TALAŞLI İMALAT USULLERİ
|
|
|
- Zeki Yerli
- 5 yıl önce
- İzleme sayısı:
Transkript

1 1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi
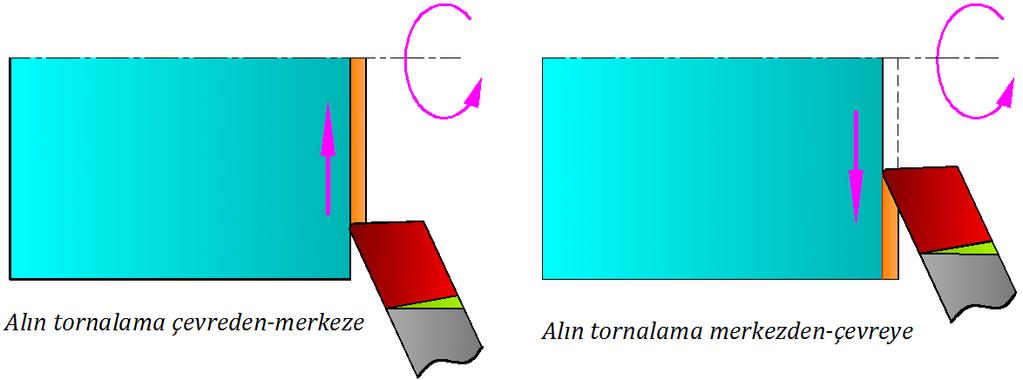
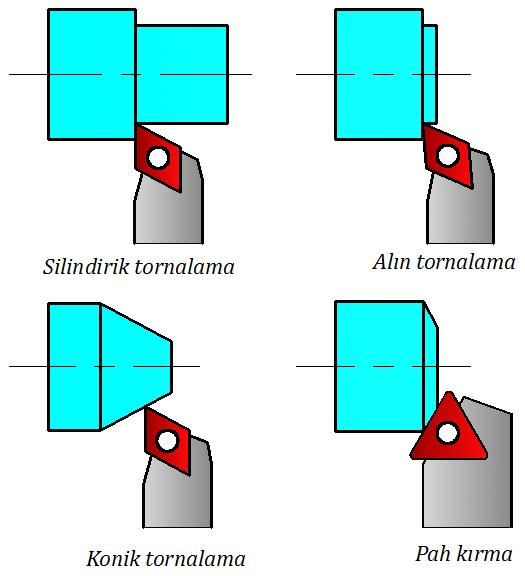
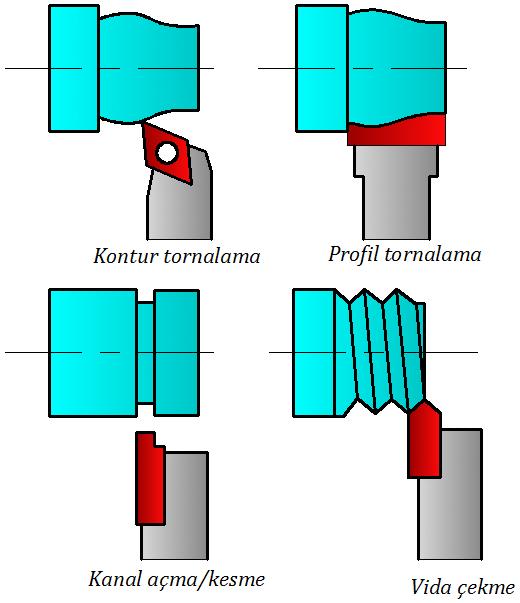
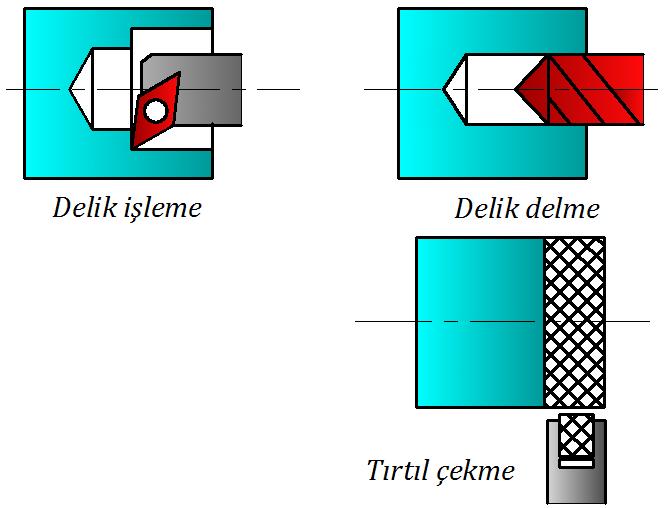
2 TORNALAMA İŞLEMLERİ 2 Tornalama İşlemi Dairesel hareket yapan bir iş parçası üzerinden, değişik doğrultularda hareket edebilen kesici takımla talaş kaldırma ve şekil verme olarak tarif edilebilir. İş parçası dönmek suretiyle esas hareketi oluştururken, paso verme ve ilerleme hareketi kesici takım ile gerçekleştirir. Başlıca tornalama işlemleri: Boyuna tornalama Alın tornalama Form tornalama Delik delme ve delik işleme Kesme Vida Açma Tırtıl çekme

3 TORNALAMA İŞLEMLERİ 3 Torna Tezgahının kısımları
4 TORNALAMA İŞLEMLERİ 4 Torna Tezgahının Çeşitleri Yatay Torna Tezgahları Dikey Torna Tezgahları Fener milinin yatay eksen etrafında dönme hareketi yaptığı tezgahlardır. Kesicinin bağlandığı sport ve araba yatay eksen doğrultusunda hareket eder. Fener milinin düşey eksen etrafında dönme hareketi yaptığı tezgahlardır. Kesicinin bağlandığı sport ve araba düşey eksen doğrultusunda hareket eder. Özellikle büyük çaplı ağır parçaların işlenmesinde kullanılır.

5 TORNALAMA İŞLEMLERİ 5 Yatay Torna Tezgahı Bu tornalarda tezgah mili yatay konumdadır. Bazı istisnalar dışında tornalama parçalarının önemli bir kısmı yatay tornalarda işlenir. Uzun parçalar işlenirken sehim olma ihtimali vardır. Bu yüzden ilave araçlar kullanılır.

6 TORNALAMA İŞLEMLERİ 6 Dikey Torna Tezgahı Bu tornalarda tezgah mili dikey konumdadır. Büyük çaplı ağır ve kısa iş parçalarının işlenmesinde kullanılırlar. Aynanın düşey konumu iş milinde oluşacak muhtemel sehimi önler.

7 TORNALAMA İŞLEMLERİ 7 Revolver Torna Tezgahı Çubuk şeklinde ve çok sayıda seri olarak üretilecek parçalar bu tezgahlarda işlenir. Genellikle iş parçaları ayna yerine penslerle bağlanırlar. İş parçasının sökülüp bağlanması iş mili durdurulmadan yapılır. Kesici takımlar taret adı verilen çokgen geometriye sahip takım tutuculara bağlanırlar. Tarete kenar sayısı kadar takım bağlanır.

8 TORNALAMA İŞLEMLERİ 8 Çap Torna Tezgahı Büyük çaplı ancak fazla ağır olmayan parçalarının işlenmesi için kullanılırlar. Tezgâhın fener mili ve takım tutucusu ayrı ayrı imal edilmiştir. Çok büyük çaplı parçaların tezgaha bağlanması için atölye zemini kazılabilir. Bu tür tezgâhların tornalama çapları büyük olmasına rağmen tornalama boyları fazla uzun olmaz.

9 TORNALAMA İŞLEMLERİ 9 Çok Milli Torna Tezgahı Birden fazla iş mili ve takım taşıyıcısı bulunan torna tezgahlarıdır. Eş zamanlı olarak 2 veya daha fazla iş mili üzerinde benzer veya farklı tornalama işlemleri yapılabilir.

10 TORNALAMA İŞLEMLERİ 10 CNC Torna Tezgahı Konvensiyonel torna tezgâhlarından farklı olarak bir bilgisayarlı kontrol ünitesine gönderilen NC programları ile eksenlerini hareket ettiren, bilyeli vida ve servo motor sayesinde, iş parçalarını belirlenen ölçü, ilerleme ve devir ile kısa zamanda seri bir şekilde üreten tezgahlardır.
11 TORNALAMA İŞLEMLERİ 11 Torna Tezgahına Ait Temel Elemanlar Torna aynası Torna tezgahında iş parçasını bağlamak için kullanılan aparata ayna denir. Üniversal aynalar: Klasik torna tezgahlarında kullanılan temel elemanlardır. Genellikle üç veya dört ayaklıdır ve sıkma anahtarı ile açılıp veya sıkıldığında ayaklar aynı anda hareket ederler. Dört ayaklı aynalar: Genellikle prizmatik parçaların bağlanmasında kullanılan aynalardır. Sıkma ayakları birbirinden bağımsız hareket ederler. Fırdöndü aynaları: Her iki tarafına punta yuvası açılmış silindirik parçaları tornalamak için kullanılır.


12 TORNALAMA İŞLEMLERİ 12 Torna Tezgahına Ait Temel Elemanlar Üniversal üç ayaklı torna aynası Ters ayaklı torna aynası Düz ayaklı torna aynası

13 TORNALAMA İŞLEMLERİ 13 Torna Tezgahına Ait Temel Elemanlar Üniversal üç ve dört ayaklı torna aynasının çalışma prensibi

14 TORNALAMA İŞLEMLERİ 14 Torna Tezgahına Ait Temel Elemanlar Üniversal üç ayaklı torna aynasında iş parçası bağlama


15 TORNALAMA İŞLEMLERİ 15 Torna Tezgahına Ait Temel Elemanlar Üniversal dört ayaklı torna aynası Düz ayaklı torna aynası Ters ayaklı torna aynası

16 TORNALAMA İŞLEMLERİ 16 Torna Tezgahına Ait Temel Elemanlar Üniversal dört ayaklı aynada ters ayakların kullanılması

17 TORNALAMA İŞLEMLERİ 17 Torna Tezgahına Ait Temel Elemanlar 4 ayaklı mengeneli torna aynası

18 TORNALAMA İŞLEMLERİ 18 Torna Tezgahına Ait Temel Elemanlar 4 ayaklı mengeneli torna aynasının çalışma prensibi

19 TORNALAMA İŞLEMLERİ 19 4 Ayaklı Mengeneli Aynada İş Parçası Bağlama Ayaklar sıkma esnasında aynı anda hareket etmedikleri için dört ayaklı aynada iş parçasını merkezde bağlamak zordur. Bunun için yardımcı ölçme ve kontrol aparatları gerekmektedir.


20 TORNALAMA İŞLEMLERİ 20 Torna Tezgahına Ait Temel Elemanlar Düz ayna Düz aynada iş kalıbı ile parça bağlama ve işleme


21 TORNALAMA İŞLEMLERİ 21 Torna Tezgahına Ait Temel Elemanlar Mıknatıslı torna aynası




22 TORNALAMA İŞLEMLERİ 22 Torna Tezgahına Ait Temel Elemanlar Sabit punta Kıvrık ve düz uçlu fırdöndü Fırdöndü aynası Döner punta

23 TORNALAMA İŞLEMLERİ 23 Torna Tezgahına Ait Temel Elemanlar Fırdöndü aynası ile işleme

24 TORNALAMA İŞLEMLERİ 24 Torna Tezgahına Ait Temel Elemanlar Hassas iş parçası ve takım bağlama pensleri (c)

25 TORNALAMA İŞLEMLERİ 25 Torna Tezgahına Ait Temel Elemanlar Pens çektirme aparatı (c)

26 TORNALAMA İŞLEMLERİ 26 Torna Tezgahına Ait Temel Elemanlar Pensle iş parçası işleme (c)
 punta, torna")

27 TORNALAMA İŞLEMLERİ 27 Torna Tezgahına Ait Temel Elemanlar Gezer (karşılık puntası) punta, torna tezgahının kayıtları üzerinde hareket edebilen ve uzun parçaların desteklenmesinde kullanılan bir aparattır.

28 TORNALAMA İŞLEMLERİ 28 Torna Tezgahına Ait Temel Elemanlar Karşılık puntası ile destekleyerek tornalama


29 TORNALAMA İŞLEMLERİ 29 Torna Tezgahına Ait Temel Elemanlar Uzun boylu narin ve büyük çaplı iş parçalarının bağlanmasında esnemeyi engellemek ve ağır parçalarda punta ucuna gelen yükü azaltmak için hareketli ve sabit yataklar kullanılır. Hareketli yatak Sabit yatak


30 TORNALAMA İŞLEMLERİ 30 Gezer yataklarla Tornalama


31 TORNALAMA İŞLEMLERİ 31 Sabit yataklarla Tornalama



32 TORNALAMA İŞLEMLERİ 32 Tornada kullanılan HSS kesici takımlar ve takım tutucular (Katerler)

33 TORNALAMA İŞLEMLERİ 33 Tornada kullanılan karbür kesici takımlar ve takım tutucular (Katerler)


34 TORNALAMA İŞLEMLERİ 34 Tornada kullanılan karbür kesici takımlar ve takım tutucular (Katerler)

35 TORNALAMA İŞLEMLERİ 35 Takım tutucuya plaket uçların tespit edilmesi
36 TORNALAMA İŞLEMLERİ 36 Tornada kullanılan takım tutucular Değiştirilebilir kesici uçlu takım tutucular, bir sap, kafa, takım yerleştirme cebi ve baskı donanımından meydana gelir. Takım tutucular sağ yönlü, sol yönlü veya kanal takımları gibi düz olabilir. Takım tutucuların boyutu ve türü aşağıdaki şekilde belirlenir: Tornalama işlemi İlerleme yönü Kesilecek talaş miktarı Takım tezgahının tasarımı Erişilebilirlik ihtiyacı İş parçasının şekli


37 TORNALAMA İŞLEMLERİ 37 Takım tutucuların kalemliğe tespit edilmesi

38 TORNALAMA İŞLEMLERİ 38 Takımı iş mili eksenine ayarlama +to+tailstock+height&rlz=1c1okwm_trtr773tr773&sou rce=lnms&tbm=isch&sa=x&ved=0ahukewjqxjgvnpdeahw OqaQKHR2nDt0Q_AUIDygC&biw=1022&bih=459#imgrc= zolih-3dpfjkim

39 TORNALAMA İŞLEMLERİ 39 Takımı iş mili eksenine ayarlama İş parçası eksenine ayarlanmış bir takımın belirlenen açıları
40 TORNALAMA İŞLEMLERİ 40 Takımı iş mili eksenine ayarlama γ : Talaş açısı küçülür β : Kama açısı değişmez α : Boşluk açısı büyür Talaşın kırılması kolaylaşır Takım zorlandığında iş parçasından ayrılabilir Takım körlendiğinde parça kesici üzerine binebilir.

41 TORNALAMA İŞLEMLERİ 41 Takımı iş mili eksenine ayarlama γ :Talaş açısı büyür β : Kama açısı değişmez α : Boşluk açısı küçülür Talaşın kırılması zorlaşır Takım baskısı ile iş parçası eğilebilir Kesme esnasındaki zorlanmalarda takım parçaya dalar
 aktif olur.")
42 KESME TAKIMI TERMİNOLOJİSİ 42 Ayna-punta arasındaki boyuna tornalama işlemlerinde (Talaş açısı 1) Alın tornalama işlemlerinde (Geriye talaş açısı 2) aktif olur. Bu açılar işleme şartlarına göre pozitif veya negatif olabilir.


43 İŞLENECEK MALZEMEYE GÖRE TAKIM AÇILARI 43
44 TAKIM GEOMETRİSİ 44 Metal kesmede kullanılan çok sayıda takım mevcuttur. Bu takımların her biri açıları veya geometrileri ile tanımlanmaktadır. Takım üzerindeki geometrinin her birinin metal kesmede belirli bir amacı vardır. Burada asıl amaç, talaşın iş parçasından en verimli şekilde ayrılmasını sağlamaktır. Bu nedenle, doğru kesici takım geometrisinin seçimi oldukça önemlidir. Talaş oluşumunu etkileyen diğer faktörler şunlardır: iş parçası malzemesi kesici takım malzemesi Makinenin gücü ve hızı Isı ve titreşim gibi çeşitli işleme koşulları
45 TAKIM GEOMETRİSİ 45 Etkili bir kesici takım geometrisi, verilen bir iş parçası malzemesi için minimum sıcaklık oluşturacak şekilde talaş kaldırmayı sağlamalıdır. Bir işlem için uygun olmayan takım geometrisi seçimi: Başarısız kesme Takım aşınmasını hızlandırma Takım kırılması Hasar görmüş ürün İle sonuçlanır.
46 TAKIM GEOMETRİSİ 46 Neredeyse tüm tornalama işlemleri tek kesici kenarlı takımlarla yapılır. Tornalama işlemlerinde genellikle değiştirilebilir karbür ve kaplamalı takımlar kullanılır. Aynı zamanda HSS takımlar, sert lehimle tutturulmuş karbür uçlar, seramikler, kübik bor nitrür veya polikristalin elmaslar da olabilir. Tornalama işlemlerinin yüzde 75'i sadece birkaç temel takım geometrisini kullanmaktadır. Değiştirilebilir uçlar kullanıldığında takım geometrisini sağlayan geometri takımdan ziyade takım tutucuya yerleştirilmiştir.
47 TAKIM GEOMETRİSİ 47 Takım geometrisi şunlardan meydana gelir: Takımın temel şekli Talaş ve boşluk açısı Kesici uç tipi Kesici uç boyutları Takım burun yarıçapı Takım talaş kırıcısı tasarımı
48 TAKIM GEOMETRİSİ 48 Takım seçiminde en önemli kriter takım ucunun dayanımı ve takımın çok farklı geometrileri işleyebilme dengesine dayanır. Daha büyük uç açıları takımı güçlendirir. Şöyle ki kontur tornalamak için yuvarlak uçlar, kaba ve finiş tornalama için kare uçlar gibi. Küçük uç açılarına sahip takımlar (35 o ve 55 o ) karmaşık geometrileri işlemede daha uygundur. Tornalama takımları toz metalürjisi yöntemiyle kalıplanarak veya HSS takımlardan bilenerek oluşturulur. Kalıplanarak üretilen takımlar daha hassas geometriye sahiptir ve çok mükemmel konturları üretirler.
49 TAKIM GEOMETRİSİ 49 Takımın dönmekte olan iş parçasına girmesi için bazı açılar oldukça önemlidir. Bunlar: Talaş açısı Efektif talaş açısı Eğim açısı Yaklaşma veya ayar açısı Takım burun yarıçapı Eğim açısı boyuna tornalama dikkate alınarak takım ucuna yandan bakıldığında takım ucundan takım tutucuya doğru ölçülen açıdır.
50 TAKIM AÇILARI 50 Takım talaş açısı Dik kesme modelinde takım ucundan işlenmiş yüzeye dik çizilen düzlem ile takım-talaş arayüzeyi arasında kalan açıdır. Talaş açısı pozitif, negatif veya sıfır olabilir. Efektif talaş açısı, takım tutucunun eğim açısı ve takım tutucuya yerleştirilen kesici ucun talaş açısının bir kombinasyonudur.


51 TAKIM AÇILARI 51 Geriye efektif talaş açısı ve negatif talaş açısı

52 TAKIM AÇILARI 52 Pozitif ve negatif talaş açılı takım
53 TAKIM AÇILARI 53 Kesme kenarı (Talaş açısı) eğimi, talaş yüzeyinin eğimini gösterir. Ağır kesme şartlarında, kesici kenar her kesme işlemi tekrarında aşırı derecede şok etkisinde kalır. Kesme kenarı eğimi, kesici kenarın bu darbeyi almasını ve kırılmayı önler. Kesme kenarının eğimi tornalama takımlarında 3-8 ve frezeleme takımlarında önerilir. Kesme kenarı eğiminin (Talaş açısının) etkileri: 1. Negatif (-) kesici kenar eğimi, talaşları iş parçası tarafına yönlendirir, pozitif (+) kesici kenar eğimi talaşları operatör tarafına yönlendirir. 2. Negatif (-) kesici kenar eğimi kesme kenarının mukavemetini arttırırken kesme kuvvetlerini de arttırır. Böylece, tırlama titreşimi kolayca oluşur.

54 YAKLAŞMA (AYAR) AÇISI 54 Yaklaşma veya ayar açısı, takımın ilerleme yönü ile kesici kenar arasındaki açıdır.
 h :")
 açısı z : Yardımcı")
55 YAKLAŞMA AÇISININ TALAŞ BOYUTLARINA ETKİLERİ 55 a : Talaş derinliği (mm) h : Talaş kalınlığı (mm) f: İlerleme (mm/dev) x : Yaklaşma (ayar) açısı z : Yardımcı kenar açısı


56 YAKLAŞMA AÇISININ TALAŞ BOYUTLARINA ETKİLERİ 56
57 YAKLAŞMA AÇISININ TALAŞ BOYUTLARINA ETKİLERİ 57 Takım yaklaşma açısı, takıma gelen darbenin etkisini azaltırken ilerleme kuvvetini, radyal kuvveti ve talaş kalınlığını etkiler. Yaklaşma (ayar) açısının etkileri: 1. Aynı ilerleme miktarında, yaklaşma açısının azalmasıyla talaş temas uzunluğu artar ve talaş genişliği (h) azalır. Sonuç olarak kesme kuvveti daha uzun kenara yayılır ve takım ömrü uzar. 2. Yaklaşma açısının azalmasıyla, radyal kuvvet (Fr) artar. Bu nedenle ince, uzun iş parçaları bazı durumlarda esnemeye maruz kalır. 3. Yaklaşma açısının azalmasıyla talaş kontrolü azalır. 4. Yaklaşma açısının azalmasıyla, talaş kalınlığı (h) azalırken talaş genişliği (a) artar. Böylece talaşların kırılması zorlaşır.

58 TORNADA YAKLAŞMA AÇISINA GÖRE KESME KUVVETİ DEĞİŞİMİ 58
59 YARDIMCI KESİCİ KENAR AÇISININ ETKİLERİ Yardımcı kesici kenarın iş parçası ekseniyle yapmış olduğu açının azalmasıyla kesici kenarın mukavemeti artar öte yandan kesme kenarında sıcaklık artması da olur. 2. Yardımcı kesici kenarın iş parçası ekseniyle yapmış olduğu açının azalmasıyla eksenel kuvvet (Fe) artar ve kesme sırasında tırlama titreşimine sebep olur. 3. Bu açının kaba tornalama için küçük, finiş için büyük seçilmesi tavsiye edilir.
60 TAKIM BURUN YARIÇAPI 60 Takım burun yarıçapı Takım burun yarıçapı iş parçası üzerindeki en küçük radüse eşit veya daha küçük olmalıdır. Takım burun yarıçapı seçimi yüzey kalitesine ve takımın mukavemetine bağlıdır. Daha büyük burun yarıçapı daha düzgün yüzey ve daha mukavemetli takım demektir. Öte yandan takım burun yarıçapı artıkça kesme kuvvetleri artar ve bu titreşimle sonuçlanır. İş parçasının yüzey kalitesini etkileyen en önemli faktörler; takım burun yarıçapı ve ilerleme oranıdır.
61 TALAŞ KIRCININ TORNALAMAYA ETKİLERİ 61 Tornalama işleminde, verimlilik ve iyi yüzey bitirme işlemi için talaşların kırılması oldukça önemlidir. Doğru talaş kırma işlemi, talaş derinliği ve takım geometrisinin çok iyi dengelenmesinin bir sonucudur. Çoğu plaket uçlar imalatı sırasında üzerine açılmış oluk şeklinde talaş kırıcılara sahiptir. Tornalama sırasında üretilen dört temel talaş stili şunlardır: küçük kıvrık şekilli talaşlar (6 veya 9 sayısına benzeyen) Helisel veya spiral talaşlar Uzun talaşlar Kıvrımlı talaşlar "6" veya "9" sayısına benzeyen talaşlar ideal talaş tipini temsil eder. Diğer talaş tipleri, optimize edilmiş hız ve ilerleme ayarları veya etkili talaş kırıcısı ihtiyacını işaret etmektedir.

62 TALAŞ KIRCI TÜRLERİ 62

63 TORNALAMADA KULLANILAN TAKIMLAR 63
64 TORNALAMA OPERASYONLARI 64
65 TORNALAMA OPERASYONLARI 65
66 TORNALAMA OPERASYONLARI 66
67 TORNALAMA OPERASYONLARI 67
68 TORNALAMADA SOĞUTMA SIVISININ ÖNEMİ 68 Torna tezgahında soğutma sıvısı kullanılmasının önemli birkaç nedeni vardır. Bunlar; Kesici takımın ömrünü arttırmak İşlenen yüzeyin kalitesini iyileştirmek Kesmeyi kolaylaştırmak Kesilen talaşları uzaklaştırmak Bir soğutma sıvısından beklenen özellikler; Soğutma özelliğine sahip olmalı Yağlama etkisine sahip olmalı Korozyona neden olmamalı

69 TAKIM-TALAŞ ARAYÜZEYİNDE OLUŞAN SICAKLIK VE TALAŞ TİPLERİ 69 Bazı iş parçası malzemeleri için talaş oluşumu ve kesme sıcaklığı dağılımı Her iş parçası malzemesi türü talaş oluşumunu farklı şekilde etkiler. Talaş tipinden ısı üretimine ve işleme sıcaklığına kadar her şey değişir.
 talaşın elastik deformasyonuna harcanır.")
70 TAKIM TALAŞ ARAYÜZEYİ VE KAYMA DÜZLEMİNDE SICAKLIK 70 Talaş kaldırmak için kullanılan enerjinin yaklaşık %98 i ısı enerjisine dönüşür. Bu durum, takım-talaş ara yüzeyinde sıcaklıkların artmasına yol açar. Kalan enerji (yaklaşık %2 ) talaşın elastik deformasyonuna harcanır. Talaş kaldırma sırasında kayma bölgesinde ve takımtalaş ara yüzündeki oluşan ısının önemli bir kısmı çıkan talaşla atılır. Geriye kalan ısı iş parçası ve takımda kalır. Takım-talaş- ara yüzeyinde yüksek sıcaklık oluşumu; Takım ömrünü azaltır, Oluşan sıcak talaş, operatör emniyeti açısından sakınca oluşturabilir, İş parçasında ısıl genleşmeden dolayı boyut hassasiyetini olumsuz yönde etkiler


71 TORNADA KESME KUVVETİ HESABI 71 F d = Teğetsel kesme kuvveti eğmeye ve burmaya çalışır F e = İlerleme kuvveti eğmeye ve burmaya çalışır F r = Radyal kuvveti burmaya çalışır R = Talaş kaldırma kuvveti (bileşke kuvvet)
 K s : Özgül kesme kuvveti (kg/mm 2 ) h = Talaş kalınlığı x = Ayar açısı f : İlerleme (mm/dev) h = f.")
72 TORNADA KESME KUVVETİ HESABI 72 a : Talaş derinliği (mm) q : Talaş kesiti (mm 2 ) F d : Kesme kuvveti (Kgf) K s : Özgül kesme kuvveti (kg/mm 2 ) h = Talaş kalınlığı x = Ayar açısı f : İlerleme (mm/dev) h = f. Sin x
 P m =")
 1 Kg f m/sn =")

73 TORNADA KESME GÜCÜ HESABI 73 V = Kesme hızı (m/dk) P m = Tezgah gücü (Kw) F d = Kesme kuvveti (Kgf) 1 Kg f m/sn = 9, w = Tezgah verimi 1 kabul edilirse 1 Kw = 1.36 HP

74 TORNADA KESME HIZI HESABI 74 Kesme Hızı: Kesicinin iş çevresinde bir dakikada metre cinsinden aldığı yoldur. Kesme hızını etkileyen faktörler Kesilen malzemenin cinsi Kullanılan kesici takımın cinsi Torna tezgahının gücü ve kapasitesi İlerleme miktarı Talaş derinliği İşleme cinsi V= Kesme hızı (m/dk) D= Taslak parça çapı (mm) N= Devir sayısı (dev/dk)
75 TORNADA İLERLEME HIZI HESABI 75 İlerleme: Kesici takımın iş parçasının bir tam devrinde almış olduğu yol olarak tanımlanabilir. İlerlemeyi etkileyen faktörler Talaş derinliği İş parçası malzemesinin cinsi Kesme hızı Torna tezgahının gücü ve kapasitesi f = İlerleme (mm/dev) a = Talaş derinliği (mm) q = Talaş kesiti (mm 2 )
 L = İşlenecek uzunluk (mm) f = İlerleme (mm/dev) V= Kesme hızı")

76 TORNADA İŞLEME ZAMANI HESABI 76 Boyuna tornalama D= Taslak parça çapı (mm) L = İşlenecek uzunluk (mm) f = İlerleme (mm/dev) V= Kesme hızı (m/dk) N= Devir sayısı (dev/dk İ = Paso sayısı t h = İşleme zamanı Kesme hızı belli ise işleme zamanı hesabı Devir sayısı belli ise işleme zamanı hesabı

77 TORNADA İŞLEME ZAMANI HESABI 77 Alın tornalama Kesme hızı belli ise işleme zamanı hesabı Devir sayısı belli ise işleme zamanı hesabı


78 TIRTIL ÇEKME 78 Silindirik iş parçaları üzerine talaş kaldırmaksızın çeşitli şekiller oluşturma işlemine tırtıl çekme denir. Genel olarak çapraz, düz ve baklava biçimli tırtıllar en çok kullanılanlardır. Silindirik parçalara görsellik kazandırma ve el ile döndürüldüğünde kaymayı önlemek için yapılır. Tırtıl makaraları


79 TIRTIL AÇILMIŞ YÜZEYLER 79 Tırtıl çekmede iş mili devir sayısı dev/dk. İlerleme mm/dev arasında seçilir.

80 TORNADA PUNTA YUVASI AÇMA 80 Uzun iş parçaların işlenmesi sırasında meydana gelebilecek esneme ve salınım hareketlerini engellemek amacıyla iş parçalarının alnına punta yuvası açılır. Punta yuvaları kullanma amacına göre iki farklı punta matkabı ile oluşturulur. Uç açısı 60 olan punta matkabı kullanma Uç açısı 60 ve koruyucu havşalı (120 ) punta matkabı kullanma

81 TORNADA DELİK DELME VE DELİK İŞLEME 81 Torna tezgahında punta yuvası açmak için takip edilecek işlem sırası şöyle tanımlanabilir. İş parçası aynaya kısa bağlanır ve alın yüzeyi işlenir. Punta matkabı ile alın yüzeye (merkeze) punta yuvası açılır.

82 TORNADA DELİK DELME VE DELİK İŞLEME 82 Torna tezgahında delik delmek için takip edilecek işlem sırası şöyle tanımlanabilir. İlk önce küçük çaplı matkapla bir delik delinir. İstenen delik çapına ulaşıncaya kadar kademeli olarak matkapla delme işlemi tekrarlanır. Delik yüzeyi hassas olacaksa delik çapı son ölçüden biraz küçük delinir ve delik işleme takımı ile son ölçüye getirilir.

83 TORNADA DELİK DELME VE DELİK İŞLEME 83 Delik delmede minimum salgı esastır. Yekpare karbür matkapların ve değiştirilebilir uçlu matkapların kullanımında en önemli kriterlerden biri en düşük salgıda çalışmaktır. Ayrıca matkabın sapa göre anma salgısı, matkabın toplam uzunluğu için mm yi geçmemelidir. En küçük toleranslar ve en iyi takım ömrünü elde edebilmek için; Yekpare karbür matkapların takım tutucularında 20 mikron Değiştirilebilir kesici uçlu matkapların takım tutucularında 30 mikrondan daha fazla bir sapma olmamalıdır. Yekpare karbür matkap Değiştirilebilir uçlu matkap


84 DELİK İŞLEMEDE ÖNEMLİ NOKTALAR 84 Delik işleme takımı punta yüksekliğine ayarlanmalı. Seçilen takım ve takım tutucu delik içerisinde rahat çalışabilir olmalı. İşlenen kör delikse delik sonuna uygun geometriye sahip takım seçilmeli

85 KONİK TORNALAMA 85 Koniklik Oranı: Büyük ve küçük çaplar arasındaki farkın koniklik boyuna bölünmesi ile elde edilir Eğim: Koniklik oranının ikiye bölünmesi ile elde edilir D= Büyük Çap; d= Küçük çap; L = Konik boyu

86 KONİK TORNALAMA 86 Sporttan açı vererek konik tornalama Büyük açılı kısa konikler çekilebilir. İlerleme elle kontrol edildiğinden yüzey kalitesi düşük olur. Konik boyu sport milinin vida boyu ile sınırlıdır.

87 KONİK TORNALAMA 87 Punta kaydırarak konik tornalama Konik boyu parça boyuna eşit ise: Konik boyu parça boyundan küçük ise: D= Büyük çap d= Küçük çap L = Parça boyu l = Konik boyu Kesicinin otomatik ilerlemesine imkan tanıdığından işlenen yüzey temiz olur. Punta uçları punta yuvasına tam oturmadığında punta uçları bozulabilir. Derin talaş kaldırılırken parçasının punta uçlarından kurtulma tehlikesi vardır. Gezer puntaya verilen kaçıklık hassas olarak ayarlanamaz.

88 KONİK TORNALAMA 88 Punta kaydırarak konik tornalama

89 KONİK TORNALAMA 89 Sevk kızağı ile konik tornalama Puntalar aynı doğrultu üzerinde olduklarından normal tornalamadan konik tornalamaya geçiş çok kolaydır. Sevk kızağının istenen açıda ayarlanması kolaylıkla yapılır. Otomatik ilerleme sayesinde istenen yüzey kalitesi sağlanabilir.

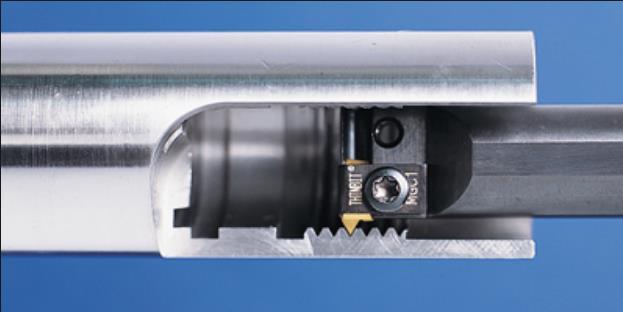
90 TORNADA VİDA AÇMA 90 Silindirik veya konik iç-dış yüzeylere açılmış helisel oluklara vida denir.
91 TORNADA VİDA AÇMA 91 Üçgen Vidanın elemanları
 elemanlarının")
92 TORNADA VİDA AÇMA 92 Metrik Üçgen Vida (Normal diş) elemanlarının ilişkileri

93 TORNADA VİDA AÇMA 93 Tornada standart vidalar dışında istenen geometriye sahip vidalar da takımı hazırlanmak kaydı ile özel olarak açılabilir. Bunun için vida profiline uygun kesici takım seçilmelidir. Metrik vidaların uç açısı 60 o olup anma ölçüsü ve adımına göre tanımlanır.
")
94 TORNADA VİDA AÇMA 94 Whitworth Üçgen Vida (Normal diş) elemanları

95 TORNADA VİDA AÇMA 95 Whitworth vidaların uç açısı 55 o olup anma ölçüsü ve parmaktaki diş sayısına göre tanımlanır.

96 TORNADA VİDA AÇMA 96 Trapez Vidalar: Tepe açısı 30 olan kesik üçgen şeklinde üretilen vidalardır sembolü Tr şeklindedir. Hareket iletmek amacıyla tezgah tablasında, vidalı preste ve mengene mili gibi yerlerde kullanılır.
97 TORNADA VİDA AÇMA 97 Trapez vida elemanlarının ilişkileri Vida adımı Diş yüksekliği : P : H=(0,5. P) + Ac Diş dibi (Takım ucu) genişliği : A=(0,37. P) 0,13 Diş dibi çapı : D 1= D-(P+2. Ac) Böğür çapı : D 2 = D-(0,5. P) Ac : Çalışma boşluğu (Tablodan alınır)

98 TORNADA VİDA AÇMA 98 Kare Vidalar: Hareket vidalarıdır. Diğer vidalara göre yapımı çok kolaydır. Parmak ve mm ölçülerine göre yapılır. İsteğe göre her ölçüde ve adımda kare vida açılabilir. Sembolü Kr dir. Adımı mm için tablodan seçilirken parmak ölçülerde parmaktaki diş sayısı olarak verilir.
99 TORNADA VİDA AÇMA 99 Kare vida elemanlarının ilişkileri P : Adım D : Diş üstü çapı D1 : Diş dibi çapı D2 : Böğür çapı (Bölüm dairesi çapı) D1 = D 2H D2 = D H = D 0,5. P H : Diş yüksekliği H = P/2 B : Diş kalınlığı B = P/2 0,05 A : Diş boşluğu A = P/2 + 0,05

100 TORNADA VİDA AÇMA 100 Testere Dişi Vidalar: Bu vidaların diş profilleri testere dişine benzer. Genellikle tek yönlü kuvvet ve hareket iletiminde kullanılırlar. Tepe açısı 30 olup tek yönlü olarak yapılmıştır. Diş dipleri yuvarlatılmıştır. Diş üstü çapına doğru 3 lik açı verilmiş ve böylece tepe açısı 33 ye yükseltilmiştir. Dayanımları yüksektir. Diş profilinin özelliğinden ötürü vidalı preslerde yaygın olarak kullanılır. Te sembolüyle gösterilir.

101 TORNADA VİDA AÇMA 101 Yuvarlak Vidalar: Yük ve hareket vidasıdır. Ağır iş şartlarının olduğu yerlerde kullanılır. Tepe açısı 30 dir. Diş dibi ve diş üstü yuvarlatılmıştır. Diş profilleri yuvarlak olduğu için sürtünme azdır. Su vanaları, hortum bağlantı rekorları, plastik ve camların kapak vidaları gibi yerlerde kullanılır. Yv ile gösterilir. Adımları parmaktaki diş sayısı olarak verilir.




102 TORNADA VİDA AÇMA 102 Vida tarağı Diş tarağı


103 TORNADA VİDA AÇMA 103


104 VİDA TAKIMLARI VE TAKIM TUTUCULARI 104

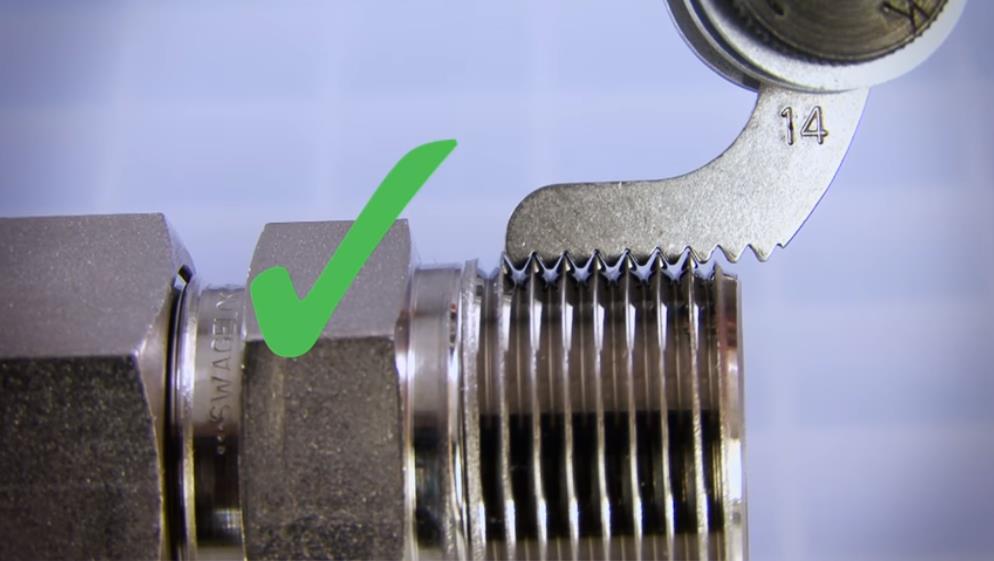
105 VİDA ADIMININ DOĞRULANMASI 105

106 VİDALARDA TALAŞ KALDIRMA USULLERİ 106 Vida takımının talaş kaldırma şekli normal kesici takımların talaş kaldırma şeklinden biraz farklıdır. Vida takımları kendi içerisinde dört farklı talaş kaldırma biçimiyle silindirik yüzeylere vida açarlar.


107 TORNADA YAY SARMA 107 Yaylar Üzerine etki eden çekme ve basma kuvvetini depo eden, kuvvet kalktığında depo ettiği enerjiyi aynen ileten makine elemanına yay denir. Yuvarlak kesitli helisel yaylar, yay tellerinin bir malafa etrafında sıcak veya soğuk olarak helisel bir şekilde sarılmasıyla yapılırlar. Basma yayı Çekme yayı




108 TORNADA YAY SARMA 108 Burulma yayı Spiral yay Yaprak yay Disk yay

109 TORNADA YAY SARMA 109 Yay elemanları; Da: Dış çap Di: İç çap Dm: Ortalama çap Lo: Yayın serbest boyu D: Yay teli çapı e1: Yayın eksene paralel max. sapması e2: Yayın eksene dik max. Sapması Pı: Yay işletme kuvveti Pn: Yük Lı: Yay işletme uzunluğu Ln: Yüklü yay uzunluğu Lbı: En fazla basılma sonundaki uzunluk Sa: Çalışan sarımlar arasındaki aralıkların toplamı
110 TORNADA YAY SARMA 110 İmalar resmine ilave edilmesi gereken bilgiler: ig: Toplam sarım sayısı if: Aktif (çalışan) sarım sayısı Helis yönü (sağ veya sol), L: Yay telinin açılmış durumdaki uzunluğu h: Adım n: Yük uygulama frekansı Yay malzemesi t: Max çalışma sıcaklığı Malafa çapı, Isıl işlem veya kaplama işlemleri, varsa diğer yüzey işlemleri,

111 TORNADA YAY SARMA 111 İç çapı Di= 24 mm Malafa çapı= Di-g Gevşeme miktarı g=3.2mm Mç= = 20.8 mm

112 İŞLEM PLANLAMA PROSEDÜRÜ 112

113 İŞLEM PLANLAMA PRSEDÜRÜ 113
114 KAYNAKLAR Makine Mühendisliğine Giriş Doç. Dr. İrfan AY-Arş. Gör.T.Kerem Demircioğlu Sabit matkapla delik delme - Sandvik Coromant İnternet ortamı, Anonim. Cutting Tool Geometries - SME
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
İmalat İşlemleri II TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. Torna Tekniği ve Uygulamaları. Yrd. Doç. Dr. Hasan Tahsin KALAYCI Yrd. Doç. Dr.
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Tornalama İşlemleri. Derleyen Doç. Dr. AdnanAKKURT. Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz
 Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
Modüler sistem Coromant EH
 Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
Delme ile ilgili bazı teknolojik gelişmeler
 Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ. CNC Ağır Hizmet Tipi Tornalar
 SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121
 tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
Ezerek parlatma. iç çap mikroler ID. dış çap mikroler OD. iç konik mikroler MIC. düz yüzey mikroler MFF. dış konik mikroler MOC. www.aksan-tm.
 Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
G-32HA-D G-32HA-DE G-32HA-T CNC OTOMAT TORNALAR GE FONG MACHINERY CO.,LTD. TAIWAN. MITSUBISHI veya FANUC KONTROLLAR İLE
 G-32HA-D G-32HA-DE G-32HA-T CNC OTOMAT TORNALAR MITSUBISHI veya FANUC KONTROLLAR İLE GE FONG MACHINERY CO.,LTD. TAIWAN MITSUBISHI VEYA FANUC KONTROLLAR İLE GE FONG G-32HA SERİSİ CNC OTOMAT TORNALAR MAKSİMUM
G-32HA-D G-32HA-DE G-32HA-T CNC OTOMAT TORNALAR MITSUBISHI veya FANUC KONTROLLAR İLE GE FONG MACHINERY CO.,LTD. TAIWAN MITSUBISHI VEYA FANUC KONTROLLAR İLE GE FONG G-32HA SERİSİ CNC OTOMAT TORNALAR MAKSİMUM
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Konik Dişli Çarklar DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
CNC TORNA UYGULAMASI DENEY FÖYÜ
 T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan