DÖKÜM MALZEMELERE UYGULANAN TEST VE MUAYENELER. Prof.Dr. Ahmet TOPUZ YILDIZ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALÜRJİ MÜHENDİSLİĞİ BÖLÜMÜ
|
|
|
- Meryem Gökçek
- 8 yıl önce
- İzleme sayısı:
Transkript
1 DÖKÜM MALZEMELERE UYGULANAN TEST VE MUAYENELER Prof.Dr. Ahmet TOPUZ YILDIZ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALÜRJİ MÜHENDİSLİĞİ BÖLÜMÜ 27 EYLÜL QJZ-

2

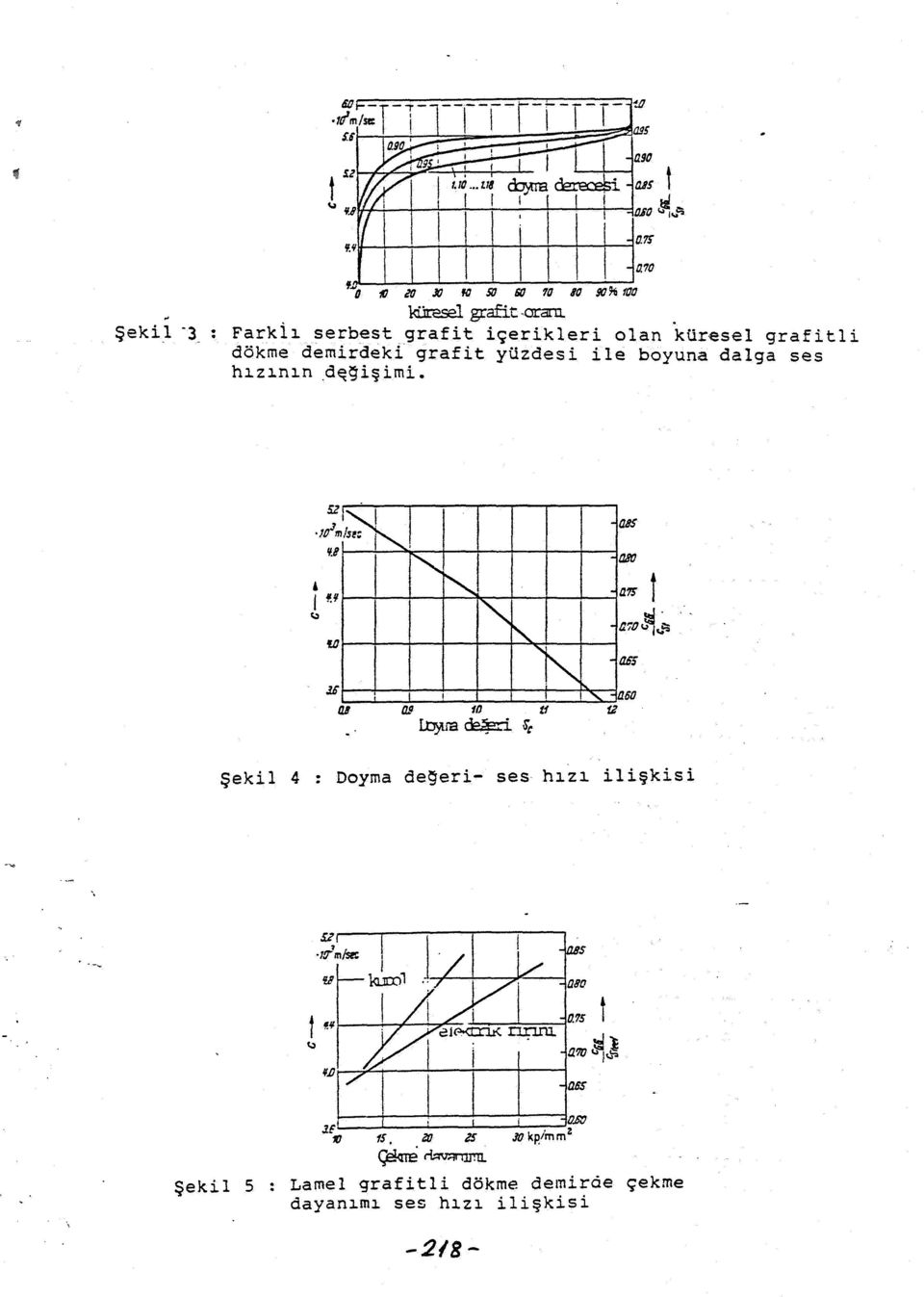
3 DÖKÜMLERİN MUAYENESİ 1- Gözle Muayene: Göz ile tesbit edilebilecek hatalar; kırıklar, çatlaklar yarıklar, pislikler, karıncalanmalar, metal nüfuzu veya büzülmelerdir. Bu tip hatalar daha ziyade, kalıp ve maça kuralarından,konstrüksiyon malzemelerinden, derecelerden ve kalıplama tekniği hatalarından ileri gelmektedir. Bu tip parçalar gözle muayeneden sonra ıskartaya çıkarılır. 2- Boyutsal Muayene: Boyutsal muayene, şartnamede verilen toleranslara uyulup uyulmadığını kontrol maksadı ile yapılır.'ölçümler kumpas, şablon vb. ölçü aletleri ile gerçekleştirilir. Eğer anlaşmada herhangi bir tolerans belirtilmemiş ise standart tolerans sınırlarına bağlı kalınır. 3- Ultrasonik (Ses ötesi) Muayene: Ultrasonik muayene metodu ile hatanın deteksiyonu, kusur ile onu çevreleyen ana malzemenin ara yüzeyinde akustik empedansın ani değişmesine dayanır. Yüksek frekanslı ses dalgaları homojen malzeme içinde önemli bir kayba maruz kalmadan yayılırlar. Fakat malzeme yüzeyinden havaya pratik olarak geçemezler. İki katı ara yüzeyinden ise pek az geçebilirler. Dolayısıyla ultrasonik dalgalar dış yüzeylerden, döküm içindeki boşluklardan, prozitelerden, çatlaklardan ve gayri safiyetlerden kuvvetle yansır ve saçılırlar. Ultrasonik dalgalar mekanik titreşimle üretilirler. Piezoelektrik malzemeler (kuvarz ve baryum titanat kristalleri) üzerine düşen elektrik darbeleri (pulse) ile mekanik olarak titreşirler veya tersine üzerlerine düşen mekanik titreşimleri elektrik pulsları haline dönüştürürler. Yani bu malzemeler ultrasonik dalgaları hem üretebilir, hem de toplayabilir. Malzemenin içinden bir hatadan ve malzemenin öbür yüzünden yansıyarak toplayıcı proba ulaşan ultrasonik dalgaların meydana getirdi'kleri elektrik darbeleri arasındaki çok kısa zaman farkı bir katot ışını tüpü vasıtasıyla tesbit olunabilir. Bu zaman farkı hatanın muayene yüzeyine uzaklığı ile orantılıdır.darbenin 214

4 yüksekliği ise hatanın büyüklüğü, şekli, oriyantasyonu ve yapısı hakkında değerli bilgilere haizdir. Ultrasonik yöntemle döküm içindeki hataların niteliği, büyüklüğü, varlığı ve yerlerinin belirlenmesi için gerek pulse-echo (darbe, yankı, uyarıyansıma) veya thoughtransmission (bir baştan bir başa iletim) teknikleri başarı ile uygulanabilir. Döküm içindeki kesintiler ses demetinin yönünü ve hızını değiştirirler. Dökümlerdeki salt çatlaklar, boşluklar ve kalıntı maddeleri gibi büyük yalıtılmış hatalar değil aynı zamanda cüruf, sünger ve kaba damarlarında bu yolla kontrolü mümkündür. ultrasonik yöntemle dökümlerin kontrolünde ortaya çıkan belli başlı sınırlamalar şunlardır: Dökümlerin boyutları, biçimi, kalınlığı, yüzeysel girintili çıkıntılı ve hataların yönüdür. öte yandan ses dalgaları karmaşık enerji paketleri olduğundan ultrasonik kontrolün sonuçlarının tam anlamı ile yorumlanması için iyi eğitilmiş operatörler gerekmektedir. Yassı ve paralel kenarlı dökümlerin büyük izolasyonlu kesintilerinin ses ötesi denetiminin açık olmasına karşın yöntemin uygulanmasına özen gösterilmesi gereklidir. Ayrıca daha karmaşık biçimler ve daha küçük kesintilere ilişkin sonuçların yorumlanmasında ustalık gerekir. 0 halde ultrasonik denetleme çoğunlukla göreli bir küçüklükte ve tek biçimli kesitlerin ve bu denetleme tekniğinin ekonomik olduğu uzun üretim işlemlerinde kullanılır. Eğer herhangi bir dökümün biçimi ve girintili çıkmtılığı ses dalgasının döküm içine iletimini engelliyorsa çok az yararlı bilgiler elde edilebilir ve bu durumda alternatif denetim tekniklerinden olan radyografi yöntemi kullanılmalıdır. Tüm bunlara ek olarak eğer dökümün metalurjik yapısı ses enerjisinin saçılmasına neden olurda ses demeti gerekli derinliğe sızamazsa kesintiler açısından dökümün içinin ancak sınırlı bir kesiti denetlenebilir. Bununla birlikte deneyler odaklaştırılmış 2,25 MHz lik dalgaların mm arası ve aşırıcı derecede damarlı paslanmaz çelik ve nikel alaşımlı dökümlere tatmin edici biçimde sızdığı göstermiştir. Ses demetinin döküme derin nüfuzu sonucu ciddi bir biçimde dağıl- 215

5 mış olmasına karşın ultrasonik teknikler X-ışınları veya gamma ışınlarının nüfuz edemediği kesit kalınlıklarının denetimi için gereklidir. Ultrasonik uyarı yansıma denetlemesi genellikle dökümün tüm derinliğine sesi nüfuz edebileceği yerlerdeki kesintilerin denetlenmesi için kullanılmalıdır ki sesin önemli bir bölümü arka yüzey tarafından yansıtılabilsin ve tekrar araştırma birimine dönebilsin. Bu koşullar sağlandığında, dökümün içinin tümü denetlenebilir. Dökümün denetlenmeyecek bölümü yüzeye yakın olan bölüsıüdür ve ölü bölge adını alır.denetlenemeyen yüzey katmanının kalınlığı test frekansının, uyarı biçirainin ve yüzey girintili çıkıntılısının bir fonksiyonudur. Dökümler için "yüzey bölümü" genellikle 5-12,5 mm arası değişir. Yüzey kesintilerinin araştırılması için sıvı penetrasyon manyetik parçacık ve girdap akım teknikleri daha uygundur. Ultrasonik incelemede deteksiyon hassasiyeti ses dalgalarına bağlı olarak süreksizliğin yönü ile ilgilidir. Eğer herhangi bir çatlak gibi süreksizliğin konumu ses dalgasına dik ise burada enerjinin max. yansıması böylelikle max- hassasiyeti söz konusudur. Eğer çatlak ses dalgasının gidiş yönüne paralel ise sadece çatlağın kenarı ses enerjisini yansıtacak ve büyük bir ihtimalle çatlak gözlenmeyecektir. Dolayısıyla şüphe edilen süreksizliğin yönü bilinmiyor ise birden fazla yönde inceleme gerekmektedir. Herhangi bir dökümde spesifik bir süreksizlik beklenirse, odaklanmış arama birimleri deteksiyon hassasiyetini artırmada kullanılabilir. Böylece birimler yüzey rezolasyonunu iyileştirmede de kullanılabilirler, böylelikle ölü bölge azalır. Şekil 1 a da şematik olarak paralel yüzlü bir dökümde süreksizlikten ve arka cidardan ses dalgasının yansıma durumu osiloskop ekranında gösterilmiştir. Aynı zamanda arka yansımadaki düşüş bir süreksizlik varlığının ikinci derecede belirtisidir. Eğer özel bir yerdeki dökümün arka yüzeyi gelen ses dalgasına muhtemelen 90 C lik bir açı yapmıyor ise, dalga dökümün iç kısımlarına yansıtılacak ve doğruca dedektöre dönmeyecektir ve Şekil 1 b de görüldüğü gibi ikinci bir belirti olacak yansıma yoktur.?ek çok dökümler delik ve değişik kısımları kapsarlar. Delik ve -2U-

6 farklı kısımlardan gelen yankılar arka cidardan gelenlere girişim yapabilirler. Şekil 1 c de gözükmektedir ki delikten gelen yankı osiloskop ekranında arka cidardan gelen yankıyla üst üste binmiştir. Şekil 1 d de ise döküm kavisleri ve arka cidardan gelen yankılar üst üste binmiş olarak osiloskopta gözükmektedir.

7
8
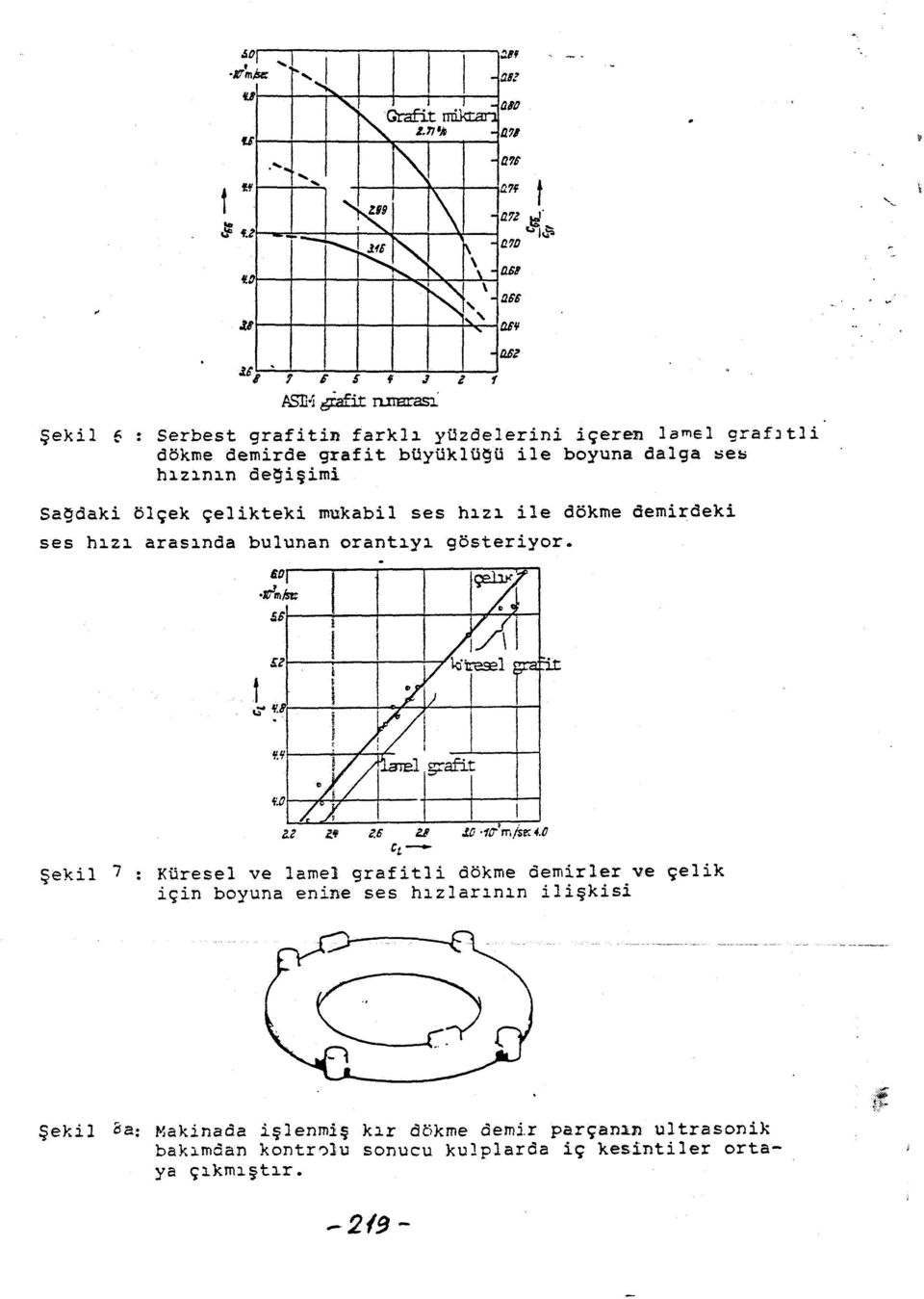
9 Şekil 8c : Kulplarda olabilecek döküm hava boşlukları için ultrasonik açıdan kontrol edilmiş bulunan dökme demirin çok yönlü mafsal boğumu Probun Seçimi: Probun seçimi değişik faktörlere bağlıdır: a- Döküm kalınlığı b- Döküm şekli, probun temas ettiği yüzey c- Yüzey pürüzlülüğü d- Tane yapısı ve ölçüsü İlk tetkikte MHz lik normal prob kullanılır. Büyük dökümlerin muayenesinde düşük frekanslı prob kullanılabilinir. örnek olarak çelik döküm çubuktan ve ağır ingot için 1/2 MHz gerektirir. Hatanın ölçüsü, pozisyonu, tipi probun hareketi ile tesbit edilir 22o

10 4- Radyografik Muayene: X ve *f ışınları döküm içinden geçerken dökümün kalınlığına, yoğunluğuna ve bileşimine bağlı olarak absorblanırlar. dolayısıyla parçanın içinden geçen radyasyon demetinin şiddetindeki azalmalar parçanın arkasına yerleştirilen bir filme veya fluoresajı ekran üzerinde görülebilir. Fluoresan ekranlar daha hızlı kontrole uygun bir metod olmasına ragmen film radyasyonu dökümde en yaygın olarak kullanılan bir metottur ve filmin fotografik yoğunluğundaki değişmeler radyasyon demetinin yolu üzerindeki absorbsiyon değişmeleri cinsinden değerlendirilir. Böylece dökümün yapısı ve iç kusurlar hakkında bilgiler elde olunur. Dökme parçalar için en çok kullanılan radyografik film boyutları şunlardır. 350x245, 250, 300 ve 125x175 mm. Metodun hassasiyeti radyasyonun dalga boyuna (yani x ışınları halinde kullanılan cihazın voltajına, Y ışınları halinde radyoizoropun cinsine), muayene olunan malzemenin kalınlığına ve yoğunluğuna ve kullanılan filmin cinsine bağlıdır. Görüntünün tanımı radyasyon kaynağının büyüklüğüne ve muayene geometrisine tabidir. Radyografi dökümlere"'şu amaçlarla uygulanır. a) Gözenek, kendini çekme boşlukları, gaz boşlukları, kendini çekme ve gerilme çatlakları, metal olmayan kalmtılat, metalin yürümemesi gibi kusurlar ürünü ve dökümhane tekniğini geliştirmek amacıyla kontrol etmek, reddedilen parçaları, işletme kayıplarını azaltmak ve döküm metalini kontrol etmek. b) Kritik dökümlerde önemli kesintilerin hatasız olduğunu göstermek. c) Döküm kaynağı ile tamir edilen parçaların kalitesini kontrol etmek. Radyasyon filmlerinde kesiklik veya boşluk bir çok durumlarda karanlık bir gölge olarak görünür. Bunun nedeni boşluk, çatlak ve delikler radyasyonun geçmesini kolaylaştırdıkları için radyografta bu bölgeleri daha fazla karartırlar. Hafif alaşımlarda (özellikle Al de) bulunan bazı özellikler radyasyonun iletimini azaltır. Yani görüntü daha açık gözükür

11 y t Bu nedenle kesiklik bulgulanmasmm duyarlısı radyasyonu ortaya çıkaran koşullara, görüntüdeki kontrasta (açık-koyu farkı) bağlıdır. Uygun bir fiyatta yüksek kaliteli radyasyonu elde etmek için duyarlık poz süresi birlikte ele alınmaktadır. Kesinlik bulgulamasını etkileyen faktörler: En uygun tanım veya kontrasta ulaşabilmek için radyografik kontroldeki duyarlılık işlem koşullarına ve uygun poz süresi ayarlamasına bağlıdır. Bununla birlikte tek bir radyografin kalitesi bir tarafa, bileşim ve sistematik bir incelemede bu tekniğin bütün etkinliği alman radyograf sayısını ve yönünü seçmeye dayalıdır. ^ ' Dikkatli kontrollerle metal kalınlığının %0,5 ile %2 büyüklüğündeki boşluklar radyograf üzerinde saptanabilir. Bu yüzden çok ince kesiklikleri (çatlaklar yahut metalin soğuk kaynaşmış kısımları) ve ekseni radyasyon demeti doğrultusuna paralel çatlaklar dedekte olunamaz. Bu gibi kesiklikler için ultrasonik kontrol en etkili kontrol vasıtasıdır. bu tip dar boyuna uzatılmış kesiklikler için ölçrae olasılığı şu hallerde oldukça artar. Bu türden kesikliklerin varlığı göz önüne alınırsa yani sıcak döküm sıransında bu türden kesintilerin nasıl ortaya çıkacağı biliniyor ise bu durumlarda kesiklik tam olarak gözükmese de iyi bir gözlemci radyasyonda meydana gelen yön değişikliklerine ait verileri farkedebilir. Gerisi daha iyi bir"radyografi ile bulunur. Süreksizliğin büyüklüğü ve kesin yerini saptama değişik açılardan iki ya da daha fazla radyograf gerektirir. Bunların seçimi ve yorumlanması ihtisaslaşmış bir tecrübe işidir. özel durumlarda sağlanan duyarlık penetrametre yardımı ile or- - " taya konulabilir. Bu alet radyografta görebildiğimiz en küçük kalınlık değişiklikleri hakkında bilgi verir. Radyografi tekniği ve yorumlaması birbiriyle sıkıca ilişkilidir. Her yadrograf şu şekilde incelenmelidir. Tek başına değil fakat,/ imalatı esnasındaki bütün faktörleri, kontrolün yönünü radyasyonun tipini (tabiatı), poz zamanı, filmin cinsini, filmin yıka- 222

12 niş prosedürünü hesaba katarak ciddi bir kontrol ihtisas sahibi bir radyografi için fonksiyon olarak kabul edilmelidir. Radyografik kontrol üretim metodlarını optimize etmekte bir araç olarak kullanılır. 5- Manyetik Toz Muayenesi: Dökümlerde yüzey ve yüzeye yakın hatların algılanmasında kullanılır. Bir manyetik alanda, mesela, bir mıknatısın iki kutbu arasında manyetik alcı çizgilerinin belirlenmesi için manyetik tozlar kullanıldığı malumdur. Manyetik tozlar (pratikte demir oksit tozudur) manyetikleştirilmiş bir katı parçanın dış yüzeyindeki kuvvet çizgilerini belirtmek için kullanılır. Ferromanyetik malzemeler içindeki süreksizlikler manyetik geçirgenlik ani değişmelere sebeb olurlar. Bu değişmeler parça üzerine serpilmiş manyetik tozun belirli noktalarda toplanması ile görünür hale getirilir. Doğaldır ki, bu toz manyetik değişimi daha iyi belirleyecektir. Bu kusur cidarında en büyük manyetik değişimi elde etmek için uygulanan alanın hatanın eksenine dik olması gerekir. Yani bu yöntem yönsel bir yöntemdir. 6- Pénètrent Muayenesi: Bu muayene usulü demir gibi manyetik olan malzemelerle beraber manyetik olmayanlarada uygulanabilir, yüzeyinde çatlaklar bulunan döküm fazla viskoz olmayan bir sıvı içine daldırılırsa yüzeyi ıslanır ve çatlaklarıda bu sıvı ile dolar. Bundan sonra yüzey kurulanır. îçi sıvı ile dolu çatlaklar ıslak çizgiler halinde belirir. Çatlaktan yüzeye taşan sıvının hafif yayılması çatlak çizgisinin büyütülmüş işaretini verir. Şayet yüzey,kurutulduktan sonra üzerine ince bir tabaka halinde Developer serpilir- :: bur;l-r arta kalan sıvıyı daha kuvvetle emecekleri için, görüntü daha iyi olur
 manyetikleştirilmiş bir katı parçanın dış yüzeyindeki kuvvet çizgilerini belirtmek için kullanılır.")
13 ALÜMİNYUM DÖKÜM ALAŞIMLARININ İNCELENMESİ Döküm metodunun seçilmesinden, döküm tasarımı ve döküm alaşımına, ürünün kalıplanmasına, döküm tekniğine, ürüne makinada şekil verilmesine, işlemlerin bitirilmesine ve ürünün incelenmesine kadar Alüminyum döküm alaşımlarının üretiminde her aşamada etkin bir kalite kontrolü gereklidir. Görerek muayene, basınç ile test, penetran sıvı ile muayene ultrasonik muayene,radyografik muayene ve metalografik inceleme gibi çeşitli metodlar dökümlerin kalitesini incelemede kullanılabilir. Bu prosedür kalite seviyesini belirler. İNCELEME SAFHALARI Üç bölümde inceleme yapılabilir. İlk, orta ve son safha. İlk safha döküm test çubuklarının ergimiş alaşımla birlikte, aynı zamanda döküm ürünlerinin test edilmesini ve incelensesini kapsar. Bu deney çubukları alaşımın kalitesini kontrol etmede ve ısıl işlemin etkisini anlamada kullanılır. İlk inceleme aynı zamanda dökümün kimyasal ve spektrografik analizinide kapsar. Böylece ergitme ve döküm işlemlerinin sonuçta karışımın beklenen alaşımı verip vermediği denenmiş olur. Orta bölümde yapılan -inceleme veya sıcak inceleme, kalıptan alınan döküm üzerinde yapılır. Bu safha dökümün şeklini incelemek için çok gerekli bir operasyondur. Böylece şekli bozuk olan dökümler bu safhada çıkartılabilir, gerekirse düzeltilebilirler. Son safhada ise dökümü yapılan parçanın kalitesini oluşturmada kullanılır, bu safhada gözle muayene, basınç ile test, penetran sıvı ile muayene, ultrasonik muayene, radyografik muayene veya metalografik inceleme yöntemlerinden herhangi biri kullanılabilir. Gözle muayene aynı zamanda son Ölçüleri ve gerçek boyutları kıyaslamada yararlıdır. 1- Penetran Sıvı ile Muayene: Penetran sıvı deneyi alüminyum döküm alaşımlarında, yüzeye çok yakın ve yüzeye açık olan hataların belirlenmesinde yaygın olarak kullanılır. En önemli uygulamalarından biri sıcak çatlamaya ve kırılmaya hassas olan Bİ95 gibi alaşımlardan, daisi kalıplarda üretilmiş küçük boyutlu dökümlerin incelenmesinde kuilanınudır.. 224

14 örneğin, döküm bağlantı çubuklarında, kısa süreli sıcaklık orta bölüm içinde çatlama ve kırılma meydana getirir, ancak bu kırılmalar gözle görülüp incelenemezler. Fakat sıvı penetran deneyi ile kolaylıkla incelenebilirler. Tüm iyi bilinen sıvı nüfuz ettirme sistemleri alüminyum döküm alaşımlarının incelenmesinde uygulanabilir. Bazı durumlarda, özellikle büyük olur. Böylece gözle' kolay fark edilmeyecek küçük çatlaklar görülebilir hale gelir. Dökümler için birden fazla sistem kullanılabilir, sistemin seçimi, temelde dökümün şekline, ölçüsüne ve miktarına bağlıdır. Bunlar inceleme için kolaylıklardır. 2- Radyografik Muayene: Bu muayene, bir x ışını cihazının tüpünde yüksek gerilim altında oluşturulan x-ışını demetinin, döküm parçası içinden geçirilmesi ve parçadan çıkan ışınların bir fotoğraf filmine etki yaparak bir radyograf elde edilmesi yöntemidir. Alüminyum döküm alaşımlarmdaki inklizyonlarm, çatlakların, porozitelerin, soğuma boşluklarının ortaya çıkarılması amacıyla uygulanır. Bu tür alaşımlar radyografik inceleme için idealdir. Fluoroskopi tekniği genellikle, nispeten küçük dökümlerde porozite ve çatlak gibi hataları ortaya çıkarmak için kullanılır. Gama ışmlarıda bu iş için kullanılabilir. Alüminyumun düşük yoğunluğundan dolayı f beili bir kalınlıktaki alüminyum alaşımına, çeliğe nüfuz ettiklerinden 3 kat daha fazla veya diğer bir deyişle, alüminyuma göre çeliğe 1/3 oranında girerler. X-ışını alüminyum döküm alaşımlarına radyografik olarak etkir ve film kayıtlarında sonuçlar okunur."fluoroskopi tekniğide geniş çapta kullanılır. Bu çeşit araştırma, çok miktarda küçük dökümlerdeki çatlak-ve porozite gibi hataların ortaya çıkarılmasında kullanılır. Bu metod soğuma boşlukları ve çatlaklar için çok uygun bir yöntemdir. Gama ı_şm:> radyografisi alüminyum dökümlerin özgül koşullarını ortaya çıkarmak için idealdir. Her ne kadar Gama ışını x-ışınmdan az kullanılıyorsa da Özgül koşulların tesbiti ve çatlakların testi için etki gücü yaklaşık olarak eşittir. Radyografi daha çok -229-

Bölüm 7 Tahribatsız Malzeme Muayenesi
 Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Tahribatsız Muayene Yöntemleri
 Tahribatsız Muayene Yöntemleri Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Tahribatsız muayene
Tahribatsız Muayene Yöntemleri Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Tahribatsız muayene
Kasetin arka yüzeyi filmin yerleştirildiği kapaktır. Bu kapakların farklı farklı kapanma mekanizmaları vardır. Bu taraf ön yüzeyin tersine atom
 KASET Röntgen filmi kasetleri; radyografi işlemi sırasında filmin ışık almasını önleyen ve ranforsatör-film temasını sağlayan metal kutulardır. Özel kilitli kapakları vardır. Kasetin röntgen tüpüne bakan
KASET Röntgen filmi kasetleri; radyografi işlemi sırasında filmin ışık almasını önleyen ve ranforsatör-film temasını sağlayan metal kutulardır. Özel kilitli kapakları vardır. Kasetin röntgen tüpüne bakan
ULTRASONİK MUAYENE YÖNTEMİ
 ULTRASONİK MUAYENE YÖNTEMİ 04.05.2016 1 04.05.2016 2 Yüksek frekanslı ses dalgalarıyla malzeme kontrol yöntemidir. Malzeme içine gönderilen yüksek frekanslı ses dalgaları ses yolu üzerinde bir engele çarparlarsa
ULTRASONİK MUAYENE YÖNTEMİ 04.05.2016 1 04.05.2016 2 Yüksek frekanslı ses dalgalarıyla malzeme kontrol yöntemidir. Malzeme içine gönderilen yüksek frekanslı ses dalgaları ses yolu üzerinde bir engele çarparlarsa
Paslanmaz Çelik Gövde. Yalıtım Sargısı. Katalizör Yüzey Tabakası. Egzoz Emisyonları: Su Karbondioksit Azot
 Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Ultrasonografi Giriş Dr. Funda Karbek AKARCA
 Ultrasonografi Giriş Dr. Funda Karbek AKARCA Ege Üniversitesi Acil Tıp AD ATOK 2011 - İZMİR Öğrenim Hedefleri Pratik ultrason fiziği Ultrasesin Yayılımı ve Dokularla Etkileşimi Ultrason Cihazlarının kullanımı
Ultrasonografi Giriş Dr. Funda Karbek AKARCA Ege Üniversitesi Acil Tıp AD ATOK 2011 - İZMİR Öğrenim Hedefleri Pratik ultrason fiziği Ultrasesin Yayılımı ve Dokularla Etkileşimi Ultrason Cihazlarının kullanımı
ULTRASONİK EĞİTİM ÇALIŞMA NOTLARI
 ULTRASONİK EĞİTİM ÇALIŞMA NOTLARI Giriş : Ultrasonik dalgalar ara yüzeylerden kuvvetle yansırlar. Çatlaklar, ince tabaka toplanmaları, büzülmeler, çukurlar, boşluklar, gözenekli kısımlar ve iç yapıda sürekliliği
ULTRASONİK EĞİTİM ÇALIŞMA NOTLARI Giriş : Ultrasonik dalgalar ara yüzeylerden kuvvetle yansırlar. Çatlaklar, ince tabaka toplanmaları, büzülmeler, çukurlar, boşluklar, gözenekli kısımlar ve iç yapıda sürekliliği
LABORATUVAR I TAHRİBATSIZ MALZEME MUAYENELERİ. Yrd.Doç.Dr. Nilhan ÜRKMEZ TAŞKIN. Giriş:
 LABORATUVAR I TAHRİBATSIZ MALZEME MUAYENELERİ Yrd.Doç.Dr. Nilhan ÜRKMEZ TAŞKIN Giriş: Tahribatsız malzeme muayeneleri ile malzemelerin imalat esnasında veya belli bir süre kullandıktan sonra örneğin korozyon
LABORATUVAR I TAHRİBATSIZ MALZEME MUAYENELERİ Yrd.Doç.Dr. Nilhan ÜRKMEZ TAŞKIN Giriş: Tahribatsız malzeme muayeneleri ile malzemelerin imalat esnasında veya belli bir süre kullandıktan sonra örneğin korozyon
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
 Endüstriyel Sensörler ve Uygulama Alanları Kalite kontrol amaçlı ölçme sistemleri, üretim ve montaj hatlarında imalat sürecinin en önemli aşamalarındandır. Günümüz teknolojisi mükemmelliği ve üretimdeki
Endüstriyel Sensörler ve Uygulama Alanları Kalite kontrol amaçlı ölçme sistemleri, üretim ve montaj hatlarında imalat sürecinin en önemli aşamalarındandır. Günümüz teknolojisi mükemmelliği ve üretimdeki
MALZEME BİLİMİ VE MÜHENDİSLİĞİ. Malzeme Üretim Laboratuarı I Deney Föyü TAHRİBATSIZ MUAYENE. DENEYİN ADI: Ultrasonik Muayene
 DENEYİN ADI: Ultrasonik Muayene MALZEME BİLİMİ VE MÜHENDİSLİĞİ DENEYİN AMACI: Bu deneyin amacı; ultrasonik muayene yöntemini ve önemini tanıtmak, ultrasonik muayene yöntemi ile hata saptanması, boyut kontrolü
DENEYİN ADI: Ultrasonik Muayene MALZEME BİLİMİ VE MÜHENDİSLİĞİ DENEYİN AMACI: Bu deneyin amacı; ultrasonik muayene yöntemini ve önemini tanıtmak, ultrasonik muayene yöntemi ile hata saptanması, boyut kontrolü
3 Tahribatsız Malzeme Muayenesi
 une veya parçalar parafin tipinden olan ve genellikle flüoresanslı kimyasal leler içeren girici bir sıvı içerisine daldırılır. Yüzey çatlakları kılcallık iyle girici sıvıyı emer. Parça girici sıvı içerisinde
une veya parçalar parafin tipinden olan ve genellikle flüoresanslı kimyasal leler içeren girici bir sıvı içerisine daldırılır. Yüzey çatlakları kılcallık iyle girici sıvıyı emer. Parça girici sıvı içerisinde
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
Tahribatsız Muayeneye Giriş ( Nondestructive Testing NDT )
") Tahribatsız Muayeneye Giriş ( Nondestructive Testing NDT ) Genel Başlıklar NDT ye Giriş En Yaygın Altı NDT Metoduna Genel Bakış Uygulama Örnekleri Yetki ve Eğitim NDT nin Tanımı Malzemelerin bazı karakteristik
Tahribatsız Muayeneye Giriş ( Nondestructive Testing NDT ) Genel Başlıklar NDT ye Giriş En Yaygın Altı NDT Metoduna Genel Bakış Uygulama Örnekleri Yetki ve Eğitim NDT nin Tanımı Malzemelerin bazı karakteristik
Şekil 1. Elektrolitik parlatma işleminin şematik gösterimi
 ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
6.2. GÜRÜLTÜNÜN FİZİKSEL ÖZELLİKLERİ
 GÜRÜLTÜ 6.1 Giriş İnsan çevresini ciddi bir şekilde tehdit eden önemli bir problem de "gürültü" dür. Gürültüyü arzu edilmeyen seslerin atmosfere yayılması şeklinde ele almak uygundur. Son zamanlarda iş
GÜRÜLTÜ 6.1 Giriş İnsan çevresini ciddi bir şekilde tehdit eden önemli bir problem de "gürültü" dür. Gürültüyü arzu edilmeyen seslerin atmosfere yayılması şeklinde ele almak uygundur. Son zamanlarda iş
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Bilgisayarlı Radyografi (Korozyon Tarama)
") Bilgisayarlı Radyografi (Korozyon Tarama) Maruf ERÇELTİK Genel Müdür Bilge AYAN Teknik Uyg. Yön. Erma Teknik Malzeme Tic. San. Ltd. Şti. 10.08.2011 www.ermateknik.com.tr 1 SUNUMUN ĠÇERĠĞĠ 1.Bilgisayarlı
Bilgisayarlı Radyografi (Korozyon Tarama) Maruf ERÇELTİK Genel Müdür Bilge AYAN Teknik Uyg. Yön. Erma Teknik Malzeme Tic. San. Ltd. Şti. 10.08.2011 www.ermateknik.com.tr 1 SUNUMUN ĠÇERĠĞĠ 1.Bilgisayarlı
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 5 : IŞIK
 ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 5 : IŞIK C IŞIĞIN KIRILMASI (4 SAAT) 1 Kırılma 2 Kırılma Kanunları 3 Ortamların Yoğunlukları 4 Işık Işınlarının Az Yoğun Ortamdan Çok Yoğun Ortama Geçişi 5 Işık Işınlarının
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 5 : IŞIK C IŞIĞIN KIRILMASI (4 SAAT) 1 Kırılma 2 Kırılma Kanunları 3 Ortamların Yoğunlukları 4 Işık Işınlarının Az Yoğun Ortamdan Çok Yoğun Ortama Geçişi 5 Işık Işınlarının
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN
 DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Tahribatlı Tahribatsız Deney Yöntemleri
 Tahribatlı Tahribatsız Deney Yöntemleri Tahribatlı Tahribatsız Deney Yöntemleri TAHRİBATLI YÖNTEM 1.Yapıya zarar verebilir. 2.Tekrar edilmez. 3.Tek başına sonuç verir. 4.Maliyetlidir. 5.Standard sapması
Tahribatlı Tahribatsız Deney Yöntemleri Tahribatlı Tahribatsız Deney Yöntemleri TAHRİBATLI YÖNTEM 1.Yapıya zarar verebilir. 2.Tekrar edilmez. 3.Tek başına sonuç verir. 4.Maliyetlidir. 5.Standard sapması
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.
 SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.") EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
TAHRİBATSIZ MUAYENE DENEY FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi Metalürji ve Malzeme Mühendisliği TAHRİBATSIZ MUAYENE DENEY FÖYÜ Manyetik Parçacık ile Muayene Deneyi (Deney No: 10) Ultrasonik
BURSA TEKNİK ÜNİVERSİTESİ Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi Metalürji ve Malzeme Mühendisliği TAHRİBATSIZ MUAYENE DENEY FÖYÜ Manyetik Parçacık ile Muayene Deneyi (Deney No: 10) Ultrasonik
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Cetvel-13 Güvenirlik Faktörü k g. Güvenirlik (%) ,9 99,99 99,999
 ,9 99,99 99,999") Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
OPTİK. Işık Nedir? Işık Kaynakları
 OPTİK Işık Nedir? Işığı yaptığı davranışlarla tanırız. Işık saydam ortamlarda yayılır. Işık foton denilen taneciklerden oluşur. Fotonların belirli bir dalga boyu vardır. Bazı fiziksel olaylarda tanecik,
OPTİK Işık Nedir? Işığı yaptığı davranışlarla tanırız. Işık saydam ortamlarda yayılır. Işık foton denilen taneciklerden oluşur. Fotonların belirli bir dalga boyu vardır. Bazı fiziksel olaylarda tanecik,
OPTİK Işık Nedir? Işık Kaynakları Işık Nasıl Yayılır? Tam Gölge - Yarı Gölge güneş tutulması
 OPTİK Işık Nedir? Işığı yaptığı davranışlarla tanırız. Işık saydam ortamlarda yayılır. Işık foton denilen taneciklerden oluşur. Fotonların belirli bir dalga boyu vardır. Bazı fiziksel olaylarda tanecik,
OPTİK Işık Nedir? Işığı yaptığı davranışlarla tanırız. Işık saydam ortamlarda yayılır. Işık foton denilen taneciklerden oluşur. Fotonların belirli bir dalga boyu vardır. Bazı fiziksel olaylarda tanecik,
20.03.2012. İlk elektronik mikroskobu Almanya da 1931 yılında Max Knoll ve Ernst Ruska tarafından icat edilmiştir.
 SERKAN TURHAN 06102040 ABDURRAHMAN ÖZCAN 06102038 1878 Abbe Işık şiddetinin sınırını buldu. 1923 De Broglie elektronların dalga davranışına sahip olduğunu gösterdi. 1926 Busch elektronların magnetik alanda
SERKAN TURHAN 06102040 ABDURRAHMAN ÖZCAN 06102038 1878 Abbe Işık şiddetinin sınırını buldu. 1923 De Broglie elektronların dalga davranışına sahip olduğunu gösterdi. 1926 Busch elektronların magnetik alanda
Km/sn IŞIĞIN KIRILMASI. Gelen ışın. Kırılan ışın
 Işık: Görmemizi sağlayan bir enerji türüdür. Doğrusal yolla yayılır ve yayılmak için maddesel ortama ihtiyacı yoktur. Işınlar ortam değiştirdiklerinde; *Süratleri *Yönleri *Doğrultuları değişebilir Işık
Işık: Görmemizi sağlayan bir enerji türüdür. Doğrusal yolla yayılır ve yayılmak için maddesel ortama ihtiyacı yoktur. Işınlar ortam değiştirdiklerinde; *Süratleri *Yönleri *Doğrultuları değişebilir Işık
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI
 ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
TCDD 2. BÖLGE YOL MEKANİK ATÖLYE MÜDÜRLÜĞÜ WM-170 TİPİ POZ OTOLARINA AİT DİFERANSİYEL KUTUSU TEKNİK ŞARTNAMESİ
 TCDD 2. BÖLGE YOL MEKANİK ATÖLYE MÜDÜRLÜĞÜ WM-170 TİPİ POZ OTOLARINA AİT DİFERANSİYEL KUTUSU TEKNİK ŞARTNAMESİ Hazırlayan: Ersin ÖNCÜ Mühendis Tarih: 28.05.2015 Kontrol: Selman ÇELİKER Mühendis Onay: Sezgin
TCDD 2. BÖLGE YOL MEKANİK ATÖLYE MÜDÜRLÜĞÜ WM-170 TİPİ POZ OTOLARINA AİT DİFERANSİYEL KUTUSU TEKNİK ŞARTNAMESİ Hazırlayan: Ersin ÖNCÜ Mühendis Tarih: 28.05.2015 Kontrol: Selman ÇELİKER Mühendis Onay: Sezgin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
ANATEST Kalite Kontrol ve NDT Cihazları Ltd. Şti. NİLTİM ZER Plaza 638. Sk. No: 1/C Nilüfer/BURSA.
 ANATEST EĞİTİM VE SINAV MERKEZİ GÜVENLİĞİNİZ VE BAŞARINIZ İÇİN PROFESYONEL HİZMETLER ANATEST Kalite Kontrol ve NDT Cihazları Ltd. Şti. NİLTİM ZER Plaza 638. Sk. No: 1/C Nilüfer/BURSA Tel: +90 224 441 02
ANATEST EĞİTİM VE SINAV MERKEZİ GÜVENLİĞİNİZ VE BAŞARINIZ İÇİN PROFESYONEL HİZMETLER ANATEST Kalite Kontrol ve NDT Cihazları Ltd. Şti. NİLTİM ZER Plaza 638. Sk. No: 1/C Nilüfer/BURSA Tel: +90 224 441 02
Tablo 1. Tahribatsız muayene deneylerinin makina mühendisliği endüstrisinde uygulama alanları. Uygulama Alanı İşlevi Uygulama Örnekleri
 TAHRIBATSIZ MUAYENE Tahribatsız malzeme muayene, kalite kontrolün en önemli bir bölümü olup, üretimin tamamlayıcı son kısmıdır. Tahribatsız muayene, incelenen malzemelere herhangi bir zarar vermeden muayene
TAHRIBATSIZ MUAYENE Tahribatsız malzeme muayene, kalite kontrolün en önemli bir bölümü olup, üretimin tamamlayıcı son kısmıdır. Tahribatsız muayene, incelenen malzemelere herhangi bir zarar vermeden muayene
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
A-Kaya Birimlerinin Malzeme ve Kütle Özellikleri B-Patlayıcı Maddenin Cinsi, Özellikleri ve Dağılımı C-Patlatma Geometrisi
 1-BASAMAK PATLATMA TASARIMINDA GÖZ ÖNÜNE ALINMASI GEREKEN ETKENLER. A-Kaya Birimlerinin Malzeme ve Kütle Özellikleri B-Patlayıcı Maddenin Cinsi, Özellikleri ve Dağılımı C-Patlatma Geometrisi A-Kaya Birimlerinin
1-BASAMAK PATLATMA TASARIMINDA GÖZ ÖNÜNE ALINMASI GEREKEN ETKENLER. A-Kaya Birimlerinin Malzeme ve Kütle Özellikleri B-Patlayıcı Maddenin Cinsi, Özellikleri ve Dağılımı C-Patlatma Geometrisi A-Kaya Birimlerinin
Işığın izlediği yol : Işık bir doğru boyunca km/saniye lik bir hızla yol alır.
 IŞIK VE SES Işık ve ışık kaynakları : Çevreyi görmemizi sağlayan enerji kaynağına ışık denir. Göze gelen ışık ya bir cisim tarafından oluşturuluyordur ya da bir cisim tarafından yansıtılıyordur. Göze gelen
IŞIK VE SES Işık ve ışık kaynakları : Çevreyi görmemizi sağlayan enerji kaynağına ışık denir. Göze gelen ışık ya bir cisim tarafından oluşturuluyordur ya da bir cisim tarafından yansıtılıyordur. Göze gelen
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
u E M 1 UYGULAMALI EĞİTİM MERKEZİ TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi
 UYGULAMALI EĞİTİM MERKEZİ u E M 1 TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi MALA..11 ı w:91. "' D erçi T NIMOS. MfJiIMA heohendisi.e
UYGULAMALI EĞİTİM MERKEZİ u E M 1 TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi MALA..11 ı w:91. "' D erçi T NIMOS. MfJiIMA heohendisi.e
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
TMMOB Makina Mühendisleri Odası Uygulamalı Eğitim Merkezi-Bursa
 TMMOB MAKİNA MÜHENDİSLERİ ODASI MMO TMEM MANYETİK PARÇACIK MUAYENESİ SEVİYE I ve SEVİYE II EĞİTİMLERİ MMO PBK MANYETİK PARÇACIK MUAYENESİ SEVİYE I ve SEVİYE II SINAVLARI Eğitimin Amacı Eğitimin amacı,
TMMOB MAKİNA MÜHENDİSLERİ ODASI MMO TMEM MANYETİK PARÇACIK MUAYENESİ SEVİYE I ve SEVİYE II EĞİTİMLERİ MMO PBK MANYETİK PARÇACIK MUAYENESİ SEVİYE I ve SEVİYE II SINAVLARI Eğitimin Amacı Eğitimin amacı,
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
MADDE VE IŞIK saydam maddeler yarı saydam maddeler saydam olmayan
 IŞIK Görme olayı ışıkla gerçekleşir. Cisme gelen ışık, cisimden yansıyarak göze gelirse cisim görünür. Ama bu cisim bir ışık kaynağı ise, hangi ortamda olursa olsun, çevresine ışık verdiğinden karanlıkta
IŞIK Görme olayı ışıkla gerçekleşir. Cisme gelen ışık, cisimden yansıyarak göze gelirse cisim görünür. Ama bu cisim bir ışık kaynağı ise, hangi ortamda olursa olsun, çevresine ışık verdiğinden karanlıkta
RÖNTGEN FİZİĞİ 5 X-ışınlarının özellikleri, kalitesi ve kantitesi. Doç. Dr. Zafer KOÇ Başkent Üniversitesi Tıp Fak
 RÖNTGEN FİZİĞİ 5 X-ışınlarının özellikleri, kalitesi ve kantitesi Doç. Dr. Zafer KOÇ Başkent Üniversitesi Tıp Fak X-ışınlarının özellikleri, kalitesi ve kantitesi X-ışınları cam veya metal kılıfın penceresinden
RÖNTGEN FİZİĞİ 5 X-ışınlarının özellikleri, kalitesi ve kantitesi Doç. Dr. Zafer KOÇ Başkent Üniversitesi Tıp Fak X-ışınlarının özellikleri, kalitesi ve kantitesi X-ışınları cam veya metal kılıfın penceresinden
SES. Meydana gelişi Yayılması Özellikleri Yalıtımı Kaydı
 SES Meydana gelişi Yayılması Özellikleri Yalıtımı Kaydı Sesin Oluşumu Ses kaynakları titreşerek meydana gelir. Esnek olan cisimler ses dalgaları meydana getirebilir ve ses dalgalarını iletebilir. Titreşen
SES Meydana gelişi Yayılması Özellikleri Yalıtımı Kaydı Sesin Oluşumu Ses kaynakları titreşerek meydana gelir. Esnek olan cisimler ses dalgaları meydana getirebilir ve ses dalgalarını iletebilir. Titreşen
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA
 İLE YAPILAN BAŞLIKLAMA") ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
YAPI TEKNOLOJİSİ DERS-2
 YAPI TEKNOLOJİSİ DERS-2 ÖZET Yer yüzündeki her cismin bir konumu vardır. Zemine her cisim bir konumda oturur. Cismin dengede kalabilmesi için konumunu koruması gerekir. Yapının konumu temelleri üzerinedir.
YAPI TEKNOLOJİSİ DERS-2 ÖZET Yer yüzündeki her cismin bir konumu vardır. Zemine her cisim bir konumda oturur. Cismin dengede kalabilmesi için konumunu koruması gerekir. Yapının konumu temelleri üzerinedir.
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
TRAC makaraların kullanımı ve muayenesi hakkında bilgi ve öneriler
 TRAC makaraların kullanımı ve muayenesi hakkında bilgi ve öneriler Sayın müşterilerimiz, Macera parkında ip ve tel köprüsü bulunan Avrupalı üç işletmeciden TRAC ve TRAC PLUS makara üzerindeki VERTIGO karabinin
TRAC makaraların kullanımı ve muayenesi hakkında bilgi ve öneriler Sayın müşterilerimiz, Macera parkında ip ve tel köprüsü bulunan Avrupalı üç işletmeciden TRAC ve TRAC PLUS makara üzerindeki VERTIGO karabinin
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Manyetik Alan. Manyetik Akı. Manyetik Akı Yoğunluğu. Ferromanyetik Malzemeler. B-H eğrileri (Hysteresis)
") Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
YÜZEYLERİN BİRBİRİNE GÖRE DURUMU
 YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
10. SINIF KONU ANLATIMLI. 3. ÜNİTE: DALGALAR 3. Konu SES DALGALARI ETKİNLİK ve TEST ÇÖZÜMLERİ
 10. SINIF KONU ANLATIMLI 3. ÜNİTE: DALGALAR 3. Konu SES DALGALARI ETKİNLİK ve TEST ÇÖZÜMLERİ 2 Ünite 3 Dalgalar 3. Ünite 3. Konu (Ses Dalgaları) A nın Çözümleri 1. Sesin yüksekliği, sesin frekansına bağlıdır.
10. SINIF KONU ANLATIMLI 3. ÜNİTE: DALGALAR 3. Konu SES DALGALARI ETKİNLİK ve TEST ÇÖZÜMLERİ 2 Ünite 3 Dalgalar 3. Ünite 3. Konu (Ses Dalgaları) A nın Çözümleri 1. Sesin yüksekliği, sesin frekansına bağlıdır.
HASAR ANALİZİ. Prof. Dr. Akgün ALSARAN
 HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hasar nedir? Teknolojik hatalar Hasar Sebepleri Hasar Mekanizmaları Hasar analiz raporu Tahribatlı ve Tahribatsız Muayeneler Ana Hatlar 22 Haftalar Konular
HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hasar nedir? Teknolojik hatalar Hasar Sebepleri Hasar Mekanizmaları Hasar analiz raporu Tahribatlı ve Tahribatsız Muayeneler Ana Hatlar 22 Haftalar Konular
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI
 EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SEVİYENİN ÖLÇÜLMESİ Seviye Algılayıcılar Şamandıra Seviye Anahtarları Şamandıralar sıvı seviyesi ile yukarı ve aşağı doğru hareket
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SEVİYENİN ÖLÇÜLMESİ Seviye Algılayıcılar Şamandıra Seviye Anahtarları Şamandıralar sıvı seviyesi ile yukarı ve aşağı doğru hareket
TAHRİBATSIZ MUAYENE DENEY FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi Metalürji ve Malzeme Mühendisliği TAHRİBATSIZ MUAYENE DENEY FÖYÜ Manyetik Parçacık ile Muayene Deneyi (Deney No: 1a) Ultrasonik
BURSA TEKNİK ÜNİVERSİTESİ Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi Metalürji ve Malzeme Mühendisliği TAHRİBATSIZ MUAYENE DENEY FÖYÜ Manyetik Parçacık ile Muayene Deneyi (Deney No: 1a) Ultrasonik
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
ISI TRANSFER MEKANİZMALARI
 ISI TRANSFER MEKANİZMALARI ISI; sıcaklık farkından dolayı sistemden diğerine transfer olan bir enerji türüdür. Termodinamik bir sistemin hal değiştirirken geçen ısı transfer miktarıyla ilgilenir. Isı transferi
ISI TRANSFER MEKANİZMALARI ISI; sıcaklık farkından dolayı sistemden diğerine transfer olan bir enerji türüdür. Termodinamik bir sistemin hal değiştirirken geçen ısı transfer miktarıyla ilgilenir. Isı transferi
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Derz sızdırmazlığı için PVC esaslı Su Tutucu Bantlar
 Ürün Bilgi Föyü Düzenleme 06.01.2009 Revizyon no.: 0 Identification no: 01 07 03 01 023 0 000001 Sika -Su Tutucu Bantlar Derz sızdırmazlığı için PVC esaslı Su Tutucu Bantlar Construction Ürün Tanımı Kullanım
Ürün Bilgi Föyü Düzenleme 06.01.2009 Revizyon no.: 0 Identification no: 01 07 03 01 023 0 000001 Sika -Su Tutucu Bantlar Derz sızdırmazlığı için PVC esaslı Su Tutucu Bantlar Construction Ürün Tanımı Kullanım
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Bölüm 5. Tıbbi Görüntüleme Yöntemlerinin Temel İlkeleri. Prof. Dr. Bahadır BOYACIOĞLU
 Bölüm 5 Tıbbi Görüntüleme Yöntemlerinin Temel İlkeleri Prof. Dr. Bahadır BOYACIOĞLU İÇİNDEKİLER X-ışınları Görüntüleme Teknikleri Bilgisayarlı Tomografi (BT) Manyetik Rezonans Görüntüleme (MRI) Nükleer
Bölüm 5 Tıbbi Görüntüleme Yöntemlerinin Temel İlkeleri Prof. Dr. Bahadır BOYACIOĞLU İÇİNDEKİLER X-ışınları Görüntüleme Teknikleri Bilgisayarlı Tomografi (BT) Manyetik Rezonans Görüntüleme (MRI) Nükleer
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
YÜK KALDIRMA APARATLARININ KONTROLLERİ VE TAHRİBATSIZ MUAYENELERİNİN ÖNEMİ
 YÜK KALDIRMA APARATLARININ KONTROLLERİ VE TAHRİBATSIZ MUAYENELERİNİN ÖNEMİ Zafer TUĞCU 1, Gökhan ÖZTÜRK 1, Abidin YILDIRIM 2, Dr. Murat TOSUN 2 1 TMMOB Makina Mühendisleri Odası İstanbul Şubesi Muayene
YÜK KALDIRMA APARATLARININ KONTROLLERİ VE TAHRİBATSIZ MUAYENELERİNİN ÖNEMİ Zafer TUĞCU 1, Gökhan ÖZTÜRK 1, Abidin YILDIRIM 2, Dr. Murat TOSUN 2 1 TMMOB Makina Mühendisleri Odası İstanbul Şubesi Muayene
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod