ITRU İPLİK İŞLETMELERİ AR-GE PRJOJELERİ. Pc-Program Uygulamaları by Itru Group Ltd
|
|
|
- Yavuz Yalman
- 6 yıl önce
- İzleme sayısı:
Transkript
1 1 ITRU İPLİK İŞLETMELERİ AR-GE PRJOJELERİ ve Pc-Program Uygulamaları by Itru Group Ltd 1
2 2 İçindekiler Konu Başlıkları 1- BİLGİ TABANLI Kalite Yönetim Sisteminin Ana Hatları Proje Süresi ve Maliyet Pc-Program Uygulamaları ve Proses İyileştirme Çalışmaları Özet Bilgileri 13 3-TÜBİTAK -Tideb(Teknoloji İzleme Değerlendirme Başkanlığı) Destekli Ar-Ge Projeleri PC-Program Çıktılarından Örnekler 33 2
3 3 1- BİLGİ TABANLI Kalite Yönetim Sisteminin Ana Hatları 1.1- Bilgi Tabanlı Kalite Yönetiminin Sistem faktörleri Bilgisayar Destekli Bilgi Tabanlı Kalite Yönetim Sisteminin temeli hammadde, yarı mamul ve ürün özellikleri arasında Optimum Kalite Minimum Maliyeti Sıfır Hata da gerçekleştirecek matematiksel bir model oluşturmaktır. Bu modeldeki faktörler sistem faktörleri olarak tanımlanır. Bunlar; a) Durum faktörleri: Bunlar hatalar olarak tanımlanır. Burada SPC-kontrol kartlarından ve DPEA analizlerinden elde edilen bilgilerle veri tabanları oluşturulacak ve bunların sonucunda matris analizleriyle matematiksel bir model oluşturulup hataların önlenmesi ve azaltılması sağlanacaktır. Durum faktörleri analizleri aşağıdaki sıralamaya göre yapılacaktır. i) Nihai üründe oluşan durum faktörlerinin (kalite hatalarının ) tespiti ve sınıflandırılması, ii) iii) iv) DPEA analiziyle bunların nedenlerin kalite kriterlerine ve kontrol faktörlerine göre tespiti, Tespit edilen bu kalite kriterleriyle nihai ürün kalite hataları arasında matematiksel bir model oluşturulması, Ortaya çıkan sonuçlara göre gerekli önlemlerin hammadde seçiminde, yarı mamulün prosesinde ve proses kontrolünde hammadde işleme konmadan önce alınması ve buna uygun kalite eğitim ve planlamanın işletmede yapılması, v) Böylelikle durum faktörleri kalite kriterleri ve kontrol faktörleri arasında matematiksel bir model oluşturulacaktır. Kalite Planlamasında belirtilen kalite kriterlerinin nihai ürün üzerinde oluşturdukları etkileri belirlendikten sonra bu elde edilen bilgiler sonucunda işletmede AKILLI VERİ Pc-Programları hazırlanacaktır. b) Kontrol Faktörleri (Teknik Data /makine ayarları) Teknik Data / makine ayarlarının hammadde ve onun üretiminin çeşitli aşamalarındaki bağlantıları makineler üzerinde yapılacak Ar-Ge çalışmalarıyla belirlenecektir. Bu arada makinelerle ilgili teknik data/makine ayarlarının bulunduğu bir veri tabanı oluşturulacak ve bu veri tabanından faydalanarak çeşitli teknik hesaplamaların yapıldığı pc-programlar oluşturulacaktır. Bu elde edilen sonuçlarla kalite düzeltme / üretim arttırma çalışmalarının bu teknik data/makine ayarları ve bunların neden olduğu makine bilgilerinin kalite ve üretimle olan bağıntıları matematiksel modellerle ortaya çıkartılıp bunların sonuçları AKILLI VERİ TABANINDA TOPLANIP BİLGİ TABANLI PC-PROGRAMLAR geliştirilecektir. Bu arada bu çalışmalar sırasında geliştirilen Pc-programlarında da yararlanılacaktır. Bu çalışmalar Teknik Data/Makine ayarları projesinde kapsamlı olarak açıklanmıştır. - Ürün kalite kriterleri ile kontrol faktörleri arasında -Prosesin çeşitli aşamalarında ki girişim faktörleri ile kontrol faktörleri arasında -Kontrol faktörleri, kalite kriterleri ve ürün kalite kriterleri arasında matematiksel modeller 3
4 4 geliştirilecektir. c) Değişken faktörler : Bunlar tamamen kontrol edilemeyen faktörlerdir. Örneğin iplik CV% deki değişim. Bunlar kısa ve uzun süreli SPC-kartlarıyla trendleri kontrol edilecek ve bu değişimlerin kaynağı problem analiz/problem çözme algoritmalarıyla sonuçlandırılacaktır. Değişken faktörlerin analizi kontrol kartlarından izlenecek ve burada DPEA analizleri kullanılarak değişimin nedenleri ve boyutları araştırılacaktır. d) Girişim faktörleri: Bunlar prosese ara veren faktörlerdir.yani kopuşlar,duruşlar vb. Bunlarda gerekli SPC teknikleriyle ve problem analiz /problem çözme algoritmalarıyla analiz edilecek nedenler ve etkileri üzerinde akıllı bir veri tabanı oluşturulup bunların prosese olan etkilerinin en alt düzeye indirilmesi sağlanacaktır. Özellikle ringlerde kopuşlar, hammadde ve teknik data/makine ayarları arasındaki matematiksel bağıntılar geliştirilip kopuşların alt seviyelere çekilmesi sağlanarak üretim düzeylerinin yükseltilmesi sağlanacaktır. Burada uygulanacak olan matematiksel öngörmeler (modellemeler); i ) Hammadde kalite kriterleri ve hammaddenin prosesin farklı aşamalarındaki kalite kriterleriyle çeşitli proseslerde ki girişim faktörleri arasındaki matematiksel modelleme, ii) Kontrol faktörleriyle girişim faktörleri arasında matematiksel modelleme, iii ) Değişken faktörlerle girişim faktörleri arasında modelleme, iii ) Girişim faktörlerinin ki-kare analizleriyle istatistiksel analizi ve buradan yola çıkarak girişim faktörlerinin gerçek analizi yapılacaktır. Tüm bu sistem faktörlerinde SPC teknikleri, analizleri ve dağılım eğrileri kullanılarak yapılan testler SPC (istatistiksel proses kontrol) analizleriyle belirlenecektir. Böyle çok kapsamlı çalışma sistem faktörleri konusunda ülkemizde bir örnek teşkil edecek ve bu çalışmalar sistem tamamlandığında işletme de kurulan Ar-Ge birimi tarafından devam ettirilecektir. 4
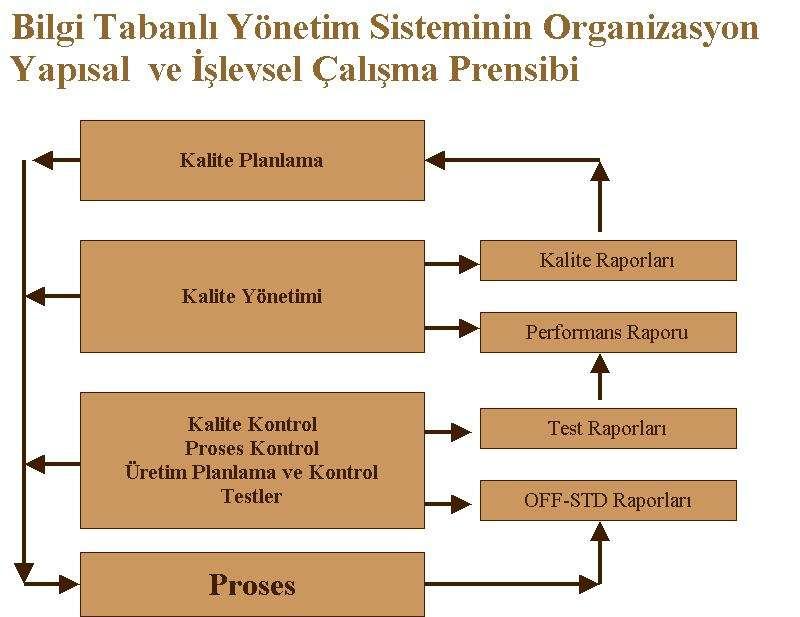
5 5 1.2 Bilgi Tabanlı Yönetim Sistemin Temel Yapı Taşları BİLGİ TABANLI KALİTE YÖNETİM SİSTEMİNİN TEMEL YAPI TAŞLARI 1 KALİTE PLANLAMASI KALİTE KRİTERLERİ KALİTE STANDARTLARI KALİTE OBJEKTİFLERİ ORGANİZASYONEL ÖNLEMLER VE TALİMATLAR TEST EDİLEN KALİTE KRİTERLERİ TEST BOYUTLARI TEST TOLERANSLARI TEST STANDARTLARI KALİTE EĞİTİMİ İÇİN PLAN VE PROGRAM 2 KALİTE YÖNETİMİ KALİTE KRİTERLERİNİN TEST PLANI DPEA ANALİZLERİ PROSES OPTİMİZASYONU (AR-GE ÇALIŞMALARI) KALİTE RAPORLARI İŞLETME PERFORMANS RAPORU PROBLEM ANALIZ /PROBLEM ÇÖZME ALGORİTMALARI TEST TOLERANSLARI SAFHA MALİYET ANALİZLERİ LİNEER PROGRAMLAMA STANDART MALİYET ANALİZLERİ 3 KALİTE KONTROL/PROSES KONTROL ÜRETİM PLANLAMA VE KONTROL TEST UYGULAMASI VE DOKÜMANTASYONU TEST SONUÇLARININ SPC-ANALİZLERİ TEST SONUÇLARININ ÖZETİ TEST SONUÇLARININ OBJEKTİF VE STANDART DEĞERLERİNİN KARŞILAŞTIRILMASI TEST RAPORLARININ HAZIRLANMASI OFF-STANDART RAPORLARIN HAZIRLANMASI TEST TOLERANSLARI Tablo 1.1 Bilgi Tabanlı Kalite Yönetim Sistemlerinin Temel Yapı Taşları Yukarıda görüldüğü gibi tüm etkenler birbiriyle iç içedir. Ve bunların hammaddeden nihai ürüne kadar yapıldığı göz önüne alınırsa çok fazla etkenin olduğu ortaya çıkacaktır.işte tüm bunlar için i) Veri tabanı matrislerinin oluşturulması ii ) bunlardan çok katlı matris analizleri, non-lineer ve lineer denklemlerin üretilmesi iii)bu matematiksel sonuçlarla bir anda bir çok etkenin nihai ürüne veya yarı mamule olan etkisinin akıllı bir veri tabanında toplanması sağlanacaktır. Geliştirilecek olan pc-programlar bu akıllı veri tabanını kullanarak bir çok fonksiyonel işlemler görecektir. Tüm bunların gerçekleştirilebilmesi içinde BİLGİ TABANLI SİSTEM öncelikli olarak kurulacaktır. 5
6 6 6
7 7 1.3 Bilgi Tabanlı Sistemin Organizasyon Yapısının Kurulması ve Uygulanması Bilgi Tabanlı sistemin organizasyonel yapısı üç ana bölümden oluşmaktadır. Bunlar; a) 1)Kalite Planlaması. b) 2) Kalite Yönetimi. c) 3) Kalite /Proses Kontrol /Üretim Planlama ve Kontrol. Kalite Planlaması tüm kalite güvence sistemini düzenler. Tüm kalite kriterleri ve uygulamalar değişen koşullara uygun olarak yeniden düzenlenebilmektedir. Dolayısıyla kalite planlaması sürekli kendini geliştiren ve yenileyen bir yapı içerisindedir. Kalite Yönetimi Kalite ilmeğinin (çevriminin) bir kavşak noktasıdır. Buradan hem üretim planlama, Kalite/Proses kontrol hem de kalite planlaması arasında bir iletişim söz konusudur. Kalite Yönetimine gelen test sonuçları burada yoğunlaştırılır ve tüm işletmenin ve her bir prosesin kontrolü sağlanır. Kalite Kontrolde yapılan testlerin sonuçları ile üretim ve bakım birimleri arasında doğrudan iletişimi de ayrıca sağlanır. Dolayısıyla kalite kontrol doğrudan prosese, işletmeye ve makine bakıma müdahale olanağına sahiptir. İşte tüm bunların bilgisayar destekli yapılması bu işlemlerin kısa bir zamanda ve etkili olarak yapılmasını sağlar. Kalite Kontrol bölümü yukarda belirtilen görevleri yerine getirir. Ve bu test sonuçlarını Kalite Yönetimine sunar burada off-standart raporlar doğrudan makine bakıma gider. Test raporları analiz edilerek kalite raporları hazırlanır. Bu işlemler kalite yönetimine bağlı birimlerce anında işleme konur ve gerekli düzeltmeler yapılır. Kalite Yönetimi ayrıca aylık olarak İşletme Performans Raporu hazırlayarak işletme genel olarak aylık periyotlarla performans endeksi olarak kontrol edilir. Ve buna uygun olarak aylık ek çalışma programı çıkartılır. Kalite Yönetiminde İşletme,Ar-Ge,Makine Bakım ve Kalite İlmeği Sorumlusu bulunur. Kalite Raporları ve İşletme performans raporları işletme üst yönetimi olan KALİTE PLANLAMASI tarafından denetlenir. Değişen koşullara uygun olarak kalite kriterleri, objektifler, standartlar kalite planlaması tarafından günün koşullarına uygun olarak değiştirilir. Böylelikle çevrim tamamlanmış olur. Sistemin özü sürekli gelişim ve ekip çalışmasıdır. DPEA : Hata Olasılığı Etki Analizleri DPEA : Defect Probability Effect Analyses ( Hata Olasılığı Etki Analizleri). Maliyetlere etki eden diğer önemli bir noktada ikinci kalite ve hatalı üründür. Hatalı ürün işletmenin hem imajını sarsarak pazarda rekabet edebilirliğe zarar vermekte hem de üretim maliyetini yükseltmekte ve karlılığı düşürmektedir. Hatta bazı durumlarda hatalı ürün işletmeye önemli ölçüde zarar verebilmektedir. İşte DPEA hem hataların olmadan etkilerini ve sonuçlarını analiz eden bir sistem olduğundan işletmelerde hammadde,yarı mamul ve nihai üründen oluşabilecek hataları en alt düzeye getirmektedir ve <0 hata > ile çalışmaya işletmeyi yönlendirmektedir. DPEA, Bilgi Tabanlı sistemde kullanılan önemli bir araçtır. Bu sistem hem hataların oluşmasını sistematik olarak azaltır hem de işletmede bilgi birikimini sağlar. 7
8 8 SPC: İstatistiksel Proses Kontrol SPC hala diğer sistemlerde olduğu gibi hata analizlerinde ve prosesin kontrolünde önemli bir işlev gördüğü gibi elde edilen bilgileri kullanılması açısından da yararlı olmaktadır. SPC-sistemli olarak kullanıldığında müşteriden gelebilecek şikayetleri % 5 lere indirmektedir ki bu da uluslararası standartlarda kabul edilen bir değerdir. SPC sayesinde üretilen tüm ürünün % 95 i hakkında kalite değerleri hakkında bilgi sahibi olunmakta ve satılan ürünün değerleri bilinebilmektedir. SPC-nin bir önemli yararı da toplam test sayısı ve birim test sayılarını % 95 güvenirlik sınırlarına göre belirleyip, ürün ve yarı mamulün kalite kriterlerinin objektif olarak vermesi ve gereksiz yere fazla ya da az test yapmayı ortadan kaldırmasıdır. Geliştirmiş olduğumuz SPC analizleri ve kontrol kartları sayesinde işletmede kalite ve üretim trendleri kısa ve uzun süreli periyotlarla izlenebilmekte böylelikle tüm işlemler kontrol altında olduğu gibi kontrol dışına çıktığında veya çıkmadan önce görülebilmektedir. Bilgi Tabanlı Kalite Yönetimin Yapısal ve İşlevsel Çalışma Şeması Problem Analiz / Problem Çözme Algoritmaları: Tüm problemler bu sistemle sistematik ve bilimsel olarak çözülür. İşletmede problemlerin çözümü için önce problemlerin tespiti yapılır.işte geliştirdiğimiz bu sistemle problemlerin tespiti, analizi ve çözümü gerçekleştirilerek işletmelerin kendi başlarına tüm sorunları çözmeleri sağlanır. Ayrıca işletmeye kurulan DATA BANK ( BİLGİ BANKASI ) sorunların çözümünde sizlere yardımcı olur. Dolayısıyla problemlerin kısa bir zamanda ve etkili olarak çözülmesi sağlanır. Problem Analiz/Problem Çözme DPEA ve SPC-analizlerinden toplanan problem verilerinin sistematik olarak çözülmesini sağlar. Bu şekilde elde edilen sonuçlar bir veri tabanında toplanarak ilerde problemin tekrar karşılanması durumunda soruna anında çözüm bulunmasını gerçekleştir. Kalite Kontrol: Kalite kontrol testleri ve prosedürleri uzun yıllar boyunca çeşitli işletmelerde yapılan işletme ve Ar-Ge çalışmaları sonucunda geliştirilmiştir.bu testlerin SPC analizleri sayesinde standart dışı işlemlere anında müdahale etme ve tüm testleri bilimsel olarak yorumlama gerçekleştirilmiş hem kalite güvencesi hem de optimum kalite sağlanmıştır. ABC Tekstil de kalite düzeylerini optimize etmek, verimliği arttırmak için harman dan itibaren harman-hallaç, tarak, cer, fitil, ring, bobin, open-end (rotor) makinelerinde pc-program destekli, SPC-analizli kalite kontrol testleri uygulanacak, makine testleri yapılacak hatalı çalışan prosesler düzeltilecektir. Burada yapılacak çalışmalar kalite yönetim organizasyon şemasında açıklanmıştır. Proses Kontrol Proses kontrol testleri de kalite kontrol testleri gibi SPC analizleri ve data bank içermektedir. Proses kontrol testleri özünde tüm sistem faktörlerinin testidir. Yapılan proses kontrol çalışmaları ve uygulamaları bu anlamda sistem faktörlerine göre kategorize edilecek ve buradan alınan 8
9 9 sonuçlar Proseslerin iyileştirilmesi, Toplanan dataların ilgili matematiksel modelleme örneklerine gönderilmesinde kullanılacaktır. Geliştirilecek olan bu sistemler sayesinde işletmede gelişmelerin çok kısa bir süre içinde sağlanmasına çalışılacaktır. Üretim Planlama ve Kontrol Yeni geliştirilecek olan üretim planlama ve kontrol sistemleri klasik sistemlerden oldukça farklıdır. Burada amaç termin ve siparişten ziyade üretim düzeylerini yükseltmek ve gerçekçi bir üretim hesaplaması elde etmektir. Bu program sayesinde üretim düzeylerini etkileyen etkenler daha bilimsel olarak analiz edilebilmekte ve üretim düzeyleri sistematik olarak yükseltilebilmektedir. Üretim planlama ve kontrolde bulunan teknik parametreler sistem faktörleri içinde analiz edilecektir. Böylelikle üretim düzeylerinin sistematik ve bilimsel olarak yükseltilmesi sağlanabilecektir. Pc-programlarının geliştirilmesinde sistem faktörlerinin üretim düzeylerinde ve üretim planlamasındaki etkileri de ayrıca araştırılacaktır. Bu çalışmalarda ayrıca üretim maliyetlerini minimize etmek ve karlılığı yükseltmek için lineer programlama, standart cost calculations sistemleri uygulanarak maliyetlerin hangi oranda, nasıl ve neden düşürülmesi gerektirdiği üzerine çalışılacaktır.burada yetiştirilen elemanlardan bu konularda çalıştırılmak üzere kalite yönetimine bağlı endüstri mühendisliği birimi oluşturulacaktır. Bu ekip ilerde sırf bu konular üzerinde çalışmalarını sürdürecektir. Böylelikle Bilgi Tabanlı sistemin yönetimsel ve eğitimsel olarak ta geliştirilmesine çalışılacaktır. İİF Grupları İİF grupları 1hafta gibi kısa bir zamanda işletmelere kurularak tüm çalışanların işletmenin gelişmesine katkıda bulunmaları sağlanmaktadır. Burada oluşturulan İİF ( iyileştirme için fırsat ) grupları tüm işletme mentalitesini değiştirmektedir. İşletmede hata yapandan çok işletmenin gelişmesine katkıda bulunabilecek insanlar ortaya çıkartılmakta, doğru çalışanlar ödüllendirilmekte ve desteklenmektedir. İİF'nin uygulandığı işletmelerde % gibi düzeylerde verimlilik artışı sağlanmıştır. İİF çalışmaları BİLGİ TABANLI KALİTE YÖNETİM sistemlerini ve uygulamasını salt bir mühendislik anlayışından çıkarmak ve tabana yaymaktır. Bilgi Tabanlı Sistem büyük bir oranda mühendislik ve bilgi üzerine yapılandırılmıştır. Fakat işleri en iyi bilenler orada çalışanlar prensibinden ve özellikle DEMİNG deneyimlerinden de yola çıkarak İİF gruplarının özellikle proses optimizasyonu çalışmalarında önemli oranda katkısı olacağı düşünülmektedir. 9
10 Kalite/Proses Kontrol Testleri KALITE KONTROL BOLUM TEST# PC-PROGRAM F HAMMADDE QC-001 ELYAF DATA PER QC-002 BALYA YONETIMI PER QC-003 ELYAF-DATABANK PER H.HALLAC QC-011 ELYAF DATA A QC-012 TUTAM AGIRLIK A TARAK QC-021 NE,CV,A% H QC-022 CV% DIYAGRAM H QC-023 TARAK BESLEME G/M VE TRANSFER TESTI A QC-024 TARAK ELYAF TEX A QC-025 CEKIM AYARLARI A QC-026 NEPS/100"^2 H QC-027 ELYAF DATA A VATKA QC-031 NE,CV,A% H QC-032 CV% DIYAGRAM H QC-033 ELYAF DATA A PENYOZ QC-034 PENYOZ DATA A QC-035 NE,CV,A% H QC-036 CV% DIYAGRAM H QC-037 ELYAF DATA A CER QC-041 CEKIM AYARLARI A QC-042 ELYAF DATA A QC-043 NE,CV,A% G QC-044 CV% DIYAGRAM G FITIL QC-051 ELYAF DATA H QC-052 CEKIM AYARLARI H QC-053 FITIL DATA /TANSIYON KONT./CVL A QC-054 NE,CV,A% H QC-055 CV%DIYAGRAM H RING QC-061 DUZGUNLUK,DUZGUNSUZLUK,INDEX G QC-062 NE KONTROL CV/CVT/CVW/CVB G QC-063 IPLIK MUK. TESTI/CV/CVT/CVW/CVB G QC-064 IPLIK MUK. TESTI/FREKANS DIY. H QC-065 ELONGATION TESTI H QC-066 STROKE-MASS DIY.-SPECT. H QC-067 CEKIM AYARLARI/CVL H QC-068 CLASSIMAT G QC-069 TUYLULUK G QC-070 BUKUM G QC-071 IPLIK GORUNUM G QC-072 TITRESIM KONTROL/SPECTOGRAM A QC-073 RING ELYAF DATA(OLCUMDEN) A QC-074 RING ELYAF DATA(SPECTOGRAMDAN) A QC-075 ELYAF DATA/EGIRME PERFORMANSI A QC-076 EGIRME KALITE PERFORMANSI A BOBIN QC-080 CLASSIMAT H QC-081 IPLIK SURTUNME KATSAYISI H QC-082 KOPMA KUVVETI VE GORUNUMU H QC M'DEKI KOPUSLAR G 10
11 11 QC-085 PARAFIN % H QC-086 IPLIK KALITE RAPORU H QC-087 IPLIK GORUNUM H QC-088 FIRSAT MODU ETKI ANALIZI G PROSES KONTROL BOLUM TEST# PC-PROGRAM F PROSES KONTROL H.HALLAC PC-010 HAVA AKIMI A PC-011 AKSAM HIZLARI A PC-012 CALISMA SURESI % A TARAK PC-013 TEKNIK DATA MAKINE AYARLARI A PC-021 TEKNIK DATA MAKINE AYARLARI A PC-022 SAPKA TELEFI SIYIRMA TESTI A PC-023 TARAK TELEF TESTI A PC-024 COILER DUZGUNLULUGU A PC-025 KOVA AGIRLIK VE METRAJI A PC-026 DURMA VE NEDENLERI A VATKA PC-030 CIKIS HIZI A & PC-031 LAP AGIRLIK VE EBATI A PENYE PC-032 DURMA VE NEDENLERI A PC-033 TUYLULUK A PC-034 KOVA AGIRLIK VE METRAJI A PC-035 PENYE TELEF TESTI/PENYOZ DATA A PC-036 DURMA VE NEDENLERI A PC-037 COILER DUZGUNLULUGU A CER PC-041 ON SILINDIR HIZI A PC-042 KOVA AGIRLIK VE METRAJI A PC-043 COILER DUZGUNLULUGU A PC-044 EKARTMAN AYARI A PC-045 DURMA HAREKETI A PC-046 DURMA VE NEDENLERI A FITIL PC-051 ON SILINDIR HIZI A PC-052 IG DEVRI(STROBOSKOP) A PC-053 BOBIN EBATLARI A PC-054 SARIM/CM A PC-055 TRAVERSE HAREKETI A PC-056 DURMA VE NEDENLERI 2H PC-057 EKARTMAN AYARI A RING PC-060 ON SILINDIR HIZI H PC-061 IG DEVRI(STROBOSKOP) 6A 11
12 12 PC-062 EMIS TESTI 3A PC-063 KOPUS/EGIRME PERFORMANSI 2H PC-064 BOS DONEN IG H PC-065 SILINDIR AYARLARI 3A PC-066 TRAVERSE HAREKETI 2H PC-068 BOBIN EBATLARI H PC-069 EGIRME GEOMETRISI 3A BOBIN PC-070 HIZLAR G PC-071 BOBIN EBATLARI H PC-072 BOBIN PERFORMANSI H PC-073 IPLIK TANSIYON H PC-074 TEMIZLEYICI AYARLARI H GENEL KN-001 KLIMA G KN-002 TERAZI KONTROL 3A KN-003 URETIM OZELLIKLERI H KN-004 URETIM ANALIZI G KN-005 EGIRME DATA BANKASI G KN-006 NEM OLCUM KART KONTROLU G KN-007 TELEF KONTROL G KN-008 URETIM KONTROL G KN-009 RANDIMAN ANALIZI G KN-010 TEK.TEK&SPECTOGRAM ANALIZI G KN-011 BAKIM PROGRAMLARI G KN-012 STANDART DISI RAPORLAR G KN-013 SUREC DATA G KN-014 STANDARTLAR VE TOLERANSLAR G KN-015 URETIM MALIYET ANALIZI G KN-016 ISTATISTIKSEL PROSES KONTROL G KN-017 ISLETME ORGANIZASYONU 3A KN-018 GOREV DAGILIMI 3A 12
13 Proje Süreleri Proje # PROJE Başlıkları Danışmanlık hafta ProjeHaft a Proje Ay 1 Proje 1-A 4 1 Organisazyonu 2 BILGI TABANLI 1-B Eğitim ve kalite planlaması 4 1 KALİTE 1-C Testler ve performans raporu 8 2 YÖNETİM 1-D Rapor hazırlama E Düzeltme çalışmaları F Kalite Yönetimi Toplam
14 14 2- Pc-Program Uygulamaları ve Proses İyileştirme Çalışmaları Özet Bilgileri 2-1 CARD FIBRE TRANSFER TEST ver 1.0 Pc-Programı Kaliteli iplik elde etmek için ilk önce kontrol edeceğimiz yer tarak makinesidir. Tarak makinesinin iplik kalitesi üzerine etkisi büyüktür. Bu program tarak makinesinin performansını kontrol etmek için Laplace transfer fonksiyonunu kullanır. Pc-programla bütün tarak tellerin, elyaf transfer oranının, tarak makinesinin performansının ve makine ile ilgili birçok parametrelerin iplik kalitesine etkisini görebiliriz. Böylece gerekli düzenlemeleri yapabiliriz. Araştırmalar sonunda, tarak elyaf transfer % oranı ile iplik düzgünsüzlüğü arasında bağıntı olduğu bulunmuştur. Bu nedenle iplik kalitesinde gelişmeler özellikle örme ipliği için bu program; iplik düzgünsüzlüğünün geliştirilmesinde, tarak döküntüsünün azaltılmasında, tarak tellerinin ve bunların ayarlarının düzgün bir şekilde kontrolüne katkıda bulunmaktadır. Pamuk ve yapay elyaf tarak sistemlerinde ve benzer bütün kısa ştapelli eğirmecilik sistemlerinde verimli olarak kullanılabilir. Işletmede pc-programla performans gelişimi ve yararları Harman hallaç ve tarak prosesleri özellikle iplik düzgünsüzlüğüne ve mukavemetine etkisi göz önüne alındığında Card Fibre Transfer Test pc-programı yardımıyla en iyi iplik kalitesini geliştirmekle beraber tarak döküntüsünü azaltabilirsiniz. Card Fibre Transfer Test pc-programı yardımıyla yüksek döküntü ve düzgünsüzlük açısından hatalı işleyen tarak makineleri belirlenir. Tarak ayarları diyagramı ve tarak ayarları bilgisi Card Fibre Transfer Test pc-programı yardımıyla önceden hazırlanılır ve optimize edilebilir. Tarak tellerinin performansı, Card Fibre Transfer Test pc-programı yardımıyla tarak elyaf transfer oranı ve tarak silindirin düzenleme gücüne göre test edilir. Card Fibre Transfer Test pc-programı yardımıyla en iyi kalite iplik üretilmesinin ve üretim maliyetlerinin düşürülmesinin başarılabilmesi için teknolojiye odaklı firmalar için bir zorunluluktur. Card Fibre Transfer Test ver 1.0 Pc-Programı, maliyetlerin düşürülmesi için karde ve penye iplik üretimi kadar open-end iplikçilik üretiminde verimli olarak da kullanılır. Daha fazla bilgi için SPIN PLAN ver 1.0 Pc-Programı Işletmelerde yoğun araştırmalar sonucunda geliştirilen Spin Plan pc-programı iplik kalitesinin geliştirilmesi, tarak ve penyöz prosesinden ringe kadar tüm proseslerde üretim seviyesinin artırılması ve ayrıca hatalı çalışan proses aşamalarının ne olduğunun öğrenilmesi mümkündür. Buna ek olarak ITRU Group Ltd'in geliştirmiş olduğu Problem Analiz ve Problem Çözme algoritmaları yardımıyla üretim prosesin her aşamasında önemli lif parametrelerini, düzensizlik indeksini, kısa lif içerik yüzdesi eğrilerini, ön ve arka çengeller için ortalama lif uzunluğunu hesaplar ve ayrıca gerçek ve optimum çekim eğrisini oluşturur. Spin Plan pc-programı iplik kalitesi ve eğirme performansıyla ilişkili olan yeni çekim eğrileri kavramı, düzensizlik indeksini, lif sayısı ve ortalama lif uzunluğuyla kısa içeriğinin belirlenmesiyle fibrogram & düzgünsüzlük test cihazlarının kullanımını değerli hale getirdi Spin Plan pc-programı sayesinde aşağıdaki unsurlar hesaplanır: Prosesin her aşamasında düzensizlik indeksi Lif yönlendirme derecesi ve lif kırılması için fibrogram span-uzunluğu değerlerinden ön ve arka çengeller için lif ağırlık eğrisiyle ortalama lif uzunluğu 14
15 15 Çekim kuvvetlerin sürtünme alanları, ekartman ayarları gibi düzensiz çekim şartlarının, fazla gerilimli liflerin belirlenmesinde ön ve arka çengeller için kısa elyaf içerik eğrilerini Prosesin her aşamasında gerçek lif uzunluklarının artmasını ve lineer düzgünsüzlüğe göre bütün gerçek çekim eğrilerini hesaplayarak böylece optimum Spectrograph eğrileri her aşamada tespit edilebilir. Her proseste bu parametrelere çekim CV si ve çekim uzunluğu denir. Eğirme prosesinde hatalı çalışan bölümün belirlenmesi kadar iplik kalitesinin gereksinimlerine göre optimum iplik kalitesinin gerçekleştirilmesi için prosesin optimum lineer düzgünsüzlük değeri hesaplanır. Daha fazla bilgi için COMBER DATA ver 1.0 Pc-Programı Comber Data Pc-programı penye iplik kalitesini iyileştirmek, penyöz döküntüsü yüzdesini azaltmak, ürün performansını, ring eğirme verimliliğini geliştirmek, verilen elyaf tipine göre penyöz döküntüsünün optimize edilmesi ve penyöz performansının kontrol edilmesi için Bilgi Tabanlı Problem Analiz ve Problem Çözme Teknikleriyle kıskaçların, üst tarak ve penyöz silindiri fonksiyonlarının kontrolü kadar optimum döküntü yüzdesi ve önemli elyaf parametrelerini hesaplar. Işletmede pc-programla performans gelişimi ve yararları Verilen karışım için penyöz döküntüsünün minimum değere düşürülmesi Ring eğirme performansının iyileştirilmesi Kıskaçlar, üst tarak dalma ayarı ve tarama bölümündeki gibi penyöz makinasında hatalı çalışan parçaları bulmak Tarama için hatalı ön prosesleri bulmak Iplik düzgünsüzlüğünden ve eksikliklerin giderilmesiden dolayı örme ipliğinin kalitesinin iyileştirilmesi Araştırma çalışmalarımızın sonunda en iyi kalitede iplik Comber Data Pc-Programı yardımıyla penyöz döküntü yüzdesi %17'den %10'a düşürülerek başarılmıştır. Daha fazla bilgi için QC-RS ver 2.0 Pc-Programı QC-RS ver 2.0 verimliliğin, kopuş oranlarının ve iplik kalite parametrelerin kontrol edilmesi ve iyileştirilmesi için geliştirlen Bilgi Tabanlı pc-programdır. Sistem SPC (istatistiksel proses kontrol) çizelgeleri, histogtramlar, kümülatif frekans ve pareto diyagramları içerir. Işletme performans gelişimi ve yararları Iplik işletmesinde uygulamalı araştırma projesiyle geliştirilen ve test edilen bu pc-program işletmeye çok büyük yararları oldu. Iplik kalite parametreleri üzerinde bütün kontrolün gerçekleştirilmesi Iplik kalitesi ve ring eğirme performansının aynı anda geliştirilmesi Proses ve kalite kontrolün birleştirilmesi gerçekleştirildi. Iplik kalitesi ve eğirme performasının geliştirilmesi için testlerin analizi ve raporlanması ve bilgi tabanlı problem analiz ve problerm çözme teknikleriyle işletmede var olan problemlerin çözülmesinde yararları olmaktadır. SPC-uzun trentli çizelgeleri, kümülatif ve relatif frekans analizlerinin yardımıyla iplik kalite ve proses kontrol parametrelerinin bütünüyle kontrol edilmesi 2-5 RING SPINNING PERFORMANCE ver 1.0 Pc-Program Ring bölgesinde kopuş oranları esas olarak ön silindirin kılavuz bölgesinde eğirme prosesinin 15
16 16 kalitesi, lif seçimi ve lif özellikleri ile ilişkilidir. Yukarıdaki faktörlere ek olarak balon oluşumu ve hava direnci kuvveti kopuş oranların belirlenmesinde önemli rol oynamaktadır. Bu pc-programla kopuşların nedenleri belirlenir ve tasnif edilir. Pareto çizelgeleri kopuş oranlarının azaltılması için hazırlanır. Böylece yüksek ring eğirme performansı gerçekleştirilir. Bu pc-programından aşağıdaki noktalar belirlenir: a) Duruşlar ve nedenleri b) Pareto analizleri c) Her makine, usta, iplikçi ve lot için kopuş / 1000 iğ saat d) Iplikçi turlama saati e) Üretim (gr/iğ saat) f) Gerçek verimlilik % g) Üretim verimliliği % h) Iplikçi performans indeksi i) Pneumofil döküntü yüzdesi j) Takım değiştirme süresi ve sayısı k) Vardiya ve gün başına beklenilen üretim Bu nedenle, şunlar mümkündür: a) Ilgili problemlerin ortadan kaldırılmasıyla H.O.K.'un düşürülmesi (işçinin 100 kg iplik için harcadığı saat) b) Iplikçi çalışma performansının tespit edilmesi ve standart oranın altında olan iplikçinin bu çalışma performaslarının geliştirilmesi c) EBTSPHR (kopuş 1000 iğ saat) ve PNW% (phnemofil telef yüzde) açısından standart dışı çalışan iplikçileri ve makinelerin belirlenmesi Ring Performans Testi yüksek kopuş ve döküntü yüzdesi olan makinelerin ve geç müdahale eden iplikçi gibi bilgileri sağladığı kadar iplikçiler arasında karşılaştırma yapar. Işletme performans gelişimi ve yararları Kopuş oranlarının minimize edilmesi ve üretim değerinin ve verimliliğin artırılması Ne,Tpi, Lot nosuyla indekslenen pasta grafik analizleri sayesinde kopuşların nedenleri üzerinde sistemli olarak kontrolünün yapılması Üretim maliyetlerinin düşürülmesi için iğ hızlarının artırılması Iplikçi turlama zaman parametreleriyle iplikçi kontrolü Ring döküntü yüzdesinin kontrolü Rspf pc-programının yardımyla ve spin plan testleriyle yüksek iğ hızları ve ring iğ hızlarının optimizasyonu gerçekleştirilir. 2-6 SPINNING GEOMETRY ver 1.0 PC-Programı Bu program, eğirme balonu ile ilişkili eğirme kops yapısı ve eğirme geometrisi gibi eğirme parametrelerle ilgili ring eğirme verimliliği ve üretim değerlerinin yükseltilmesi için ar-ge çalışmaları sonucunda geliştirildi. Kopuş oranı ve vardiya başına takım sayısını minimum seviyeye indirilmesi ile ring eğirme verimliliğinin artırılması sağlanır. Spinning Geometry ver 1.0 bu amaçları gerçekleştirmek için sarım gerilim ve kops dolum performans kontrolü için geliştirildi. Kopuşların nedenleri ve eğirme kops yapısı ring eğirme bölgesindeki kopuşların yaklaşık %60'ı ön silindirden bileziğe geçerken oluşmaktadır. Kopuşların nedenleri her zaman ipliğin mukavemeti ve düzgünsüzlüğü ile ilgili değildir. Uygun olmayan kops oluşumu air-drag kuvvetleri, balon ve iğ ile ring arasındaki eksantriklikten dolayı yüksek kopuş oranlarına sebep olabilmektedir. Bu nedenle kops oluşumu sadece masura üzerine iplik sarılması değildir ve iplik tüylülüğüne etkisi vardır. Iplik 16
17 17 yüzeysel yapısı kopuşları önemli ölçüde etkilemektedir. Işletme performansının gelişimi ve yararları Uygun kops oluşumu Ringte kopuşların azaltılması Daha az takım değiştirmeden dolayı ringte %1 ile 3 arasında verimlilik artışı Hatalı kops oluşumunun azaltılması Bobinde verimliliğin yükseltirmesi Çalışanın motivasyonunun yükseltilmesi Tüylülük ve diğer önemli iplik kalite parametrelerinde iyileştirme 2-7 IPLIK PROSES MÜHENDISLIĞI VER 1.0 PC-PROGRAMI Yapılan iplik kalitesi parametrelerini önemli oranda ring makinesinin ön silindirinden çıkan lif özellikleri belirlemektedir. Geliştirilen bu yeni yazılımla aşağıdaki bilgiler elde edilmiştir. Fibrograph Lif uzunluklarını ölçmek için HVI test cihazı kullanılmaktadır. Ring makinesinin ön silindirinden çıkan lif uzunluklarını ölçmek oldukça sorunlu bir işlemdir. Ayrıca HVI test cihazıyla pamuk dışında liflerin uzunlukları ölçülememektedir. Geliştirilen bu yeni yazılımla Fibrograph lif uzunlukları olan % 2,5, % 50 ve ortalama lif uzunlukları, elyaf CV % leri tüm pamuklu ve karışımları için Spectrograph eğrisinden bulunmuştur. Bu bugüne kadar yapılan ilk çalışmadır. Bunlara ek olarak lif inceliği de hesaplanmıştır. Bu durum özellikle ring/rotor makinelerinde lif kırılmaları ve nedenleri üzerinde yapılacak diğer ar-ge çalışmaları için oldukça yararlı sonuçlar verebilecektir. Bugün kısa lif iplikçiliğinde temel sorun lif kırılmalarıdır. Bu kapsamda bu yazılımla bu konu çok daha titizlikle araştırılabilecektir. Iplik Kütlesel CV % ile iplik mukavemet CV % arasında spectrograph tan yeni bir bağıntı geliştirilmiştir. Dolayısıyla spectrograph eğrisi çıkartıldığında ipliğin mukavemet varyasyonu hakkında önceden bilgi alınabilecektir. Iplik düzgünsüzlüğünden iplik çapındaki varyasyonu simule den bir program geliştirilmiştir. Böylelikle iplik çapındaki düzgünsüzlükler sanal ortamda simule olabilecektir. Iplik üzerinde olası ince ve kalın yerler 100,000 değer için normal dağılım yoluyla hesaplanmıştır. Buradaki amaç ince ve kalın noktaların ölçüm değerleriyle hesaplanan değerleri karşılaştırarak limit ince ve kalın değerleri bulmak ve iplikte hataları azaltmak için CV % değerlerinde yapılacak çalışmaları belirlemektir. Mukavemet test cihazından alınan verilerden ipliğin özgül mukavemet değeri hesaplanmış ve buna göre iplikten alınabilecek maksimum mukavemet değerleri bulunmuştur. 2.8 Teknik Data/Makine Ayarları ve Spektrogram Analizleri Teknik Data/Makine Ayarları bir iplik işletmesinde maliyetlere etki eden en önemli parametrelerden birisidir. Fakat burada dikkat edilecek nokta hangi parametrelerin veri tabanı olacağı ve hangilerinin bu veri tabanından yola çıkarak hesaplan değerler olacağı ve bunların nasıl tespit edileceğidir. Buna bir örnek verirsek tarakta bütün işletmelerde brizör devirleri bulunur, fakat taraklama/cm değerleri çok az işletmede göz önüne alınır. Halbuki nepsi ( 4mm den kısa normal iplik kesitinin 4 katı iplikte oluşan kalın yer) etkileyen taraklama/cm dir Dolayısıyla bu konuda geliştirilecek olan teknik data /makine ayarları çalışmaları bir çok işletmeye örnek olabilecek düzeydedir. Harman-hallaçtan başlayarak ring dahil teknik data/makine ayarları bir iplik işletmesinde kalite ve verimlilikte işletmenin bir nevi hassas-ayarıdır. Teknik-data makine ayarları iplik kalitesini oldukça fazla etkilediğinden bazen bir parametrenin uygun olarak seçilmemesi iplik kalitesini 17
18 18 bozabilmektedir. Bu çalışmalar sırasında gerekirse çalışmaların daha verimli olabilmesi için makine üretici firmalarla ve yurt dışındaki Ar-Ge kurumlarıyla iletişim kurulacaktır. Teknik Data/Makine Ayarları İPLİK İŞLETMESİ BİLGİ BANKASININ bir veri tabanıdır. Tüm Teknik Data/Makine Ayarlarının sistematik olarak tespitiyle işletmede oluşan kalite hataları önlenebilmektedir. Özetle Teknik Data/Makine Ayarları; a) Harman hallaç tarak toplam telef miktarını doğrudan belirler. b)nihai ürün olan iplik kalite kriterlerini ve gram/iğ saat ve HOK u (100 kg iplik üretmek için harcanan işçilik saatini) etkiler. c) İplik kalitesini belirler. d) Maliyetleri doğrudan etkiler. Dolayısıyla teknik data/makine ayarları kullanılan harman ve iplik Ne sine göre değişmektedir. Firmamız çeşitli harmanlar ve elyaflar için bir reçete hazırlamış değildir çünkü böyle hazırlanan reçeteler işletmeden işletmeye değişir ve pratikte de bir faydası yoktur. Ne var ki, geliştirmiş olduğumuz pc-programlar teknik data / makine ayarlarının belirlenmesinde bize yardımcı olur ve kılavuz görevi görür. Diğer bir önemli noktada teknik dataların bazen tek bir parametrenin tek başına hiç etkisi olmadığı diğerleriyle birlikte etkili olduğu da tespit edilmiştir. İşletmede yapılacak teknik data/makine ayarları Ar-Ge çalışması de ringlerde; hem proses safhalarında hem -Üretim düzeylerinin yükseltilmesi, -Kalitenin iyileştirilmesi, -Maliyetlerin düşürülmesini gerçekleştirmektedir. Bu yapılacak çalışma sonunda iplik proses parametrelerine göre (Ne,Büküm,Proses (karde,penye,open-end)) optimum teknik data/makine ayarları ve bunların çalışma aralıkları (standart değerleri ve toleransları) belirlenecek ve bu veriler Proses Özeti Pc-programını veri tabanını oluşturacaktır. 2-9 Spin Matrix Analyses Çok katlı regresyon ve matris analizlerini kullanarak bir anda birden fazla değişikliğin yarı mamul ve mamul özelliklerine olan etkisini bulmada kullanılacak.bu nedenle projenin tüm aşamalarında faydalanılacak bir program Harman Performansı Kopuş,hammadde,telef sistemlerini birlikte kapsayarak telef kontrol sisteminin kurulurak harman performansının hammaddeden prosessin son aşamasına kadar denetiminin sağlanarak harman performansının yükseltilerek hammadde maliyetinin düşürülmesi (Ref 18
19 19 Diger tüm pc-programlar için referanslar Ek bilgiler Tarak transfer testi Comber Data Spin Plan Bilgi Tabanlı Kalite Yönetim Sistemleri 19
20 20 3-TÜBİTAK -Tideb(Teknoloji İzleme Değerlendirme Başkanlığı) Destekli Ar-Ge Projeleri Bildiğiniz gibi TÜBİTAK-Tideb (Teknoloji İzleme Değerlendirme Başkanlığı) ülkemizdeki sanayi kuruluşlarının ar-ge çalışmalarını desteklemektedir. Bu kapsamca firmamızca işletmenizin ihtiyaçlarına uygun olarak Tideb e sunulmak üzere bir ar-ge projesi hazırlanabilir. TÜBİTAK yalnızca bir projeyi 1 işletmede desteklemektedir. Bu nedenle bu projenin sizin işletmenizde yapılması durumunda Tübitak destekli olarak başka bir işletmede yapılma olanağı yoktur. Bu durum size önemli bir rekabet gücü kazandıracaktır. Ayrıca çalışmalarımız hakkında size bir demo cd göndermek istiyoruz.. Bu konuları kapsamlı olarak uygun bir zamanda işletmenizi ziyaret ederek sizinle doğrudan görüşmenin yararlı olacağı kanısındayız. Ülkemizin önde gelen bir iplik işletmesi için hazırladığımız bir başka proje Tübitak tarafından desteklenmiş, işletmede uygulanmış ve oldukça başarılı sonuçlar alınmıştır. Hazırlayacağımız bu yeni projenin de başarılı olacağına inanıyoruz. A.Tübitak -Tideb(Teknoloji İzleme Değerlendirme Başkanlığı) Destekli Projelerin İş Akım Şeması Tübitak Tideb destekli projelerinin iş akım Şeması aşağıdaki gibidir. 20 1)Proje başvurusu 2)Proje çalışmasına Başlanılması Projenin desteklenebilmesi için işletmede proje ile ilgili az da somut bir çalışmanın yapılması gerekmektedir. Bunun için a)proje ekibinin oluşturulması b)proje ekibinin yapılanmasının sağlanması c)kütüphane ve eğitim salonunun gözden geçirilmesi d)ar-ge bölümü için gerekli hard ware ve software lerin temini e)elemanların Tübitak projesini hazırlama, test teknikleri vb konularda eğitimi f)proje ile ilgili en az 1 aylık çalışmanın yapılması gerekmektedir. Edindiğimiz bilgiler doğrultusunda Tübitak ın bir projeyi desteklemesi için proje ile ilgili somut çalışmalara başlanılması gerekmektedir. Nitekim bundan önceki projede projeye Ağustos tarihinde başlanılması ve Tübitak a Kasım ayında proje başvurusu yapılmıştır. Tübitak projeleri başvuru formlarında ve ar-ge çalışmalarında önemli değişikler olmuştur. Bunlardan en önemlisi ise ar-ge çalışmalarıyla ilgili olarak çok daha bilimsel olarak projelerin ve iş paketlerinin hazırlanması gelmektedir. ABC TEKSTİL A.Ş de böyle yeni bir çalışma sistemine girmesi uzun ve kısa dönemde işletme açısından sizin tahmininizden çok daha fazla yararlı olacaktır. 3)Değerlendirme a) Hakem (üniversite öğretim görevlileri ) değerlendirmesi b) Tideb ön değerlendirme c) Son değerlendirme (ret veya kabul ) Projenin kabulü durumunda aşağıdaki işlemler olmaktadır.
21 21 4)Ar-ge yardım isteği ve proje çalışmaları teknik rapor Yapılan çalışmaların teknik rapor ve maliyet rapor halinde Tideb e gönderilmesi 5)Tideb inceleme ve izleyici (hakem) incelemesi Yapılan proje çalışmalarınının izleyici ve Tideb tarafından incelenmesi 6)TÜBİTAK tarafından Destek oranının ve miktarının belirlenmesi 7)DTM (DIŞ Ticaret Müsteşarlığı ) tarafından belirlenen Destek oranında işletmeye doğrudan ödeme yapılması Ödemeler her iş paketi tamamlandığında yapılmaktadır. Desteklenen giderler 1) Personel giderleri % 75 2) Alet -Teçhizat-Yazılım % ) Danışmanlık hizmetleri % ) Malzeme % ) Seyahat giderleri %36-60 B. Ar-ge çalışmalarının TÜBİTAK destekli yapılmasının yararları a)tüm çalışmaların iş zaman çubuk grafiğine uygun olarak yapılması b)çalışmaların bilimsel kurallara uygun yapılması c)ar-ge mentalitesinin işletmede gelişmesi d)yapılan çalışmaların üniversite görevlileri (izleyici) tarafından denetlenerek ar-ge çalışmalarının denetimli yapılmasının sağlanması e)firmanın prestij kazanması f)işletmede bilgi birikiminin sürekli artması g)en önemlisi işletmenin sürekli gelişmesi ve maliyetlerin sürekli düşmesi h)gerçekten bilimsel kurallara uygun olarak yapılan ar-ge çalışmalarının işletmeye sağladığı kazanımlar tartışmasız bir gerçektir. 21.yy da ayakta kalabilecek işletmeler yalnızca ar-ge ye yatırım yapan işletmeler olacaktır. 21
22 22 EUREKA PROJELERI Firmamız Doğu Avrupa da bulunan iki üniversite ile yapmış olduğu co-opeative research anlaşması doğrultusunda Tekstil ve Konfeksiyonun tüm konularında Eureka projeleri de hazırlamaktadır. Bu projeler konusunda ayrıntılı bilgiler sunabiliriz. 22
23 23 PROJE 1: PROJE ADI Bilgisayar Destekli Bilgi Tabanlı Sistemlerle Ring İplik İşletmelerinde Lif Kırılmalarının Azaltılarak İplik Kalite Kriterlerinin İyileştirilmesi ve Üretim düzeylerinin Yükseltilmesi KISA ANLATIMI Bu proje ve buna bağlı alt projeler bir Türk firması olan ITRU GROUP LTD - tarafından geliştirilen, belirli kısımları ülkemizdeki bazı işletmelere kurulan BİLGİSAYAR DESTEKLİ BİLGİ TABANLI KALİTE YÖNETİM sistemlerinin ABC TEKSTİL 'nin pamuklu iplik işletmesinde kurularak proses optimisazyon, Yarn Process Engineering (İplik Proses Mühendisliği ) çalışmalarını gerçekleştirmek ve Yüksek Teknoloji üretimi için gerekli olan yazılımları geliştirmek ve yazmak olacaktır. Bu kapsamda ring iplikçiliğinde üretim düzeylerinin Bilgisayar Destekli Sistem ve pcprogramlarla yükseltilmesi, kalite düzeyinin optimize edilmesi, hammadde maliyetinin ve üretim maliyetlerin en alt düzeye getirilmesine çalışılacaktır. Projenin ana yapısı aşağıdaki bölümlerden oluşmaktadır. Bilgi Tabanlı Kalite Yönetim Sistemlerinin kurulması Mevcut Harmanlarla Proses optimisazyon Çalışmaları Yeni Harmanarla Proses optimisazyon çalışmaları Bilgi Tabanlı Sistemin İşlem Akış Şeması Sonuçlarının değerlendiren Ring Bilgi Tabanlı Yazılımının geliştirilmesi ve test edilmesine çalışılacaktır. Proses optimisazyonundaki çalışmaları gerçekleştirebilmek için Bilgi Tabanlı Kalite Yönetim Sistemleri işlevsel ve yönetimsel olarak işletmede yapılandırılacaktır. Proses optimisazyonunda yapılacak çalışmaların verimli olabilmesi için bu çalışmalara bilgi sağlayacak Kalite Yönetim Birimleri oluşturulacaktır. Bu projede Ar-Ge çalışmalarının sağlıklı yapılabilmesi ve daha sonra bu çalışmaların sürdürebilmesi için öncelikli olarak işletmede BİLGİ TABANLI KALİTE YÖNETİM SİSTEMLERİ kurulacaktır. Daha sonra yapılacak olan ise Kalite Yönetimine bağlı işletme Ar-Ge birimi oluşturulmasıdır. Ar-Ge çalışmaları kadar Ar-Ge çalışmalarını yönlendirecek ve ona gerekli bilgileri sağlayacak alt yapıda önemlidir. BİLGİ TABANLI SİSTEMİN temel dayanağı bilgidir. Bilgi ancak Ar-Ge çalışmalarıyla sağlanabilmekte ve geliştirilebilmektedir. Dolayısıyla Ar-Ge biriminin başarılı olabilmesi için onunda bilgiye dayalı bir sistemle bütünleşmesi ve yapılandırılması gerekmektedir. Dolayısıyla bu projenin bir amacı da Ar-Ge çalışmalarının proje bitiminden sonra da devamını sağlamak ve yeni projelerin üretilmesini ve var olanları geliştirilmelerini güvence altına alarak ülkemizdeki işletmelerde Ar-Ge birimlerinin kurulmasını ve kurulu olanların Bilgi Tabanlı Sistemle bütünleşmelerini sağlayarak gelişmelerini gerçekleştirmektir. Bugün Ar-Ge ye yapılan yatırımla işletmeler harcadıklarından çok daha fazla kazanma olanağına sahip olmaktadırlar. Bu projenin temel hedefi kurulan Ar-Ge birimiyle işletmede elde edilecek kazanımları somut verilerle kanıtlamaktır. Böylelikle ülkemizde Ar-Ge birimlerinin yaygınlaşmasını sağlamaktır. 23 Ar-Ge birimlerini kurmadan ve bu birimleri Bilgi Tabanlı Sistemle bütünleştirmeden yapılacak
24 24 olan Ar-Ge projeleri ne kadar başarılı olursa olsunlar. Proje bitiminde işletme yavaş yavaş eski haline dönmektedir. Tüm bunların bilincinde olarak burada yapılacak projenin devamı için Kalite Yönetim Sistemlerinin kurulması gerekmektedir. Bunun diğer bir nedeni de Ar-Ge projelerine gerekli bilgilerin sağlanması için gerekli alt yapının oluşturulması gerektiğidir. Bunlar Kalite kontrol /proses kontrol/üretim planlama ve kontrol Kalite Yönetimi Kalite Planlaması Birimlerinde toplanan verilerdir. İşletmede gerekli veriler olmadan yapılacak Ar-Ge çalışmaları hem verimsiz hem de zaman kaybından başka bir şey değildir. Bu projede oluşturulan Ar-Ge birimiyle Proses İyileştirme Çalışmaları yapılarak kalitenin iyileştirilmesi, verimliliğin yükseltilmesi, üretim düzeylerinin yükseltilmesi mevcut harmanların kullanılarak sağlanması amaçlanmaktadır. Bu proje kapsamında ABC TEKSTİL ' nin pamuklu işletmelerinin uluslararası pazarda rekabet gücünü arttırmak, üretim düzeylerini yükseltmek, maliyetleri en alt seviye çekerek ihracat potansiyelini hem kalite hem de üretim düzeylerinin arttırılmasını sağlayarak gerçekleştirmektir. Öncelikli olarak Kalite Kontrol daha sonra Kalite Yönetiminde yetiştirilen elemanlardan İşletme Kalite Yönetimine bağlı İşletme Araştırma ve Geliştirme birimi kurulacak ve burada çalışacak elemanların Ar-Ge konularında eğitimi gerçekleştirilecektir. Kurulacak olan Bilgi Tabanlı Kalite Yönetim Sistemleri Ar-Ge çalışmaları için gerekli olan alt yapıyı sağlamış olacaktır. Yapılan iplik kalitesi parametrelerini ve ring iplik makinesinin çalışma performansını önemli oranda ring makinesinin ön silindirinden çıkan lif özellikleri belirlemektedir. Özellikle ring makinelerinde lif özellikleri harmana göre oldukça fazla değişebilmekte ve durum iplik kalitesini ve ring makinesinin verimlilik % sini önemli ölçüde etkilemektedir.ring karde ve penye iplik kalitesi önemli oranda lif uzunluklarına ve lif inceliğine ve lif mukavemetine bağlıdır. İşletmelerde genelde yapılan lif özelliklerini harmanda iken ölçmek ve proses aşamalarındaki lif değerlerini önemsememektir. Halbuki proses ve çekim hataları liflerin kırılmasına neden olmaktadır. Bu nedenle kullanılan pamuk ve diğer lifler ne kadar iyi değerlere sahip olurlarsa olsunlar bunların proses aşamalarındaki değerleri daha önemlidir.ülkemizde kullanılan Ege pamuğunun ortalama lif uzunluğu (1 1/8 inch 36/32 inch) uzunluğundadır. Fakat yapılan araştırmalarda bu lif değerleri ring makinesinin çıkışında 32-34/32 inche kadar düşmektedir.gerçekte bu lif değerlerinin yükselmesi beklenirken ( kısa liflerin harman hallaç ve taraklarda temizlenmesi) kırılmalardan dolayı azalması ring iplikçikte temel sorun olarak görülmektedir.lif uzunluklarını gerçek çalışma ortamında en doğru belirleyen Fibrograph Span (karış) uzunluklarıdır. Fibrograph lif uzunluklarını elde etmek için HVI test cihazı kullanılmaktadır. Ne var ki, HVI test cihazıylada hammadden başka liflerin ölçümünde sorun bulunmaktadır. Bu kapsamda yeni bir yazılım geliştirilmiştir. Spektrumdan elde edilecek lif uzunlukları bu kapsamda yapılacak çalışmalara yeni bir boyut kazandıracaktır. Ayrica geliştirilen ITRU Fibre Tester de bu proje kapsaminda kapsamlı olarak kullanilacaktır ANAHTAR KELİMELER Bilgi Tabanlı Kalite Yönetimi, DPEA, SPC, Kalite Planlaması, Kalite Yönetimi, Kalite Kontrol, Proses Kontrol, Pc-programlar, Matematiksel Modeller, Matris Analizleri 24
25 25, Problem Analiz/Problem Çözme Algoritmaları, Veri Bankası, Veri Tabanı, Akıllı Veri Tabanı, Optimum Kalite, Minimum Maliyet, Sıfır Hata, IIF(İyileştime İçin Fırsat), Sistem Faktörleri, Bilgi Tabanlı Yönetim Sistemleri, Matematiksel Öngörüm,Ring karde,ring penye iplikçilik, Yarn Process Engineering 25
26 26 Proje # PROJE BAŞLIKLARI ALT PROJE ADI Ay Hafta 1 PROJE ORGANİZASYONU 1-A Proje Organizasyonu 1 &BİLGİ TABANLI KALİTE YÖNETİM 1-B Eğitim ve kalite planlaması 1 1-C Testler ve performans raporu 2 1-D Rapor hazırlama 1 1-E Düzeltme çalışmaları 1 1-F Kalite Yönetimi 2 1 Toplam PROSESOPTİMİZASYONU 2-A Ring iplikçilik kontrol plan veri 2 tabanının oluşturulması 2-B Spin Plan - Lif Kırılmaları 3 2-C Tarak Transfer Testi -Lif Kırılmaları 2 2-D Harman-Hallaç Fibre Mix -Tarak 3 Transfer Testi -Lif Kırılmaları 2-E Comber Data Lif Kırılmaları 2 2-F Çengelli Lifler Image Analizleri - Lif 2 Kırılmaları ve İplik Yüzeysel Yapısı 2G Ring Makinesinde Lif Özellikleri 3 İyileştirme Çalışmaları: -Spinning Performance, Spinning Geometry, İplik Proses Mühendisliği Pc- Programlarlarıyla mevcut durumun belirlenerek Ring Makinelerinde Proses İyileştirme Test Planlarının hazırlanması ve uygulanması 2H Proses Optimizasyon Çalışmaları- 3 Teknik Data Makine Ayarları -Lif Kırılmaları ve Üretim Düzeylerinin Yükseltilmesi 2-I Yeni Harmanlarla Proses 3 Optimizasyon Çalışmaları-Lif Kırılmaları ve Üretim Düzeylerinin Yükseltilmesi Toplam 2 Toplam Anahtar Parametrelerle Bilgi A Yazılım için Anahtar 1 Tabanlı Sistemin İşlem Akış Parametrelerinin Tanımlanması Şeması Sonuçlarının değerlendiren Yazılımının geliştirilmesi ve test edilmesi B Anahtar Parametrelerle Test 1 çalışması C Yazılım Geliştirme 3 3 Toplam 5 9 Toplam
27 27 İplik İşletmesi Üretim Düzeylerinden Sağlanacak kazanımlar DPEA ve FTA sistemleriyle ve projenin tüm iş paketlerinde iplik kalite hatalarının önlenmesine yönelik çalışmalar yapılacaktır. Bu konuda yapılacak olan bilimsel çalışmalar sonucunda elde edilecek olan bilgi birikimi ham bez kalite hataları,nedenleri ve çözümleri konusunda bir çok yeni ar-ge projesinin ortaya çıkmasını sağlayacak ABC Tekstil de uzun yıllardır var olan kalite bilincinin daha da gelişmesine katkıda bulunacaktır. Test STD İpli k Ne Ring Çapı Mm Ring Devri D/dak Çıkış Hızı m/dak Büküm TPM Staple Lif inch(/32 inch) Telef % Hammadde Hede Gap f Gap Gap Gap ABC Tekstil Hedeflenen üretim düzeyleri Tablosu Yukarıdaki tablodan görüldüğü gibi Materyal,Devir,Büküm(Çıkış Hız) ve katılan telef oranları konusunda kapsamlı çalışmalar yapılarak maliyet analizi ve kalite analizi sonucunda üretim düzeylerinde artış sağlanabilecektir. Bu oranlarda hedef % 20 lerin üzerine çıkmak olacaktır. PROJE 2 PROJE ADI: Bilgi Tabanlı Yönetim Sistemleriyle Proses İyileştirme Çalışmaları ve Maliyetlerin Düşürülmesi,Kalite Standartlarının Yükseltilmesi 1-Proje Özeti 21.yüzyıla girerken ülkemiz tekstil sanayisinin ve bu yarışta önde olabilmesi için uluslar arası pazarlarda rekabet gücünü arttırması 27
28 28 -Üretim maliyetlerinin düşürülmesi ve kalitenin iyileştirilmesi -Yeni ürünleri rakiplerinden daha önce ve daha ucuza pazara sunabilmesi -Tekstilde yeni innovation projelerini uygulaması -Bilgi Tabanlı sistemleri kurmasına bağlıdır. Bilgi Tabanlı kavramı ABD nin ulusal politikasıyla bütünleştirilmiş ve uluslar arası pazarda rekabetin en önemli anahtarı olduğu vurgulanmıştır Buna ek olarak çok sayıda ar-ge projesinin uygulanmasına başlanılmıştır.abd bu projelerle 21 yüzyıla lider ülke olarak girmeyi amaçlamaktadır.çünkü tekstil sanayi emek yoğun bir sektör olmaktan çıkmış tamamen bilgiye dayalı bir sektör haline gelmiştir. Bu nedenle ancak bilgiye yatırım yapan işletmeler 21. Yüzyılda başarılı olabileceklerdir..maliyetlerin düşürülmesinde en önemli etken yönetim ve yönetimin organizasyonudur. Bu nedenle ar-ge projelerinin başarılı olması içinde işletmenin bu yeni yönetim sistemine göre yapılandırılması gerekmektedir. Ayrıca ar-ge projelerine gerekli bilgilerin sağlanması için gerekli alt yapının oluşturulması gerektiğidir. ABD de oluşturulan NTC (National Textile Center) de Bilgi Tabanı kavramını ulusal tekstil sanayisinin gelişmesinde ana ilke görmektedir. (Ref : To enhance the knowledge base for the continuing viability of the U.S. Fiber/Textile/Fabricated Products/Retail complex. ) Benzer çalışmalar yine ABD de ITT (Inst. Of Textile Technology ) tarafından da yapılmaktadır. Yalnızca ITT nin bir yıl içinde yaptığı ar-ge proje sayısı 70 in üzerindedir. Bu nedenle bu projenin kapsamı oldukça geniş tutulmuş çok sayıda ar-ge projesinin tek bir proje içinde yapılmasına çalışılarak ülkemizin bu yarışta ilerlemesine katkıda bulunulmaya çalışılmıştır. Bu ar-ge projesi ve buna bağlı alt projeler bir Türk firması olan ITRU GROUP LTD- tarafından geliştirilen, belirli kısımları ülkemizdeki bazı işletmelere kurulan BİLGİSAYAR DESTEKLİ BİLGİ TABANLI KALİTE YÖNETİM sistemlerinin ABC A.Ş 'nin pamuklu ve karışımlı iplik işletmelerinde kurularak proses optimisazyonunda belirtilen ar-ge çalışmalarını gerçekleştirmektir. Proses optimisazyonunda ki çalışmaları gerçekleştirebilmek için Bilgi Tabanlı Kalite Yönetim Sistemleri işlevsel ve yönetimsel olarak işletmede yapılandırılacaktır.. Proses optimisazyonunda yapılacak çalışmaların verimli olabilmesi için bu çalışmalara bilgi sağlayacak Kalite Yönetim Birimleri oluşturulacaktır Bu projede ar-ge çalışmalarının sağlıklı yapılabilmesi ve daha sonra bu çalışmaların sürdürebilmesi için öncelikli olarak işletmede BİLGİ TABANLI KALİTE YÖNETİM SİSTEMLERİNİN kurulacaktır. Daha sonra yapılacak olan ise Kalite Yönetimine bağlı işletme ar-ge birimi oluşturulmasıdır..ar-ge çalışmaları kadar ar-ge çalışmalarını yönlendirecek ve ona gerekli bilgileri sağlayacak alt yapıda önemlidir. BİLGİ TABANLI SİSTEMİN temel dayanağı bilgidir.bilgi ancak ar-ge çalışmalarıyla sağlanabilmekte ve geliştirilebilmektedir. Dolayısıyla arge biriminin başarılı olabilmesi için onunda bilgiye dayalı bir sistemle bütünleşmesi ve yapılandırılması gerekmektedir.dolayısıyla bu projenin bir amacı da ar-ge çalışmalarının proje bitiminden sonra da devamını sağlamak ve yeni projelerin üretilmesini ve var olanları geliştirilmelerini güvence altına alarak ülkemizdeki işletmelerde ar-ge birimlerinin kurulmasını ve kurulu olanların Bilgi Tabanlı Sistemle bütünleşmelerini sağlayarak gelişmelerini gerçekleştirmektir.bugün Ar-ge ye yapılan yatırımla işletmeler harcadıklarından çok daha fazla kazanma olanağına sahip olmaktadırlar. Bu projenin temel hedefi kurulan ar-ge birimiyle işletmede elde edilecek kazanımları somut verilerle kanıtlamaktır. Böylelikle ülkemizde ar-ge birimlerinin yaygınlaşmasını sağlamaktır. 28
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: TKS 2005
 Dersi Veren Birim: Tekstil Mühendisliği Dersin Türkçe Adı: TEMEL İPLİKÇİLİK Dersin Orjinal Adı: TEMEL İPLİKÇİLİK Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: TKS 005 Dersin
Dersi Veren Birim: Tekstil Mühendisliği Dersin Türkçe Adı: TEMEL İPLİKÇİLİK Dersin Orjinal Adı: TEMEL İPLİKÇİLİK Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: TKS 005 Dersin
İPLİK İŞLETMESİ İÇİN YÖNETIM, DENETIM, YÖNLENDIRME, PERFORMANS YÜKSELTME SISTEMI VE ÇALIŞMALARI
 İPLİK İŞLETMESİ İÇİN YÖNETIM, DENETIM, YÖNLENDIRME, PERFORMANS YÜKSELTME SISTEMI VE ÇALIŞMALARI 1992-2011 by Itru Group Ltd İplik İçin Yönetim, Denetim, Yönlendirme, Performans Yükseltme Sistemi ve Çalışmaları-2
İPLİK İŞLETMESİ İÇİN YÖNETIM, DENETIM, YÖNLENDIRME, PERFORMANS YÜKSELTME SISTEMI VE ÇALIŞMALARI 1992-2011 by Itru Group Ltd İplik İçin Yönetim, Denetim, Yönlendirme, Performans Yükseltme Sistemi ve Çalışmaları-2
TEKSTİL TEKNOLOJİSİ ALANI TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE PAMUK İPLİKÇİLİĞİ KURS PROGRAMI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü TEKSTİL TEKNOLOJİSİ ALANI TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE PAMUK İPLİKÇİLİĞİ KURS PROGRAMI Ankara, 2018 İ Ç İ N D E K İ L E R PROGRAMIN
T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü TEKSTİL TEKNOLOJİSİ ALANI TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE PAMUK İPLİKÇİLİĞİ KURS PROGRAMI Ankara, 2018 İ Ç İ N D E K İ L E R PROGRAMIN
OPEN-END İPLİKÇİLİĞİNDE FARKLI ÇAPTA ROTOR KULLANIMININ İPLİK KALİTESİNE ETKİLERİNİN İNCELENMESİ
 Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt 9, Sayı 1, 2004 OPEN-END İPLİKÇİLİĞİNDE FARKLI ÇAPTA ROTOR KULLANIMININ İPLİK KALİTESİNE ETKİLERİNİN İNCELENMESİ Remzi GEMCİ * Ahmet KAPUÇAM
Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt 9, Sayı 1, 2004 OPEN-END İPLİKÇİLİĞİNDE FARKLI ÇAPTA ROTOR KULLANIMININ İPLİK KALİTESİNE ETKİLERİNİN İNCELENMESİ Remzi GEMCİ * Ahmet KAPUÇAM
ÖRME KUMAŞ VE KONFEKSIYON İMALATINDA AMERIKAN PAMUĞU KULLANMANIN ÜRETIM AVANTAJLARININ DEĞERLENDIRILMESI
 ÖRME KUMAŞ VE KONFEKSIYON İMALATINDA AMERIKAN PAMUĞU KULLANMANIN ÜRETIM AVANTAJLARININ DEĞERLENDIRILMESI COTTON COUNCIL INTERNATIONAL DAN ARAŞTIRMA RAPORU STUDY CONDUCTED BY TRIBLEND CONSULTANTS AND CUSTOM
ÖRME KUMAŞ VE KONFEKSIYON İMALATINDA AMERIKAN PAMUĞU KULLANMANIN ÜRETIM AVANTAJLARININ DEĞERLENDIRILMESI COTTON COUNCIL INTERNATIONAL DAN ARAŞTIRMA RAPORU STUDY CONDUCTED BY TRIBLEND CONSULTANTS AND CUSTOM
PENYE TEKNOLOJİSİNDE SÜREKLİ BAŞARI...
 PENYE TEKNOLOJİSİNDE SÜREKLİ BAŞARI........................................................................... Penye C A P D Makinalarla Kazanılan Deneyim Dünya genelinde 7 900 Rieter C A P D penye makinası
PENYE TEKNOLOJİSİNDE SÜREKLİ BAŞARI........................................................................... Penye C A P D Makinalarla Kazanılan Deneyim Dünya genelinde 7 900 Rieter C A P D penye makinası
TEKSTİL TEKNOLOJİSİ ALANI TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE YÜN İPLİKÇİLİĞİ KURS PROGRAMI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü TEKSTİL TEKNOLOJİSİ ALANI TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE YÜN İPLİKÇİLİĞİ KURS PROGRAMI Ankara, 2018 İ Ç İ N D E K İ L E R PROGRAMIN ADI...
T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü TEKSTİL TEKNOLOJİSİ ALANI TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE YÜN İPLİKÇİLİĞİ KURS PROGRAMI Ankara, 2018 İ Ç İ N D E K İ L E R PROGRAMIN ADI...
Rieter yedek parça + servis
 Rieter yedek parça + servis......................... Olağanüstü performans için........................... Rieter. Aile Bayramı.. Mayıs. 2014.. Levent. Turna./ Roger. Eberhart............... 1 Rieter yedek
Rieter yedek parça + servis......................... Olağanüstü performans için........................... Rieter. Aile Bayramı.. Mayıs. 2014.. Levent. Turna./ Roger. Eberhart............... 1 Rieter yedek
Rieter Open End Makinaları
 Rieter Open End Makinaları......................... Son teknolojinin sağladığı ekonomik avantajlar........................... Rieter. Aile Bayramı.. Mayıs. 2014.. Erman. Coşkun. / Stephan. Weidner-Bohnenberger...............
Rieter Open End Makinaları......................... Son teknolojinin sağladığı ekonomik avantajlar........................... Rieter. Aile Bayramı.. Mayıs. 2014.. Erman. Coşkun. / Stephan. Weidner-Bohnenberger...............
Yeni Itru Lif Test Gereci UAK-1+ UAK-1+ İşletme İçi Eğitim Çalışmaları, İşletme Uygulaması ve Test Raporları
 Yeni Itru Lif Test Gereci UAK-1+ UAK-1+ İşletme İçi Eğitim Çalışmaları, İşletme Uygulaması ve Test Raporları http://www.itru.net E-mail :info@itru.net 1992-2006 by Itru Group Ltd Her hakkı saklıdır. UAK-1+
Yeni Itru Lif Test Gereci UAK-1+ UAK-1+ İşletme İçi Eğitim Çalışmaları, İşletme Uygulaması ve Test Raporları http://www.itru.net E-mail :info@itru.net 1992-2006 by Itru Group Ltd Her hakkı saklıdır. UAK-1+
Genel Katılıma Açık Eğitimlerimiz Başlıyor!
 Genel Katılıma Açık Eğitimlerimiz Başlıyor! Mavi Akademi, bünyesinde barındırdığı yetki belgeleri ve alanında uzman akademisyenler, sektör tecrübesine sahip baş denetçiler ve uzmanlardan oluşan kadrosuyla
Genel Katılıma Açık Eğitimlerimiz Başlıyor! Mavi Akademi, bünyesinde barındırdığı yetki belgeleri ve alanında uzman akademisyenler, sektör tecrübesine sahip baş denetçiler ve uzmanlardan oluşan kadrosuyla
2) İPLİK PAMUK İPLİĞİ YAPIMI 2004/873 (Nace Grup:13.10 Tekstil elyafının hazırlanması ve bükülmesi)
 İPLİK PAMUK İPLİĞİ YAPIMI 2004/873 (Nace Grup:13.10 Tekstil elyafının hazırlanması ve bükülmesi)") 2) İPLİK 2.1. Pamuk İpliği Yapımı 2.2. Pamuk İpliği Bükümü 2.3. Ştrayhgarn Yün İpliği 2.4. Kamgarn Yün İpliği 2.5. Mus ve Tekstüre İplik 2.6. Makara, Konik Bobin, Masura, Yumak Sarma 2.7. Vatka Yapımı
2) İPLİK 2.1. Pamuk İpliği Yapımı 2.2. Pamuk İpliği Bükümü 2.3. Ştrayhgarn Yün İpliği 2.4. Kamgarn Yün İpliği 2.5. Mus ve Tekstüre İplik 2.6. Makara, Konik Bobin, Masura, Yumak Sarma 2.7. Vatka Yapımı
Enerji Yönetim Sistemleri
 Murat Silsüpür Elektrik Mühendisi Kapsam 1. Enerji Yönetimi 2. ISO 50001 Enerji Yönetim Sistemi Standardı 3. Enerji İzleme Sistemi 4. Uygulama Örneği 8 Haziran 2015 Sunu: 2 Enerji Yönetimi Tanım: Minimum
Murat Silsüpür Elektrik Mühendisi Kapsam 1. Enerji Yönetimi 2. ISO 50001 Enerji Yönetim Sistemi Standardı 3. Enerji İzleme Sistemi 4. Uygulama Örneği 8 Haziran 2015 Sunu: 2 Enerji Yönetimi Tanım: Minimum
GELİŞTİRİLMİŞ LİF ÖLÇÜM SİSTEMİ AFIS İN PENYE PAMUK İPLİKÇİLİĞİNDE KULLANIMI
 Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt 7, Sayı 1, 2002 GELİŞTİRİLMİŞ LİF ÖLÇÜM SİSTEMİ AFIS İN PENYE PAMUK İPLİKÇİLİĞİNDE KULLANIMI Şükriye ÜLKÜ * Sunay ÖMEROĞLU Özet: Bu çalışmada
Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt 7, Sayı 1, 2002 GELİŞTİRİLMİŞ LİF ÖLÇÜM SİSTEMİ AFIS İN PENYE PAMUK İPLİKÇİLİĞİNDE KULLANIMI Şükriye ÜLKÜ * Sunay ÖMEROĞLU Özet: Bu çalışmada
Yeni Itru Lif Test Gereci UAK-1A
 Yeni Itru Lif Test Gereci UAK-1A Teknik Bilgi http://www.itru.net E-mail :info@itru.net 1992-2004 by Itru Electronics Her hakkı saklıdır. TRU FIBRE TESTER UAK-1+ IX.yy da yaşamış TÜRK Matematikçisi (Musa
Yeni Itru Lif Test Gereci UAK-1A Teknik Bilgi http://www.itru.net E-mail :info@itru.net 1992-2004 by Itru Electronics Her hakkı saklıdır. TRU FIBRE TESTER UAK-1+ IX.yy da yaşamış TÜRK Matematikçisi (Musa
KOMPLE SİSTEM YENİLİKLERİ
 KOMPLE SİSTEM YENİLİKLERİ SPIDERweb - İplikhane Kontrol Sistemi- geleceğin iplikhanesini izlemek için yeni fonksiyonlar Rieter SPIDERweb İplikhane Kontrol Sistemi elyaftan ipliğe ve dört eğirme teknolojisini
KOMPLE SİSTEM YENİLİKLERİ SPIDERweb - İplikhane Kontrol Sistemi- geleceğin iplikhanesini izlemek için yeni fonksiyonlar Rieter SPIDERweb İplikhane Kontrol Sistemi elyaftan ipliğe ve dört eğirme teknolojisini
İŞLETME RİSK YÖNETİMİ. Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30
 İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30 Risk Yönetim Süreçleri 2/30 Risk yönetim modeli sektöre, kuruluşun yönetim sistemine, tüm yaşam çevrim süreçlerine, ürünün yapısına bağlı olmakla
İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30 Risk Yönetim Süreçleri 2/30 Risk yönetim modeli sektöre, kuruluşun yönetim sistemine, tüm yaşam çevrim süreçlerine, ürünün yapısına bağlı olmakla
SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ TOPLAMA ve ANALİZ SİSTEMİ OTOMASYONUNUN KURULMASI
 AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
KONAKLAMA IŞLETMELERİNDE STRATEJİK YÖNETİM. Pazarlama Yönetmeni ve Eğitmen
 KONAKLAMA IŞLETMELERİNDE STRATEJİK YÖNETİM SEVGİ ÖÇVER Pazarlama Yönetmeni ve Eğitmen 1 Stratejik yönetim, uzun vadeli planlamalar ve kararlar ile konaklama isletmelerinin en üst düzeyde etkin ve verimli
KONAKLAMA IŞLETMELERİNDE STRATEJİK YÖNETİM SEVGİ ÖÇVER Pazarlama Yönetmeni ve Eğitmen 1 Stratejik yönetim, uzun vadeli planlamalar ve kararlar ile konaklama isletmelerinin en üst düzeyde etkin ve verimli
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
J 20 Hava-Jetli İplik Makinası
 J 20 Hava-Jetli İplik Makinası......................... Mükemmel Com4 jet iplikleri için verimlilik artışı ve yeni sarım sistemi........................... Rieter. Aile Bayramı. Türkiye.. Mayıs. 2014.
J 20 Hava-Jetli İplik Makinası......................... Mükemmel Com4 jet iplikleri için verimlilik artışı ve yeni sarım sistemi........................... Rieter. Aile Bayramı. Türkiye.. Mayıs. 2014.
İÇ KONTROL EYLEM PLANI KAPSAMINDA PERSONEL DAİRESİ BAŞKANLIĞI TARAFINDAN YAPILACAK EYLEMLER. Eylemler Birim Tamamlanma Tarihi
 İÇ KONTROL EYLEM PLANI KAPSAMINDA PERSONEL DAİRESİ BAŞKANLIĞI TARAFINDAN YAPILACAK EYLEMLER Eylemler Birim Tamamlanma Tarihi Kamu İç Kontrol Standartlarına Uyum Eylem Planı onaylandıktan sonra iç kontrol
İÇ KONTROL EYLEM PLANI KAPSAMINDA PERSONEL DAİRESİ BAŞKANLIĞI TARAFINDAN YAPILACAK EYLEMLER Eylemler Birim Tamamlanma Tarihi Kamu İç Kontrol Standartlarına Uyum Eylem Planı onaylandıktan sonra iç kontrol
ANKARA YILDIRIM BEYAZIT ÜNİVERSİTESİ
 ANKARA YILDIRIM BEYAZIT ÜNİVERSİTESİ MÜHENDİSLİK VE DOĞA BİLİMLERİ FAKÜLTESİ TÜBİTAK- SANAYİ DESTEKLİ BİTİRME PROJELERİ (I-II) ORGANİZASYON VE UYGULAMA YÖNERGESİ 1. Amaç Lisans bitirme projelerinde, öğrencilerin
ANKARA YILDIRIM BEYAZIT ÜNİVERSİTESİ MÜHENDİSLİK VE DOĞA BİLİMLERİ FAKÜLTESİ TÜBİTAK- SANAYİ DESTEKLİ BİTİRME PROJELERİ (I-II) ORGANİZASYON VE UYGULAMA YÖNERGESİ 1. Amaç Lisans bitirme projelerinde, öğrencilerin
Uster Afis. kullanımı. Using. Pamuk Organik. Uster AFIS penye iplik. Keywords Cotton Organic cotton yarn. combed yarn. ÖZET Günümüzde, çevre ve
 27 Uster Afis sisteminin organik pamuk ipliği üretiminde kullanımı Hüseyin Gazi ÖRTLEK, Öznur SARITAŞ, Ahmet MERİÇ* Erciyes Üniversitesi Tekstil Mühendisliği Bölümü, Kayseri *Uster Teknoloji Ticaret A.Ş.
27 Uster Afis sisteminin organik pamuk ipliği üretiminde kullanımı Hüseyin Gazi ÖRTLEK, Öznur SARITAŞ, Ahmet MERİÇ* Erciyes Üniversitesi Tekstil Mühendisliği Bölümü, Kayseri *Uster Teknoloji Ticaret A.Ş.
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING)
") TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
BARTIN ÜNİVERSİTESİ, FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİLMÜHENDİSLİĞİ ANABİLİM DALI YÜKSEK LİSANS DERSLERİ
 Yüksek Lisans BARTIN ÜNİVERSİTESİ, FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİLMÜHENDİSLİĞİ ANABİLİM DALI YÜKSEK LİSANS DERSLERİ ZORUNLU DERSLER Dersin Kodu Dersin adı Teorik Uygulama AKTS TEK 795 Bilimsel Araştırma
Yüksek Lisans BARTIN ÜNİVERSİTESİ, FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİLMÜHENDİSLİĞİ ANABİLİM DALI YÜKSEK LİSANS DERSLERİ ZORUNLU DERSLER Dersin Kodu Dersin adı Teorik Uygulama AKTS TEK 795 Bilimsel Araştırma
Examining the Effect of Mechanical Abrasion in Open-End Spinning Mill on Yarn Quality
 KSÜ Mühendislik Bilimleri Dergisi, 13(2), 2010 26 KSU Journal of Engineering Sciences, 13(2), 2010 Open-End Eğirme Ünitesindeki Mekanik Aşınmanın İplik Kalitesine Etkisinin İncelenmesi Remzi GEMCİ *, Hayriye
KSÜ Mühendislik Bilimleri Dergisi, 13(2), 2010 26 KSU Journal of Engineering Sciences, 13(2), 2010 Open-End Eğirme Ünitesindeki Mekanik Aşınmanın İplik Kalitesine Etkisinin İncelenmesi Remzi GEMCİ *, Hayriye
KURUMSAL RİSK YÖNETİMİ. Yrd. Doç. Dr. Tülay Korkusuz Polat 1/37
 KURUMSAL RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/37 Risk kültürü (1/5) Etkin bir risk yönetimi için çok boyutlu düşünme kültürü geliştirilmeli, farklılıklar ve riskler fırsatlara dönüştürülmelidir.
KURUMSAL RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/37 Risk kültürü (1/5) Etkin bir risk yönetimi için çok boyutlu düşünme kültürü geliştirilmeli, farklılıklar ve riskler fırsatlara dönüştürülmelidir.
KALİTE SİSTEM YÖNETİCİSİ EĞİTİMİ
 FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ Tanımlama Mevcut veya olası hataları ortaya koyan, bu hataların yaratabileceği etkileri göz önünde bulunduran ve etkilerine göre hataları önceliklendirerek oluşmalarının
MVS SİSTEMİ İLE PAMUK İPLİĞİ ÜRETİMİNDE DÜZE BASINCI DEĞİŞİMİNİN İPLİK ÖZELLİKLERİNE ETKİSİNİN İNCELENMESİ
 MVS SİSTEMİ İLE PAMUK İPLİĞİ ÜRETİMİNDE DÜZE BASINCI DEĞİŞİMİNİN İPLİK ÖZELLİKLERİNE ETKİSİNİN İNCELENMESİ Hüseyin Gazi ÖRTLEK Şükriye ÜLKÜ Özet: Hava jetli iplik eğirme teknolojisi esasına dayalı olarak,
MVS SİSTEMİ İLE PAMUK İPLİĞİ ÜRETİMİNDE DÜZE BASINCI DEĞİŞİMİNİN İPLİK ÖZELLİKLERİNE ETKİSİNİN İNCELENMESİ Hüseyin Gazi ÖRTLEK Şükriye ÜLKÜ Özet: Hava jetli iplik eğirme teknolojisi esasına dayalı olarak,
OPEN-END ROTOR İPLİKÇİLİĞİNDE NAVEL İN İPLİK TÜYLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 TEKSTİL TEKNOLOJİLERİ ve TEKSTİL MAKİNALARI KONGRESİ, 11 1 Kasım 5, Gaziantep-Türkiye OPEN-END ROTOR İPLİKÇİLİĞİNDE NAVEL İN İPLİK TÜYLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Arş.Gör.Yılmaz ERBİL ve Doç.Dr.Osman BABAARSLAN
TEKSTİL TEKNOLOJİLERİ ve TEKSTİL MAKİNALARI KONGRESİ, 11 1 Kasım 5, Gaziantep-Türkiye OPEN-END ROTOR İPLİKÇİLİĞİNDE NAVEL İN İPLİK TÜYLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Arş.Gör.Yılmaz ERBİL ve Doç.Dr.Osman BABAARSLAN
PROJE YAPIM VE YÖNETİMİ İNSAN KAYNAKLARI YÖNETİMİ 09071067 ŞEYMA GÜLDOĞAN
 PROJE YAPIM VE YÖNETİMİ İNSAN KAYNAKLARI YÖNETİMİ 09071067 ŞEYMA GÜLDOĞAN İnsan kaynakları bir organizasyondaki tüm çalışanları ifade eder. Diğer bir deyişle organizasyondaki yöneticiler, danışmanlar,
PROJE YAPIM VE YÖNETİMİ İNSAN KAYNAKLARI YÖNETİMİ 09071067 ŞEYMA GÜLDOĞAN İnsan kaynakları bir organizasyondaki tüm çalışanları ifade eder. Diğer bir deyişle organizasyondaki yöneticiler, danışmanlar,
Aykut GÜRKAN Makine Mühendisi
 Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Gerçekler. Sanayileşme ve çevre sorunları Küreselleşme ve Pazarın büyümesi Rekabetin artması
 Gerçekler Sanayileşme ve çevre sorunları Küreselleşme ve Pazarın büyümesi Rekabetin artması Çözüm Kaliteyi arttırmak Çevreye duyarlı üretim Kalite yönetim sistemleri Kalite yönetim sistemleri ISO 9001,
Gerçekler Sanayileşme ve çevre sorunları Küreselleşme ve Pazarın büyümesi Rekabetin artması Çözüm Kaliteyi arttırmak Çevreye duyarlı üretim Kalite yönetim sistemleri Kalite yönetim sistemleri ISO 9001,
HATAY SAĞLIK MÜDÜRLÜĞÜ HATAY SAĞLIK MÜDÜRLÜĞÜ RİSK DEĞERLENDİRME PROSEDÜRÜ
 RİSK DEĞERLENDİRME PROSEDÜRÜ.AMAÇ Bu prosedürün, Hatay İl Sağlık Müdürlüğü, İl Ambulans Servisi Başhekimliği, İlçe Sağlık Müdürlükleri bünyesinde faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin
RİSK DEĞERLENDİRME PROSEDÜRÜ.AMAÇ Bu prosedürün, Hatay İl Sağlık Müdürlüğü, İl Ambulans Servisi Başhekimliği, İlçe Sağlık Müdürlükleri bünyesinde faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin
1 ÜRETİM VE ÜRETİM YÖNETİMİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 ÜRETİM VE ÜRETİM YÖNETİMİ 13 1.1. Üretim, Üretim Yönetimi Kavramları ve Önemi 14 1.2. Üretim Yönetiminin Tarihisel Gelişimi 18 1.3. Üretim Yönetiminin Amaçları ve Fonksiyonları
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 ÜRETİM VE ÜRETİM YÖNETİMİ 13 1.1. Üretim, Üretim Yönetimi Kavramları ve Önemi 14 1.2. Üretim Yönetiminin Tarihisel Gelişimi 18 1.3. Üretim Yönetiminin Amaçları ve Fonksiyonları
TÜBİTAK DESTEKLERİ 1. SANAYİ AR-GE PROJELERİ DESTEKLEME PROGRAMI (1501) Bu destek programı kapsamında, yenilik tanımı çerçevesinde;
 Bu destek programı kapsamında, yenilik tanımı çerçevesinde;") TÜBİTAK DESTEKLERİ 1. SANAYİ AR-GE PROJELERİ DESTEKLEME PROGRAMI (1501) Destek Kapsamı Bu destek programı kapsamında, yenilik tanımı çerçevesinde; yeni bir ürün üretilmesi, mevcut bir ürünün geliştirilmesi,
TÜBİTAK DESTEKLERİ 1. SANAYİ AR-GE PROJELERİ DESTEKLEME PROGRAMI (1501) Destek Kapsamı Bu destek programı kapsamında, yenilik tanımı çerçevesinde; yeni bir ürün üretilmesi, mevcut bir ürünün geliştirilmesi,
MKT 204 MEKATRONİK YAPI ELEMANLARI
 MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
TOS 408 EKONOMİ İnşaat Mühendisliği Bölümü
 TOS 408 EKONOMİ İnşaat Mühendisliği Bölümü Ekonomi Bölüm 1 Gider Mühendisliği ve Değer Mühendisliği 3 Giriş İşletmeler kar, getiri sağlamak veya bir amacı elde etmek için kurulurlar. Yaşam döngüsü içerisinde
TOS 408 EKONOMİ İnşaat Mühendisliği Bölümü Ekonomi Bölüm 1 Gider Mühendisliği ve Değer Mühendisliği 3 Giriş İşletmeler kar, getiri sağlamak veya bir amacı elde etmek için kurulurlar. Yaşam döngüsü içerisinde
ARAŞTIRMA VE GELİŞTİRME DAİRESİ BAŞKANLIĞI TARAFINDAN PİLOT SEÇİLEN BÖLGELERDE YÜRÜTÜLEN ÇALIŞMALAR
 ARAŞTIRMA VE GELİŞTİRME DAİRESİ BAŞKANLIĞI TARAFINDAN PİLOT SEÇİLEN BÖLGELERDE YÜRÜTÜLEN ÇALIŞMALAR Yönetim anlayışındaki değişimler "önce insan" anlayışıyla şekillenen, müşteri odaklı, süreçlerle yönetilen,
ARAŞTIRMA VE GELİŞTİRME DAİRESİ BAŞKANLIĞI TARAFINDAN PİLOT SEÇİLEN BÖLGELERDE YÜRÜTÜLEN ÇALIŞMALAR Yönetim anlayışındaki değişimler "önce insan" anlayışıyla şekillenen, müşteri odaklı, süreçlerle yönetilen,
İSG PLANLAMA RİSK DEĞERLENDİRME PROSEDÜRÜ
 SAYFA NO 1/6 AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
SAYFA NO 1/6 AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
Kalite Yönetimi. Kabul Örneklemesi 11. Hafta
 Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
Kalite Yönetimi Kabul Örneklemesi 11. Hafta Parti Kabulünde Uygulanacak Yaklaşımlar Muayene uygulamamak % 100 muayene Örnekleme muayenesi Kabul Örneklemesi Yığından örnekler alınır, birimlerin belirli
BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS YAZILIM MÜHENDİSLİĞİ BG-411 4/1 3+0+0 3+0 5 Dersin Dili : TÜRKÇE Dersin Seviyesi
BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS YAZILIM MÜHENDİSLİĞİ BG-411 4/1 3+0+0 3+0 5 Dersin Dili : TÜRKÇE Dersin Seviyesi
TÜBİTAK TEYDEB GENEL SANAYİ DESTEKLERİ ÇAĞRI SUNUMU
 TÜBİTAK TEYDEB GENEL SANAYİ DESTEKLERİ ÇAĞRI SUNUMU / Kasım.2018 TÜBİTAK TEYDEB GENEL SADE Programı Çağrısı TÜBİTAK Teknoloji ve Yenilik Destek Programı (TEYDEB) kapsamında yer alan 1507 - KOBİ Ar-Ge Başlangıç
TÜBİTAK TEYDEB GENEL SANAYİ DESTEKLERİ ÇAĞRI SUNUMU / Kasım.2018 TÜBİTAK TEYDEB GENEL SADE Programı Çağrısı TÜBİTAK Teknoloji ve Yenilik Destek Programı (TEYDEB) kapsamında yer alan 1507 - KOBİ Ar-Ge Başlangıç
Web Tabanlı CMMI Süreç Yönetimi Uygulamalarının Süreç ve Yazılım Geliştirme Performansına Pozitif Etkileri
 Web Tabanlı CMMI Süreç Yönetimi Uygulamalarının Süreç ve Yazılım Geliştirme Performansına Pozitif Etkileri Y. Müh. Cemalettin Öcal FİDANBOY TÜBİTAK UEKAE ocalfidanboy@tubitak.gov.tr Meral YÜCEL TÜBİTAK
Web Tabanlı CMMI Süreç Yönetimi Uygulamalarının Süreç ve Yazılım Geliştirme Performansına Pozitif Etkileri Y. Müh. Cemalettin Öcal FİDANBOY TÜBİTAK UEKAE ocalfidanboy@tubitak.gov.tr Meral YÜCEL TÜBİTAK
2- PROJE YÖNETİMİ BİLGİ ALANLARI Y R D. D O Ç. D R. K E N A N G E N Ç O L
 2- PROJE YÖNETİMİ BİLGİ ALANLARI Y R D. D O Ç. D R. K E N A N G E N Ç O L 10 TEMEL BILGI ALANı (PMI YAKLAŞıMı) Proje Entegrasyon Yönetimi Proje Kapsam Yönetimi Proje Zaman Yönetimi Proje Maliyet Yönetimi
2- PROJE YÖNETİMİ BİLGİ ALANLARI Y R D. D O Ç. D R. K E N A N G E N Ç O L 10 TEMEL BILGI ALANı (PMI YAKLAŞıMı) Proje Entegrasyon Yönetimi Proje Kapsam Yönetimi Proje Zaman Yönetimi Proje Maliyet Yönetimi
SANAL ÖLÇME UYGULAMASI
 TMMOB Makina Mühendisleri Odası 11. Otomotiv Sempozyumu 8-9 Mayıs 2009 SANAL ÖLÇME UYGULAMASI Özet Uygulamanın temel amacı Otomotiv sac kalıpçılığında, kalıptan elde edilen parçanın kalite seviyesinin
TMMOB Makina Mühendisleri Odası 11. Otomotiv Sempozyumu 8-9 Mayıs 2009 SANAL ÖLÇME UYGULAMASI Özet Uygulamanın temel amacı Otomotiv sac kalıpçılığında, kalıptan elde edilen parçanın kalite seviyesinin
D.E.Ü. TEKSTİL MÜHENDİSLİĞİ ÖĞRENCİLERİNDEN GÜNEYDOĞU ANADOLU BÖLGESİNE TEKNİK GEZİ
 D.E.Ü. TEKSTİL MÜHENDİSLİĞİ ÖĞRENCİLERİNDEN GÜNEYDOĞU ANADOLU BÖLGESİNE TEKNİK GEZİ 23-25 Ekim 2013 tarihlerinde Dokuz Eylül Üniversitesi (D.E.Ü.) Tekstil Mühendisliği Bölümü 37 öğrenci ve 5 akademik personelden
D.E.Ü. TEKSTİL MÜHENDİSLİĞİ ÖĞRENCİLERİNDEN GÜNEYDOĞU ANADOLU BÖLGESİNE TEKNİK GEZİ 23-25 Ekim 2013 tarihlerinde Dokuz Eylül Üniversitesi (D.E.Ü.) Tekstil Mühendisliği Bölümü 37 öğrenci ve 5 akademik personelden
Türkiye Klinik Kalite Programı
 Türkiye Klinik Kalite Programı 3 Mayıs 2013 Dr. Hüseyin ÖZBAY Amaç: Türkiye de klinik kalitenin izlenmesi ve değerlendirilmesine yönelik mevcut durum tespitinin yapılması ve klinik kalite ölçme ve değerlendirme
Türkiye Klinik Kalite Programı 3 Mayıs 2013 Dr. Hüseyin ÖZBAY Amaç: Türkiye de klinik kalitenin izlenmesi ve değerlendirilmesine yönelik mevcut durum tespitinin yapılması ve klinik kalite ölçme ve değerlendirme
ÖRME KUMAŞ/KONFEKSİYON İMALATINDA AMERİKAN PAMUĞU KULLANMANIN FİNANSAL AVANTAJLARININ DEĞERLENDİRMESİ
 ÖRME KUMAŞ/KONFEKSİYON İMALATINDA AMERİKAN PAMUĞU KULLANMANIN FİNANSAL AVANTAJLARININ DEĞERLENDİRMESİ COTTON COUNCIL INTERNATIONAL DAN ALINMIŞ BIR ARAŞTIRMA RESMI RAPORU ÇALIŞMA, TRIBLEND CONSULTANTS VE
ÖRME KUMAŞ/KONFEKSİYON İMALATINDA AMERİKAN PAMUĞU KULLANMANIN FİNANSAL AVANTAJLARININ DEĞERLENDİRMESİ COTTON COUNCIL INTERNATIONAL DAN ALINMIŞ BIR ARAŞTIRMA RESMI RAPORU ÇALIŞMA, TRIBLEND CONSULTANTS VE
İŞBİRLİĞİ YAPILACAK KURUM/KURULUŞ. Hazine Müstaşarlığı Kalkınma Bakanlığı Maliye Bakanlığı Sosyal Taraflar
 TARIM SEKTÖRÜ 1. Tarım sektöründe istihdam şartları iyileştirilecektir. 1.1 Tarıma yönelik destekler ihtisaslaşmayı ve istihdamı korumayı teşvik edecek biçimde tasarlanacaktır. Hayvancılık Hazine Müstaşarlığı
TARIM SEKTÖRÜ 1. Tarım sektöründe istihdam şartları iyileştirilecektir. 1.1 Tarıma yönelik destekler ihtisaslaşmayı ve istihdamı korumayı teşvik edecek biçimde tasarlanacaktır. Hayvancılık Hazine Müstaşarlığı
PERFORMANS PROGRAMI HAZIRLIK DANIŞMANLIĞI
 PERFORMANS PROGRAMI HAZIRLIK DANIŞMANLIĞI Performans programları, idare bütçelerinin stratejik planlarda belirlenmiş amaç ve hedefler doğrultusunda hazırlanmasına yardımcı olmak üzere hazırlanan temel
PERFORMANS PROGRAMI HAZIRLIK DANIŞMANLIĞI Performans programları, idare bütçelerinin stratejik planlarda belirlenmiş amaç ve hedefler doğrultusunda hazırlanmasına yardımcı olmak üzere hazırlanan temel
T.C. ADANA BİLİM VE TEKNOLOJİ ÜNİVERSİTESİ Strateji Geliştirme Daire Başkanlığı SORU VE CEVAPLARLA KAMU İÇ KONTROL STANDARTLARI UYUM EYLEM PLANI
 T.C. ADANA BİLİM VE TEKNOLOJİ ÜNİVERSİTESİ Strateji Geliştirme Daire Başkanlığı SORU VE CEVAPLARLA KAMU İÇ KONTROL STANDARTLARI UYUM EYLEM PLANI NİSAN 2018 1 2 İÇİNDEKİLER 1. Neden İç Kontrol?...5 2. İç
T.C. ADANA BİLİM VE TEKNOLOJİ ÜNİVERSİTESİ Strateji Geliştirme Daire Başkanlığı SORU VE CEVAPLARLA KAMU İÇ KONTROL STANDARTLARI UYUM EYLEM PLANI NİSAN 2018 1 2 İÇİNDEKİLER 1. Neden İç Kontrol?...5 2. İç
Çimento Operatörleri ve Bakım Personeli için Simulatör sistemi: ECS/CEMulator
 Çimento Operatörleri ve Bakım Personeli için Simulatör sistemi: ECS/CEMulator ECS/CEMulator, Çimento operatörlerini ve proses mühendislerini, simülatör ortamında eğitmeyi amaçlayan bir sistemdir. Çimento
Çimento Operatörleri ve Bakım Personeli için Simulatör sistemi: ECS/CEMulator ECS/CEMulator, Çimento operatörlerini ve proses mühendislerini, simülatör ortamında eğitmeyi amaçlayan bir sistemdir. Çimento
SÜREKLİ İYİLEŞTİRME PROSEDÜRÜ
 Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
İSG PLANLAMA RİSK DEĞERLENDİRME PROSEDÜRÜ
 SAYFA NO 1/6 1. AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
SAYFA NO 1/6 1. AMAÇ KAPSAM: Hastanede yeni bir bölüm açarken veya devam eden bölümlerin tehlikelerinin belirlenmesi, risklerin değerlendirilmesi, İSG programlarının oluşturulması ve gerekli kontrol ölçümlerinin
2015 YILI FAALİYET RAPORU KAYNAKLARI
 INSAN KAYNAKLARI İSMMMO da İnsan Kaynakları Yönetimi; kurum için en etkili iş gücünü bulmak, geliştirmek ve bunun sürekliliğini sağlamak amacıyla ortaya konan faaliyetler bütünü olarak tanımlanmaktadır.
INSAN KAYNAKLARI İSMMMO da İnsan Kaynakları Yönetimi; kurum için en etkili iş gücünü bulmak, geliştirmek ve bunun sürekliliğini sağlamak amacıyla ortaya konan faaliyetler bütünü olarak tanımlanmaktadır.
TUBİTAK DESTEKLER NEVŞEHİR TİCARET VE SANAYİ ODASI
 TUBİTAK DESTEKLER NEVŞEHİR TİCARET VE SANAYİ ODASI TUBİTAK DESTEKLERİ 1501- SANAYİ AR-GE PROJELERİ DESTEKLEME PROGRAMI Amaç: Sanayi kuruluşlarının Ar-Ge Projelerine %60 a varan oranlarda hibe(geri ödemesiz)
TUBİTAK DESTEKLER NEVŞEHİR TİCARET VE SANAYİ ODASI TUBİTAK DESTEKLERİ 1501- SANAYİ AR-GE PROJELERİ DESTEKLEME PROGRAMI Amaç: Sanayi kuruluşlarının Ar-Ge Projelerine %60 a varan oranlarda hibe(geri ödemesiz)
Tek bir noktadan tüm fabrikanın kalite kontrolu
 Gelişmiş İplik Kontrol Çözümleri PC- LINK SOFTWARE ÇÖZÜM HATTI Tek bir noktadan tüm fabrikanın kalite kontrolu PC- LINK SOFTWARE ÇÖZÜM HATTI Fabrikanız Kontrol Altında Fabrikalarda planlama, verimlilik
Gelişmiş İplik Kontrol Çözümleri PC- LINK SOFTWARE ÇÖZÜM HATTI Tek bir noktadan tüm fabrikanın kalite kontrolu PC- LINK SOFTWARE ÇÖZÜM HATTI Fabrikanız Kontrol Altında Fabrikalarda planlama, verimlilik
RİNG PAMUK İPLİKLERİ İLE HVI LİF ÖZELLİKLERİ ARASINDAKİ İNTERAKSİYONLAR
 RİNG PAMUK İPLİKLERİ İLE HVI LİF ÖZELLİKLERİ ARASINDAKİ İNTERAKSİYONLAR INTERACTIONS BETWEEN HVI FIBRE PROPERTIES AND RING COTTON YARN PROPERTIES Dr. Mustafa E. ÜREYEN Ege Ü. Tekstil Mühendisliği Bölümü
RİNG PAMUK İPLİKLERİ İLE HVI LİF ÖZELLİKLERİ ARASINDAKİ İNTERAKSİYONLAR INTERACTIONS BETWEEN HVI FIBRE PROPERTIES AND RING COTTON YARN PROPERTIES Dr. Mustafa E. ÜREYEN Ege Ü. Tekstil Mühendisliği Bölümü
KONU İLGİ. NutriOpt TERCÜME VE DERLEME KAYNAKÇA YAYININ KAPSAMI
 NIR NutriOpt KONU Nutreco nun en güncel projesi NutriOpt ile getirdiği yenilikler İLGİ NutriOpt TERCÜME VE DERLEME KAYNAKÇA YAYININ KAPSAMI Formülasyon ve Fiyatlandırma Uzmanı Burak GÜLHAN NutriOpt Poultry
NIR NutriOpt KONU Nutreco nun en güncel projesi NutriOpt ile getirdiği yenilikler İLGİ NutriOpt TERCÜME VE DERLEME KAYNAKÇA YAYININ KAPSAMI Formülasyon ve Fiyatlandırma Uzmanı Burak GÜLHAN NutriOpt Poultry
yarnmaster DiGital online Quality Control
 Masters in Textile textile Quality Control Masters in textile Quality Control yarnmster facts yarnmster Optik iplik temizleme 045910/007t İPLİK VE YÜZEYLERİN DEĞERLENDİRİLMESİ Tekstil yüzeylerinin kalite
Masters in Textile textile Quality Control Masters in textile Quality Control yarnmster facts yarnmster Optik iplik temizleme 045910/007t İPLİK VE YÜZEYLERİN DEĞERLENDİRİLMESİ Tekstil yüzeylerinin kalite
Ödev TeslimTarihi 12.Ocak 2010 KAR PLANLAMASI
 İTÜ Tekstil Teknolojileri ve Tasarımı Fakültesi / Tekstil Mühendisliği Bölümü 2009-2010Öğretim Yılı / Güz Yarıyılı TEK485-MALİYET MUHASEBESİ DERSİ ÖDEV5 (YÖNETİM MUHASEBESİ) 30.Aralık.2009 Ödev TeslimTarihi
İTÜ Tekstil Teknolojileri ve Tasarımı Fakültesi / Tekstil Mühendisliği Bölümü 2009-2010Öğretim Yılı / Güz Yarıyılı TEK485-MALİYET MUHASEBESİ DERSİ ÖDEV5 (YÖNETİM MUHASEBESİ) 30.Aralık.2009 Ödev TeslimTarihi
KAYSERİ ŞEKER AR-GE MERKEZİ ÜNİVERSİTE-SANAYİ İŞ BİRLİĞİ MODELİ
 II. AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ ZİRVESİ KAMU-ÜNİVERSİTE -SANAYİ İŞBİRLİĞİ KAYSERİ ŞEKER AR-GE MERKEZİ KAYSERİ ŞEKER FABRİKASI A.Ş. AR-GE MERKEZİ SUNUM PLANI 1. UYGULAMANIN KISA AÇIKLAMASI 2.
II. AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ ZİRVESİ KAMU-ÜNİVERSİTE -SANAYİ İŞBİRLİĞİ KAYSERİ ŞEKER AR-GE MERKEZİ KAYSERİ ŞEKER FABRİKASI A.Ş. AR-GE MERKEZİ SUNUM PLANI 1. UYGULAMANIN KISA AÇIKLAMASI 2.
TS EN ISO 9001:2008 Kalite Yönetim Sistemi Kurum İçi Bilgilendirme Eğitimi ISO 9001 NEDİR?
 ISO 9001 NEDİR? ISO 9001, tüm imalat ve hizmet şirketleri için hazırlanmış olan ve Kalite Yönetim Sistemi nin gereklerini belirleyen uluslararası bir standarttır. Kurumun mal veya hizmet üretimindeki tüm
ISO 9001 NEDİR? ISO 9001, tüm imalat ve hizmet şirketleri için hazırlanmış olan ve Kalite Yönetim Sistemi nin gereklerini belirleyen uluslararası bir standarttır. Kurumun mal veya hizmet üretimindeki tüm
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma
 Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
KAMMGARN İPLİKLERİNDE EĞİRME METODUNUN İPLİK TÜYLÜLÜĞÜNE ETKİSİ
 (REFEREED RESEARCH) KAMMGARN İPLİKLERİNDE EĞİRME METODUNUN İPLİK TÜYLÜLÜĞÜNE ETKİSİ THE EFFECT OF SPINNING METHOD ON YARN HAIRINESS ON WORSTED YARNS Arş. Gör. Dr. Pınar ÇELİK Ege Ü. Tekstil Mühendisliği
(REFEREED RESEARCH) KAMMGARN İPLİKLERİNDE EĞİRME METODUNUN İPLİK TÜYLÜLÜĞÜNE ETKİSİ THE EFFECT OF SPINNING METHOD ON YARN HAIRINESS ON WORSTED YARNS Arş. Gör. Dr. Pınar ÇELİK Ege Ü. Tekstil Mühendisliği
Üretim/İşlemler Yönetimi 4. Yrd. Doç. Dr. Mert TOPOYAN
 Üretim/İşlemler Yönetimi 4 Verimlilik En genel anlamıyla bir sistem içerisindeki kaynakların ne derece iyi kullanıldığının bir ölçüsüdür. Üretim yönetimi açısından ise daha açık ifadesi ile üretimde harcanan
Üretim/İşlemler Yönetimi 4 Verimlilik En genel anlamıyla bir sistem içerisindeki kaynakların ne derece iyi kullanıldığının bir ölçüsüdür. Üretim yönetimi açısından ise daha açık ifadesi ile üretimde harcanan
Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü
 6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
İŞBİRLİĞİ YAPILACAK KURUM/KURULUŞ. Hazine Müstaşarlığı Kalkınma Bakanlığı Maliye Bakanlığı Sosyal Taraflar
 TARIM SEKTÖRÜ 1. Tarım sektöründe istihdam şartları iyileştirilecektir. 1.1 Tarıma yönelik destekler ihtisaslaşmayı ve istihdamı korumayı teşvik edecek biçimde tasarlanacaktır. Hayvancılık (Tarım Reformu
TARIM SEKTÖRÜ 1. Tarım sektöründe istihdam şartları iyileştirilecektir. 1.1 Tarıma yönelik destekler ihtisaslaşmayı ve istihdamı korumayı teşvik edecek biçimde tasarlanacaktır. Hayvancılık (Tarım Reformu
BALIKESİR ÜNİVERSİTESİ ARAŞTIRMA PROJELERİ KOORDİNASYON OFİSİ YÖNERGESİ. BİRİNCİ BÖLÜM Amaç, Kapsam ve Tanımlar
 BALIKESİR ÜNİVERSİTESİ ARAŞTIRMA PROJELERİ KOORDİNASYON OFİSİ YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam ve Tanımlar Amaç Madde 1- (1) Bu yönergenin amacı, ulusal ve uluslararası bilimsel araştırma ve geliştirme
BALIKESİR ÜNİVERSİTESİ ARAŞTIRMA PROJELERİ KOORDİNASYON OFİSİ YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam ve Tanımlar Amaç Madde 1- (1) Bu yönergenin amacı, ulusal ve uluslararası bilimsel araştırma ve geliştirme
GEOVISION GROUP ÇÖZÜMLERİ
 GEOVISION GROUP ÇÖZÜMLERİ Geovision Group Araştırma Route To Market Geovision Group, Türkiye ve Dünyadaki lider firmalara Coğrafi Bilgi Sistemleri altyapısı ile Satış & Dağıtım ve Pazarlama çözümleri sunan
GEOVISION GROUP ÇÖZÜMLERİ Geovision Group Araştırma Route To Market Geovision Group, Türkiye ve Dünyadaki lider firmalara Coğrafi Bilgi Sistemleri altyapısı ile Satış & Dağıtım ve Pazarlama çözümleri sunan
TOPLAM KALİTE YÖNETİMİ
 TOPLAM KALİTE YÖNETİMİ 4.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Planlaması Kalite Felsefesi KALİTE PLANLAMASI Planlama, bireylerin sınırsız isteklerini en üst düzeyde karşılamak amacıyla kaynakların en uygun
TOPLAM KALİTE YÖNETİMİ 4.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Planlaması Kalite Felsefesi KALİTE PLANLAMASI Planlama, bireylerin sınırsız isteklerini en üst düzeyde karşılamak amacıyla kaynakların en uygun
T.C. OSMANİYE KORKUT ATA ÜNİVERSİTESİ STRATEJİ GELİŞTİRME BAŞKANLIĞI İÇ KONTROL
 T.C. OSMANİYE KORKUT ATA ÜNİVERSİTESİ STRATEJİ GELİŞTİRME BAŞKANLIĞI İÇ KONTROL SUNUM PLANI Kavramsal Çerçeve İç Kontrol Sistemi, İç Kontrol Çalışmalarımız. 2 Kavramsal Çerçeve Yönetim, belirli bir takım
T.C. OSMANİYE KORKUT ATA ÜNİVERSİTESİ STRATEJİ GELİŞTİRME BAŞKANLIĞI İÇ KONTROL SUNUM PLANI Kavramsal Çerçeve İç Kontrol Sistemi, İç Kontrol Çalışmalarımız. 2 Kavramsal Çerçeve Yönetim, belirli bir takım
(Computer Integrated Manufacturing)
") 1 (Computer Integrated Manufacturing) 2 1 Bilgisayarlı Sayısal Kontrol; ekipman mekanizmaların hareketlerinin doğru ve hassas biçimde gerçekleştirilmesinde bilgisayarların kullanılması, programlama ile
1 (Computer Integrated Manufacturing) 2 1 Bilgisayarlı Sayısal Kontrol; ekipman mekanizmaların hareketlerinin doğru ve hassas biçimde gerçekleştirilmesinde bilgisayarların kullanılması, programlama ile
MerSis. Bilgi Teknolojileri Yönetimi Danışmanlık Hizmetleri
 MerSis Bilgi Teknolojileri Yönetimi Danışmanlık Hizmetleri Bilgi Teknolojileri risklerinize karşı aldığınız önlemler yeterli mi? Bilgi Teknolojileri Yönetimi danışmanlık hizmetlerimiz, Kuruluşunuzun Bilgi
MerSis Bilgi Teknolojileri Yönetimi Danışmanlık Hizmetleri Bilgi Teknolojileri risklerinize karşı aldığınız önlemler yeterli mi? Bilgi Teknolojileri Yönetimi danışmanlık hizmetlerimiz, Kuruluşunuzun Bilgi
IRisFX. YENİ NESİL TEMİZLEYİCİ.
 IRisFX. YENİ NESİL TEMİZLEYİCİ. TK Gözle görebildiğinizden ötesi. İki uzman, tek güvenilir ortak! Otomatik bobinleme sektörünün lideri Saurer Grup ile iplik temizleme ve test uzmanı Premier Evolvics, 2015
IRisFX. YENİ NESİL TEMİZLEYİCİ. TK Gözle görebildiğinizden ötesi. İki uzman, tek güvenilir ortak! Otomatik bobinleme sektörünün lideri Saurer Grup ile iplik temizleme ve test uzmanı Premier Evolvics, 2015
Asenkron Motor Analizi
 Temsili Resim Giriş Asenkron motorlar, neredeyse 100 yılı aşkın bir süredir endüstride geniş bir yelpazede kulla- Alperen ÜŞÜDÜM nılmaktadır. Elektrik Müh. Son yıllarda, FİGES A.Ş. kontrol teknolojilerinin
Temsili Resim Giriş Asenkron motorlar, neredeyse 100 yılı aşkın bir süredir endüstride geniş bir yelpazede kulla- Alperen ÜŞÜDÜM nılmaktadır. Elektrik Müh. Son yıllarda, FİGES A.Ş. kontrol teknolojilerinin
BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS PROGRAMLAMA DİLLERİ BG-324 3/2 3+0+0 3+0 4 Dersin Dili : TÜRKÇE Dersin Seviyesi
BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS PROGRAMLAMA DİLLERİ BG-324 3/2 3+0+0 3+0 4 Dersin Dili : TÜRKÇE Dersin Seviyesi
KIYASLAMA (Benchmarking)
") KIYASLAMA (Benchmarking) Ortaya Çıkışı 1980 li yıllarda ABD li Xerox, satış fiyatları kendi maliyetlerinden daha düşük olan Japon firmalarıyla rekabet edebilmek için geliştirmiştir. Başarılı faaliyetleri
KIYASLAMA (Benchmarking) Ortaya Çıkışı 1980 li yıllarda ABD li Xerox, satış fiyatları kendi maliyetlerinden daha düşük olan Japon firmalarıyla rekabet edebilmek için geliştirmiştir. Başarılı faaliyetleri
TÜBİTAK TEYDEB 1507 KOBİ AR-GE BAŞLANGIÇ DESTEK PROGRAMI
 TÜBİTAK TEYDEB 1507 KOBİ AR-GE BAŞLANGIÇ DESTEK PROGRAMI / Mart.2016 TÜBİTAK TEYDEB 1507 Program Başvuru Şartları TÜBİTAK Teknoloji ve Yenilik Destek Programı (TEYDEB) kapsamında yer alan 1507 - KOBİ Ar-Ge
TÜBİTAK TEYDEB 1507 KOBİ AR-GE BAŞLANGIÇ DESTEK PROGRAMI / Mart.2016 TÜBİTAK TEYDEB 1507 Program Başvuru Şartları TÜBİTAK Teknoloji ve Yenilik Destek Programı (TEYDEB) kapsamında yer alan 1507 - KOBİ Ar-Ge
FMEA. Hata Türleri ve Etkileri Analizi
 FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf/Y.Y. Ders Saati Kredi AKTS (T+U+L) İSTATİSTİKSEL KALİTE KONTROL EN-412 4/I 3+0+0 3 5 Dersin Dili : Türkçe Dersin Seviyesi
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf/Y.Y. Ders Saati Kredi AKTS (T+U+L) İSTATİSTİKSEL KALİTE KONTROL EN-412 4/I 3+0+0 3 5 Dersin Dili : Türkçe Dersin Seviyesi
STRATEJİK ÜRÜN DESTEK PROGRAMI. Aralık 2017
 Aralık 2017 1 Bilim, Sanayi ve Bakanlığı Bilim ve Teknoloji Genel Müdürlüğü İTHAL ARA MALLARIN YERLİ ÜRETİMİ Türkiye Sanayi Stratejisi ve Eylem Planı 2015-2018 Sanayide Teknolojik Dönüşüm Politikası çerçevesinde
Aralık 2017 1 Bilim, Sanayi ve Bakanlığı Bilim ve Teknoloji Genel Müdürlüğü İTHAL ARA MALLARIN YERLİ ÜRETİMİ Türkiye Sanayi Stratejisi ve Eylem Planı 2015-2018 Sanayide Teknolojik Dönüşüm Politikası çerçevesinde
Ring İplikçilik Yenilik ve Güven
 Ring İplikçilik Yenilik ve Güven......................... Rieter güvenilirliğinizi muhafaza ederek kârlılığınızı arttırır............................ Rieter. Aile Bayramı.. Türkiye. Mayıs. 2014. Erkan.
Ring İplikçilik Yenilik ve Güven......................... Rieter güvenilirliğinizi muhafaza ederek kârlılığınızı arttırır............................ Rieter. Aile Bayramı.. Türkiye. Mayıs. 2014. Erkan.
Gürcan Banger 21 Mayıs 17 Haziran 2012
 Gürcan Banger 21 Mayıs 17 Haziran 2012 Üretim Yatırımı Girişim kapsamında hedeflenen ürün veya hizmetlerin üretilmesi için gerekli işletme faaliyetleri planlanmalıdır. Girişimcinin uzmanlığına da bağlı
Gürcan Banger 21 Mayıs 17 Haziran 2012 Üretim Yatırımı Girişim kapsamında hedeflenen ürün veya hizmetlerin üretilmesi için gerekli işletme faaliyetleri planlanmalıdır. Girişimcinin uzmanlığına da bağlı
ELEKTRONİK HABERLEŞME, UZAY VE HAVACILIK SEKTÖRÜNDE AR-GE DESTEKLERİ KASIM 2012
 ELEKTRONİK HABERLEŞME, UZAY VE HAVACILIK SEKTÖRÜNDE AR-GE DESTEKLERİ KASIM 2012 1 Amaç Elektronik haberleşme ve havacılık ve uzay sektöründe; Ar-Ge faaliyetlerini desteklemek, Yerli tasarım ve üretimin
ELEKTRONİK HABERLEŞME, UZAY VE HAVACILIK SEKTÖRÜNDE AR-GE DESTEKLERİ KASIM 2012 1 Amaç Elektronik haberleşme ve havacılık ve uzay sektöründe; Ar-Ge faaliyetlerini desteklemek, Yerli tasarım ve üretimin
Üretim Yönetimi Nedir?
 Üretim Yönetimi Üretim Yönetimi Nedir? Üretim süreçlerini ilgilendiren tüm kararların alınması ile ilgili disiplindir. Üretilen malların istenilen nicelikte ve zamanda en az giderle oluşmasını amaçlar
Üretim Yönetimi Üretim Yönetimi Nedir? Üretim süreçlerini ilgilendiren tüm kararların alınması ile ilgili disiplindir. Üretilen malların istenilen nicelikte ve zamanda en az giderle oluşmasını amaçlar
Teknoloji ve Yenilik Destek Programları Başkanlığı
 TÜBİTAK TEYDEB... Firma düzeyinde katma değer oluşturanların, Ar-Ge ve yenilik çalışmalarını teşvik etmekte, bu çalışmalarla ortaya çıkan mali riskleri paylaşmakta, Ar-Ge yeteneğinin ve yenilik düzeyinin
TÜBİTAK TEYDEB... Firma düzeyinde katma değer oluşturanların, Ar-Ge ve yenilik çalışmalarını teşvik etmekte, bu çalışmalarla ortaya çıkan mali riskleri paylaşmakta, Ar-Ge yeteneğinin ve yenilik düzeyinin
Ön ve Arka Şasi Tasarımı Proje Süreçleri ve İş Planı. Internet: www.novosim.com Tel: 0 216 345 2092 Faks: 0 216 345 2094 1
 Ön ve Arka Şasi Tasarımı Proje Süreçleri ve İş Planı Internet: www.novosim.com Tel: 0 216 345 2092 Faks: 0 216 345 2094 1 Tasarım ve Geliştirme Süreci Teknik problemlerin çözümü Üretim araçlarının kalite
Ön ve Arka Şasi Tasarımı Proje Süreçleri ve İş Planı Internet: www.novosim.com Tel: 0 216 345 2092 Faks: 0 216 345 2094 1 Tasarım ve Geliştirme Süreci Teknik problemlerin çözümü Üretim araçlarının kalite
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
BAŞABAŞ NOKTASI ANALİZİ
 BAŞABAŞ NOKTASI ANALİZİ Herhangi bir işe girişirken, genellikle o iş için harcanacak çaba ve kaynaklarla, o işten sağlanacak fayda karşılaştırılır. Bu karşılaştırmada amaç, kaynaklara (üretim faktörlerine)
BAŞABAŞ NOKTASI ANALİZİ Herhangi bir işe girişirken, genellikle o iş için harcanacak çaba ve kaynaklarla, o işten sağlanacak fayda karşılaştırılır. Bu karşılaştırmada amaç, kaynaklara (üretim faktörlerine)
Süreç Danışmanlığı. KPMG Türkiye. kpmg.com.tr
 Süreç Danışmanlığı KPMG Türkiye kpmg.com.tr 2 Süreç Danışmanlığı Süreçlerinizin kontrolü sizin elinizde Sürecinizin tam potansiyeline ulaşmasını sağlayın! Günümüzde teknolojinin ve ihtiyaçların hızlı bir
Süreç Danışmanlığı KPMG Türkiye kpmg.com.tr 2 Süreç Danışmanlığı Süreçlerinizin kontrolü sizin elinizde Sürecinizin tam potansiyeline ulaşmasını sağlayın! Günümüzde teknolojinin ve ihtiyaçların hızlı bir
Mübeyyen TEPE KÜÇÜKOĞLU Yeni Yüzyıl Üniversitesi İstanbul. Prof. Dr. R. İbrahim PINAR İstanbul Üniversitesi
 Mübeyyen TEPE KÜÇÜKOĞLU Yeni Yüzyıl Üniversitesi İstanbul Prof. Dr. R. İbrahim PINAR İstanbul Üniversitesi AJANDA ÇEVRE BİLİNCİ VE ÇEVREYE DUYARLI İŞLETMELER ÇEVRECİ TEKNOLOJİLER İŞLETMELERİ ÇEVRECİ TEKNOLOJİLER
Mübeyyen TEPE KÜÇÜKOĞLU Yeni Yüzyıl Üniversitesi İstanbul Prof. Dr. R. İbrahim PINAR İstanbul Üniversitesi AJANDA ÇEVRE BİLİNCİ VE ÇEVREYE DUYARLI İŞLETMELER ÇEVRECİ TEKNOLOJİLER İŞLETMELERİ ÇEVRECİ TEKNOLOJİLER
ÖNSÖZ ŞEKİL LİSTESİ TABLO LİSTESİ
 İÇİNDEKİLER ÖNSÖZ ii ŞEKİL LİSTESİ v TABLO LİSTESİ vii ÖZET viii SUMMARY ix BÖLÜM 1. GİRİŞ 1 1.1. YÜKLENİCİ FİRMALARDA İNŞAAT EKİPMANI YÖNETİMİ PROBLEMİNİN ÖNEMİ 1 1.2. PROBLEMİN TANIMLANMASI 3 1.3. YÜKLENİCİ
İÇİNDEKİLER ÖNSÖZ ii ŞEKİL LİSTESİ v TABLO LİSTESİ vii ÖZET viii SUMMARY ix BÖLÜM 1. GİRİŞ 1 1.1. YÜKLENİCİ FİRMALARDA İNŞAAT EKİPMANI YÖNETİMİ PROBLEMİNİN ÖNEMİ 1 1.2. PROBLEMİN TANIMLANMASI 3 1.3. YÜKLENİCİ
SAVUNMA SANAYİİ MÜSTEŞARLIĞI ULUSLARARASI İŞBİRLİĞİ VE İHRACAT STRATEJİK PLANI
 SAVUNMA SANAYİİ MÜSTEŞARLIĞI 2017-2021 ULUSLARARASI İŞBİRLİĞİ VE İHRACAT STRATEJİK PLANI ssm.gov.tr SAVUNMA SANAYİİ MÜSTEŞARLIĞI 2017-2021 ULUSLARARASI İŞBİRLİĞİ VE İHRACAT STRATEJİK PLANI ssm.gov.tr
SAVUNMA SANAYİİ MÜSTEŞARLIĞI 2017-2021 ULUSLARARASI İŞBİRLİĞİ VE İHRACAT STRATEJİK PLANI ssm.gov.tr SAVUNMA SANAYİİ MÜSTEŞARLIĞI 2017-2021 ULUSLARARASI İŞBİRLİĞİ VE İHRACAT STRATEJİK PLANI ssm.gov.tr
TEKSTİL VE MÜHENDİS (Journal of Textiles and Engineer) http://www.tekstilvemuhendis.org.tr
 http://www.tekstilvemuhendis.org.tr") TEKSTİL VE MÜHENDİS () http://www.tekstilvemuhendis.org.tr Eş Zamanlı Uygulanan Katlama ve Büküm İşleminin Katlı İplik Özellikleri Üzerindeki Etkisi Effect of the Simultaneous Folding and Twisting Processes
TEKSTİL VE MÜHENDİS () http://www.tekstilvemuhendis.org.tr Eş Zamanlı Uygulanan Katlama ve Büküm İşleminin Katlı İplik Özellikleri Üzerindeki Etkisi Effect of the Simultaneous Folding and Twisting Processes
yarnmaster İplik Hataları ve Splays'ların
 Masters in Textile textile Quality Control Masters in textile Quality Control yarnmaster facts yarnmaster İplik Hataları ve Splays'ların Sınıflandırılması 045912/007t İPLİK HATALARININ SINIFLANDIRILMASI
Masters in Textile textile Quality Control Masters in textile Quality Control yarnmaster facts yarnmaster İplik Hataları ve Splays'ların Sınıflandırılması 045912/007t İPLİK HATALARININ SINIFLANDIRILMASI
Profesyonel, verimli, yenilikçi sistemler...
 ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com
ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com