GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ
|
|
|
- Nazar Akyüz
- 6 yıl önce
- İzleme sayısı:
Transkript
1 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDSİLİĞİ BÖLÜMÜ TEMEL İMALAT İŞLEMLERİ DERS NOTLARI Doç. Dr. Tayfun MENLİK Ankara, 2012
2 İÇİNDEKİLER 1. ÖLÇME Ölçme Çeşitleri Ölçmeyi Etkileyen Faktörler Uzunluk Ölçü Sistemleri Ölçü Aletlerinin Gruplandırılması Çap Ölçü Sistemleri Yüzey ve Açı Kontrolü Yapmak KESME Talaşlı Kesme Boru Keskileri Çelik Boru Çapak Temizleme Aleti (Rayba) TALAŞ KALDIRMA (EĞELEME) Eğe Eğeleme ile Elde Edilebilen Yüzeyler Mengenelerde Çalışma Kuralları MARKALAMA Markalama Takımları DELME Matkap ile Delme Delme İşlemi Sırasında Dikkat Edilecek Hususlar DİŞ ÇEKME Elle Diş Çekme Araçları MEKANİK TESİSATLARDA KULLANILAN BORULAR Çelik Borular Polipropilen (PP) Borular Cam Elyaf Takviyeli Borular ve Çeşitleri Polietilen (PE-X) borular ve çeşitleri Bakır Borular ÇELİK BORULARA DİŞ AÇMA Çelik Boru Paftaları Mengeneler ÇELİK BORU BİRLEŞTİRME Ölçü Alma Yöntemleri Bağlantı Parçası (Fittings) Sıkma... 58
3 9.3. Dişli Bağlantıda Sızdırmazlık Malzemelerin Kullanımı Kullanılan Takımların Bakım ve Onarımları PLASTİK BORU BİRLEŞTİRME Plastik Boru Birleştirme PERÇİNLEME Pop Perçin Aleti (tabancası): Perçinleme İşlemi Perçin Kusurları KENET İŞLEMLERİ Çelik Saclar ve Kullanım Alanları Alüminyum Saclar ve Kulanım Alanları Bakır Saclar ve Kulanım Alanları Saçları Kesmek Sacları Bükmek Kenet Yapma İşlemleri YUMUŞAK LEHİM Yumuşak Lehimlemede Kullanılan Takım ve Gereçler Yumuşak Lehimlemede Dikkat Edilecek Hususlar KAYNAKLAR....85
4 1. ÖLÇME Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak hâle getirilmiştir. Hatta uçaklar, gemiler ve roketler uzaktan kumanda ile işletilebilmektedir. Tüm bunların hatasız olarak yapılabilmesi ve işlemlerin bir düzen içinde sürmesi, hassas ölçme ve hesaplamaları gerekli kılar. Bu nedenle ölçmenin doğruluğu ve hassasiyeti, teknolojik uygulama açısından büyük önem taşır. Diğer yandan ölçme sonuçlarını ifade eden rakamların birer anlamı vardır. Örneğin; ışık hızı tanımında olduğu gibi (ışık hızı saniyede ,6 metredir) zaman, saniye; kütle, kilogram ve uzunluk da metre ile ifade edilir. Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Makine parçalarının veya yapılan herhangi bir işin görevini yapabilmesi için istenen ölçülerde olması ön şarttır. Bu amacın gerçekleşmesi için de üretim sırasında ve sonrasında parçaların ölçülmesi gerekir. Bir anlaşma ve ortak dil olarak kullanılan ölçme işlemine aşağıdaki sebeplerden dolayı ihtiyaç duyulur: Üretilen veya yapılan parçaların ölçü sınırlarını belirlemek, Geliştirilen diğer üretim yöntemlerini kontrol etmek, Üretimi yapılan parçanın büyüklüğünü bilimsel olarak ifade edebilmek Ölçme Çeşitleri Ölçme; doğrudan (direkt) ve dolaylı (endirekt) olmak üzere iki çeşittir. Doğrudan (Direkt) ölçme: Ölçü takımları ile yapılan ölçmedir. Bu ölçme işleminde ölçü, ölçme takımından doğrudan okunur. Örneğin; bölüntülü bir cetvel, bir kumpas veya mikrometre ile verilen uzunluğu veya boyutu ölçebiliyorsak bu direkt ölçmedir. Dolaylı (Endirekt) ölçme: Bu işlemde ölçü aleti belli bir kıyaslama parçasına ayarlanır. Ölçme, kıyaslama parçasına göre yapılır. Bu metotta parçanın boyutu ölçülmez ancak üzerinde veya içinde bölüntü çizgileri bulunan optik, elektrikli ve benzeri ölçü aleti kullanılarak ölçülecek boyutun büyüklüğü, ölçü aletinin bölüntü hassasiyetine bağlı olarak mukayese edilir. Örneğin pergel, iç ve dış çap kumpasları ve mastarlar ile TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 1

5 ölçme gibi. Küçük boyutlu parçaların ölçülmesinde ve kontrol edilmesinde optikli ölçü aletlerinden birinin kullanılması gerekir. Yine seri üretimi yapılan büyük ebatlı parçaların kontrolünde de endirekt ölçme metodu uygulanır ve parçanın ölçü büyüklüğü, uygulanan ölçü aletinden okunur. Şekil 1 Ölçmede kullanılan metre çeşitleri 1.2. Ölçmeyi Etkileyen Faktörler Ölçü aletinin hassasiyeti Ölçme işlemi yapılan ortamın, ölçü aletinin, ölçülen parçanın ısısı İşin hassasiyeti Ölçülecek iş parçasının fiziksel özelliği Ölçme yapılan yerin ışık durumu Ölçme yapan kişiden kaynaklanan faktörler Ölçme yapan kişinin bilgisi ve ruhsal durumu Bakış acısı TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 2
 sistemini kullanır. Ancak sayılarla ifade edilebilecek en büyük boyutlar ile en küçük boyutlar bir tek metre ile ifade edilemez.")
6 1.3. Uzunluk Ölçü Sistemleri Metrik sistem: Günümüzde metre sisteminin uzunluk ölçüsü olarak kullanılmasını kabul eden ülke sayısı 100 den fazladır. Geri kalan ülkeler inch (parmak) sistemini kullanır. Ancak sayılarla ifade edilebilecek en büyük boyutlar ile en küçük boyutlar bir tek metre ile ifade edilemez. Bu nedenle uzunluk ölçüsü birimi olarak metrenin katları ve askatları oluşturulmuştur. Metrenin sayılar ile ifade edilebilecek askatları ve katları, Çizelge 1 de verilmiştir. Çizelge 1 Metrik sistem uzunluk ölçü birimleri Metrik sistemde birim metredir. (m) harfi ile simgelendirilir. Makine ve metal teknolojilerinde metrenin 1/1000 i olan milimetre (mm) daha çok kullanılır. İnch (parmak) sistemi: Bu ölçü sisteminde birim Yarda dır. 1 Yarda = 3 Ayak = 36 Parmaktır. Makine ve metal teknolojilerinde Yardanın as katlarından parmak ve bölüntüleri kullanılır. Parmak ( ) işareti ile ifade edilir. 1, 2, 1/2, 5/16, 3/8 gibi gösterilir. 1 = 25.4 mm dir Uzunluk ölçü sistemlerinin birbirine çevrilmesi Örnek 1: 3/8 kaç mm eder hesaplayalım. 1" = 25,4 mm ise 3/8" = X eder. X = 3 x 25,4/8 X = 76,2/8 X = 9,52 mm eder. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 3
7 Örnek 2: 1/2" kaç mm eder hesaplayalım. 1" = 25,4 mm ise 1/2 " = X eder. X = 1 x 25,4 / 2 X = 25,4 / 2 X = 12,7 mm eder. Örnek 3: 5/16 " kaç mm eder hesaplayalım. 1 " = 25,4 mm ise 5/16 " = X eder. X = 5 x 25,4/16 X = 127/16 X = 7,93 mm eder. Örnek 4: 50,80 mm kaç parmak (") eder hesaplayalım. 25,4 mm = 1" ise 50,80 = X eder X = 50,80 / 25,4 X = 2 "eder Ölçü Aletlerinin Gruplandırılması Ölçmede kullanılan ölçü aletleri aşağıdaki şekilde gruplandırılır: Bölüntülü ölçü aletleri Metreler Çelik cetveller Ölçü taşıma aletleri Pergeller, İç ve dış çap kumpasları Ayarlanabilir ölçü aletleri Sürmeli kumpaslar Mikrometreler Sabit ölçü aletleri Şablonlar Mastarlar TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 4

8 Metreler En yalın el ölçme aletleridir. Metal işlerinde kullanılan metreler esnek yapıdadır. Bu nedenle çoğu zaman şerit metre olarak anılır. Uzunlukları 3 metre ile 5 metre arasında değişir. Üzerlerinde bulunan milimetrik bölüntü baskı ile sağlandığından güvenirlikleri tam değildir. Şekil 2 Şerit metre Çelik cetveller Çelik cetvellerin bölüntüleri ve yazıları asit ile aşındırılarak üretilmiştir. Eğilebilir ve eğilemez türlerde olanları vardır. Boyları 150, 200, 300 ve 500 mm arasında değişir. Şekil 3 Çelik cetvel 1.5. Çap Ölçü Sistemleri Pergeller Pergeller, iş parçasının üzerine daire ve yaylar çizmek, delikleri yerleştirmek ve diğer ölçüleri taşımak amacıyla yapılan işlerde kullanılan bir el aletidir. Pergeli kullanırken bir ucunu daha önceden nokta ile belirlenmiş yere koyup pergeli hafif öne doğru tutarak tam olarak çevirmek gerekir. Bu şekilde pergel, düzgün bir daire çizer. Çizilen çizgilerin üzerinden defalarca pergeli geçirmenin bir anlamı yoktur. Bu tür işlemler gereksiz zaman kaybına ve iş parçası üzerinde fazladan çizgiler oluşmasına yol açar. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 5

9 Sürmeli Kumpaslar Şekil 4 Pergel Paslanmaz çelikten üretilen sürmeli kumpaslar, hareketli bir çene ile gövdeden meydana gelir Çalışma ortamında meydana gelecek zorlamalara karşı direncinin artması için sertleştirilmiş bir yapıya sahiptir. Şekil 5 Sürmeli kumpas Sürmeli kumpaslar iç çap, dış çap ve derinlik ölçmede kullanılırlar ve farklı ölçme hassasiyetlerinde imal edilirler. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 6



10 Şekil 5 Sürmeli kumpasın işlevleri /10 Verniyer taksimatlı kumpaslar ve ölçü okuma Bu kumpaslarda cetvel üzerindeki 9 mm lik kısım, verniyer üzerinde 10 eşit parçaya bölünmüştür. Cetvelin üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 9/10 = 0,9 mm dir. Buna göre bu kumpasın hassasiyeti 1-0,9 = 0,1 mm dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0,1 olarak okunur Şekil 6 1/10 Verniyer taksimatlı kumpas TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 7


11 Örnek 1: Verniyerin 0 (sıfır) çizgisi cetveldeki 7. çizgi ile çakışmıştır. Buna göre okunan ölçü 7 mm ve 8 mm arasındaki ondalık ölçüleridir. Verniyerin çakışan çizgisinin kaçıncı çizgi olduğu tespit edilir ve ondalıklı değer okunur. Üstteki örnekte verniyer bölüntüsünün 10. çizgisi çakıştığı için buna göre ölçülen değer, 7 mm dir. Örnek 2: Verniyerin 0 (Sıfır) çizgisi cetvel üzerinde 62 mm yi geçmiştir. Verniyerin 4. çizgisi cetvel üzerindeki herhangi bir çizgi ile tam çakışmıştır. Buna göre ölçülen değer, ,4 = 62,4 mm dir Yüzey ve Açı Kontrolü Yapmak Gönyeler Kaba tesviyecilik, metal konstrüksiyon ve tenekecilik işlerinde kullanılan yalın gönyeler kullanılır. Metal işlerinde kullanılan gönyelerin aşağıdaki genel amaçları yerine getirmesi beklenir. 1. Komşu yüzeylerin dikeyliğinin kontrol edilmesi 2. Markalama işleminde birbirine dikey olan çizgilerin çekilmesi 3. Açıların taşınması TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 8

12 Şekil 7 Gönye TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 9

13 2. KESME Parçaları, malzemelerden istenen ölçülerde, çeşitli metotlarla ayırma işlemine kesme denir. iş parçası markalanır, kesilir ve şekillendirilir. Metallerin istenilen ölçülerde iş parçasına dönüştürülmesi, markalama ve kesme ile başlar. Metaller genel olarak talaş kaldırarak, talaş kaldırmadan ve ergiterek kesilebilir. Bu bölümde metallerin el ile talaş kaldırarak ve talaş kaldırmadan kesilmesi ele alınacaktır. Parçadan talaş kaldırarak kesme işlemi el testereleri ve testere makineleriyle; talaş kaldırmadan kesme işlemi ise makaslar ile yapılır. Keskilerle hem talaş kaldırarak hem de talaş kaldırmadan kesme yapılabilir Talaşlı Kesme Üretimde kullanılan iş parçalarının kesilme şekillerinden biri de çeşitli metotlar ile talaş kaldırılarak yapılan kesme işlemidir. Talaş kaldırarak kesmede testere kalınlığı her zaman dikkate alınmalıdır. Testere çeşitleri El testeresi Boru keskisi Şerit testere makinesi Tepsi testere makinesi Kollu profil kesme makinesi Hidrolik testere El Testeresi ile Kesme El testeresi, kesici kısım olan testere laması ve bunun bağlandığı koldan oluşan kesme takımıdır. Şekil 8 El testeresi TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 10

14 Aynı uzunluktaki lamaların takılabileceği uzunlukta veya farklı uzunluklardaki lamalar için ayarlanabilir tipte testere kolları yapılır. Testere kolu, testere lamasını germekte kullanılan bir düzenektir. Gövde, gergi parçaları, kelebek somun, pimler ve ahşap saptan meydana gelir. Şekil 9 El testeresinin bölümleri El testeresi, parça üzerinde ileri doğru uygun basma kuvveti ile itilirken testere dişlerinin metalden parçacıklar koparması sağlanır. Testere geri çekilirken basma kuvveti uygulanmaz. Testere ile kesme işlemini yaparken vücudumuzun duruşunu ayarlamak gerekir. Kesme için gerekli olan yükü vücuda yaymak gerekir. Bunun için de sol ayak her zaman bir adım önde durur, sağ ayak ise hafif yana açılır. Sağ elle testere sapından, sol elle testere gövdesinden tutulur. İleri harekette sol elle basınç uygulanır ve sağ elle testere itilir. Testere geriye boşta hareket eder. Herhangi bir baskı veya kuvvet uygulanmaz. Testereyle kesme yaparken boru kesim yeri, yeterli uzunlukta olmalıdır. Bu uzunluk yaklaşık cm dir. Kesilecek noktanın mengeneye fazla uzak olması, borunun titreşim yapmasına neden olur. Bu da insanları rahatsız edici ses yapar. Aynı zamanda testere lamasının çabuk ısınmasına neden olur. Kesme noktasının mengene ağzına yakın olması ise kesme işlemini zorlaştırır. Elin mengeneye çarpmasına neden olur. Kesme sonunda düzgün boru kesitini elde edebilmek için, testereyi boru eksenine dik tutmak gerekir. Özellikle büyük çaplı boruların kesilmesinde, kesme ilerledikçe testere dikliği zorlaşır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 11

15 Testere, kesme için yeterli hızda kullanılmalıdır. Testere kesme hızı, dakikada gidişgeliş olacak sayıdadır. Testerenin hızlı kullanılması, lamanın çabuk ısınmasına ve lama dişlerinin dökülmesine sebep olur. Çok yavaş kullanılması durumunda, testere laması parça üzerinde oluşan izde sıkışarak kırılabilir. Bu işlem, iş parçası koparılıncaya kadar aynı kesme doğrultusunda ileri geri hareketle devam eder. El testeresi ile çapı fazla büyük olmayan içi dolu yuvarlak, kare, dikdörtgen, lama malzemelerin yanı sıra sanayi borularının kesimi de yapılır. Şekil 10 El testeresi ile kesme işlemi 2.2. Boru Keskileri Boru keskileri, boruları düz kesmek için kullanılır. Boruları kesme sırasında borular üzerinden talaş çıkarmaz. Metal boru keskileri tek veya çok bıçaklıdır. Boru, kesici bıçak ve merkezleme makaraları arasına sıkıştırılarak kesme yapılır. Kesme yapmak için işaretlenen çizgi üzerine boru keskisinin bıçağının ağzını yukarı gelecek biçimde getirip boru keskisi sıkılır. Boru keskisini şekilde gösterildiği yönde çevirerek her dönüş sonunda sıkma kolu çeyrek tur kadar sıkılır. Boru keskisi ters yönde çalıştırılmamalıdır. Ters yönde çalıştırılması, bıçağın takıldığı mafsalı zorlar ve kırılmasına neden olabilir. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 12

16 Şekil 11 Metal boru keskisi kısımları ve kesme yönü 2.3. Çelik Boru Çapak Temizleme Aleti (Rayba) Demir ve çelik boruların kesilmesi sonunda boru içine metal yığılması meydana gelir. Buna çapak denir. Boru içinde meydana gelen bu çapakların temizlenmesinde raybalar kullanılır. Boru raybaları konik biçimli yapılır. Kesici ağızları sağ yöne doğrudur. Boru ağzı içinde raybaya sol elle baskı uygulanırken sağ elle döndürülerek çapak temizleme işlemi yapılır. Rayba ters yönde döndürülmemelidir. Yoksa kesici ağızlar körelir. Raybalar, düz ve helisel kesici ağızlı yapılır. Helis bıçak, çapak temizleme işlemini kolaylaştırır. Daha temiz boru ağzı elde edilir. Aşağıdaki şekilde düz ve helis kesici ağızlı raybalar gösterilmiştir. Şekil 12 Düz ve helisel kesici ağızlı boru raybası TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 13


17 3. TALAŞ KALDIRMA (EĞELEME) Eğeleme işlemi bir parçaya şekil vermek için yapılan talaş kaldırma (yontma) işlemidir. Malzemelerin yüzeyinde eğe yardımı ile talaş kaldırarak istenilen ölçü, şekil ve gönyesine getirme işlemine eğeleme denir. Parçalara uygulanacak eğeleme işlemleri ile kaba işlenmiş, ince işlenmiş, çok ince işlenmiş vb. (kesici aletlerin bilenmesi, vida dişlerinin temizlenmesi gibi) yüzeyler elde edilebilir. Bunu sağlamak için kaba, ince veya çok ince bir eğe seçmek gerekir Eğe Şekil 12 Eğeleme işlemi Çeşitli kesit ve ölçülerde yapılmış gövde ve kuyruk olmak üzere iki kısımdan oluşan, üstünde birbirlerine belirli açılarda amaca uygun olarak dizilen kesici diş çıkıntıları ile talaş kaldırma işlemlerini yapan alete eğe denir. Şekil 12 Eğe, kısımları ve kesici dişlerin kesiti TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 14
18 Eğeler, silisyum manganezli çeliklerden imal edilmektedir. Eğelerin kesici dişleri özel tezgâhlarda çeşitli işlemlerden geçerek biçimlendirilir. Eğe dişleri; birbirlerine paralel olarak belirli açılar hâlinde yapılır. Yuvarlak ve yarım yuvarlak kesitli eğelerde bu dişler helisel doğrular hâlindedir. Eğelerin kesici diş kısımları tuz banyolarında tavlanarak sertleştirilir. Bazı eğe çeşitlerinin yan kenarlarında diş işlenmediğinden bu kısma emniyet kenarı denir Eğe çeşitleri Farklı özellikte yüzey ve şekil oluşturabilmek için eğeler vardır. Bu eğeler aşağıdaki gibi sınıflandırılmıştır. Biçimlerine (kesitlerine) göre Kesici dişlerine göre Boylarına göre Kullanım alanlarına göre Biçimlerine (Kesitlerine) Göre Eğeler; Lama eğe Daha çok düz yüzeylerin oluşturulmasında, eğelenecek gerecin yüzeylerini ölçüye getirmek amacıyla kullanılır. Şekil 13 Lama eğe Sivri uçlu lama eğe Metal işletmelerin günlük işlerinde en çok kullandığı eğelerdir. Genellikle kalın dişli olanı tercih edilir. Şekil 14 Sivri uçlu lama eğe TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 15
19 Yuvarlak eğe Delikleri büyütmek ve kanal köşelerinin kavis biçimine getirilmek istenilen iç yüzeylerinin eğelenmesinde kullanılır. Şekil 15 Yuvarlak eğe Balıksırtı (yarım yuvarlak) eğe Genel işlerin birçoğunda kullanılan eğedir. Kavisli yüzeylerin eğelenmesinde, sivri kenarı sayesinde elimizin altında olmayan birçok eğenin işini de yapabilmektedir. Şekil 16 Balıksırtı eğe Üçgen eğe Yüzeyleri çift sıralı olan ve keskin köşeleri sayesinde özellikle 90º altında eğeleme istenilen yerlerde tercih edilir. İnce dişli olanları, vida dişlerinin temizlenmesinde ve bıçak bilemelerinde kullanılır. Şekil 17 Üçgen eğe Kullanım Alanlarına Göre Eğeler; Saatçi eğeleri Hassas işler için yapılmıştır. Bu tür eğeler; kalıpçılar, modelciler ve hassas parça yapımcıları tarafından kullanılır. Genellikle 3 parmak (75 mm) ve 4 parmak (100 mm) olanlar tercih edilir. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 16
 12 parmağa (300 mm) kadar olan eğeler kullanılır.")

20 Şekil 18 Saatçi eğeleri Tesviyeci eğeleri Metal teknolojisi alanında kullanım alanı fazla olan eğe çeşitlerindendir. Çift sıra dişli olup özellikle tek veya eşlenik yüzeylerin düzleştirme ve gönyeye getirme işlemlerinde kullanılır. Genellikle 6 parmaktan (150 mm) 12 parmağa (300 mm) kadar olan eğeler kullanılır. Şekil 19 Tesviyeci eğeleri 3.2. Eğeleme ile Elde Edilebilen Yüzeyler Eğe ile talaş kaldırarak çeşitli düzlem yüzeyler elde edilebilir. Eğeler ile talaş kaldırarak iç ve dış silindirik yüzeyler, küresel parçalar elde etmek mümkündür. Bu yüzleri elde edebileceğimiz eğeleri öğrendik. Bu faaliyette düzlem yüzeylerin elde edilmesini öğrenip uygulayacağız. İç ve dış silindirik yüzeylerin elde edilmesini ikinci faaliyetimizde öğrenip uygulayacağız. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 17
21 Eğelerle bu yüzeyleri elde etmeye geçmeden önce mengenede çalışma kurallarını, parçaların mengeneye bağlanma şekillerini, eğenin tutuluş ve eğeleme yaparken duruş şeklimizi bilmemiz gerekir Mengenelerde Çalışma Kuralları Eğeleme işlemlerinde yüksek verim elde etmek için mengene yüksekliği, dirsek yüksekliğinin 5-8 cm altında olmalıdır. Şekil 20 Mengene yüksekliği, dirsek yüksekliği Mengene yükseklikleri mengenede çalışacak kişinin boyuna göre ayarlanmalıdır. Uzun boylular için mengenenin ayaklarının altına ağaç plakalar konmalıdır. Kısa boylular için ise çalışacak olan kişinin ayaklarının altına ağaçtan yapılmış ızgara konmalıdır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 18





22 Parçaların mengeneye bağlanma şekilleri Şekil 21 Parçaların mengeneye bağlanış şekilleri Eğenin tutuluşu ve duruş ile ilgili kurallar Şekil 22 Eğelerin tutuluşu TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 19

23 Çalışma esnasında eğelere uygulanan kuvvetler Sağ el kesme yönünden aşağı doğru sol el yalnız parça istikametinde bastırılır ve her iki elin kuvveti birbirini tamamlar. Uygulanan kuvvetler, kesme baskısını meydana getirir. Eğeleme süresince bu baskı sabit kaldığı takdirde düzgün yüzeyler elde edilebilir. Eğe ilerlemeye başlarken sol elin sağ elden daha çok baskı yapması gerekir. Eğe orta yere geldiğinde her iki elin baskısı eşit olmalıdır. Eğe sona yaklaştığı zaman sağ elin sol elden daha çok baskı yapması gerekir. Şekil 23 Çalışma esnasında eğelere uygulanan kuvvetler TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 20
24 Eğeleme yaparken duruş şekilleri Mengenenin karşısında ayaklar omuz genişliği kadar açılır. 45 lik bir açı ile duruş pozisyonu alınır. Eğeleme kol hareketi ile yapılır, sol bacak hafif öne doğru kırılır, omuz yardımı ile eğeleme hareketi artırılır. Şekil 24 Eğeleme yaparken duruş şekli Eğelemede dikkat edilmesi gereken hususlar Eğeler kullanım yerlerine göre seçilmelidir. Eğeler mutlaka sapları ile kullanılmalıdır. Eğeleri sapları kırık, çatlak ve gevşek olmamalıdır, Kullanmadan önce kontrol edilmelidir. Eğeye sap eksenine uygun olarak takılmalıdır. Eğeye sap tam takılmalıdır, kuyruk kısmı ile omuz kısmı arasında aralık fazla olmamalıdır. Eğeler çok sert yapıda olduğundan çekiç, keski vb. araçlar gibi kesinlikle kullanılmamalıdır. Eğelerin yapı sertliğinden daha fazla sert yapılı işlerin eğelenmesinde kullanılmamalıdır. Yumuşak metalleri (bakır, pirinç vb.) işlemede ince dişli eğe kullanılmamalıdır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 21

25 4. MARKALAMA İmalat sektöründe markalamanın önemi büyüktür. En basitten, en zora doğru marka-lama yapmayı bu faaliyetle öğreneceksiniz. Markalama yapmak için ölçü ve kontrol aletleri-nin dışında bir takım özel alet ve takımlara ihtiyaç duyarız. Özellikle meslek resmi çalışmaları neticesinde elde edilen çizimlerin iş parçası üzerine aktarılması, markalama olarak adlandırılır. Bu işlem bir bakıma çizim işlemidir. Meslek resminde çizim için gösterilen özen, markalama işleminde de gösterilir. Ancak, çizilen yer ve çizimde kullanılan takımlar bakımından farklılıklar ortaya çıkar. Şekil 25 Markalamada kullanılan pergel ve çap kumpasları Bu bölümde verilen bilgiler doğrultusunda yapılacak olan markalama, yapacağınız işin daha önceden planlanıp, yapım resmiyle ifade edildiği biçime uyması bakımından önem taşır. Bu nedenle üzerinde biraz daha hassas durulması ve özen gösterilmesi gereken bir konudur. Aksi takdirde, yapılacak küçük markalama hataları bile gereç israfına yol açacak ve işin yapımı sırasında markalama hatalarının fark edilmemesi durumunda da zaman kaybına neden olacaktır. Unutulmaması gereken başka bir husus ise, çalışma yaşantınızda hemen hemen her TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 22
26 iş, ekip çalışması esasına göre yapılır. Ortaya çıkan iş çoğu zaman birçok çalışanın ürünü olur. Markalama sırasında yapılan hata iş parçasının yanlış yapılmasına, diğer çalışanların yaptıkları işlere uymamasına neden olur Markalama Takımları Markalamanın meslek resmiyle olan benzerliklerinden yukarıda söz etmiş, ancak kullanılan takımlar açısından farklılıklar olduğuna değinmiştik. Gerçekte çizim olarak değerlendirebileceğimiz markalamanın, metal ve alaşımları üzerine yapıldığı düşünüldüğünde, kullanılacak takımların bu gereçlerde iz bırakma yeteneğine sahip olması gereği kolaylıkla fark edilecektir. Diğer yandan ölçü ve açıölçerlerinde çalışma şartlarına uygun gereçlerden seçilme gerekliliği vardır. Bu nedenle markalamada kullanılan takım ve araçlar üstün özellikleri olan çeliklerden seçilir. Yapılacak markalama işleminin önemine göre de hassasiyetleri değişebilir Metre-çelik cetvel Bölüm 1 de ayrıntılı olarak verilmiştir. Metre ve çelik cetveller markalama işlemlerinde de kullanılırlar. Şekil 26 Çelik cetvellerin markalama işlemlerinde kullanılma Çizecekler Markalamada çizgilerin çizilmesi çizecek denilen aletler ile yapılır. Meslek resminde resim kalemlerinin gördüğü işleri, markalamada çizecek görmektedir. Gereç üzerinde gözle görülebilir çizgilerin oluşması için çizecek sert bir yapıya ve sivri bir uca sahip olmalıdır. Bunun için tüm çizecek gerecinin alaşımlı çeliklerden yapılması mümkündür. Bazı durumlarda ise sadece uç kısmı sert metalden yapılıp sonradan düşük karbonlu çelikten yapılmış gövde ucuna sert lehim ile birleştirilir. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 23
27 Şekil 27 Çizecek örnekleri Markalama yapılacak gerecin cinsine göre çizecek yapısı değişir. Markalamada kullanılan çizeceğin esas görevi gereç üzerinde çizgi oluşturmak olduğuna göre, markalanacak gerece göre çizecek cinsinin değişmesi doğaldır. Çünkü bazı gereçlerde gözle görülebilir çizgiler oluşturan çizecek gereci, bazı gereçlerde aynı neticeyi vermez. Buna göre; Sertleştirilmiş yüzeyler, sert metal ya da pirinç uçlu çizeceklerle, Renklendirilmiş, fosfatlanmış ve boyanmış yüzeyler, kurşun kalemle, Dökümden çıkmış gereçler, sert metal uçlu çizeceklerle, İşlenmemiş yüzeyler, sert metal uçlu çizeceklerle markalanır. a: Çizecek cetvelin kenarına dayatılır. b: Çekme yönünde eğilir. Şekil 28 Markalamada çizeceğe verilecek hareketler TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 24
28 Çizecek ile markalama işlemi yapılırken çizecek kesinlikle dik tutulmaz (Şekil 16) ve ileri doğru itilerek çizgi oluşturulmaz. Diğer yandan çizeceklerin iş önlüğünün ceplerinde taşınması da güvenlik gerekçesiyle yasaklanmıştır. Sivri uçlarının bir plastik ya da mantar ile kapatıldıktan sonra iş dolaplarında saklanması önerilir. Şekil 29 Çizecek kullanılarak yapılan markalama işlemlerine örnekler Pergeller Bölüm 1 de ayrıntılı olarak verilmiştir. Metre ve çelik cetveller markalama işlemlerinde de kullanılırlar. Şekil 30 Pergellerin markalama işlemlerinde kullanılma Nokta Markalama sırasında iş parçası üzerindeki delik yerlerinin belirlenmesinde kullanılan el aletleridir. Noktalar ayrıca, düzgün olmayan çizgilere ya da delinecek delikleri gösteren yaylara işaretler konulmasında da kullanılır. Diğer yandan, bazı durumlarda parça üzerine çizilen markalama çizgileri silinebilir. Bu durumlarda da noktalama yapılmalıdır. İş parçası üzerinde yapılacak işlemler sırasında çizgilerin kaybolma ihtimali varsa, çizgilerin üzeri nokta ile işaretlenerek ilerde kaybolan çizgilerin belirlenmesi yoluna gidilebilir. Nokta uçları 30, 60, 75 ve 90 olarak bilenir. Her dört bileme derecesinin kullanılma alanları farklılık gösterir. Çünkü bu açıların iş parçası üzerinde yaptıkları derinlik farklıdır. Bu TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 25
29 farklılık iş parçası üzerinde yapılacak işleme göre değişiklik gösterir. Örneğin, delik delinecek kısımlar 90 uç açılı nokta ile belirlendiğinde, matkap ucunun iş parçasını daha iyi kavramasına olanak verecektir. Diğer markalama işlemlerinde 30 ve 60 lik uç açısına sahip nokta, iş parçası üzerinde çok derin izler bırakmayacağından, iş bitiminde gerekirse kolaylıkla yok edilebilir. Bu tür uç açısına sahip noktalar, markacı noktası olarak tanınır. 75 lik uç açısına sahip nokta, oksi-gaz kesme üfleçleriyle kesme yapılacağı zaman kullanılan olarak tanımlanır. Şekil 31 Noktalama işlemi ve farklı açılı noktalar Markacı noktasının kullanımı: 1. İş parçasının üzerine gerekli olan çizgiler çizilir. 2. Markalama işleminde kullanılan noktanın ucu sivridir (30, 60 ). Sivri uç, delik merkezlerini belli etmek için çizgilerin kesişme yerlerini belli etmede kolaylık sağlar. Kalınlığına göre nokta, iki ya da dört parmak ile tutulur. Parmaklar noktayı sıkı olarak tutmalı, fakat nokta üzerine yumulmamalıdır (Şekil 31-A). 3. Nokta iş parçası üzerindeki çizgiye göre 60 civarında eğik ve tam kesişme noktasında tutulur. Noktanın bu şekilde tutulması, noktalanacak yerin net olarak görülmesini sağlar (Şekil 31-B). 4. Nokta daha sonra, iş parçası üzerindeki çizgiyle 90 açı yapacak konuma getirilir. Bu sırada noktanın yerinden oynamamasına özen gösterilmelidir. Bunun için; noktayı tutan elin yan tarafı, iş parçası yüzeyine dayanmalıdır (Şekil 31-C). TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 26
30 5. Nokta ancak ekseni yönünde bir vuruşu kabul eder. Yalnız bu şekilde nokta, gereç yüzeyine dik ve düzgün dalar. Bu şekliyle noktanın fırlaması da önlenir. 6. Nokta ile önce hafifçe vurularak iz yapması sağlanır. 7. Sonra bu iz gözle, daha hassas işlerde büyüteç ile kontrol edilir. 8. Eğer iz istenilen yerde değil ise, hatayı gidermek için nokta bir açı altında ve iz tam yerine gelecek şekilde yeniden vurulur. 9. Nokta tam yerine gelmiş ise, noktayı parçaya dikey tutarak nokta üzerine vurulup iz yeterince belirli hâle getirilir. 10. Eğer nokta parça üzerinde önceden derin bir iz bırakmış ise, oluşacak hatanın düzeltilmesi zor olur. Bu nedenle her türlü noktalama işlemlerinin çok dikkatli yapılması önerilir. Şekil 31 Noktalama kullanma aşamaları TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 27
31 5. DELME Delme işlemi imalat, montaj vb. pek çok alanda teknik elemanlar tarafından basit el aletleriyle yapılabildiği gibi üst düzey makinelerle de yapılmaktadır. Malzemeler üzerinde çeşitli kesitlerde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması için boşluklar oluşturulmasıdır. Endüstride delme, üretim, imalat ve montaj işlemlerinin her kademesinde kullanıldığından önemi büyüktür Matkap ile Delme Matkap ile delme işlemi bir talaşlı üretim yöntemidir. Matkap tezgâhı milinin dönmesi ve buna bağlı mandrene takılı matkap ucunun, malzemeden parçacıklar koparması sonucu delme oluşur. Bu kopmalar sonucu ortaya çıkan parçalara talaş denmektedir. Ortaya çıkan bu talaşlar matkap ucunun üzerindeki helis kanallar yardımıyla dışarı atılır. Dönme esnasında oluşacak sürtünme nedeniyle matkap ucu ısınır. Eğer bu sıcaklık artışı yüksek olursa matkap ucunun iç yapısında değişikliklere neden olur ve matkap ucu özelliklerini kaybeder. Bunu önlemek için genellikle soğutma sıvıları kullanılmaktadır Matkap ile Delmede Kullanılan Makineler Breyzler Elle ve elektrikle çalışan breyzler olarak ikiye ayrılır. İnsan gücüyle çalışanlar basit yapıdadır ve günümüzde hemen hemen kullanılmamaktadır. Bu makineler dairesel hareketi sağlayan bir kol, mandren ve bir dayanaktan oluşmaktadır. Elektrikle çalışanlar ise elektrik motoru ve doğrudan motor miline takılı mandrenden oluşmaktadır. Taşınabilir şekilde üretilmiş el breyzleri tabanca şeklinde yapılmıştır. Darbeli ve darbesiz olarak kullanılmaktadır. Darbeli kullanım beton ve taş türü yapıların delinmesinde kullanılırken darbesiz olanlar, metal ve ahşap malzemelere delik delinmesinde kullanılır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 28

.")
32 Şekil 32 El breyzi Masa Tipi Matkap Tezgâhı Endüstride kullanılan en basit matkap tezgâhlarıdır. Hemen hemen her küçük atölyede bulunmaktadır. Masa veya tezgâh üzerine monte edilir. Kayış kasnak yardımıyla elektrik motorundan alınan dönme hareketi matkap miline aktarılır ve bir kol yardımıyla bastırılarak delme işlemi yapılır. Şekil 33 Masa tipi matkap tezgâhı Sütunlu Matkap Tezgâhları Çalışma sistemleri masa matkaplarının aynısıdır. Genel olarak bir sütun üzerine oturtulmuş gövde, sütun üzerinde hareketli bir sehpa ve alt tabandan oluşmaktadır (Şekil 34). Gövde üzerinde bir elektrik motoru ve bu motordan dönme hareketini matkap miline ileten kayış kasnak sistemi bulunmaktadır. Sütunlu matkap tezgâhları; sütunlu, çok milli, işlem sıralı tezgâhları olarak üçe ayrılır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 29


33 Şekil 34 Sütunlu matkap tezgâhı Radyal (Universal) Matkap Tezgâhı Bu tezgâhlar ekseni etrafında 3600 hareket edebilen bir konsol üzerine monte edilmiştir. Büyük iş parçalarının delinmesinde ve havşa açılmasında kullanılan makinelerdir. Radyal matkap tezgâhları alt tabla, sütun, sütun üzerinde radyal hareketi yapabilen konsol ve konsol üzerinde ileri geri hareket eden bir delme başlığından oluşmaktadır. Bu tezgâhlar 50 mm çapa kadar delik delebilirler. Şekil 35 Radyal matkap tezgâhı Mandren, Mors Kovanı ve Kamaları Mandrenler, matkap tezgâhında dönme hareketini yapan mile bağlanmış matkap ucunun sabitlenmesini sağlayan aparattır. Mors kovanları konik saplı matkapların matkap miline mandren olmadan direkt bağlanmasını sağlayan yardımcı elemanlardır. Kamalar ise mandren ve mors kovanlarının matkap milinden sökülmesinde kullanılan araçlardır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 30

34 Şekil 36 Mandren ve mors kovanları Matkap çeşitleri Matkap uçları, malzemesine göre yüksek hız çelikleri (HSS), karbon çelikleri (WS) ve sert maden uçlu matkaplar olarak üretilmektedir. Ülkemizde TSE tarafından standartları belirlenmiştir. Matkap uçları şekillerine göre üçe ayrılır. Silindirik Saplı Matkaplar Matkaplar genelde 16 mm çapa kadar silindirik saplı olarak üretilir. Silindirik matkaplar gövde üzerine açılmış iki helis ile bir saptan oluşmaktadır. İşlem sırasında oluşan talaşlar helis kanalları yardımıyla dışarı atılır. Şekil 37 Takım çeliğinden yapılmış silindirik saplı helisel matkap ucu Konik Saplı Matkaplar Matkap çapları büyüdükçe matkap tezgâhındaki bağlama milinin de değiştirilmesi gerekmektedir. Bu durumun ortadan kaldırılması için matkaplar konik saplı matkaplar aracılığıyla ya da mors kovanları yardımıyla tezgâh miline direkt olarak takılır. Şekil 38 Takım çeliğinden yapılmış konik saplı helisel matkap ucu TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 31

35 Havşa Matkapları Havşa matkapları delme işlemi sonrası oluşan çapak ve keskinliklerin alınmasında; vida, perçin gibi bağlantı elemanlarının baş kısımlarının oturacağı yuvaların açılmasında kullanılır. Şekil 39 Takım çeliğinden yapılmış havşa matkap uçları 5.2. Delme İşlemi Sırasında Dikkat Edilecek Hususlar İş parçasının savrulmaması için iş parçası tezgâh mengenesine sıkıca bağlanmalıdır. Mandren anahtarı üzerinde bırakılmamalıdır. Baş ve vücut tezgâhtan uzak tutulmalıdır. Kullanılan tezgâhın özellikleri iyi bilinmelidir. İş verimini artırmak, matkabın ömrünü uzatmak ve iş parçası yüzeyinin kalitesini artırmak için soğutma sıvısı kullanılmalıdır. Çalışma alanı temiz olmalıdır, delme esnasında üstübü ve benzeri maddeler matkap ucuna değdirilmemelidir. Sehpa üzerindeki talaşlar elle ya da üfleyerek temizlenmemelidir, bir fırça yardımıyla temizlenmelidir. İş parçası boydan boya delinecekse parça altına tahta takoz konulmalıdır. Delme esnasında tahta talaş geldiği zaman delme işlemi gerçekleşmiştir, böylece tezgâh sehpası zarar görmemiş olur. Matkap kapatıldıktan sonra bir süre daha matkap mili döneceğinden matkap durmadan kesinlikle matkap mili el ile kavranmamalıdır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 32

36 6. DİŞ ÇEKME Vida, düzgün biçim ve ölçüdeki silindirik yüzeyler üzerine açılmış helisel oluktan ibarettir. Vida bir delik içine veya silindirik bir parçanın dışına açılabilir. Vidanın bölümler Vida çeşitleri Şekil 40 Vidanın bölümleri Profillerine göre vidalar: - Üçgen profilli vidalar - Kare profilli vidalar - Trapez profilli vidalar - Testere profilli vidalar - Yuvarlak profilli vidalar Ölçü sistemlerine göre vidalar - Metrik vidalar: Üçgen profillidir. Uç açısı 60 dir. Çap ve adım milimetrik sistemdir. - Whitworth vidalar: Ölçüler parmak (inç) cinsindendir. Uç açısı 55 dir. Adım, parmaktaki diş sayısı olarak verilir. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 33

37 6.1. Elle Diş Çekme Araçları Kılavuzlar Deliklere diş açmada kullanılan yüksek hız çeliğinden (HSS) yapılmış, üzerinde kesici dişleri bulunan aletlere kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil 41 Kılavuzun kısımları Kılavuz takımı: Takım üç adet kılavuzdan meydana gelir: I. Kılavuz: Bu kılavuzların dişli kısmı, uç çapı, diş dibi çapına eşit olan bir kesik konidir. Deliği iyi ağızlar ve az talaş kaldırır. Sap kısmında bir çizgi vardır. II. Kılavuz: Diş üstü çapı birinciden biraz daha büyüktür. Birinciden daha derin talaş kaldırır. Sapında iki çizgi vardır. III. Kılavuz: Bu son kılavuz ikinci kılavuzun açtığı kanalları izleyerek vidayı oluşturur. Sapında üç çizgi vardır. NOT: Bazı kılavuz takımlarının saplarında çizgi bulunmaz. Bu tip kılavuzlar da kesici uç kısmının ağız uç konikliğinin fazla oluşuna bakılarak (en fazla olan 1, daha sonra 2, en az olansa 3) sıralanır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 34


38 Şekil 41 Kılavuz takımı ve kesme sırası Kılavuz çekmede dikkat edilecek hususlar: Delik çapı, vidanın diş üstü çapından adımı kadar küçük delinmelidir. Vida diş dibi çapı, deliğin delineceği matkap ucu çapına denk geldiğinden, kılavuzlar ile diş çekmede dikkate alınacak delik çapı, çekilecek vidanın diş dibi çapıdır. Kılavuz ile diş çekilecek deliklerin çapı, pratik olarak 0,85 sabitiyle kullanılacak vidanın anma çapı ya da diş üstü çapının çarpımı sonucunda elde edilir. Örneğin diģ üstü çapı, 10 mm olan ve M10 olarak adlandırılan bir vidanın takılacağı delik çapı 10 x 0,85 =8,5 mm olarak bulunur. Deliğin girişine 90 havşa açılmalıdır. Delik ekseni dik olacak şekilde iş parçası mengeneye bağlanmalıdır. Uygun kılavuz koluna takılan I. kılavuz delik eksenine dik olacak şekilde ağızlatılmalıdır. Kılavuz çekerken malzemeye uygun bir yağlama yapılmalıdır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 35

39 Özellikle çelik malzemelerde, her iki üç dönüşte bir talaşı kırmak için geri hareket yaptırılmalıdır. Geri hareket, kılavuz kanallarının talaşla tıkanmasını ve kılavuzun kırılmasını önler. Eğer kör deliğe kılavuz çekiyorsak kılavuz birkaç defa çıkarılmalı, delik ve kılavuz talaşlardan temizlenmelidir. Kılavuz çekmede işlem Sırası: Kılavuza uygun kılavuz kolu seçilerek kılavuz (buji) koluna takılmalıdır. I numaralı kılavuzumuz delik eksenine dik olacak şekilde ağızlatılmalıdır. Kesme sıvısı kullanılmalıdır. Saat ibresi yönünde az bir baskı ile döndürülmelidir. Her ¼ turda saat ibresi tersine geri döndürülerek talaşın kırılması sağlanmalıdır. Kılavuz sıkışırsa çok fazla zorlanmamalıdır. Vida işlemi bitinceye kadar aynı işlemlere devam edilmelidir. Aynı şekilde II. ve III. kılavuzlarda deliğe salınarak vida tamamlanmalıdır Kılavuz kolları Kılavuzları elle tutarak diş açılmaz. Kılavuzları elle tutabilmemizi sağlayan aparatlara kılavuz kolu denir. Ayarlanabilir ve sabit ölçülü kılavuz kolları olarak iki türde imal edilir. Ayarlanabilir kılavuz kolları ile değişik ölçüdeki kılavuzlar kullanılabilmektedir. Sabit ölçülü kılavuz kolları, sadece ait oldukları kılavuz ölçüsünde kullanıldıklarından genellikle sürekli aynı ölçüde diş çekme işlemi yapan atölyelerde kullanılır. Şekil 42 Kılavuz kolları TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 36

40 Çizelge 2 Metrik ve whitworth vida dişlerine ait delik çapları TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 37
 yapılmışlardır. Paftalarla vida açmak sıkça yapılan işlemdir. Bu işlem bir defada yapılır.")


41 Paftalar Şekil 43 Kılavuzla diş çekme uygulaması Silindirik parçaların dışına vida açan alettir. Yüksek hız çeliğinden (HSS) yapılmışlardır. Paftalarla vida açmak sıkça yapılan işlemdir. Bu işlem bir defada yapılır. Pafta lokması, pafta kolunun alın yüzeyine iyice yataklanmalıdır. Dış vida açmak için pafta doğrudan doğruya vida açılacak parçanın üzerine oturtularak sabit bir baskı altında döndürülmelidir. Paftalar, diş tipine göre Metrik ve Whitworth paftalar olmak üzere iki tipe ayrılırlar. Şekil 44 Pafta lokma çeşitleri Pafta kolları: En çok kullanılanları silindirik biçimli olanlarıdır. Paftanın takıldığı kısım standart pafta lokmalarının çapından küçük yapılır. Şekil 45 Pafta kolu TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 38


42 Şekil 46 Paftanın, pafta koluna takılması Şekil 47 Pafta-kılavuz takımı Pafta Çekmede İşlem Sırası ve Dikkat Edilecek Hususlar Paftanın rahat ağızlaması için malzeme ucuna pah kırılmalıdır. Vida açılacak malzemenin çapının diş üstü çapı kadar olması lazımsa da pafta çekerken şişme yüzünden bilhassa çeliklerde bir miktar küçük yapılmalıdır. Prinç, bronz, döküm gibi yumuşak malzemeler için ise çap aynı seçilebilir. Bu çap farkları 0,1 0,2 mm arasında değişebilir. Pafta mümkün olduğunca iş parçasının ekseninde ve yavaşça bastırarak paftanın iş parçasını kavraması sağlandıktan sonra, pafta koluna uygulanan kuvvet arttırılarak ve saat yönünde döndürülmesiyle vida diş profilleri oluşturulur. Kesme yağı, çok az miktarlarda periyodik olarak pafta dişlerine damlatılarak kesme işlemi daha rahat gerçekleştirilir. Kılavuzla diş açmada olduğu gibi paftada da geriye doğru döndürülerek talaşların kırılması ve düşmesi sağlanır. Aksi takdirde talaşlar pafta içinde toplanarak diş açmayı zorlaştırır. İşlem bittiğinde TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 39



43 pafta geriye doğru çevrilerek iş parçası üzerinden çıkarılır ve temizlenerek ait olduğu yere kaldırılır. Şekil 48 Pafta çekme işlemi Şekil 49 Pafta çekme uygulaması TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 40
44 7. MEKANİK TESİSATLARDA KULLANILAN BORULAR Bina içi sıcak su ve soğuk su tesisatlarında, galvanizli çelik, plastik ve bakır borular kullanılabilir. Günümüzde, galvanizli borulara göre daha uzun ömürlü, ekonomik ve işçiliğinin kolay olması dolayısıyla plastik borular öncelikle tercih edilmektedir. Ancak sıva üstü tesisatlarda sert çekilmiş bakır borular estetik yönüyle tercih sebebidir Çelik Borular 50 kg/cm² basınç denemesine tabi tutularak üretilen çelik borular, kaplama ve dikiş durumuna göre çeşitlendirilir. Buna göre çelik borular 4 ana gruba ayrılırlar; Dikişli siyah çelik (demir), Dikişsiz siyah çelik (çekme çelik, patent), Galvanizli çelik, Gaz borusu. Dikişli siyah çelik borular, soğuk olarak üretilmiş borulardır. Dikişli olup kalın etlidir. Birleştirilmeleri vidalı, kaynaklı ve flanşlı yapılır. Üzerinde her türlü eğme, bükme ve sıcak işlem yapılabilir. Bu borular, sıva veya toprak altına döşenmez. Bu durumlarda kanal içinde ve gerekli yalıtım yapılarak döşenmelidir. Bu borular, piyasada 6 m boyunda ve uçları dişsiz olarak bulunur. Dikişsiz siyah çelik borular, sıcak olarak üretilmiş borulardır. Çekme çelik veya patent borular da denir. Önce etli yapıldıkları için diş açmaya uygun değildir. Birleştirilmeleri kaynaklı ve kaynaklı flanşlı bağlantı yapılır. Genelde yüksek işletme basınçlı tesisatlarda kullanılırlar. Piyasada 6 m boyunda ve uçları dişsiz olarak bulunur. Galvanizli çelik borular, dikişli siyah çelik borunun galvaniz banyosundan geçirilerek kaplanmış hâlidir. Temiz su tesisatlarında kullanılır. Bu borular; temper dökümden yapılmış ek parçalarıyla dişli, vidalı flanşlarla flanşlı bağlantı yapılır. Galvanizli çelik borulara hiçbir zaman eğme, bükme ve sıcak işlem yapılmaz. Böyle bir işlemde borunun üzerindeki galvaniz kaplaması bozulacağından borunun korozyona uğraması çabuklaşır. Galvanizli çelik borular TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 41


45 6 6,5 m boyunda, iki ucu dişli üretilir. Dişlerin zedelenmemesi için bir ucuna manşon, diğer ucuna plastik muhafaza takılarak piyasaya verilir. Gaz boruları, kalın etli sıcak çekme borulardır. Dikişsiz yapılır. Üretiminde 6 m boyunda, üzeri verniklenerek basınç ve manyetik testten geçirilir. İki ucu dişsiz olup kaynak ağızlıdır. Her türlü birleştirmeye uygundur. Boru boyunca aralıklı olarak doğal gaz logosu yazılır. Üzeri polietilen izolasyon kaplı olarak da piyasada bulunur. Şekil 50 Çelik boru Çizelge 3 Çelik boru anma çapları TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 42

46 Çelik boru bağlantı parçaları Boruların birleştirme, kol alma, çap değişimi ve yön değiştirmelerinde bağlantı parçaları kullanılır. Bağlantı parçalarına ek parçaları veya fittings de denir. Çelik ve temper döküm malzemeden çeşitli biçimlerde yapılır. Boru çapları ile bir anılır. Çelik bağlantı parçaları, siyah demir boruların ekleme işlemlerinde kullanılır. Siyah çelik boruların çeşitli şekillerde preslenerek biçimlendirilmesiyle yapılır. Uçları kaynak ağızlı olup patent fittingsler de denir. Çelik bağlantı parçaları vidasızdır. Eklenmeleri çeşitli kaynak yöntemleriyle yapılır. Temper döküm bağlantı parçaları ise fabrikalarda döküm eriyiğinin kalıplara dökülmesiyle elde edilir. Döküm malzemeler, dayanıksız oldukları için birleştirme parçalarının ağzına çember şeklinde kordon yapılır. Kordon, ek parçası ağzına dayanım kazandırır. Temperleme işlemine tabi tutularak dayanıklılıkları büyük ölçüde artırılmış olur. Muhtelif bağlantı parçaları aşağıda verilmiştir. Şekil 51 Muhtelif çelik boru ek parçaları TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 43

47 Şekil 51 Muhtelif çelik boru ek parçaları (devamı) 7.2. Polipropilen (PP) Borular Tesisat sektörü kendini sürekli yenileyen ve geliştiren bir yapıya sahiptir. Buna paralel olarak son zamanlarda boru çeşitleri ve uygulamalarında hızla yükselen bir ivme yakalanmış olup tesisatçıların bile takipte zorlandığı sistemler birbiri ardına piyasalarda yer almaya başlamıştır. Bilhassa plastikten mamul polivinil klorür (PVC), polietilen (PE) ve poliproplen (PP) borular zengin seçenekleriyle sektöre egemen olmuştur. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 44
, Copolimer (Tip 2), Random copolimer (Tip 3).")
48 Isıtma ve temiz su tesisatında en fazla kullanılan boru çeşidi poliproplen (PP) dir. Polipropilen ham maddesi ısıya, basınca ve kimyasal maddelere mukavemeti açısından üç gruba ayrılır. Homopolimer (Tip 1), Copolimer (Tip 2), Random copolimer (Tip 3). Şekil 52 PP borular Diğer çeşitlerine göre bilhassa temiz suda polipropilen random copolimer PPRC (Tip3) sınıfı daha fazla tercih edilmektedir. Isıtma tesisatında ise bu boruların uzama kat sayılarının fazla olması sebebiyle oluşabilecek sarkma ve genleşmelerin önüne geçmek için yine bu boru grubundan olan alüminyum folyo kaplı olanları kullanılmalıdır. Polipropilen borular, işçiliğinin kolay ve çabuk olması, hafifliği, iç yapısının pürüzsüz oluşu, kireç ve pislik tutmama, korozyondan etkilenmeme, nakliye gibi avantajları sebebiyle vazgeçilmez bir ürün hâline gelmiştir. Soğuk suda 20 bar, sıcak suda 10 bar basınçta uzun yıllar problem çıkarmadan kullanılır. Daha ziyade beyaz veya gri olmak üzere yeşil, mavi renklerde üretilir. Boru ve ekleme parçaları aynı malzemeden imal edilir. Boruların birleştirilmeleri, elektrofüzyon diye tabir edilen boru ve bağlantı parçalarının 260 C ısıtılıp ergimesi ve akabinde birbirleriyle kaynaşarak eklenmeleri metoduna dayanır. Kuralına uygun olarak yapılan birleştirmelerde herhangi bir kaçak meydana gelmez. Bağlantı parçasının iç çapı, boru dış çapına eşittir. Boru ucu dış yüzeyi ve bağlantı parçası iç yüzeyi füzyon kaynak makinesinde aynı anda ısıtıldıktan sonra birbirine takılarak birleştirme işlemi tamamlanır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 45
49 PPRC borular, galvaniz boruların aksine dış çaplarına göre adlandırılır. Galvaniz borular, iç çaplarıyla anıldıkları için inç (parmak) olarak aynı çaptaki borularda PP borulardan bir çap küçüktür. Aşağıdaki tabloda polipropilen ve galvaniz boruların anma çapları verilmiştir. PPRC borular, galvaniz boruların aksine dış çaplarına göre adlandırılır. Galvaniz borular, iç çaplarıyla anıldıkları için inç (parmak) olarak aynı çaptaki borularda PP borulardan bir çap küçüktür. Aşağıdaki tabloda polipropilen ve galvaniz boruların anma çapları verilmiştir. Çizelge 4 Polipropilen ve galvaniz boruların anma çapları 7.3. Cam Elyaf Takviyeli Borular ve Çeşitleri Cam elyaf takviyeli borular, bina tesisatlarında basınçlı soğuk ve sıcak su iletiminde kullanılmak amacı ile üretilmiş olup üç katmandan oluşan bir yapıya sahiptir. Orta katman cam elyaf takviyeli polipropilen randomdur. Malzemenin kısaca gösterimi PP-R-GF şeklindedir. Dış ve iç katman ise Tip 3 olarak adlandırılan Polipropilen Random Copolimer (PP-R) malzemeden yapılmaktadır. Mevcut polipropilen ek parçaları ile kullanılabilinir. Kaynak ve tesisat montaj uygulamalarında polipropilen boru uygulamalarından bir farkı yoktur. Cam elyaf takviyeli kompozit boru, kimyasallara karşı dayanıklıdır. Bina içi sıcak soğuk sıhhi tesisat, bina içi ısıtma, basınçlı hava klima sistemleri ve endüstriyel boru sistemlerinde kullanılır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 46


50 Şekil 53 Cam elyaf takviyeli plastik borular 7.4. Alüminyum folyo takviyeli borular ve çeşitleri Bu borular üç katmandan oluşur. Boru ve kaplaması arasında alüminyum folyo ile birlikte PPR-Tip 3'ten üretilir. Folyo sargı kaynaklama ve özel PP filmleri kullanılarak alüminyum folyo ile PP-katmanı arasında bağlantı sağlayacak şekilde eklenir. Şekil 54 Alüminyum folyo takviyeli plastik boru Üst ve alt katmanı çapraz bağlı polietilen, orta katmanı alüminyum folyolu olarak üretilmektedir. Güçlü çapraz bağlar sayesinde borunun sıcaklığa dayanımı yüksektir. Borunun orta tabakasında bulunan alüminyum folyo, çapraz bağlı polietilenle bir bütün olarak çalışarak borunun yüksek sıcaklıklarda boyca uzamasını azaltır. Plastik alüminyum folyolu borularda birleştirme öncesi ağız kısımlarındaki folyo tıraşlanır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 47

51 Şekil 55 Plastik alüminyum folyolu boru traş aparatı 7.5. Polietilen (PE-X) borular ve çeşitleri Polietilen (PE-X) borular sıhhi tesisatta, ısıtma tesisatında, gaz tesisatında ve basınçlı hava tesisatında kullanılır. Borular kangal hâlinde çok büyük uzunluklarda bulunur. Böylece daha az sayıda fittings kullanımı ihtiyacı vardır. Kırılgan değildir, yanabilir. Yumuşak ve sert PE olarak teslim edilebilir. Polietilen boru, özel işlemlerle moleküller arası çapraz bağlar oluşturarak basınca dayanıklı hâle getirilebilir. Buna PE-X adı verilmektedir. Bu borular, sıcak su tesisatında özellikle döşemeden ısıtma uygulamalarında kullanılabilir. PE-X borular paslanmaz, kesilmesi pratik ve kolaydır, çapı daralmaz, çürümez, kireçlenmez. PE-X borular C ile +110 C arasında mukavemet özelliklerini korur. Polietilen ham maddesi yoğunluğu yüksek bir malzemedir. Bu malzeme üzerinde yapılan bazı işlemler neticesinde sıcaklığa ve basınca olan mukavemeti arttırılmaktadır. PE-X boruları oksijen bariyerli ve oksijen bariyersiz iki farklı şekilde imal edilebilmektedir. Oksijen bariyeri, boru dış yüzeyinin özel bir malzeme ile imalat esnasında kaplanması ile sağlanır. Bariyer, tesisatınızın metal aksamlarını ısıtıcı akışkana boru yüzeyinden geçen oksijenin korozif etkisinden korur. PE-X borular yerden ısıtma sistemlerinde, kalorifer tesisatlarında, sıcak su, soğuk içme suyu tesisatlarında ve her türlü endüstriyel tesisler, otel, hastane, ev, sera vb. yerlerde kullanılırlar. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 48
 ve ısı iletkenliğidir.")
 Günümüzde özellikle batıda sıva üstü sıhhi tesisat uygulamalarında tercih edilerek kullanılır.")
52 Şekil 56 Polietilen pex borular 7.6. Bakır Borular Genellikle ısıtma, soğutma ve iklimlendirme sistemlerinde kullanılan borular bakırdan yapılmışlardır. Borularda aranılan temel özellikler; yüksek korozyon direnci, şekillendirme ve birleştirme tekniklerine yatkınlık, yüzey kalitesi (temiz ve düzgün) ve ısı iletkenliğidir. Bakır ve alaşımları, bu saydığımız özelliklerin hepsini birden karşılayabilen yegâne malzemedir. Bu nedenle bakır; ısıtma, soğutma ve iklimlendirme endüstrisinin temel malzemesi olmuştur. Şekil 56 Bakır borular ve ara bağlantı parçaları (Fittings) Günümüzde özellikle batıda sıva üstü sıhhi tesisat uygulamalarında tercih edilerek kullanılır. Bu boruların seçimlerinde ekonomik olmaları yanında sağlık şartlarına en uygun tercih edilmelidir. Su tesisatı için en ideal borular bakır borulardır. Bundan sonra iyi kalitede plastik borular ondan sonra galvanizli demir borulardır. Demir boruların ek yerlerinde kullanılan fitings malzemeleri genellikle galvanizli olmadıklarından ileriye dönük olarak paslanıp korozyona dayanmayarak delinmesi pahalı tamiratları gerektirir. Paslanması da ayrıca sağlık yönünden tehlike arz eder. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 49
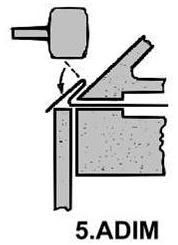
53 8. ÇELİK BORULARA DİŞ AÇMA Düzgün dairesel kesitli parçalar üzerine açılmış helisel oluklara vida denir. Açılmış vidalar, diş olarak da adlandırılır. Bir boruya diş açmak için malzemeyi tespit etmekte mengene ve diş açmakta pafta gerekir Çelik Boru Paftaları Borulara vida açmakta kullanılan aletlere boru paftası denir. Boru paftası gövde, lokma, çevirme kolu, merkezleme ve cırcır düzeneğinden oluşur. Gövde, lokma ve çevirme kolları ile bazen de merkezleme düzeninin takıldığı, genellikle dökme demirden yapılmış olan bölümdür. Lokmalar, boruya diş açılmasını sağlayan parçalardır. Bir paftada genellikle 4 adet numara sıralı lokma vardır. Çevirme kolu, boru veya benzeri yuvarlak malzemeden olup paftayı döndürmek için kullanılır. Merkezleme düzeneği, diş açılacak borunun paftayla aynı merkezde olmasını sağlar. Cırcır düzeneği ise paftanın çalışma yönünün tersinde ve boşta dönmesini sağlar. Bu da diş açma işçiliğini kolaylaştırır. Metallerin birbiriyle sürtünmesinden ısı açığa çıkar. Paftalarla diş açarken de ısınma olur. Burada açığa çıkan ısı, pafta lokmasının dişlerini kırar veya açılan boru dişlerini bozar. Isınmayı ortadan kaldırmak için soğutma sıvısı veya makine yağı kullanılır. Soğutma sıvısı, bor yağıyla suyun karıştırılmasından elde edilerek kullanılır. Tesisat boru eklerinde açılan diş boyu, her boru çapına göre ayrı uzunluktadır. Vida başlangıçtan geriye doğru koniktir. Pratikte boru diş boyu, pafta lokması kalınlığının boru ucundan 1-2 diş geçecek kadar açılır. Çizelge 3 Çelik boru vida boyları (TS 301) Çelik boru paftalarının lokma, çalıştırma ayarı ve uygulanan enerji durumuna göre; sabit lokmalı cırcırlı, ayarlanabilir lokmalı cırcırlı ve elektrikli olmak üzere üç çeşidi vardır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 50

54 Sabit lokmalı cırcırlı boru paftası Diş açmakta kullanılan lokmaları, lokma kafası adı verilen döküm bir parça üzerine tespit edilmiş ve her boru çapı için ayrı lokma kafası kullanılan paftalardır. Her boru çapı için ayrı lokma kafası kullanıldığı için merkezleme düzeneği, lokma kafası çıkışına kadar ilgili boru çapı kadardır. Dönüşü, cırcır düzeneği ile istenilen yöne çevrilebilir. Diş açarken ayar yapılmaz. Pratik ve çok kullanılan bir pafta türüdür. Sabit lokmalı cırcırlı boru paftaları, ½ ile 2 çaplardaki borulara diş açar. Piyasada ½ - 2 ve ½ 1 1/4 lokma kafalı takımlar hâlinde satılır. Boru çapı arttıkça diş açmak zorlaşır. Dolayısıyla ½ 1 1/4 pafta takımları daha çok satılır. Tek ve çift cırcırlı yapılırlar. Tek cırcırlı paftalar, daima bir tarafa kilitlenerek diğer tarafa boşta çalışır. Çift cırcırlılar ise gerektiğinde her iki tarafa da kilitli çalışabilir. Çift cırcırlıların dayanımı diğerine göre daha fazladır. Büyük çaplı borularda çift cırcırlıyı kullanmak daha uygun olur. Şekil 50 Sabit lokmalı boru paftası Ayarlanabilir lokmalı cırcırlı boru paftası Pafta lokmaları, her boru çapı için gövdeye ayrı takılan ve diş açma işleminde kademe ayarı yapmayı gerektiren paftalardır. Sabit lokmalı paftalara göre mekanik aksamları daha karışık ve dayanımları fazladır. Büyük çaplı boruların dişleri kalın olduğu için çıkarttığı talaşın büyüklüğü de fazladır. Bu nedenle büyük çaplı borulara bu paftalarla diş açılır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 51

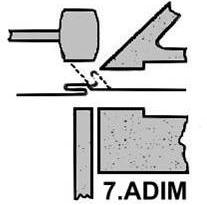
55 Ayarlanabilir lokmalı cırcırlı boru paftaları ile ½ 4 boru çaplarına diş açılabilir. Lokmalar dört parçadan ibarettir. Her boru çapı için ayrı lokma kullanılır. Lokmalar ½ - ¾, 1 1 1/4, 1 ½ 2, 2 ½ 3 ve 3 ½ 4 ölçülerindedir. Üzerinde yazılan numara sırasına göre gövdedeki yuvalarına takılır. Çift kollu olup büyük çaplı borularda iki kişi karşılıklı pafta döndürme işini yapabilir. Tek ve çift cırcırlı çeşitleri vardır. Çift yönlü cırcır düzeni, kullanımda büyük kolaylık sağlar. Pafta aynası üzerindeki ölçülere göre pafta ayarı yapılır. Aşağıdaki şekilde ayarlanabilir lokmalı tek cırcırlı bir boru paftasının parçaları gösterilmiştir. Şekil 51 Ayarlanabilir lokmalı boru paftası Ayarlanabilir lokmalı cırcırlı boru paftasıyla bir boru dişi üç aşamada açılır. Her aşamada pafta üzerinden ayar yapmak gerekir. Birinci aşama vida izi oluşturma, ikinci aşama vida derinleştirme ve üçüncü aşama vidanın son şeklini verme işlemidir. Bu işlemlerin sırasıyla uygulanması boru dişlerinin kırıksız ve düzgün çıkmasını sağlar. Şekil 52 Diş açma aşamaları TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 52


56 Elektrikli boru paftaları Elektrik enerjisinin işe dönüştürülmesiyle çalışan boru paftalarıdır. Elektrikli el boru paftası ve elektrikli pafta tezgâhı olarak iki tipi vardır. Elektrikli el boru paftası sabit lokmalıdır. Boru çapına uygun lokma kafası takılarak kullanılır. Ayar yapılmaz. Yön anahtarı sayesinde sağ veya sol dönüş yaptırılabilir. Gerektiğinde değişik yerlere monte edilebilir. Küçük işlerde ve tesisata bağlı borulara diş açma işleminde seyyar çalıştırılarak pratiklik sağlar. Şekil 53 Elektrikli el boru paftası Şekil 54 Elektrikli boru paftası tezgahı Pafta tezgâhları ise bir güç motoru taşıyıcı ayak üzerine konularak torna biçimi verilmiştir. Seri çalışma ve daha büyük çaplı borulara diş açma olanağı sağlar (½ ila 2 ). Üzerinde bulunan boru keskisi ve raybası, kesme ve raybalama işlemlerinde kolaylık oluşturur. Büyük binaların boru tesisatı işçiliğinde iş gücünü en aza indirir. Pafta tezgâhlarında kullanılan boru paftası ayarlanabilir lokmalıdır. Lokmalar numara sırasına göre yuvalarına TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 53

57 ayrı takılır. Üzerinde bulunan diş boyu ayar mekanizması sayesinde, diş boyu bitiminde, diş açmaya son verir. Pafta tezgâhı, gövdesi üzerinde bulunan sağ sol anahtarla ters yönde de çalıştırılabilir Mengeneler Üzerinde çeşitli işler yapılacak her türlü malzemeyi geçici olarak bağlamaya yarayan aletlere mengene denir. Meslek alanları, bağlandığı parçanın özelliği ve biçimine göre çeşitli şekillerde yapılır. Mengeneleri genel olarak paralel ağızlı ve boru mengeneleri olarak iki grupta toplamak mümkündür Paralel ağızlı mengeneler Paralel ağızlı mengeneler, her türlü düz yüzeyli parçaların bağlanarak işlendiği mengenelerdir. Yatayda birbirine paralel iki çenenin dişli bir mille hareket ettirilmesi biçiminde çalışır. Tesisatçılıkta atölye ortamında anahtar ağızlı ek parçalarının bağlanmasında kullanılır. Tezgâh, tesviyeci, demirci ve el mengenesi olarak dört çeşidi vardır. Şekil 55 Tesviyeci mengenesi Boru mengeneleri Boru mengeneleri boruların kesilmesi ve diş açılmasında boruyu sabitlemek için kullanılır. Boru sıkma ağızları boruyu kaydırmayacak biçimde dişli yapılır. Bir kısım mengenelerde sıkma görevini zincir veya kayış yapar. Boru mengenelerinin biçimlerine göre; yana açılır, işkenceli, zincirli, bileşik (paralel ağızlı) ve borulu seyyar olarak çeşitleri vardır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 54


58 Şekil 56 Boru mengenesi Şekil 57 Seyyar boru mengenesi Boru mengeneleri, tezgâh veya sehpa üzerine bağlanarak kullanılır. Atölye ortamında ve büyük işlerde mengeneler tezgâh üzerine montaj edilir. Şantiye şartlarında ise seyyar sehpa üzerine bağlı mengeneler kullanılır. Sehpalar katlanabilir ve kolay taşınabilir olmalıdır. Yüksekliğinin çalışan kişinin boyuna uygun olması, çalışma kolaylığı sağlar. Sehpanın üst yüksekliği yerden, çalışan kişinin dirseğinden 10 cm kadar aşağıda olmalıdır. Seyyar mengeneler kolay taşınabilir ve kullanımının pratik olması sebebiyle özellikle küçük çaplı sıhhi tesisat ve ısıtma işlerinde tercih edilir. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 55
59 9. ÇELİK BORU BİRLEŞTİRME 9.1. Ölçü Alma Yöntemleri Borular, takılacakları yerlerin büyüklüğüne göre işlenir ve tesisatçının işi de genellikle inşaat ortamında doğru yapılan ölçü alma sayesinde kolaylaşır. İyi bir tesisatçının en önemli özelliklerinden biri hassas ve doğru ölçü alabilmesi olmalıdır. Ölçü almada boru ve ek yapar. Uygun ve parçası kısımlarının adlandırılmasında kullanılan bazı terimleri bilmek gerekir. Bunlar uç, diş bitimi, diş boyu, sırt, boyun ve eksendir. Uç: Boru ve ek parçasının bitiş ucudur. Diş bitimi: Boru ve ek parçası dişinin sonudur. Diş boyu: Boru ve ek parçasının vida uzunluğudur. Sırt: Ek parçasının arkası veya gerisidir. Boyun: Ek parçasının dönüş yönü yüzeyidir. Eksen: Boru ve ek parçasının orta merkezidir. Şekil 58 Ölçü alma terimlerinin gösterilmesi Uçtan uca ölçü alma Kesilmiş borunun bir ucundan diğer ucunun arasındaki mesafenin ölçülmesi işlemidir. Borunun tam boyunu verir. Boru ölçülerinin bir defa alınıp peş peşe kesilmesi gereken yerlerde kullanılır. Şekil 59 Uçtan uca ölçünün gösterilmesi TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 56
60 Eksenden uca ölçü alma Bir ucunda bağlantı malzemesinin ekseni ile boru ucu arasındaki mesafenin ölçülmesi için kullanılır. Boru parçalarının birer birer sıkılması gereken yerlerde tercih edilir. Şekil 59 Eksenden uca ölçünün gösterilmesi Uçtan sırta ölçü alma Bir borunun ucu ile ucuna takılı olan bağlantı elemanının sırtı arasındaki mesafenin ölçülmesidir. Genellikle yapı elemanları arasında kalan boru işlerinde kullanılır. Şekil 60 Uçtan sırta ölçünün gösterilmesi Eksenden eksene ölçü alma İki tarafına bağlantı malzemesi sıkılı olan parçalarda, iki bağlantı elemanın ekseni arasındaki mesafenin gösterildiği ölçü şeklidir. Duvar yüzeyinden dönen boru bağlantıları arasında kullanılır. Şekil 61 Eksenden eksene ölçünün gösterilmesi TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 57
61 Sırttan sırta ölçü alma Borunun iki duvar arasına bağlanacağı yerlerde kullanılan ölçü çeşididir. İki tarafına bağlantı elemanı takılı olan borunun bağlantı elemanlarının sırtları arasındaki mesafedir. Şekil 62 Sırttan sırta ölçünün gösterilmesi Eksenden sırta ölçü alma Her iki tarafına bağlantı malzemesi takılmış olan parçalardan birinin ekseni ile diğerinin sırtı arasındaki mesafenin ölçülmesi işlemidir. Duvar yüzeyinden ve peş peşe bağlanan borularda kullanılır. Şekil 62 Sırttan eksene ölçünün gösterilmesi 9.2. Bağlantı Parçası (fittings) Sıkma Tesisat teknolojisi alanında birçok uygulama vidalı bağlantılarla, ara bağlantı parçaları (fittings) kullanılarak yapılır. Şekil 62 de boruya dirsek sıkma işi görülmektedir. Bu işlem, iki boru anahtarıyla yapılacağı gibi mengene kullanılarak da yapılabilir. Burada amaç tekniğine uygun, doğru ölçüde, sızdırmaz bir bağlantı gerçekleştirmektir. Sızdırmazlık ise vida dişi üzerine tekniğine uygun sarılan keten veya teflon bantla sağlanır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 58




62 Şekil 62 Bağlantı parçası sıkma Çelik boru anahtarları Boru ve ek parçalarını sıkıp sökmekte kullanılan el takımlarına boru anahtarı denir. Tesisatçının en çok kullandığı takımdır. Şekil 62 Boru anahtarı ağız detayı Boru anahtarları çelik döküm malzemeden yapılır. Boru ve ek parçalarının pek çoğunun dış yüzeyleri dairesel ve kaygandır. Bu nedenle anahtarın boru yüzeyini kavraması için anahtar ağızları, dişli veya kaymayan yüzeyli malzemeden yapılır. Boru anahtarlarının şekil ve biçimlerine göre pek çok çeşitleri vardır. Uygulamada yaygın olarak kullanılan belli bağlıları; maşalı, tek kollu, zincirli ve kayışlı boru anahtarlarıdır. Şekil 62 Maşalı boru anahtarı Şekil 63 Tek kollu boru anahtarı TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 59



63 Şekil 64 Zincirli boru anahtarı Şekil 65 Kayışlı boru anahtarı 9.3. Dişli Bağlantıda Sızdırmazlık Malzemelerin Kullanımı Kendir kullanımı Kendir, kenevir bitkisi sapı liflerinin inceltilmesiyle elde edilir. Kendir lifleri, suya karşı hassastır. Suyu görünce şişen ve dayanıklı bir malzemedir. Bu nedenle boruların ek yerlerinde olabilecek sızdırmaların önüne geçmek için kullanılır. Şekil 66 Bir kendir kangalı İlk diş boş bırakılarak kendir sarma işlemine başlanır. Yeterli miktarda kendir sarılmalıdır. Fazla kendir yarar sağlamaz. Kendir kangallar hâlinde satılır. Kendiri kullanmadan önce inceltmek gerekir. Kendirin inceltilmesi, kendir liflerinin diş aralarına iyi işlemesini sağlar. Kendirin bir ucunu bağlayarak kullanmak, kendir liflerinin düzgün çekilmesini ve dolaşmamasını sağlar. Boru dişine sarılmış boru liflerinin, ek parçası sıkılırken boru içine kaçmamasına özen gösterilmelidir. Boru içine kaçan kendir parçaları su akıntısıyla armatür ve tesisat cihazlarında tıkanmalara sebep olur. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 60





64 Şekil 67 Diş açılmış boruya keten sarma Teflon bant kullanımı Teflon bant, silikon esaslı bir maddedir. Soğuk ve sıcak su tesisatı borularında en az 0,40 g/cm³ yoğunluğunda olanları kullanılır. Doğal gaz tesisatı bağlantılarında ise en az 1,5-2 g/cm³ yoğunluğunda olmalıdır. Teflon bant, makaraya sarılı biçimde satılır. Dişlerin üzerine %50 üst üste bindirilerek sarılır. Sarım sonunda bant çekilerek kopartılır. Kopan uç, diş üzerine yedirilir. Ek parçası sıkılırken teflon bant artıklarının boru içine kaçmamasına dikkat edilir. Şekil 68 Teflon bant makarası ve teflon bant sarılması Sıvı conta kullanımı Dişli bağlantılarda sızdırmazlığı önlemek için kullanılan bir yapıştırıcıdır. Gazların, suyun ve diğer kimyasalların sızdırmazlığında kullanılır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 61


65 Sıvı contalar, 50 mg, 100 mg tüplerde satılır. -5 C ile 150 C sıcaklıklarda kullanılır. Şekil 68 Sıvı conta sürülmesi 9.4. Kullanılan Takımların Bakım ve Onarımları Takım işler, el övünür. Tesisatçı; işini iyi yapabilmesi için kullandığı takımları temiz, düzenli ve sağlam bulundurur. Kullandığı takımların günlük ve haftalık bakımlarını yapar. Takımların bozulan parçaları varsa yedek parçasını alarak tamir eder. Takımların günlük bakımları: Kullanılan her takım, iş bittikten sonra temizlenir. Kuru bir bez veya üstüpüyle silinir. Takımların çalışması kontrol edilir. Varsa arızalı parçalar onarılır. Takımların çalışmaları kontrol edilir ve düzenli olarak yerleştirilir. Takımların haftalık bakımları: Takımların işlevlerini yapıp yapmadığı kontrol edilir. Arızalı parçalar, yenileriyle değiştirilir. Takımlar silinerek gereken yerleri yağlanır. Pafta, mengene gibi mekanik çalışan takımların parçaları sökülerek silinir ve yağlanarak takılır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 62

66 10. PLASTİK BORU BİRLEŞTİRME Temiz su ve ısıtma tesisatlarında kullanılan polipropilen (PP) türü plastik borular termosetting plastik özelliği taşır. Bu nedenle ısıl işlem yapılarak birleştirilir. Fizyon dediğimiz bu işlemde boru, 230 C 250 C kadar ısıtılması ile kolay şekil alarak aynı cins plastikle yapışma özelliği kazanır. Bu ısıtma işlemi fizyon kaynak makinesi ile yapılmaktadır. Şekil 69 Füzyon kaynak makinesi kısımları, rezistans grubu, paftalar ve termostat Plastik boru altyapı malzemesi olarak çok iyi malzemedir. Kullanım sıcak suyu çok yüksek sıcaklıkta olmayacağı ve borular döşeme içinde (ankastre) kalacağı için dayanım açısından ideal bir borudur. Yüksek sıcaklık istenen yerlerde alüminyum folyolu boru kullanılır. Bu boru piyasada PPRC (Polipropilen Random Copollimeriset) olarak bilinir. Folyolu borunun üzeri alüminyum kaplı olduğu için uzama katsayısı düşük ve sızdırmazlık dayanımı yüksektir. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 63

67 Çizelge 4 Elektro füzyon kaynağında kaynak tekniği ile ilgili detaylar Şekil 70 Fizyon kaynak seti Plastik Boru Birleştirme Yeterli miktarda kesilen plastik borunun kaynak ucu temizlenir. Borunun ucu kaynak uzunluğu kadar işaretlenir. 230 C 250 C kadar ısınmış füzyon kaynak makinesi lokmalarına boru ve ek parçası aynı anda takılır. Yaklaşık 7-8 saniye kadar beklenir. Boru ve ek parçası aynı anda çekilerek saniyede kıpırdatmadan düzgün bir şekilde ve hafifçe bastırarak beklenir (Bu üçlüler küçük çaplar için geçerlidir). TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 64


68 Şekil 71 Füzyon kaynağında borunun uygun paftada 230 C 250 C ısıtılması Şekil 72 Füzyon kaynağında borunun dirsek parçasıyla birleştirilmesi TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 65

69 11. PERÇİNLEME Bir başı hazır diğer başı bağlantı yerinde oluşturulan sökülemeyen bağlantı elamanına perçin denir. İki parçanın birbirine perçin bağlantı elamanıyla sökülemeyecek şekilde birleştirilmesine perçinleme denir. Özellikle ince, aynı ve farklı cins metallerin, metal olmayan parçaların veya biri metal diğeri metal olmayan parçaların birleştirilmesi söz konusu ise perçinleme vazgeçilemez bir yöntemdir. Kaynaklı veya diğer birleştirme yöntemleri bu konuda yetersiz kalmaktadır Pop Perçin Aleti (tabancası): Boydan boya delinip iki taraflı perçin başı oluşturulamayan küçük çaplı perçinleme işlemlerinde kullanılan el makinesidir. Şekil 73 Pop perçin aleti (tabancası) Şekil 74 Pop perçin Perçinleme İşlemi Deliklerde eksenel kaçıklığı önlemek için parçalar çok iyi markalanmalı veya mümkünse üst üste konularak birlikte delinmelidir. Perçin çapına göre uygun delik delinir. Delik eksenlerinde kaçıklık olursa deliklerin büyütülmesi veya raybalanması gerekir. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 66
70 Yapılacak perçinli birleştirme türüne göre markalama yapılır. Perçin çapı 10 mm den küçükse 9+0,5 =9,5 olarak matkap seçimi yapılır ve perçin deliği oluşturulur. 10 mm ve daha büyük çaplar için1 mm ilave edilir Perçin Kusurları Perçin başının kayması Perçin başları üst üste gelmezse perçin kuvvetsiz olur. Perçin boyunun kısa ve uzun olması Perçin boyu kısa olursa tehlikelidir. Uygun büyüklükte baş meydana gelmez. Perçin yuvası parçayı yaralar. Perçin boyunun uzun olması, yapılan başın altında bir fazlalılığın meydana gelmesine sebep olur. Perçin çapının küçük olması Perçin çapı küçük olursa, perçin delik içerisinde eğilir. Perçin boyunun uzun olması eğilmeyi kolaylaştırır. Perçinin iyi sıkılmamış olması Perçin yapılırken parçalar birbirine iyice bastırılmaz ise perçin parçalar arasında şişer. Deliklerin aynı eksende olmaması Perçin delikleri üst üste gelmez ise bozuk perçinleme olur. Perçinlenn parçaların hareketinde perçin kırılabilir. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 67


71 12. KENET İŞLEMLERİ Çelik Saclar ve Kullanım Alanları Endüstride kullanılan bütün demir alaşımlarına, dökme demir hariç çelik adı verilir. Çelik metal işleri ile uğraşan sanayinin en çok kullandığı malzemelerdendir. Günümüzde değişik amaçlara uygun çok sayıda çelik sac üretilmektedir. Bunlardan en önemlileri en çok kullanılan DKP olarak adlandırılan vasıfsız çelik saclar, galvanizli saclar ve paslanmaz olarak adlandırılan paslanmaz çelik saclardır. Paslanmaz çelik saclar, gıda sektörü ve kimya sanayisinde geniş olarak kullanılmaktadır. Şekil 75 Rulo ve levha (plaka) saclar Galvanizli çelik ve paslanmaz çelik saçlar, klima kanallarının yapımında, soğutma sistemlerinin sac muhafazalarının yapımında, soğuk oda kapı, damper yapımında, havalandırma apareylerinde vb. yerlerde kullanılmaktadır. Soğuk çekilmiş çelik sac imalatında üretim yapılması için rulo ve tabaka olarak imal edilmektedir. Ebatları genellikle 0,3 mm 6 mm arası kalınlıkta olup 500 ~ 1250 mm genişlikte piyasaya arz edilmektedir Alüminyum Saclar ve Kulanım Alanları Alüminyum saclar, endüstride çelik saclardan sonra en çok kullanılan sac türüdür. Malzemesinin hafif oluşu, yüksek korozyon direncine sahip olması ve alaşımlarının üstün mekaniksel özellikleri en önemli vasıflarındandır. Alüminyum saclar; gemi ve otomobillerde, binaların pencere ve kapılarında, gıda, izolasyon sistemlerinde ve ilaç endüstrisinde kullanılmaktadır. Mesleğimizde ise ısıtma ve soğutma endüstrisinde, radyatör, eşanjör imalatında, klima ve klima kanalı konstrüksiyonlarında kullanılır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 68
 saclar 12.4.")
72 12.3. Bakır Saclar ve Kulanım Alanları Bakır sacların en önemli özellikleri ısı iletkenliğinin iyi, korozyon direncinin yüksek olmasıdır. Isıtma ve soğutma endüstrisinde ısı eşanjörü imalatında, eşanjörlerin ısı transferini gerçekleştiren kanatçıkların yapımında kullanılır. Şekil 76 Bakır levha (plaka) saclar Saçları Kesmek Saclar; talaşlı ve talaşsız olmak üzere hem el ile alet kullanarak hem de makinelerde kesmek sureti ile şekillendirilebilir. Sac parçasına şekil verme ve kesme işlemlerinde tenekeci makası, kollu makas ve giyotin kullanılmaktadır Kesme aletleri (makaslar) Levha veya şerit hâlindeki saclardan talaş kaldırmaksızın istenilen biçim ve ölçülere getirme işlemine makasla kesme denir. Kesilecek malzemenin özelliğine göre kesme aracı belirlenir. Et kalınlığı 1 mm ye kadar olan küçük sac parçalarını el makaslarıyla 1~2 mm lik sacları, kollu makaslarla kesebiliriz. Uzun sac levhaların kesilmesinde ise giyotin makinesi kullanılır. Tenekeci makası (sac makası) İnce sac ve teneke gibi 1 mm ye kadar olan malzemelerin kesilmesine yarar. El makaslarının kesici ağızları, uygun açılar verilerek bilenir. Makas, kesmeye başlarken kolay ağızlaması için çeneleri arasındaki açı 20ºden küçük olmalıdır. Düz ve eğri ağızlı olmak üzere iki çeşidi vardır. Eğri ağızlı makaslar, sacların yuvarlak olarak kesilmesinde kullanılır. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 69
 Giyotin kalın ve büyük ebatlı parçaların kesilmesinde kullanılır.")
 kesilme işlemi yapılır. Sac levha, makinenin üst tablasına konur.")
73 Şekil 77 Tenekeci makası Kollu makas Daha kalın sac parçaların ve profil demirlerin kesilmesinde kullanılır. Makas ağızları 12º lik açıyla çalışır. Bu makaslar, masa tipi ve yer tipi olarak yapılır. Kesilecek sacın üzerinde nokta nokta ilerleyerek kesme işlemi oluşturulur. Sac levha makası (giyotin) Giyotin kalın ve büyük ebatlı parçaların kesilmesinde kullanılır. Bir elektrik motorunun hareketi ile ağır olan üst kesici ağzın düşmesi neticesinde kesme yapar. Motor, mil vasıtasıyla üst kesici ağzı yukarı kaldırır. İki ağız, belirli bir açıda sürtünerek sac parçalarını keser. Bu makinelerde standart sacların (boy 240 cm) kesilme işlemi yapılır. Sac levha, makinenin üst tablasına konur. Sacın kenarı, makine gönyesine dayanır. Kesilecek sacın ölçüsü, makinenin arkasında bulunan cetvel üzerinden ayarlanır. Şalter açılarak motorun devrini alması beklenir. Motor, yeterli devre ulaşınca makinenin pedalına basılarak kesme işlemi yapılır. Şekil 78 Giyotin (sac kesme makinesi) TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 70



74 12.5. Sacları Bükmek Köşeli bükme makinesi Bükme ve kenet işlemleri, köşeli bükme makinelerinde (caka) yapılmaktadır. Çeşitli kapasitelerde üretilen bu makineler, genellikle 1 2 mm kalınlıktaki ince ve yassı gereçlerin bükülmesi amacıyla kullanılır. Şekil 79 Elektrikli ve elle bükme makinesi Kenet bükme makinesi üç kısımdan oluşur. Şekil 74 te cakanın kısımları görülmektedir. 1. Sabit çene 2. Üst sıkma çenesi 3. Hareketli eğme çenesidir. Şekil 80 Bükme işlemi Sabit çene: Yüzeyi düzgün sertleştirilmiş çeliktir. Cakanın döküm gövdesine vidalar ile bağlanmıştır. Malzeme, bu kısım üzerine yerleştirilir. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 71

75 Üst sıkma çenesi: Bükme kavisini parçaya veren ve sıkma işlemini yapan kısımdır. Çenenin aşağı yukarı hareket ettiği kısma kurs boyu denir. Sıkma hareketi, motorlu ya da bir kolun döndürülmesi ile verilir. Sabit çene seviyesinden sac kalınlığı kadar aşağıya indirilir Silindir bükme makineleri Silindir makinesi, parçaları silindirik (yuvarlak, boru) şeklinde bükmek amacıyla kullanılan makinedir. Makinede bükme işlemi elle ya da motor ile yapılabilir. Silindir makinelerinde tam daire, yarım daire ve konik parçalar bükülür. Şekil 81 Sac ve yassı gereçlerin büküldüğü silindir makineleri Kenet Yapma İşlemleri Sacların ek yerlerinin birleştirilmesinde kullanılan yöntemlerden biri de kenettir. Özellikle ince et kalınlığına sahip ve soğuk şekillendirmeye uygun iş parçaları, kenetli olarak birleştirilebilir. Kenetlemede kullanılan katlama işleminde, katlanan iş parçaları arasında sac kalınlığı kadar boşluk bırakılır. Sac kenarları, 180 derece bükülüp birbiri üzerine bindirilirse katlanmış olur. İki ucu bu şekilde katlanıp kenarları birbirine sımsıkı bağlanırsa kenetli birleştirme gerçekleşmiş olur. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 72

76 Kenet türleri Kenetli birleştirmede değişik yöntemler vardır. Fakat bütün yöntemlerin işlem basamakları birbirine benzemektedir. Kenet yapımında önce markalama işlemi yapılır. Bükme yerleri belirgin bir şekilde işaretlenip çizilir. Daha sonra 90º den büyük olmamak kaydıyla bu sınır çizgileri dâhilinde bükme yapılır. Birleştirilecek uçların her biri bu şekilde büküldükten sonra iç içe geçirilerek katlama işlemi yapılır. a- Tek düz kenet Kenetli olarak birleştirilecek parça kenarlarından biri katlanmış, diğeri ise sadece bükülmüş durumda birbirinin içine geçirilmesiyle elde edilen kenet türüdür. b- Çift düz kenet Sızdırmazlığın önem kazandığı yerlerde kullanılır. Tek kenetteki 90º bükülmüş sacın 180º bükülüp tokmakla dövülerek sıkı geçmesi sağlanmış olur. c- Pitsburg kenet İnce sacların birleştirilmesi için sac kenarlarının birbirlerinin üzerine katlanması suretiyle yapılan bir işlemdir. Köşe kesitli havalandırma kanalları ve dirsekler, kenetli birleştirme yapılır. Şekil 82 Kenet türleri TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 73





77 Örnek: Pitsburg kenet uygulaması Şekil 83 Kenet parçalarının markalanması Şekil 84 Pitsburg kenedi yapım adımları TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 74
78 Pitsburg kenedi yapılacak sacı cakanın ağız genişliği kadar (~16 mm) dışarı + (bükme payı ~7-8 mm ) bırakınız, alt ve üst çenede sıkıştırınız. Alt çene kolunu, yukarı kaldırarak sac parçasını 90º ye kadar bükünüz. Büktüğünüz kısmın uzun parçasını, aşağı gelecek şekilde cakada sıkıştırınız. Sıkıştırdığınız parçayı, kol ile üst çeneye kadar kaldırınız. Daha sonra sac parçasının kenet ağzını birleştiriniz. Birleştirdiğiniz ağzı, tokmak yardımı ile döverek düzeltiniz. Düzelttiğiniz kenedi, cakanın çenelerinin arasına koyarak sıkıştırınız. Kenet payını dışarı gelecek şekilde sıkıştırarak kenet gizleme işlemini yapınız. TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 75
79 13. YUMUŞAK LEHİM Lehimleme tekniği geçmişten günümüze en çok kullanılan birleştirme yöntemidir. Yumuşak ve sert lehimleme olarak iki şekilde yapılır. Aynı veya ayrı cinsten iki metalin, C arasında ergiyen ek ilave telin ergitilmesi suretiyle sökülemeyecek şekilde birleştirilmesine lehimleme denir. 450 C nin altında ergiyen alaşımlarla yapılan lehimleme işlemine yumuşak lehimleme denir. Lehimleme ile alüminyum metali dışındaki bakır, pirinç, çelik DKP sac, paslanmaz sac, çinko ve kalay kaplı sacların birleştirilmesi yapılabilir. Aynı veya farklı yapıdaki iki metali ergitmeden birleştirilmelerini sağlayan alaşım maddesine lehim denir. Sert ve yumuşak lehimlemede kullanılan lehim tellerinin özellikleri alaşım olarak birbirinden farklıdır. Birleştirilecek metaller aynı cinsten olduğunda kaynaklı birleştirme yöntemlerinden bir tanesiyle birleştirilebilir. Ancak farklı özellikteki metaller söz konusu olduğunda kaynak tekniklerimiz istenilen kalite ve özellikte birleştirme sağlamamaktadır. Lehimleme yöntemleri ile çok ince gereçlerin birleştirilmesinde, farklı yapıdaki parçaların içyapılarının değiştirilmeden yüksek dayanım, sızdırmazlık ve iletkenlik istenen yerlerde kullanılır. Günümüzde yaygın olarak özellikle elektronik sektöründe, bakır ve alüminyum alaşımlarının birleştirilmesi işlemlerinde kullanılan bu birleştirme tekniği geçmişte ince kesitli malzemelerin birleştirilmesinde çok sık kullanılırdı Yumuşak Lehimlemede Kullanılan Takım ve Gereçler Yumuşak lehimlemede kullanılan takım ve gereçler şunlardır: Lehimleme çubuğu (ek teli) gereçleri: Yumuşak lehim teli kalay (Sn) ve kurşun (Pb) alaşımıdır. Yumuşak lehim telini oluşturan metallerin özellikleri: Kalay Çizelge 5 Kalayın özellikleri TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 76
80 Kurşun Çizelge 6 Kurşunun özellikleri Alaşımın oranlarına göre lehim telinin özellikleri farklılık gösterir. Bu özellikler lehimin kullanıldığı yerlere ve birleştirmelere göre de değişmektedir (Çizelge 7). Çizelge 7 Lehim bileşim oranları Şekil 85 Lama kesitli lehim çubuğu TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 77


 ihtiva eder 100 250 g lık kutu ve şişelerde piyasada")
81 Şekil 86 Atölye şartlarında imal edilmiş lehim çubuğu Şekil 87 Elektrik-elektronik işlemlerde kullanılan lehim teli Yumuşak lehim dekapanı Lehimleme işlemini yaparken dekapan olarak lehim pastası kullanılır. Dekapanlar kimyasal maddelerdir. Lehimleme sırasında ön ısıtma işlemi sürecinde ergir, bu sayede esas metalin yüzeyinde oluşan oksitleri ortadan kaldırarak temiz yüzeylere lehim alaşımının iyi bir şekilde yayılmasını sağlar. Dekapanlar genellikle boraksla asit borik karışımlarıdır. DIN EN e uygun olarak üretilmiş yumuşak lehim pastası, DIN EN C e uygun temizleyici akışkan madde, ağırlığının % 60 ı kadar metal (lehim) ihtiva eder g lık kutu ve şişelerde piyasada mevcuttur. Şekil 88 Yumuşak lehim dekapanı TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 78

82 Lehimleme İşlemlerinde Kullanılan Dekapanların Görevleri Lehim bölgesinde malzemenin yüzeyindeki oksit tabakasını temizler ve yeniden oksit oluşumuna engel olurlar. Lehim alaşımının yüzey gerilimini azaltarak esas metalin yüzeyinin daha iyi ıslatılması ve lehimin yüzeye yayılmasını sağlar. Dekapanların içeriğinde esas metal ile hemen birleşen metal iyonları bulunur, bunlar ergime sırasında birleşmeyi kolaylaştırır. Bazı hâllerde bir örtü görevi üstlenerek birleşme bölgesinin soğuma hızını yavaşlatır. Dekapanlar hangi hâllerde olurlarsa olsunlar esas görevlerini ergiyip sıvı hâle geçerek etkime sıcaklığına ulaştıktan sonra yerine getirebilirler, bu bakımdan dekapanın ergime sıcaklığı lehim metalinin ergime sıcaklığının biraz altındadır. İşlem sırasında dekapanın ergimeye başlaması lehimleme sıcaklığına yaklaşıldığının bir işaretidir. Şekil 89 Dekapanın sıcaklık karşısında davranışı Dekapanlar uygulanırken şu konulara dikkat etmek gerekir: Pasta hâlindeki dekapanlar kullanılmadan önce iyice karıştırılmalıdır. Dekapan sürülecek kısımların üzerindeki pislikler ve kalın oksit tabakaları iyice temizlenmelidir. Dekapanlar yağ, gres ve kirleri temizlemezler ve kalın oksit tabakalarını sökecek veya çözecek aktiviteye sahip değillerdir. Dekapan kıl bir fırçayla temizlenen kısımlara düzgün olarak sürülmelidir. Dekapanlar insan derisiyle temas etmemelidir. Lehimleme işleminin yapıldığı ve dekapanın sürüldüğü yer yeterli derecede havalandırmalıdır. İşlemden sonra parça üzerindeki dekapan artıkları kesinlikle iyice temizlenmelidir Yumuşak lehim temizleme fırçaları Oksitlerden ve çeşitli kirletici maddelerden arınmış yüzeylerin hazırlanması başarılı bir lehim bağlantısı elde edebilmek için şarttır. Yağ, kir, pas ve yüzeydeki oksitler lehim metalinin TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 79

83 lehim aralığında düzgün olarak ilerlemesini ve esas metale yapışmasını önler. Genellikle temizleme işlemini takiben hemen lehimleme işleminin yapılması önemle önerilen bir konudur. Bu işlem yumuşak metal eğesi, fırça ve zımpara ile yapılabilir. Temizleme işleminin ilk aşaması yağ giderme işlemidir. Solvent ile temizleme işleminde genelde petrol türevleri ve klorlu hidrokarbonlar kullanılır. Pas ve oksit giderme işlemi mekanik ve kimyasal yöntemlerden biriyle gerçekleştirilir. Asit ile temizlemede fosfat tipi asidik temizleyiciler kullanılır. Kimyasal temizleme işlemi ardından mutlaka yıkama işlemine gerek vardır. Şekil 90 Yumuşak lehim temizleme fırçaları Yumuşak lehimleme ısıtma takımları Yumuşak lehimlemede kullanılan takımlardır. Havyanın uç kısımlarının ısıtılması ile yapılır. Yapılacak lehimleme işine göre farklı ısıtmalı havya çeşitleri vardır. Çeşitleri - Kendinde ısıtma özelliği bulunan (havya) takımlar - Kendinde ısıtma özelliği bulunmayan (havya) takımlar - Üfleçler (pürmüzler) TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 80

 Silindir")


84 Şekil 91 Kendinden ısıtması olmayan havya Şekil 92 Kendinden ısıtmalı havya a) Silindir keski uçlu havya b) Silindir sivri uçlu havya Şekil 93 Elektrik ısıtmalı havya TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 81

85 Şekil 94 Oksi-gaz üfleçleri (pürmüzleri) Yumuşak Lehimlemede Dikkat Edilecek Hususlar Lehim ek telinin eridiği ve birleştirdiği parçaların yüzeylerinde oluşturduğu en düşük yüzey sıcaklığına çalışma sıcaklığı denir. Lehim ek telinin eridiği ve birleştirdiği parçaların yüzeylerinde oluşturduğu en uygun sıcaklığa birleşme sıcaklığı denir. Çalışma sıcaklığı ile birleşme sıcaklığı birbiri ile orantılıdır. Hiçbir zaman çalışma sıcaklığı birleşme sıcaklığı üzerinde olmamalıdır. Çalışma sıcaklığının altındaki birleştirmelerde lehim ek teli erimiş olsa dahi uygun bir birleştirme sağlanmaz. Temizleme yöntemlerine titizlikle uyulmalıdır. Bu sayede; Lehim ile birleştirilen parçalardaki iç gerilmeler en az olur. Parçalarda eksen kayması, çarpılma oluşmaz. Parçaların içyapılarında yapı farklılıkları oluşmaz. İş süresi, işçilik ve ek telinden daha fazla verim alınır. İstenilen birleştirme dayanımını sağlar. Sıvıyı depolama veya taşıma özelliği verir. Bir birleştirmede iç ve dış parçalar arasında alıştırma yumuşak lehimleme için yeterli derecede sıkı değilse alev önce iç parçaya yöneltilir. Böylece onun genleşmesi ile yumuşak lehimleme aralığı daraltılmış olur. Bundan sonra ısı dış parça üzerinde yoğunlaştırılır. Böylece iç parça bundan böyle gerekli ısıyı kondüksiyon yoluyla alır. Dekapan ergiyerek yumuşak lehimleme sıcaklığına varıldığını işaret eder. Dekapan ısıtıldığında önce su kaybeder ve geriye toz hâlinde yığıntı bırakır. Isıtma devam edince dekapan berrak ince bir sıvı hâlinde ergir. Birleşme yerinin arasında akar ve yüzeyleri etkin TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 82

86 şekilde oksitlenmesinden korur. Yüzeyde beslenen ilave metalin ana metalle teması sonunda ergiyip akmaması hâlinde birleştirmenin yumuşak lehimleme sıcaklığına varmadığına hükmedilir. Bu takdirde ısıtmaya devam edilecektir. Isıtılmış ilave metal çubuk kuru dekapana daldırılır. Çubuğun ucuna yapışan bir miktar dekapan birleştirme yerine taşınır. Bu kolay bir tatbik şekli olsa da çıplak ilave metal telinde ısıdan meydana gelebilecek yüzey oksitlenmelerine dikkat edilmelidir. Esas metalin ve yumuşak lehim alaşımının aşırı ısınmasından kaçınılmalıdır. Alev konisi parçayı ergitmeyecek biçimde uzak tutulmalıdır. Alev zarfı ile üflece hareket verilerek ısının düzgün dağılımı sağlanır. Farklı büyüklükteki parçalarda önce büyük parça, dekapan ergiyerek lehim sıcaklığına ulaşıncaya kadar ısıtılmalı; daha sonra küçük parçaya alev yöneltilmelidir. Şekil 95 te lehim erimesinin nasıl olması gerektiği ilgili örnekler verilmiştir Şekil 95 Lehimlerin erime biçimleri TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 83


87 Şekil 96 Üst üste lehimleme örneği Şekil 97 Yuvarlak kenar lehimleme örneği TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 84

88 Şekil 98 Boru lehimleme örneği TAYFUN MENLİK ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ 85
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
2.3. Bina Temiz Su Tesisatı Boru Çapı Tayini
 2.3. Bina Temiz Su Tesisatı Boru Çapı Tayini Temiz su tesisatında boru çapının hesap esası suyun izlediği yol boyunca oluşan basınç kayıplarının belirli bir değerde tutulmasına dayanır. Basınç kayıpları
2.3. Bina Temiz Su Tesisatı Boru Çapı Tayini Temiz su tesisatında boru çapının hesap esası suyun izlediği yol boyunca oluşan basınç kayıplarının belirli bir değerde tutulmasına dayanır. Basınç kayıpları
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Düz havşa matkabı olarak da adlandırılır. Yüzeylerinde çıkıntı istenmeyen silindirik başlı gömme vidaların yuvalarını açmak için kullanılmaktadır.
 7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI
 5. EĞELEME TEKNİĞİ 5.1 Eğelemenin Tanımı Çeşitli kesit ve ölçülerde yapılmış gövde ve sap olmak üzere iki kısımdan oluşmuş gövdesinin yüzeylerine diş açılmış kesici el aletlerine eğe denir. Malzemelerin
5. EĞELEME TEKNİĞİ 5.1 Eğelemenin Tanımı Çeşitli kesit ve ölçülerde yapılmış gövde ve sap olmak üzere iki kısımdan oluşmuş gövdesinin yüzeylerine diş açılmış kesici el aletlerine eğe denir. Malzemelerin
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
46.Deliklerin ağzını genişletmek için kullanılan alete ne denir? A) Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk
 Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk") TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK
 TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin
 KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
ÖĞRENME FAALİYETİ 1. 1. ViDA VE KILAVUZLAR
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Prof.Dr. İng. Salim ASLANLAR
 3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Yük taşıyan betonarme yapı elemanları nda çekme ve kayma gerilmelerini karşılamak amacıyla kullanılan özel şekillendirilmiş çelik çubuklardır.
 BETONARME DEMĠR 1. DEMĠR YÜZEYLERĠNĠN TEMĠZLENMESĠ 1.1.Betonarme Demirleri 1.1.1.Tanımı Yük taşıyan betonarme yapı elemanları nda çekme ve kayma gerilmelerini karşılamak amacıyla kullanılan özel şekillendirilmiş
BETONARME DEMĠR 1. DEMĠR YÜZEYLERĠNĠN TEMĠZLENMESĠ 1.1.Betonarme Demirleri 1.1.1.Tanımı Yük taşıyan betonarme yapı elemanları nda çekme ve kayma gerilmelerini karşılamak amacıyla kullanılan özel şekillendirilmiş
Ağır Tip Boru Kesiciler Tek / Üç / Dört Bıçaklı Boru Kesiciler. Ekstra Geniş Bıçaklı Boru Kesici. Giyotin Tipi Boru Kesme Makasları.
 Ağır Tip Boru Kesiciler Tek / Üç / Dört Bıçaklı Boru Kesiciler 2-A 42-A 3-S, 4-S, 6-S 44-S Std. Bıçak Nominal Boru si Büyüklüğü Bıçak Sayısı Inch Dış Çap 3220 2-A 33100 1 1/ - 2 10-60 3,2 145 3230 3-S
Ağır Tip Boru Kesiciler Tek / Üç / Dört Bıçaklı Boru Kesiciler 2-A 42-A 3-S, 4-S, 6-S 44-S Std. Bıçak Nominal Boru si Büyüklüğü Bıçak Sayısı Inch Dış Çap 3220 2-A 33100 1 1/ - 2 10-60 3,2 145 3230 3-S
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
3 parçalı el kılavuz takımı
 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (ELYAF SARMA VE SAVURMA DÖKÜM) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (ELYAF SARMA VE SAVURMA DÖKÜM) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (ELYAF SARMA VE SAVURMA DÖKÜM) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit
Bükme ve Düzeltme. Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tesisat 7 5. Enstrüman 8 3 Üçlü Bükme 1 1
 Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
KALFALIK SAC VE BORU İŞÇİLİĞİ DERSİ ÇALIŞMA SORULARI
 KALFALIK SAC VE BORU İŞÇİLİĞİ DERSİ ÇALIŞMA SORULARI 1. 1 kaç mm dir? A) 25,4 mm B) 24,4 mm C) 25,5 mm D) 25 mm 2. 1,7 m kaç cm dir? A) 1700 cm B) 17 cm C) 170 cm D) 1,70 cm 3. Cetvel üzerindeki 19 mm
KALFALIK SAC VE BORU İŞÇİLİĞİ DERSİ ÇALIŞMA SORULARI 1. 1 kaç mm dir? A) 25,4 mm B) 24,4 mm C) 25,5 mm D) 25 mm 2. 1,7 m kaç cm dir? A) 1700 cm B) 17 cm C) 170 cm D) 1,70 cm 3. Cetvel üzerindeki 19 mm
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
Teknik Resim Araç ve Gereçleri Ahmet SAN
 Teknik Resim Araç ve Gereçleri Ahmet SAN 1-Resim Tahtaları ve Masaları Resim tahtaları üzerine resim kâğıdının bağlanarak çizimlerin yapılması amacıyla kullanılır. Üst yüzeyi ve kenarları düzgün ve pürüzsüz
Teknik Resim Araç ve Gereçleri Ahmet SAN 1-Resim Tahtaları ve Masaları Resim tahtaları üzerine resim kâğıdının bağlanarak çizimlerin yapılması amacıyla kullanılır. Üst yüzeyi ve kenarları düzgün ve pürüzsüz
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ ELMAS UÇLU VE SOĞUTMA BOŞLUKLU ÇOKLU DİLME AHŞAP KESİM
 ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ 200 3.0 30 20 250 3.2 30 24 300 3.2 30 28 350 3.6 30 32 400 3.8 30 36 400 3.8 30 42 450 4.0 30 42 500 4.0 30 48 550 4.0 30 48 600 4.0 30 56 ELMAS UÇLU
ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ 200 3.0 30 20 250 3.2 30 24 300 3.2 30 28 350 3.6 30 32 400 3.8 30 36 400 3.8 30 42 450 4.0 30 42 500 4.0 30 48 550 4.0 30 48 600 4.0 30 56 ELMAS UÇLU
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
T.C. Ondokuz Mayıs Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü
 1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Mühendislik çiziminin tanımı
 Mühendislik Çizimi Mühendislik çiziminin tanımı Günümüzde resim; duygu, düşünce, şekil ve tasarımları serbest elle veya özel araç ve gereçlerle çizip anlatma sanatıdır. Mühendislik çizimi (teknik resim)
Mühendislik Çizimi Mühendislik çiziminin tanımı Günümüzde resim; duygu, düşünce, şekil ve tasarımları serbest elle veya özel araç ve gereçlerle çizip anlatma sanatıdır. Mühendislik çizimi (teknik resim)
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (PULTRUZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (PULTRUZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U retim
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (PULTRUZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U retim
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
ELEKTRİKLİ EV ALETLERİ FEL
 ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
1.UZUNLUK ÖLÇMEK Ölçme
 1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
Delik Testereleri 1.11
 » DELİK TESTERELERİ Delik Testereleri. -G delik testereleri RUKO -G uçlu delik testereleri el ve sütunlu matkaplarda kullanılabilir. Sütunlu matkapları çalıştırırken sadece el ile ilerlemeyi kullanınız.
» DELİK TESTERELERİ Delik Testereleri. -G delik testereleri RUKO -G uçlu delik testereleri el ve sütunlu matkaplarda kullanılabilir. Sütunlu matkapları çalıştırırken sadece el ile ilerlemeyi kullanınız.
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
İMALAT İŞLEMLERİ I DERS NOTLARI
 1 İMALAT İŞLEMLERİ I DERS NOTLARI 1. TEMEL EL İŞLEMLERİ Tesviyeci; çeşitli makine parçalarını, el aletlerini (eğe, testere, v.b.) veya takım tezgahlarını (torna, freze, matkap, v.b.) kullanarak verilen
1 İMALAT İŞLEMLERİ I DERS NOTLARI 1. TEMEL EL İŞLEMLERİ Tesviyeci; çeşitli makine parçalarını, el aletlerini (eğe, testere, v.b.) veya takım tezgahlarını (torna, freze, matkap, v.b.) kullanarak verilen
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL. Öğr. Gör. Dr. Ömer ERKAN MIT ÖLÇME ve KONTROLE GİRİŞ
 Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI MESLEK BİRİM 3 : TEMEL TESVİYECİLİK
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (EL YATIRMASI, PÜSKÜRTME, RTM, İNFÜZYON) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI MESLEK BİRİM 3 : TEMEL TESVİYECİLİK
» ÇAPAK TEMİZLEME PROGRAMI
 » ÇPK TEMİZLEME PROGRMI Çapak Temizleme Unigrat "Üniversal Saplı", en son ergonomik araştırmalara uygun olarak tasarlanmıştır. Tek elle kullanım Kilitleme başlığı ürünü tuttuğunuz elindeki parmaklarınızla
» ÇPK TEMİZLEME PROGRMI Çapak Temizleme Unigrat "Üniversal Saplı", en son ergonomik araştırmalara uygun olarak tasarlanmıştır. Tek elle kullanım Kilitleme başlığı ürünü tuttuğunuz elindeki parmaklarınızla
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
TESİSAT BİLGİSİ DERSİ DERS NOTLARI
 TESİSAT BİLGİSİ DERSİ DERS NOTLARI 11.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 3. SIVA ÜSTÜ TESİSAT 3.1. DÜBELLER Dübel, plastikten yapılmış tutturma gerecine denir. Dübeller, beton ve duvar
TESİSAT BİLGİSİ DERSİ DERS NOTLARI 11.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 3. SIVA ÜSTÜ TESİSAT 3.1. DÜBELLER Dübel, plastikten yapılmış tutturma gerecine denir. Dübeller, beton ve duvar
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli