Sağlığı ve Güvenliği için eğitim Seti NEDEN ENERJİNİN KONTROLÜ? Kontrolsüz Enerji Ölümcüldür! TEHLİKELİ
İŞ YATIRIM MENKUL DEĞERLER A.Ş. İŞ SÜREKLİLİĞİ PLANLAMASI A. AMAÇ
 Sayfa No: 1/7 A. AMAÇ Bu politika, nin deprem, yangın, fırtına, sel gibi doğal afetler ile sabotaj, donanım veya yazılım hatası, elektrik ve telekomünikasyon kesintileri gibi önceden tahmin edilebilen
Sayfa No: 1/7 A. AMAÇ Bu politika, nin deprem, yangın, fırtına, sel gibi doğal afetler ile sabotaj, donanım veya yazılım hatası, elektrik ve telekomünikasyon kesintileri gibi önceden tahmin edilebilen
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 2 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak hazırlanan
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 2 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak hazırlanan
www.ankaraisguvenligi.com
 İş sağlığı ve güvenliği temel prensiplerini ve güvenlik kültürünün önemini kavramak. Güvenlik kültürünün işletmeye faydalarını öğrenmek, Güvenlik kültürünün oluşturulmasını ve sürdürülmesi sağlamak. ILO
İş sağlığı ve güvenliği temel prensiplerini ve güvenlik kültürünün önemini kavramak. Güvenlik kültürünün işletmeye faydalarını öğrenmek, Güvenlik kültürünün oluşturulmasını ve sürdürülmesi sağlamak. ILO
STRATEJİK YÖNETİM VE YÖNETİMİN GÖZDEN GEÇİRMESİ PROSEDÜRÜ
 Sayfa 1/6 Revizyon Takip Tablosu REVİZYON NO TARİH AÇIKLAMA 00 02.07.2018 İlk yayın 1. AMAÇ Bu prosedürün amacı, Toros Üniversitesi Meslek Yüksekokulunda Kalite Yönetim Sistemi politika, hedef ve iş akışlarındaki
Sayfa 1/6 Revizyon Takip Tablosu REVİZYON NO TARİH AÇIKLAMA 00 02.07.2018 İlk yayın 1. AMAÇ Bu prosedürün amacı, Toros Üniversitesi Meslek Yüksekokulunda Kalite Yönetim Sistemi politika, hedef ve iş akışlarındaki
İSG PLANLAMA RİSK DEĞERLENDİRME PROSEDÜRÜ
 SAYFA NO 1/6 AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
SAYFA NO 1/6 AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
RİSK DEĞERLENDİRMESİ PROCEDÜRÜ. İçindekiler. Sayfa. Doküman NO Yayın Tarihi Revizyon No Revizyon Tarihi KRY
 İçindekiler 1. GİRİŞ... 2 2. AMAÇ... 2 3. METOT... 2 4. TANIMLAR... 2 5. RİSK ANALİZİNİN YAPILMASI... 4 5.1. Bilgilendirme... 5.2. Tehlike Kaynaklarının Belirlenmesi... 4 5.2.1. İşin Düzenlenmesi ve Organizasyona
İçindekiler 1. GİRİŞ... 2 2. AMAÇ... 2 3. METOT... 2 4. TANIMLAR... 2 5. RİSK ANALİZİNİN YAPILMASI... 4 5.1. Bilgilendirme... 5.2. Tehlike Kaynaklarının Belirlenmesi... 4 5.2.1. İşin Düzenlenmesi ve Organizasyona
Planlı veya Plansız Bakım Emirleri Tek Ekrandan Yönetiliyor
 1 Planlı veya Plansız Bakım Emirleri Tek Ekrandan Yönetiliyor NONSTOP Bakım Yönetimi içinde hem Plansız yapılan işlemler hem de 3 farklı yaklaşım ile Planlı yapılan eylemler yer almaktadır. Bütün emirler
1 Planlı veya Plansız Bakım Emirleri Tek Ekrandan Yönetiliyor NONSTOP Bakım Yönetimi içinde hem Plansız yapılan işlemler hem de 3 farklı yaklaşım ile Planlı yapılan eylemler yer almaktadır. Bütün emirler
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
DESTEKEGE OSGB İş Sağlığı ve Güvenliği Bilgilendirme Kitapçığı
 DESTEKEGE OSGB İş Sağlığı ve Güvenliği Bilgilendirme Kitapçığı 1 İÇİNDEKİLER İş Sağlığı ve Güvenliği nedir?... Kurum tehlike sınıfı belirleme... Çalışan temsilcisi belirleme. İş Sağlığı ve Güvenliği Kurulu
DESTEKEGE OSGB İş Sağlığı ve Güvenliği Bilgilendirme Kitapçığı 1 İÇİNDEKİLER İş Sağlığı ve Güvenliği nedir?... Kurum tehlike sınıfı belirleme... Çalışan temsilcisi belirleme. İş Sağlığı ve Güvenliği Kurulu
Atlas Copco Orjinal Servis Kullanım Avantajları
 Atlas Copco Orjinal Servis Kullanım Avantajları %100 güvenilir Atlas Copco orjinal yedek parçaları; kompresörünüzle aynı kalite standartlarına göre üretildiğinden, kompresörünüz bakıma girdikten sonra
Atlas Copco Orjinal Servis Kullanım Avantajları %100 güvenilir Atlas Copco orjinal yedek parçaları; kompresörünüzle aynı kalite standartlarına göre üretildiğinden, kompresörünüz bakıma girdikten sonra
SÜREKLİ İYİLEŞTİRME PROSEDÜRÜ
 Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
MADENCİLİK VE MADEN ÇIKARMA TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE BANT KONVEYÖR TAMİR VE BAKIMCI MODÜLER PROGRAMI (YETERLİĞE DAYALI)
") T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü MADENCİLİK VE MADEN ÇIKARMA TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE BANT KONVEYÖR TAMİR VE BAKIMCI MODÜLER PROGRAMI (YETERLİĞE DAYALI) 2013 ANKARA
T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü MADENCİLİK VE MADEN ÇIKARMA TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE BANT KONVEYÖR TAMİR VE BAKIMCI MODÜLER PROGRAMI (YETERLİĞE DAYALI) 2013 ANKARA
Üretim/İşlemler Yönetimi 2. Yrd. Doç. Dr. Mert TOPOYAN
 Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
TİTREŞİM ÖLÇÜMÜNE DAYALI ERKEN UYARICI BAKIM SİSTEMLERİ
 TİTREŞİM ÖLÇÜMÜNE DAYALI ERKEN UYARICI BAKIM SİSTEMLERİ hazırlayan; Pro-Plan Proje Müh. San. ve Tic. Ltd. Şti. Ebulula Mardin Cad. Gül Sok. Park Maya Sitesi Barclay 19/A D:4 Akatlar 34335 İSTANBUL Tel:
TİTREŞİM ÖLÇÜMÜNE DAYALI ERKEN UYARICI BAKIM SİSTEMLERİ hazırlayan; Pro-Plan Proje Müh. San. ve Tic. Ltd. Şti. Ebulula Mardin Cad. Gül Sok. Park Maya Sitesi Barclay 19/A D:4 Akatlar 34335 İSTANBUL Tel:
Profesyonel, verimli, yenilikçi sistemler...
 ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com
ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com
ISO 14001 ÇEVRE YÖNETİM SİSTEMİ HAKAN KARAGÖZ
 Tanım: Bir kuruluşun faaliyetlerini içinde yürüttüğü; hava, su, toprak, doğal kaynaklar, bitki topluluğu, hayvan topluluğu ile insanları da ihtiva eden ortam ve bunun arasındaki ilişkiye "çevre" denilmektedir.
Tanım: Bir kuruluşun faaliyetlerini içinde yürüttüğü; hava, su, toprak, doğal kaynaklar, bitki topluluğu, hayvan topluluğu ile insanları da ihtiva eden ortam ve bunun arasındaki ilişkiye "çevre" denilmektedir.
Gökay Çiçek İş Geliştirme Müdürü
 Gökay Çiçek İş Geliştirme Müdürü gokay.cicek@trinoks.com Demirbaş Yönetimi Nedir? Demirbaş Yönetimi, işletme bünyesindeki sabit kıymetlerin sistematik bir yapıda izlenmesi, analiz edilmesi ve raporlanması
Gökay Çiçek İş Geliştirme Müdürü gokay.cicek@trinoks.com Demirbaş Yönetimi Nedir? Demirbaş Yönetimi, işletme bünyesindeki sabit kıymetlerin sistematik bir yapıda izlenmesi, analiz edilmesi ve raporlanması
III. PwC Çözüm Ortaklığı Platformu Şirketlerde İç Kontrol ve İç Denetim Fonksiyonu* 22 Aralık 2004
 III. PwC Çözüm Ortaklığı Platformu Şirketlerde İç Kontrol ve İç Denetim Fonksiyonu* *connectedthinking PwC İçerik İç kontroller İç kontrol yapısının oluşturulmasında COSO nun yeri İç denetim İç denetimi
III. PwC Çözüm Ortaklığı Platformu Şirketlerde İç Kontrol ve İç Denetim Fonksiyonu* *connectedthinking PwC İçerik İç kontroller İç kontrol yapısının oluşturulmasında COSO nun yeri İç denetim İç denetimi
İNŞAAT TEKNOLOJİSİ TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE ÇİMENTO MEKANİK BAKIMCI MODÜLER PROGRAMI (YETERLİĞE DAYALI)
") T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü İNŞAAT TEKNOLOJİSİ TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE ÇİMENTO MEKANİK BAKIMCI MODÜLER PROGRAMI (YETERLİĞE DAYALI) 2013 ANKARA ÖN SÖZ Günümüzde
T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü İNŞAAT TEKNOLOJİSİ TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE ÇİMENTO MEKANİK BAKIMCI MODÜLER PROGRAMI (YETERLİĞE DAYALI) 2013 ANKARA ÖN SÖZ Günümüzde
İŞ SÜREKLİLİĞİ PLANLAMASINDA ACİL DURUM UYARI VE HABERLEŞMESİ. Zeynep Çakır, BTYÖN Danışmanlık
 İŞ SÜREKLİLİĞİ PLANLAMASINDA ACİL DURUM UYARI VE HABERLEŞMESİ Zeynep Çakır, BTYÖN Danışmanlık Acil durum uyarı ve haberleşmesi, İş Sürekliliği Yönetim Sistemi içerisinde ele alınması gereken önemli konulardan
İŞ SÜREKLİLİĞİ PLANLAMASINDA ACİL DURUM UYARI VE HABERLEŞMESİ Zeynep Çakır, BTYÖN Danışmanlık Acil durum uyarı ve haberleşmesi, İş Sürekliliği Yönetim Sistemi içerisinde ele alınması gereken önemli konulardan
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
Proje Çevresi ve Bileşenleri
 Proje Çevresi ve Bileşenleri 1.3. Proje Çevresi Proje çevresi, proje performans ve başarısını önemli ölçüde etkiler. Proje takımı; sosyoekonomik, coğrafı, siyasi, yasal, teknolojik ve ekolojik gibi kuruluş
Proje Çevresi ve Bileşenleri 1.3. Proje Çevresi Proje çevresi, proje performans ve başarısını önemli ölçüde etkiler. Proje takımı; sosyoekonomik, coğrafı, siyasi, yasal, teknolojik ve ekolojik gibi kuruluş
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
www.orjin.net PBT Plus Periyodik Bakım Takip Otomasyonu Bakım sistemlerine yeni bir yaklaşım...
 www.orjin.net PBT Plus Periyodik Bakım Takip Otomasyonu Bakım sistemlerine yeni bir yaklaşım... Sektörün lider firmalarının tercihi PBT Plus Periyodik Bakım Takip Otomasyonu Kurumsal Demirbaş Bakım Yönetimi
www.orjin.net PBT Plus Periyodik Bakım Takip Otomasyonu Bakım sistemlerine yeni bir yaklaşım... Sektörün lider firmalarının tercihi PBT Plus Periyodik Bakım Takip Otomasyonu Kurumsal Demirbaş Bakım Yönetimi
Tedarik Zinciri Yönetimi
 Tedarik Zinciri Yönetimi -Tedarikçi Seçme Kararları- Yrd. Doç. Dr. Mert TOPOYAN Satın Alma Bir ișletme, dıșarıdan alacağı malzeme ya da hizmetlerle ilgili olarak satın alma (tedarik) fonksiyonunda beș
Tedarik Zinciri Yönetimi -Tedarikçi Seçme Kararları- Yrd. Doç. Dr. Mert TOPOYAN Satın Alma Bir ișletme, dıșarıdan alacağı malzeme ya da hizmetlerle ilgili olarak satın alma (tedarik) fonksiyonunda beș
Doküman No Revizyon No Yayın Tarihi Sayfa No PROSES FMEA TALİMATI
 1.0 AMAÇ VE KAPSAM Bu talimatın amacı; ürün veya proseste karşılaşabilecek potansiyel hataları ve bunların neden olabileceği sonuçları önceden analiz ederek, gerekli önlemlerin alınması için kullanılan
1.0 AMAÇ VE KAPSAM Bu talimatın amacı; ürün veya proseste karşılaşabilecek potansiyel hataları ve bunların neden olabileceği sonuçları önceden analiz ederek, gerekli önlemlerin alınması için kullanılan
T.C. ANKARA SOSYAL BİLİMLER ÜNİVERSİTESİ İÇ DENETİM BİRİMİ KALİTE GÜVENCE VE GELİŞTİRME PROGRAMI
 T.C. ANKARA SOSYAL BİLİMLER ÜNİVERSİTESİ İÇ DENETİM BİRİMİ KALİTE GÜVENCE VE GELİŞTİRME PROGRAMI ANKARA-2017 İÇİNDEKİLER 1. GENEL HÜKÜMLER... 3 2. İÇ DEĞERLENDİRMELER... 3 2.1. SÜREKLİ İZLEME... 3 2.2.
T.C. ANKARA SOSYAL BİLİMLER ÜNİVERSİTESİ İÇ DENETİM BİRİMİ KALİTE GÜVENCE VE GELİŞTİRME PROGRAMI ANKARA-2017 İÇİNDEKİLER 1. GENEL HÜKÜMLER... 3 2. İÇ DEĞERLENDİRMELER... 3 2.1. SÜREKLİ İZLEME... 3 2.2.
PROJE YAPIM VE YÖNETİMİ İNSAN KAYNAKLARI YÖNETİMİ 09071067 ŞEYMA GÜLDOĞAN
 PROJE YAPIM VE YÖNETİMİ İNSAN KAYNAKLARI YÖNETİMİ 09071067 ŞEYMA GÜLDOĞAN İnsan kaynakları bir organizasyondaki tüm çalışanları ifade eder. Diğer bir deyişle organizasyondaki yöneticiler, danışmanlar,
PROJE YAPIM VE YÖNETİMİ İNSAN KAYNAKLARI YÖNETİMİ 09071067 ŞEYMA GÜLDOĞAN İnsan kaynakları bir organizasyondaki tüm çalışanları ifade eder. Diğer bir deyişle organizasyondaki yöneticiler, danışmanlar,
Sürekli Döküm Tesisleri için Yataklama Çözümleri
 Sürekli Döküm Tesisleri için Yataklama Çözümleri Ç e l i k v e D e m i r d ı ş ı M e t a l l e r Tek Kaynaktan Mükemmel Uyumlu Yataklama Çözümleri Schaeffler iki güçlü ürün markası olan INA ve FAG ın
Sürekli Döküm Tesisleri için Yataklama Çözümleri Ç e l i k v e D e m i r d ı ş ı M e t a l l e r Tek Kaynaktan Mükemmel Uyumlu Yataklama Çözümleri Schaeffler iki güçlü ürün markası olan INA ve FAG ın
10UY MAKİNE BAKIMCI SEVİYE 3 SINAV ŞARTNAMESİ
 1.0. AMAÇ Ülkemizde üretim ve hizmet sektörlerinde makine ve donanım kullanımının sürekliliğini ve aksama ile duruşlara meydan vermeden üretimin verimliliğini sağlamak, uygun nitelikteki makine bakımcılarla
1.0. AMAÇ Ülkemizde üretim ve hizmet sektörlerinde makine ve donanım kullanımının sürekliliğini ve aksama ile duruşlara meydan vermeden üretimin verimliliğini sağlamak, uygun nitelikteki makine bakımcılarla
Prosedür. Kalite Yönetim Sisteminde Neden gerçekleştirilecek?
 Prosedür Bir faaliyeti veya bir bir amaca ulaşmak için izlenen yol ve yöntem (TDK) Prosesi icra etmek için belirlenen yol (ISO 9000) Faaliyetleri yeterli kontrolü sağlayacak detayda tarif eden dokümanlardır
Prosedür Bir faaliyeti veya bir bir amaca ulaşmak için izlenen yol ve yöntem (TDK) Prosesi icra etmek için belirlenen yol (ISO 9000) Faaliyetleri yeterli kontrolü sağlayacak detayda tarif eden dokümanlardır
MAKİNE ELEMANLARINA GİRİŞ
 MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
BİNALARDA ENERJİ VERİMLİLİĞİ ÖN ETÜDÜ
 BİNALARDA ENERJİ VERİMLİLİĞİ ÖN ETÜDÜ Murat BAYRAM Binalarda Enerji Verimliliği Şubesi Şube Müd.V. bayram.bay@gmail.com Enerji Nedir? İş yapabilme kabiliyetidir. Enerji Yönetimi Nedir? Yaşam için gerekli
BİNALARDA ENERJİ VERİMLİLİĞİ ÖN ETÜDÜ Murat BAYRAM Binalarda Enerji Verimliliği Şubesi Şube Müd.V. bayram.bay@gmail.com Enerji Nedir? İş yapabilme kabiliyetidir. Enerji Yönetimi Nedir? Yaşam için gerekli