KOCAELĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ BÖLÜMÜ DEMĠR ÇELĠK ÜRETĠM TEKNOLOJĠSĠ GÜZ
|
|
|
- Erol Hamdi
- 6 yıl önce
- İzleme sayısı:
Transkript
1 KOCAELĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ BÖLÜMÜ DEMĠR ÇELĠK ÜRETĠM TEKNOLOJĠSĠ GÜZ
2 Demir çelik üretim teknolojisi hammaddeden yarı mamul çelik üretimine kadar uzanan kademeleri içerir. Çeliğin işlenip mamul olarak tüketime sunulması ile ise imalat teknolojisi ilgilenir.
3 Demir çelik üretim metalurjisi, bir bilim dalı olarak bir yandan kullanılan yöntemlerin, diğer taraftan da yeni teknolojilerin geliştirilmesine hizmet eder.
4 Temel olarak çelik üretimi için iki ana üretim tekniği bulunmakta ve yoğun olarak yurdumuzda ve dünyada kullanılmaktadır.
5 Bunlardan biri konvansiyonel yöntem olarak da adlandırılan yüksek fırın ve bu fırında üretilen ham demir ile
6 diğeri de yüksek fırın dışında redüksiyon (tam olarak direkt redüksiyon) yöntemi ile sünger demir adı verilen yarı mamul ile çelik üretimidir. Ham demir, sünger demir ve hurda, çelik üretiminin en önemli hammaddeleridir.
7 Türkiye Demir Çelik Tesisleri ve Kapasiteleri Taralı bölgeler demir rezervlerini siyah bölgeler ise kömür rezervlerini gösteriyor.

8

9 1980 yılından günümüze Türkiye de kullanılan çelik üretim yöntemleri ve değişimler
10 Toplam çelik üretiminde elektrik ark ocağı ile üretilen çelik oranı ve kullanılan yerli ve yabancı hurda miktarları

11 Türkiye çelik ürünleri
12
13 Elektrik ark fırını ile çelik üreten tesisler ve verileri
14

15 Dünya Ham Demir Üretimi

16 Dünya Ham Çelik Üretimi







17 Yassı Ürünler

18 Yassı Ürünler: Borular




19 Uzun Ürünler: Ağır profiller ve raylar


20 Uzun Ürünler: inşaat demirleri, çubuklar



21 Uzun Ürünler: Tel, yay ve filmaşinler

22 Demir Cevherinden Çeliğe Üretim Alternatifleri
23 Farklı demir cevherleri, kimyasal formülleri ve gruplandırma
24 Metalurjik Kok Üretimi
25
26 Doğal kömürler, temel olarak bitkilerden oluşmuştur. Kömürler, atmosfer, basınç ve sıcaklık etkisi ile bir çok kompleks reaksiyonlar ile oluşmuştur.
27 Bu reaksiyonkademeleri üç farklı kömürleşme durumuna göre irdelenebilir: Turba Kömürünün Oluşması (Vertorfung):Kurumuş bitkilerin su veya çamur ile kaplanması ve böylece Hava ile temasın kesilmesiyle ayrışma reaksiyonları devreye girer ve kimyasal yapı değişerek bazı elementlerin guruplaşması meydana gelir.
28 2. Linyit Oluşumu: Turbanın linyite dönüşümü. Bu dönüşüm normal basınç ve sıcaklık koşullarında meydana gelir. 3. Taşkömürü Oluşumu: yüksek sıcaklık, basınç ve uzun reaksiyon sürelerinde linyit, taşkömürüne dönüşür.
29 Sayılan bu dönüşüm süreçleri, uygulanan elemanter analizler ile ortaya çıkarılabilir. Kömürün içindeki karbon oranının artması ile hidrojen, azot ve oksijen gibi uçucu element ve bileşikler azaldığı gözlenir.
30 Kok kömürleri uçucu elementlerin oranı, kok oluşumu ve koklaşma özellikleri açısından sınıflandırılabilir. Özellikle uçucu elementler açısından bir sınıflanma vardır Tam anlamıyla kömür sınıflandırması için taşkömürlerinde uluslararası sınıflandırma kullanılır.
31 Bu sınıflandırmada her taşkömürü cinsi 3 haneli bir kod ile tanımlanmıştır. Bunlardan ilki taşkömürü sınıfını verir. 1-5 arası sınıflandırma ile uçucu element yüzdesi 6-9 arası ile kuru ve külsüz bileşim yüzdesi tanımlanır.
32 Bu sınıflar ayrıca kömürün pişirilme durumuna göre dört alt guruba ayrılmıştır. Bu, kömür kodunun ikinci hanesinde gösterilir. Üçüncü kod ile de bu gurupların alt guruplarının kaliteleri belirtilir.
33 Kömürlerin sınıflandırılmasında element veya kısa analiz yanında kalori değeri de verilmiştir. Isıl değer olarak da adlandırılan kalori değeri DIN e göre tamamiyle yanan belli miktarda kömürden elde edilen ısının, toplam kömür ağırlığına oranı olarak tanımlanmıştır.
34 Islak olmayan bir kömür için ısıl değer KJ/kg (Flammkohle) KJ/kg (Antrazit) arasında değişmektedir (nem %1-10 arası).
35 Basit bir metot ile hızla uygulanan kısa analizde % olarak nem (H 2 O) Kül uçucu elementler belirlenir.
36 Satılabilir bir kömür türünde kömürün tipine, hazırlanmasına ve kazanılmasına göre kül oranı % 4-12 arasındadır Kül bileşiminde SiO 2, Al 2 O 3, Fe 2 O 3, CaO, MgO, Na 2 O, K 2 O ve TiO 2 bulunmaktadır.
37 Kömürlerin elemanter analizinde karbon, hidrojen, kükürt ve azot oranları ölçülür. Bu arada dikkat edilmesi gereken nokta sayılan ilk dört element ayrıca kömürdeki mineral bileşimlerinde de bulunmaktadır.
38 Kömürlerde kükürt oranı yaklaşık %1 dir ve organik olarak veya sülfat şeklinde bağlı durumdadır bazı halde ise anorganik (pirit) olarak bağlıdır.
39 Taşkömürünün işlenmesinden sonra koklaşma prosesi için Karıştırma ve öğütme işlemlerine tabi tutulur. Buradan kömür bunkerine verilir Hazırlanan karışım, kömür arabaları ile taşınarak sıcak kömür kamaralarına şarj edilir.
40 Günümüzde koklaşma proseslerinde çok yaygın olarak yatay kamaralı ve endirekt ısıtma yapan fırınlar kullanılmaktadır. Fırın kamaraları ortalama olarak mm eninde, m yüksekliğinde ve efektif kullanım kamara uzunluğu m dir. Bu boyutlardaki kömür kamarası bir kömür bataryasını oluşturur.
41 Kok fırınlarının doldurulması çoğunlukla üst taraftan serbest düşme ile yapılmaktadır Doldurulduktan sonra sarsıntı ile şarj yüzeyi düzeltilir.
42 Fırında koklaşma prosesi yaklaşık 20 saat sürmektedir. Pişirme sonrası kok, kamaradan alınır ve soğutma vagonuna yüklenerek soğutma kulesine getirilir.
43 Su ile soğutmanın önemli avantajı kömüre istenilen nem oranının ayarlanarak verilebilmesidir. Soğutulan kok, uzun süre soğumaya bırakılmak üzere kok yükleme silosuna taşınır Elendikten sonra kullanılır.
44 Kok üretim süreci
45 Tartılan miktarda kömür kömür haznelerine boşaltılır. Haznelerden akan kömür yüzeyi düzesiz olarak kamarayı doldurur. Düzenleme mili ile kamara sarsılır ve düzgün bir kömür yüzeyi elde edilir. Koklaşma sonrası boşaltma mekanizması devreye girer ve kamaranın her iki kapağı açılır. Sıcak kok, soğutma arabasına itilerek boşaltılır.
 100-350 C yarı gazlaşma e) -100 nemli kok f) Gaz toplanma")
46 Kok oluşum aşamaları a) C kok b) C yarı koklaşma c) C plastik yumuşama d) C yarı gazlaşma e) -100 nemli kok f) Gaz toplanma bölgeleri
47 C sıcaklığındaki kamara duvarlarından ısının yayınması ile nemli kömürde buharlaşma gözlenir. Koklaşma, böylece kamara duvarlarından başlar ve fırının merkezine doğru ilerler Fırın duvarlarından merkeze doğru farklı sıcaklık zonları ile farklı yapısal bölgeler meydana gelir. Oluşan bu bölgeleri belli başlı sıcaklıklara göre sıralamak mümkündür:
48 ºC: Nemli kömür bölgesi, bu bölgenin sıcaklığı suyun buharlaşma sıcaklığı olan 100 C e kadar uzanır (e) ºC: Kuru ancak değişime uğramamış kömür tabakası (d). Bu bölgede kömürleşme süresince yapıda bulunan CO 2, CH 4 ve N 2 gibi gazlar ile kimyasal olarak yapıda bulunan kristal suyu, kömürden uzaklaşır.
49 C: Kömürün yumuşaması ve ergimesi (sadece bir kaç mm kalınlığındaki, plastik zon). Kömür çeşitine göre bu sıcaklık bölgesinde farklı hızlarda termik ayrışma reaksiyonları oluşur Kömürde istenilen porozite oranı elde edilir. Yumuşamanın hemen sonrasında, sertleşme reaksiyonları ortaya çıkar.
50 C: Yarı koklaşma oluşmuştur. Sertleşme ile büzülme de gözlendiğinden kok yapısında çatlaklar oluşur Çatlaklar ile yüksek fırında kullanılan nihai kok tane boyutu belirlenir. Yarı kok yapısında bazı dönüşümlerinde gerçekleştiği bu sıcaklık bölgesinde kok kömürü oluşumu başlar.
51 C: Grafit kristal yapısına doğru dönüşüm gerçekleşir Koklaşma prosesi sona erer.
52 Kok bataryası çıkan gaz bileşenleri ve buna göre koklaşma süresi
53 Kok gazının bileşiminde zift, amonyak, benzol, H 2 S ve başka değişik gaz bileşikleri bulunur. Kok gazının işlenmesi ile farklı proseslerde gazdan zift, amonyak ve benzol arıtılır Genel bileşim CO 2, C m H n, O 2, H 2, CH 4, N 2 ve H 2 S bileşiklerine dönüştürülür. Kok gazı, kısmen kok kamaralarının ısıtılması için kullanılır Diğeri H 2 S in uzaklaştırılmasından sonra yakacak gazı olarak (bir tür doğal gaz) kullanılır.
54 CO 2 C m H n O 2 CO H 2 CH 4 N 2 Isıl Değer rest 4500 Kok gazının yaklaşık bileşimi
55 Kok kömürlerinden beklenen özellikler Fiziksel Kimyasal
56 Fiziksel özellikleri Porozite Porozite dağılımı ve boyutları Aşınma ve mikro mukavemet Tane boyutu Reaksiyon yüzey alanı
57 Kimyasal özellikler Karbon, hidrojen, azot, oksijen, kül, alkali elementler, kükürt, fosfor, su ve uçucu elementlerin miktarları
58 Kokların Karakteristik Özellikleri Çarpma, basma, aşınma, parçalanma dayanımı Tane boyutu Isıl ve sıcaklık iletkenlikleri. Por hacmi, boyutları ve dağılımları. Çatlak boyut ve dağılımları.
59 Kokların Karakteristik Özellikleri (devam) Farklı optik özelliklerin dağılım ve miktarları. Nem oranı. Uçucu elementlerin oranları. Kül miktarı ve bileşimi. Alkali, çinko ve kurşun miktarları. Element analizleri (C, H, O, N, S). Isıl değeri. Reaksiyon kabiliyeti.
60 500 kg/t oranındaki kok kullanımı ile yüksek fırın şarjının yaklaşık olarak yarısı kok kömürüne aittir.
61 Kok ve yüksek fırında davranışları
62 Kok Görevleri Destek ve taşıma Reduksiyon gazının oluşturulması Enerji taşıyıcı Karbürizasyon Toz filitresi
63 Taşıma amaçlı kokun iki görevi bulunmaktadır. Bunlardan biri homojen gaz sirkulasyonunu yüksek fırının üfleme (tüyere) bölgesinde sağlamak Diğeri de ergiyen demir cevherinin, hazneye düzenli olarak akmasını sağlamaktır. Bu görevler, yüksek fırının verimliliği açısından büyük önem taşımaktadır Kok kömürü bu nedenle alternatifsiz bir hammaddeyi oluşturmaktadır.
64 Redüksiyon gazının oluşturulması amacıyla kok, kısmen başka yanıcı maddeler ile (örneğin petrol yada kömür tozu ile) yer değiştirilerek denenmiştir Buna rağmen kok, reduksiyon gazının ana üreticisidir. Kok, ısıl taşıyıcı olarak önemini kaybetmiştir, buna alternatif olarak tüyerelerden yanıcı gaz üflenmesi ve üflenen hava sıcaklığını arttırmak gibi önlemler alınmış ve uygulanmıştır.
65 Kok kalitesi ve yüksek fırın verimliliğine etkisi
66 Yüksek fırınların verimlerindeki artışa paralel olarak fırına şarj edilen demir cevherlerinden beklentiler de artmıştır. Bu nedenle II. Dünya savaşından sonra İki aglomerasyon yöntemi peletleme ve sinterleme.

67 Peletleme
68 Tambur peletlemenin temeli üzerine ilk patent, 1912 yılında İsveç te von Anderson tarafından 1913 yılında Almanya da Brakelsberg tarafından yazılmıştır.
69 Peletleme anlam olarak, çok ince taneli demir cevherininveya benzeri malzemenin tambur veya platform gibi eğimli bir yüzeyde ve sulu bir ortamda yuvarlanarak küre şeklinde topaklanması ve bunu izleyen pişirme işlemiyle yeterli dayanıma kadar sertleştirilmesidir.
70 Pelet malzemesi olarak magnetit, hematit, hematit-magnetit karışımları veya doğal hematit- ve limonit ince cevherler ve cevher-konsantre karışımları kullanılmaktadır.
71 Üretilen peletlerde aranan özellikler Ezme dayanımı Aşınma dayanımı Porozite Redüklenebilirlik Redüklenme sırasında şişme durumu Redüksiyon sonrası basma dayanımı Yüksek fırının kohezif bölgesindeki davranışları.
72 Yeşil Pelet Üretimi
73 Endüstriyel uygulama bulmuş üç peletleme makinası var: Tambur (en fazla üretim) Konik. (artık çok kullanılmıyor) Tepsi (en düşük üretim)
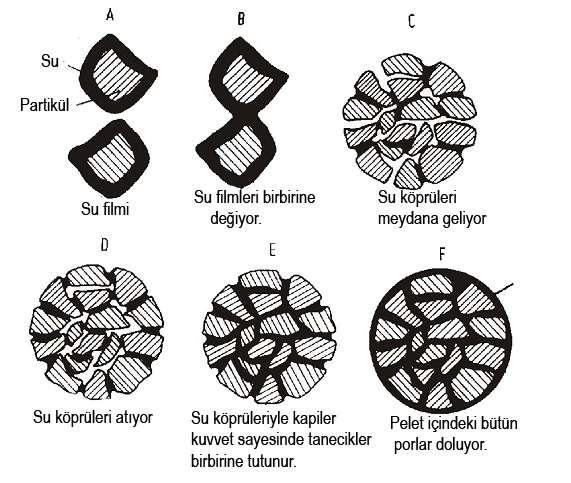
74 Tambur: Pelet tane boyutu çok geniş aralıkta Bu nedenle, pelet pişirme sonrası tambur peletlerinde eleme yapmak gerekmektedir. Tepsi: Peletleme ve tane boyutuna göre peletlerin sınıflandırılması aynı anda peletleme sonrası eleme işlemine gerek yok
75

76 Pelletizing The iron ore can then be manipulated into shapes for shipment. The ore is mixed with a clay material called bentonite and is then rolled into pellets by a large drum.
77 Tepsinin pelet boyutunu sınıflandırması: Tepsi yüzeyinin yaklaşık % 90 ı peletlenecek malzeme ile kaplıdır. Tepsi cevherin yuvarlanması ve tepsiye yapışmaması için yeterli bir eğime sahip Pelet tepsinin dönmesi ile en aşağıdan en üst pozisyona taşınıyor Sonra tekrar aşağıya yuvarlanır ve çapı da artar Sınıflama etkisi ise tepsi üzerinde bulunan engellerin peletleri boyutlarına ve dolayısı ile ağırlıklarına göre farklı şekilde yönlendirilmesi sayesindedir.
78
79
80 Yeşil peletlerde parçalanmadan taşınabilme, depolanma ve işlenebilme için N/pelet bir basma dayanımı aranır.
81 Yeşil pelet özelliklerini etkileyen faktörler: Cevher taneciklerinin yüzeylerinin bağlanması Kullanılan sıvının tanecik üzerindeki yüzey gerilimi Kohezyon ve adhezyon kuvvetleri Mekanik kuvvetler, sıkıştırılabilirlik Kimyasal kuvvetler, jel oluşumu (bağlayıcı) Peletlenecek cevher tipi ve tane boyutu
82 Peletleme, taneciklerin bir su filmi ile kaplanması ile başlar. Taneciklerin hızlı hareketleri ile diğer tanecikler birbirlerine yaklaşır ve yapışır. Yüzey gerilimine göre tanecikler arasında su köprücükleri oluşur. Peletleme makinasında tanecikler diğer taneler ile sürekli bir kontakt halinde olduklarından ilk aglomerasyonlar (topaklanmalar) meydana gelir.
83
84 Pelet küreleri içersinde diğer su köprüleri oluşur ve bunlar tanecikleri bir ağ gibi bir arada tutar. Daha fazla su köprüsü oluşması ile aglomerat, daha da yoğun bir hale gelir. Bu kademeden sonra tek tek su köprüleri birleşerek aralarında kapilar kuvvet oluştururlar ve bu kuvvet de peletin gerçek yeşil mukavemetini oluşturur.
85 Optimal durum suyun, topak yüzeyini tamamen sarması ile kaybolur. Bu durumda yeşil dayanımdaki düşme, su filmi tarafından oluşturulan kapilar kuvvetlerin yerini, su damlalarının alması ile açıklanır.
86
87 Kapilar kuvvet: tanecikler arasında oluşan bağlantı kuvveti (kohezyon) yapışma kuvvetinin (adhezyon) oluşturdukları toplam kuvvettir. Topaklanma için su-tanecik arası adhezyon kuvveti > kohezyon kuvveti
88
89 Pişirme Yeşil pelet dayanımı, redüksiyon prosesi için yetersiz Bu amaçla, aglomerasyondan sonra sertleştirme uygulanır. Bu sertleştirme işlemi, demir cevherlerinde çoğunlukla yumuşama sıcaklığının altındaki yüksek sıcaklıklarda pişirme ile gerçekleştirilir.
90 Şaft fırını: ters akım prensibine göre çalışır düşük yakıt sarfiyatı var Magnetit için kj/ton pelet Fırında dikey ve yatay kesitte düzgün bir ısıl dağılımı yok (özellikle büyük fırınlarda problem) Normal bir şaft fırınının yıllık üretim kapasitesi ton pelet/yıl civarındadır.
91
92 Konveyör bant-döner fırın kombinasyonu Yakıt sarfiyatı magnetit cevherler için kj/ton pelet hematit cevherler için ise kj/ton pelet Şaft fırınına göre daha uygun ve esnek üretim mümkün Lurgi-Dravo ya göre avantajları sınırlı
93 Döner fırın prosesinin kontrolü, diğer fırınlara göre daha kompleks cevherin fırın duvarlarına yapışarak çember şeklinde tortu oluşturma tehlikesi var 400 m 2 lik bant yüzeyinde ve 2200 m 3 lük döner fırın hacmindeki bir sistemin kapasitesi ton pelet/yıl dır.
94
95 Lurgi-Dravo Fırını rekuperasyon prensibi ile oldukça düşük yakıt sarfiyatı var Rahatlıkla kontrol edilebilen palet hızları ve ayarlanabilen üfleme debileri nedeniyle bu tip fırınlarda çok farklı özelliklerde peletlerin pişirilmesi mümkündür. 5 m eninde ve 1000 m 2 lik toplam yüzey alanına sahip bir fırınının yıllık kapasitesi ton pelet/yıl civarındadır
96
97 Peletleme için magnetit cevher seçilir Zira pişirme sırasında Fe 3 O 4 (magnetit) Fe 2 O 3 (hematit) şekline oksitlenir. Bu oksitlenme sırasında 55 kcal/mol ısı açığa çıkar Açığa çıkan bu fazla ısı nedeniyle, pelet üretiminde % 55 i magnetit cevher kullanılır
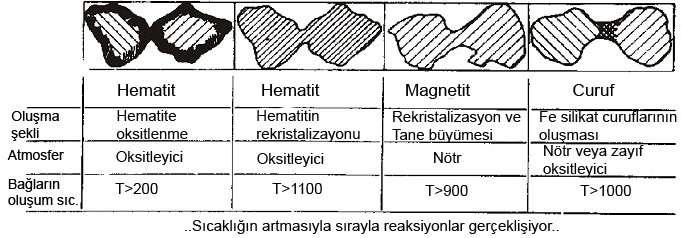
98 Magnetit cevherler için pişirme sırasında 4 ana bağlantı mekanizması vardır
99 1 numaralı hematit bağı C arasında magnetit kristallerinin köşe ve uç bölgelerinde hematit kristalleri oluşur. Oksidasyon ile tane yüzeylerinde atomların hareket hızları artar Böylece tanelerin birleşme kabiliyeti artar Bağlar meydana gelir Bağlar hematit ama cevher içi magnetit
100
101 2 numaralı hematit bağı C arasında Ortamda yeterli oksijen olması halinde Fe 3 O 4 Fe 2 O 3 e tamamen okside olur Kristaller arasında rekristalizasyon Hematit taneleri büyür Çok güçlü bağlar oluşur
102
103 3 numaralı magnetit bağı 900 C den sonra Ortamda yetersiz hava varsa (yada redükte edici katkılar ile) doğrudan magnetit rekristalizasyonu olur cevher taneleri birleşir
104
105 4 numaralı curuf bağı 1000 C dan sonra Ortamda SiO 2 ve FeO varsa curuf bağları ortaya çıkar. Ancak curuf bağları, cevher kristalizasyonu ile sağlanan bağ kuvvetlerine göre daha zayıf ve kırılgandır.
106
107 Pelet redüksiyonunun büyük bir kısmı yüksek fırında yada direkt redüksiyon prosesinde gerçekleşir. Hematit peletlerde şişme iki kademede oluşur. Birincisi hematitin magnetite redüksiyonu sırasında meydana gelen hacimsal değişimden kaynaklanır. Burada hegzagonal olan hematit kristal kafesi, kübik magnetit kristal kafesine dönüşür.
108 Buradaki hacimsel değişim % 15 civarındadır. Redüksiyon hızı hegzagonal kafesin c-eksenine dik yönde diğer yönlere göre daha hızlı olduğundan hacim değişimi de anizotrop olur. Anizotropik redüksiyon, belli kristal yönlerinde çatlamaları da beraberinde getirir Böylece peletlerde redüksiyon sırasında dayanç kaybı oluşur
109
110 Sinterleme
111 Sinterleme aglomerasyon yöntemidir. Bu yöntem 19. yy nın son yarısında peletleme yönteminden 20 yıl önce geliştirilmiş. Günümüzde sinterleme, demir cevlerlerinin aglomerasyonunda en çok kullanılan yöntemdir.
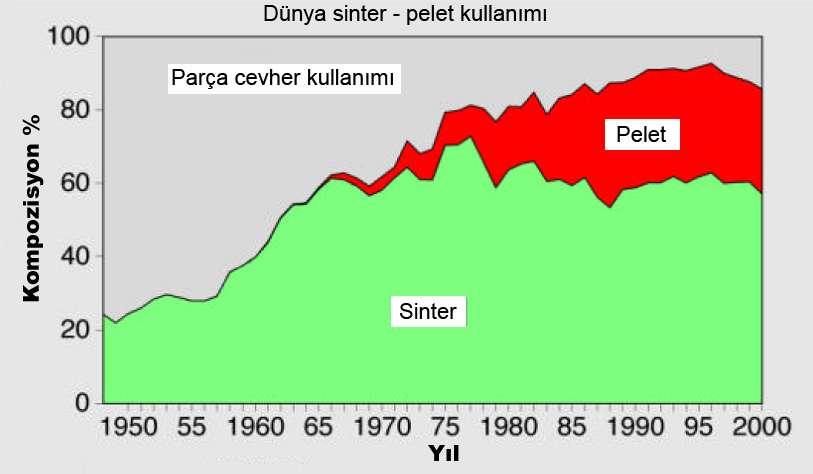
112 Dünya ortalaması demir cevherlerinin % 50 si sinterleme ile hazırlanmaktadır. Avrupa da yüksek fırınlarda kullanılabilen türdeki cevherin % 70 i sinterleme % 16 sı peletleme % 14 ü ise parça cevher türündedir.
113 Sinterlemeye karışımı Fe taşıyıcılar (cevher, baca tozu, tufal v.b.) katı yanıcı maddeler (kok tozu) Su (nem) katkı maddeleri (curuf, kireçtaşı) geri dönen sinter (tane boyutu küçük).
114 sinter karışımı Sinter Ham Karışımının Bileşenleri (%) Cevher Dolaşım Katkı Artıklar Toplam Maddeleri Maddeleri Sinter Karışımı (%) Sinter Ham Kok Nem Karışımı Tanecikleri
115 Cevher Ham Karışımın yaklaşık % ını oluşturur Tane boyutu 0-10 mm gibi geniş bir aralıktadır Sinter karışımlarında hematit veya magnetit demir cevherlerinin her ikisi de kullanılır. Magnetit kullanımında oksidasyon ısısı var yakıt miktarı (kok tozu) azalır.
116 Dolaşım Maddeleri demir çelik tesisinde üretim sırasında açığa çıkan yan maddeler % oranındadır yüksek fırın ve çelikhane tozları çelikhane tozları Zn ve Pb içerir Döngü elementleri hadde tufalı yağ içerir. elektro filitreleri kirletir Sinter baca tozları
117 Avantajları yüksek fırın baca tozu C içerir Yakıt azalır Hadde tufalı da yüksek oranda Fe ++ içerir oksidasyon ısısı verir.
118 İlaveler Sinterin % ini oluşturur kalk, dolamit ve olivin. Yüksek fırın curufunun bileşimini ayarlar Sinter sıcaklığını düşürür (CaO ile) Sinter verimini arttırır
119 Sinter artığı 6.3 mm boyutunun altındaki sinter yüksek fırında kullanılamaz (çok küçük) Geri döner, sinter karışımına katılır ham sinter karışımının % unu oluşturur.
120 Sinter artığı Pişirme yüksek fırına taşıma Tamamlanmamış sinter işlemi ile oluşur Sinterlenmiş ve sinterlenmemiş sinter artığını birbirinden ayırmak gerekir. sinterlenmemiş sinter artığı gaz geçirgenliği düşük yetersiz yanıcı madde yetersiz hava olduğu durumlarda oluşur. Bu tip artık sinterin ham karışıma katılmasının etkisi yoktur.
121 Sinterlenmiş sinter artığı etkileri Kristalizasyon için çekirdek görevi görür ve ergime sıcaklığını düşürür Yakıt miktarını azaltır Sinter karışımının gaz geçirgenliğini arttırır Redüklenebilirliği, por oluşumunu ve oksidasyon derecesini arttırır.
122 Yanıcı İlaveler sinter karışımının % 2-4 ünü oluşturan kok tanecikleridir. Karışımda bulunması gereken yakıt miktarı istenilen sinter sıcaklığına ulaşmak için gerekli ısı miktarının belirlenmesi ile ile hesaplanır. Bunun yanında yeterli sinter dayanımına ulaşmak için ek ısı, dolayısıyla yakıt miktarı gözönünde bulundurulmalıdır.
123 İyi bir sinter yakıtının özellikleri şunlar olmalıdır: Düşük miktarda uçucu maddeler Düşük kül ve kükürt oranı Yüksek yanma ısısı (yani baca gazındaki CO/CO 2 oranı düşük yüksek CO 2 olmalıdır) Yeterli reaksiyon kabiliyeti 0.5 mm nin altındaki tane boyutu mümkün olduğu kadar az olmalıdır
124 yanıcı ilaveler optimum olmalı Bu miktarın gerekenden fazla olması halinde sinter karışımında ergimeler olur gaz geçişini engeller sinter verimi oksidasyon derecesi sinter dayanımı düşer. Yetersiz yakıt kullanılması halinde de istenilen sinter sıcaklıklarına ulaşılamayacaktır.
125 Nem Sinter karışımının yaklaşık % 5-10 u nemdir cevherin bağlanma (topaklanma) özellikleri arttırılır sinter karışımının gaz geçirgenliği artar sinterlenme hızı Fazla miktarda kullanılan nem ise çamur oluşumuna ve sinter karışımının özellikle alt tarafında gaz geçişini engeller.
126 Sinter bandı Sinter karışımı banda verilmeden önce band üzerine yaklaşık 3 cm kalınlığında ve mm tane boyutunda sinterlenmiş bir tabaka şarj edilir. Bu tabakanın görevleri şunlardır: Sinter band malzemesinin oksitlenmesini önlemek Baca gazlarındaki toz oranını azaltmak Sinterin banda yapışmasını önlemek Sinter tabakasında homojen gaz dağılımını sağlamak
127 Sinter makinasının teknik özellikleri Band Band Emme Alanı Sinter Verimi Üretim Miktarı (ton Band Hızı Genişliği (m) Uzunluğu (m) (m 2 ) (ton/m 2 gün) Sinter/gün) (m/dak)
128 katı yakıt, tutuşturma fırını ile yanmaya başlar Sinterleme boyunca ayrıca karışımın içinden geçen hava emilir. Bu hava ve oluşan gazlar elektrofiltrelerde temizlendikten sonra bacaya verilerek atılır.
129 Sinter bandının sonunda banttan boşaltılır ve 250 mm tane boyutuna kaba olarak kırılır sıcak halde iken elenir ve soğumaya bırakılır. Soğumuş sinter, 50 mm tane boyutuna elenir, elek üstü kalibre kırıcılarda 50 mm tane boyutuna kırılır.
130 Üretilen tüm sinter 6.3 mm e elenir. Aynı zamanda mm lik ham sinter altına yerleştirilecek sinter ayrılır. Eleme işlemi bittiğinde sinter için aşağıdaki tablodaki tane boyutları ve kullanım yerleri ortaya çıkar: Geri Dönen Sinter Sinter Altı Yüksek Fırın Sinteri (mm) (mm) (mm)

131
132
133 Sinter sonu ayrıca gaz bileşimine göre de belirlenebilir. Proses sonunda O 2 oranı artarken CO 2 ve CO oranları sıfır a soğru düşüş gösterir.
134
135 Sinter karışımı yüzeyden yakıldıktan sonra oluşan alev zonu havanın akış yönüne paralel olarak ilerler. Yaklaşık 5-6 dakika sonra karakteristlik bir sıcaklık dağılımı ortaya çıkar.
136 Sinterleme bölgesinin üzerinde bulunan sıcak sinter emilen hava ile soğur bu hava da aynı zamanda ısınır. böylece alt taraf ısınır
137
138
139
140 Yüksek Fırın Teknolojisi
141 Sinter, pelet veya parça demir cevherleri yüksek fırınlarda redüklenir ve ham demir haline getirilmektedir.
142 Yüksek fırın sürekli ve ters akım prensibine göre çalışan dikey (schacht) bir fırındır.
143 Şarj edilen ve cevher, kok ve katkı maddelerinden oluşan hammaddeler yukarıdan aşağıya doğru inerken, aşağıdan üflenen hava ile yanan kok ile oluşan redükleyici gaz aşağıdan yukarı doğru çıkar.
144 Yüksek fırının ana ürünleri yüksek oranda Fe içeren ham demir (As, C, Cr, Cu, Mn, Ni, P, S, Si), curuf ve baca gazlarıdır.
145 Yüksek Fırın Şarjı Yüksek fırın prosesinin verimi ve ham demirde istenmeyen elementler açısından S, Pb, Zn, ve alkali elementlerin miktarı mümkün olduğu kadar düşük olmalıdır.
146 Proses süreecinde oluşan curuf mümkün olduğu kadar düşük ergime sıcaklığına, yeterli bir vizkositeye ve proses dışında kullanımı için (örneğin çimento hammaddesi) uygun bileşime sahip olmalıdır.
147 Şarj Hammaddeleri (cevher, katkı ve yakıt) Cevher, pelet ve sinter Kireçtaşı (CaCO 3 ) Dolomit (MgCO 3 CaCO 3 ) Kum (SiO 2 ) Metalurjik Kok
148 Yüksekfırın kok u (metalurjik kok) yaklaşık kj/kg civarında bir ısıl değere sahiptir, içeriğinde % 80 C, % 10 kül ve % 6 nem (H 2 O) mm lik homojen tane boyutu, yüksek dayanım ve yüksek aşınma direnci. Kok tane boyutu cevherin 4 veya 2 katı olmalıdır.
149 Yüksek fırın şarj bölgesinde değişmeli olarak kok ve cevher ile beslenir. Kenarlarda kısmen karışma olsada cevher ergiyene kadar şarj katmanlı yapısını korur. Şarjın yüksek fırında toplam kalma süresi 6-8 saattir.
150 Yüksek fırın aşağıdan yukarıya aşağıdaki bölümlere sahiptir hazne tüyere karın gövde
151 Hazne çapı yüksek fırın yapısını belirleyen önemli kriterlerdendir ve refrakter ile örülü haznenin iç çapı olarak tanımlanır.
152 Hazne çapı yüksek fırının üretim kapasitesini belirler. Günümüzde kullanılan yüksek fırınlarda hazne çapları 14 m ye kadar ulaşmaktadır.
153 Hazne yüksekliği iç tabandan tüyere bölgesine kadar yükseklik
154 Oksijen ve farklı yakıt karışımlarının fırın içersine üflendiği tüyere bölgesinin yüksekliği ve genelde karın çapı olarak verilen tüyere çapı belirli bir hazne çapı için üfleme açısını belirler.
155 Tüyere ve gövdeyi birbirine birleştiren karın silindirik bir bağlantı bölgesidir.
156 Gövdenin en önemli boyutları yüksekliği ve gövde açısıdır. Gövdenin en dar bölgesi baca ile bağlantı bölgesidir ve baca çapını belirler. Fırın sızdırmazlığını sağlamak ve homojen şarj dağılımını sağlamak amacı ile baca çapı mümkün olduğu kadar küçük seçilmelidir.
157 Yüksek Fırın Profili Şarjın ve gazların düzgün hareketinin sağlanması hatasız bir proses akışı yüksek fırın profilinin seçimi önemli.
158 profile etki eden kriterler ısınan ve aşağıya doğru hareket eden şarj meydana gelen reaksiyonlar yumuşama ve ergime sırasında meydana gelen hacım değişimleri kok un yanması sıvılaşan bileşenlerin haznede toplanması artan sıcaklık ile artan gaz hacmi baca bölgesinde soğuma ile tekrar azalması boş bölgenin (ölü adam bölgesi) biçimi
159
160 ısı ve madde taşınımı gaz akışkanlığına bağlı Redüksiyon sürecine cevherin redüksiyon bölgesinde kalma süresi etki eder. Yüksek fırın profilinin tasarımında belirli hazne çapı için yeterli bir profil yüksekliği ve çapı gereklidir bu aynı zamanda fırının effektif olarak kullanılan hacmini belirler.
161 Bu profile yeterli hazne ve tüyere yüksekliklerinin yanında çok eğimli olmayan tüyere bölgesi mümkün olduğu kadar büyük karın çapı bu çapa uygun karın yüksekliği hazne ve karın çaplarının oranına bağlı olarak yeterli çapta bir baca bölgesi ile ulaşılabilir.
162 Profil dizaynında ayrıca gaz akışkanlığı önemli gazların yukarı çıktığı ve genelde tıkanmaların oluştuğu ters yönden gelen sıvı curuf ve ham demir bölgelerdeki kritik gaz akış hızları yüksek olmalı Yüksek verim için fırın kesiti önemli
163 fırın kesitinde redüksiyon gazının cevherin endirekt redüksiyonu yeterli reaksiyon süresi Bu da fırın yüksekliğine bağlı
164 Redüksiyon gazının ve şarjın hızları homojen değildir Fırın kesitine bağlı olarak değişir Fırın çapı ile artar Bu yüzden fırın çapı ile fırın yüksekliği de arttırılmalıdır. Sınır hazne çapının üzerine çıkmamak kaydı ile fırın yüksekliğinin fırın çapına göre artışı çok azdır.
165 Fırın yüksekliğini belirleyen diğer faktörler şarjın özellikleri kok, sinter, pelet ve parça cevherin mukavemetleri artan sıcaklık ile şarj ağırlığında meydana gelen değişimlerdir.
166 Bunun dışında gövdenin konikliği yani koniklik açısı da özellikle gaz geçişi açısından önemli bir parametredir.
167 Bu açının küçülmesi ile şarj daha yavaş hareket eder fırın duvarları arasındaki sürtünme kuvvetleri artar toplam şarj basıncı azalır. Koniklik açısı küçüldükçe fırın duvarlarına basınç daha yüksek olur şarj kendisini daha kolay taşıyabilir. cevher tane boyutu ne kadar küçük oluşturulan curufun spesifik miktarı ne kadar fazla ise koniklik açısı o kadar küçük seçilmelidir.
168 Ancak bu açı çok küçük seçilirse fırın duvarlarında gaz kanalları oluşur basınç, sıcaklık dengesizliklerine yol açar.

169 Yüksek fırın gelişimi sol 2000t/gün Sağ t /gün

170 Fırın gelişimi hacim yönünde (hazne 1 metreden 14 metreye gelişiyor)

171 Yüksek fırın parametre ölçümleri
172
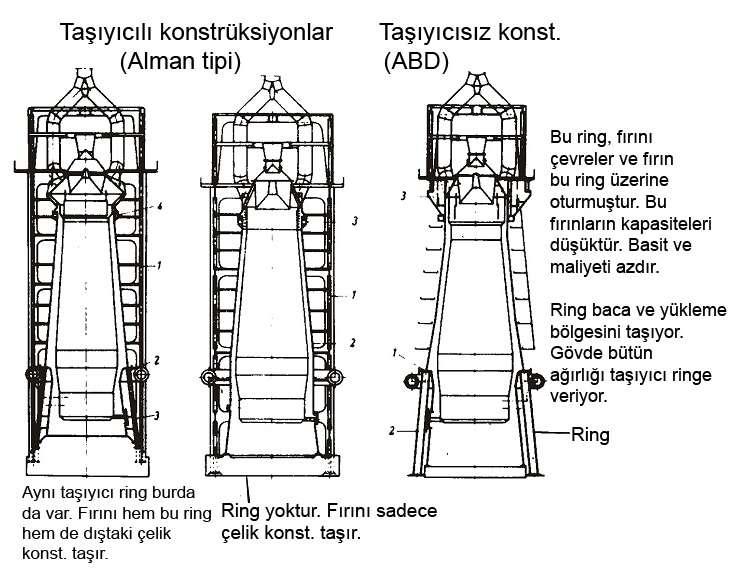
173 Yüksek Fırın Konstrüksiyonları Prensip olarak iki farklı yüksek fırın konstrüksiyonu vardır. Taşıyıcılı (Alman Konstrüksiyonu) Taşıyıcısız (Amerikan İngiliz- Konstrüksiyonu)
174
175 Taşıyıcılı Yüksek Fırın Konstrüksiyonu fırının kaplama sacı taşıyıcı çember veya gövde taşıyıcı kirişleri olmaksızın tamamen serbest inşaa edilir. Fırın gövdesi ile baca arasında birleştiriciler bulunmaktadır. Ayrıca taşıyıcı gövdeye kontrol platformu, baca platformu ve vinçler ile bunkerler ve cevher ve kok taşıyıcı bandlar da ilave edilmiştir.
176 Taşıyıcısız Yüksek Fırın Konstrüksiyonu taşıyıcı bir çember ve gövde taşıyıcı kirişler bulunur. Kontrol platformu, baca platformu, baca üstü konstrüksiyonlar, cevher ve kok taşıyıcı bantlar gibi tüm ilave yükler gövde sacı ve taşıyıcı çember ile taşıyıcı kirişlere iletilir bu kirişler ayrıca sıcak hava üfleyici pompaları ve çalışma platformunun yüklerini de taşımalıdır.
177 a) Alman Konstrüksiyonu b) Amerikan Konstrüksiyonu Taşıyıcılı Konstrüksiyon. Taşıyıcısız Konstrüksiyon. Fırın Gövdesi ve Fırının Üst Bölümünün Yükü Taşıyıcı Tarafından Taşınır. Fırın Gövdesi (Gövde Sacı) Fırının Üst Bölümü ile Baca Bölümünün Yüklerini Taşır. Fırının Gövde Yükü Taşıyıcı Çember ile Kirişlere Aktarılır. Gövde Sacı Taşıyıcı Çember ile Doğrudan Taşıyıcı Kirişlere Dayanır. Fırın Gövdesi Taşıyıcıya Bağlıdır. Fırın Gövdesi Alttan Desteklidir. Hazne ve Tüyere Bölgesi Kendi Ağırlıklarını Temele İletir. Hazne ve Tüyere Bölgesi Kendi Ağırlıklarını Temele İletir.
178 Yüksek basınç ile Çalışma Yüksek Basınç ile Modern yüksek fırınlarda verim artışı sağlamak amacı ile yüksek basınçlar altında üretim yapılır. Baca bölgesinde bar, tüyere hizasında ise 4-5 bar lık yüksek basınçlar uygulanır. Yüksek basınç ile gaz geçiş hızları düşürülerek gaz-cevher arasında daha uzun temas zamanlarına ulaşılarak gaz kullanma veriminin artmasına toz miktarının azalmasına neden olunur.
179 Yüksek basınç sayesinde ayrıca sıcaklık ve gaz dağılımı daha homojen hale getirilir ve tıkanma oluşumları da önlenebilir. Fırın basıncının atmosfer basıncının üzerine çıkarılması için bazı konstrüktif önlemlere gerek vardır. Ulaşılabilecek basınç bir yandan sıcak hava üfleme sisteminin verimine ve diğer yandan da baca bölgesinin sızdırmazlığına bağlıdır bu amaçla baca Kapak Sistemleri kullanılır.
180 Yüksek Fırın Refrakterleri Yüksek fırının içinin refrakter ile kaplanması yüksek fırın dfış kaplama sacının sıcaklık ve kimyasal reaksiyonlardan koruma amaçlıdır. Ayrıca dış kaplama yüzeyi soğutulduğu için fırın içersinde ısı dengesini bozmayacak şekilde yalıtma görevini üstlenmelidir.
181 Genel olarak yüksek fırın refrakterleri için aşağıdaki, kriterler geçerlidir: Sabit hacim Aşınma ağırlık ortamda çalışma kabiliyeti Yüksek yoğunluk, düşük porozite Termal soklara karşı yüksek dayanım
182 Minerolojik bileşime göre farklılık gösteren refrakter malzemeler şunlardır: Şamot Karbon Esaslı Tuğlalar Grafit Esaslı Tuğlalar Korund (Al 2 O 3 ) Müllit (3Al 2 O 3 2SiO 2 ) Silimanit (Al 2 O 3 SiO 2 ) Farklı Şekilde Bağlanmış Silisyumkarbür (SiC)
183 Yüksek Fırın Refrakterlerinin Aşınma Nedenleri Yüksek Fırın Bölgesi Taban/Hazne Tüyere Kok Kemeri Gövde Aşınma Türü Kimyasal Aşınma Hamdemir Alkali elementler Curuf Termal Şok Erozif Akış Kimyasal Aşınma Oksidasyon Hamdemir Curuf Alkali Elementler, Zn ve Pb Termal Şok Mekanik Aşınma Kimyasal Aşınma Oksidasyon Hamdemir Alkali Elementler, Zn ve Pb Termal Şok Mekanik Aşınma Toz ile Karışık Gaz Çıkışı Mekanik Aşınma Cevher ve Kokun Çarpması Sürtünme Aşınması
DEMİR ÇELİK ÜRETİM TEKNOLOJİSİ GÜZ 2014-2015
 DEMİR ÇELİK ÜRETİM TEKNOLOJİSİ GÜZ 2014-2015 Demir çelik üretim teknolojisi hammaddeden yarı mamul çelik üretimine kadar uzanan kademeleri içerir. Çeliğin işlenip mamul olarak tüketime sunulması ile ise
DEMİR ÇELİK ÜRETİM TEKNOLOJİSİ GÜZ 2014-2015 Demir çelik üretim teknolojisi hammaddeden yarı mamul çelik üretimine kadar uzanan kademeleri içerir. Çeliğin işlenip mamul olarak tüketime sunulması ile ise
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Ekonomik Metalurji. Yrd. Doç. Dr. Rıdvan YAMANOĞLU 2012
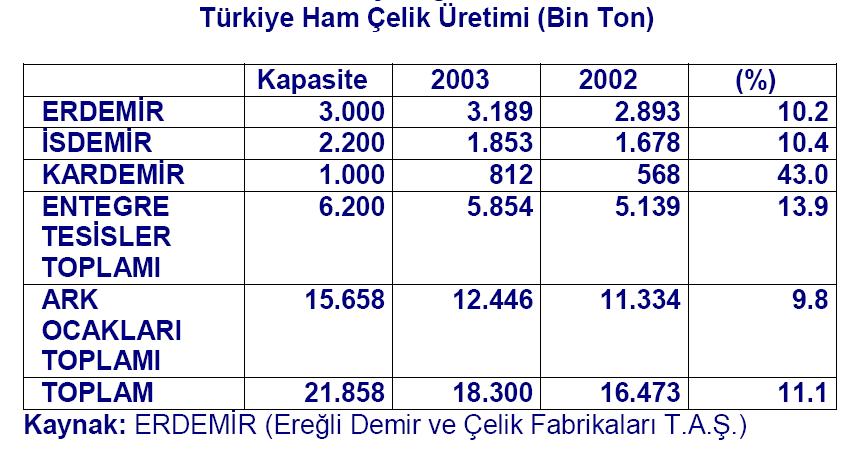
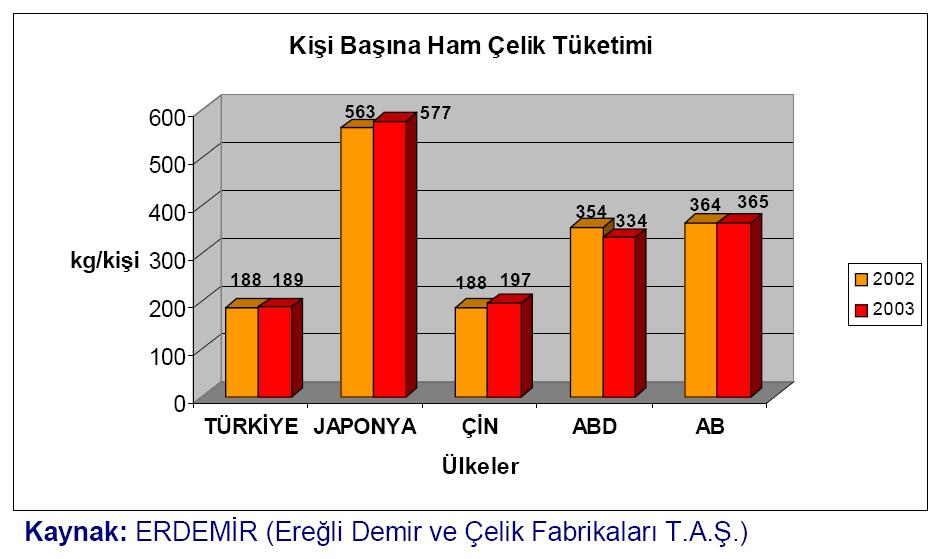
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU 2012 Ekonomi Demir Çelik Ham çelik üretimi Ekonomi Demir Çelik http://www.rba.gov.au Ekonomi Demir Çelik Türkiye de Çelik Ekonomi Demir Çelik Türkiye de Çelik Ülkemizde ham
Yrd. Doç. Dr. Rıdvan YAMANOĞLU 2012 Ekonomi Demir Çelik Ham çelik üretimi Ekonomi Demir Çelik http://www.rba.gov.au Ekonomi Demir Çelik Türkiye de Çelik Ekonomi Demir Çelik Türkiye de Çelik Ülkemizde ham
Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR. Yanma. Prof.Dr. Abdurrahman BAYRAM
 Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Yanma Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017494 Faks: 0232 3017498 E-Mail: abayram@deu.edu.tr ÇEV 3016 Hava
Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Yanma Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017494 Faks: 0232 3017498 E-Mail: abayram@deu.edu.tr ÇEV 3016 Hava
Harici Yanma Tesisi. Enerji Üretim ve Dağıtım Müdürlüğü. Özgür AKGÜN
 Harici Yanma Tesisi Enerji Üretim ve Dağıtım Müdürlüğü Özgür AKGÜN 05.06.2015 Şirket Tanıtımı Alanı 4.2 km² 3 05.06.2015 Şirket Tanıtımı Ülkemizin en büyük ve tek entegre yassı çelik üreticisi 9 milyon
Harici Yanma Tesisi Enerji Üretim ve Dağıtım Müdürlüğü Özgür AKGÜN 05.06.2015 Şirket Tanıtımı Alanı 4.2 km² 3 05.06.2015 Şirket Tanıtımı Ülkemizin en büyük ve tek entegre yassı çelik üreticisi 9 milyon
Kimyasal Metalürji (II) (MET312)
 (MET312)") KARADENİZ TEKNİK ÜNİVERSİTESİ Metalürji ve Malzeme Mühendisliği Bölümü Kimyasal Metalürji (II) (MET312) Dersin Sorumlusu: Yrd. Doç. Dr. Saeid Pournaderi 2016 2017 Eğitim Yılı Bahar Dönemi Flaş-Fırın Mat
KARADENİZ TEKNİK ÜNİVERSİTESİ Metalürji ve Malzeme Mühendisliği Bölümü Kimyasal Metalürji (II) (MET312) Dersin Sorumlusu: Yrd. Doç. Dr. Saeid Pournaderi 2016 2017 Eğitim Yılı Bahar Dönemi Flaş-Fırın Mat
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
3/25/2016 YÜKSEK FIRIN REAKSİYONLARI
 YÜKSEK FIRIN REAKSİYONLARI Demir oksitler hematit (Fe 2 O 3 ), magnetit (Fe 3 O 4 ) ve wüstit (FeO) olmak üzere 3 çeşittir. Bu oksitler fırın içerisinde kısımlar halinde indirgenirler. Yüksek fırın ters
YÜKSEK FIRIN REAKSİYONLARI Demir oksitler hematit (Fe 2 O 3 ), magnetit (Fe 3 O 4 ) ve wüstit (FeO) olmak üzere 3 çeşittir. Bu oksitler fırın içerisinde kısımlar halinde indirgenirler. Yüksek fırın ters
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
YAPI MALZEMESİ. Romalılar devrinde ise su kireci bulunmuş ve su içi inşaatlarında kullanılmıştır.
 Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
DEMİR ÇELİK METALURJİSİ (DERS NOTU)
") DEMİR ÇELİK METALURJİSİ (DERS NOTU) Doç. Dr. Özkan ÖZDEMİR 2015 Doç. Dr. Uğur ÖZSARAÇ Demir, metallerin en ucuzudur ve alüminyumun yanında en çok bulunanıdır. Demir ve alaşımları dünya metal üretiminin
DEMİR ÇELİK METALURJİSİ (DERS NOTU) Doç. Dr. Özkan ÖZDEMİR 2015 Doç. Dr. Uğur ÖZSARAÇ Demir, metallerin en ucuzudur ve alüminyumun yanında en çok bulunanıdır. Demir ve alaşımları dünya metal üretiminin
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Endüstriyel Kaynaklı Hava Kirliliği
 Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Endüstriyel Kaynaklı Hava Kirliliği Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017494 Faks: 0232 3017498 E-Mail: abayram@deu.edu.tr
Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Endüstriyel Kaynaklı Hava Kirliliği Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017494 Faks: 0232 3017498 E-Mail: abayram@deu.edu.tr
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Sıcaklık (Temperature):
:") Sıcaklık (Temperature): Sıcaklık tanım olarak bir maddenin yapısındaki molekül veya atomların ortalama kinetik enerjilerinin ölçüm değeridir. Sıcaklık t veya T ile gösterilir. Termometre kullanılarak ölçülür.
Sıcaklık (Temperature): Sıcaklık tanım olarak bir maddenin yapısındaki molekül veya atomların ortalama kinetik enerjilerinin ölçüm değeridir. Sıcaklık t veya T ile gösterilir. Termometre kullanılarak ölçülür.
3/9/ µ-2µ Filler (taşunu) 2µ altı Kil. etkilemektedir.
 2µ altı Kil. etkilemektedir.") Agregaların tane boyutuna göre sınıflandırılması: Agregalar boyutlarına göre ince agrega (kum, kırmakum), iri agrega (çakıl, kırmataş) ve tuvenan (karışık) agrega olmak üzere üç sınıfa ayırılabilir. Normal
Agregaların tane boyutuna göre sınıflandırılması: Agregalar boyutlarına göre ince agrega (kum, kırmakum), iri agrega (çakıl, kırmataş) ve tuvenan (karışık) agrega olmak üzere üç sınıfa ayırılabilir. Normal
FARKLI BAĞLAYICILARIN KALSİYUM ALÜMİNAT ÇİMENTOSU ESASLI HARÇLAR ÜZERİNDEKİ ETKİLERİ. Prof. Dr. İsmail Özgür YAMAN
 FARKLI BAĞLAYICILARIN KALSİYUM ALÜMİNAT ÇİMENTOSU ESASLI HARÇLAR ÜZERİNDEKİ ETKİLERİ Prof. Dr. İsmail Özgür YAMAN SUNUM İÇERİĞİ Kalsiyum Alüminat Çimentosu (KAÇ) PÇ KAÇ KAÇ Uygulama Alanları KAÇ Hidratasyonu
FARKLI BAĞLAYICILARIN KALSİYUM ALÜMİNAT ÇİMENTOSU ESASLI HARÇLAR ÜZERİNDEKİ ETKİLERİ Prof. Dr. İsmail Özgür YAMAN SUNUM İÇERİĞİ Kalsiyum Alüminat Çimentosu (KAÇ) PÇ KAÇ KAÇ Uygulama Alanları KAÇ Hidratasyonu
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
ASC (ANDALUZİT, SİLİSYUM KARBÜR) VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ
 VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ") ASC (ANDALUZİT, SİLİSYUM KARBÜR) VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ İlyas CAN*, İbrahim BÜYÜKÇAYIR* *Durer Refrakter Malzemeleri San. Ve
ASC (ANDALUZİT, SİLİSYUM KARBÜR) VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ İlyas CAN*, İbrahim BÜYÜKÇAYIR* *Durer Refrakter Malzemeleri San. Ve
HİDROLİK MAKİNALAR YENİLENEBİLİR ENERJİ KAYNAKLARI
 HİDROLİK MAKİNALAR YENİLENEBİLİR ENERJİ KAYNAKLARI HİDROLİK TÜRBİN ANALİZ VE DİZAYN ESASLARI Hidrolik türbinler, su kaynaklarının yerçekimi potansiyelinden, akan suyun kinetik enerjisinden ya da her ikisinin
HİDROLİK MAKİNALAR YENİLENEBİLİR ENERJİ KAYNAKLARI HİDROLİK TÜRBİN ANALİZ VE DİZAYN ESASLARI Hidrolik türbinler, su kaynaklarının yerçekimi potansiyelinden, akan suyun kinetik enerjisinden ya da her ikisinin
Ekonomik Metalurji. Yrd. Doç. Dr. Rıdvan YAMANOĞLU 2012
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU 2012 Cevher hazırlama Öğütme ile cevher boyutunun ayarlanması Öğütme: sert bilyeler, çubuklar veya çekiçler ile yapılan mekanik darbe işlemidir. Kavanoz tipi değirmen Cevher
Yrd. Doç. Dr. Rıdvan YAMANOĞLU 2012 Cevher hazırlama Öğütme ile cevher boyutunun ayarlanması Öğütme: sert bilyeler, çubuklar veya çekiçler ile yapılan mekanik darbe işlemidir. Kavanoz tipi değirmen Cevher
1.10.2015. Kömür ve Doğalgaz. Öğr. Gör. Onur BATTAL
 Kömür ve Doğalgaz Öğr. Gör. Onur BATTAL 1 2 Kömür yanabilen sedimanter organik bir kayadır. Kömür başlıca karbon, hidrojen ve oksijen gibi elementlerin bileşiminden oluşmuş, diğer kaya tabakalarının arasında
Kömür ve Doğalgaz Öğr. Gör. Onur BATTAL 1 2 Kömür yanabilen sedimanter organik bir kayadır. Kömür başlıca karbon, hidrojen ve oksijen gibi elementlerin bileşiminden oluşmuş, diğer kaya tabakalarının arasında
ASC VE AZS MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ
 ALKALİ VE AŞINMA İbrahim BÜYÜKÇAYIR, İlyas CAN. 1 Çimento sanayinde alkali problemleri son zamanlarda alternatif yakıt t ve hammadde kullanımını ile da etkisi artan, sıkça s karşı şılaşılan sorunlardan
ALKALİ VE AŞINMA İbrahim BÜYÜKÇAYIR, İlyas CAN. 1 Çimento sanayinde alkali problemleri son zamanlarda alternatif yakıt t ve hammadde kullanımını ile da etkisi artan, sıkça s karşı şılaşılan sorunlardan
15.10.2014. Turba. Grafit
 KÖMÜR Homojen olmayan, kompakt, çoğunlukla bitki parçalarından meydana gelen, tabakalaşma gösteren, içerisinde çoğunlukla C, az miktarlarda H O-S ve N elementlerinin bulunduğu ama inorganik (kil, silt,
KÖMÜR Homojen olmayan, kompakt, çoğunlukla bitki parçalarından meydana gelen, tabakalaşma gösteren, içerisinde çoğunlukla C, az miktarlarda H O-S ve N elementlerinin bulunduğu ama inorganik (kil, silt,
tmmob makina mühendisleri odası uygulamalı eğitim merkezi Buhar Kazanı Verim Hesapları Eğitimi
 tmmob makina mühendisleri odası uygulamalı eğitim merkezi Buhar Kazanı Verim Hesapları Eğitimi Alpaslan GÜVEN Makina Yük.Mühendisi Enerji Yöneticisi EEP Eğitmeni Ekim - 2012 BUHAR KAZANLARI Kazan: İçerisinde
tmmob makina mühendisleri odası uygulamalı eğitim merkezi Buhar Kazanı Verim Hesapları Eğitimi Alpaslan GÜVEN Makina Yük.Mühendisi Enerji Yöneticisi EEP Eğitmeni Ekim - 2012 BUHAR KAZANLARI Kazan: İçerisinde
Monolitik Refrakter Malzemelerde Temel Özelliklerin Detaylandırılması
 Monolitik Refrakter Malzemelerde Temel Özelliklerin Detaylandırılması 1.Giriş Monolitik Refrakter Malzemelerin Teknik Bilgi Formları (Data Sheet) malzemelerin laboratuar koşullarında Standardlara uygun
Monolitik Refrakter Malzemelerde Temel Özelliklerin Detaylandırılması 1.Giriş Monolitik Refrakter Malzemelerin Teknik Bilgi Formları (Data Sheet) malzemelerin laboratuar koşullarında Standardlara uygun
AYRIŞMA (KAYA VE TOPRAK KAVRAMI)
") AYRIŞMA (KAYA VE TOPRAK KAVRAMI) AYRIŞMA, EROZYON ve TAŞINMA Yer yüzeyindeki kayaçlar su, hava, sıcaklık değişimler ve diğer etkenler tarafından devamlı değişmektedir. Ayrışma Yer yüzeyinde veya Yer yüzeyinin
AYRIŞMA (KAYA VE TOPRAK KAVRAMI) AYRIŞMA, EROZYON ve TAŞINMA Yer yüzeyindeki kayaçlar su, hava, sıcaklık değişimler ve diğer etkenler tarafından devamlı değişmektedir. Ayrışma Yer yüzeyinde veya Yer yüzeyinin
DEMİR - ÇELİK ÜRETİMİ
 DEMİR - ÇELİK ÜRETİMİ Demir üretiminde, yaklaşık olarak bir ton demir üretmek için yedi ton hammadde gerekmektedir: 2.0 ton demir cevheri 1.0 ton kok 0.5 ton kireç taşı 3.5 ton gaz Temel olarak çelik
DEMİR - ÇELİK ÜRETİMİ Demir üretiminde, yaklaşık olarak bir ton demir üretmek için yedi ton hammadde gerekmektedir: 2.0 ton demir cevheri 1.0 ton kok 0.5 ton kireç taşı 3.5 ton gaz Temel olarak çelik
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
DEMIR-ÇELIK METALURJISI (DERS NOTU)
") DEMIR-ÇELIK METALURJISI (DERS NOTU) Doç. Dr. ÖZKAN ÖZDEMİR Doç. Dr. UĞUR ÖZSARAÇ 2015 Kısa Tanımlar Çelik : % 2,1 e kadar C içerebilen Fe alaşımlarıdır. Dökme demir : % 2,1 den fazla C içeren Fe-C-Si-X
DEMIR-ÇELIK METALURJISI (DERS NOTU) Doç. Dr. ÖZKAN ÖZDEMİR Doç. Dr. UĞUR ÖZSARAÇ 2015 Kısa Tanımlar Çelik : % 2,1 e kadar C içerebilen Fe alaşımlarıdır. Dökme demir : % 2,1 den fazla C içeren Fe-C-Si-X
ENERJİ YÖNETİMİ VE POLİTİKALARI
 ENERJİ YÖNETİMİ VE POLİTİKALARI KAZANLARDA ENERJİ VERİMLİLİĞİ ÖĞRENCİNİN ADI:KUBİLAY SOY ADI:KOÇ NUMARASI:15360038 KAZANLAR Yakıtın kimyasal enerjisini yanma yoluyla ısı enerjisine dönüştüren ve bu ısı
ENERJİ YÖNETİMİ VE POLİTİKALARI KAZANLARDA ENERJİ VERİMLİLİĞİ ÖĞRENCİNİN ADI:KUBİLAY SOY ADI:KOÇ NUMARASI:15360038 KAZANLAR Yakıtın kimyasal enerjisini yanma yoluyla ısı enerjisine dönüştüren ve bu ısı
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
OTEKOLOJİ TOPRAK FAKTÖRLERİ
 OTEKOLOJİ TOPRAK FAKTÖRLERİ - Kayaların ayrışması + organik maddeler - Su ve hava içerir - Bitki ve hayvanlar barındırır - Mineral maddeler TOPRAKLARI OLUŞTURAN ANA MATERYAL TİPLERİ - Toprak tipi-ana materyalin
OTEKOLOJİ TOPRAK FAKTÖRLERİ - Kayaların ayrışması + organik maddeler - Su ve hava içerir - Bitki ve hayvanlar barındırır - Mineral maddeler TOPRAKLARI OLUŞTURAN ANA MATERYAL TİPLERİ - Toprak tipi-ana materyalin
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak
 Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak") DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ
 TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
İki Farklı Kendiliğinden Yayılan Şap Kinetiği PÇ Baskın & KAÇ Baskın- Çimento Araştırma ve Uygulama Merkezi
 İki Farklı Kendiliğinden Yayılan Şap Kinetiği PÇ Baskın & KAÇ Baskın- Çimento Araştırma ve Uygulama Merkezi Kendiliğinden yayılan şap uygulamaları; İşçilik maliyeti düşük Hızlı sertleşen Yüksek mukavemetli
İki Farklı Kendiliğinden Yayılan Şap Kinetiği PÇ Baskın & KAÇ Baskın- Çimento Araştırma ve Uygulama Merkezi Kendiliğinden yayılan şap uygulamaları; İşçilik maliyeti düşük Hızlı sertleşen Yüksek mukavemetli
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Bazik Oksijen Fırını (BOF)
") ÇELİK ÜRETİMİ Bazik Oksijen Fırını (BOF) Çelik üretimindeki ilk modern anlamdaki uygulamalar 1850 lerdeki Bessemer uygulamaları ile başlamıştır. İlk başta bu uygulamalarda kullanılan konvertörlerin iç
ÇELİK ÜRETİMİ Bazik Oksijen Fırını (BOF) Çelik üretimindeki ilk modern anlamdaki uygulamalar 1850 lerdeki Bessemer uygulamaları ile başlamıştır. İlk başta bu uygulamalarda kullanılan konvertörlerin iç
DEMİRLİ HAMMADDELERİN İNDİRGENMESİ DENEYİ
 DEMİRLİ HAMMADDELERİN İNDİRGENMESİ DENEYİ 1. DENEYİN AMACI Demirli hammaddelerin katı indirgeyici yardımıyla katı halde direk indirgenmesinin görülmesi ve reaksiyonlarıyla birlikte indirgenme davranışının
DEMİRLİ HAMMADDELERİN İNDİRGENMESİ DENEYİ 1. DENEYİN AMACI Demirli hammaddelerin katı indirgeyici yardımıyla katı halde direk indirgenmesinin görülmesi ve reaksiyonlarıyla birlikte indirgenme davranışının
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
YAPI MALZEMESİ OLARAK BETON
 TANIM YAPI MALZEMESİ OLARAK BETON Concrete kelimesi Latinceden concretus (grow together) ) kelimesinden gelmektedir. Türkçeye ise Beton kelimesi Fransızcadan gelmektedir. Agrega, çimento, su ve gerektiğinde
TANIM YAPI MALZEMESİ OLARAK BETON Concrete kelimesi Latinceden concretus (grow together) ) kelimesinden gelmektedir. Türkçeye ise Beton kelimesi Fransızcadan gelmektedir. Agrega, çimento, su ve gerektiğinde
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
FIRINLARDA ENEJİ VERİMLİLİĞİ BEYZA BAYRAKÇI
 FIRINLARDA ENEJİ VERİMLİLİĞİ BEYZA BAYRAKÇI FIRINLARDA ENEJİ VERİMLİLİĞİ 1. Metal Eritme İşleminde Enerji Tasarrufu 2. Fırınlarda Enerji Etüdü İçin Örnek Çalışma 2.1. Ölçme yönetimi ve ölçme cihazları
FIRINLARDA ENEJİ VERİMLİLİĞİ BEYZA BAYRAKÇI FIRINLARDA ENEJİ VERİMLİLİĞİ 1. Metal Eritme İşleminde Enerji Tasarrufu 2. Fırınlarda Enerji Etüdü İçin Örnek Çalışma 2.1. Ölçme yönetimi ve ölçme cihazları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Demir Ve Çelik Üretimi. Üzerine Uygulamalar ve. Teknolojiler Özeti
 Demir Ve Çelik Üretimi Üzerine Uygulamalar ve Teknolojiler Özeti Günümüzde çelik üretiminde dünya çapında dört yol kullanılmaktadır: 1. Yüksek Fırın/oksijenli Fırın (BF/BOF) 2. Elektrikli Ark Fırın (EAF)
Demir Ve Çelik Üretimi Üzerine Uygulamalar ve Teknolojiler Özeti Günümüzde çelik üretiminde dünya çapında dört yol kullanılmaktadır: 1. Yüksek Fırın/oksijenli Fırın (BF/BOF) 2. Elektrikli Ark Fırın (EAF)
METAL ÜRETİM TEKNİKLERİ
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi.
 8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
DEMİR CEVHERİ TOZLARININ PELETLENMESİ DENEYİ. Demir cevheri tozlarının peletlenme prosesinin görülmesi ve oluşan peletlerin özelliklerinin incelenmesi
 DEMİR CEVHERİ TOZLARININ PELETLENMESİ DENEYİ 1. DENEYİN AMACI Demir cevheri tozlarının peletlenme prosesinin görülmesi ve oluşan peletlerin özelliklerinin incelenmesi 2. TEORİK BİLGİLER Yüksek fırının
DEMİR CEVHERİ TOZLARININ PELETLENMESİ DENEYİ 1. DENEYİN AMACI Demir cevheri tozlarının peletlenme prosesinin görülmesi ve oluşan peletlerin özelliklerinin incelenmesi 2. TEORİK BİLGİLER Yüksek fırının
3/20/2018. Puzolan malzemelerin sınıflandırılması:
 PUZOLAN MALZEMELER: Puzolanmaddelerin kullanımı binlerce yıl öncesine kadar gitmektedir. Eski Romalılar, Pozzuolikasabasının civarında volkanik kül ile söndürülmüş kirecin suyla birlikte karıştırılmasıyla
PUZOLAN MALZEMELER: Puzolanmaddelerin kullanımı binlerce yıl öncesine kadar gitmektedir. Eski Romalılar, Pozzuolikasabasının civarında volkanik kül ile söndürülmüş kirecin suyla birlikte karıştırılmasıyla
Yapı Malzemeleri BÖLÜM 5. Agregalar II
 Yapı Malzemeleri BÖLÜM 5 Agregalar II Mamlouk/Zaniewski, Materials for Civil and Construction Engineers, Third Edition. Copyright 2011 Pearson Education, Inc. 5.8. Agrega Elek Analizi Mamlouk/Zaniewski,
Yapı Malzemeleri BÖLÜM 5 Agregalar II Mamlouk/Zaniewski, Materials for Civil and Construction Engineers, Third Edition. Copyright 2011 Pearson Education, Inc. 5.8. Agrega Elek Analizi Mamlouk/Zaniewski,
Çelik Üretim Metotları
 Çelik Üretim Metotları - Bessemer Thomas çelik üretim metodu - Siemens - Martin çelik üretim metodu - Bazik oksijen konvertörlerinde çelik üretimi - Elektrik ark ocaklarında çelik üretimi Bu üretim metotlarından
Çelik Üretim Metotları - Bessemer Thomas çelik üretim metodu - Siemens - Martin çelik üretim metodu - Bazik oksijen konvertörlerinde çelik üretimi - Elektrik ark ocaklarında çelik üretimi Bu üretim metotlarından
Çimento Klinker Fazları ve Öğütme Parametreleri Arasındaki İlişkiler
 Çimento Klinker Fazları ve Öğütme Parametreleri Arasındaki İlişkiler Çimsa Çimento Araştırma ve Uygulama Merkezi Mayıs, 2017 Çimento Üretimi ve Enerji Kullanımı Çimento üretimi, enerji kullanımının yoğun
Çimento Klinker Fazları ve Öğütme Parametreleri Arasındaki İlişkiler Çimsa Çimento Araştırma ve Uygulama Merkezi Mayıs, 2017 Çimento Üretimi ve Enerji Kullanımı Çimento üretimi, enerji kullanımının yoğun
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Karbonmonoksit (CO) Oluşumu
 Oluşumu") Yanma Kaynaklı Emisyonların Oluşum Mekanizmaları Karbonmonoksit (CO) Oluşumu Karbonmonoksit emisyonlarının ana kaynağı benzinli taşıt motorlarıdır. H/Y oranının CO emisyonu üzerine etkisi çok fazladır.
Yanma Kaynaklı Emisyonların Oluşum Mekanizmaları Karbonmonoksit (CO) Oluşumu Karbonmonoksit emisyonlarının ana kaynağı benzinli taşıt motorlarıdır. H/Y oranının CO emisyonu üzerine etkisi çok fazladır.
KAZANLARDA ENERJİ VERİMLİLİĞİ
 KAZANLARDA ENERJİ VERİMLİLİĞİ BİRSEN BAKIR ELEKTRİK MÜH. ENERJİ YÖNETİCİSİ EVD ENERJİ YÖNETİMİ -1- Kazanlar Yakıtın kimyasal enerjisini yanma yoluyla ısı enerjisine dönüştüren ve bu ısı enerjisini taşıyıcı
KAZANLARDA ENERJİ VERİMLİLİĞİ BİRSEN BAKIR ELEKTRİK MÜH. ENERJİ YÖNETİCİSİ EVD ENERJİ YÖNETİMİ -1- Kazanlar Yakıtın kimyasal enerjisini yanma yoluyla ısı enerjisine dönüştüren ve bu ısı enerjisini taşıyıcı
BÖLÜM I YÜZEY TEKNİKLERİ
 BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
Bir malzeme, mal veya ürünün bir yerden başka bir yere taşınmasına endüstriyel taşıma denir. Endüstriyel taşınma iki sınıfa ayrılmaktadır.
 ENDÜSTRİYEL TAŞIMA (TRANSPORT) Bir malzeme, mal veya ürünün bir yerden başka bir yere taşınmasına endüstriyel taşıma denir. Endüstriyel taşınma iki sınıfa ayrılmaktadır. İç Taşıma (Kısa mesafeli taşıma)
ENDÜSTRİYEL TAŞIMA (TRANSPORT) Bir malzeme, mal veya ürünün bir yerden başka bir yere taşınmasına endüstriyel taşıma denir. Endüstriyel taşınma iki sınıfa ayrılmaktadır. İç Taşıma (Kısa mesafeli taşıma)
HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT
 1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
Endüstriyel Kaynaklı Hava Kirliliği
 Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Endüstriyel Kaynaklı Hava Kirliliği Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017494 Faks: 0232 3017498 E-Mail: abayram@deu.edu.tr
Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Endüstriyel Kaynaklı Hava Kirliliği Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017494 Faks: 0232 3017498 E-Mail: abayram@deu.edu.tr
FOSİL YAKITLARIN YANMASI
 Kömür, sıvı yakıtlar ve doğal gazın yakılması sırasında açığa çıkan bazı gazların zehirleyici etkileri ve çevre için zararları vardır. Kükürtdioksit (SO 2 ) ve (NO x ) ler bu zararlı gazların miktar ve
Kömür, sıvı yakıtlar ve doğal gazın yakılması sırasında açığa çıkan bazı gazların zehirleyici etkileri ve çevre için zararları vardır. Kükürtdioksit (SO 2 ) ve (NO x ) ler bu zararlı gazların miktar ve
Yanma Kaynaklı Kirleticiler
 Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Yanma Kaynaklı Kirleticiler Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017113-3017080 Faks: 0232 4530922 E-Mail: abayram@deu.edu.tr
Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR Yanma Kaynaklı Kirleticiler Prof.Dr. Abdurrahman BAYRAM Telefon: 0232 3017113-3017080 Faks: 0232 4530922 E-Mail: abayram@deu.edu.tr
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
Yatay Pulluk ve Palet Karıştırıcı
 Yatay Pulluk ve Palet Karıştırıcı ÜRÜN BİLGİSİ Yatay karıştırıcılar, özellikle tanecikli ürünler, tozlar ve macun kıvamındaki maddelerin üretiminde ve işlenmesinde kullanılır. Ürün sirkülasyonlarının çok
Yatay Pulluk ve Palet Karıştırıcı ÜRÜN BİLGİSİ Yatay karıştırıcılar, özellikle tanecikli ürünler, tozlar ve macun kıvamındaki maddelerin üretiminde ve işlenmesinde kullanılır. Ürün sirkülasyonlarının çok
ÖĞRETĐM TEKNOLOJĐLERĐ VE MATERYAL GELĐŞĐMĐ ÇALIŞMA YAPRAĞI
 ÖĞRETĐM TEKNOLOJĐLERĐ VE MATERYAL GELĐŞĐMĐ ÇALIŞMA YAPRAĞI REAKSĐYON HIZINA ETKĐ EDEN FAKTÖRLER YASEMĐN KONMAZ 20338575 Çalışma Yaprağı Ders Anlatımı: REAKSĐYON HIZINA ETKĐ EDEN FAKTÖRLER: 1.Reaktif Maddelerin
ÖĞRETĐM TEKNOLOJĐLERĐ VE MATERYAL GELĐŞĐMĐ ÇALIŞMA YAPRAĞI REAKSĐYON HIZINA ETKĐ EDEN FAKTÖRLER YASEMĐN KONMAZ 20338575 Çalışma Yaprağı Ders Anlatımı: REAKSĐYON HIZINA ETKĐ EDEN FAKTÖRLER: 1.Reaktif Maddelerin
SANAYİ FIRINLARINDA MERKEZİ REKÜPERATÖR, REKÜPERATİF VE REJENERATİF YAKICILAR III. ENERJİ VERİMLİLİĞİ KONGRESİ 01 NİSAN 2011.
 SANAYİ FIRINLARINDA MERKEZİ REKÜPERATÖR, REKÜPERATİF VE REJENERATİF YAKICILAR III. ENERJİ VERİMLİLİĞİ KONGRESİ 01 NİSAN 2011 Sultan ÖRENAY ENDÜSTRİYEL ISIL İŞLEM PROSESLERİNDE ENERJİ KAYIPLARI Endüstriyel
SANAYİ FIRINLARINDA MERKEZİ REKÜPERATÖR, REKÜPERATİF VE REJENERATİF YAKICILAR III. ENERJİ VERİMLİLİĞİ KONGRESİ 01 NİSAN 2011 Sultan ÖRENAY ENDÜSTRİYEL ISIL İŞLEM PROSESLERİNDE ENERJİ KAYIPLARI Endüstriyel
İLERİ YAPI MALZEMELERİ-2 MALZEME ÖZELLİKLERİ
 İLERİ YAPI MALZEMELERİ-2 MALZEME ÖZELLİKLERİ İşlenebilme İşlenebilme Mekanik işlemler sonucunda malzemenin özelliklerinde bir değişiklik meydana gelmemesi durumudur. Betonda Çökme deneyi (Slump deneyi
İLERİ YAPI MALZEMELERİ-2 MALZEME ÖZELLİKLERİ İşlenebilme İşlenebilme Mekanik işlemler sonucunda malzemenin özelliklerinde bir değişiklik meydana gelmemesi durumudur. Betonda Çökme deneyi (Slump deneyi
BASINCA SEBEP OLAN ETKENLER. Bu bölümü bitirdiğinde basınca sebep olan kuvvetin çeşitli etkenlerden kaynaklanabileceğini fark edeceksin.
 BASINCA SEBEP OLAN ETKENLER Bu bölümü bitirdiğinde basınca sebep olan kuvvetin çeşitli etkenlerden kaynaklanabileceğini fark edeceksin. Basınca neden olan kuvvetler çeşitli etkenlerden kaynaklanır. Balon
BASINCA SEBEP OLAN ETKENLER Bu bölümü bitirdiğinde basınca sebep olan kuvvetin çeşitli etkenlerden kaynaklanabileceğini fark edeceksin. Basınca neden olan kuvvetler çeşitli etkenlerden kaynaklanır. Balon
Pulluk Tip Yatay Karıştırıcı
 Pulluk Tip Yatay Karıştırıcı ÜRÜN BİLGİSİ Yatay karıştırıcılar, özellikle tanecikli ürünler, tozlar ve macun kıvamındaki mad- delerin üretiminde ve işlenmesinde kullanılır. Ürün sirkülasyonlarının çok
Pulluk Tip Yatay Karıştırıcı ÜRÜN BİLGİSİ Yatay karıştırıcılar, özellikle tanecikli ürünler, tozlar ve macun kıvamındaki mad- delerin üretiminde ve işlenmesinde kullanılır. Ürün sirkülasyonlarının çok
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
PMS / MİNİ 250 ZEYTİN İŞLEME SİSTEMİ
 PMS / MİNİ 250 ZEYTİN İŞLEME SİSTEMİ POLAT MAKİNA SANAYİ VE TİCARET A.Ş. Astim Organize Sanayi Bölgesi (P.K. 105) AYDIN / TÜRKİYE TEL : +90 (256) 231 04 73 (pbx) FAX : +90 (256) 231 04 78 www.polatas.com.tr
PMS / MİNİ 250 ZEYTİN İŞLEME SİSTEMİ POLAT MAKİNA SANAYİ VE TİCARET A.Ş. Astim Organize Sanayi Bölgesi (P.K. 105) AYDIN / TÜRKİYE TEL : +90 (256) 231 04 73 (pbx) FAX : +90 (256) 231 04 78 www.polatas.com.tr
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Akreditasyon Sertifikası Eki (Sayfa 1/5) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/5) Deney Laboratuvarı Adresi : Ankara Teknoloji Geliştirme Bölgesi, 1605 Cadde, Dilek Binası BİLKENT 06800 ANKARA / TÜRKİYE Tel : 444 50 57 Faks : 0 312 265 09 06
Akreditasyon Sertifikası Eki (Sayfa 1/5) Deney Laboratuvarı Adresi : Ankara Teknoloji Geliştirme Bölgesi, 1605 Cadde, Dilek Binası BİLKENT 06800 ANKARA / TÜRKİYE Tel : 444 50 57 Faks : 0 312 265 09 06
KOROZYONDAN KORUNMA YÖNTEMLERİ
 KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
KOROZYONDAN KORUNMA YÖNTEMLERİ Belli bir ortam içinde bulunan metalik yapının korozyonunu önlemek veya korozyon hızını azaltmak üzere alınacak önlemleri üç ana grup altında toplanabilir. Korozyondan Korunma
DENEYİN ADI: Döküm Kumu Deneyleri. AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi.
 DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
Türkiye Hazır Beton Birliği İktisadi İşletmesi Deney / Kalibrasyon Laboratuvarı. Deney Listesi
 REVİZYON GÜNCELLEME DOKÜMAN NO YAYIN L27 01.01.2008 13.01.2014-06 08.05.2014 1/8 GÜNCELLEŞTİRMEYİ GERÇEKLEŞTİREN (İSİM / İMZA / TARİH) : DENEYLERİ A01 İri agregaların parçalanmaya karşı direnci Los Angeles
REVİZYON GÜNCELLEME DOKÜMAN NO YAYIN L27 01.01.2008 13.01.2014-06 08.05.2014 1/8 GÜNCELLEŞTİRMEYİ GERÇEKLEŞTİREN (İSİM / İMZA / TARİH) : DENEYLERİ A01 İri agregaların parçalanmaya karşı direnci Los Angeles
taze beton işlenebilirlik
 8 taze beton işlenebilirlik Paki Turgut Kaynaklar 1) Hewlett PC, Cement Admixture: uses and applications, Cement Admixture Association 2) Domone P, Illston J, Construction Materials, 4th Edition 3) Mindess
8 taze beton işlenebilirlik Paki Turgut Kaynaklar 1) Hewlett PC, Cement Admixture: uses and applications, Cement Admixture Association 2) Domone P, Illston J, Construction Materials, 4th Edition 3) Mindess