MODERN İMALAT YÖNTEMLERİ
|
|
|
- Tunç Aytaç
- 10 yıl önce
- İzleme sayısı:
Transkript
1 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü F. Nair A. Cerit

 Elektrokimyasal Taşlama (EKT) Elektrokimyasal Çapak Alma (EKÇA) Modern Mekanik Talaş Kaldırma Yöntemleri Ultrasonik işleme (Uİ) Su jeti ile işleme Aşındırıcı Sıvı Akışı (Sıvı Ekstrüzyon) ile")
2 Modern İmalat Yöntemleri Kimyasal İşleme (Kİ) Kimyasal işlemenin Yapılışı Kimyasal İşlemede Tasarım Faktörleri Termokimyasal İşleme (TKİ) Elektrokimyasal İşleme (EKİ) Elektrokimyasal Delik Delme (EKDD) Elektrokimyasal Taşlama (EKT) Elektrokimyasal Çapak Alma (EKÇA) Modern Mekanik Talaş Kaldırma Yöntemleri Ultrasonik işleme (Uİ) Su jeti ile işleme Aşındırıcı Sıvı Akışı (Sıvı Ekstrüzyon) ile işleme Termal İşlemler Elektro Erozyonla İşleme Tel Erozyonla İşleme Elektron işını ile İşleme Lazerle İşleme Plazma Arkı ile Kesme
 ile işleme Termal İşlemler Elektro Erozyonla İşleme Tel Erozyonla İşleme Elektron işını ile İşleme Lazerle İşleme")
3 Modern İmalat Yöntemleri Metallerin talaşlı olarak işlenmesinde kesici takım malzemesinin işlenen malzemeden daha sert olması gerektiği göz önünde bulundurularak hedef daima kesici takımların geliştirilmesi ve yüksek oranda talaş kaldırmak olmuştur. Oysa son yıllarda yüksek mukavemet ve ısıya dirençli malzeme ihtiyacını karşılamak için geleneksel metotlarla işlenmesi çok zor olan bazı alaşımlar üretilmiştir. Bu yeni malzemelerden üretilen parçalar da ekseriya kompleks biçimlidir. Bu sebeple bu parçaların işlenmesi için alternatif işleme metotları üzerinde çalışılmıştır.

4 Modern İmalat Yöntemleri Çoğu zaman kaçınılmaz olmasına rağmen talaşlı imalat pahalı ve zor bir işleme metodudur ve büyük miktarda enerji gerektirir. Talaşların geri dönüşümü nün de belirli bir maliyeti vardır. Talaşlı imalatın gereği olarak kullanılan enerjinin bir kısmı ısıya dönüşür ve bu ısı da parçanın çarpılmasına ve yüzeyde çatlaklar oluşmasına sebep olur. Çeşitli yönlerde çeşitli şekillerde oluşan kesme kuvvetlerinin karşılanması için parçanın sıkı bağlanması gerekir bu bağlama da, parçanın çarpılmasına sebep olabilir. Sonuçta geleneksel talaşlı üretimle imal edilen parçalar için bazı sınırlılıklar vardır. Az miktardaki bu sınırlılıklarına rağmen birçok parçanın geleneksel talaş kaldırma yöntemleri ile üretilmesi mümkün değildir


5 Modern İmalat Yöntemleri Örneğin, yarı iletken chip ler, geleneksel herhangi bir yöntemle üretilemez. Geleneksel talaşlı imalat yöntemlerinin söz konusu olumsuzlukları ve sınırlılıkları göz önünde bulundurulduğunda son yıllarda bu yöntemlerin geliştirilmesi veya onların yerini alacak yeni talaş kaldırma metotlarının uygulanması kaçınılmaz bir gelişme olmuştur. İşte bu amaçla geleneksel olmayan (Modern) fakat aynı zamanda genelde mekanik de olmayan talaş kaldırma yöntemleri geliştirilmiştir. Yeni geliştirilen bu yöntemler parça yüzeyinde kolayca fark edilebilen talaş veya işleme izi oluşturmaz ve birçoğu yeni enerji çeşidi ile çalışır.
 fakat aynı zamanda genelde mekanik de olmayan talaş kaldırma yöntemleri geliştirilmiştir.")
6 Modern İmalat Yöntemleri Bu yöntemler dört grupta toplanabilir: 1. Kimyasal işleme 2. Elektrokimyasal işleme 3. Mekanik işleme 4. Termal işleme Modern talaş kaldırma yöntemleri geleneksel talaşlı imalatla karşılaştırıldığında düşük talaş kaldırma oranına sahiptir. Ancak daha iyi boyut hassasiyeti elde edilir ve yüzey altı hasarları daha azdır. Modern talaş kaldırma yöntemleri, malzemelerin sert olduğu ve geleneksel metotlarla talaş kaldırmanın ve taşlama işleminin mümkün olmadığı durumlarda kullanılır.


7 Kimyasal İşleme Kimyasal işleme, geleneksel olmayan talaş kaldırma yöntemlerinin en eskisi ve en basitidir. Bu metot önceleri isim, marka ve amblem gibi küçük boyutlu baskı kalıpları yapımında kullanılırdı. Şimdi ise çok küçük elektronik devrelerden çok büyük parçaların üretilmesine kadar geniş bir alanda kullanılmaktadır. Kimyasal işlemede iş parçasının istenilen yerinden talaş kaldırma işlemi parçanın kimyasal ayrıştırıcıya daldırılmasıyla gerçekleştirilir. Talaşlar metalin korozyonunda ve kimyasal çözünmesinde olduğu gibi çok kuçük elektrokimyasal hücre hareketi ile kaldırılır. Harici bir elektriksel devreye gerek yoktur. Bu kontrollü kimyasal çözünme bu işleme maruz kalan yüzeyleri eşzamanlı olarak işler.

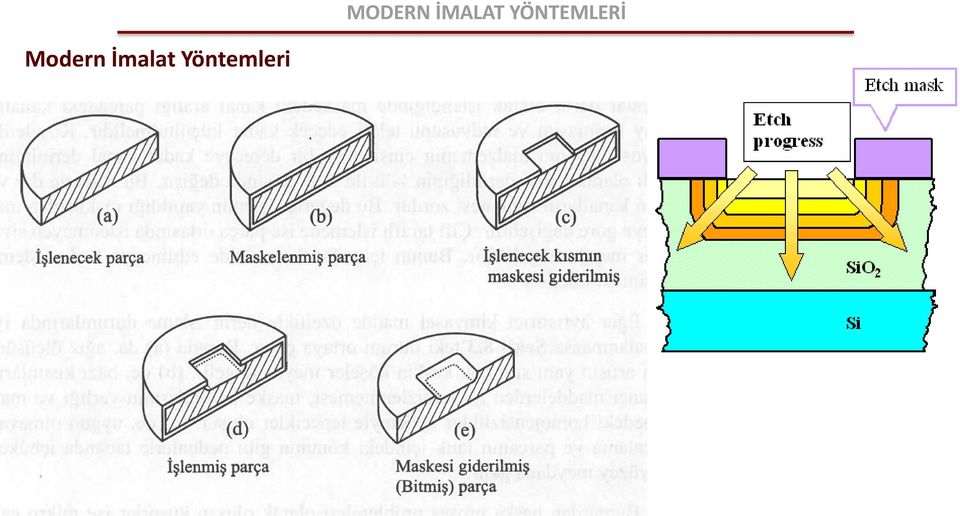
8 Modern İmalat Yöntemleri Bir parçaya uygulanacak kimyasal işlem aşağıdaki sıra takip edilerek yapılabilir: 1. Kimyasal maddenin iş parçasına iyi yapışması için iş parçası yağ ve diğer yabancı maddelerden temizlenir. 2. İşlenmeyecek kısımlar maskelenir/izole edilir (Kaplama maddesi ile kaplanır). 3. İş parçasına kimyasal ayrıştırıcı püskürtülür veya iş parçası kimyasal çözücüye daldırılır, çalkalama yapılır ve yeteri kadar bekletilir. 4. Maskeleme malzemesi çıkarılır, gerekirse yüzey temizlenir. 5. Gerekiyorsa işlem tekrarlanır (Kademeli işlemelerde olduğu gibi), sonraki işlemler yapılır ve parça kontrol edilir.

9 Modern İmalat Yöntemleri

10 Modern İmalat Yöntemleri
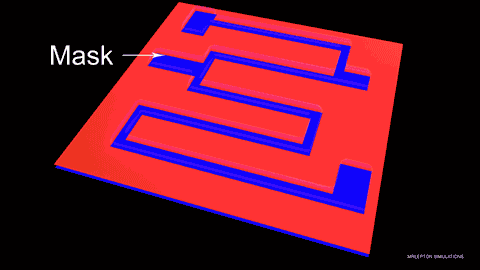
11 Kimyasal İşlemede Tasarım Faktörü Kimyasal işlemede göz önünde bulundurulması gereken ve maske altındaki işlemeyi tanımlayan ve özellikle derin kanalların işlenmesinde ortaya çıkan en önemli faktör kanal genişleme faktörüdür. Şekilde görüldüğü gibi, kimyasal ayrıştırıcı madde tek yönde talaş kaldırma yapmaz, sıvı olduğu için her yönde ilerler ve temas ettiği her yüzeyden talaş kaldırır. İşlemin uzun sürmesi halinde işleme derinliği artarken yatay işleme boyu da artacaktır.

12 Kimyasal İşlemede Tasarım Faktörü Parçalar derin olarak işlendiğinde maskedeki kanal aralığı parçadaki kanalın yatay uzamasını ve radyusunu telafi edecek kadar küçültülmelidir. Dar ve derin kanalların işlenmesi zordur. Bunlardan başka proses problemleri olarak oluşan kusurlar ise mikro çatlaklar ve malzeme yapısından kaynaklanan ve farklı talaş kaldırma oranları sonucu oluşan mikro çukurlardır (Karıncalanma). Kimyasal işleme yoluyla hemen hemen bütün metallere her türlü şekil kolaylıkla verilebilir. Talaş kaldırma için mekanik kuvvetler gerekmediğinden özellikle ince parçaların işlenmesi kolaylıkla yapılabilir. Boyut toleransı +O O.1016 mm arasında değişir. Yüzey kalitesi genelde iyidir. Bazı dezavantajları ise talaş kaldırma oranının düşük olmasıdır. Ancak diğer metotlarla ince parçalardan büyük oranda talaş kaldırılamayacağı dikkate alındığında bu durum büyük bir dezavantaj sayılmaz.

13 Kimyasal İşlemede Tasarım Faktörü Eğer ayrıştırıcı kimyasal madde özellikle derin işleme durumlarında iyi çalkalanmazsa Şekildeki durum ortaya çıkar. Burada (a) da, ağız ölçüsündeki artışın yanı sıra çok keskin köşeler meydana gelir. (b) de, bazı kısımların yabancı maddelerden iyi temizlenmemesi, maske kalıntılarının varlığı ve malzemedeki homojensizlikler nedeniyle tepecikler oluşur. (c) de, uygun olmayan çalkalama ve parçanın tank içindeki konumu gibi nedenlerle tabanda içbükey bir yüzey meydana gelir. Kimyasal derin işlemede ayrıştırıcı maddenin iyi çalkalanmaması durumunda iş parçasında meydana gelen olumsuzluklar.
 de, uygun olmayan çalkalama ve parçanın tank içindeki konumu gibi nedenlerle tabanda içbükey bir yüzey meydana gelir.")

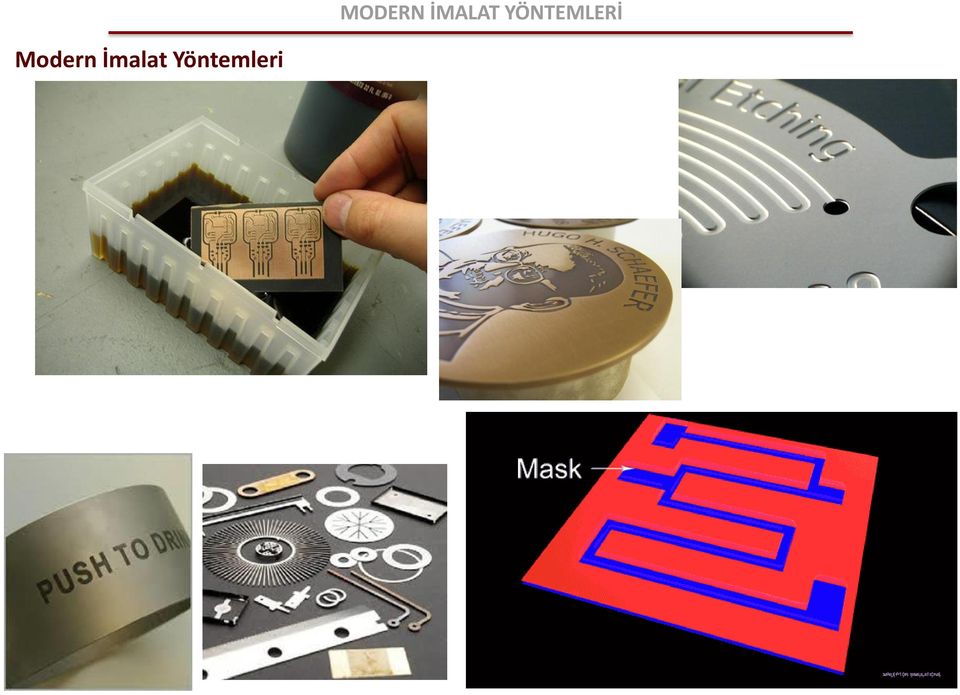
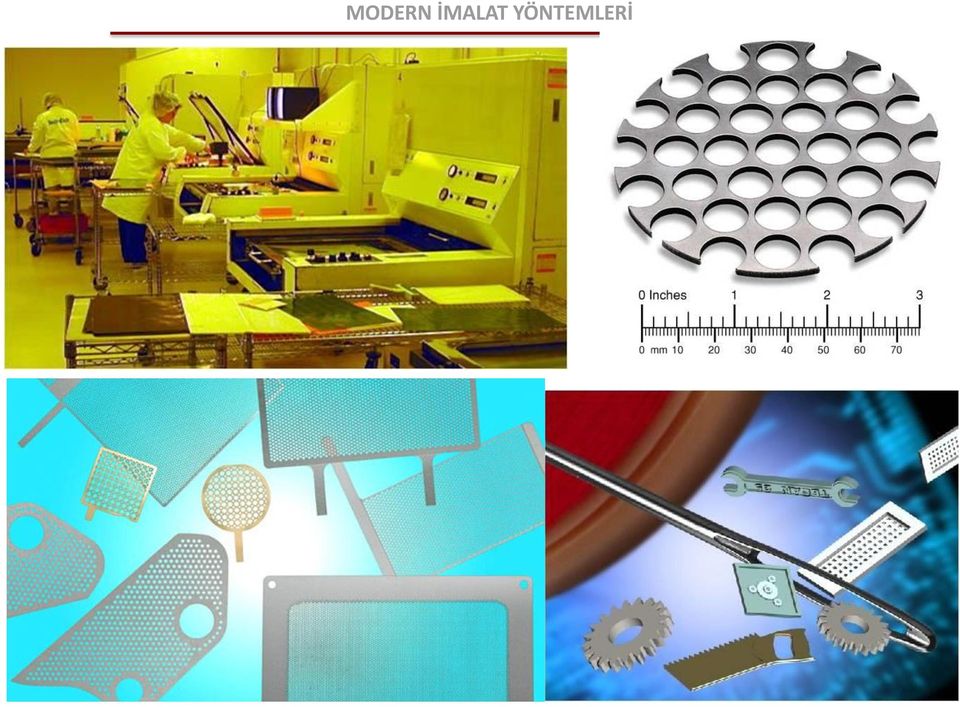
14 Fotokimyasal İşleme Foto Kimyasal İmalat (PCM - Photo Chemical Manufacturing) kimyasal frezeleme olarak da tanımlanır. Özellikle kuyumculuk, elektronik, dekorasyon, tıp, savunma, uzay ve imalat sanayi başta olmak üzere yaygın olarak kullanılır. Küçük boyutlu, ince ve de hassas parçaların imalatında tercih edilir. İmal edilecek parçaların fotoğrafları çekilerek özel kimyasal banyolarda metallerin üzerinden aşındırma yöntemiyle şekillendirilirler. FOTO KİMYASAL İMALATIN AVANTAJLARI - Kompleks parçaların imalatı kolaydır. - Hassasiyet yüksektir. - İmalat diğer sistemlere göre ekonomiktir. - İmalat esnektir. - Tek parça imalatında da ekonomiktir.

15
16 Termokimyasal İşleme Bu işlem parça kenarlarında oluşan çok küçük çapakları termal yolla temizlemek için geliştirilen bir yöntemdir. Parça kısa süreli olarak sıcak korozif gaz verilen kapalı bir kaba konur. İşlem oksijen, hidrojen ve diğer yanıcı gazların belirli oranlarda karıştırılarak iş parçasının bulunduğu kapalı ve basınca dayanıklı bir kapta detone edilmesiyle (Patlatılmasıyla) gerçekleştirilir. Patlama sonucu oluşan sıcak ve yüksek basınçlı gaz dalgaları dişliler, kalıpta dökülmüş parçalar, valfler ve benzeri parçalar üzerinde bulunan çapakları birkaç mili saniyede buharlaştırır. Parçanın yüzeyinin, kütlesine nazaran küçük ve işlem süresinin kısa oluşundan dolayı parça nispeten soğuk kalır ve ısıdan etkilenmez. Bu işlem uygun kimyasal bir spreyin parça yüzeyine püskürtülmesi ile de yapılabilir. Bu yöntemle çok az miktarda talaş kaldırılır.

17 Termokimyasal İşleme
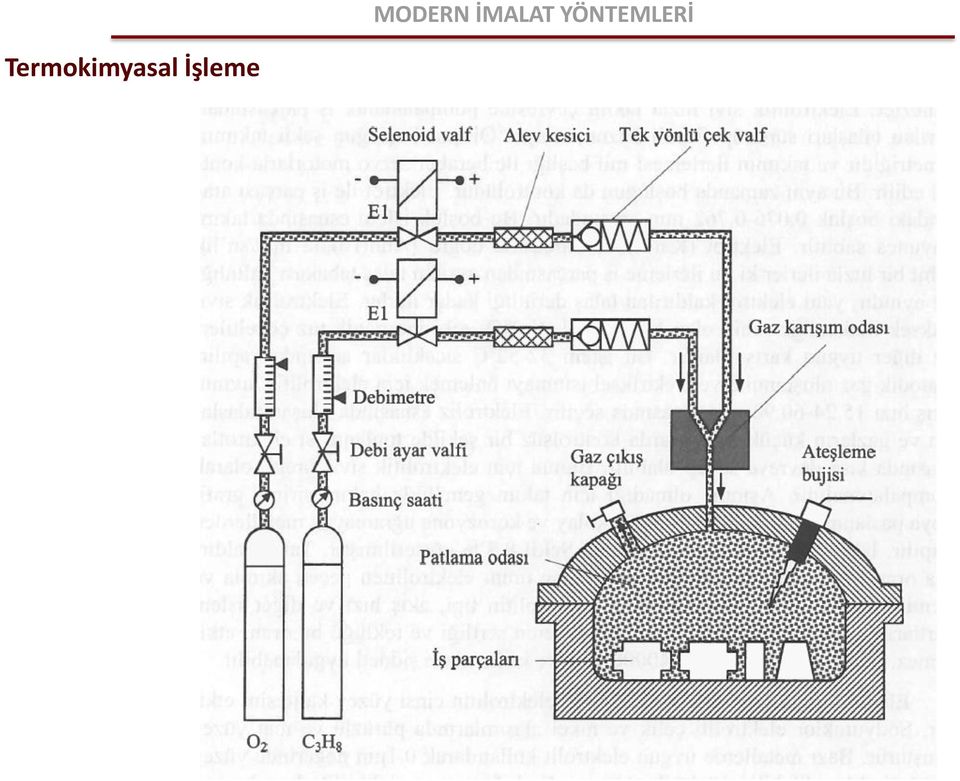

18 Termokimyasal İşleme Patlama esnasında oluşan sıcak, yüksek hızlı ve yüksek basınçlı gaz dalgaları her boşluğa nüfuz edebileceğinden bu işlem dış yüzeyleri karmaşık parçalara uygulandığı gibi delikli, kör delikli ve içinde kesişen kanalları bulunan parçalara da rahatlıkla uygulanabilir. Termokimyasal işlemenin tipik bir uygulaması karbüratör parçalarının çapaklarının bu sistemin otomasyonlaştırılmış şekli ile temizlenmesidir. Parçaya üniform olarak uygulanması ve sağladığı yüksek kalite ise bu işlemin özel bir avantajıdır. Termokimyasal işleme birçok metale uygulanabilir olmakla beraber düşük ısıl iletkenliğe sahip malzemeler için daha uygundur. Termoset plastiklere de uygulanabilir ancak termoplastikler için uygun değildir.



19 Elektrokimyasal İşleme Elektrokimyasal işleme, elektrolitik bir işlemdir ve temelleri elektroliz olayına dayanır. Hızlı devridaim yapan elektrolitik sıvı ile anodik bir çözülme sağlanır. Temelde ana metalin yüzeylerinden ince bir talaş tabakası kaldırma metodu olan bu işlemde iş parçası anot, takım (Elektrot) ise katot durumundadır. Bunların her ikisi de elektriksel iletkenliğe sahiptir ancak birbirleri ile temas etmezler. Elektrolitik sıvı hızla takım çevresine pompalanarak iş parçasından ayrılan talaşları süpürüp filtreli hazneye taşır. Oluşan boşluğun şekli takımın simetriğidir

20
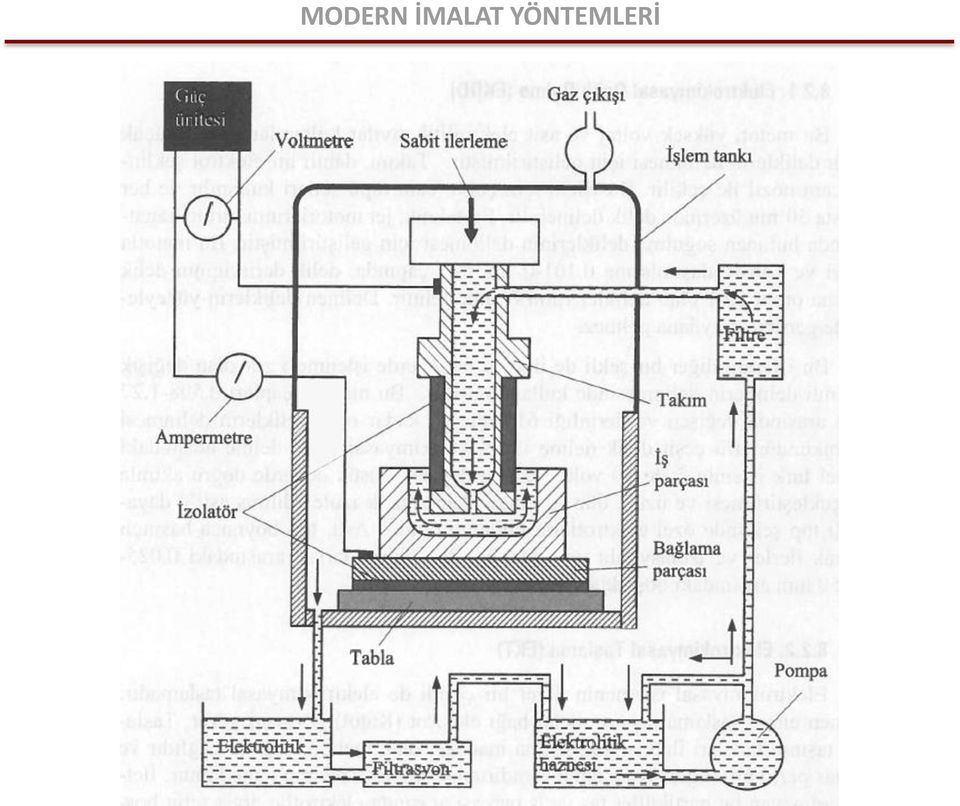

21 Modern İmalat Yöntemleri Elektrot (Katot), iş parçasına doğru (Anot) 0.02 mm/sn lik sabit bir hızla ilerler ki bu ilerleme iş parçasından ayrılan talaş tabakası kalınlığı ile aynıdır, yani elektrot kaldırılan talaş derinliği kadar ilerler. Elektrolitik sıvı, yüksek iletkenliğe sahip olan NaCl, KCl, NaNO 3 gibi inorganik tuz çözeltileri ve diğer uygun karışımlardır. Bu işlem C sıcaklıklar arasında yapılır. Elektroliz esnasında oluşan talaşların ve gazların küçük boşluklarda kontrolsüz bir şekilde toplanması elektrotlar arasında kısa devreye sebep olabilir. Bunun için elektrolitik sıvı sürekli olarak pompalanmalıdır. Aşınma olmadığı için takım genellikle bakır, pirinç, grafit veya paslanmaz çelik gibi işlenmesi kolay ve korozyona uğramayan metallerden yapılır. Elektrolitin tipi, akış hızı ve diğer işlem şartları da işleme oranını etkiler. Malzemenin sertliği ve tokluğu bu oranı etkilemez

22 Modern İmalat Yöntemleri Elektrokimyasal işlemede kullanılan elektrolitin cinsi yüzey kalitesini etkiler. Sodyumklor elektroliti çelik ve nikel alaşımlarında pürüzlü ve mat yüzey oluşturur. Bazı metallerde uygun elektrolit kullanılarak 0.1 µm değerinde yüzey kalitesi elde edilebilir. Elektrik akımı yoğunluğunun ve elektrolit akım hızının artması ile yüzey kalitesi artar. Talaş kaldırma esnasında katodik olarak korunduğu için takımda aşınma, işlenen yüzeylerde termal veya mekanik gerilme meydana gelmez. Bazı tuz çözeltileri iş parçasında korozyona sebep olabilir. Bütün yüzeylerin aynı anda işlenmesi bu metodun en verimli yönüdür.

23 Elektrokimyasal Delik Delme Bu metot, yüksek voltaj ve asit elektrolitik sıvılar kullanılarak çok küçük çaplı deliklerin delinmesi için geliştirilmiştir. Takım, dahili bir elektrot şeklinde cam nozul ile çekilir. Bu işlem için çoklu cam tüpü setleri kullanılır ve her kursta 50 nin üzerinde delik delinebilir. Bu teknik, jet motorlarının türbin kanatlarında bulunan soğutma deliklerinin delinmesi için geliştirilmiştir. Bu metotla nikel ve kobalt alaşımlarına mm çapında, delik derinliğinin delik çapına oranı 50/1 olan delikler rutin olarak delinir. Delinen eliklerin yüzeylerinde gerilme meydana gelmez. Bu işlemin diğer bir şekli de iletken metallerde işlenmesi zor olan değişik biçimli deliklerin delinmesinde kullanılmasıdır. Bu metotla çapları mm arasında değişen ve derinliği 610 mm ye kadar olan deliklerin delinmesi mümkündür.
24 Modern İmalat Yöntemleri

25 Elektrokimyasal Taşlama Elektrokimyasal işlemenin diğer bir çeşidi de elektrokimyasal taşlamadır. Dönen elmas taşlama taşının metal bağı elektrot (Katot) görevini görür. Taşlama taşının taneleri iletken yapıştırma maddesi olan metalik bağ ile bağlıdır ve elmas partikülleri gibi izole edici aşındırıcılar bağ maddesinin içine konur. İletken olmayan bu partiküller taş ve iş parçası arasında elektrotlar arası sabit boşluğu sağlayan ara malzemesi gibi davranır. Bu boşluktan elektrolit püskürtülür. Elektrik akımı elektrolit vasıtasıyla iş parçası ile taşlama taşı arasında akacağı için metal yüzeyinde metal oksit oluşturur ve bu metal oksitler aşındırıcı taneler vasıtasıyla taşlanarak dışarıya atılır. Atılan tabakanın altından yeni metal yüzeyi çıkar ve bu yüzey de oksitlenerek dışarıya atılır, işlem böylece devam eder.
26
27 Bu işlem karbür kesici takımların biçimlendirilmesinde ve bilenmesinde kullanılır. Bu biçimlendirme ve bileme işleminin elmas taşlar kullanılarak geleneksel metotlarla taşlanmasında elmas taş büyük oranda aşmayacağından oldukça pahalıya ml olur. Oysa elektrokimyasal taşlama bu aşınmayı azaltır. Bundan başka narin ve kırılgan parçalar, cerrahi iğneler ve montajlı türbin kanatları elektrokimyasal taşlama ile başarılı bir şekilde taşlanabilir. İş parçasında ısıl hasarın, çapakların ve kalıntı gerilmelerin meydana gelmemesi sistemin faydalı yönleridir.
. Aşındırıcı tane olarak boron karbür, alüminyum oksit ve silikon karbür yaygın olarak kullanılır.")
28 Modern Mekanik Talaş Kaldırma Yöntemleri Ultrasonik İşleme Bu işlemde aşındırıcı sıvı çamur (Aşındırıcı tane-sıvı karışımı) içinde bulunan aşındırıcı taneler çok yüksek frekanslı titreşim yapan takım ile iş parçasına çarptırılır. Takımın şekli iş parçası şeklinin negatifidir (Zımba şeklindedir). Aşındırıcı tane olarak boron karbür, alüminyum oksit ve silikon karbür yaygın olarak kullanılır. Bütün metaller bu yöntemle işlenmekle beraber en etkili işleme, sertliği 40 HR den fazla olan metallerde gerçekleşir.


29 Ultrasonik İşleme İşlemde yüksek frekanslı titreşimin takımın bağlandığı başlığa aktarılması için transdüzer kullanılır. Transdüzer elektriksel sinyalleri dikey kurs hareketine çevirir. Titreşim büyüklüğü ekseriya aşındırıcı tanelerin çapına eşittir veya 0.05 mm civarındadır. Bu titreşim sayesinde aşındırıcı sıvı çamur içindeki aşındırıcı taneler çok yüksek hız kazanıp kendi ağırlığından çok daha büyük bir ağırlıkla iş parçasına çarparak bir nevi dövme suretiyle talaş kaldırma işlemini gerçekleştirir. İşlem sonunda takım profili takım uzunluğu boyunca iş parçasına işlenmiş olur. Takım yanal titreşim yapmaz ve iş parçası ile asla temas etmez.


30 Modern İmalat Yöntemleri Takım malzemesi olarak genellikle pirinç, karbür, yumuşak çelik veya takım çeliği kullanılır. Takım aşınması takım malzemesinin sertliğine göre değişir. Kaldırılan talaş miktarının takım aşınmasına oranı 1/1 ile 100/1 arasındadır. Takım, yorulma hasarlarına karşı yeterli derecede mukavemetli olmalıdır.


31 Modern İmalat Yöntemleri Talaş derinliği aşındırıcı tane büyüklüğünün iki katı olarak gerçekleşir. Deliklere uygulandığında delikler konik olarak çıkabileceğinden bu işlem, delik derinliğinin delik çapına oranı 3/1 olan orantıyla sınırlıdır. Yüzey kalitesi, iş parçası ve takım malzemesinin sertliğine ve aşındırıcı tanelerin ortalama çapına bağlıdır. Taneler ne kadar küçük olursa yüzey pürüzlülüğü o kadar azalır.

32 Modern İmalat Yöntemleri Elektriksel iletkenhiği olan veya olmayan metalik, seramik veya kompozit malzemelerdeki değişik profile sahip delikler ve boşluklar ile cam ve tek kristalli gevrek malzemeler bu yöntemle işlenebilir. İşlem sonunda malzemenin mikro yapısında, fiziksel ve kimyasal özelliklerinde değişiklik meydana gelmez, işlenen yüzeylerde kalıntı gerilme yok denecek kadar azdır. İşlem esnasında çok azısı meydana gelir.

33 Su jeti ile İşleme Bu işlem esasında bir su erozyonudur. Su jeti ile işlemede iş parçasında çentik açma veya kesme yapma için çok yüksek hızda ve basınçta akan sıvı iş parçasına çarpar. Düzenli sıvı akışını sağlamak için suya uzun zincir yapılı polimer ilave edilir. Kapalı sistem olarak uygulandığından kullanılan su miktarı çok azdır.

34 Su jeti ile İşleme Bu işlem akustik tuğla, plastik, preslenmiş kağıt ürünleri asbestli malzemeler, deri, kauçuk ve fiberglas gibi metalik olmayan yumuşak malzemelerin kesilmesinde kullanılır. Bunların yanı sıra demir esaslı ve demir esaslı olmayan tüm metallerin işlenmesinde de kullanılır.


35 Modern İmalat Yöntemleri Yüksek ısıya duyarlı malzemelerin işlenmesinde daha çok tercih edilir. İşlem esnasında ısı, iş parçasında ise ısıl hasar oluşmaz. Birçok metalin işlenmesinde su nozuldan çıktıktan sonra aşındırıcı tane ilavesi yapılır.


36 Modern İmalat Yöntemleri Aşındırıcı malzeme cinsi garnet, silika veya alüminyum oksittir. Aşındırıcının akış hızı gr/dk dır. Karbür veya sinterlenmiş borit den yapılan nozul un veya başlığın iç çapı mm arasında değişir. Aşındırıcı su jeti ile kesmede uygun kesme hızı kullanılırsa kompozit malzemelerden iyi sonuç alınır, tabakalı yapılarda tabakalar birbirinden ayrılmaz.

37 Modern İmalat Yöntemleri Parçada 1 dereceden daha az bir koniklik meydana gelebilir fakat bu koniklik kesme işlemi yavaşlatılarak giderilebilir. Vuruş mesafesi kesme genişliğini ve talaş kaldırma oranını etkiler. Takım ile iş parçası temas etmez.

38 Aşındırıcı Sıvı Akışı ile İşleme Abrasive flow machining Bu işlemde kenar kalitesini sağlamak, pürüzleri ve çapaklan almak, köşe radyusleri meydana getirmek, parlatma yapmak veya çok az talaş kaldırarak yüzey işlemek için parça içinden veya üzerinden basınçla akan, içinde aşındırıcı taneler bulunan sıvı çamur kullanılır. Aşındırıcı tane olarak büyüklüğü grit arasında değişen aluminyum oksit, silikon karbür, bor karbür, elmas veya polimer taneleri kullanılır.


39 Aşındırıcı Sıvı Akışı ile İşleme Bu işlem daha çok kompleks biçimli parçaların iç kesimlerinde bulunan, el işçiliği gerektiren ve diğer metotlarla ulaşılmayan veya işlenmesi mümkün olmayan bölgelerin çok ince işlenmesinde, parlatılmasında, çapaklarının alınmasında, elektro erozyonla veya lazerle işlenmiş yüzeylerde oluşan tabakanın giderilmesinde etkilidir Uzay endüstrisinde, medikal araçların yapımında, otomobil endüstrisinde son yüzey işlemi olarak yaygın şekilde kullanılmaktadır. En önemli dezavantajı işlemin ve talaş kaldırma oranının yavaş olmasıdır

40 Aşındırıcı Sıvı Akışı ile İşleme Sıvı basıncı bar arasındadır. Sıvı akışı tek yönlü, çift yönlü veya orbital olabilir. En yaygın olarak kullanılanı, dikey hareket eden çift yönlü tezgahlardır. En önemli işlem parametreleri sıvının cinsi, basıncı ve akış hızıdır. İş parçası sisteme bağlama kalıpları vasıtası ile bağlanır.

41 Aşındırıcı Sıvı Akışı ile İşleme Kalıplar ucuz, işlenmesi kolay fakat uygulanan basıncı karşılayabilecek plastik ve türevlerinden yapılabilir. İş parçası bağlama kalıbına öyle yerleştirilmelidir ki sıvı, işlenen yüzeylerin dışında parçanın her hangi bir yerine temas etmemelidir
42 Termal İşlemler Elektro Erozyon İşleme Elektro erozyonla işlemede, kapasitörde depolanan elektrik yükü iki elektrot takım (Katot) ve iş parçası (Anot) -arasındaki küçük boşlukta deşarj edilerek oluşan kıvılcımla talaş kaldırılır.

 sıvı talaşları taşır ve kıvılcımları tutar.")
43 Elektro Erozyon İşleme Bu boşlukta saniyede binlerce kıvılcım oluşur ve bu kıvılcımların her biri boşluktan atlarken iş parçasından ve elektrottan çok küçük bir parçacığı ergitip buharlaştırarak parça üzerinde çok küçük krater oluşturur ve takım şekli (İş parçasının negatifi) iş parçasına işlenmiş olur. Dielektrik (Yalıtkan) sıvı talaşları taşır ve kıvılcımları tutar. Bu işlem imalatta çok yaygın olarak kullanılmaktadır.
44 Elektro Erozyon İşleme


45 Elektro Erozyon İşleme Elektro erozyonla işlemede her bir kıvılcım belirli miktarda kontrol edilebilen enerjiye sahiptir ve bu sebeple parçanın boyutları kontrol edilirken aynı zamanda talaş kaldırma oranı ve yüzey kalitesi de kontrol edilir. Kıvılcımlar tarafından oluşturulan ısı metali ergitip daha sonra buharlaştırdığında ana iş parçası yüzeyinde küçük kraterler oluşur yani parçadan çok küçük talaşlar kaldırılmış olur.
46 Elektro Erozyon İşleme İşlemde mekanik kuvvetlerin kullanılmaması narin ve kırılgan parçaların çarpılmadan işlenmesine imkan Sağlar. Hatta takım bile tel erozyonda kullanılan tel gibi narin olabilir. İşlemin kontrol edilebilir ve çok yönlü oluşu iyi bir tasarım esnekliği sağlar. Çelik vb. sert metallerden ve karbürlerden yapılan takım ve kalıpların imalatında önemli ölçüde maliyet tasarrufu sağlanabilir.

47 Elektro Erozyon İşleme Geleneksel metotlarla karşılaştırıldığında elektro erozyonla işleme yavaş bir yöntemdir. İşlenen yüzeyler çok sayıda kraterlerden meydana geldiğinden yüzey mat görünümlüdür. Yüzey kalitesi kıvılcım frekansı, voltaj ve akım şiddetine bağlıdır. Voltajın krater oluşumuna dolayısıyla yüzey kalitesine etkileri görülmektedir. Bu parametreler aynı zamanda talaş kaldırma oranını da belirler. Elektrot ile iş parçası arasında oluşan işleme boşluğu kıvılcım boyuna eşittir ve bir anlamda işlenen parçanın ölçüsünü de belirler.

48 Elektro Erozyon İşleme Elektrot yapımı için çeşitli malzemeler kullanılmasına rağmen karbonun siyah ve yumuşak bir şekli olan grafit; işleme anında gösterdiği aşınma direnci, elektrik iletkenliği ve kolayca işlenmesi nedeniyle bunların en iyisidir. Pirinç ve bakır da yaygın olarak kullanılmaktadır. Pirinç, dengeli bir elektriksel ve termal iletkenlik ve mukavemet sağlar. Tel erozyonda kullanılan tellerin çoğu pirinçten yapılır. Elektrot malzemesi seçiminde işlenebilirlik, kıvılcım erozyonuna karşı aşınma hızı, iş parçasını işleme hızı, elde edilecek yüzey kalitesi, kullanılacak gücün çeşidi ve elektrot malzemesinin maliyeti gibi konular göz önünde bulun durulur. Grafit elektrot kullanılmayacaksa onun yerine bakır, pirinç, bakır tungsten alaşımları, alüminyum, 70/30 çinko-kalay alaşımları ve diğer alaşımlar kullanılır.

49 Dielektrik sıvı, takım ve iş parçası arasında yalıtım sağlar, kıvılcımları iletir, soğutma yapar ve çıkan talaşları uzaklaştırır. Bu sıvı aynı zamanda kıvılcımların hareketini sağlayacak boşlukları oluşturmak için iyonize olmalı ve hemen sonrasında izolatör olarak görev yapması için derhal deiyonize olmalıdır. Kerosen (Bir çeşit mineral yağ) gibi geleneksel kesme sıvıları ile karşılaştırıldığında, trietilen yağ katkılı ve 90/10 oranında gliserin-su karışımı kutupsal bileşikleri talaş kaldırma oranını artırır ve takım aşınmasını azaltır.
50 Elektro Erozyon İşleme
51 Elektro Erozyon İşleme


52 Tel Erozyon İşleme Elektrot sürekli hareket eden ve elektriksel iletkenliği olan bir teldir. Bakır, pirinç veya tungsten den yapılan bu teller üst ve alt makaralar arasında doğrusal olarak ve gergin vaziyette hareket eder. Yaklaşık mm kalınlığa kadar olan parçalar bu metotla işlenebilir. Tel çapı mm arasında değişir. Pozisyonlama hassasiyeti ise makinenin hassasiyetine bağlıdır.
53 Modern İmalat Yöntemleri
54 Tel Erozyon İşleme

55 Tel Erozyon İşleme Dielektrik sıvı olarak genelde iyonlaştırılmamış su kullanılır. Bu işlem CNC gibi gelişmiş işleme ve kontrol mekanizmaları ihtiva eden hallerde zımba ve kalıp yapımında yaygın olarak kullanılmaktadır

56 Elektro erozyon ile işlemenin avantajları ve dezavantajları Elektro erozyonla işleme, geleneksel metotlarla işlenemeyen ve elektriksel iletkenliği iyi olan metallere, alaşımlara ve karbür gibi çok sert malzemelere uygulanabilir. Ergime derecesi, sertlik, tokluk ve gevreklik gibi mekanik özellikler işlemi sınırlamaz. Bu sebeple çok sert, kırılgan ve karmaşık şekle sahip olup diğer metotlarla işlenemeyen parçalar, iç ve dış konturlar, keskin köşeler ve konikler bu metotla kolayca işlenebilir. Talaş kaldırmak için takımın iş parçasına uyguladığı kuvvet hemen hemen sıfır olduğundan çok narin ve kırılgan parçalar bu metotla işlenebilir.

57 Elektro erozyon ile işlemenin avantajları ve dezavantajları İş parçasının kenarlarında çapak oluşmaz. Ancak birçok metalde yüzeyde ince ve sert bir tabaka oluşur. Bu durum parçanın kullanma yerine göre avantaj veya dezavantaj sağlayabilir. Parça, oda sıcaklığında gevrekleşmeye meyilli ise termal gerilmeler sonucu yüzeyinde kılcal çatlaklar oluşabilir. Bu tabakanın giderilmesi için parçaya elektro erozyonla işleme sonrasında diğer finiş işlemleri uygulanmalıdır. Özellikle parça yorulma gerilmelerine maruz kalacak ortamda çalışacaksa bu finiş işlemi mutlaka uygulanmalıdır.
58
59
60

61 Elektron Işın ile İşleme Elektron işini ile işleme, termal bir işlem olup metalden çok küçük parçacıkları ergitip buharlaştırarak uzaklaştırmak için yüksek enerjili elektronlar iş parçası üzerinde odaklaştırılır.


62 Modern İmalat Yöntemleri Bu mikro işleme çeşidi basıncı 10-5 mm civa basıncına eşit olan vakum odasında gerçekleştirilir. İşin demetlerini odaklaştırmak için manyetik lensler kullanılır. Işın demetlerinin pozisyonunu saptırma bobinleri kontrol eder. Kesici takım görevini yapan elektron demetinin yolu (Takım Yolu) bilgisayarla programlanabilir.


63 Modern İmalat Yöntemleri Odaklanan ışının çapı mm arasındadır. Derinliğinin genişliğine oranı 100:1 olan delikler ve dar kanallar herhangi bir metal üzerinde kısa zamanda büyük bir hassasiyetle işlenebilir. Elektron demetinin iş parçası yüzeyi ile etkileşimi sonucu zararlı X- ray ışınları oluşacağından emniyet açısından koruyucu sistem kullanılmalıdır. İşlem sonrası parça yüzeyinde oluşan tabaka ve ısıl hasar derinliği oldukça incedir. İşleme hızı, elektroerozyon ve elektrokimyasal işlemeden daha yüksektir.
64 Modern İmalat Yöntemleri İşlem, bu konuda eğitimli personel tarafından yapılmalıdır. Elektron ışın demetleri ile tavlama, talaş kaldırma ve kaynak işlemleri yapılabilir.
 (Light Amplification by Stimulated Emission of Radiation) Lazer ışınları diğer ışınlardan farklıdır, bunlar tek renkli, oldukça düz, yoğun; aynı frekansa, faza ve dalga boyuna sahip,")
65 Lazerle İşleme Lazerle işleme termal bir işlem olup, metalin ergitilip buharlaştırılması ve kimyasal olarak indirgenmesi esasına dayanır. LAZER (LASER) (Light Amplification by Stimulated Emission of Radiation) Lazer ışınları diğer ışınlardan farklıdır, bunlar tek renkli, oldukça düz, yoğun; aynı frekansa, faza ve dalga boyuna sahip, paralel dalgalar halinde hareket eden yüksek güçlü ışın demetidir. Bu sebeple yüksek yönlenme özelliğine, yüksek güç yoğunluğuna ve iyi odaklanma özelliğine sahiptirler.
66 Modern İmalat Yöntemleri
67 Modern İmalat Yöntemleri

68 Modern İmalat Yöntemleri Yüksek enerji yoğunluklu lazer ışınları iş parçası yüzeyinde istenen noktalarda yoğunlaştığında termal enerji iş parçası tarafından absorbe edilir ve bu ısı parçanın belirli bölgesini önce ısıtır sonra ergiterek buhar haline dönüştürür. Buhar haline dönüşmüş metal, yüksek basınçlı gaz akımı ile işleme bölgesinden uzaklaştırılır Bu metotla mm derinliğinde talaş kaldırılabilir. İşlenen yüzey çok düzgün değildir. İşleme derinliği arttığında kesme hızı hızla düşer. Lazerle işlemede optik penetrasyon derinliği malzeme ve lazer dalga boyuna, termal difüzyon derinliği ise malzeme özelliklerine bağlıdır. Operasyon, ısıl işlem sonucu meydana geldiği için işlenen yüzey üzerinde yeni bir tabaka oluşur ve ayrıca parçada ısıdan etkilenmiş bir bölge meydana gelir. Bu durum malzemenin mekanik özelliklerini bölgesel olarak etkiler.

69 Modern İmalat Yöntemleri Lazerle, metal ve metal olmayan malzemeler işlenebilir. Bütün metaller lazerle kaynak yapılabilir. Ayrıca metallerde kesme, şekillendirme, kaplama yapma, temizleme, aşınmış kısımların doldurulması, ısıl işlem, mikro işleme, markalama ve sinterleme işlemlerinde kullanılabilir. Lazerle işleme yapan CNC li tezgahlarda çok hassas işler elde edilebilir. Lazer ışınlarının insan sağlığına zararları nedeniyle çalışma esnasında gerekli emniyet tedbirleri alınmalıdır.


70 Plazma Arkı ile Kesme Plazma, maddelerin çok yüksek ısıya maruz kaldığında gaz hali sonrası dönüştüğü fakat gaz haline benzeyen dördüncü bir gaz ötesi halidir. Yüksek ısı gaz halindeki maddenin moleküler bağlarını kopararak atomları ayrıştırır. Isının daha fazla yükselmesi ile iyonlaşma başlar ve gaz plazmaya dönüşür. Plazma arkı ile kesme termal bir işlem olup, elektriksel olarak iyonlaştırılmış ve sınırlanmış çok yüksek sıcaklıktaki plazma gazının metali ergiterek işlem bölgesinden uzaklaştırmasıdır
71 Plazma Arkı ile Kesme
 ile pozitif durumdaki iş parçası arasında çarpışır ve kesme")

72 Plazma Arkı ile Kesme Plazma arkı torç içinde oluşur. Ark esnasında oluşan bu enerji negatif elektrot (Katot) ile pozitif durumdaki iş parçası arasında çarpışır ve kesme gazının bir kısmını iyonize ederek plazma durumuna getirir ve entalpisini aniden yükseltir. Torçun iç geometrik yapısı, plazma ve ısıtılmış gaz karışımının dar ağızlı nozıldan hızla akmasını sağlayacak şekilde tasarlanmıştır, bu durumdaki gaz karışımının hızı daha da artar ve devinim hareketi ile süper sıcaklığa ulaşır.

73 Plazma Arkı ile Kesme Nozıldan çıktıktan sonra yüksek sıcaklık ve hızdaki alev küme si iş parçasına çarparak metali ergitir. Ergiyik metalin kesme bölgesinden uzaklaştırılması için çift akışlı torçun diğer kanalından koruyucu gaz veya su püskürtülür. Kullanılan koruyucu gaz, kesme bölgesini kaplayarak torçun soğuma sına ve kesme noktasındaki enerji yoğunluğunun artmasına da yardımcı olur
74 Plazma Arkı ile Kesme Kesme gazı olarak nitrojen, hidrojen, argon veya bunların karışımı kullanılır. Oksijen kullanılması, ergiyik metalin miktarını arttırarak talaş kaldırmayı kolaylaştırır ve sıvı metal tabakasının yüzey gerilimini azaltır. Su ile soğutulan nozul içindeki plazma sıcaklığı gazların iyonlaşması ile C a ulaşır. Plazma arkı serbest elektronların, pozitif yüklü iyonların ve nötr atomların karışımıdır. Bu metot, paslanmaz çelikler, yüksek sertliğe ve yüksek ergime derecesine sahip metaller ile işlenmesi zor olan diğer metallerin kesilmesinde yaygın olarak kullanılır. Ayrıca plazma arkı ile kaynak ve sac metal şekillendirmesi de yapılmaktadır.
 önemlidir.")
75 Plazma Arkı ile Kesme Plazma arkı ile kesmenin en önemli avantajı işlemin hızlı yapılmasıdır. Malzeme kalınlığının artmasıyla işlem hızı azalır. Su püskürtmeli torçlarda nozul ömrü daha uzun, kesme hızı daha yüksektir. İşlemde, plazmanın etkime mesafesi (Stand-off) önemlidir. Güç seviyesi, gaz çeşidi, gaz akış hızı, ilerleme hızı ve alev açısı ayarlanarak değişik kalınlıktaki malzemeler kesilebilir. İnce saclardan başlayarak 250 mm kalınlığa kadar olan platinaları bu metotla kesmek mümkündür fakat pratikte 50 mm kalınlığa kadar olan saclar kesilmektedir.

76 Plazma Arkı ile Kesme İşlem esnasında iş parçasında ısıdan etkilenen bir bölge oluşur. Bu bölgenin büyüklüğü metalin yapısına, kalınlığına ve kesme hızına bağlıdır. Son yıllarda, olumsuz etkilerini azaltmak için kesme işlemi su içinde de gerçekleştirilmektedir.
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Metalografi Nedir? Ne Amaçla Kullanılır?
 METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15
 Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 [email protected], [email protected] Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 [email protected], [email protected] Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Malzemelerin Yüzey İşlemi MEM4043 / bahar
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
04.01.2016 LASER İLE KESME TEKNİĞİ
 LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü [email protected] Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü [email protected] Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
KOROZYONUN ÖNEMİ. Korozyon, özellikle metallerde büyük ekonomik kayıplara sebep olur.
 KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
İmal Usulleri 2. Fatih ALİBEYOĞLU -7-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -7- Giriş Mekanik Enerjili Yöntemler Mekanik enerjinin alışılmamış imalat yöntemlerinde kullanılmasıdır. 1) Ultrasonik işleme, 2) Su jeti ile işlemeler, 3) Diğer aşındırıcılı
İmal Usulleri 2 Fatih ALİBEYOĞLU -7- Giriş Mekanik Enerjili Yöntemler Mekanik enerjinin alışılmamış imalat yöntemlerinde kullanılmasıdır. 1) Ultrasonik işleme, 2) Su jeti ile işlemeler, 3) Diğer aşındırıcılı
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Plazma kesim kalitesinin iyileştirilmesi
 Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : [email protected] Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : [email protected] Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
ELEKTROKİMYASAL REAKSİYONLAR
 KOROZYON GİRİ Çevresel etkenler veya çalışma ortamının koşullarından dolayı meydana gelen bozunmalara; Korozyon Oksidasyon olarak isimlendirilir. Gelişmiş ülkelerin yıllık gelirlerinin yaklaşık %5 lik
KOROZYON GİRİ Çevresel etkenler veya çalışma ortamının koşullarından dolayı meydana gelen bozunmalara; Korozyon Oksidasyon olarak isimlendirilir. Gelişmiş ülkelerin yıllık gelirlerinin yaklaşık %5 lik
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
İLERİ SOL JEL PROSESLERİ
 İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
KARABÜK ÜNİVERSİTESİ Öğretim Üyesi: Doç.Dr. Tamila ANUTGAN 1
 KARABÜK ÜNİVERSİTESİ Öğretim Üyesi: Doç.Dr. Tamila ANUTGAN 1 Elektriksel olaylarla ilgili buraya kadar yaptığımız, tartışmalarımız, durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik
KARABÜK ÜNİVERSİTESİ Öğretim Üyesi: Doç.Dr. Tamila ANUTGAN 1 Elektriksel olaylarla ilgili buraya kadar yaptığımız, tartışmalarımız, durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Plazma Sprey Kaplama Maddenin katı, sıvı ve gaz hâlinden başka çok yüksek sıcaklıklarda karşılaşılan, plazma olarak adlandırılan dördüncü bir hâli daha vardır. Langmuir'e
KAPLAMA TEKNİKLERİ DERS NOTLARI Plazma Sprey Kaplama Maddenin katı, sıvı ve gaz hâlinden başka çok yüksek sıcaklıklarda karşılaşılan, plazma olarak adlandırılan dördüncü bir hâli daha vardır. Langmuir'e
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
KOROZYON. Teorik Bilgi
 KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
KOROZYON Korozyon, metalik malzemelerin içinde bulundukları ortamla reaksiyona girmeleri sonucu, dışardan enerji vermeye gerek olmadan, doğal olarak meydan gelen olaydır. Metallerin büyük bir kısmı su
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Akımsız Nikel. Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir"
 Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Lazer ile şekil verme. Prof. Dr. Akgün ALSARAN
 Lazer ile şekil verme Prof. Dr. Akgün ALSARAN Lazer Lazer (İngilizce LASER (Light Amplification by Stimulated Emission of Radiation) fotonları uyumlu bir hüzme şeklinde oluşturan optik kaynak. Lazer fikrinin
Lazer ile şekil verme Prof. Dr. Akgün ALSARAN Lazer Lazer (İngilizce LASER (Light Amplification by Stimulated Emission of Radiation) fotonları uyumlu bir hüzme şeklinde oluşturan optik kaynak. Lazer fikrinin
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE)
 (ELECTRICAL DISHARGE MACHINE)") ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE) Doç.Dr. Ahmet DEMİRER SAÜ. TeknolojiFakültesi ELEKTRO EROZYON (EDM) 1943 yılında Rus araştırmacılar hangi sertlikte olursa olsun, kıvılcım atlaması ile
ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE) Doç.Dr. Ahmet DEMİRER SAÜ. TeknolojiFakültesi ELEKTRO EROZYON (EDM) 1943 yılında Rus araştırmacılar hangi sertlikte olursa olsun, kıvılcım atlaması ile
Isı Enerjisi Kullanarak Şekil Verme. Prof. Dr. Akgün ALSARAN
 Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Metal yüzeyinde farklı korozyon türleri
 Metal yüzeyinde farklı korozyon türleri + - + 2 2 - - 2 2 Borunun dış ve iç görünümü ile erozyon korozyon Çatlak korozyonunun görünüm Metalde çatlak korozyonun oluşumu ve çatlak Oyuk korozyonu ve oluşumu
Metal yüzeyinde farklı korozyon türleri + - + 2 2 - - 2 2 Borunun dış ve iç görünümü ile erozyon korozyon Çatlak korozyonunun görünüm Metalde çatlak korozyonun oluşumu ve çatlak Oyuk korozyonu ve oluşumu
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
MİKRO ARK OKSİDASYON TEKNİĞİ
 MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MELKUÇLAR MAKİNE LTD. ŞTİ.
 MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
SEM İncelemeleri için Numune Hazırlama
 SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
SÜT SEPARATÖRLERİ. www.haus.com.tr SANTRİFÜJ TEKNOLOJİLERİ
 SÜT SEPARATÖRLERİ www.haus.com.tr SANTRİFÜJ TEKNOLOJİLERİ SANTRİFÜJ TEKNOLOJİLERİ MAKİNENİN ÇALIŞMA PRENSİBİ Separatörler yüksek merkezkaç kuvvetlerinden faydalanarak sıvılardan sıvıların (iki faz), sıvılardan
SÜT SEPARATÖRLERİ www.haus.com.tr SANTRİFÜJ TEKNOLOJİLERİ SANTRİFÜJ TEKNOLOJİLERİ MAKİNENİN ÇALIŞMA PRENSİBİ Separatörler yüksek merkezkaç kuvvetlerinden faydalanarak sıvılardan sıvıların (iki faz), sıvılardan
COMBICLICK Fiber Zımparalar Patentli Soğutma ve Hızlı Bağlantı Sistemi
 Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
Patentli Soğutma ve Hızlı Bağlantı Sistemi COOL QUICK COMBICLICK Takım ve iş parçasında oluşan termal yükü azaltır Çok yüksek talaş kaldırma ve takım ömrü Kabadan hassasa mükemmel taşlama performansı GERMAN
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan: