Konstrüksiyon Sistematiği -8-
|
|
|
- Eser Sabri
- 7 yıl önce
- İzleme sayısı:
Transkript


 döküm, kuyumcu (hassas) dökümü gibi birçok döküm çeşidi")




 dökümler de esas itibariyle bir kokil dökümdür.")
1 Konstrüksiyon Sistematiği -8- DÖKÜM, DÖVME VE TOZ METALURJİSİ İLE ŞEKİLLENDİRME Doç.Dr. Ahmet DEMIRER 1 Kaynak: Cürgül İ.,Sınmazçelik T., Makine Tas. Ve Şekillendirme Tek.,Birsen yayınevi, İst Model adı verilen bir parçanın bir kalıp içinde oluşturduğu boşluğa dökülen ergimiş metalle gerçekleştirilen üretim şekline genel olarak döküm adı verilir. Üretilen parçadaki delik ve çıkıntılar için modelin oluşturduğu boşluğa maçalar yerleştirilir. Günümüzde kum kalıba döküm, metal kalıba (kokil) döküm, kuyumcu (hassas) dökümü gibi birçok döküm çeşidi vardır. 2 Döküm Yöntemlerinin İki Kategorisi 1. Bozulabilir kalıp yöntemleri Kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden çok kalıbı yapma süresinin uzunluğu nedeniyle üretim hızı genellikle düşüktür 2. Kalıcı kalıp yöntemleri Kalıp metalden yapılır ve çok sayıda döküm için kullanılabilir Üstünlüğü: yüksek üretim hızları Eksikliği: kalıbı açmak gerektiğinden geometriler sınırlıdır 3 Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Bunlardan en eskisi olan kum kalıba dökümde kalıp, sıkıştırılmış kumdan yapılır. Kokil dökümde ise, kum yerine çelik kalıp ve çelik maçalar kullanılır. Çelik kalıplarla birlikte kum maçalar kullanılırsa buna yarı kokil döküm adı verilir. Sürekli kokil, püskürtme ve savurma (santrifüj) dökümler de esas itibariyle bir kokil dökümdür. Kuyumcu veya hassas dökümde model, alçak ergime noktalı mum, plastik gibi malzemeden yapılır. Kalıp yapıldıktan sonra ısıtılıp mum model eriyerek kalıptan dışarıya akıtılmak suretiyle kalıbın içerisinde arzu edilen boşluk ortaya çıktığından bu döküm şekline ergime döküm adı da verilmektedir. 4 1



 boşluk hatası oluşmassa yüzeydeki çökme hatası gerektirmesi, (c) maça kullanımıyla çökmenin")

2 Gerçek Savurma Döküm Savurmalı Döküm Gerçek savurma döküm ile boru döküm ekipmanı Yarı Savurma Döküm (a) Savurmalı döküm yöntemi : merkezkaç kuvveti metalin dönme ekseninden uzaklaşarak kalıp boşluklarına akmasına neden olur. (b) döküm parça 5 Doç.Dr. Turgut GÜLMEZ 6 İTÜ Makina Fakültesi Kum Döküm Hataları: Çökme Yaygın büzülme boşluğu Maça Dökülecek parçanın şekli, boyutu, ağırlığı ve düşük maliyeti bakımından kum kalıba dökümün sınırı yoktur. Ancak diğer döküm yöntemlerinin buna göre Kum dökümde boşluk ve çökme oluşumu ve önlenmesi: iki önemli üstünlüğü vardır: (a) yaygın görülen büzülme boşluğu, veya a)daha hassas yüzeyler ve bunun sonucunda daha az işleme payları (b) boşluk hatası oluşmassa yüzeydeki çökme hatası gerektirmesi, (c) maça kullanımıyla çökmenin önlenmesi b)üretim gücünün çok yüksek olması (seri üretim olanağı). Buna karşılık bu yöntemler, özellikle parça boyutları ve ağırlıkları bakımından, sınırlı kalırlar. Döküm yoluyla şekillendirilecek parçaların üretiminde aşağıdaki prensiplerin göz önünde bulundurulması gerekmektedir. 7 8 Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 2


3 Dökümle şekillendirmede prensipler: 1- Kesit değişiklikleri kademeli olarak yapılmalıdır. Yani ani kesit değişikliklerinden sakınılmalıdır. Keskin köşeler büyük çentik etkileri oluşturacağı gibi soğuma esnasındaki büzülmeden dolayı da çatlamalara sebebiyet verirler. Büyük kavisler ise döküm boşlukları meydana getirir. Şekilde bu konu ile ilgili birkaç örnek verilmiştir. 9 Dökümle şekillendirmede prensipler: Ayrıca Şekilde döküm parçaların çeşitli kesit değişimleri ile ilgili tasarım örnekleri, uygun olup olmama durumuna göre, verilmiştir Cidar kalınlıkları parçanın büyüklüğüne göre seçilmelidir. Cidar kalınlığının seçiminde, malzeme türü ve parçanın şekli de önemli faktörlerdir. Bazı malzemeler için önerilen cidar kalınlıkları Cetvel 8.1 de verilmiştir. Cetvel 8.1. çeşitli döküm parçaların cidar kalınlıkları Malzeme Minimum kalınlık (mm) Kır dökme demir: Küçük parçalar 3-3,5 450 mm ye kadar 6 7 Büyük parçalar Temper döküm: Küçük parçalar Nispeten büyük parçalar Dökme çelik: Küçük parçalar Orta boy parçalar 3-3, Prinç ve bronz döküm 2,5-3 Alüminyum ve alaşımları 3-3,5 11 Dökümle şekillendirmede prensipler: 3-Döküm yöntemi parça sayısına bağlı olarak seçilmelidir. -Az sayıda ve büyük parçalar için kum döküm, --parça sayısı 500 ün üstüne çıkması halinde kokil döküm ve -parça sayısı 1000 ila 5000 arasında olduğunda püskürtme döküm tercih edilmelidir. Püskürtme dökümde kalıpların ömrü alüminyum için , bakır ve alaşımları için adet civarında olup çinko için bu ömür sonsuz olarak kabul edilir. 4-Döküm parçanın modeli hazırlanırken çekme ve işleme paylan kesinlikle göz önüne alınmalıdır. a)kum dökümün işleme payları: Çelik dökümde : 550 mm parça büyüklüğüne kadar ±1,5 mm, daha büyük parçalarda her 25 mm için ±0,12 mm eklenmelidir. Temper döküm, alüminyum ve magnezyum alaşımlarının dökümünde: 150 mm parça büyüklüğüne kadar ±0,8 mm, daha büyük parçalarda her 25 mm için ±0,08 mm eklenmelidir. Kır dökümde: Çelik dökümden biraz az. Bakır alaşımlarının dökümünde: Çelik dökümden biraz fazla pay bırakılmalıdır. Bu döküm yönteminde açı toleransları 0,5 civarında seçilmelidir. 12 3

püskürtme dökümün işleme payları: Bu döküm yöntemi genellikle düşük ergime noktalı malzemelere uygulandığı için, köşe yuvarlatmalar 1,5 mm ve işleme paylan da 0,25 mm kadar alınabilir.")

4 Dökümle şekillendirmede prensipler: b) Kokil dökümün işleme payları: Kokil dökümde kalıp metal kullanıldığı için maliyet pahalıdır. Bu nedenle boyut ve toleranslar uygun seçilmelidir. Bu döküm yönteminde köşe yuvarlatmalar ve geçiş kavisleri 1,5 mm ile 4,5 mm arasında seçilir. 150 mm ye kadar olan parça büyüklüğü için ±0,25 mm ve 150 mm den büyük parçalar için her 25 mm de ±0,05 mm eklenerek işleme ve çekme payı bırakılmalıdır. c)püskürtme dökümün işleme payları: Bu döküm yöntemi genellikle düşük ergime noktalı malzemelere uygulandığı için, köşe yuvarlatmalar 1,5 mm ve işleme paylan da 0,25 mm kadar alınabilir. Dökümle şekillendirmede prensipler: 5-Malzeme türüne göre özel önlemler düşünülmelidir. Bunlardan bazıları: a)dökme demir: Basma mukavemeti çekmeye göre daha büyüktür. Bu nedenle dökme demir parçalar mümkün olduğunca basıya zorlanmalıdır. Şekildeki konsol buna örnek gösterilebilir Dökümle şekillendirmede prensipler: b)dökme çelik: Dökme demir kadar akıcı değildir. Bu nedenle karışık şekilli parçaların dökümü zordur. Ayrıca elemandaki artık gerilmelerin giderilmesi için döküm sonrası tavlama yapılmalıdır. c)hafif metaller: Elastiklik modülünün küçük olduğu, çentik etkilerine karşı hassaslığı ve ısıl genleşmelerinin nispeten büyük olduğu unutulmamalıdır örneğin magnezyumun elastiklik modülü küçük olduğundan büyük rijitlik istenen parçalarda kesitler büyük tutulmalı; alüminyum alaşımlarının çentik etkilerine olan hassasiyeti nedeniyle zayıf kesitlerden kuvvetli kesitlere geçişte büyük yuvarlatma yarıçapları seçilmelidir. Dökümle şekillendirmede prensipler: 7-Döküm maliyetini düşürmek ve döküm işlemlerini kolaylaştırmak için parçaların, özellikle gövdelerin, genel şeklinin basit olmasına dikkat edilmelidir. Gerekli durumlarda karışık şekilli parçalar basit kısımlara ayrılarak döküm işlemi gerçekleştirilir ve daha sonra bu parçalar cıvatalar yardımıyla birleştirilebilir (Şekil 8.5). 6-Rijit ve hafif yapıdaki bir tasarım için kaburgalı döküm yolu tercih edilmelidir. Ancak kaburgaların kesişme noktalarında oluşabilecek boşlukları önlemek gerekir (Şekil 8.4)
 Parçalar tezgaha sıhhatli ve kararlı bir şekilde bağlanmalıdır b) Yüzeylerin tam olarak işlenmesi ve takımın serbest hareketi için işlenecek yüzeylerin uç")
işlenecek yüzeyler mümkün olduğunca yatay (Şekil 8.7a) ve delik eksenlerine dik (Şekil 8.7b) olmalıdır. 9- Dış maça kullanmaktan olanaklar çerçevesinde kaçınılmalıdır.")

5 Dökümle şekillendirmede prensipler: 8.Parçalar dökümden sonra işlenecekse; a) Parçalar tezgaha sıhhatli ve kararlı bir şekilde bağlanmalıdır b) Yüzeylerin tam olarak işlenmesi ve takımın serbest hareketi için işlenecek yüzeylerin uç kısımlarında yeter büyüklükte yer bırakılmalıdır. c)işlenecek yüzeyler aynı düzlemde olmalı ve işleme mümkün olduğu kadar bir bağlamada yapılabilmelidir (Şekil 8.6). 17 d)işlenecek yüzeyler mümkün olduğunca yatay (Şekil 8.7a) ve delik eksenlerine dik (Şekil 8.7b) olmalıdır. 9- Dış maça kullanmaktan olanaklar çerçevesinde kaçınılmalıdır. Bunlar döküm işçiliğinin artmasına neden olur (Şekil 8.8). 10-Modelin kumdan kolay çıkabilmesi için eğimler verilmelidir (Şekil 8.9). Bu eğimler 1:20 ila 1:50 arasında seçilebilir Aynı seviyedeki işleme yüzeyleri mümkünse bir tek işleme yüzeyi olacak şekilde seçmelidir. Şekil 8.10a 'daki kapakta cıvata başı oturma yüzeyleri düşey freze ile tek tek yapılabileceği gibi, Şekil 8.10b deki gibi tek bir işlemde tornalama yöntemiyle de yapılabilir. Bu ikinci durumda işçilik çok daha azdır. 13. Büyük oturma yüzeyleri uygun form verilerek azaltılmalıdır (Şekil 8.12). Bu durum hem parçanın daha düzgün oturmasını hem de daha az yüzeyin işlenmesini gerektirir

6 Yüzey Eğim Toleransı Ürün Tasarım Prensipleri Parça tasarımındaki küçük değişiklikler, maça ihtiyacını azaltabilir Boyut Toleransları ve Yüzey Kalitesi: Yönteme bağlı olarak dökümde boyutsal doğruluklarda önemli farklara ve yüzey kalitelerine ulaşılabilir: Kum dökümde kötü boyutsal doğruluklar ve yüzey kalitesi Basınçlı ve hassas dökümde yüksek boyutsal doğruluklar ve yüzey kalitesi Şekil Bir maça kullanımına ihtiyacı ortadan kaldıran tasarım değişikliği: (a) orijinal tasarım ve (b) yeni tasarım. 21 Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 22 Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Ürün Tasarım Prensipleri DÖVME YOLUYLA ŞEKİLLENDİRME Talaş Kaldırma Toleransları: Kum dökümde gerekli boyutlara ve parça özelliklerine ulaşmak için hemen tüm dökümlerin talaşlı işlenmesi gerekir Döküm üzerinde, talaş kaldırmanın gerekli olduğu tüm yüzeylerde, Talaşlı işleme toleransı olarak adlandırılan ilave malzeme bırakılır Kum dökümler için tipik talaşlı işleme toleransları 1,5 ile 3 mm arasındadır 23 Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Plastik şekillendirme sınırına kadar ısıtılmış olan malzemenin, dövme veya presleme yöntemi ile şekillendirilmesi olayına dövme adı verilir. Dövme işlemi, açık dövme ve kapalı dövme olmak üzere iki şekilde yapılır. Açık dövme işleminde şekillendirilecek parçalara kalınlaştırma, inceltme, bükme, yarma ve kesme gibi işlemler uygulanır. Kapalı dövme işleminde ise şekillendirme işi bir kalıp yardımıyla yapılır. Dövme ile şekillendirme diğer üretim yöntemlerine göre daha pahalıdır. Buna karşılık elde edilen parçaların dayanıklılığı ve darbe mukavemetlerinin daha büyük olması en önemli özelliğidir. Dövme yöntemi ile şekillendirilen parçaların iç yapısı daha homojen olur ve içlerinde boşluk bulunmaz. Aynı zamanda işleme payları daha az olur. 24 6








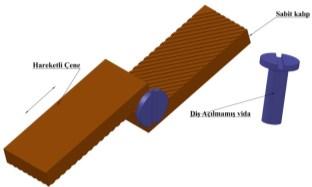
7 Haddeleme Dövme Yöntemi Düz haddeleme işleminin yapılışı 26 Haddelemede üretim aşamaları HALKA OLUŞTURMA Ovalama yöntemi ile diş açma





 M34 altıköşe")
8 Ovalama ile mekanize edilmiş bir diş açma işlemi DÖVME: İşlemin yapılması sırasında faydalanılan gereçlere göre dövmeyi açık kalıpta dövme veya kapalı kalıpta dövme olarak ikiye ayırmak mümkündür. 1-AÇIK KALIPTA DÖVME İŞLEMİ 29 Farklı çaplardaki bir şaftın açık kalıpta dövülerek şekillendirilmesi 30 Kapalı kalıpta dövme. Baş şişirme (yığma) işlemi Kapalı kalıpta dövme yöntemiyle üretilmiş krank mili 31 (a), (b), (c) çubuk başının değişik formlarda şişirilmesi, (d) M34 altıköşe başlı alıştırma cıvatasının imalat safhaları 32 8
; (b) (General Motors Corporation). 33 Dönerek dövme işlemi.")
 DAMGALAMA (DARP) Alüminyum alaşımları 400-550 Mağnezyum alaşımları 250-350 Bakır")

9 HADDELEYEREK DÖVME DÖNEREK DÖVME Haddeleyerek dövme yöntemiyle parçaların üretilmesi, (a)(j. Holub); (b) (General Motors Corporation). 33 Dönerek dövme işlemi. (b) bu yöntemle iç profilin işlenmesi, (c) bu yöntemle imal edilmiş parçalar 34 Metallerin dövülme sıcaklıkları METAL VE ALAŞIMLAR YAKLAŞIK SICAK DÖVME SICAKLIKLARI ( 0 C) DAMGALAMA (DARP) Alüminyum alaşımları Mağnezyum alaşımları Bakır alaşımları Az alaşımlı çelikler Martenzitik paslanmaz çelikler Austenitik paslanmaz çelikler Titanyum alaşımları Demir esaslı süper alaşımlar Kobalt esaslı süper alaşımlar Tantalum alaşımları Molibden alaşımları Nikel esaslı süper alaşımlar Tungsten alaşımları


. 2.")
. 4.")
. 37 38 Dövme Yoluyla Şekillendirme 5.İnce cidarlardan kaçınılmalıdır.")
10 Dövme Yoluyla Şekillendirme Dövme yöntemi ile şekillendirmede göz önünde bulundurulması gereken hususlar aşağıdaki gibi özetlenebilir. 1.Malzeme yığma malzeme dağıtmadan daha zordur. Mümkün olduğunca malzeme yığma işleminden kaçınılmalıdır (Şekil 8.13). Yığma işlemi Dağıtma işlemi Dövme Yoluyla Şekillendirme 3.Parçanın kalıp içindeki bölümünün yüzeyi olanaklar ölçüsünde yassı durmalı ve aynı düzlem içerisinde bulunmalıdır (Şekil 8.15). 2.Ani kesit değişimleri kırılma ve çatlamalara neden olduğundan köşeler ve geçişler kavisli yapılmalıdır (Şekil 8.14). 4.Parçanın kalıptan kolayca çıkarılabilmesi için yüzeylere gereği kadar eğim ve koniklikler verilmelidir (Şekil 8.16) Dövme Yoluyla Şekillendirme 5.İnce cidarlardan kaçınılmalıdır. Çünkü kalın parçaların dövme güçlüğü, ısıl işlem etkisinde ince cidarlı parçalarda da çatlaklar meydana gelebilir. Genel olarak orta büyüklükteki bir parçanın en küçük kalınlığı 3 mm den az olmamalıdır (Şekil 8.17). Toz Metalurjisi ile Şekillendirme TOZ METALURJİSİ (T/M) (POWDER METALLURGY-P/M) 6.Dövülmüş parçalarda yeteri kadar işleme payı bırakılmalıdır (Şekil 8.18)













11 Toz metalürjisi parçalara örnekler 20 kg kadar büyük parçalar üretilebilir, fakat yaygın olarak 2 kg dan küçük parçalar üretilir. Gözenekli filtreler 41 Kendinden yağlayıcılı yataklar 42 Kesici takımlar
 4.Sinterleme 46 5.")
, yağ emdirme, çapak alma, kaplama vb.")
![.) aşamalarından oluşur [1]. 47 TOZLAR Bir toz, çok ince bölünmüş taneli katı olarak tanımlanabilir.](/docs-images/63/48592115/images/12-2.jpg "Mühendislik tozları, metaller ve seramiklerdir. Genel olarak metaller kullanılır. Kullanılan toz, boyutu 0.")

12 Toz metalürjisi yöntemiyle parça üretiminin aşamaları 45 İşlem Aşamaları: 1.Toz üretimi 2.Karıştırma (harmanlama) 3.Presleme (Sıkıştırma) 4.Sinterleme 46 5.Sinterleme Sonrası İşlemler TM İŞLEM BASAMAKLARI Toz üretimi Tozların karıştırılması Tozların preslenmesi Sinterleme İsteğe bağlı ilave bitirme işlemleri (taşlama, hassas işleme, infiltrasyon (sıvı emdirme), yağ emdirme, çapak alma, kaplama vb..) aşamalarından oluşur [1]. 47 TOZLAR Bir toz, çok ince bölünmüş taneli katı olarak tanımlanabilir. Mühendislik tozları, metaller ve seramiklerdir. Genel olarak metaller kullanılır. Kullanılan toz, boyutu 0.1 m den 1000 m arasında değişen katı parçacıklardır. 75 ila 90 m boyutlu tozlar genellikle birim hacimde en yüksek ağırlığa sahiptirler. [S.Kalp 95] Karışımı hazırlanan tozlar istenilen geometrideki kalıplarda preslenir. Presleme işlemi esnasında dağınık halde bulunan tozlar kalıp içerisinde parçanın şeklini alır. Bu aşamada elde edilen parçalar düşük mukavemete sahip olup buna ham mukavemet denir
 üretimi de T/M kapsamındadır.")

![amacıyla yağlayıcılar kullanılır. Malzemeye uygun yağlayıcılar ağırlık olarak % 0.25-5 oranlarında ilave edilerek karıştırılırlar [3,4].](/docs-images/63/48592115/images/13-2.jpg "Cd: Kadmiyum Au: Altın Ag: Gümüş Mn: Mangan-Manganez Pd:Palladyum 49 50 Toz metalürjisi ile imal edilen parçaların özelliklerini büyük oranda bu parçaların imalinde kullanılan tozların sahip olduğu")
13 TOZLAR T/M Parça Malzemeleri: En çok kullanılan malzemeler: demir, çelik ve alüminyumdur. Diğer T/M metalleri olarak bakır, nikel ve molibden ve tungsten gibi refrakter metaller sayılabilir. Tunsten karbür, sermet ve birçok mühendislik seramiğinin (Al2O3, Si3N4, SiC gibi) üretimi de T/M kapsamındadır. Fe, Cu, Al, Zn, Bronz, Takım Çelikleri, Paslanmaz Çelik, Ag ve AgCd Alaşımları, Ni ve Co Alaşımları, Cu, Ag, Au ve Pd Alaşımları, FeSi45, FeMn, AgCuSn Amalgamları, Yumuşak ve sert manyetik malzemeler. TOZ KARIŞIMINDA YAĞLAYICILAR TM yöntemi ile tozların soğuk şekillendirilmesi ve kalıptan çıkarılması sırasında metal tozları ile kalıp yüzeyi arasındaki sürtünmeyi azaltarak kalıp ömrünü artırmak amacıyla yağlayıcılar kullanılır. Malzemeye uygun yağlayıcılar ağırlık olarak % oranlarında ilave edilerek karıştırılırlar [3,4]. Cd: Kadmiyum Au: Altın Ag: Gümüş Mn: Mangan-Manganez Pd:Palladyum Toz metalürjisi ile imal edilen parçaların özelliklerini büyük oranda bu parçaların imalinde kullanılan tozların sahip olduğu özellikler belirlemektedir. Mühendislik tozlarının karakteristikleri: Parçacık boyutu ve dağılımı Parçacık şekli İç yapısı (tozun bileşimi ve saflığı) Yüzey durumu 51 Şekil 1: Taramalı Elektron Mikroskobu (SEM) ile görüntülenmiş değişik dozların yüzey genel görüntüleri. a) demir I b) demir II c) bronz, d) bakır tozları. Ölçü çizgisi 0.1mm`dir


 dönen tambur, (b) dönen çift koni; (c) vidalı karıştırıcı; ve (d) bıçaklı karıştırıcı. 54 3.")

14 Parçacık şekli 2. TOZ KARIŞTIRMA VE HARMANLAMA Presleme ve sinterlemede başarılı sonuçlar için, başlangıç tozları homojen hale getirilmelidir. Harmanlama - aynı kimyasal bileşimde ancak farklı parçacık boyutlarındaki tozlar birbiriyle karıştırılır. Gözenekliliği azaltmak için farklı boyutta tozlar harmanlanır. Karıştırma farklı kimyasal bileşime sahip tozların karıştırılmasını ifade eder. Toz tane şekilleri tozların üretim metoduna göre değişik şekillerde oluşur. Genelde, küresel toz taneleri gaz atomizasyonu ile elde edilirken, gaza oranla daha hızlı soğutucu olan su atomizasyonunda karmaşık tane yapılı toz elde edilir. Taneler tek kristalli tek bir tane yapısında olabileceği gibi polikristal (çok kristalli) tane yapısına da sahip olabilirler. 53 Taneli (a) dönen tambur, (b) dönen çift koni; (c) vidalı karıştırıcı; ve (d) bıçaklı karıştırıcı PRESLEME Yağlayıcı ile karıştırılan tozlar üretilecek parçanın şekline ve ölçüsüne göre hazırlanmış kalıplar içinde preslerle sıkıştırılırlar. Sıkıştırma - tozlara üretimi istenen parçanın şeklini vermek ve istenen oranda gözeneklilik sağlamak gibi amaçlar için yapılır. Şekillendirme sırasında hem toza şekil vermek ve hem de daha yüksek yoğunluk elde etmek için dışarıdan bir basınç uygulamak gerekir. Sıkıştırma üç aşamada ele alınabilir: 1. Sıkıştırma basıncının ilk uygulanmasına müteakip partiküllerin yer değiştirmesi ve yeniden pozisyon belirlemesi gerçekleşir. Plastik şekil değiştirme yoktur. Kısmi olarak bazı partiküllerde mekaniksel kırılmalar olabilir. Bu aşamada partikül boyutu, toz boyut dağılımı, partikül şekli ve yüzey özellikleri ile partiküller arası sürtünme önemli rol oynar Toz sıkıştırmanın ikinci aşamasında elastik ve plastik deformasyon faktörleri baskındır. Bu aşamada tanecikler arası soğuk şekillendirmeye bağlı bağlar oluşabilir. Ayrıca partiküllerin mekaniksel kilitlenmeleri ile partikül-partikül etkileşimleri bu aşamada önem kazanan durumlardır. 3. Presleme basıncının arttığı sıkıştırmanın son aşamasında toz taneciklerinin kırılması ve plastik deformasyon ile boşlukların doldurulması sağlanmış olur. Bu aşamada toz tanecikleri arasında soğuk kaynak olabilir. En üst şekil, basınçla gözenekliliğin azaldığını, ortadaki yeniden paketlenen tanecik başına ortalama temas sayısını en alttaki de temas alanını gösterir



.")





15 SİNTERLEME Metal toz parçacıkların dayanımını ve sertliğini arttırmak amacıyla parçacıklar arası bağ oluşturma için uygulanan ısıl işleme sinterleme denir. Genellikle metalin erime sıcaklığının % 70 i ve % 90 ı arasında yapılır (mutlak sıcaklık cinsinden[k]). Genel kanıya göre sinterlemede birincil derecede itici güç, yüzey enerjisinin azalmasıdır. Sinterleme sırasında gözenek boyutları azaldığından, parçada büzülme oluşur. Sıkıştırılmış yaş parça atmosfer kontrollü fırında erime sıcaklığının altında bir sıcaklığa ısıtılır. Sinterleme işlemindeki 3 aşama: Yanma yağlayıcı ve bağlayıcıların yanması Yüksek sıcaklık katı hal yayınımı sonucu bağ oluşumu Soğutma fırın içinde yapılır Sinter porous metal media Courtesy of Mott Corporation Yaygın sinterleme atmosferleri: asal gazlar, hidrojen, amonyak, doğal gaz, vakum. 59 Sintered Metal Powder Filter sinounitedind.en.alibaba.com/ 60 15
 with a spherical shape was used in this study. The particle sizes range from 100 to 200 μm.")

 parçacıklar arasındaki gözenekler küçülür; (4) boyun bölgelerinde tane sınırları")
16 Loose single-component Ni-alloy powder (15-17 per cent Cr; 3-4 per cent B; 4 per cent Si; per cent C) with a spherical shape was used in this study. The particle sizes range from 100 to 200 μm. The Ni-alloy powder was resistant to oxidation at high temperature, allowing a processing without a protective gaseous atmosphere Mikroskopik ölçekte sinterleme: (1) parçacık bağları, temas noktalarında başlar; (2) temas noktaları boyun halinde büyür; (3) parçacıklar arasındaki gözenekler küçülür; (4) boyun bölgelerinde tane sınırları oluşur. 62 T/M işleminde sinterleme süresinin malzeme özelliklerine etkisi




17 Toz Metalurjisi ile Şekillendirme Metal işleme teknolojileri içerisinde toz metalürjisi, sunduğu çeşitlilik açısından kapsamlı bir şekillendirme ve üretim yelpazesine sahiptir. Toz metalürjisinin tercih edilmesindeki en önemli unsur, yüksek kaliteye sahip ve karmaşık şekilli parçaların istenilen toleranslarda kayıpsız yada çok az kayıpla ekonomik olarak üretilmesidir. Toz metalurjisi; metal tozlarının tek başına veya ön alaşımlanmış (birbirine karıştırılmış) metal tozlarının bağlayıcılarla harmanlanarak uygun pekiştirme yöntemleri ve ısı etkisinde şekillendirilmesi olayıdır. Toz metalurjisi 65 Toz Metalürjisi ile Şekillendirme Endüstriyel üretim aşamalarının bir çoğunda uygulanabilir hale getiren zorlayıcı nedenler vardır. Bu nedenler arasında; malzemeden tasarruf edilmesi, üretilen parçaların mikro yapısında homojenizasyon sağlanması, karmaşık şekilli parçaların nispeten ekonomik olarak üretilmesi ve yüksek dayanım performansı gibi faktörler sayılabilir. Üretim aşamalarında şekillendirme, pekiştirme ve ısı etkisinde sinterleme anahtar adımlar olduğundan, toz metalürjisi, düşük enerji tüketimi, düşük maliyet ve yüksek verimde malzeme kullanımını içeren otomasyon üretim süreçlerinden yararlanır. Teknolojide önemli kavramlar olan üçlüsü ile uyum içindedir. Bu nedenlerle toz metalürjisi dünyada giderek verimlilik, enerji ve hammadde yaygınlık kazanmakta ve gerek teknolojik gerekse ekonomik açıdan diğer metalürjik üretim yöntemlerine daima alternatif teşkil etmektedir. Toz metalürjisi, birçok metal için küçük ve ince parçaların üretiminde seri bir yöntemdir. Klasik yöntemlerle alaşım teşkili mümkün olmayan metallerin metalik bileşiklerini ve metal karışımlarını oluşturur, örneğin tungsten karbür ve kobaltın karışımı kesici takım malzemesi olarak kullanılır. Filtre veya yatak malzemesi üretiminde olduğu gibi ürünün gözenek oranı kontrol edilebilir. Ancak toz metalürjisi ile üretimde ilk yatırım maliyeti yüksek olduğundan parça sayısının fazla olması durumunda ekonomik olacağı unutulmamalıdır. 67 Toz Metalürjisi ile Şekillendirme Toz metalürjisi ile üretimde; yoğunlaştırma esnasında tozun davranışı, ham parçanın kalıptan çıkarılması ve kalıp setinin üretilmesi aşamalarında birtakım sorunlarla karşılaşılır. 1-Tozun yoğunlaştırma sırasındaki davranışı: Döküm esnasında serbestçe akabilen sıvı metalin ve hatta dövüldüğünde şekil değiştirebilen katı metalin tersine, toz metal akıcı değildir. Bu durum ince cidarlı parçaların üretiminin zor olduğu anlamına gelir. Kesit kalınlığındaki değişimler yapının homojen olmamasına neden olur (Şekil 8.19). Parçanın pres doğrultusundaki boyunun çapa oranı 2,5/1 sınırını geçerse, yoğunluk farklılığı oluşacağından, yapı homojen bir şekilde oluşmaz

18 Toz Metalürjisi ile Şekillendirme 2-Ham parçanın kalıptan çıkarılması Basınçlı dökümdeki problemlere benzer şekilde, alt ıstampada girinti-çıkıntı olmamalıdır. Çünkü alt ıstampa yukarı doğru hareket ederken parçanın da yukarı doğru çıkabilmesi gerekir. Şekilde görülen yatak gövdesi içine açılan yağ kanalının, parça kalıptan çıkarılırken, eksenel hareketi kısıtlamaması istenir. Benzer şekilde, Şekil 8.21 deki parçanın kalıptan çıkarılması esnasında eksenel harekete uygunluk aranmalıdır. Daha da önemlisi fatura geçiş bölgesinde parçadaki mukavemet düşüşü göz ardı edilmemelidir. 69 Toz Metalürjisi ile Şekillendirme 2-Ham parçanın kalıptan çıkarılması Şekilde görülen parçanın üst kısmında oluşturulması gereken flanş ve derin kör boşluk nedeniyle bünyede yoğunlaşma olmaz. Hem flanşın hem de kör boşluğun uygun şekilde elde edilmesi için Şekil b deki veya kör boşluk ile flanşın aynı uçta olma zorunluluğu varsa, Şekil c deki gibi derinliği daha az kör boşluklu çözüm yöntemi seçilebilir. 70 Toz Metalürjisi ile Şekillendirme 3.Kalıp üretimi Parça, ıstampanın ve kalıbın ince kesitlere veya keskin köşelere sahip olmayacağı bir şekilde tasarlanmalıdır. Aksi takdirde üretim maliyetinin artması ve aşınma sonucu çalışma ömrünün kısalması kaçınılmaz olur. Şekil 8.23a 'da talaşlı işlem ile kolayca elde edilebilecek bir havşa boşluğu görülmektedir. Eğer bu havşa boşluğunun kalıplama yöntemi ile elde edilmesi yolu seçilirse Şekil 8.23b deki gibi keskin köşeli bir ıstampa gerekir. Buna karşın Şekil 8.24a da görülen havşa boşluğu talaşlı işlemeye uygun değildir. Bunun yerine Şekil 8.24 b deki gibi bir tasarım ise keskin köşeli bir ıstampa 71 gerektirmemektedir. T/M ürünleri Dövme ürünleriyle karşılaştırıldığında: Çekme dayanımları ve süneklikleri düşüktür. Yoğunluklar arttıkça ( Gözeneklilik azaldıkça ) dayanım ve süneklik Artmakta fakat Dövülmüş ürünlerin mekanik özellikleri yinede yüksek olmaktadır. 8. T/M Ürünleri İçin Tasarım Esasları Parça geometrisi, preslemeden sonra kalıptan çıkarılabilecek şekilde olmalıdır. Yan yüzeylerin dikey ya da dikeye yakın olması gerekir. Yan yüzeylerde delik ve boşluklar olmamalıdır. Dikey delik ve boşluklar olmasında sakınca yoktur. Dikey deliklerin silindirik olması şart değildir






19

20 TM Avantajları TM Avantajları 1. Sonradan işlem gerektirmeyen veya çok az işlem gerektiren net şekilli parça üretilebilir. (talaş kaldırmayı elimine eder veya minimize eder) 2. Farklı boyutlarda metalik toz kullanma imkanı verir. 3. Farklı metal/alaşım tozlarını/toz karışımını veya metal/metal olmayan malzeme tozu karışımı kullanılabilir. 4. Yüksek malzeme kullanım oranı (Döküm ve talaşlı imalata kıyasla en düşük malzeme kaybı) yani hurda oranı düşüktür. 5. Üretim hızı yüksektir. (seri üretime yatkındır) 6. Seri üretimde ekonomik maliyet sağlar. 7. Üründe hassas boyutsal toleranslara ulaşılır ve yüzey kalitesi düzgün yüzeyler elde edilir. 8. Karmaşık (kompleks) şekilli parçaların üretimi mümkündür. 9. Yüksek ergime sıcaklığına sahip metallerden parça imalatı. 10. Metal matrisli kompozit ve metal alaşımları üretimi. 11. Kontrol edilebilir ve homojen mikro yapı özellikleri. 12. Kontrol edilebilir gözeneklilik ve geçirgenlik 13. Yoğunluk ve ergime noktalarındaki farklılıklardan ötürü başka yollarla imkansız olan alaşım ve karışımların üretimi mümkündür. 14. Metal olmayan malzemeler, metal asıllı ürünlerin içinde ince ve homojen şekilde dağıtılabilir. 15. Isıl işlemle mukavemeti veya aşınma direnci yükseltilebilen malzemeler sağlanabilir (gözeneklere arzu edilen yağlayıcı maddeler emdirilebilir). Özellikler çok geniş aralıkta değişimlidir [12, İTÜ ders notu] T/M' nin Dezavantajları a) Düşük mekanik özellikler. b) İlk yatırım (takımlar, presler ve sinter teçhizatı) oldukça pahalıdır. Seri üretim yapılmazsa amortisman değerleri yüksektir. c) Metal tozların maliyeti, ingot halinde üretilen malzemelerden daha yüksektir. d) Toleranslar talaşlı işlemlere göre daha kabadır. e) Tozların kalıp içinde akışkanlığı sınırlıdır. Dolayısı ile yapılacak parçanın şekli kısıtlayıcı bir faktör olabilir. (Tasarım sınırlamaları) f) Ürün özellikleri kesit boyunca değişim gösterir. 79 Kaynaklar: 1-CÜRGÜL İsmail, SINMAZÇELİK Tamer, YETİŞTİREN Hülya, ZEREN Adalet, Makine Tasarımı ve Şekillendirme Tekniği, Birsen Yayınevi, İst DEMİRER Ahmet, Tasarım Metodolojisi Ders Notları, SAÜ
Tasarım Metodolojisi -7-
 11.01.2016 Tasarım Metodolojisi -7- DÖKÜM, DÖVME VE TOZ METALURJİSİ İLE ŞEKİLLENDİRME Doç.Dr. Ahmet DEMIRER Kaynak: 1)Cürgül İ.,Sınmazçelik T., Makine Tas. Ve Şekillendirme Tek.,Birsen 1 yayınevi, İst.
11.01.2016 Tasarım Metodolojisi -7- DÖKÜM, DÖVME VE TOZ METALURJİSİ İLE ŞEKİLLENDİRME Doç.Dr. Ahmet DEMIRER Kaynak: 1)Cürgül İ.,Sınmazçelik T., Makine Tas. Ve Şekillendirme Tek.,Birsen 1 yayınevi, İst.
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Tasarım Metodolojisi 6
 Tasarım Metodolojisi 6 Üretim yöntemi seçimi yapılırken şu etkenler göz önünde bulundurulmalıdır : Ürünün temel şekil ve büyüklüğü, Malzemenin türü ve gerekli mukavemet değerleri, Maliyet ve kalite yönünden
Tasarım Metodolojisi 6 Üretim yöntemi seçimi yapılırken şu etkenler göz önünde bulundurulmalıdır : Ürünün temel şekil ve büyüklüğü, Malzemenin türü ve gerekli mukavemet değerleri, Maliyet ve kalite yönünden
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
PLASTİK ŞEKİL VERME YÖNTEMİ
 PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı
PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Konstrüksiyon Sistematiği -5-
 Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Cetvel-13 Güvenirlik Faktörü k g. Güvenirlik (%) ,9 99,99 99,999
 ,9 99,99 99,999") Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
TOZ METALURJİSİ (T/M)
") TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
TOZ METALURJİSİ (T/M) Mühendislik tozlarının karakterizasyonu Metalsel tozların üretimi Geleneksel presleme ve sinterleme Alternatif presleme ve sinterleme teknikleri T/M için malzemeler ve ürünler Toz
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
İmal Usulleri. Fatih ALİBEYOĞLU -5-6-
 Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo
 www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
www.themegallery.com TOZ METALURJİİSİİ Prof. Dr. Muzaffer ZEREN Company Logo Toz Metalurjisi www.themegallery.com TOZ METALURJİSİ www.themegallery.com Metal Seramik Plastik Kompozit Tozların işlemlerden
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
BASINÇLI DÖKÜM YÖNTEMİ
 BASINÇLI DÖKÜM YÖNTEMİ Basınçlı dökümler, sıvı metalin basınç altında metal kalıba doldurulması yoluyla elde edilen dökümlerdir. Basınçlı döküm, metal kalıba döküm yöntemine çok benzemektedir. Aradaki
BASINÇLI DÖKÜM YÖNTEMİ Basınçlı dökümler, sıvı metalin basınç altında metal kalıba doldurulması yoluyla elde edilen dökümlerdir. Basınçlı döküm, metal kalıba döküm yöntemine çok benzemektedir. Aradaki
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır