Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme. Doç. Dr. Turgut GÜLMEZ
|
|
|
- Ceren Togay
- 5 yıl önce
- İzleme sayısı:
Transkript
1
2 Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ

3
4 Aşındırıcı Malzeme Tane Büyüklüğü Bağlayıcı Malzemeler Taş yapısı ve Taş kalitesi Taşlama Taşı Spesifikasyonları
5 Aşındırmalı(Taşlama ile) işleme Tekerlek biçimli taş denen takımların yapısında bağlanmış olarak bulunan, genellikle sert, aşındırıcı parçacıkların hareketi ile aşındırarak malzeme kaldırma; Genellikle parçanın geometrisi geleneksel işleme yöntemleriyle işlendikten sonra taşlama bitirme operasyonlarında kullanılır, Taşlama taşı genellikle disk şeklindedir ve yüksek dönme hızları için olarak hassas dengelenmiştir (balance) Taşlama en önemli aşındırıcılı yöntemdir. Diğer aşındırıcı yöntemler: honlama, lepleme, çok hassas(superfinish), parlatma ve polisaj
6 Aşındırmalı İşleme Yöntemleri niçin önemlidir? Her türlü malzemede kullanılabilir Bazen son derece ince yüzey bitirme elde edilebilir µm (1 µ-in) e kadar- Bazı parçalar son derece sıkı toleranslarla hassas boyutlarda işlenebilir.
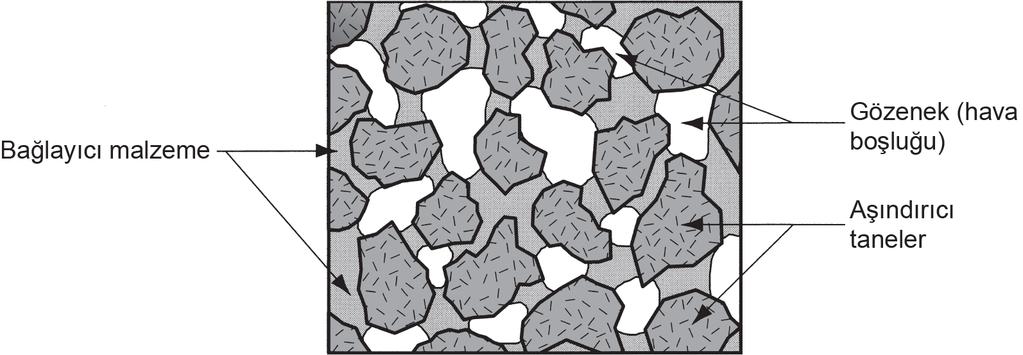
7 Taşlama Taşı Yapıları aşındırıcı parçacıklar ve bağlayıcı malzemeden meydana gelir. Kesme aşındırıcı parçacıklar tarafından gerçekleştirilir. Bağlayıcı malzeme parçacıkları tutar ve taşın şekli ve yapısını oluşturur
8 Taşlama Taşı Parametreleri Aşındıcı malzeme Tane boyutu Bağlayıcı malzeme Taş sınıfı Taşın yapısı
9 Aşındırıcı Malzeme Özellikleri Yüksek Sertlik Aşınma direnci Tokluk Kırılganlık kesme kenarı körleştiğinde, kolay kırılma kapasitesi, böylece yeni bir keskin kenar açığa çıkar
10 Geleneksel Aşındırıcı Malzemeler Alumina(Al 2 O 3 ) - en yaygın aşındırıcı Çelik ve diğer demir esaslı yüksek mukavemetli alaşımları taşlamak için kullanılır. Knoop Sertliği:2100 Silisyum karbür (SiC) - Al 2 O 3 ) dan daha sert ama onun kadar tok değil Alüminyum, pirinç, paslanmaz çelik, bazı dökme demirler ve seramiklerde kullanılır Knoop Sertliği:2500
11 Yeni Aşındırıcılar Kübik bor nitrür (cbn) - çok sert, çok pahalı Çelikler için uygundur. Sertleştirilmiş takım çelikleri ve uzay ve havacılık alaşımları gibi sert malzemeler için kullanılır. Knoop Sertliği:5000 Elmas -da çok sert, ve çok pahalı Doğal ve aynı zamanda Sentetik olarak üretilir Çeliklerin taşlanması için uygun değildir. Seramik, semente karbürler, cam gibi sert, aşındırıcı malzemelerin taşlanmasında kullanılır Knoop Sertliği:7000
12 Tane Boyutu Küçük tane boyutları daha iyi bir yüzey kalitesi verir Büyük tane boyutları daha büyük malzeme kaldırma hızlarına izin verir Daha sert malzemeleri etkin bir şekilde kesmek için daha küçük tane boyutları gerekir Yumuşak malzemeler ise büyük tane boyutları gerektirir
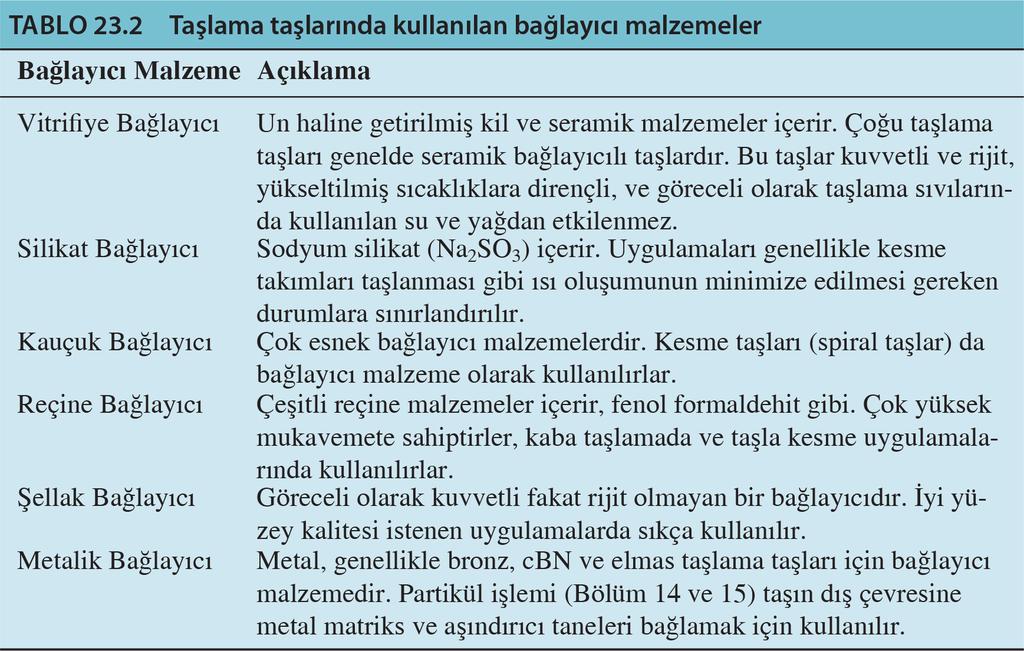
13 Bağlayıcı Malzeme Özellikleri Merkezkaç kuvvetleri ve yüksek sıcaklıklara dayanması gerekir Taş şok yüklemeler sırasında parçalanmamalıdır. Katı aşındırıcı taneleri birarada tutarken verimli kesme için yeni keskin taneleri açığa çıkarmak üzere aşınmış tanelerin yerinden çıkıp gitmesine izin vermeli
14
15 Taşın Yapısı Taştaki aşındırıcı tanelerin göreli hacmini belirtir. Aşındırıcı taneleri ve bağlayıcının yanı sıra, taşlama taşları, hava boşlukları ya da gözenekler içerir. Tanelerin, bağlayıcı malzeme ve gözeneklerin hacimsel oranları aşağıdaki gibi ifade edilebilir: P g + Pb + Pp = 1.0
16
17 Taşın Yapısı "Açık" ve "yoğun arasında değişen bir ölçekle ölçülür Açık yapıda P p nispeten büyük ve P g nispeten küçük anlamına gelir-talaşların temizlenmesi yeterli açıklık sağlanması önerilir Yoğun yapıda P p nispeten küçük ve P g büyük anlamına gelir, Daha iyi bir yüzey bitirme ve boyutsal kontrol elde etmek için tavsiye edilir
18 Taş sınıfı Kesme sırasında aşındırıcı tanelerin taşa için bağlaynma gücünü gösterir. Taşın yapısındaki bağlayıcı malzeme miktarına (P b ) bağlıdır Sert ve yumuşak arasında değişen bir ölçekte ölçülür Yumuşak taş taneleri kolayca kaybeder, düşük malzeme kaldırma oranları ve sert malzemeler için kullanılır Sert taşlar taneleri daha uzun korur- yüksek talaş kaldırma hızlarında ve yumuşak malzemeler için kullanılır
19 Şeklin Devamı Var
20
21 Yüzey Kalitesi Kuvvet ve Enerji İş yüzeyinde sıcaklıklar Taş Aşınması
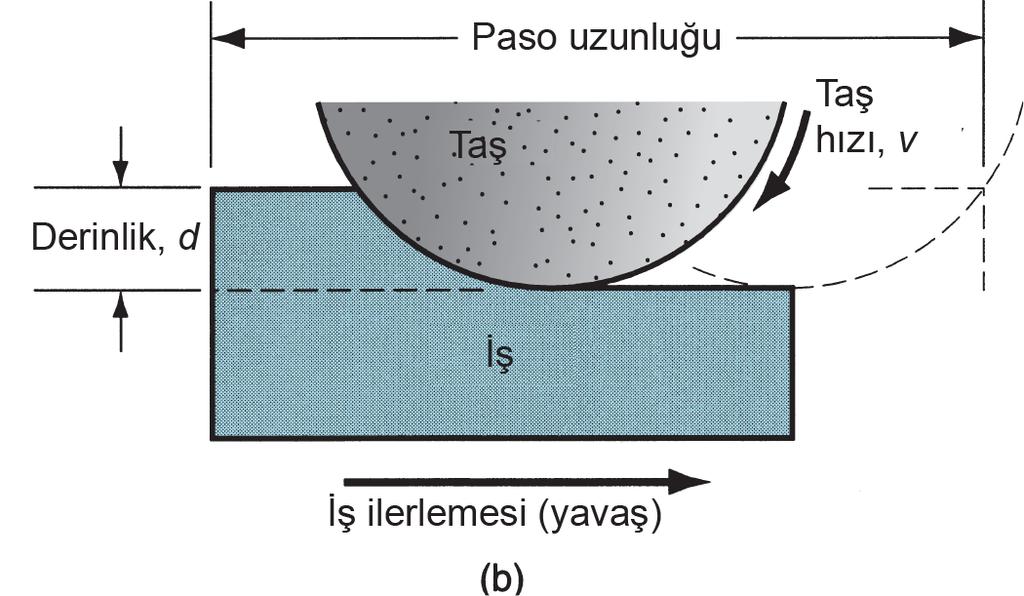
 Yüzey taşlama geometrisi, kesme koşullarını gösteren; (b) kabul")
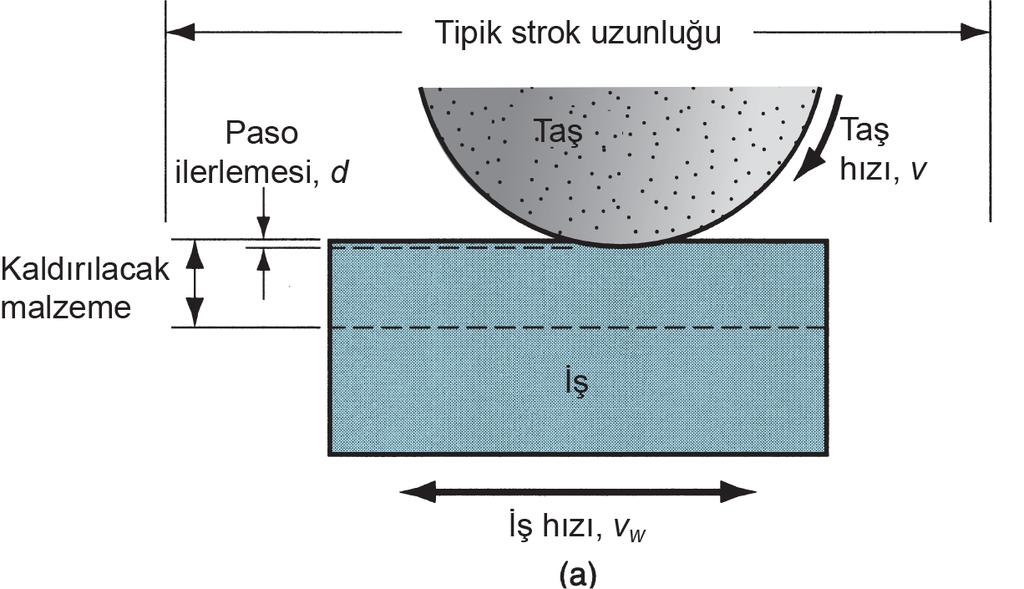
22 ŞEKİL 23.3 (a) Yüzey taşlama geometrisi, kesme koşullarını gösteren; (b) kabul edilen uzunlamasına şekil ve (c) tek bir talaşın enine kesiti
 Kesme, (b)")
23 ŞEKİL 23.4 Taşlamada üç tip tane işlevi: (a) Kesme, (b) Ezme-(Kazıma), (c) Ovalama Şeklin Devamı Var

24 MalMalzeme yüzeyinde Ezme (PŞV) e

25
26
27 Uygulama Klavuzu Çelik ve dökme demirler için Aşındırıcı olarak Alüminyum Oksit, Çoğu demir dışı metaller için. Aşındırıcı olarak Silisyum Karbür, Sertleştirilmiş takım çelikleri ve bazı havacılık alaşımları için Aşındırıcı olarak Kübik Bor Nitrür, Sert aşındırıcı maddeler (örneğin, seramik, semente karbürler, cam) Aşındırıcı olarak Elmas kullanılır
28 Uygulama Klavuzu Yumuşak malzemeleri taşlamak için, Büyük tane boyutu ve daha sert sınıf(grade) taş, Sert Malzemeleri taşlamak için, Küçük tane boyutu ve yumuşak sınıf(grade) taş kullanılır.


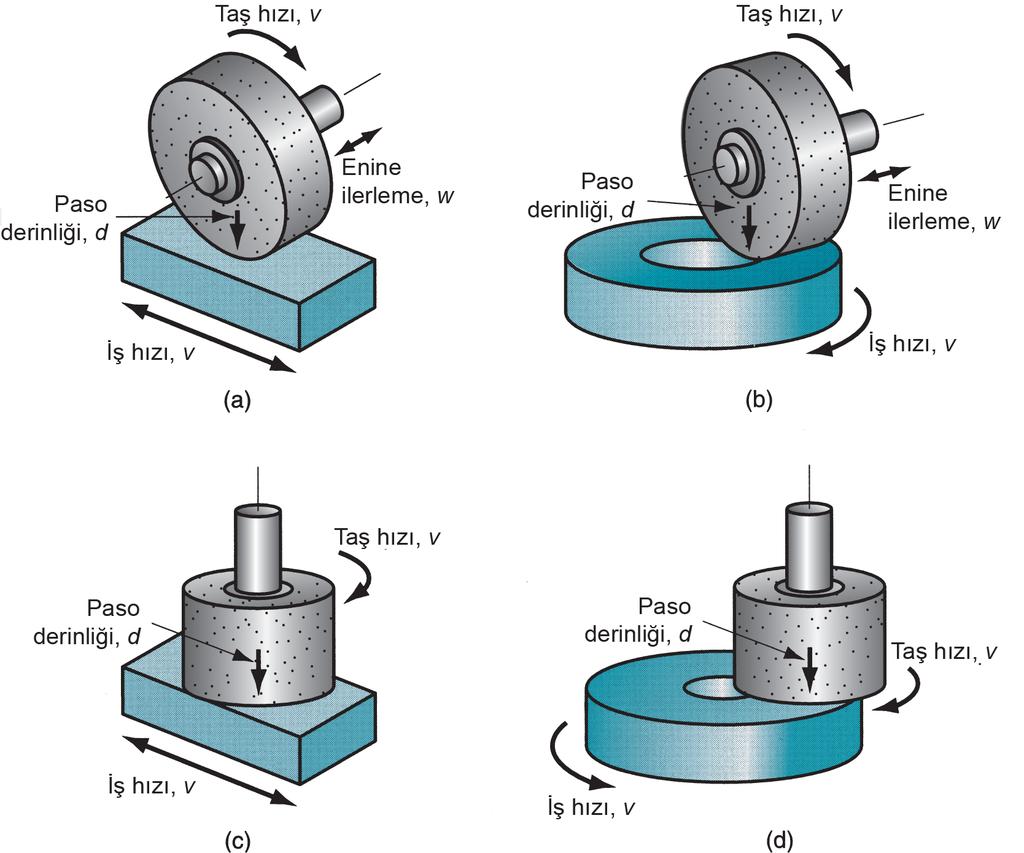
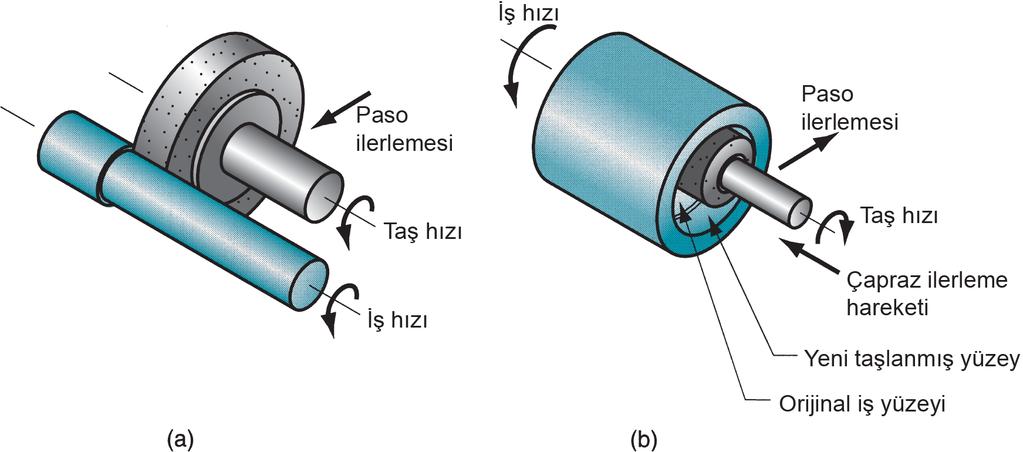
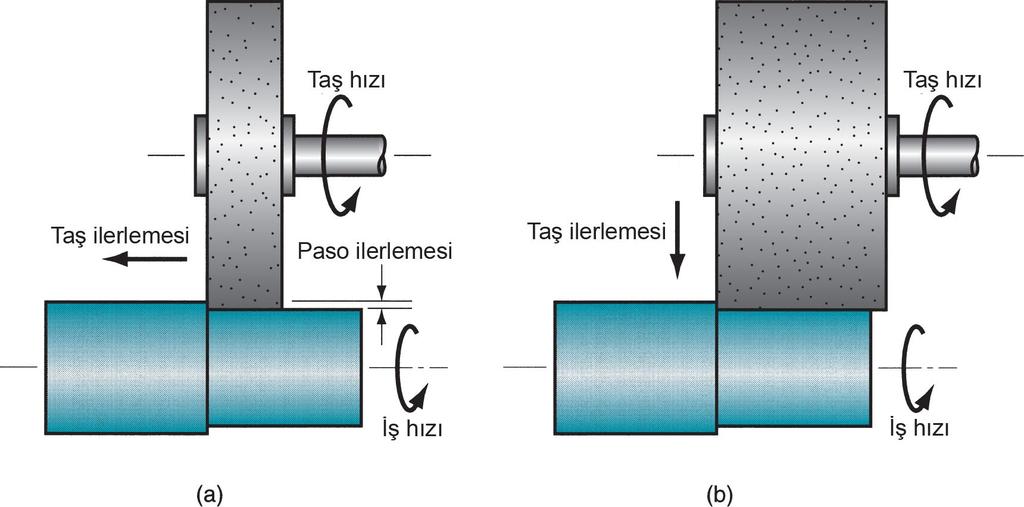
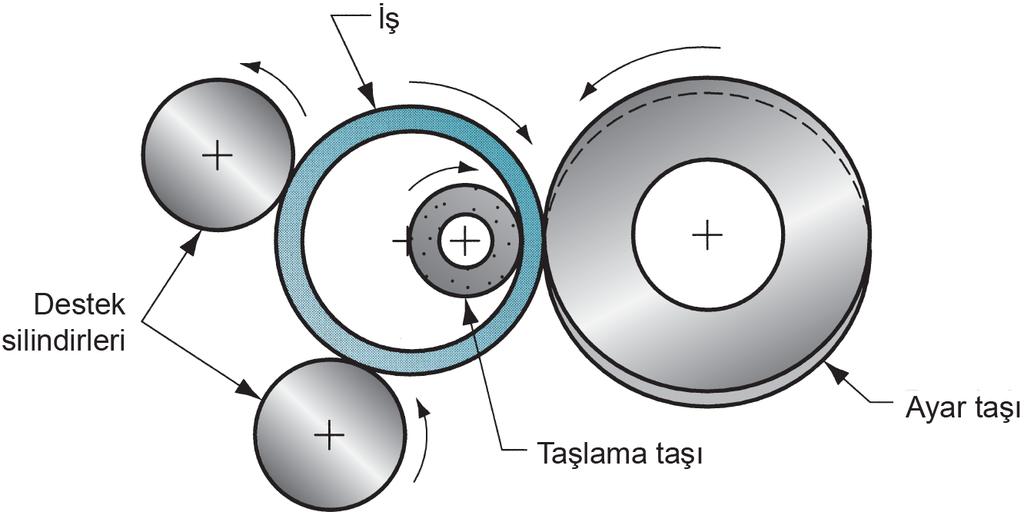
29 Yüzey Taşlama Silindirik Taşlama Puntasız Taşlama Sürünme İlerlemeli Taşlaması Diğer Taşlama Operasyonları
30

31
32
33

34
35
36
37
38
39
40 Diğer aşındırma işlemleri honlama, lepleme, hassas bitirme işlemi, polisaj ve hassas parlatmadır. Bu işlemler sadece bitirme (son işlem) operasyonlarıdır.
41 Honlama, set halinde bağlayıcılı aşındırıcı çubuklar takımı ile bir dizi dönme ve salınım hareketleri ile yapılan aşındırma- Zımparama işlemi işlemidir. Yaygın uygulama: içten yanmalı motorların silindirlerinin iç yüzeylerinin bitirme işlemleri için 0.12 µm (5 µ-in) yada daha iyi yüzey bitirmeler Yağlayıcıları yüzeyde tutan karakteristik çapraz taralı bir yüzey oluşturur
42
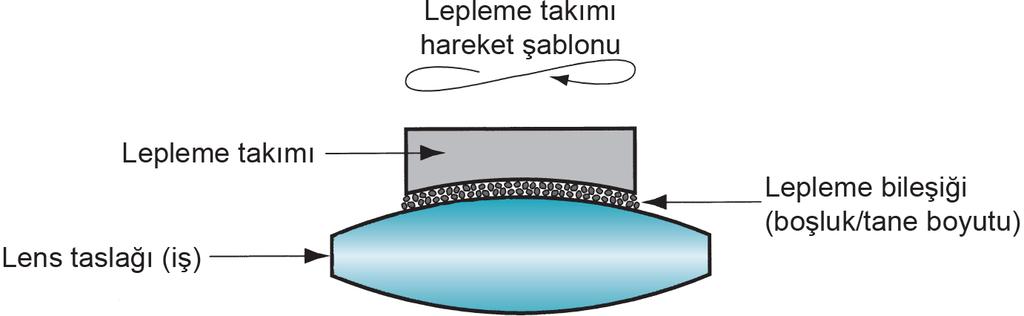
43 Lepleme Leplemede iş parçası ile Lep takımı arasında çok küçük aşındırıcı parçacıkların sıvı süspansiyonu kullanılır, Aşındırıcılar ile sıvı bileşik, kireçli bir macun genel görünümüne sahiptir Uygulamalar: optik lensler, metalik yatak yüzeyleri, mastarlar
44
45 Superfinishing-Hassas Taşlama Honlamaya benzer- ileri geri hareketlerle yüzey karşı bastırılan aşındırıcı içeren çubuk şeklinde takım kullanılır Honlamadan farkları: Daha kısa strok Daha yüksek frekanslar Takım ve yüzey arasındaki basınç daha düşük Daha küçük tane boyutu (aşındırıcı)

46
47 GELENEKSEL OLMAYAN TALAŞ KALDIRMA YÖNTEMLERİ 1. Mekanik Enerji Yöntemleri 2. Elektrokimyasal İşleme Yöntemleri 3. Isıl Enerji Yöntemleri 4. Kimyasal İşleme 5. Uygulama Yönergeleri
48 Geleneksel Olmayan Yöntemler Mekanik, ısıl, elektriksel ya da kimyasal enerji (ya da bu enerjilerin kombinasyonları) kullanıldığı fazla malzeme kaldırmak için geliştirilmiş bir grup teknikler/süreçler olarak tanımlanabilir Bunlar geleneksel anlamda keskin bir kesici takımın kullanılmadığı yöntemlerdir
49 Geleneksel olmayan işleme yöntemlerinin sınıflandırılması Mekanik - tipik mekanik etki biçimli, yüksek hızlı aşındırıcı veya sıvı (veya her ikisi)akışı tarafından işparçası malzemesinin erozyonu Elektriksel - Malzeme kaldırmak için elektrokimyasal enerji kullanımı Isıl İş parçası yüzeyinin küçük bir kısmına ısıl enerji uygulanması sonucu genellikle bu bölümün buharlaşması ve / veya erimesi Kimyasal Diğer bölümleri bir maske tarafından korunmakta olan işparçasının açık bölümlerinin kimyasal dağlayıcılar kullanarak seçici olarak aşındırılması/çözündürülmesi
50 Mekanik Enerji Yöntemleri Ultrasonik işleme Su jeti ile Kesme Aşındırıcılı Su jeti ile Kesme Aşındırıcılı Su jeti ile İşleme
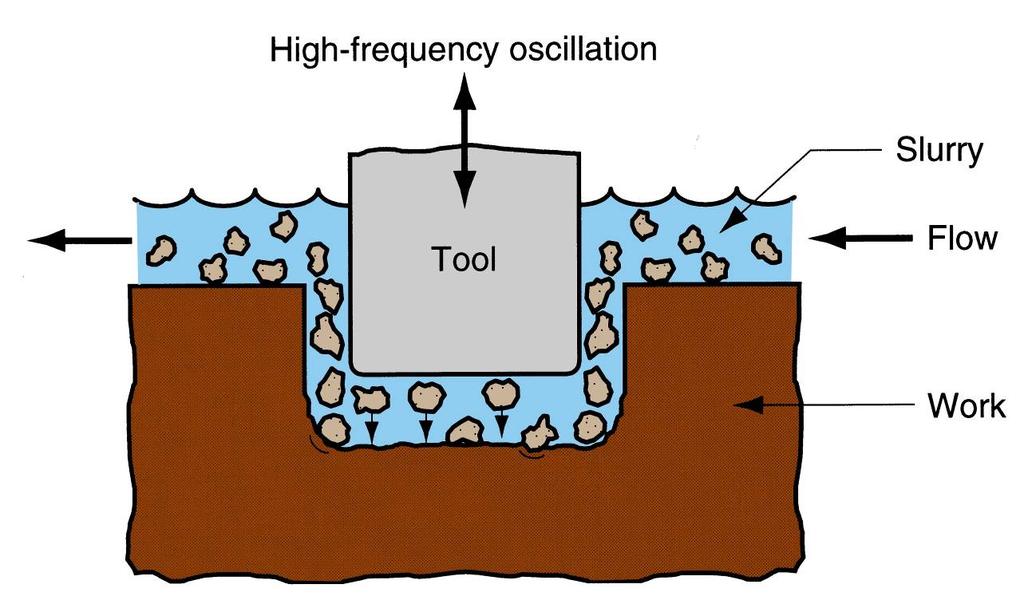
51 Ultrasonik İşleme(USM) Bir çamur içinde yeralan Aşındırıcılar, düşük genlikli ve yüksek frekansta titreşen bir takım tarafından işparçasına doğru yüksek hızla çarptırılarak küçük mikro talaşlar kaldırılır Takım salınımı iş parçası yüzeyine diktir Aşındırıcılar malzeme kaldırma işlevini gerçekleştirmek üzere kullanılır. Takım yavaşça iş parçasına doğru beslenir. Takımın şekli iş parçasının şeklini belirler.
52 Ultrasonik İşleme
53 USM Uygulamaları Seramik, cam ve karbürler gibi sert, kırılgan iş malzemeleri, Ayrıca, paslanmaz çelik ve titanyum gibi bazı metallerde de başarılı Yuvarlak olmayan delik şekiller "Darp işlemleri" desen oluşturan bir takımın düz bir çalışma yüzeyine aktarılması.
54 Su Jeti ile Kesme(WJC) Kesim için, yüksek basınç, yüksek akış hızındaki su işparçası yüzeyine yönlendirilir,
55 WJC Uygulamaları Genellikle memesi istenen yörünge boyunca CNC veya endüstriyel robotlar tarafından otomatik olarak yönlendirir. Plastik, tekstil, kompozit malzemeler, karo, halı, deri ve mukavva gibi düz stoklarda dar yarıklar kesmek için kullanılır.
56 WJC Avantajları İş parçası yüzeyinde ezilme ya da yanma olmaz Minimum malzeme kaybı Hiçbir çevre kirliliği olmaz Otomasyon kolaylığı
57 Aşındırıcılı Su Jeti ile Kesme(AWJC) WJC metaller üzerinde kullanılması için, genellikle aşındırıcı parçacıkların jet akımına eklenmesi gerekir. Ek proses parametreleri: aşındırıcı türü, tane büyüklüğü ve akış hızı Aşındırıcılar: alüminyum oksit, silisyum dioksit ve garnet (silikat minerali) Grit boyutları 60 ve 120 arasında değişmektedir Aşındıcı, memeden çıktıktan sonra su akışına 0.25 kg / dk civarında eklenir.
58 Aşındırıcılı Su Jeti ile İşleme(AJM) küçük aşındırıcı partikülleri içerenyüksek hızlı gaz akışı
59 AJM Uygulama Notları Genellikle nozzle yönlendirilmesi operatör tarafından manüel olarak gerçekleştirilir Normalde kesme işleminden ziyade bir bitirme işlemi olarak kullanılır Uygulamalar: çapak alma, kırpma ve çapak kesme, temizleme ve parlatma İş malzemeleri: ince, düz bir stok halindeki sert, kırılgan malzemeler (örneğin, cam, silisyum, mika, seramik)
60 Elektrokimyasal İşleme Yöntemleri Elektrik enerjisi talaş kaldırmak için kimyasal reaksiyonlar ile birlikte kullanılır Galvanik kaplamanın tersi İşparçası malzemesi iletken olmalıdır Yöntemler: Elektrokimyasal işleme (ECM) Elektrokimyasal çapak alma (ECD) Elektrokimyasal taşlama(ecg)
 kullanarak gerçekleştirilen Malzeme kaldırma")
61 Elektrokimyasal İşleme(ECM) Anodik çözünme ile, aralarından hızla akan elektrolitin aktığı, işparçasına yakın duran bir elektrot (takım) kullanarak gerçekleştirilen Malzeme kaldırma Yön.
62 ECM İşlemi Malzeme, anot iş parçasından (pozitif kutup) çözünerek, elektrolit banyosunda katot takıma (negatif kutup) doğru taşınır Elektrolit çözünen malzemeyi taşımak üzere iki kutup arasında hızla akar, bu yüzden takımın üzerine kaplama olamaz Elektrot malzemeleri: bakır, pirinç veya paslanmaz çelik Takımın şekli parçanın tersi bir şekle sahiptir Takım boyutu ve şekli ara boşluk için izin vermelidir

63 Elektrokimyasal Çapak Alma(ECD) ECM in geleneksel delik delme ile metal parçalarda üretilen deliklerin kenar çapak veya keskin köşelerini ortadan kaldırmaya adaptasyonu
")
64 Electrokimyasal Taşlama(ECG) metal parçası yüzeyinin anodik çözünmesini artırmak için iletken bağlayıcılı taşlama taşı ile yapılan özel bir (ECM) şekli(taşlama)
65 (ECG)nin Uygulamaları ve Avantajları Uygulamalar: Semente karbür plaket takımların bilenmesi Cerrahi iğneler, diğer ince cidarlı borular ve kırılgan parçaların taşlanması Avantajlar: Çözündürme metal kaldırmanın % 95 nden sorumlu Işleme çoğunlukla elektrokimyasal etkiyle olduğundan, taş çok daha uzun süre dayanır
66 Isıl Enerji Yöntemleri Çok yüksek yerel sıcaklıklar Malzeme erime yada buharlaşma ile uzaklaştırılır Yeni oluşan yüzeyde fiziksel ve metallurjik hasar oluşur Bazen yüzey kalitesi düşük olur, (yeniden işleme gerekecek kadar)
67 Isıl Enerji Yöntemleri Elektro erozyonla işleme Elektro-erozyon tel kesme Elektron ışınlarıyla işleme işleme Lazer ışını ile işleme Plazma Ark ile işleme Geleneksel termal kesme işlemleri
68 Elektro-Erezyonla İşleme (Dalma Erezyon) Metali eritmek veya buharlaştırmak için yeterince yüksek lokalize sıcaklıklara neden olan ) bir dizi ayrık elektrik deşarjı-ark (kıvılcımlar) ile metal kaldırma Sadece elektrik iletken malzemeler kullanılabilir İki ana yöntem: Elektro-erezyonla işleme Tel elektro-erezyonla işleme
 ve boşluğu, deşarj ve talaş kaldırmayı gösteren yakın")
69 Elektro-Erezyonla İşleme(EDM) Elektro erezyon ile işleme (EDM): (a) genel kurulum, (b) ve boşluğu, deşarj ve talaş kaldırmayı gösteren yakın plan,
70 EDM İşlemi En yaygın olarak kullanılan geleneksel olmayan yöntem Üretilen bitmiş işparçasının yüzeyinin şekli Elektrodun şekli tarafından belirlenir Takım ve iş parçası arasındaki küçük bir aralık boyunca kıvılcımlar meydana gelir Aralıktaki sıvının iyonize olmasıyla, her bir deşarj için bir yol oluştururan bir Dielektrik sıvı Kullanılmasını gerektirir
71 EDM de işlenebilen iş Malzemeleri İş malzemelerin elektriksel olarak iletken olmalıdır iş malzemesinin Sertlik ve dayanımı EDM de bir faktör değildir Malzeme Kaldırma Hızı, iş malzemesinin erime noktasına bağlıdır.
72 EDM Uygulamaları Birçok mekanik işlemler için takımlar:, plastik enjeksiyon kalıplama kalıpları, ekstrüzyon kalıpları, tel çekme kalıpları, dövme ve sac kesme kalıplarının üretimi için en ekonomik çözümdür Üretilen parçalar: geleneksel kesme kuvvetleri dayanmak için yeterince rijit olmayan hassas parçalar, sert ve egzotik metallerin işlenmesi, delik ekseni 90 O lik olmayan bir açıyla yüzeye, delik delme, vb
73 Tel EDM işparçası içinden geçerek hareket edebilen küçük çaplı bir tel elektrodun kullanıldığı özel bir EDM
74 Tel EDM İşlemi İş, testere ile kesmedekine benzer şekilde, istenilen kesme patikası boyunca yavaş yavaş tele doğru beslenir Hareket kontrolü için CNC kullanılır Dielektrik çoğunlukla sıvı, takım-iş arayüzüne yönlenmiş nozullar kullanarak veya işparçasını tamamen daldırarak uygulanır

75 Laser Işını ile İşleme(LBM) Bir lazer ışığının enerjisi malzemeyi buharlaşma ve ablasyon için, kullanır. Ablasyon -> buzulların boyutunu küçülten erozif süreç
76 LBM Uygulamaları Delme, dilme, kanal işleme, kazıma ve işaretleme işlemleri Küçük çaplı delik delme mm e kadar Genellikle ince stok kalınlıkları kullanılır Çalışma materyalleri: yüksek sertlik ve mukavemetli metaller, yumuşak metaller, seramikler, cam ve cam epoksi, plastikler, lastik, kumaş ve ahşap

77 İnce bir saçta gerçekleştirilen Laser Işının ile kesme
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
27.10.2011. Doç. Dr. Turgut GÜLMEZ. Aşındırmalıİşleme Yöntemleri niçin önemlidir? Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme.
 Aşındırmalıİşleme Yöntemleri niçin önemlidir? Her türlü malzemede kullanılabilir Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Bazen son derece ince yüzey bitirme elde edilebilir
Aşındırmalıİşleme Yöntemleri niçin önemlidir? Her türlü malzemede kullanılabilir Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Bazen son derece ince yüzey bitirme elde edilebilir
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ
 TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
İmal Usulleri 2. Fatih ALİBEYOĞLU -7-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -7- Giriş Mekanik Enerjili Yöntemler Mekanik enerjinin alışılmamış imalat yöntemlerinde kullanılmasıdır. 1) Ultrasonik işleme, 2) Su jeti ile işlemeler, 3) Diğer aşındırıcılı
İmal Usulleri 2 Fatih ALİBEYOĞLU -7- Giriş Mekanik Enerjili Yöntemler Mekanik enerjinin alışılmamış imalat yöntemlerinde kullanılmasıdır. 1) Ultrasonik işleme, 2) Su jeti ile işlemeler, 3) Diğer aşındırıcılı
FLEX İNCE KESİCİLER-THINLINE
 resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
Metalografi Nedir? Ne Amaçla Kullanılır?
 METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
MELKUÇLAR MAKİNE LTD. ŞTİ.
 MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
www.egesan.com.tr FİYAT LİSTESİ
 www.egesan.com.tr FİYAT LİSTESİ 0 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:3/ Karaköy-İstanbul Tel : 0 08-09 - 7-9 Faks : 0 8 Pazarlama Faks: 0 93 Mağaza: Hırdavatçılar Çarşısı No:
www.egesan.com.tr FİYAT LİSTESİ 0 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:3/ Karaköy-İstanbul Tel : 0 08-09 - 7-9 Faks : 0 8 Pazarlama Faks: 0 93 Mağaza: Hırdavatçılar Çarşısı No:
www.egesan.com.tr FİYAT LİSTESİ
 www.egesan.com.tr FİYAT LİSTESİ 2014 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:13/5 Karaköy-İstanbul Tel : 0212 252 21 08-09 - 27-92 Faks : 0212 252 21 84 Pazarlama Faks: 0212 252
www.egesan.com.tr FİYAT LİSTESİ 2014 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:13/5 Karaköy-İstanbul Tel : 0212 252 21 08-09 - 27-92 Faks : 0212 252 21 84 Pazarlama Faks: 0212 252
MİKRO ARK OKSİDASYON TEKNİĞİ
 MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
Çalıştığımız Firmalar PITON BOYA DÜNY ASI. www.bgmindustrial.com
 Çalıştığımız Firmalar PITON www.bgmindustrial.com 2 BOYA DÜNY ASI RHODIUS RS66 C24P-BF29 Taşlama Taşları Kullanımda çok yönlü! Taş ve dökme demir için taşlama diski. Taşlama veya çapak giderme yüzey örneğin,
Çalıştığımız Firmalar PITON www.bgmindustrial.com 2 BOYA DÜNY ASI RHODIUS RS66 C24P-BF29 Taşlama Taşları Kullanımda çok yönlü! Taş ve dökme demir için taşlama diski. Taşlama veya çapak giderme yüzey örneğin,
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
taşlama ve delme Elmas kesme Kesici ve Aşındıcı Diskler Kesici ve Aşındırıcı Diskler
 Elmas kesme taşlama ve delme Kesme, Elmas taşlayarak kesme,kesme taşlama ve fırçalama ve delme 145 Aksesuarlar 2013 2015 Fiyat Listesi Kesici ve Aşındırıcı 146 Kesici ve aşındırıcı diskler Aksesuarlar
Elmas kesme taşlama ve delme Kesme, Elmas taşlayarak kesme,kesme taşlama ve fırçalama ve delme 145 Aksesuarlar 2013 2015 Fiyat Listesi Kesici ve Aşındırıcı 146 Kesici ve aşındırıcı diskler Aksesuarlar
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
PCD, TEL ÇEKME İÇİN. CD kalıpları paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılır.
 5 TEL ÇEKME SF Diamond tel çekme kalıpları için PCD diskler üretir, bu diskler paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılabilir. SF Diamond dünya üzerinde 40 / 25 mm
5 TEL ÇEKME SF Diamond tel çekme kalıpları için PCD diskler üretir, bu diskler paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılabilir. SF Diamond dünya üzerinde 40 / 25 mm
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
» KONİK SAC-BORU MATKAP UÇLARI
 » KONİK SABORU MATKAP UÇLARI Konik SacBoru Matkap Uçları Yeni RUKO yüksek performans konik sacboru matkap uçları sertleştirilmiş malzemeden BN bileme metodu ile elde edilir. BN (kübik bor nitrit kristali)
» KONİK SABORU MATKAP UÇLARI Konik SacBoru Matkap Uçları Yeni RUKO yüksek performans konik sacboru matkap uçları sertleştirilmiş malzemeden BN bileme metodu ile elde edilir. BN (kübik bor nitrit kristali)
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
1987 Den beri Çözüm Üretiyoruz
 AŞINDIRICI TAŞLAR SAN. TİC. LTD. ŞTİ. Sarıgazi Mahallesi Martı Sokak. NO: 6/A SANCAKTEPE / İSTANBUL / TÜRKİYE TEL : (0216) 622 02 62-63 FA : (0216) 622 02 64 E-MAIL : info@yontasasindirici.com 1987 Den
AŞINDIRICI TAŞLAR SAN. TİC. LTD. ŞTİ. Sarıgazi Mahallesi Martı Sokak. NO: 6/A SANCAKTEPE / İSTANBUL / TÜRKİYE TEL : (0216) 622 02 62-63 FA : (0216) 622 02 64 E-MAIL : info@yontasasindirici.com 1987 Den
Honlama ve Lepleme Teknikleri
 Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Bükme ve Düzeltme. Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tesisat 7 5. Enstrüman 8 3 Üçlü Bükme 1 1
 Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Numune Hazırlama Teknikleri. Numune Seçimi Kesit Alma Numune Temizleme Kalıba Alma Zımparalama Parlatma Dağlama Görüntü Alma
 Numune Hazırlama Teknikleri Numune Seçimi Kesit Alma Numune Temizleme Kalıba Alma Zımparalama Parlatma Dağlama Görüntü Alma Numune Seçimi Numune hazırlama işlemleri zaman ve maliyet gerektirdiğinden, işleme
Numune Hazırlama Teknikleri Numune Seçimi Kesit Alma Numune Temizleme Kalıba Alma Zımparalama Parlatma Dağlama Görüntü Alma Numune Seçimi Numune hazırlama işlemleri zaman ve maliyet gerektirdiğinden, işleme
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
ÇAPAK ALMA RASPALARI TEKNİK BİLGİLER ÇAPAK ALMA RASPA SETİ KOD İÇERİK FİYAT KODU D-SD GÖVDE 3 BIÇAK C-10, C-20 VE C-30 RCP-34034 KORE
 TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
Ürün Yenilikleri. Atölye Ekipmanları IV / HWS 400 ve HWS 402 Mengeneler. CD katalog Çevrim içi katalog
 Ürün Yenilikleri Atölye Ekipmanları IV / 2015 CD katalog 5.9.1.0 Çevrim içi katalog Meusburger standart parçaların lider bir üreticisi ve kalıp yapımı için de güvenilir bir partnerdir. Aynı zamanda atölye
Ürün Yenilikleri Atölye Ekipmanları IV / 2015 CD katalog 5.9.1.0 Çevrim içi katalog Meusburger standart parçaların lider bir üreticisi ve kalıp yapımı için de güvenilir bir partnerdir. Aynı zamanda atölye
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ ELMAS UÇLU VE SOĞUTMA BOŞLUKLU ÇOKLU DİLME AHŞAP KESİM
 ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ 200 3.0 30 20 250 3.2 30 24 300 3.2 30 28 350 3.6 30 32 400 3.8 30 36 400 3.8 30 42 450 4.0 30 42 500 4.0 30 48 550 4.0 30 48 600 4.0 30 56 ELMAS UÇLU
ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ 200 3.0 30 20 250 3.2 30 24 300 3.2 30 28 350 3.6 30 32 400 3.8 30 36 400 3.8 30 42 450 4.0 30 42 500 4.0 30 48 550 4.0 30 48 600 4.0 30 56 ELMAS UÇLU
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
ÜÇER. EKSPORT KATO TÜMİÇLER.indd :46:29
 wwweksporthirdavatcomtr 43 EKSPORT KATO TÜMİÇLER indd 43 310817 13:46:29 wwweksporthirdavatcomtr Alüminyum Oksit Normal Korund NK 24, 36, 46, 60 P, Q Demir Pirinç, Bronz, Alüminyum A Metaller Düşük Alaşımlı
wwweksporthirdavatcomtr 43 EKSPORT KATO TÜMİÇLER indd 43 310817 13:46:29 wwweksporthirdavatcomtr Alüminyum Oksit Normal Korund NK 24, 36, 46, 60 P, Q Demir Pirinç, Bronz, Alüminyum A Metaller Düşük Alaşımlı
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
İmal Usulleri 2. Fatih ALİBEYOĞLU -6-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -6- Giriş Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar kullanarak ve malzemenin takım ile fiziksel teması sonucu talaş kaldıran yöntemlerdir.
İmal Usulleri 2 Fatih ALİBEYOĞLU -6- Giriş Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar kullanarak ve malzemenin takım ile fiziksel teması sonucu talaş kaldıran yöntemlerdir.
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ
 PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
COMBICLICK Fiber Zımparalar Patentli Soğutma ve Hızlı Bağlantı Sistemi
 Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
İmal Usulleri 2. Fatih ALİBEYOĞLU -8-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
KESME TAKIMI TEKNOLOJİSİ
 Kesme Takımları KESME TAKIMI TEKNOLOJİSİ İki temel Özellik: 1. Takım Malzemesi 2. Takım Geometrisi Doç. Dr. Turgut GÜLMEZ 1 KESME TAKIMLARI TEKNOLOJİSİ 1. Takım Ömrü 2. Takım Malzemeleri 3. Takım Geometrisi
Kesme Takımları KESME TAKIMI TEKNOLOJİSİ İki temel Özellik: 1. Takım Malzemesi 2. Takım Geometrisi Doç. Dr. Turgut GÜLMEZ 1 KESME TAKIMLARI TEKNOLOJİSİ 1. Takım Ömrü 2. Takım Malzemeleri 3. Takım Geometrisi
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
Bİ-METAL ŞERİT TESTERELER
 Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
Bİ-METAL ŞERİT TESTERELER 1934'ten beri Bİ-METAL ŞERİT TESTERELER Kesici takımlar üretici Hulin'de 1934 yılında başladı. Firmanın kurucusu Josef Studenik, rmasının adını Testereler ve Aletler için İlk
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Konik Sac-Boru Matkap Uçları
 BlechschälBOHRER TUBE FORETS ONISHE PLADEBOR FRESE BROAS VRTÁKY WIERTŁA КОНУСНЫЕ BURGHIE KONİK STOPENJSKI GLADKA KÚPOS VAMZDŽIŲ AND SABORU ONIHE LEMEZFÚRÓ NA ONIQUES SVRDLA PARA ÓNIAS ŁUSZZENIOWE PT SHEET
BlechschälBOHRER TUBE FORETS ONISHE PLADEBOR FRESE BROAS VRTÁKY WIERTŁA КОНУСНЫЕ BURGHIE KONİK STOPENJSKI GLADKA KÚPOS VAMZDŽIŲ AND SABORU ONIHE LEMEZFÚRÓ NA ONIQUES SVRDLA PARA ÓNIAS ŁUSZZENIOWE PT SHEET
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir
 Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Hakkımızda.
 Hakkımızda 60 yıl önce Almanya daki Sonnenflex taşlama taşları fabrikası ile başlayan ve zaman içinde 40 ülkeye ihraç edilerek, global pazarlarda öncü konuma gelerek sürdürdüğümüz yolculuğumuz, 1994 yılında
Hakkımızda 60 yıl önce Almanya daki Sonnenflex taşlama taşları fabrikası ile başlayan ve zaman içinde 40 ülkeye ihraç edilerek, global pazarlarda öncü konuma gelerek sürdürdüğümüz yolculuğumuz, 1994 yılında
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI
 ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
METAL OKSİT KAPLI TİTANYUM ANOTLARIN GENEL ŞARTNAMESİ. Anotlar, kablolar, bağlantı ve kalite kontrol işlemleri bu şartnamede verilmiştir.
 1.AMAÇ: METAL OKSİT KAPLI TİTANYUM ANOTLARIN GENEL ŞARTNAMESİ Anotlar, kablolar, bağlantı ve kalite kontrol işlemleri bu şartnamede verilmiştir. 2.AÇIKLAMA: 2.1.LIDA (Lineer Dağılımlı Anot) manasına gelen
1.AMAÇ: METAL OKSİT KAPLI TİTANYUM ANOTLARIN GENEL ŞARTNAMESİ Anotlar, kablolar, bağlantı ve kalite kontrol işlemleri bu şartnamede verilmiştir. 2.AÇIKLAMA: 2.1.LIDA (Lineer Dağılımlı Anot) manasına gelen
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
MODERN İMALAT YÖNTEMLERİ
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
aaksan TEKNİK MÜHENDİSLİK
 Aksan Teknik aaksan TEKNİK MÜHENDİSLİK metal işleme endüstrisi için hassas takımlar www.aksan-tm.com ezerek parlatma takım ve makinaları saniyeler içinde parlatma,yüzey sertleşmesi ve kalibrasyon... YAMATO
Aksan Teknik aaksan TEKNİK MÜHENDİSLİK metal işleme endüstrisi için hassas takımlar www.aksan-tm.com ezerek parlatma takım ve makinaları saniyeler içinde parlatma,yüzey sertleşmesi ve kalibrasyon... YAMATO
Uç kalitesi. Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı.
 Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız