İMALAT İŞLEMLERİ II DERS NOTLARI
|
|
|
- Pinar Ahmad
- 8 yıl önce
- İzleme sayısı:
Transkript
1 1 İMALAT İŞLEMLERİ II DERS NOTLARI 4. KESİCİ TAKIM BİLGİSİ VE KESİCİ TAKIM SEÇİMİ Talaşlı imalatta, iş parçalarının istenilen boyutta ve şekilde üretilebilmesi için iş parçası üzerinden uygun bir şekilde talaş kaldırmak gerekir. Talaş kaldırma işlemi çeşitli takım tezgahları (torna, freze, matkap, vargel, v.b.) kullanarak kesici takımın veya iş parçasının belli parametreler dahilinde dönmesi ile olur. Uygun bir kesme işleminin yapılabilmesi için kesme işlemine uygun bir takım ve bu takıma uygulanacak parametrelerin de belli kurallar çerçevesinde uygun olarak seçilmesi gerekmektedir. Talaşlı imalatta doğru seçilemeyen işleme parametreleri kesicilerin kırılmasına, hızlı aşınmasına, yanması gibi ekonomik kayıpların yanı sıra, tezgah boş zamanının artması, iş parçasının bozulması veya işin yüzey kalitesinin yeni bir işlem gerektirecek düzeyde yetersizliği gibi yine bir dizi ekonomik kayıplara sebep olacaktır Talaş oluşumu Kesici takımın iş parçası üzerinden talaş kaldırması için gerekli olan üç şart şu şekilde özetlenebilir: Kesici olarak kullanılan bir takımın iş parçasından daha sert ve aşınmaya karşı daha dirençli olması Kesici takımın, iş parçasına dalmasını kolaylaştırmak için belirli bir geometriye sahip olması İş parçası malzemesinin direncini yeterli kuvvetle yenmesi için iş parçası ve takım arasında bir kesme hızı ve ilerleme hareketi olması gerekmektedir Talaş çeşitleri ve oluşma nedenleri Sürekli (akma) talaş

2 Kesintili talaş Yığma kenarlı (BUE) sürekli akma talaş Yarı kesintili talaş

3 Talaşların imalata uygunluk durumu 4.3. Talaş kaldırmaya etki eden faktörler Kesici takım ömrü Takım ömrü pratik olarak takımın iki bileme arasındaki geçen zaman olarak tanımlanabilir. Takım ömrü esas itibari ile aşınma olayına bağlı olduğundan aşınmaya etki eden takım malzemesi ve iş malzemesi, takım ve talaş geometrisi, kesme hızı, soğutma sıvısı gibi faktörler takım ömrünü de etkilemektedir. Ancak bunlardan en önemlisi kesme hızıdır Kesme hızı, talaş derinliği ve ilerleme miktarı Kesme hızı, kesme esnasında kesici takımın dönen iş parçası üzerinden dakikada metre cinsinden aldığı yol olarak ifade edilir. Kesme hızı kesici takımın kabiliyeti olarak ifade edilir. Kesme hızı, değişen işleme koşullarına bağlı olarak kesici takım üreticilerinin kataloglarından tespit edilir. Değişen işleme koşulları aşağıda belirtilmiştir; İşlenecek malzeme Kesici takım malzemesi Talaş derinliği İlerleme miktarı Soğutma sıvısı Tezgahın rijit olması ve tezgah tipi Kesme hızına bağlı olarak talaş derinliği ve ilerleme miktarı da kataloglarda verilir. Ancak verilen değerler bir aralık olarak gösterilir. Bu aralıktaki en uygun değeri tezgah operatörü tecrübeleri doğrultusunda tespit etmesi gerekir. Tezgah operatörü bu değerleri belirlerken uygun kesme şartlarını gözeterek en yüksek kesme hızı, en yüksek ilerleme ve en fazla talaş derinliğini belirlemesi gerekir. Böylelikle ekonomikliği en yüksek seviyede tutmuş olur. Yukarıda verilen ifadeleri özetlersek; iş parçası imalatında ekonomikliğin sağlanması için ayarlanması gereken işleme parametrelerinden, Kesme hızını en büyük değerde alınması gerekir: gereğinden fazla alınan kesme hızı kesici ucun yanmasına neden olur.

4 4 İlerleme değerinin en büyük alınması gerekir: gereğinden fazla alınan ilerleme miktarı kesici ucun aşınmadan kırılmasına neden olur. Talaş derinliğin en büyük alınması gerekir: gereğinden fazla verilen talaş derinliği kesici ucun aşınmadan kırılmasına neden olur. Bu sebeplerden dolayı kesme parametrelerinin birbirleriyle uyum içerinde olması gerekir Malzeme çifti İşlenecek olan iş parçasının malzemesi ve iş parçasını işleyecek olan kesici takım malzemesi birbiri ile uyumlu olmalıdır. Uygun bir kesme işlemi için malzeme çiftinin çok iyi seçilmesi gerekir. Bu durum için ISO bir standart getirmiştir. Bilindiği gibi iş parçası malzemeleri kullanım yerlerine göre değişik kimyasal kompozisyona sahip malzemelerden üretilmektedir. Bu malzeme gruplarını şu şekilde sıralayabiliriz: Genel amaçlı çelikler, paslanmaz çelikler, dökme demirler, alüminyum alaşımları, süper alaşımlar ve sertleştirilmiş çelikler. Her malzeme grubunun kullanım yeri farklıdır. Bu malzemeleri işlemek içinde farklı kimyasal kompozisyonlara sahip kesici takım malzemeleri üretilmiştir. Malzeme çiftinin uygun olarak seçilebilmesi için ISO malzeme gruplarını renklendirerek ve harflendirerek standart haline getirmiştir. P Serisi: Çelikler M Serisi: Paslanmaz çelikler K Serisi: Dökme demirler N Serisi: Alüminyum alaşımları S Serisi: Süper alaşımlar H Serisi: Sertleştirilmiş çelikler Bir kesici ucun kalitesi belirtilirken P10, M30, K50 gibi ifadeler kullanılır. Burada ifadenin başındaki harf kesici ucun hangi malzemelerde kullanılabildiğini gösterir. Yanında ki sayıda kesici ucun sertlik veya tokluk değerini bildirir. Bu sayılar 05, 10, 15, 20, 25, 30, 35, 40, 45, 50 olarak sıralanır. Sayı küçüldükçe kesici ucun sertliğinin arttığı tokluğunun azaldığı anlamına gelir. Sayı büyüdükçe kesici ucun tokluğunun arttığı sertliğinin azaldığı durumu anlaşılır Uç radyüsü Kesme işleminde takım uç radyüsünün etkisi büyüktür. Kesme işleminin uygun olması için takım uç radyüsünü çok iyi seçmek gerekir. Gereğinden fazla büyük seçilen radyüs, kesme kuvvetini artıracağından kalemde tırlama meydana gelebilir. Tırlayan kalemle de kötü bir yüzey kalitesi çıkar. Ayrıca küçük bir radyüs seçilirse, bu seferde fazla talaş derinliği verilemez ucun kırılmasına ve çok çabuk aşınmasına neden olur Soğutma sıvısı

5 Kesme sırasında yapılan işin %95 i ısıya dönüşür. Isınmanın %75 i plastik deformasyon ve %25 i sürtünme dolayısı ile meydana gelir. Oluşan bu ısı iş parçası, kesici takım ve talaşın üzerinde birikir. En fazla ısı ince kesitli olduğundan talaşın üzerinde birikir. Soğutma sıvısının kesmede ana olarak üç türlü görevi vardır. Birincisi talaşı mümkün mertebe en kısa sürede kesici takım ve iş parçasından uzaklaştırmak İkincisi kesici takım ve iş parçasının soğutulmasını sağlamak Üçüncüsü ise yağlamayı sağlayarak kesme işlemini kolaylaştırmak. Ancak bütün kesme işlemlerinde soğutma sıvısı kullanılmaz. Özellikle çok sert ve gevrek malzemelerin işlenmesinde kullanılan kesici takım malzemeleri ısıl şoklara dayanamadığından bu kesicilerle kesme yaparken soğutma sıvısı kullanılmaz. Talaşın uzaklaştırılması için basınçlı hava kullanılır Kesici takım malzemeleri Kesici takım malzemelerinde aranan özellikler 5 Kesici takım çalışma sıcaklıklarında iş parçasının en sert bileşeninden daha sert olmalıdır. Darbeli kesmelerde tokluğunun iyi olması gerekir. Aralı kesmelerde hızlı ısınma ve soğuma meydana geldiğinden termal şok direncinin yüksek olması gerekir. İş parçasına karşı düşük yapışkanlığının olması gerekir. İş parçası ile reaksiyona girmemesi gerekir Takım çelikleri Piyasada en çok bilineni Yüksek Hız Çelikleridir (HSS). Yüksek hız çelikleri, orta sertlikteki çelik, döküm ve metal olmayan malzemelerin işlenmesinde verimli bir şekilde kullanılmaktadır. Yüksek hız çelikleri, 650 C ' ye kadar olan işlem sıcaklıklarında kullanılabilmekte ve takımlar tekrar tekrar bilenebilmektedir. Talaşlı işlemde eğilimin yüksek hızlara kayması nedeniyle yüksek hız çeliklerinin önemi giderek azalmaktadır. Bu takımlar metal kesme endüstrisinde matkap, kılavuz, pafta, azdırma, tığ (broş) vb. gibi önemli kesme alanlarına sahiptirler Sert metaller Piyasada en çok kullanılan kesici takım malzemesidir. Piyasada elmas uç olarak bilinirler. Takımlara sökülüp takılabilir bir şekilde imal edilmişlerdir. Bu özellikleri sayesinde kesici takım maliyetlerini çok aşağıya çekmişlerdir nolu malzeme çifti konusunda da belirtildiği gibi farklı malzemelerin işlenmesi için farklı kalitelerde imal edilmiştir. Bu kaliteler de harf ve renklerle standardize edilmiştir. Sert metallerin yüksek dayanım özelliklerinin yanında, kesileni aşındırma ve

6 onlarla kimyasal reaksiyona girme özellikleri de hayli yüksektir Bu malzemelerin işlenmesinde karşılaşılacak güçlüklerin yenilebilmesi için, kaplanmış kesiciler geliştirilmiştir. Kaplama malzemesi olarak genellikle, titanyum nitrür, titanyum karbür ve seramikler kullanılır. Kesicinin uç noktasındaki dayanımın artırılması ve kırılmasının önlenmesi için uca parlatma işlemi tatbik edilir. Kaplama ile kesici aletlerin kazanmış oldukları özellikler şöyle sıralanabilir: Yüksek sıcaklıklarda sertliğini koruma Kimyasal kararlılık Düşük ısı iletkenliği Gözeneksiz veya çok az gözenekli yapı Kaplama elemanı olarak kullanılan titanyum nitrür (TiN),düşük sürtünme kat sayısı, yüksek sertlik, yüksek sıcaklıklara dayanımı ve alt tabakaya iyi nüfuz etme özelliklerine sahiptir. Bunun yanında, matkaplara, karbür kesicilere ve yüksek hız çeliklerine kaplandığında ömürlerinin artmasında rol oynamaktadır. Altın renkli olan titanyum nitrür kaplı kesiciler daha büyük kesme hızı ve ilerlemelerde kullanılabilirler. Bu kesicilerdeki aşınma, kaplanmamış olan kesicilere göre daha azdır. Burada dikkat edilmesi gereken, TiN kaplanmış kesicilerin düşük kesme hızlarında kullanılmamasıdır. Düşük hızlarda kesici uçtaki talaş birikimi kaplamanın yanmasına neden olduğundan mutlaka uygun kesme sıvısının kullanılması gerekir Seramikler Seramik kesiciler yüksek aşınma dayanımına ve yüksek sıcaklıklara dayanım özelliklerine sahiptir. Seramik uçlar, yüksek kesme hızlarında, kesintisiz talaş kaldırma işlemlerinde kullanılırken ısıl şoktan etkilenmemesi için ya kuru olarak ya da kesme hızının işleme bölgesine fazla verildiği şartlarda kullanılmalıdır. Sıcak presleme ile üretilen bu kesici takımlar, üstün özellikleri nedeniyle sertleştirilmiş çelik, nikel esaslı alaşımlar ve dökme demirin kesikli talaş kaldırma işlemlerinde kullanılabilmektedir Kübik Boron Nitrür (CBN) Şu anda, sertlik olarak elmasa en yakın yapay malzeme kübik boron nitrürdür. (CBN).1962 yılında geliştirilen CBN, karbür gövdeye 0,5 1 mm kalınlığında polikristal kübik boron nitrürün basınç altında sinterlenerek yapılmasıyla elde edilir. Kübik boron nitrür (CBN), elmastan sonra ikinci en

7 yüksek sertlik değerine sahiptir. Küçük miktarlardaki seramik veya metal bağlayıcı ile bor nitrür karıştırılır. Özellikle, elmasın kullanımını engelleyen hızlı aşınma olmaksızın yüksek hızlarda sert dökme demir ve sertleştirilmiş çeliğin kesimi için kullanılmaktadır. Ayrıca, süper alaşımlar (nikel ve kobalt esaslı), kübik bor nitrür kompozit kesici takımlarla, sementit karbürlerden çok daha yüksek hızlarda işlenebilmektedir Çok kristalli elmas (PCD) Doğada bulunan aşınmaya karşı en dayanıklı malzemedir. PCD nin çok kırılgan yapısından dolayı PCD ile yapılan işlemler çok kararlı koşullar,rijit tezgah ve takımların yanısıra çok yüksek kesme hızları gerektirir. Genellikle demir dışı metallerin kesiminde uygundur. Demir dışı metaller yapışma olasılığı yüksek olduklarından dolayı PCD elmasların yüzeyleri ekstra parlatma işlemine tabi tutulur. Yukarıda verilen kesici takım malzemeleri piyasada en çok kullanılan ve bilinen kesici takım malzemeleridir. Bunların dışında kesici takım malzemeleri de bulunmaktadır. Verilen bilgiler ışığında bütün malzemeleri kesebilen bütün talaşlı imalat şartlarında ekonomik olarak kullanılabilen kesici takım malzemesi yoktur. Kesici takım malzemelerinde aşınmaya karşı direnç (sertlik) ile darbeye karşı direnç (tokluk) arasında ters bir ilişki vardır. Özetle; kesici takımlarda aşınmaya karşı direnç arttıkça tokluk azalır, tokluk arttıkça aşınmaya karşı direnç azalır. Kesici takım malzemelerinde bu durumu gösterir grafik aşağıdadır.
 Doğada bulunan aşınmaya karşı en dayanıklı malzemedir.")
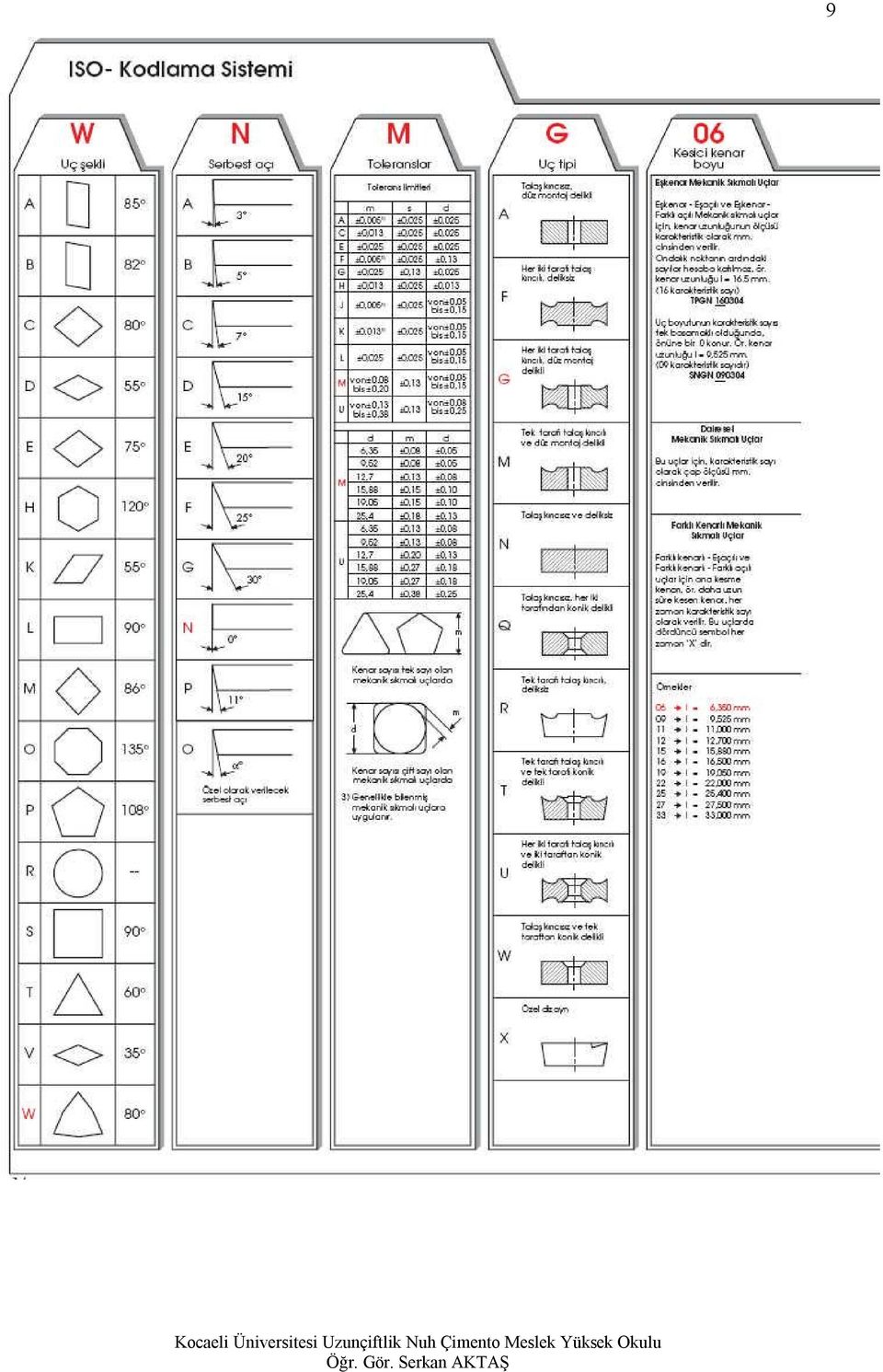
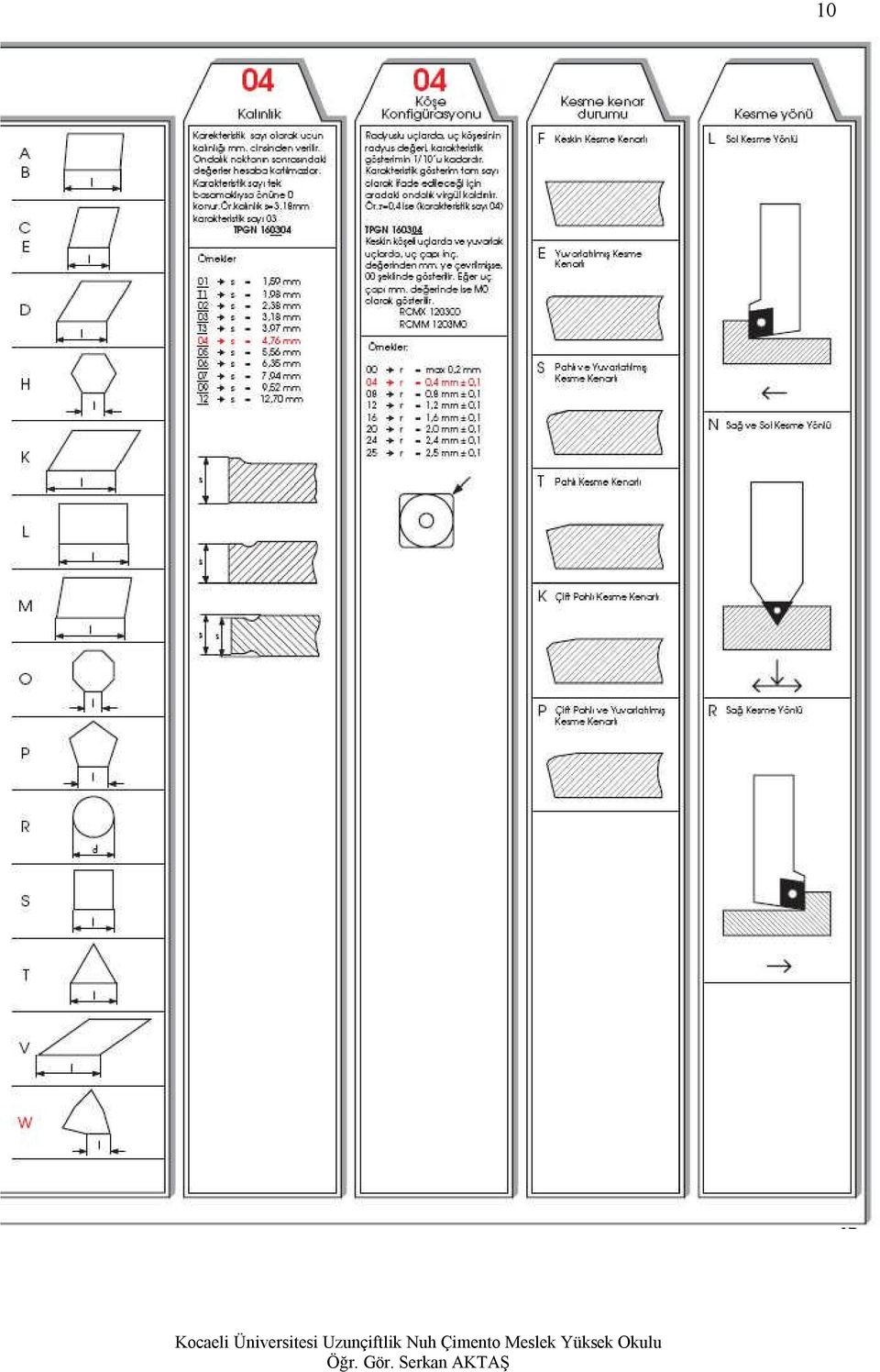
8 Kesici takımların ISO ya göre kodlanması Torna kesici uçlarının kodlanması

9 9
10 10
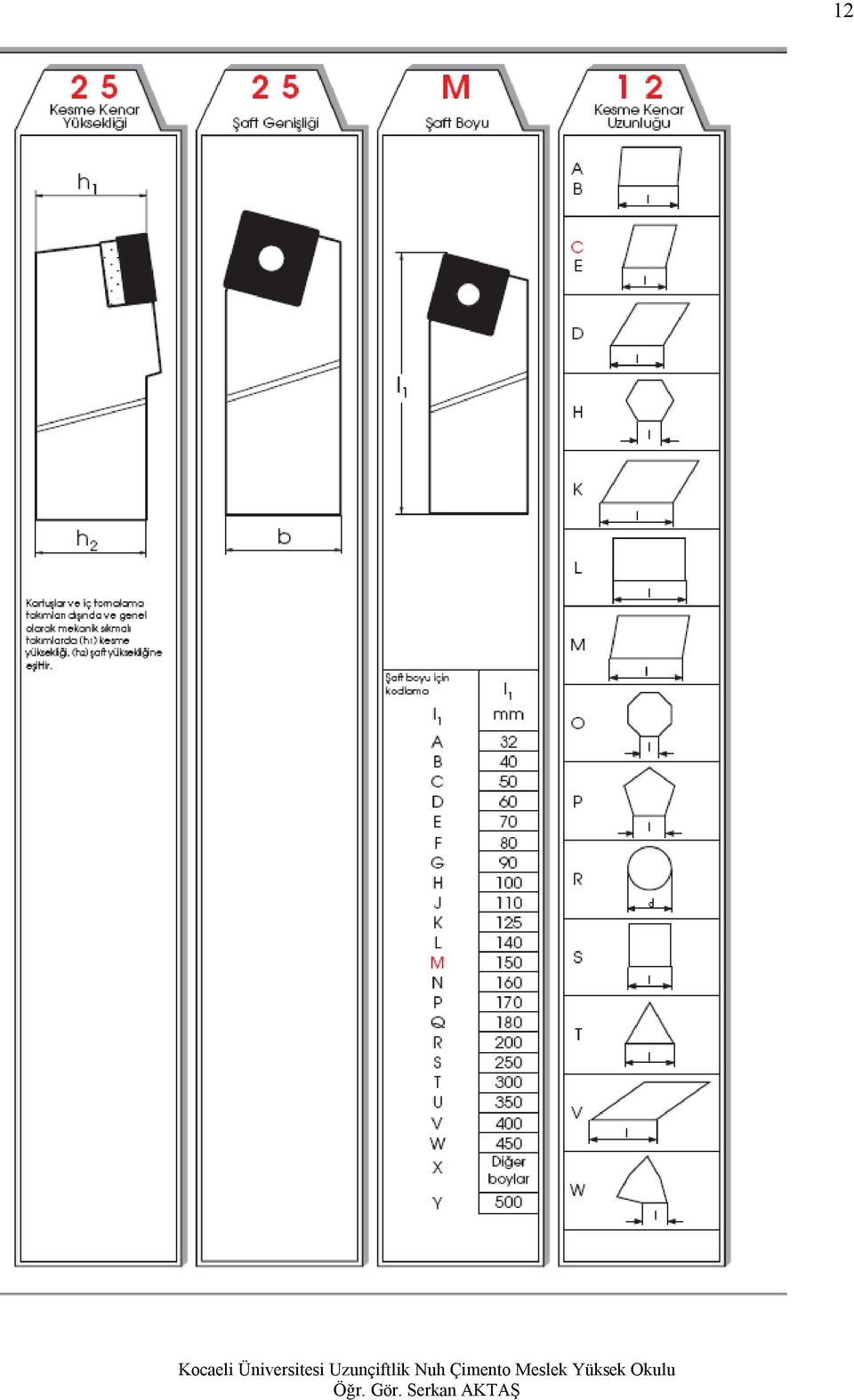
11 Torna dış çap işleme katerlerinin kodlanması

12 12
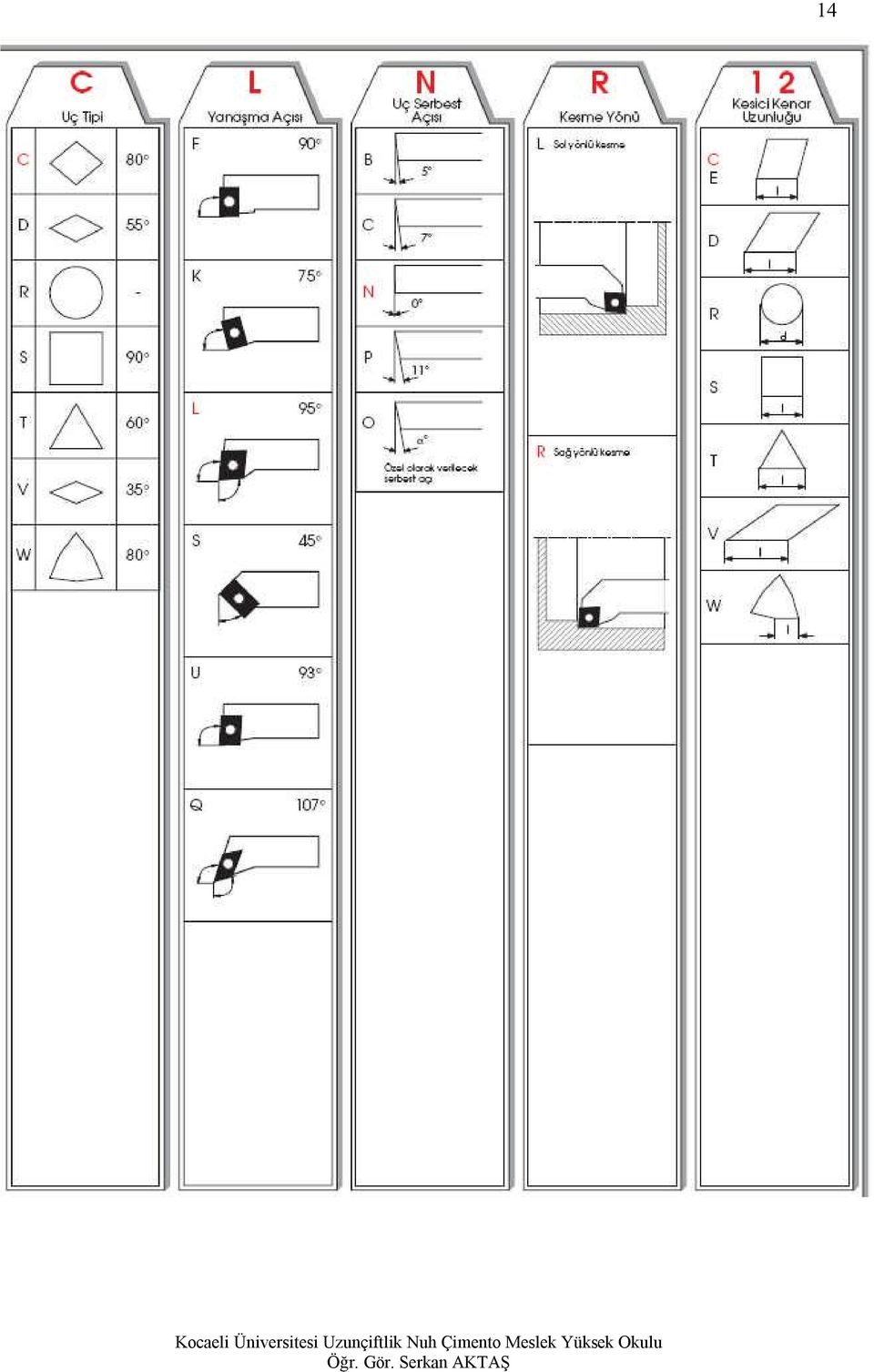
13 Torna iç çap işleme katerlerinin kodlanması

14 14
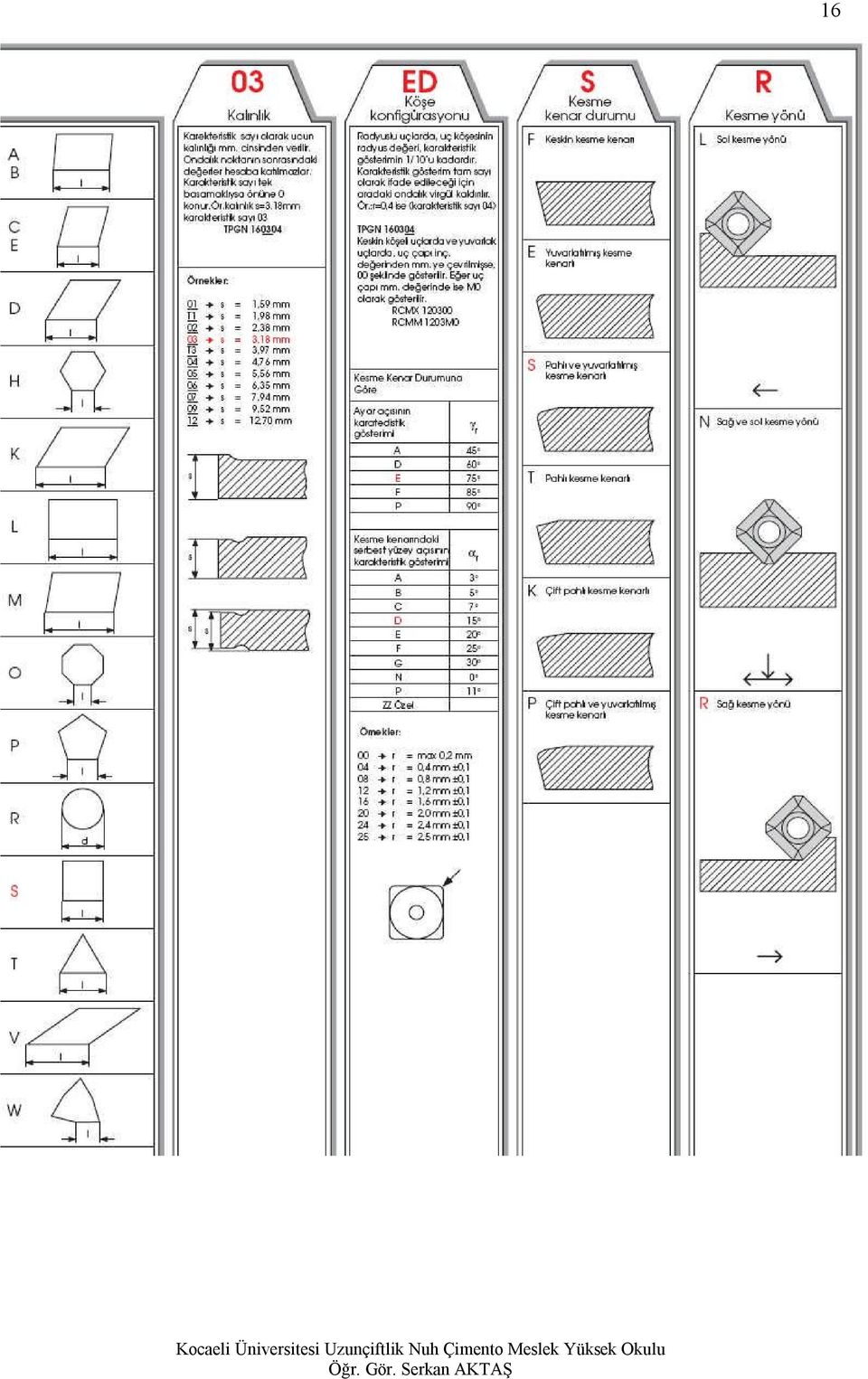
15 Freze kesici uçlarının kodlanması

16 16
17 Kesici takım seçimi Kesici takımlar seçilirken malzeme tipi, bağlama tipi, işlenecek parça tipi, tezgah tipi, işleme tipi vb. bir çok işlem göz önüne alınmalıdır. Günümüzde artık HSS kesici takımlar yerlerini kaplamalı değiştirilebilir uçlara terk etmektedir. Yüksek hız çeliği (HSS) kesiciler daha çok klasik, mekanik tezgahlarda ve yumuşak malzemelerin işlenmesinde kullanılmaktadır. Özellikle fabrikasyon ve büyük parti iş işlemede kaplamalı sert maden uçlar yaygın şekilde kullanılmaktadır. Bu kesici uçlar ve takım tutucuları bir çok firma tarafından farklı biçim, özellik ve tipte üretilmektedir. Kesici uçlar işleme biçimine, tezgaha, işlenecek malzeme, kesme hızı, ilerleme, talaş kırıcı tipi, bağlama tipine, kenar uzunluklarına, kater durumuna, kesme yönüne, talaş ve boşluk açılarına, uç şekline göre farklılık göstermektedir. Her firma ürettiği kesici uç ve takımlarına farklı kotlama sistemi verebilmektedir. Fakat aynı zamanda ISO uluslar arası kodlama sistemine göre de sınıflandırma yapmaktadırlar. Değiştirilebilir kesici uç üreten firmalar ürettikleri her kesici uç ve takım tutucuları için kullanılma özellikleri yani her tür malzeme işleme durumuna, kesme hızı ve ilerleme soğutma sıvısı, talaş derinliği, takım tutucuları vb. bilgilerin yer aldığı kataloglar ve broşürler hazırlamaktadırlar. Hazırlanan bu kataloglardan işlem durumlarına göre kesici uç takımlar seçilmelidir. Kesici takım seçimini şu şekilde aşamalandırabiliriz. 1.aşama: İş parçası malzemesi belirlenir ve bu malzemenin ISO malzeme kalitelerinden hangi gruba girdiği bulunur 2.aşama: İş parçası malzemesine uygun kesici takım kalitesi (grade) seçimi yapılır. 3.aşama: İş parçasına uygun kesici takım geometrisi seçilir. 4.aşama: İş parçası malzemesine ve işleme şartlarına göre talaş kırıcı formu seçilir. 5.aşama: Kesme hızı, ilerleme ve talaş derinliği göz önünde bulundurularak uygun kesme parametreleri seçilir Kesme hızı ve devir sayısı hesabı V= Kesme hızı (m/dak) (katalogdan alınır) N= Devir sayısı (dev/dak) D= İş parçası çapı (mm) (frezelerde takım çapı alınır)

18 Örnek1: Çapı 75 mm olan paslanmaz çelik malzeme sert maden uçla 100 m/dak kesme hızında işlenecektir. Tezgaha verilecek olan devir sayısını hesaplayınız? İlerleme hızı hesabı F=Programa verilen ilerleme(mm/dak) s= katalog ilerleme miktarı (mm/dev) N= Devir sayısı (dev/dak) Örnek: Çapı 50 mm olan bir iş parçası kesme hızı 200 m/dak. olan sert maden uçla 0.15 mm/dev ilerleme ile işlenecektir. CNC tezgaha verilecek ilerleme hızını mm/dak. cinsinden hesaplayınız. Önemli Not: Frezelerde diş başına ilerleme miktarları (Fz) verilir. Diş sayısının (z) da bilinmesi gerekir. Frezelerde ilerleme miktarları; F= Fz. z. N olarak bulunur. Örnek: Çapı 100mm olan tarama kafası ile kesme işlemi yapılacaktır. Kesme hızı 100m/dak olarak alınacaktır. Tarama kafasında 5 tane kesici uç vardır. Uç başına düşen ilerleme miktarı 0,15mm/diş dir. Bu işlemde tezgaha verilecek devir sayısını ve tablaya verilecek ilerleme miktarını bulunuz. N=? V= 100m/dak D= 100mm Z= 5 Fz= 0,15mm/diş N= ( )/(3,14.100)= 320 dev/dak F= 0, = 240mm/dak.
 da bilinmesi gerekir. Frezelerde ilerleme miktarları; F= Fz. z. N olarak bulunur. Örnek: Çapı 100mm olan tarama kafası ile kesme işlemi yapılacaktır.")
19 19 5. TEMEL TORNACILIK İŞLEMLERİ 5.1. Tanımı Kendi ekseni etrafında dönmekte olan sağlam bağlanmış iş parçası üzerinden, gereğine göre biçimlendirilmiş bir kesici alet aracılığı ile talaş kaldıran tezgahlara Torna Tezgahı denir. Kesici aletin talaş kaldırma işlemi elle veya otomatik surette olur. Torna tezgahlarında genellikle, silindirik tornalama, delme, konik tornalama, alın tornalama, vida çekme, rayba çekme, klavuz ve pafta çekme gibi işlemler yapılır. Özel aparatlardan faydalanılarak taşlama, frezeleme, profil tornalama, konik tornalama, yay sarma gibi işlemlerinde torna tezgahlarında yapılmaları mümkündür Torna tezgahı çeşitleri Üniversal torna tezgahı Aşağıda şekilde görülen bu tür torna tezgahlarında pek çok tornalama işlemi (Alın tornalama, dış çap tornalama, delik delme, kesme, kanal açma, metrik ve withvorth diş açma, taşlama, rayba ve klavuz çekme, dişli açma vb.) yapılır.

20 Dik torna tezgahı Yandaki şekilde görünen bu tür torna tezgahları özellikle büyük çaplı ve ağır iş parçalarının tornalanmasında kullanılır. Tezgah mili düşey konumdadır. Böyle dönme sonucu meydana gelecek olumsuzlukların tezgah milini etkilemesi ortadan kaldırılmıştır Revolver torna tezgahı Aşağıda şekilde görülen bu tür torna tezgahlarında özellikle çubuk şeklinde ve çok sayıda seri olarak üretilmesi gereken parçalar imal edilir. Genellikle iş parçaları ayna yerine penslerle bağlanırlar. Bunun için pens aynası adı verilen özel aynalar kullanılır. İş parçasının sökülüp bağlanması tezgah mili durdurulmadan yapılır. Kesici takımlar revolver adı verilen altıgen döner aparata bağlanırlar. Bu döner aparata kenar sayısı kadar kesici takım bağlanır. Revolver aparat yatay konumda olabildiği gibi dikey konumda da olabilir. Bu aparatın döndürülmesi elle yapıldığı için bu tür torna tezgahlarına yarı otomatik (Semi Automatic) torna tezgahları da denilir. Ayrıca tezgahın arabası üzerine de gang tipi kesiciler de bağlanarak kanal açma, kesme, profil tornalama ve pah kırma işlemleri yapılabilir.

21 Otomat torna tezgahı Aşağıdaki şekilde görülen bu tür torna tezgahlarına otomat yada kam torna tezgahları adı verilir. Günümüz CNC torna tezgahlarının kam versiyonları da denilebilir. Bu tür tezgahlar çalışma sistemi olarak revolver torna tezgahlarına benzerler. Aralarındaki en önemli farklılıklar bu tür tezgahlarda her türlü hareketin (iş parçası sürme, iş parçasının çözülmesi/bağlanması, kesici takımların değiştirilmesi ve talaş kaldırma işlemleri) özel olarak tasarlanmış ve imal edilmiş olan kamlar yardımıyla yapılmasıdır. Tezgahta kullanılacak kamlar ilgili operasyona göre kam tasarımcıları tarafında çizilir ve çizilen bu şekle göre kamlar imal edilir. İmal edilen bu kamlar tezgahın ana mili üzerindeki yerlerine takılırlar Hava (Çap) tornası Büyük çaplı ancak fazla ağır olmayan iş parçalarının tornalanması için kullanılırlar. Tornalama çapı çok büyük olduğu için tezgah fener mili kısmı ve gövde kısmı olarak 2 ayrı bölümdedir. Büyük çapların tornalanabilmesi için ayna hizasında atölye zemini kazılır ve büyük çaplı iş parçasının çevirme çapını kurtarabilmesi sağlanır. Böylece iş parçasının yarı kısmı atölye zeminine açılmış olan çukurda döner. Bu tür tezgahların tornalama çapları büyük olmasına rağmen tornalama boyları fazla uzun olmaz.
22 Ağır iş torna tezgahları Yandaki şekilde görülen bu tür torna tezgahları boyları uzun ve normale göre büyük çaplı iş parçalarının tornalanmasında kullanılırlar Sıvama torna tezgahı Alüminyum malzemelerden mutfak aletlerinin sıvama yöntemiyle imal edilmesinde kullanılan torna tezgahlarıdır. Geçmişte yaygın olarak kullanılmalarına karşın günümüzde yavaş yavaş popülerliklerini yitirmektedirler Masa tipi torna tezgahı Küçük iş parçalarının tornalanmasında kullanılan tezgâhtır. Tezgâh boyutları küçük olduğu için masa üzerine monte edilerek kullanılır. Bu nedenle de masa tipi torna tezgâhı olarak isimlendirilir. Genellikle küçük çaplı, küçük boyutlu ve vuruntusuz iş parçalarının imalatında kullanılır.
23 Kam tornası Kam milleri, motorların giriş ve çıkış sübaplarına kumanda ederler. İşte bu kam millerini imal etmek için kam torna tezgahları kullanılır. Kam torna tezgahında talaş, torna kalemleri ile kaldırılır. Çeşitli kam profilleri ve değişik işlemleri sonraya bırakılmadan bu tür tezgahlarda işlemek mümkündür. Üzerine çok sayıda kesici takım bağlanabilir. Siper ve kopya mastarının eğrileri tarafından kumanda edilir. Her torna kalemi otomatik olarak tornalama işine göre parçaya uzaklaşıp yaklaşmak suretiyle hareket eder. Birkaç ara yatak kullanılırsa kam millerinin eğilmesi önlenmiş olur. Bu tornalarda sadece kam milleri işlendiğinden fener milinin yapısı basit yapılmış ve hızları sabittir Üniversal torna tezgahının kısımları Üniversal bir torna tezgahının başlıca kısımları aşağıdaki şekilde görülmektedir. Bunlardan en önemlileri ve görevleri şunlardır;
24 Gövde ve kayıtlar Genellikle dökme demirden yapılır ve tezgahın diğer kısımlarını üzerinde taşır. Bazı tür torna tezgahlarında uygun yerleri tezgaha ait takım dolabı olarak kullanılır (Bakınız yandaki şekil). Kayıtlar takımların üzerinde taşıyan kalemliği üzerinde taşıyan araba ve gezer puntayı üzerinde taşır. Bu elemanların tezgah mili ekseni doğrultusunda sağlıklı olarak hareket etmelerini sağlar. Bu kısımlar sertleştirilmiş ve taşlanmışlardır. Kayıtlar üzerinde hareket eden kısımlara kızak adı verilir Fener mili ve hız kutusu İş parçasının bağlandığı torna aynasını üzerinde taşıyan ve ana motordan aldığı dönme hareketiyle iş parçasını döndüren kısımdır. Bu bölümde tezgahın devir sayısının ayarlanmasına yarayan dişli çarklar gurubunun oluşturduğu Hız Kutusu da bulunur Araba Kesici takımların bağlı bulunduğu sport ve kalemliği üzerinde taşır. Bunların kayıtlar üzerinde tezgah mili ekseni doğrultusunda hareket etmesini sağlar. Hareketi manuel olarak verilebildiği gibi otomatik olarak da yaptırılabilir. Yandaki şekilde de görüldüğü gibi ayrıca üzerinde manuel çevirme kolu, otomatik ilerleme kolları, vida açmak için kullanılan kavrama makası ile soğutma sistemi musluğu bulunur.
25 İlerleme hız kutusu Şekilde de görüldüğü gibi torna tezgahı ana miline ve talaş miline çeşitli dönme hızları vermeye yarar. Hız kutusu içinde hız ayarını sağlayan dişliler bulunur. Kutu üzerindeki kollar abaklar üzerinde gösterilen konumlara getirilerek kesici takıma uygun ilerleme hızları verilir. Bazı tezgahlarda devir sayısı ayarları da bu bölümde bulunan kollar yardımıyla ayarlanır. Devir ve ilerleme değiştirme işlemleri kesinlikle tezgah mili durdurulduktan sonra yapılmalıdır Talaş mili ve ana mili Talaş Mili, üzerinde kama kanalları olan ve otomatik ilerlemeler için kullanılan mildir. Ana Mili, üzerinde kare ya da trapez vida olan kalem vida açma işlemlerinde arabaya otomatik hareketi veren mildir Tabla (enine hareket mekanizması) Kesici takımın iş parçası eksenine dik olarak hareket etmesini sağlayan sistemdir. Hareket manuel olarak yapılabildiği gibi otomatik olarak da yapılabilir Suport (siper) Torna tezgahında üzerinde kalemliği taşıyan sistemdir. Tabla üzerine yerleştirilmiş olup istenilen açılarda (sağa ya da sola) döndürülerek konik tornalama işlemleri için (Suportu çevirerek konik tornalama) kullanılır Kalemlik Torna kalemlerinin doğrudan doğruya ya da kater aracılığı ile bağlanılarak kullanılmasına yarayan kısımdır. Genellikle kare şeklinde olup aynı anda 4 kalem bağlanabilir. Bazı tezgahlarda seri takım değiştirici (Quick Tool Changer) türünde olanları da vardır (Sol yandaki şekil).
26 Bu tür kalemliklerde bir kesici takım bağlanır. Birden fazla takım kullanılması gerektiğinde takım sayısı kadar kalemliğe ihtiyaç olur. Ayrıca bu tür kalemliklerde kesicilerin punta yüksekliklerinin ayarlanması herhangi bir altlık malzemesine ihtiyaç olmadan seri ve hassas olarak yapılır Gezer punta Sabit yatak Uzun iş parçalarının alından desteklenmeleri için kullanılan döner puntayı üzerinde taşır. Kayıtlar üzerinde istenilen konuma manuel olarak hareket ettirilir ve daha sonra tespit vidası ile sabitlenir. Ayrıca konik tornalama (Puntayı kaydırarak konik tornalama) rayba çekme, kılavuz çekme ve pafta çekme işlemlerinde de kullanılır. Torna tezgahının kayıtlarına bağlanarak kullanılır ve hareketsizdir. Uzun parçaların işlenmesinde kullanılır. Genel olarak uzun parçaların alında yapılan işçiliklerinde kullanılır.
27 Gezer yatak Torna tezgahının arabasına bağlanır ve kalemle birlikte hareket eder.uzun ve ince parçalar işlenirken sabit yatak veya puntaya alınsa bile ince olduğundan dolayı tırlar. Tırlama olduğundan dolayı istenilen yüzey kalitesi çıkarılamaz. Bu olumsuzluklardan dolayı gezer yatak kullanılır Talaş tablası Tornalama esnasında çıkan talaşların ve kesme sıvısının döküldüğü kısımdır. Talaşların ve sıvının etrafı kirletmemesi için kullanılır. Üzerinde bulunan süzgeç sayesinde dökülen kesme sıvısı alt kısmında bulunan kesme sıvısı deposunda toplanır ve filtre edildikten sonra devir daim pompası yardımıyla tekrar kesme bölgesine gönderilir Soğutma deposu Tornalama esnasında kullanılan kesme sıvılarının toplandığı, depolandığı ve filtre edildikten sisteme tekrar pompalandığı bölümdür. İç kısmı kademeli olarak bölmelerden oluşur. Böylece depoya geri dönen sıvı dinlendirilerek pompa bölümüne gönderilir. Amaç sıvının pompaya gönderilmeden önce taşıdığı maddelerin çökeltilerek temizlenmesini sağlamaktır.
28 Kesici takımın kalemliğe bağlanması ve ayarlanması Kalemin kesme yaparken esnememesi için, kalemliğe kısa ve boşluksuz olarak bağlanmasına dikkat edilmelidir. Kesici takımın kalemliğe bağlanmasında ise sıkı ve emniyetli bir şekilde olmasına dikkat edilmelidir. Ayrıca kesici ucu gezer punta yüksekliğine ayarlanması gerekir. Kesici takım kalemliğe bağlandığında punta yüksekliğinde olması önemlidir. Bu yükseklikte iken kalemin üzerindeki açılar normaldir. Ayna ve fener mili ekseninde uygun kesme işlemi yapar. Punta ekseni (fener mili ekseni) altında veya üstünde olursa kalem açıları değişir, kesme zorlaşır sürtünme ve kaleme gelen kuvvetler artar İş parçasının bağlanması Torna tezgahında iş parçalarının işlenebilmesi için en çok kullanılan yöntemlerden birisi aynalar yardımıyla bağlamaktır.
29 Ayna ve bağlama aparatı çeşitleri Üç ayaklı üniversal ayna Üçayaklı üniversal aynalarda silindirik üçgen altıgen ve benzeri parçaların üç noktadan bağlanması için kullanılır Dört ayaklı üniversal ayna Dört ayaklı üniversal aynalarda dört noktadan merkezlenmesi ve üçayaklı aynalara bağlanan parçalara ek olarak kare kesitli iş parçaları da bağlanabilir. Üniversal aynalarda bütün ayaklar aynı anda hareket eder Mengeneli (kepekli) ayna Yuvarlak kare ve düzgün olmayan dökülmüş yada dövülmüş parçaları bağlamaya yarar. Her bir ayak birbirinden bağımsız olarak hareket eder. Bu bağlama işlemi istenilen hassasiyette yapılabilir Delikli düz ayna Biçimleri bakımından ayaklı aynalara bağlanamayan iş parçaları delikli düz aynalara çeşitli pabuçlar ve cıvatalar ile gövdeye bağlanır Fırdöndü ayna İki punta arasında tornalama yapabilmek için iş parçası üzerine takılan fırdöndüden esinlenerek bu isim verilmiştir. Aynanın
30 30 üzerine, fırdöndü kuyruğunun takılması ile iş parçası işlenir. Fırdöndü aynaya pim ile sabitlenir Mıknatıslı ayna Bu aynalar mıknatıslanma özelliği ile alın yüzeyine iş parçalarının bağlanmasında kullanılır. Özelliği, diğer aynalara bağlanamayacak küçük veya ince parçaların bağlanmasını sağlar. Örneğin segman ve bileziklerin bağlanması Pensler Tam yuvarlak ve düzgün işlenmiş küçük iş parçalarını tornaya bağlamaya yarayan esneyebilen kovanlara pens denir. Silindirik parçaları çevreden tutmaları, puntaya alınamayan ince parçaları, aynaya bağlanamayan işleri penslerle bağlayarak tornalama daha kolaydır İş kalıpları Seri üretimde işin özelliğine göre oluşturulan aparatlara ve bağlama düzeneklerine iş kalıpları denir. Özdeş parçaların ayrı ayrı bağlanması ve işlenmesi zaman alacağı gibi ekonomik de olmaz bu nedenle iş bağlama kalıpları; özellikle seri üretimde zaman kazandırarak maliyeti düşürmek yönünden önem taşır Bağlamada salgı kontrolü Aynaları bağlama sırasında cıvata ve vidaların iyi sıkılması, oturma yüzeylerinin bozulmuş olmaması durumunda salgı meydana gelmez. Eğer salgı var ise cıvata ve vidalar kontrol edilmelidir. Ayna ayaklarından aşınma olup olmadığına bakılmalı, ayna ayaklarının düzgün
31 takıldığından emin olunmalı; fener mili incelenmeli, varsa sorunlar giderildikten sonra işleme başlanmalıdır Aynaları teknolojik kurallara uyarak fener mili üzerindeki yerlerine takma Torna tezgahında yapılan işlem türüne uygun olan aynalar kullanılmalıdır. Bunun için tek tip ayna kullanılamaz. İşin özelliliğine ve ölçülerine göre aynalar fener miline flanşlı, vidalı ve geçme olarak bağlanırlar. Farklı tip aynaları bağlayabilmek için fener miline aynalar teknolojik kurallara göre takılmalıdır Aynaları fener mili üzerindeki yerlerinden çıkarma Aynaları fener mili üzerinden çıkarmak veya değiştirmek için kayıt ve kızakların üzerine tahta tabla konularak aynanın kızaklar üzerine düşmesi engellenir. Flanşlı ise bağlantı somunları gevşetilir. Flanş geniş yuvasına somunlar gelene kadar çevrilir ve ayna çekilerek somunların bulunduğu
32 saplamalar fener milindeki flanşından çıkarılır. Vidalı ise ters yönde ayna çevrilerek, ayna fener milinin vidalı kısmından döndürülerek çıkarılır Aynaların ters ve düz ayaklarının sökülüp takılması Üç ve dört ayaklı aynalarda ayaklar birlikte hareket ettiği için ayakların diş sayıları birbirinden farklıdır. Ayaklar 1, 2, 3, 4 diye numaralandırılır. Ayaklar takılırken diş sayısı en çok olan ayak ilk önce (1 numaralı ayak), daha sonra diş sayısı biraz az olan ayak (2 numaralı ayak), diş sayısı daha az olan ayak (3 numaralı ayak), diş sayısı en az olan ayak (4 numaralı ayak) takılır. Ters ayaklar takılırken aynı işlem sırası tekrarlanır. Sökülürken ise ayna anahtarı ters yönde çevrildiğinde ilk önce en son takılan ayak ( 4 numaralı ayak) sonra sırasıyla 3,2,1 numaralı ayaklar sökülür. 32 Not: Dört ayaklı mengeneli (kepekli) aynalarda ise ayaklar birbirinden bağımsız hareket ettiğinden sıralamaya gerek yoktur. İstenilen ayak istenildiği zaman sökülüp takılabilir.
33 İş parçalarını aynaya emniyetli ve salgısız bağlama Aynaların temizliği, ayakların temizliği, yapılan işlerin hassasiyeti ve çalışma güvenliği bakımından önemlidir. Sağlam ve güvenli bir aynaya bağlanan iş parçaları işlenirken ve iş parçası üzerinde her hangi bir işlem yapılırken emniyetli olacaktır. Bağlama esnasında ayna ayaklarına iş kısa bağlanmamalıdır. Hatalı kullanım sonucu ayna ayakları bozulabilir. Salgı var ise iş parçası yavaşça döndürülerek işin salgılı tarafına yavaşça vurulmalı ve merkezlenmesi sağlanmalıdır. Salgının ortadan kalktığını görebilmek için ayarlı bir komparatör saati iş parçası üzerinde gezdirilmeli ve kontrol edilmelidir. Salgılı bağlanan iş parçaları yanlış işlenebilir ve ölçü farklılığı meydana gelir Temel tornacılık işlemleri Alın tornalama Kaba tornalama işlemi genellikle fazla talaş verilerek dışardan merkeze doğru işlenerek yapılır. Kaba tornalama işlemi için kaba talaş kalemleri kullanılır. Tornalamaya başlamadan önce kalem katere, kater tornanın kalemliğine punta yüksekliğinde sıkıca bağlanır. Tezgah devri yukarıda hesaplanan devire göre bulunarak ayarlanır. İş parçasının dış alın kısmından başlanarak kalem merkeze doğru hareket ettirilir. İlerleme elle veya otomatik olarak verilerek işlem tamamlanır. İnce tornalama işlemi kaba tornalama işleminden sonra olduğu için az talaş verilerek yapılmalıdır. İnce tornalama için ince yan kalemi seçilerek kalem katere, kater tornanın kalemliğine punta yüksekliğinde bağlanmalıdır. Kaleme işe başlamadan önce, parçanın alın kısmına göre 7-8 º açı verilmelidir. Kaleme az talaş verilerek kalem dışardan içeri doğru ilerletilir, kalem merkeze gelince kelemle iş parçasına az dalma yapılarak son işlem için merkezden dışarıya doğru talaş kaldırılarak ince tornalama işlemi bitirilir. İnce tornalama işlemi merkezden dışa doğru yapılmalıdır.
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
İmalat İşlemleri II TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. Torna Tekniği ve Uygulamaları. Yrd. Doç. Dr. Hasan Tahsin KALAYCI Yrd. Doç. Dr.
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Tornalama İşlemleri. Derleyen Doç. Dr. AdnanAKKURT. Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz
 Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ TEMEL TORNALAMA - 1 Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ TEMEL TORNALAMA - 1 Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Ezerek parlatma. iç çap mikroler ID. dış çap mikroler OD. iç konik mikroler MIC. düz yüzey mikroler MFF. dış konik mikroler MOC. www.aksan-tm.
 Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI
 TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ VİDA VE DELİK İŞLEMLERİ ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ VİDA VE DELİK İŞLEMLERİ ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
3 parçalı el kılavuz takımı
 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
BOZKURT MAKİNA. Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI
 BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
KAMALAR, PİMLER, PERNOLAR
 KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121
 tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ - 1 521MMI003
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ - 1 521MMI003 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ - 1 521MMI003 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
TALAŞLI İMALAT USULLERİ
 1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi TORNALAMA İŞLEMLERİ 2 Tornalama İşlemi Dairesel hareket yapan bir iş parçası üzerinden, değişik doğrultularda
1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi TORNALAMA İŞLEMLERİ 2 Tornalama İşlemi Dairesel hareket yapan bir iş parçası üzerinden, değişik doğrultularda
Honlama ve Lepleme Teknikleri
 Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ 2 ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ 2 ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik