TALAŞLI ÜRETİM YÖNTEMLERİ
|
|
|
- Kudret Sezen
- 5 yıl önce
- İzleme sayısı:
Transkript
1 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK
2 KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme
3 GİRİŞ Bir ham maddenin (metal, seramik, plastik, kompozit, ahşap vb.) kullanım yerine ve amacına uygun geometriye sahip olacak şekilde elde edilmesi ve/veya işlenmesi olarak tanımlanan üretim (imalat), insanlık tarihinin başlangıcına dayanmaktadır. Tanımdan da anlaşılacağı üzere; en kaba hâli ile üretim (imalat), bir parçaya istenen geometrik özellikleri kazandırmak için elle şekil verme işlemidir.
4 GİRİŞ Teknolojinin gelişmesine paralel olarak, üretim kelimesi sadece elle şekil verme işlemi olmaktan çıkmış ve gelişen üretim yöntemleri ile farklı bir boyut kazanmıştır. Çevremizde gördüğümüz ve kullandığımız her türlü alet, ekipman ve araç bir veya birkaç üretim yöntemi kullanılarak elde edilmiştir. Bu bakımdan en önemli nokta, üretilmek istenen bir parçanın hangi yöntem ile işleneceği veya üretileceğidir çünkü üretim yöntemleri kendi arasında pek çok farklı gruba ayrılmaktadır. Bu sebepten dolayı, üretim yöntemlerinin sınıflandırılması, talaşlı üretim yöntemlerinin ve bu yöntemlerde kullanılan tezgâh/ekipmanların tanıtılması ve üretilecek parça geometrilerinin tanıtılması bu ünitemizin ana amacını oluşturmaktadır.

5 ÜRETİM YÖNTEMLERİNİN SINIFLANDIRILMASI
6 ÜRETİM YÖNTEMLERİNİN SINIFLANDIRILMASI Üretim Yöntemleri temel olarak mekanik ve fiziksel-kimyasal olmak üzere iki ana gruba ayrılmaktadır. Mekanik yöntemler kendi içerisinde talaşlı ve talaşsız üretim yöntemleri olmak üzere ikiye ayrılır. Talaşsız üretim yöntemleri genel olarak; döküm, dövme, haddeleme, ekstrüzyon, tel çekme, derin çekme, sıvama, bükme, kaynak, lehim, yapıştırma ve perçinleme olarak sınıflandırılabilir. Fiziksel- kimyasal yöntemler ise elektroerezyon, tel erezyon, kimyasal, elektro-kimyasal, lazer, plazma ve su jeti ile işleme gibi işlemleri kapsamaktadır. Daha önce de belirtildiği üzere bir parça, bir veya birden fazla üretim yönteminin uygulanması ile üretilebilir fakat bu ünitemizde sadece talaşlı üretim yöntemleri tanıtılacaktır.
7 TALAŞLI ÜRETİMİN TEMELLERİ Bir ham maddeyi kesici bir takım yardımıyla talaş kaldırarak istenilen geometriye getirme işlemine talaşlı üretim (imalat) adı verilir. Talaş kaldırma belirli bir boyut, şekil ve yüzey kalitesine sahip bir parça meydana getirmek için ucu keskin bir takım ve güç kullanarak iş parçası (hammadde) üzerinden tabaka şeklinde malzeme kaldırma işlemidir. Tanımdan da anlaşılacağı üzere malzemenin işlenmesi sırasında talaş adı verilen artıklar oluşur, bir diğer deyişle ayrılan malzeme tabakasına talaş denir. Bu noktada, talaş kaldırma işlemlerinde kullanılan ekipman veya terimlerin tanıtılması faydalı olacaktır.
8 TALAŞLI ÜRETİMİN TEMELLERİ Talaşlı üretimin yapıldığı makinalara takım tezgâhı denir. Her farklı talaşlı üretim yöntemine özel bir takım tezgâhı kullanılmaktadır ve bu tezgâhlar genel olarak yöntemin adı ile adlandırılırlar. İşlenecek malzeme boyutları ve türüne göre farklı boyut ve güçlerde tezgâhlar bulunmaktadır. Bir takım tezgâhı genel olarak; takımların bağlandığı kısım olan takımlık (iş arabası), hareket ve kontrol ünitesini içeren (motorlar, kontrol panelleri) ana gövde ve işlem sırasında parçanın ve takımın soğutulmasını sağlayan soğutma ünitesinden oluşmaktadır. Talaşlı üretimde, özellikle parçaların ve takımın ısınması hem takım aşınmasına sebep olacağından hem de işlem hassasiyetini etkileyeceğinden; iş parçaları ve takımlar soğutma sıvıları kullanılarak soğutulmaktadır. Bu soğutma sıvıları özel yağlardan veya kimyasal bileşiklerden oluşmaktadır.(soğutma amacıyla en çok kullanılan sıvı, belirli oranda su ile karıştırılmış bor yağlarıdır.)
9 TALAŞLI ÜRETİMİN TEMELLERİ Talaş kaldırma işlemlerinde parçanın şekillendirilmesinde kullanılan kesici uçlara takım denir. Takımlar uygulanacak üretim yöntemine göre özel geometrilerde ve işlenecek malzeme türüne bağlı olarak farklı malzemelerden üretilirler. Takım seçiminde en önemli parametre, daha doğrusu bir malzemeyi işlemek için gerekli en temel kural, işlemde kullanılacak takımın işlenecek malzemeden sert olmasıdır. Kullanım yerlerine göre takımlar genellikle, yüzeyleri sert kaplamalar ile kaplanmış takım çeliklerinden üretilmektedir. İşlem sırasında oluşan talaşın şekli (kesikli veya sürekli), uygulanan yöntemin parametre ve özelliklerine (işleme hızı, işlenen malzeme, kesme açısı vs.) bağlıdır.

10 TALAŞLI ÜRETİM YÖNTEMLERİ Talaş kaldırma işlemleri, uygulanacak işlem veya iş parçasına kazandırılacak geometri dikkate alındığında kendi içerisinde farklı pek çok gruba ayrılmıştır. Bir iş parçası şekilde gösterilen bu işlemlerden bir veya birkaçı kullanılarak istenilen geometriye getirilebilir. Fakat genel olarak her bir yöntem kendi içerisinde özelleşmiştir.
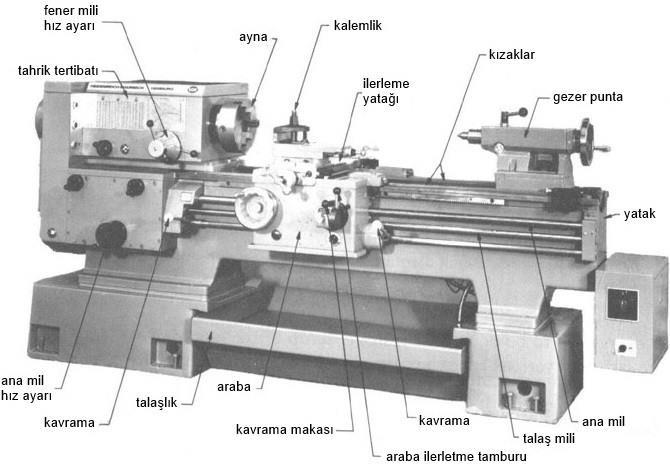
11 TORNALAMA Tornalama, talaş kaldırma işlemi için sanayide en çok kullanılan yöntemlerden biridir. Bu işlem dönme hareketi yapan silindirik iş parçası üzerinden, kesici takımın ilerleme hareketi yaparak talaş kaldırması prensibine dayanmaktadır. Genel olarak bir torna tezgâhı; gövde, fener mili bulunan vites kutusu, iş parçasının bağlandığı ayna, takım tutturma tertibatı (kalemlik), üst kızak, karşı punta, kumanda çubuğu, soğutma ünitesi ve araba kısımlarından oluşur. Sanayide farklı tiplerde pek çok torna tezgâhı olmasına rağmen (üniversal torna tezgâhı, saatçi tornası, revolver torna tezgâhı vs.) bu kısımlar temel olarak bütün torna tezgâhlarında bulunmaktadır.
12 TORNALAMA
13 TORNALAMA İş parçasından elde edilmek istenen geometriye bağlı olarak, farklı pek çok tornalama işlemi kullanılmaktadır. Temel olarak tornalama işlemleri; boyuna (iş parçası uzunluğu boyunca) ve enine (alın) tornalama olarak iki ana gruba ayrılır. Bununla birlikte torna tezgâhlarında; iç tornalama, fatura açma, kesme, konik tornalama, vida açma ve tırtıl çekme işlemleri de yapılabilmektedir. Tornalamada genel olarak silindirik parçalar işlenebilmektedir.
 pah kırma (f) Kesme (g) diş açma (h) iç tornalama (i) Delme (j) tırtıl")
14 TORNALAMA Tornalama İşlemleri: (a) alın tornalama (b) konik tornalama (c) Tesviye (d) form verme (e) pah kırma (f) Kesme (g) diş açma (h) iç tornalama (i) Delme (j) tırtıl çekme

15 TORNALAMA Tornalamada, yapılacak işleme göre farklı geometrilerde ve her bir işlem için özel takımlar kullanılmaktadır. Uygun geometrilerde kesici takım seçimi tamamen işlenecek geometriye bağlıdır. Tornalamada Kullanılan Kesici Takımlar
16 TORNALAMA İşlem sırasında kesme hızı ve parçanın devir sayısı işlemin toplam hızını ifade eder. Bununla birlikte kesme hızı ve parça devir sayısının seçimi elde edilecek ürünün yüzey kalitesini belirler. İşlem parametreleri işlenecek parçanın malzemesine ve bir seferde parçadan kaldırılacak talaş miktarına bağlı olduğundan, işlem parametreleri seçimi uzmanlık ve deneyim gerektirmektedir. Bir parçayı istenen boyutlara getirmek için, parça üzerinden bir seferde fazla talaş kaldırmak yerine birkaç seferde talaş kaldırılması; hem parça ve takımın aşırı ısınmasına engel olacak hem de takımın parça üzerine sıvanmasına engel olarak işlenen parçanın yüzey kalitesini artıracaktır.
17 FREZELEME Kendi ekseni etrafında dönen takımın kesme hareketi ve parçanın ilerleme hareketi ile talaş kaldırma işlemidir. Frezeleme işleminin yapıldığı makinalara da freze tezgâhı veya freze denir. Frezeleme işleminde, takım ucunun düşey, iş parçanın ise yatay doğrultudaki hareketi ile talaş kaldırılır. Freze tezgâhları genel olarak; kontrol-tahrik ünitesi, ana gövde, takımın tutturulduğu ana mil (malafa), parçanın bağlandığı iş tablası ve ayar kollarından oluşmaktadır. Freze tezgâhları malafanın konumuna göre yatay ve dikey olmak üzere iki gruba ayrılırlar.
 Düşey Freze")
18 FREZELEME (a) Yatay ve (b) Düşey Freze Tezgahları
19 FREZELEME Frezeleme işlemi çevresel ve alın frezeleme olarak iki temel gruptan oluşmaktadır. Çevresel frezelemede kesici dişleri takımın yan yüzeyinde bulunan silindirik freze, alın frezelemede ise frezeleme dişleri takımın alın yüzeyinde bulunan alın frezeler kullanılmaktadır. Yapılacak işleme göre farklı tiplerde freze çakıları bulunmaktadır. Bu freze çakıları: Silindirik (vals) freze çakıları Kanal ve Testere freze çakıları Profil freze çakıları Açı freze çakıları Parmak freze çakıları T freze çakıları (Frezelemede kullanılan kesici takımlara freze çakısı denir.)
 Alın")
20 FREZELEME (a) Çevresel ve (b) Alın Frezeleme
21 FREZELEME Frezeleme ile genel olarak silindirik olmayan ve düzgün geometrili parçalar işlenmektedir. Silindirik olmayan bir parçadan talaş kaldırılarak istenen boyutlara getirilmesi, pah kırma, kanal açma, kademeli işleme veya açılı işleme prosesleri ile gerçekleştirilir. Frezelemede işlem hızı, iş parçasının ilerleme hızı, kesici takımın diş derinliği ve kesici takıma verilen batma (işleme) derinliğine bağlıdır. Bu sebeple, işlenecek parçanın yüzey özellikleri veya kaldırılacak olan talaşın şekli (kaba veya ince) bu parametreler dikkate alınarak ayarlanmalıdır.

22 PLANYALAMA VE VARGELLEME Tek ağızlı bir takımın doğrusal kesme hareketi ile yatay, dikey veya açılı talaş kaldırma işlemlerine planyalama ve vargelleme denir. İki yöntem birbirine oldukça benzer. Aralarındaki fark; planyalamada ilerleme hareketi parça ve kesme hareketi takım ile yapılırken, vargellemede kesme hareketinin parça ve ilerleme hareketinin takım tarafından yapılmasıdır. Planyalama ve vargelleme ile, düz ve eğik yüzeyler, kırlangıç kuyruğu profilleri, V profil, kanallar, profilli yüzeyler ve iç dişli çarklar işlenebilir. (a) Vargelleme ve (b) Planyalama İşlemleri

23 PLANYALAMA VE VARGELLEME Planya tezgâhı temel olarak, gövde, kontrol ünitesi, tahrik sistemi, ana kızak, iş parçasının bağlandığı iş tablası ve takım tutturma tertibatından oluşmaktadır. Vargel tezgâhları ise, gövde, iki kolon, köprü, kontrol ünitesi, tahrik sistemi, kızak, iş tablası ve takım tutturma tertibatından oluşmaktadır. (a) Vargel ve (b) Planya Tezgâhları
24 DELİK DELME Matkap denilen takımlarla, takımın kesme ve ilerleme hareketi yapması ile talaş kaldırma işlemidir. Yöntemde iş parçası genellikle sabit olup, işlem matkapla yapılır. Delik delme işlemi; delme, delik genişletme ve raybalama aşamalarından oluşur. İşlemde öncelikle açılmak istenen deliğin çapına göre, istenen çaptan daha küçük matkapla delik delinir. Deliğin istenen çapa getirilmesi için bir veya birkaç kademede daha büyük çaplı matkaplarla delik genişletilir ve son olarak yüzey kalitesini iyileştirmek için raybalama işlemi uygulanır. Matkap ile delinen deliklerde yüzey pürüzlülüğü oldukça yüksektir. Deliğin yüzey pürüzlülüğünü iyileştirmek için rayba denilen takımlar kullanılır. Rayba takımları hem matkap tezgâhı yardımıyla hem de elle kullanılabilirler.
25 DELİK DELME Matkapla delme işleminde, işlenmek istenen delik özellikleri tamamen kullanıcı ve kullanım yeri ile alakalıdır. Örnek olarak; eğer küçük çapta bir delik işlenecekse bu işlem tek kademede yani delik genişletme ve raybalama olmaksızın yapılabilir. Yine benzer şekilde delik delme işleminden sonra parçanın yüzey pürüzlülüğü kullanım yerine uygunsa raybalama işlemine ihtiyaç duyulmayabilir. Matkaplar genel olarak spiral şeklinde kesici kısım ve matkap tezgâhına bağlanan sap kısmından oluşmaktadır. Uygulama alanına göre normal spiral matkaplar, delikli matkaplar, küt matkaplar, kademeli matkaplar, genişletme matkapları vs. olarak sınıflandırılırlar.
26 DELİK DELME Matkaplar genel olarak, iş mili, gövde, iş tablası ve kontrol-tahrik sistemi kısımlarından oluşurlar. Farklı tip ve ebatlarda pek çok matkap bulunmaktadır. Yapılacak olan işe göre tezgâh kapasitesi ve gücü değişmektedir. Matkap tezgâhları kendi içerisinde radyal matkap, sütun matkabı ve borwerg tezgâhı olarak üçe ayrılırlar. Bununla birlikte yapılacak işin cinsine göre birden fazla matkabın bağlandığı çoklu matkap tezgâhları da mevcuttur


27 DELİK DELME Örnek Matkap Tezgâhı
28 TAŞLAMA Aşındırıcı bir takım yardımıyla yapılan talaş kaldırma işlemidir. Yöntemde kesme, taş adı verilen takımın dönme ve/veya ilerleme hareketi ile gerçekleşir. İlerleme hareketi, taşlama tezgâhının türüne göre ya takım tarafından ya da iş parçası tarafından gerçekleştirilir. Taşlama işlemi genellikle diğer talaşlı üretim yöntemleri ile işlenen parçaların yüzey kalitesini artırmak için uygulanır. Ancak bazı durumlarda bu işlem tek başına da uygulanabilmektedir. Yöntem düzlemsel ve silindirik taşlama olarak iki gruba ayrılır. Bu yöntemde kullanılan tezgâhlar diğer takım tezgâhları ile aynı elemanlara sahip olup, sadece kesici takımın (taş) bağlantı şekli farklıdır.
,(d) silindirik")
29 TAŞLAMA Taşlama İşlemleri: (a),(b) düzlemsel taşlama (c),(d) silindirik taşlama
 ve boşluklardan oluşmaktadır. Yapılacak olan taşlama işlemine göre düz taşlar, konik taşlar, tümsekli taşlar, bileme taşları ve kupa taşları kullanılmaktadır.")
30 TAŞLAMA Kesici takım olarak kullanılan taşlar; abrazif tanecikler (alüminyum oksit, silisyum karbür, bor nitrür veya elmas), bağlama maddesi (reçine, seramik, silikat vs.) ve boşluklardan oluşmaktadır. Yapılacak olan taşlama işlemine göre düz taşlar, konik taşlar, tümsekli taşlar, bileme taşları ve kupa taşları kullanılmaktadır. Taşlama Tezgâhı

31 BROŞLAMA Boşaltma işlemi olarak da bilinen broşlama, doğrusal hareket yapan çubuk şeklinde bir kesici takımla talaş kaldırma işlemidir. Silindirik veya tığ şekilli broş denen takımlar çekilerek veya basılarak işlem yapılır. Kaba ve ince talaş kaldırmaya müsaade ettiğinden dolayı broşlama oldukça kullanışlı bir talaş kaldırma yöntemidir. Broşlama işlemi ile iç ve dış işleme (broşlama) yapmak mümkündür. Broşlama tezgâhları genel olarak torna tezgâhlarına benzerler. Ayrıca, broşlama işlemi torna tezgâhları ile de kısmen yapılabilmektedir.

32 BROŞLAMA Broşların dişli kısımları kaba talaş, ince talaş ve boyuta getirme kısımlarından oluşmaktadır. En fazla talaş kaba talaş kısmında elde edilirken, boyuta getirme kısmı işlenen parçanın boyutlarına sahiptir. Broşlama İle Üretilebilen Bazı Parçalar; (a) Dış broşlama, (b) İç broşlama
33 HONLAMA İnce tanecikli honlama taşı adı verilen taşla düşük hızlarda talaş kaldırma işlemidir. İşlemde taş ilerleme ve dönme hareketi yapar. İşlenen yüzeyde kalan izler çapraz şekillidir. İşlem elle, matkapla, torna ile veya honlama tezgâhı denen tezgâhlarla yapılabilir. Silindirik yüzeylerin içinden, silindir, valf ve rulmanların iç kısımlarından talaş kaldırılabilir. İşlem yapılacak yüzeye honlama taşı yerleştirilir ve genleşme mekanizması yardımıyla, parçanın yüzeyi kabadan inceye doğru talaş kaldırılarak işlenir. Honlama taşları olarak işlenecek malzemeye göre; alüminyum oksit, silisyum karbür, elmas, bor nitrür vs. kullanılabilir. Honlama İşlemi
 bir malzeme ile düşük basınç ve düşük hızda işlem gerçekleştirilir. Elle ve mekanik lepleme olmak üzere ikiye ayrılır.")
34 LEPLEME Taşlanmış yüzeylerde çok iyi yüzey kalitesi elde etmek, hataları gidermek ve birlikte çalışan iki yüzeyi birbirine alıştırmak için uygulanan talaşlı işleme yöntemidir. Aşındırıcı (abrazif) bir malzeme ile düşük basınç ve düşük hızda işlem gerçekleştirilir. Elle ve mekanik lepleme olmak üzere ikiye ayrılır. Elle leplemede aşındırıcı parçacık ve lepleme sıvısı olarak gres yağı, gaz yağı veya sabunlu su kullanılarak işlem yapılır. Mekanik leplemede ise taş şeklinde olan ve birbirine bağlanan takımlar kullanılır. Lepleme ile küresel yüzeyler, düzlemsel yüzeyler, dış ve iç silindirik yüzeyler işlenebilir Lepleme İşlemi (Lens Yüzeyinin İşlenmesi)
35 CNC İLE İŞLEME Yukarıda farklı talaşlı üretim yöntemleri anlatılmıştır ve bu yöntemler sanayide hâlen etkin olarak kullanılmaktadır. Fakat gelişen teknoloji ile bu yöntemlerin bazı eksiklikleri ortaya çıkmıştır. Bunlar: Operatörden kaynaklanan ölçüm hataları Komplike parçaların birden fazla yöntemle işlenecek olması ve bu sebeple zaman kaybı Komplike parçaları üretmek için birden fazla tezgâha ihtiyaç duyulması Küçük boyutlardaki parçaların işlenme zorluğu Yüzey özellikleri kontrolünün zor olmasıdır.
36 CNC İLE İŞLEME Bu sebeplerden dolayı günümüzde klasik takım tezgâhlarının yanı sıra, CNC (Bilgisayarlı Nümerik Kontrol) tezgâhları ile işlem yapılmaktadır nin başlarında klasik takım tezgâhları, NC (Nümerik Kontrol) ile kontrol edilmeye de başlanmıştır. Nümerik kontrolün parça işlenmesinde kullanılması ve bilgisayar teknolojisinin gelişmesiyle birlikte kontrolün tamamen bilgisayarlar tarafından yapıldığı CNC tezgâhları kullanılmaya başlanmıştır.

37 CNC İLE İŞLEME CNC tezgâhlarının en büyük avantajı, bilgisayarda çizilen (üretilmek istenen) modelin uygun bilgisayar kodları kullanılarak direkt olarak üretilebilmesidir. Klasik yöntemlerle birden fazla talaşlı imalat yöntemi kullanılarak üretilebilecek parçalar, CNC tezgâhında tek seferde üretilebilmektedir. Ayrıca operatör hatası faktörü olmadığından dolayı, işlenen parçaların boyut ve yüzey hassasiyeti oldukça yüksektir. CNC ile İşlenmiş Örnek Parçalar

38 CNC İLE İŞLEME Bir CNC sistemi genel olarak; kontrol ünitesi, tahrik sistemi, ana gövde, farklı türde takımların bağlandığı taret ve taretin bağlandığı magazin kısımlarından oluşmaktadır. CNC ile birden fazla işlemi sırası ile yapmak mümkündür. Örnek olarak, bir parçaya delik delinmesi, kademeli olarak işlenmesi, kanal açılması vs. verilebilir. İlk yatırım maliyetleri klasik talaşlı üretim tezgâhlarına nazaran yüksek olmasına rağmen CNC tezgâhları günümüzde sanayinin/üretimin pek çok alanında yaygın olarak kullanılmaktadır. CNC tezgâhı ve örnek kesici takımlar
39 ÖZET Bir ham maddeyi kesici bir takım yardımıyla talaş kaldırarak istenilen geometriye getirme işlemine talaşlı üretim (imalat) adı verilir. Talaş kaldırma belirli bir boyut, şekil ve yüzey kalitesine sahip bir parça meydana getirmek için ucu keskin bir takım ve güç kullanarak, iş parçası (ham madde) üzerinden tabaka şeklinde malzeme kaldırma işlemidir. Tanımdan da anlaşılacağı üzere malzemenin işlenmesi sırasında talaş adı verilen artıklar oluşur, bir diğer deyişle ayrılan malzeme tabakasına talaş denir. Talaşlı üretimin yapıldığı makinalara takım tezgâhı denir. Bir takım tezgâhı genel olarak; takımların bağlandığı kısım olan takımlık (iş arabası), hareket ve kontrol ünitesini içeren (motorlar, kontrol panelleri) ana gövde ve işlem sırasında parçanın ve takımın soğutulmasını sağlayan soğutma ünitesinden oluşmaktadır. Talaşlı üretim yöntemleri genel olarak tornalama, frezeleme, planyalama ve vargelleme, delik delme, taşlama, broşlama, honlama, lepleme ve kesme işlemlerinden oluşur.
40 ÖZET Her bir talaşlı üretim yöntemi ile farklı geometride parçalar üretilebilir yani her yöntem kendi içerisinde özelleşmiştir. Bir parça, işlenecek geometri müsade ettiği sürece, birden fazla yöntem kullanılarak veya yöntemler birbiri yerine kullanılarak işlenebilir. Gelişen bilgisayar ve üretim teknolojisi ile klasik takım tezgâhlarının yerine CNC tezgâhları kullanılmaya başlanmıştır. Bu tezgâhlar, ilk yatırım maliyetleri yüksek olmasına rağmen; hassas işleme yapabilme, bilgisayar destekli üretime müsade etme ve seri üretime uygun olma özellikleri sebebiyle klasik takım tezgâhlarının yerini almaya başlamışlardır.
ÜNİTE MAKİNA VE TEÇHİZAT İÇİNDEKİLER. Prof. Dr. Ayhan ÇELİK HEDEFLER TALAŞLI ÜRETİM YÖNTEMLERİ
 TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 ÜRETİM YÖNTEMLERİ Bir ham maddenin (metal, seramik, plastik, kompozit, ahşap vb.) kullanım yerine ve amacına uygun
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 ÜRETİM YÖNTEMLERİ Bir ham maddenin (metal, seramik, plastik, kompozit, ahşap vb.) kullanım yerine ve amacına uygun
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
14.09.2014 TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI. Talaş Kaldırma - İşleme
 TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI 1. Tornalama Torna Tezgahı 2. Frezeleme Freze Tezgahı 3. Delik Delme Matkap Tezgahı 4. Planyalama Planya Tezgahı
TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI 1. Tornalama Torna Tezgahı 2. Frezeleme Freze Tezgahı 3. Delik Delme Matkap Tezgahı 4. Planyalama Planya Tezgahı
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK
 BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Honlama ve Lepleme Teknikleri
 Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI. Talaş Kaldırılmış Parçaların Sınıflandırılması. Talaş Kaldırma
 TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
ÜRETİM YÖNTEMLERİ TALAŞLI İMALAT YÖNTEMLERİ. Talaş Kaldırma işleminin Temel Prensipleri TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME
 Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Durumu: Aktif olarak kullanılmakta, çalışırken/imalat yaparken görülebilir/incelenebilir.
 No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
TAŞLAMA TEZGAHLARI. Taşlama prosesinin başlıca amaçları şunlardır:
 TAŞLAMA Temel bir şekillendirme yöntemi olan taşlama işlemi, kemiklerin keskinleştirilip silah yapılması, kılıçların bilenmesi, kesici ve delici birçok aletin yapımında ilk çağlardan beri kullanılmaktadır.
TAŞLAMA Temel bir şekillendirme yöntemi olan taşlama işlemi, kemiklerin keskinleştirilip silah yapılması, kılıçların bilenmesi, kesici ve delici birçok aletin yapımında ilk çağlardan beri kullanılmaktadır.
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC)
") BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
Talaşlı İmalat ve Takım Tezgahları
 Talaşlı İmalat ve Takım Tezgahları İmalat Yöntemleri İmalat Yöntemleri Talaşlı Talaşsız Direk şekil verme Bağlama Mekanik Özel Döküm Kaynak Tornalama Ekstrüzyon Kalıcı şekil verme Lehim Frezeleme Telerozyon
Talaşlı İmalat ve Takım Tezgahları İmalat Yöntemleri İmalat Yöntemleri Talaşlı Talaşsız Direk şekil verme Bağlama Mekanik Özel Döküm Kaynak Tornalama Ekstrüzyon Kalıcı şekil verme Lehim Frezeleme Telerozyon
Ekonomik ve teknolojik önemi;
 TALAŞLI İMALAT Talaşlı imalat veya talaş kaldırma olarak bilinen yöntem en önemli ve metallere uygulanan en yaygın imalat şekli olup malzemenin yüzeyinden geleneksel olarak kesici takımlarla talaş şeklinde
TALAŞLI İMALAT Talaşlı imalat veya talaş kaldırma olarak bilinen yöntem en önemli ve metallere uygulanan en yaygın imalat şekli olup malzemenin yüzeyinden geleneksel olarak kesici takımlarla talaş şeklinde
TAKIM TEZGÂHLARI LABORATUARI
 TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121
 tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
TAKIM TEZGAHLARI 2016 YILI İSTATİSTİK RAPORU
 TAKIM TEZGAHLARI YILI İSTATİSTİK RAPORU ŞUBAT 7 GİRİŞ Takım Tezgahları Sanayici ve İşadamları Derneği (TİAD), yılından bu yana, imalat sanayisinin temel üretim araçlarından olan takım tezgahlarının, tamamlayıcı
TAKIM TEZGAHLARI YILI İSTATİSTİK RAPORU ŞUBAT 7 GİRİŞ Takım Tezgahları Sanayici ve İşadamları Derneği (TİAD), yılından bu yana, imalat sanayisinin temel üretim araçlarından olan takım tezgahlarının, tamamlayıcı
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Rulmanlı Yataklarla Yataklama. Y.Doç.Dr. Vedat TEMİZ. Esasları
 Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ STAJ UYGULAMA İLKELERİ BÖLÜM-I AMAÇ VE KAPSAM 1.1. Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj süresince ve staj sonrası uymak zorunda oldukları
MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ STAJ UYGULAMA İLKELERİ BÖLÜM-I AMAÇ VE KAPSAM 1.1. Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj süresince ve staj sonrası uymak zorunda oldukları
up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm
 up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm Geliştirilmiş işleme çözümlerinin yanında yeni stratejik üretim ortaklığı İster inşaat makineleri isterse deniz motor sistemleri ya da trenler
up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm Geliştirilmiş işleme çözümlerinin yanında yeni stratejik üretim ortaklığı İster inşaat makineleri isterse deniz motor sistemleri ya da trenler
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
Döküm, Kaba tornalama, Ham dişlinin malafaya alıştırılması, Hassa tornalama işlemi yapılması, vida delikleri delinmesi, Diş açma işlemi yapılması, Çap
 Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları