T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ SERT MALZEMELERİN FREZELENMESİNDE TAKIM AŞINMA DAVRANIŞLARININ BELİRLENMESİ
|
|
|
- Gülbahar Hussein
- 5 yıl önce
- İzleme sayısı:
Transkript
1 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ SERT MALZEMELERİN FREZELENMESİNDE TAKIM AŞINMA DAVRANIŞLARININ BELİRLENMESİ Fatih TAYLAN Danışman:Doç. Dr. M. Cengiz KAYACAN MAKİNA MÜHENDİSLİĞİ ANABİLİM DALI DOKTORA TEZİ ISPARTA 2009
2 Fen Bilimleri Enstitüsü Müdürlüğüne Bu çalışma jürimiz tarafından MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI nda oybirliği ile DOKTORA TEZİ olarak kabul edilmiştir. Başkan: Prof. Dr. Cahit KURBANOĞLU Süleyman Demirel Üniversitesi, Mühendislik Mimarlık Fakültesi, Makine Mühendisliği Bölümü Üye: Prof. Dr. Ulvi ŞEKER Gazi Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü Üye: Prof. Dr. Remzi VAROL Süleyman Demirel Üniversitesi, Mühendislik Mimarlık Fakültesi, Makine Mühendisliği Bölümü Üye: Doç. Dr. Ertuğrul DURAK Süleyman Demirel Üniversitesi, Mühendislik Mimarlık Fakültesi, Makine Mühendisliği Bölümü Üye: Doç. Dr. M. Cengiz KAYACAN (Danışman) Süleyman Demirel Üniversitesi, Mühendislik Mimarlık Fakültesi, Makine Mühendisliği Bölümü ONAY Bu tez 05/06/2009 tarihinde yapılan tez savunma sınavı sonucunda, yukarıdaki jüri üyeleri tarafından kabul edilmiştir.../../2009 Prof. Dr. Mustafa KUŞCU Enstitü Müdürü
3 İÇİNDEKİLER Sayfa İÇİNDEKİLER... i ÖZET...iii ABSTRACT... iv ÖNSÖZ VE TEŞEKKÜR... v ŞEKİLLER DİZİNİ... vii SİMGELER VE KISALTMALAR DİZİNİ... xii 1. GİRİŞ Kuramsal Temeller Metal Kesme Mekaniği Ortogonal Kesme Mekaniği Eğik (Oblique) Kesme Mekaniği Frezeleme İşleminin Mekaniği Frezelemede Kesme Sabitlerinin Mekanik Tanımlaması İşlenebilirlik İşlenen Malzemenin Cinsi Kesici Takım Malzeme Cinsi Kesici Takımın Geometrisi Frezeleme İşlemlerinde Takım Aşınması Aşınma Mekaniksel Yük Faktörleri Isıl Yük Faktörleri Kimyasal Yük Faktörleri Aşındırıcı Yük Faktörleri Aşınma Mekanizmaları Abraziv Aşınma Difüzyon Aşınması Oksidasyon Aşınma Yorulma ile Aşınma Adhesiv Aşınma Takım Aşınma Tipleri Yan Yüzey (Yanak) Aşınması Krater Aşınması Plastik Deformasyon Çentik Aşınması Termal (ısıl) Çatlaklar Mekanik Yorulma Çatlakları Çentiklenme Kırılma Yığılma Takım Aşınmasının Kontrolü Takım Ömrü Yüzey Pürüzlülüğü İdeal Yüzey Pürüzlülüğü Doğal Yüzey Pürüzlülüğü Yüzey Pürüzlük Değerleri i
4 Ortalama Pürüzlülük, Ra En Yüksek Tepe-Çukur Pürüzlülük Yüksekliği Rmax, Ry On-Nokta Yüksekliği Rz Evrimsel Programlama (EP) KAYNAK BİLGİSİ Takım Ömrü, Takım Aşınması, Yüzey Pürüzlüğü ve Kesme Kuvvetleri Çalışmaları Akıllı Yöntemlerle Yapılan Modelleme Çalışmaları Kaynak Bilgisi Araştırmaları Değerlendirilmesi MATERYAL VE YÖNTEM Materyal İş Parçası Malzemesi Kesici Uç Takım Tutucu Cihaz ve Sistemler Dinamometre Çekiç ve İvmelenme Sensörleri Yüzey Pürüzlülük Cihazı Stereo Zoom Mikroskop Tarama Elektron Mikroskobu (TEM) Tezgahlar Tel Erozyon Tezgahı Dalma Erozyon Tezgahı Dik İşleme Merkezi Yöntem Deneysel Çalışmalara Hazırlık Kesici Takım Uç Kaçıklığı Deneyi Ön Kesme Deneyi Çekiç Deneyi ve Kesme Sabitlerinin Belirlenmesi Takım Tutucu için Analitik Kararlılık Eğrilerinin Bulunması Deney Parametrelerinin Belirlenmesi Takım Aşınması Ölçümleri Kesme Kuvveti Ölçümleri Yüzey Pürüzlülük Değerlerinin Belirlenmesi Evrimsel Programlama ile Modelleme ARAŞTIRMA BULGULARI VE TARTIŞMA Takım Aşınması Bulguları Kesme Kuvveti Bulguları Yüzey Pürüzlülüğü Bulguları Evrimsel Programlama ile Modelleme Yüzey Pürüzlülüğü Tahmini için Modellemeler ve Uygulaması Aşınma Derinliği Tahmini için Modellemeler ve Uygulaması SONUÇLAR KAYNAKLAR EKLER ÖZGEÇMİŞ ii
5 ÖZET Doktora Tezi SERT MALZEMELERİN FREZELENMESİNDE TAKIM AŞINMA DAVRANIŞLARININ BELİRLENMESİ Fatih TAYLAN Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü Makine Mühendisliği Anabilim Dalı Jüri: Prof. Dr. Cahit KURBANOĞLU Prof. Dr. Ulvi ŞEKER Prof. Dr. Remzi VAROL Doç. Dr. Ertuğrul DURAK Doç.Dr.M.Cengiz KAYACAN (Danışman) Bu çalışmada, talaşlı imalat yöntemlerinden biri olan, yüzey frezeleme işlemi kullanılarak, CBN (kübik bor nitrür) kesici uçlarla, sertliği 61 HRC, DIN soğuk iş takım çeliği üzerinden talaş kaldırmak suretiyle kesici uçlarda meydana gelen aşınmaları belirlemek, bu kesici uçların sert malzemelerin frezelenmesinde kullanımının uygunluğunu araştırmak amacıyla deneysel çalışmalar yapılmıştır. Deneylerde kaplamasız CBN ve kaplamalı CBN (PVD ile (TİAl)N + TiN kaplanmış) olmak üzere iki tip kesici uç kullanılmıştır. Deneylerde 32 adet farklı deney parametresi belirlenmiş ve bu deney parametreleriyle yapılan kesme işlemi esnasında oluşan kesme kuvveti sinyalleri ölçülmüştür. Kesme işleminden sonra kesici uçlarda meydana gelen aşınmalar ve iş parçası yüzeyinde oluşan yüzey pürüzlülük değeri ölçümleri gerçekleştirilmiştir. Deney parametrelerine göre elde edilen aşınma miktarları ve yüzey pürüzlülük değerleri akıllı yöntemlerden biri olan evrimsel programlama ile modellenmiş ve matematiksel olarak denklemleri türetilmiştir. Hem kaplamalı hem de kaplamasız uçların genelinde çentik aşınmasına rastlanılmıştır. Kaplamalı CBN uçlarda meydana gelen kırılma olayının, kaplamasız CBN uçlara göre yaklaşık 4,5 kat daha fazla olduğu tespit edilmiştir. Sabit ilerleme hızlarında kesme hızı artıkça belli bir değere kadar aşınma miktarlarında azalma ve bu değerden sonra tekrar artış gözlenmiştir. Kaplamasız CBN uçlarla yapılan kesme deneylerinde, taşlama kalitesinde yüzey pürüzlülük değeri elde edilmiştir. Kaplamalı uçlarla yapılan bazı deney parametrelerinde elde edilen yüzey pürüzlülük değerleri kaplamasız uçlara göre yaklaşık 10 kat daha fazla olmuştur. Sabit kesme hızlarında ilerleme hızı arttıkça, kesme kuvvetleri ve yüzey pürüzlülük değerlerinde artış meydana geldiği tespit edilmiştir. Yüzey pürüzlülüğü ve aşınma derinliği değerlerinin tahmininde, kaplamasız CBN uçlar için sırasıyla % 90, % 75 oranında doğru tahmin yapabilen modeller kurulmuştur. Kaplamalı CBN uçlarda, aşınma derinliği tahmini için, % 71 oranında doğru tahmin yapabilen model oluşturulmuştur. Ayrıca elde edilen sonuçlar literatür çalışmalarıyla kıyaslanarak değerlendirilmiştir. Anahtar Kelimeler: Takım Aşınması, CBN, Frezeleme, Sert Malzemelerin Frezelenmesi, Talaş Kaldırma, Kesme Kuvveti, Evrimsel Programlama 2009, 223 sayfa iii
6 ABSTRACT Ph.D. Thesis THE DETERMINATION OF TOOLWEAR BEHAVIOR IN MILLING OF HARD MATERIALS Fatih TAYLAN Süleyman Demirel University Graduate School of Applied and Natural Sciences Department of Mechanical Engineering Thesis Committee: Prof. Dr. Cahit KURBANOĞLU Prof. Dr. Ulvi ŞEKER Prof. Dr. Remzi VAROL Assoc. Prof. Dr. Ertuğrul DURAK Assoc. Prof. Dr.M.Cengiz KAYACAN (Supervisor) In this study, experimental studies were carried out for determining the wears occurred in cutting tools by machining of cold work tool steel with the hardness of 61 HRC, DIN with CBN (Cubic Boron Nitride) cutting tool using face milling process and for investigating the suitability of these cutting tools using in milling of hard materials. In the experiments two types of cutting tool were used, one was uncoated CBN and the other was coated CBN (PVD coated (TiAL)N+TiN). In the experiments, 32 different cutting parameters were determined and the cutting force signals were measured which occurred during cutting process. After cutting process, the wears occurred in cutting tools and surface roughness values of work material were measured. The amounts of wear and surface roughness values which were obtained according to experimental parameters were modeled with evolutionary programming and mathematical equations were derived. In both coated and uncoated tools chipping wear was observed. It was found that breakage was 4.5 times more in coated CBN cutting tools when compared to uncoated CBN cutting tools. With constant feed speed, the amount of wear was decreased with the increase of cutting speed to a specified value, after this value, it was increased. During cutting experiments with uncoated CBN cutting tools, surface roughness value obtained with the range of grinding quality. Surface roughness values obtained in some experimental parameters made with coated tools, were 10 times higher than uncoated tools. With constant feed speed, cutting forces and surface roughness values were increased with the increase of cutting speed. In estimating of surface roughness and wear dept values, models were formed which had correct estimation values of 90 %, 75 % for uncoated CBN tools. For wear dept estimation in coated CBN tools, a model was formed which could estimate correctly in the rate of 71 %. Furthermore, the obtained values were evaluated comparing with literature studies. Key Words: Tool Wear, CBN, Milling of Hard Materials, Machining, Cutting Force, Evolutionary Programming. 2009, 223 pages iv
7 ÖNSÖZ VE TEŞEKKÜR Talaşlı imalatta tezgah ve kesici uç üretiminde elde edilen teknolojik gelişmeler, talaş kaldırılması zor olarak bilinen sertleştirilmiş malzemelerin talaşlı imalatını mümkün kılmaktadır. Kullanım yerlerine göre yüksek sertliğe sahip, aşınmaya dirençli, ısıl işlemde çok şekil değiştirmeyen bu malzemelerin karmaşık tasarımlı, yüksek kalite, düşük maliyet ve hızlı imalatları için sertleştirilmiş olarak işlenebilmeleri günümüzün gereklerindendir. Sürekli kesme işlemlerinde darbe (vuruntu) söz konusu olmadığı için yeni tip tezgah ve kesici uçlar kullanılarak kesmede çok fazla zorluk ve problemle karşılaşılmamaktadır. Ancak kesintili kesmede meydana gelen vuruntulardan dolayı kesici uçlarda değişik aşınma tipleri ile karşılaşılmakta ve uçlar kullanım ömürlerini erken doldurmaktadırlar. Bu çalışmada, karşılaşılan zorluklardan dolayı pek fazla tercih edilmeyen yüzey frezeleme işlemi ile sertleştirilmiş soğuk iş takım çeliği üzerinden talaş kaldırarak kesici uçlarda meydana gelen aşınma değişimleri belirlenmiş, yüzey pürüzlülük ve kesme kuvveti ölçümleri gerçekleştirilmiş, takım aşınma miktarı ve yüzey pürüzlülük değeri tahmininde bulunan matematiksel ifadeler türetilmiştir. Doktora tez çalışmama beni teşvik eden ve benden yardımlarını esirgemeyen değerli hocam Doç. Dr. M.Cengiz KAYACAN a, deneysel çalışmalar öncesinde ve esnasında değerli görüşleriyle beni yönlendiren kıymetli hocam Prof.Dr. Ulvi ŞEKER e, deneylerde kesme kuvveti sinyallerinin ölçümünde bana yazılım konusunda yardımcı olan, çekiç testi ve kesme kuvveti sinyalleri ölçümü ile ilgili örnek denemeler gösteren Prof. Dr. Yusuf ALTINTAŞ ve Yrd. Doç Dr. Oğuz ÇOLAK a, çekiç kalibrasyonunda bana vakit ayıran Doç. Dr. Erhan BUDAK a, Evrimsel Programlama ile Modellemeden türetilen C++ kodunu matematiksel ifadeye dönüştürmede yardımcı olan Yrd.Doç.Dr. Ecir Uğur KÜÇÜKSİLLE ye TEM incelemeleri esnasında bana laboratuar imkanlarını sunan Doç.Dr. Lütfi ÖKSÜZ e ve laboratuar görevlisi Şükrü TOP a, deneyler esnasında her türlü kolaylık ve yardımı sağlayan SDÜ CAD/CAM Araştırma ve Uygulama Merkezindeki ve SDÜ Teknik Eğitim Fakültesi, Makine Eğitimi Bölümündeki mesai arkadaşlarıma, çalışmanın her safhasında anlayış gösteren ve destek sağlayan eşim ve kızıma, v
8 bugünlerimi borçlu olduğum aileme sonsuz teşekkürlerimi sunarım. Çalışmayı maddi olarak destekleyen SDÜ Araştırma Projeleri Yönetim Birimi ne (Proje no:1316-d- 06) ayrıca teşekkür ederim. Fatih TAYLAN ISPARTA, 2009 vi
9 ŞEKİLLER DİZİNİ Şekil 1.1. Ortogonal kesme geometrisi [(a) Düzlemsel parçalarda ortogonal kesme, (b) Silindirik parçalarda ortogonal kesme] (Altıntaş,2000; ASM Handbook)... 6 Şekil 1.2. Ortogonal kesmede oluşan deformasyon bölgeleri (Altıntaş,2000)... 7 Şekil 1.3. Ortogonal kesme mekaniği (Altıntaş,2000; Şeker,1997)... 8 Şekil 1.4. Kayma düzlemi açısıyla kesme kuvvetinin değişimi (Şeker, 1997)... 9 Şekil 1.5. Talaş açısı ile kesme kuvvetlerinin değişimi (a) F C ve F f nin α ya göre değişimi, (b) bileşke kuvvetin α ya göre değişimi (Şeker, 1997) Şekil 1.6. Ortagonal kesmede kayma düzlemi (Altıntaş, 2000) Şekil 1.7. Ortogonal kesme hız diyagramı (Altıntaş,2000) Şekil 1.8. Kayma deformasyon ve gerinme diyagramı (Altıntaş, 2000) Şekil 1.9. Eğik kesme işlemi [(a) Düzlemsel parçalarda eğik kesme, (b) Silindirik parçalarda eğik kesme] (Altıntaş,2000; ASM Handbook) Şekil Eğik kesme Geometrisi (Altıntaş, 2000) Şekil Eğik kesmede kuvvet, hız ve kayma diyagramları (Altıntaş, 2000) Şekil Çevresel frezeleme ile talaş kaldırma işlemi (Özkan, 2000) Şekil Simetrik aynı ve zıt yönlü frezeleme Şekil Asimetrik aynı ve zıt yönlü frezeleme (Özkan, 2000) Şekil Frezeleme işlemi geometrisi Şekil Tipik aşınma bölgeleri: (A) mekaniksel, (B) termal, (C) kimyasal, (D) aşındırıcı (Şeker, 1997) Şekil Takım aşınma türleri (1-abraziv aşınma, 2- difüzyon aşınma, 3- oksidasyon aşınma, 4- yorulma ile aşınma, 5- adhesiv aşınma) (Çolak, 2002) Şekil Kesici takımlarda görülen hasar ve aşınma tiplerinin sınıflandırılması (Yılmaz, 2002) Şekil Çeşitli aşınma tipleri ve bunların analizinde esas alınan boyutlar (Şeker, 1997) Şekil Yan yüzey aşınması ve analizi için bölgeler (Şeker, 1997) Şekil Kesme hızına bağlı aşınma tipleri ve takım ömrü ilişkileri Şekil Taylor takım ömrü eşitliğinin grafiksel ifadesi Şekil Aynı takım ömrünü sağlayan kesme hızı-ilerleme kombinasyonları (Şeker, 1997) Şekil Yuvarlak uçlu bir takım için oluşan yüzey pürüzlülüğü Şekil Ra yüzey pürüzlülük değerinin gösterimi vii
10 Şekil R max yüzey pürüzlülük değerinin gösterimi Şekil R z yüzey pürüzlülük değerinin gösterimi Şekil Matematiksel açıklama ağacına (AA) bir örnek Şekil 3.1. İş parçası malzemesi Şekil 3.2. İş parçasının kesilmesi ve sertlik ölçümü Şekil 3.3. İş parçasının standart a göre hazırlanması Şekil 3.4. İş parçasının dinamometre tablası üzerine bağlanışı Şekil 3.5. Deneyde kullanılan CBN kesici uçlar Şekil 3.6. Çalışmada kullanılan takım tutucu şekli ve boyutları Şekil 3.7. Kesme kuvveti sinyallerinin elde edilmesinde kullanılan dinamometre ve boyutları Şekil 3.8. FTF lerin elde edilmesinde kullanılan çekiç ve ivmelenme sensörü Şekil 3.9. Yüzey pürüzlülük cihazı genel görünüşü Şekil Deney düzeneğinin genel görünüşü Şekil KTUK deneyinin sembolik gösterimi Şekil Çekiç testinin yapılışı Şekil Mitsubishi takım için Cut-Pro ile bulunan analitik kararlılık eğrileri Şekil Kesme kuvveti sinyalleri ölçümü Şekil Kesme kuvveti sinyallerinin 10 s lik kısmı Şekil Kesme kuvveti kenar bileşenleri Şekil 3.17 a) Seco kesici takımın X yönünde tekrarlanan frekans tepki fonksiyonu (FRF XX) Şekil 3.17 b) Seco kesici takımın Y yönünde tekrarlanan frekans tepki fonksiyonu (FRF YY) Şekil 3.18 CBN kesici uçlar için belirlenen analitik kararlılık eğrileri Şekil Takım tutucu kesici uç yerleşimi Şekil Bölgesel Çentiklenme Şekil 4.1. CBN 300 P kesici uçlarla 198,9 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Şekil ,05 mm/diş ilerleme hızında CBN 300 uçların aşınma-kesme hızı değişimleri Şekil ,075 mm/diş ilerleme hızında CBN 300 uçların aşınma-kesme hızı değişimleri Şekil ,1 mm/diş ilerleme hızında CBN 300 uçların aşınma-kesme hızı değişimleri viii
11 Şekil ,15 mm/diş ilerleme hızında CBN 300 uçların aşınma-kesme hızı değişimleri Şekil 4.6. CBN 300 kesici uçların 0,05 mm/diş sabit ilerleme hızında ilave kesme hızlarıyla yapılan aşınma değişimleri Şekil 4.7. CBN 300 kesici uçların 0,075 mm/diş sabit ilerleme hızında ilave kesme hızlarıyla yapılan aşınma değişimleri Şekil 4.8. CBN 300 kesici uçların 0,1 mm/diş sabit ilerleme hızında ilave kesme hızlarıyla yapılan aşınma değişimleri Şekil 4.9. CBN 300 kesici uçların 0,15 mm/diş sabit ilerleme hızında ilave kesme hızlarıyla yapılan aşınma değişimleri Şekil ,05 mm/diş ilerleme hızında CBN 300 P uçların aşınma-kesme hızı değişimleri Şekil ,075 mm/diş ilerleme hızında CBN 300 P uçların aşınma-kesme hızı değişimleri Şekil ,1 mm/diş ilerleme hızında CBN 300 P uçların aşınma-kesme hızı değişimleri Şekil ,15 mm/diş ilerleme hızında CBN 300 P uçların aşınma-kesme hızı değişimleri Şekil ,5 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil ,3 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil ,3 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil ,1 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil ,6 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil ,9 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil ,2 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil ,4 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil ,5 m/dak kesme hızında CBN 300 P uçların kesme kuvvetiilerleme hızı değişimleri Şekil ,3 m/dak kesme hızında CBN 300 P uçların kesme kuvvetiilerleme hızı değişimleri Şekil ,3 m/dak kesme hızında CBN 300 P uçların kesme kuvvetiilerleme hızı değişimleri ix
12 Şekil ,1 m/dak kesme hızında CBN 300 P uçların kesme kuvvetiilerleme hızı değişimleri Şekil ,6 m/dak kesme hızında CBN 300 P uçların kesme kuvvetiilerleme hızı değişimleri Şekil ,9 m/dak kesme hızında CBN 300 P uçların kesme kuvvetiilerleme hızı değişimleri Şekil ,2 m/dak kesme hızında CBN 300 P uçların kesme kuvvetiilerleme hızı değişimleri Şekil ,4 m/dak kesme hızında CBN 300 P uçların kesme kuvvetiilerleme hızı değişimleri Şekil CBN 300 kesici uçlar için kesme hızı-kesme kuvveti grafikleri Şekil CBN 300 P kesici uçlar için kesme hızı-kesme kuvveti grafik Şekil CBN 300 yüzey pürüzlülüğü değerlerinin ilerleme hızı değerlerine göre değişimleri Şekil CBN 300 yüzey pürüzlülüğü değerlerinin kesme hızı değerlerine göre değişimleri Şekil CBN 300 P yüzey pürüzlülüğü değerlerinin ilerleme hızı değerlerine göre değişimleri Şekil CBN 300 yüzey pürüzlülük tahmini için kurulan evrimsel programlama modeli Şekil CBN 300 kesici uçlar için deneysel veriler ile evrimsel programlama verilerinin karşılaştırılması Şekil CBN 300 yüzey pürüzlülük-ilerleme hızı deneysel ve modelleme grafiklerinin karşılaştırılması Şekil CBN 300P yüzey pürüzlülük tahmini için kurulan evrimsel programlama modeli Şekil CBN 300 aşınma derinliği tahmini için kurulan evrimsel programlama modeli Şekil CBN 300 kesici uçlar için, deneysel aşınma derinliği verileri ile evrimsel programlama aşınma derinliği verilerinin karşılaştırılması Şekil CBN 300 aşınma derinliği-kesme hızı deneysel ve modelleme grafiklerinin karşılaştırılması Şekil CBN 300 P aşınma derinliği tahmini için kurulan evrimsel programlama modeli Şekil CBN 300 P kesici uçlar için deneysel veriler ile evrimsel programlama aşınma derinliği verilerinin karşılaştırılması Şekil CBN 300 aşınma derinliği-kesme hızı deneysel ve modelleme grafiklerinin karşılaştırılması x
13 ÇİZELGELER DİZİNİ Çizelge 2.1. Literatürde incelenen çalışmalar Çizelge 3.1. İş parçası malzemesi kimyasal bileşimi Çizelge 3.2. Eksenlere göre sertlik değerleri Çizelge 3.3. CBN 300 kesici uçlar için katalog değerleri Çizelge 3.4. Kesme kuvveti sabitinin bulunmasında kullanılan kesme parametreleri Çizelge 3.5. DIN çeliğinin kesme kuvveti sabitleri Çizelge 3.6. CBN kesici uçlar için belirlenen kesme parametreleri Çizelge 3.7. Çentik aşınması kodlama sistemi Çizelge 4.1. CBN 300 uçların aşınma değerleri Çizelge 4.2. CBN 300 P uçların aşınma değerleri Çizelge 4.3. Ortalaması alınmış aşınma değerleri Çizelge 4.4. CBN 300 kesici uçlar için yeniden belirlenen deney parametreleri Çizelge 4.5. Yeniden belirlenen deneyler için ortalaması alınmış aşınma değerleri Çizelge 4.6. CBN 300 kesici uçlarla yapılan deneysel çalışmalarda elde edilen kesme kuvveti değerleri Çizelge 4.7. CBN 300P kesici uçlarla yapılan deneysel çalışmalarda elde edilen kesme kuvveti değerleri Çizelge 4.8. CBN 300 ve CBN 300P kesici uçlarla yapılan deneysel çalışmalarda elde edilen yüzey pürüzlülüğü (Ra) değerleri xi
14 SİMGELER VE KISALTMALAR DİZİNİ A s a ac b BSD CBN CBN-H CBN-L CF c s c t CVD D EP f F F c F n F ns F f F R F r F s FTF Kayma düzlemi alanı Eksenel kesme derinliği (Kesilmemiş talaş kalınlığı) Kesilmiş talaş kalınlığı Kesme genişliği Brinell sertlik değeri Kübik bor nitrür Yüksek ihtivalı kübik bor nitrür Düşük ihtivalı kübik bor nitrür Düzeltme faktörü İş parçası malzemesi ısı iletim katsayısı İş parçası termal iletim katsayısı Kimyasal buhar biriktirme Takım tutucu çapı veya takım çapı Evrimsel programlama İlerleme Sürtünme kuvveti Kesme kuvveti Sürtünme vektörüne dik kuvvet Kayma kuvvetine dik kuvvet İlerleme kuvveti Bileşke kuvvet Radyal kuvvet Kayma (kesilme) düzlemi boyunca etkiyen kuvvet Frekans tepki fonksiyonu xii
15 f z g GA GP h a HRC i K K ac K ae K rc K re K tc K te Lc L Lm Lt l t m c N n P P n P s Diş başına ilerleme Çıkan talaşın gram cinsinden 1 mm sinin uzunluğu Genetik algoritma Genetik programlama Ortalama talaş kalınlığı Rockwell sertlik değeri Kesme kenarı ile normal düzlem arasındaki açı Takım ömrü oransal sabiti Eksenel kesme kuvveti katsayısı Eksenel kesme kuvveti kenar sabiti Radyal kesme kuvveti katsayısı Radyal kesme kuvveti kenar sabiti Teğetsel kesme kuvveti katsayısı Teğetsel kesme kuvveti kenar sabiti Kayma düzlemi uzunluğu Örnekleme uzunluğu Ölçme uzunluğu Toplam uzunluk Toplam temas uzunluğu Kaldırılan talaş miktarı Fener mili devri Takım tutucudaki diş sayısı Talaş yüzeyinde sarfedilen güç Normal düzlem Kesme düzleminde harcanan kesme gücü xiii
16 P t P v PCBN PVD r Ra r c R T Rz TEM T T c T int Tr Ts T s V VB Vc Vs W Kayma ve sürtünme bölgelerinde harcanan toplam enerji veya iş milindeki türetilen motor gücü Hız düzlemi Polikristal kübik bor nitrür Fiziksel buhar biriktirme Takım ucu yarıçapı Aritmetik ortalama yüzey pürüzlülük değeri Talaş basınç oranı Boyutsuz termal sayı On nokta yüksekliği yüzey pürüzlülük değeri Tarama elektron mikroskobu Takım ömrü İş mili anlık değişen kesme torku Ortalama sıcaklık artışı Ortam sıcaklığı Kayma düzlemi sıcaklığı Ortalama kayma düzlemi sıcaklığı Kesme Hızı Yan yüzey aşınma ölçüsü Talaş hızı Kayma hızı İş parçası uzunluğu W Çıkan talaş uzunluğu YHÇ YT Δ d Yüksek hız çeliği Yığıntı talaş Deformasyon olmamış düzlem xiv
17 Δ s ΔT c ΔT m α β φ φ i φ p φ s γ γ s γ s η λ λ h λ s μ a ρ ρ t σ s τ s Nominal mesafe üzerindeki deformasyon oranı Talaş oranındaki ortalama sıcaklık artışı Talaş yüzeyi talaş ara yüzeyi arasındaki en büyük sıcaklık artışı Talaş açısı Sürtünme açısı Kayma açısı Eğim açısı Diş aralık açısı Tarama açısı Serbest kenar boşluk açısı Kayma gerinmesi Kayma gerinme oranı Talaş akış açısı Yığılma faktörü İnce kayma bölgesi dışında plastik çalışma faktörü İş parçası malzemesi ısı iletim oranı Sürtünme katsayısı İş parçası malzemesi yoğunluğu Talaş gerecinin özgül ağırlığı Normal gerilme Kayma (kesilme) gerilmesi xv
18 1. GİRİŞ Dünya nüfusundaki hızlı artışa paralel olarak insanların taleplerinde de artış yaşanmaktadır. Taleplere daha kısa sürede cevap verebilmek için imalat yöntemlerinde düzenlemeler ve teknolojik yeni buluşlar yapmak çağın gereklerindendir. Burada sözü edilen imalat yöntemleri; tornalama, frezeleme, delik delme, planyalama, vargelleme, broşlama, taşlama, honlama ve lebleme gibi talaşlı imalat yöntemleridir. İmalatı yapılacak iş parçası şekil ve boyutuna göre en çok kullanılan imalat yöntemleri tornalama ve frezeleme dir. Sözü edilen imal usullerinin çok yaygın kullanıldığından dolayı teknolojik olarak da en fazla değişim ve gelişim bunlarda gözlenmiştir. Tornalama işlemi, genellikle tek nokta temaslı (tek ağızlı) kesici takım ile kendi ekseni etrafında dönme hareketi yapan iş parçası üzerinden talaş kaldırmak suretiyle silindirik unsurların imalinde kullanılan bir işlemdir. Tornalama ile, silindirik yüzey tornalama, delik tornalama, alın tornalama, kanal açma, iç vida ve dış vida çekme gibi işlemler gerçekleştirilmektedir. Silindirik yüzey tornalama işleminde, iş parçasının sürekli olarak dönmesi ve takımın yüzeyden talaş kaldırarak sürekli doğrusal ilerleme hareketi yapmasından dolayı burada sürekli bir kesme hareketi oluşmaktadır. Dolayısıyla, takıma herhangi darbe gelmemekte ve darbeden dolayı oluşması muhtemel takım aşınma tipleri ile karşılaşılmamaktadır. Tornalama bu özelliğinden dolayı genellikle kesme deneylerinde tercih edilmektedir. Frezeleme işlemi, prensip olarak dönen çok kesme kenarlı (çok ağızlı) takımla yapılan metal kesme işlemidir. Bu takım, bir iş parçasına doğru hemen hemen her yönde programlanmış ilerleme hareketini yapabilir. Frezelemeyi verimli ve çok yönlü işleme metodu yapan da bu kesme işlemidir. Her bir kesme kenarı kısıtlı bir kesme işlemiyle, bir miktar talaş kaldırır ve bu şekilde talaş oluşumu ve tahliyesi ikincil bir sorun olur. Frezeleme, çoğunlukla düzlem yüzeyler üretmek için kullanılır. Ancak diğer şekiller ve yüzeyler, beş eksenli işleme merkezleri ve çok amaçlı tezgahların sayılarının artmasıyla düzgün bir şekilde artmaktadır (Sandvik, 2005). Yüzey frezeleme işleminde kesici uç iş parçası içine girdiğinde kesme işlemine 1
19 başlamakta ve iş parçasından çıktığında kesme işlemini bitirmektedir. Dolayısıyla burada kesintili kesme işlemi ile karşılaşılmaktadır. Kesintili kesmede sürekli olarak takım vuruntuya maruz kalmakta ve takımda diğer aşınma tiplerinin yanısıra vuruntudan dolayı yorulma aşınma tipleri gözlenmektedir. Freze ile yapılan deneylerde, titreşim ve vuruntu gibi olumsuz neticelerle karşılaşmak daha mümkün olmaktadır. Bu nedenle, frezeleme işleminde rijitlik daha fazla önem kazanmakta ve deneysel açıdan tornalama kadar tercih edilmediği literatürdeki yayımlanmış makale oranlarından da anlaşılmaktadır. Talaşlı imalatla ilgili çalışmlarda, günümüze gelinceye kadar kesici takım malzemesi olarak karbon çelikleri, takım çelikleri ve yüksek hız çelikleri kullanılmaktaydı. Buna paralel olarak da iş parçası malzemesi işlenebilirliği kolay, sertliği düşük malzemelerdi. Rekabetin artması ve takım teknolojisinin hızla gelişmesiyle beraber karmaşık şekilli ve sert malzemelerin işlenmesi artık sıradan ihtiyaç haline gelmeye başlamıştır. Önceleri basit parçaların imalatında malzeme olarak sertliği düşük malzemeler işlenmekte ve bu malzemeler daha sonra ısıl işleme tabi tutularak sertleştirilmekteydi. Isıl işlemden dolayı parçalardaki çarpılmalar, geometrik ve mikro yapısal hatalar duruma göre ya ihmal edilebiliyor veya taşlama gibi çok pahalı yöntemlerle düzeltiliyordu. Fakat günümüzde daha sert ve karmaşık şekilli parçaların son şekliyle imalatının hızlı, düşük maliyetli ve kaliteli bir şekilde olması rekabet edilebilirlik ve müşteri memnuniyeti bakımından önem arz etmektedir. Yukarıdaki bahsedilen niteliklere sahip malzemeleri işleyebilecek değişik kimyasal özellikli, çeşitli ebat ve şekillerde kesici takımlar imal edilmekte ve her geçen gün bu takımlara yenileri ilave edilmektedir. Yapılan yeniliklerin endüstriye fayda sağlayıp sağlamayacağı veya ne derece faydalı olacağının belirlenmesi için çok farklı deneysel çalışmalara gereksinim duyulmaktadır. Sert malzeme işleme, sertliği HRC veya daha yüksek olan sertleştirilmiş iş parçası malzemelerinin, talaşlı imalatı anlamına gelmektedir. Sert işleme ile ilave tavlama, kaba işleme ve son taşlama işlemine gerek duyulmamaktadır. Süper sert kesme takımlarının gelişmesiyle sertleştirilmiş çeliklerin yüksek hızda işlenmesi, 2
20 kalıp imalatında kayda değer bir teknoloji olmuştur. Özellikle frezeleme işlemlerinde yüksek hızda işleme, geleneksel talaş kaldırma işlemlerinin yaklaşık % 50 oranında yerini almıştır. CBN takımlarla sertleştirilmiş çeliklerin frezeleme işleminde yaklaşık 1000 m/dak kesme hızıyla çalışma önerilmiştir. Gelişen takım ve tezgah teknolojisi ile sertliği HRC olan sert malzemelerin doğrudan son şekliyle imal edilmesi en fazla araştırılan konular arasındadır (Davim,2008). Sert malzeme işlemede en büyük problem işleme esnasında kesici takımların çabuk aşınması, çatlaması veya kırılmasıdır. Bu yüzden takım giderleri imalatta önemli bir maliyet artışına sebep olmaktadır. Sert metal işleme için geliştirilen takımların oldukça yüksek maliyette olması ve ileri teknoloji ile imal edilmesi bu takımların kullanım alanlarını sınırlamaktadır. Ancak sert metal işleme komple kalıpçılık ve hassas makine parçaları üretiminde işleme zamanını, maliyetini hissedilir derecede düşürdüğü ve sonradan yapılan ısıl işlemlerden dolayı oluşan geometrik düzensizlikleri (çarpılma, çekme, büzülme vb.) ve mikro yapısal değişimleri (bozulmaları) ortadan kaldırdığı için, bu takımların kullanım alanlarının yaygınlaşma eğilimi hızla artmaktadır. Dolayısıyla kesme şartlarına göre en iyi takım ömürlerinin belirlenmesi için takım aşınması deneylerinin yapılması gerekmektedir. Bu çalışmada, talaşlı imalat yöntemlerinden biri olan frezeleme işlemi kullanılarak, CBN (kübik bor nitrür) kesici uçlarla, sertliği 61 HRC olan DIN soğuk iş takım çeliği üzerinden talaş kaldırmak suretiyle kesici uçlarda meydana gelen aşınmaları tespit etmek, bu kesici uçların sert malzemelerin frezelenmesinde kullanımının uygunluğunu araştırmak amacıyla deneysel çalışmalar yapılmıştır. Deneylerde kaplamasız CBN ve kaplamalı CBN (PVD ile (TİAl)N + TiN kaplanmış) olmak üzere iki tip kesici uç kullanılmıştır. Deneylerde 32 adet farklı kesme parametresi belirlenmiş ve bu deney parametreleriyle yapılan kesme işlemi esnasında oluşan kesme kuvveti sinyalleri ölçülmüştür. Kesme işleminden sonra kesici uçlarda meydana gelen aşınmalar ve iş parçası yüzeyinde oluşan yüzey pürüzlülük değeri ölçümleri gerçekleştirilmiştir. Deney parametrelerine göre elde edilen aşınma miktarları ve yüzey pürüzlülük değerleri akıllı yöntemlerden biri olan evrimsel programlama ile modellenmiş ve matematiksel olarak denklemleri türetilmiştir. 3
21 Tezin birinci bölümünde, kuramsal temeller başlığı altında metal kesme mekaniği, talaş kaldırma kabiliyeti, frezeleme işlemlerinde takım aşınması, yüzey pürüzlülüğü ve evrimsel modelleme ile ilgili bilgiler verilmiştir. İkinci bölümde konu ile ilgili olarak yayımlanmış literatürden elde edilen makalelerin özetleri mevcuttur. Materyal ve yöntem üçüncü bölümünde anlatılmıştır. Söz konusu bölümde materyal olarak deneylerde kullanılan iş parçası malzemesi, kesici uç, takım tutucu, dinamometre, çekiç ve ivmelenme sensörleri, yüzey pürüzlülük cihazı, stereo zoom mikroskop, elektron tarama mikroskobu hakkında bilgi verilmiştir. Yöntem olarak deneylerin yapılmasında kullanılan standarttan bahsedilmiştir. Takım tutucuya bağlanan kesici uçlar için yapılan Kesici Takım Uç Kaçıklığı (KTUT) deneyi anlatılmıştır. Ön kesme deneyleri, çekiç deneyi ve kesme sabitlerinin bulunması, takım tutucu için analitik kararlılık eğrilerinin belirlenmesi, deney parametrelerinin tespiti, takım aşınma ölçümlerinin yapılması, kesme kuvvetlerinin ölçümü, yüzey pürüzlülük değerleri ve evrimsel programlama konuları anlatılmıştır. Tezin dördüncü bölümü deneylerden elde edilen verilerin değerlendirildiği araştırma bulguları ve tartışma başlıklı bölümüdür. Bu bölümde ilk olarak takım aşınma ölçümlerinden bahsedilmiştir. Takım aşınması olarak ne tür aşınmalara rastlanıldığı, iki kesici uç tipi arasında farklılık olup olmadığı, hangi uç tipinin hangi kesme parametresinde daha az ve daha çok aşındığı gibi sorulara cevap aranmıştır. İkinci olarak kesme anında ölçülen kesme kuvveti sinyalleri ile her deney parametresi için ortalama kesme kuvveti değerleri irdelenmiştir. Üçüncü olarak kesme işlemi neticesinde iş parçası yüzeyinden ölçülen yüzey pürüzlülük değerleri incelenmiştir. Yüzey pürüzlülüğü olarak hangi deney parametresinde, en kötü ve en hassas pürüzlülük değerlerinin elde edildiği tartışılmıştır. Son olarak her iki uç tipi için de evrimsel programlama kullanılarak model oluşturulmuştur. Bu modellerin birinde verilen kesme hızı ve ilerleme hızı değerlerine göre aşınma miktarının tahmini, diğerinde ise yüzey pürüzlülüğü tahmini yaptırılmıştır. 4
22 Tezin son bölümü olan sonuçlar kısmında ise araştırma bulgularında elde edilen takım aşınması, kesme kuvvetleri, yüzey pürüzlülük değerleri değerlendirilmiş, genetik programlama ile oluşturulan modellerden türetilen matematiksel ifadeler kullanılarak tahmin edilen aşınma ve yüzey pürüzlülük değerleri ile deneylerden elde edilen aşınma ve yüzey pürüzlülük değerleri kıyaslanmıştır. Ayrıca, konu ile ilgili bundan sonra yapılacak olan çalışmalara ışık tutması için önerilerde bulunulmuştur Kuramsal Temeller Bu bölümde metal kesme mekaniği, talaş kaldırma kabiliyeti, frezeleme işlemlerinde takım aşınması, yüzey pürüzlülüğü ve evrimsel modelleme konuları hakkında detaylı bir açıklama yapılmıştır Metal Kesme Mekaniği Bu bölümde talaşlı imalatın temeli olan ortogonal (dik) kesme mekaniği, oblik (eğik) kesme mekaniği ve frezeleme işleminin mekaniği konuları hakkında bilgi verilmiştir Ortogonal Kesme Mekaniği Birçok yaygın kesme işlemleri, üç boyutlu ve kompleks geometrilere sahip olmasına rağmen, iki boyutlu ortogonal kesme metal talaş kaldırma işleminin genel mekaniğini açıklamak için kullanılır. Ortogonal kesmede malzeme ile takım kesme kenarı arasındaki açı diktir ve bu şekilde talaş kaldırma işlemi gerçekleşir. Daha karmaşık, üç boyutlu eğik kesme işlemlerinin mekaniği, genellikle ortogonal kesme işlemine uygulanmış geometrik ve kinematik dönüşüm modelleriyle değerlendirilir. Şekil 1.1 de şematik olarak ortogonal işlemlerinin temsili gösterimi yapılmıştır. Ortogonal kesme, kesme kenarı, kesme hızına (V) dik olan düz takımla şekillendirme işlemine benzer. Kesme genişliği (b) ve kesme derinliği (paso) (a) ile metal talaş, iş parçasından kesilerek ayrılır. Ortogonal kesmede kesme işlemi kesme kenarı boyunca uniform olarak düşünülür. Böylelikle malzemenin kenarına yayılma olmaksızın iki boyutlu düz birim şekil değiştirme işlemi gerçekleşmiş olur. 5
23 Dolayısıyla, kesme kuvvetleri sadece esas kesme kuvveti (F c ) ve ilerleme kuvveti (F f ) olarak isimlendirilen hız ve kesilmemiş talaş kalınlığı doğrultusunda güç sarf eder. Talaş Vc Fc İş Parçası Ff a V, Fc Takım a b Ff (a) (b) Şekil 1.1. Ortogonal kesme geometrisi [(a) Düzlemsel parçalarda ortogonal kesme, (b) Silindirik parçalarda ortogonal kesme] (Altıntaş,2000; ASM Handbook) Şekil 1.2 ortogonal kesmenin kesit görünüşünden de anlaşılacağı üzere kesme işleminde üç adet şekil değiştirme (deformasyon) bölgesi vardır. Takım kenarı iş parçasına dalarken takımın malzeme içerisinde hareketiyle bir talaş formu oluşmaya başlar ve ilk kayma bölgesi oluşur. Malzemenin kesilmesiyle talaş kısmen şekil değiştirir ve takımın talaş yüzeyi boyunca hareketiyle ikinci deformasyon bölgesi oluşur. Takımın yan yüzeyindeki sürtünme bölgesinde ise üçüncü bölge meydana gelir. Talaş başlangıçta takımın talaş yüzeyine yapışır ve burada yapışma bölgesi oluşur. Kayma alanındaki (talaşın takım talaş yüzeyinde ilerlediği) sürtünme gerilmesi yaklaşık olarak malzemenin kayma gerilmesine eşittir. Talaş yapışma olayı biter ve sürekli kayma sürtünmesiyle talaş yüzeyinde talaş akması başlar. Talaş takımdan ayrılır, takımın talaş yüzeyi ile temas kaybolur. Temas uzunluğu kesme hızı, takım geometrisi ve malzeme özelliklerine bağlıdır. Birincil kesme bölgesinin analizinde basit olarak iki tip varsayım vardır. Merchant ince tabakalar için kesme bölgesinin tahmin edilmesinde bir ortogonal kesme modeli geliştirmiştir. Lee, Shaffer, Palmer ve Oxley plastisite kanunlarıyla uyumlu kayma deformasyon bölgesinde kayma açısı tahmini yapabilen kendilerine ait analiz oluşturmuşlardır. 6
24 Bu çalışmada birincil kayma deformasyon bölgesi ince alanlar için tahmin edilmiştir. Deformasyon geometrisi ve kesme kuvvetleri Şekil 1.3 te ortogonal kesmenin kesitiyle gösterilmektedir. İş Parçası V Birinci deformasyon bölgesi Üçüncü deformasyon bölgesi İkinci deformasyon bölgesi Talaş Takım Şekil 1.2. Ortogonal kesmede oluşan deformasyon bölgeleri (Altıntaş,2000) 7
25 ac β γ Talaş Yüzeyi Takım W' Ana Kesme Yüzeyi φ Kayma Düzlemi α θ Ayırma Yüzeyi a β α Ff Fc Fns Fn FR Fs F V İş Parçası φ :Kayma Açısı β : Sürtünme Açısı α : Talaş Açısı γ : Serbest Kenar Boşluk Açısı θ : Kama Açısı a : Kesilmemiş Talaş Kalınlığı ac : Kesilmiş Talaş Kalınlığı W : Parça Uzunluğu W' : Çıkan Talaş Uzunluğu h.w = hc.w' hc>h W'<W W Ff φ Fc Fns FR β α φ Fs Ff Fc FR α β Fs : Kayma (kesilme) Düzlemi Boyunca Etki Eden Kuvvet Fc : Kesme (işleme) Kuvveti (Esas kesme kuvveti) Ff : İlerleme Kuvveti F : Sürtünme Kuvveti FR : Fc ile Fp Bileşke Kuvveti Fn : Sürtünme Vektörüne Dik Kuvvet Fns : Kayma Kuvvetine Dik Kuvvet Fn F Şekil 1.3. Ortogonal kesme mekaniği (Altıntaş,2000; Şeker,1997) Burada deformasyon, kesme kenarının köşe olduğu, pah veya yarıçap bulundurmadığı ve kayma düzleminin son derece ince olduğu bölgede oluşmaktadır. Kayma açısı (φ ) kesme hızı (V) ve kayma düzlemi doğrultuları arasındaki açı olarak belirlenmiştir. Kayma düzlemindeki kayma gerilmesi (τ s ) ve normal gerilme (σ s ) sürekli olarak mevcuttur. Talaş üzerinde oluşan bileşke kuvvet (F R ) kayma bölgesine uygulanmış olup talaş-talaş yüzeyi arasındaki bölgede ortalama daimi sürtünme 8
26 olduğu varsayılarak hesaplanır. Bileşke kuvvet (F R ), esas kesme kuvveti (F C ) ile ilerleme kuvveti (F P ) nin bileşkesidir. R 2 C 2 f F = F + F (1.1) Takım kuvveti veya pasif kuvvet kesilmemiş talaş kalınlığı doğrultusunda, esas kesme kuvveti veya işleme kuvveti kesme hızı doğrultusundadır. Kayma düzlemi açısının (φ) değişmesiyle esas kesme kuvveti (F C ) değeri de etkilenmektedir. Şekil 1.4 te kayma düzlemi açısı ile kesme kuvvetinin etkilenmesi gösterilmiştir. FC 5 45 Şekil 1.4. Kayma düzlemi açısıyla kesme kuvvetinin değişimi (Şeker, 1997) φ Talaş açısı (α) hem esas kesme kuvveti (F C ) hem de ona dik ilerleme kuvveti (F f ) önemli ölçüde etkiler. Şekil 1.5 te talaş açısının kesme kuvvetini etkilemesi gösterilmiştir. 9
27 Ff α FR Fc - + α (a) (b) Şekil 1.5. Talaş açısı ile kesme kuvvetlerinin değişimi (a) F C ve F f nin α ya göre değişimi, (b) bileşke kuvvetin α ya göre değişimi (Şeker, 1997) Ortogonal kesmenin mekaniği birinci ve ikinci deformasyon bölgesi olmak üzere iki ayrı deformasyon bölgesiyle gösterilir. Bunlar; Birinci Deformasyon Bölgesi: Kayma düzleminde rol oynayan kayma kuvveti (F S ) Şekil 1.3 teki geometriden şöyle türetilir. FS = FR. Cos( φ + β α) (1.2) Burada β açısı sürtünme kuvvetinin normali ile bileşke kuvvet arasında oluşan sürtünme açısıdır. Kayma kuvveti aynı zamanda esas kesme kuvveti ve takım kuvveti değerleri kullanılarak da aşağıdaki eşitlikten hesaplanabilir. 10
28 φ F S = F. Cosφ F Sinφ (1.3) C f Benzer şekilde kesme düzlemindeki normal kuvvet; Fns = FR. Sin( φ + β α) veya F = F. Sinφ + F Cosφ (1.4) formüllerinden bulunabilir. ns C f. Kesme (kayma) düzlemindeki uniform gerilim dağılımı F S τ S = (1.5) AS Burada A S, kayma düzlemi alanıdır. a A S = b. (1.6) Sinφ b kesme genişliği (tornalamada kesme derinliği), a talaş derinliği (kesilmemiş talaş kalınlığı), φ kayma açısıdır (Şekil 1.6). Talaş ac As a b Takım Şekil 1.6. Ortagonal kesmede kayma düzlemi (Altıntaş, 2000) 11
29 Kayma düzlemindeki normal gerilme σ s ; F ns σ S = (1.7) AS Kesme hızı (V) şekil 1.8 deki diyagramda görüldüğü üzere iki bileşeni vardır. Bunlar kesilme hızı (V S ) ve talaş hızı (V C ) dir. α Vc φ α Vs φ V Şekil 1.7. Ortogonal kesme hız diyagramı (Altıntaş,2000) Kesme hızı, kesme kuvvetine (F C ) paralel olarak oluşan takımın bağıl hızıdır. Talaş hızı (V C ) takımın talaş yüzeyine paralel olarak talaşın takıma göre bağıl hızıdır. Kesilme hızı (V S ) ise talaş kayma düzlemine paralel olarak oluşan talaşın iş parçasına göre bağıl hızıdır. Cosα V S = V. (1.8) Cos( φ α) Sinφ V C = V. (1.9) Cos( φ α) Kesme düzleminde harcanan kesme gücü; dir. P = F. V (1.10) S S S 12
30 Kesme düzlemindeki sıcaklık artışı göze alındığında (T S ) T S = m c.( T T ) (1.11) C. S S r dir. Burada; m c = kaldırılan talaş miktarı c s = iş parçası malzemesinin ısı katsayısı (Nm/kg o C) T r = Ortam sıcaklığı Kaldırılan metal oranı kesme şartlarından bulunur. m c = Q c.ρ Q c = b. a. V (m 3 /s) (1.12) ρ = kg/m 3 iş parçası malzemesinin yoğunluğu Kayma düzlemi sıcaklığı (T S ), (1.8)-(1.12) nolu eşitliklerden şu şekilde hesaplanabilir. T S P S = Tr + (1.13) mc. cs Sadece kayma düzleminde tüm plastik deformasyon göz önüne alındığında yukarıdaki formülasyon elde edilir, aynı zamanda tüm ısının kayma düzleminde olduğu düşünülür. Bu varsayım plastik deformasyonun bir kısmının sonlu kalınlığın kayma bölgesinin üzerinde olduğunu ve ısının bir miktarının iş parçası ve talaş arasında dağıldığını düşünen Boothroyd tarafından önerilen yaklaşık olarak sıcaklık tahmini ince kayma düzleminden uzakta olduğunu göstermektedir. Oxley sıcaklık tahminini düzenleyerek aşağıdaki eşitliği kullanmıştır. T P S S = Tr + λh ( 1 λs ) (1.14) ms. cs 13
31 Burada λ h (0<λ h 1) ince kayma bölgesinin dışında yapılan plastik çalışmayı belirten bir faktördür. λ s iş parçası malzemesinin ısı iletim oranıdır. Karbon çeliği malzemeleri için λ h değeri yaklaşık olarak 0.7 alınabilir. İş parçası ısı iletimi, ampirik olarak aşağıdaki eşitlikle tahmin edilir. λ = log( R tanφ) 0.04 R tanφ 10 s T λ = log( R tanφ) R tanφ 10 (1.15) s T T T Burada R T boyutsuz termal sayıyı verir ve R ile bulunur. ρ. c. V s h T = (1.16) ct c t birim olarak iş parçasının termal iletimidir [W /(m o C]. Kayma düzlemi uzunluğu Lc talaş deformasyon geometrisinden bulunur. a ac Lc = = sinφ Cos( φ α) (1.17) Talaş basınç oranı (r c ) kesilmemiş talaş kalınlığının kesilmişe oranıdır. a r c = (1.18) a c dir. Kayma açısı talaş baskı oranı ve talaş açısı fonksiyonlarından rc. Cosα φ = tan 1 1 r. Sinα olarak bulunur. c (1.19) 14
32 Talaş basınç oranının tersi ise talaş yığılma faktörünü (λ) ifade etmektedir. Talaş yığılma faktörü; a λ = c a olarak tanımlanır. dır. olacaktır. a ac Sin φ = a = Lc. Sinφ ve Cos( φ α) = ac = Lc. Cos( φ α) Lc Lc a φ α φ α λ c Lc. Cos( ) Cos( ) = λ = = (1.20) a Lc. Sinφ Sinφ Yığılma faktörünün hızlarla olan ilişkisini açıklamak için aşağıdaki ampirik formül yaygın olarak kullanılır. V V C = (1.21) λ Kayma yüzeyinin konumunu kayma açısı ile belirlenebileceğine göre; Cosα tan φ = (1.22) λ Sinα eşitliği ile bulunur. Aynı zamanda yığılma faktörünün ampirik olarak bir başka hesaplama metodu: λ = A. ρt g.10 eşitliğidir. (1.23) Bu eşitlikte A= talaş kesiti alanı (mm 2 ) ρt= Talaş gerecinin özgül ağırlığı (gr/mm 3 ) g= Çıkan talaşın gram cinsinden 1 mm sinin uzunluğu (gr/mm) dur. 15
33 Kesme açısının tesiriyle oluşan λ yığılma (talaş sıkışma) faktörü; talaş uzunluğunun (W ), kesme uzunluğundan (W) daha kısa olduğunu açıklamada kullanılır. Diğer bir deyişle talaş yüzeyindeki akma hızı V c ile tanımlanırsa, gerçek kesme hızı V den daha küçüktür (Şeker, 1997). Metal kesmede kayma gerinmeleri ve gerinme oranları standart gerilme testlerinde önemli ölçüde daha yüksek bulunur. Kesilmiş talaş geometrisi Şekil 1.8 de görülmektedir. A 0 B 0 A 1 B 1 kesilmemiş talaş kesitlerinde, ilerlemenin iş parçası hızı (V) ile yapıldığı düşünülür. A2 A0 A1 A'2 α Takım A2 φ B2 α φ α Δd ΔS φ B0 B1 B'2 A1 A'2 Şekil 1.8. Kayma deformasyon ve gerinme diyagramı (Altıntaş, 2000) İş parçası malzemesi B 1 A 1 kayma düzleminde plastik olarak şekil değiştirir ve kesilen talaş, talaş yüzeyinden V C talaş hızıyla akar. Kesme zamanından (Δ t ) sonra kesilmemiş talaş A 0 B 0 B 1 A 1, A 1 B 1 B 2 A 2 talaş geometrisi halini alır. Dolayısıyla talaş kayma açısıyla kayma düzlemindeki kesilmeden ötürü beklenen B pozisyonundan B 2 A 2 pozisyonuna geçer. Gerinme ' ' 2 A2 ' ' deformasyon düzlemi için A 2 A2 = B2B2 dir. Kayma gerinmesi (γ s ) deforme olmuş ve deforme olmamış düzlemler (Δ d = A 1 C) ' arasındaki nominal mesafe üzerindeki deformasyon oranı ( Δ A 2 A2 ) olarak belirlenir. s = 16
34 Eşitlik yeniden düzenlenerek kayma gerinmesi Cosα γ s = (1.24) Sinφ. Cos( φ α) olarak yazılabilir. Kayma gerinme oranı olur. = γ s γ ' s (1.25) Δ t Kayma bölgesi yer değişimi Δ s ve kayma deformasyon bölgesinin kalınlığı Δ d olarak düşünülürse kayma gerinmesi ve kayma hızı Δ s γ s = ve Δ d olarak belirlenebilir. V s Δ s = (1.26) Δ t Kayma gerinme oranı ' γ = V Δ s d = Δ d V. Cosα. Cos( φ α) (1.27) olur. Pratikte kayma bölgesinin kalınlığı yaklaşık olarak kayma düzlemi uzunluğunun bir parçası olarak belirlenir. Δ (1.28) d L c 17
35 İkincil Deformasyon Bölgesi: Takımın talaş yüzeyinde şekil 1.4 te görüldüğü üzere kesme kuvvetlerinin iki tane bileşeni vardır. Bunlar sürtünme kuvveti (F) ve sürtünme kuvvetinin normali F n dir. F F n = F Cosα F Sinα (1.29) c f = F Sinα F Cosα (1.30) c + f Ortogonal kesme analizinde talaşın daimi sürtünme katsayısı μ a ve bir ortalama değer ile takım üzerinden aktığı farz edilir. Gerçekte kısa bir periyot için talaş talaş yüzeyine yapışır ve daha sonra daimi sürtünme katsayısı ile talaş yüzeyinden akmaya devam eder. Talaş yüzeyindeki ortalama sürtünme katsayısı; F μ a = tan β = (1.31) F olarak belirlenir. n Sürtünme açısı β alternatif bir şekilde esas kesme kuvveti ve takım kuvvetinden de bulunabilir. tan( Ff 1 Ff β α) = β = α + tan (1.32) F c F c Takımın talaş yüzeyinde deforme olmuş talaş akış hızı V c Sinφ = rcv = V (1.33) Cos( φ α) dir. Takım talaş yüzeyinde sarf edilen güç P = F. V c dir. (1.34) 18
36 Kayma ve sürtünme bölgelerinde harcanan toplam enerji P = P P dir. (1.35) t s + Kesme kuvvetleri ve hız denklemlerinden toplam güç aynı zamanda fener milinden türetilen motor gücüne eşittir. Pt = FcV (1.36) Sürtünme gücü takımın ve talaşın sıcaklığı ile artar. (1.34) nolu eşitlikten de görülebileceği gibi hız artarsa sürtünme gücü ve dolayısıyla takım sıcaklığı artar. Aşırı ısı takımda istenmeyen yüksek sıcaklıklara sebep olacaktır. Bu olay da takım malzemesinin yumuşamasına yol açarak takımın kırılmasını ve aşınmasını hızlandıracaktır. Buna rağmen imalat mühendisliği verimliliğin artması için yüksek metal kaldırma oranı (eşitlik 1.12) elde etmek için kesme hızının artmasını arzu eder. Talaşlı imalat araştırmacılarının buluşuyla F azaltılmış ve daha iyi takım geometrisiyle ısı talaşa doğru hareket ettirilmiş ve takım malzemesinin ısı direnci geliştirilmiştir. Takım talaş ara yüzeyindeki sıcaklık dağılımının tahmini oldukça karmaşık olmasına rağmen metal kesme analizi için aşağıdaki denklem hala kullanılmaktadır. Takım talaş ara yüzündeki sürtünme gücü ısıya dönüştürülecek olursa; P = m c ΔT olur. (1.37) c s c Burada ΔT c talaştaki ortalama sıcaklık artışıdır. Boothroyd ve Stephenson takım-talaş ara yüzeyinde sürekli yapışan sürtünme kuvveti ile sürekli dikdörtgensel plastik bölgenin olduğunu varsaymışlardır. Deneysel sıcaklık ölçümleri ve varsayılan plastik deformasyon bölgesi eşliğinde aşağıdaki sıcaklık ilişkisi çıkarılır. 19
37 ΔT log( ΔT m c RT hc RT hc ) = δ + 0.5log( ) (1.38) l l t t Burada ΔT m talaş yüzeyi-talaş ara yüzeyindeki talaşın maksimum sıcaklı artışıdır. l t toplam temas uzunluğudur. Boyutsuz sayı δ talaş yüzeyi-talaş ara yüzeyindeki şekil değiştirmiş talaş kalınlığı (hc) üzerindeki plastik katman kalınlığının oranıdır. Ortalama sıcaklı artışı (T int ) şu şekilde hesaplanır. Tint = T s + λ intδt m (1.39) Burada T s ortalama kayma düzlemi sıcaklığı ve λ int ( 0.7) talaş-takım temas bölgesi boyunca farklı sıcaklıklar için doğrultma faktörüdür. Doğru analiz için hem plastik katman kalınlığı (δh c ) hem de l t mikroskopla ölçülmelidir. Yapılmış olan deneylerde talaş yüzeyindeki plastik katman kalınlığı şekil değiştirmiş talaş kalınlığının (δ/h c ) %5 ve %10 arasında olduğu gözlenmiştir. Temas uzunluğu yaklaşık olarak hesaplanabilir. Bileşke kuvvet gerilme-serbest talaş sınırına paralel ve temas uzunluğunun ortasında olduğu farz edilerek Şekil 1.4 teki ortogonal kesme geometrisinden talaş-talaş yüzeyi arasındaki uzunluk yaklaşık olarak; asin( φ + β α) l t = (1.40) SinφCosβ şeklinde hesaplanabilir Eğik (Oblique) Kesme Mekaniği Şekil 1.9 da eğik kesme işlemlerinin şematik olarak temsili görünümü mevcuttur. Ortogonal ve eğik kesme mekaniği arasındaki fark Şekil 1.1 ve Şekil 1.9 daki kesme geometrisine tekrar bakılarak biraz daha iyi anlaşılabilir. 20
38 Eğik kesme mekaniği şekil 1.10 da görülmektedir. Kesme hızı (V) ortogonal kesmede kesme kenarına diktir. Oysaki eğik kesmede, kesme kenarı ile normal düzlemi arasında bir (i) eğim açısı bulunmaktadır. Kesme kenarının normali ve kesme hızına paralel olan düzlem, normal düzlem veya P n olarak belirlenebilir. Kesilme olayı ve talaş oluşumu, kesme hızıyla paralel tüm normal düzlemlerde benzerdir ve kesme kenarına diktir. Dolayısıyla kesme hızı, kayma hızı ve talaş hızı kesme kenarına diktir. Bileşke kuvvet ve kayma talaş yüzeyi bölgesindeki diğer kuvvetlerin tümü ortogonal kesmede aynı normal düzlemdedir. Normal düzleme dik üçüncü doğrultuda bir kesme kuvveti yoktur. Eğik kesme işlemlerinde kesme hızı eğimlidir ve böylece kayma, sürtünme, talaş akışı ve bileşke kuvvet doğrultuları 3 kartezyen koordinatın bileşkeleridir. Şekil 1.10 da x ekseni kesme kenarına diktir, fakat kesme yüzeyi üzerindedir. Y ekseni kesme kenarıyla hizalıdır ve z ekseni xy düzlemine diktir. Eğik kesmede kuvvetler 3 doğrultunun tümünde de oluşmaktadır. Eğik kesmede önemli olan düzlemler kayma düzlemi, talaş yüzeyi, kesme yüzeyi xy, normal düzlem xz, veya P n ve hız düzlemi P v dir. Normal düzlemdeki eğik kesmenin mekaniği ortognal kesme ile aynıdır, dolayısıyla tüm hız ve kuvvet vektörleri normal düzlemde hesaplanır. Şekil 1.11 de kayma ve xy düzlemi arasındaki açı φ n olarak isimlendirilmiştir. Kayma hızı kayma düzleminde oluşur, fakat normal düzlem üzerindeki kesme kenarının normal vektörüyle φ i eğik kayma açısını oluşturur. Kesilen talaş, talaş akış açısı η ile talaş yüzeyi düzlemi üzerinden kalkar. Talaş, talaş yüzeyi arasındaki sürtünme kuvveti talaş akış doğrultusu ile aynı doğrultudadır. Z ekseni ile talaş yüzeyi üzerindeki normal vektör arasındaki açı normal talaş açısı α dır. Talaş yüzeyindeki sürtünme kuvveti F ve normal kuvvet F n sürtünme açısı β ile bileşke kuvvet F R yi oluşturur. 21
39 i Talaş Yüzeyi i Vc η Talaş Açısı Fc İş Parçası Fr V, Fc Takım Ff Fr Ff Kesici Kenar Eğim Açısı Yan Yüzey (a) (b) Şekil 1.9. Eğik kesme işlemi [(a) Düzlemsel parçalarda eğik kesme, (b) Silindirik parçalarda eğik kesme] (Altıntaş,2000; ASM Handbook) z α η Kesme Yüzeyi z y Talaş Yüzeyi x y α η V Normal Düzlem Talaş Yüzeyi x Kayma Düzlemi Vs Vc i Kesme Yüzeyi φn φn φi FR Kesme Kenarı i θn θi Şekil Eğik kesme Geometrisi (Altıntaş, 2000) 22
40 Normal Düzlem Fn z θn+α Talaş Yüzeyi Normal Düzlem αn η φi Vs x θi Kesme Kenarı Normali FR η F φn y Vc i V Kesme Yüzeyi Normal Düzlem Kesme Kenarı z y Kayma Düzlemi x φi Fs φn Normal Düzlem Fns Kesme Kenarı FR θn θi Şekil Eğik kesmede kuvvet, hız ve kayma diyagramları (Altıntaş, 2000) Şekil 1.11 deki geometrik şekilden aşağıdaki eşitlikler türetilebilir. F Sinθ i = FR Sinβ = FR Sinθi = Sinβ. Sinη (1.41) Sinη tan( θ n + α) F = F n tan β = F n tan( θ n + α) = tan β. cosη (1.42) cosη Merchant, ortogonal kesmede minimum enerji prensibinden kayma açısı tahmini yapılabileceğini önermiştir. Aynı prensip eğik kesmede de uygulanır. Şekil 1.11 deki geometriden kayma doğrultusundaki F R bileşke kuvvetten şöyle bulunur. 23
41 F s [ cos( θ + φ )cosθ cosφ + sinθ sinφ ] = F (1.43) n n veya kayma gerilmesi ve kayma bölgesindeki alandan i i i i F = τ A s s s b a = τ (1.44) cosi sinφn Burada A s kayma bölgesindeki b ve h dan oluşmaktadır. İki kayma kuvveti eşitliğinden bileşke kuvvet türetilebilir. F R τ ba [cos( θ + φ )cosθ cosφ + sinθ sinφ ]cosi.sinφ = s (1.45) n n i i i i n Frezeleme İşleminin Mekaniği Frezeleme işleminde, kesici takımın kendi ekseni etrafında dönmesi ve parçanın ilerleme hareketi yapması sonucu talaş kaldırma işlemi gerçekleşir. Talaş kaldırma işlemi takım ve iş parçası arasındaki izafi hareketlerin sonucu olarak meydana gelir. Bunlar sırasıyla kesme hareketi, ilerleme hareketi ve yardımcı hareketlerdir. Frezeleme işlemi diğer talaşlı imalat yöntemlerinden farklı olarak kesici takımda bulunan diş sayısına bağlı olarak verimliliği oldukça yüksek bir talaşlı imalat yöntemidir. İş parçası yüzeyinin işlenmesine göre frezeleme işlemleri, çevresel ve alın frezeleme olarak iki grupta incelenir. Çevresel frezeleme, ekseni yatay durumda bulunan ve silindirik bir frezenin çevresindeki dişlerle talaş kaldırma biçimidir. Bu yöntemde kesici takımın her bir dişi bağımsız olarak düşünüldüğünde talaş kaldırma işlemi, tornalamada olduğu gibi meydana gelir. Ancak burada iş parçası ilerleme hareketi yapar ve dişler belirli bir eksen etrafında döner. Bu nedenle işlem sırasında talaş kesit alanı devamlı değişir. Bunun için tornalama işlemine göre daha kompleks bir yapıya sahiptir. Şekil 1.12 de çevresel frezeleme işlemi gösterilmektedir. 24
42 Kesici Takım Ağız Talaş Yüzeyi Serbest Yüzey İş Parçası Talaş Şekil Çevresel frezeleme ile talaş kaldırma işlemi (Özkan, 2000) Alın frezelemede, kesici takım ekseni işleme yüzeyine diktir. Kesme işlemi kesici dişlerin yan kenarları ile gerçekleşir. Alın frezeleme işleminde kesici takımın boyutu önemli bir faktördür. Eğer işlenen yüzeyin genişliği kesici takımın çapından küçük ise, frezeleme ya simetrik ya da asimetrik olarak yapılır. Şekil 1.13 de görüldüğü gibi simetrik frezeleme, kesici takım ekseni ile iş parçası ekseninin çakışması durumunda yapılan talaş kaldırma olayıdır. Eğer iki eksen çakışmıyorsa asimetrik frezeleme işlemi gerçekleşir. Asimetrik frezeleme Şekil 1.14 de görülmektedir. Kesici takımın çapı iş parçasının işlenen yüzey genişliği (iş parçasının genişliği) ile aynı ise işlemi tam kavrama olarak, eğer iş parçası genişliği daha küçük ise kısmi kavramalı frezeleme adı verilir. (Özkan, 2000). Alın frezeleme İşlemlerinde, frezeleme takımının iş parçasına göre giriş ve çıkış açıları sıfır değildir. Frezeleme işlemi, kesici takımın dönme yönü ve iş parçasının ilerleme yönüne göre ikiye ayrılmaktadır. Bunlar, zıt yönlü ve aynı yönlü olarak adlandırılmaktadır. 25
43 Parçaya giriş noktası Cmax Cmax Aynı Yönlü Frezeleme Şekil Simetrik aynı ve zıt yönlü frezeleme Parçaya giriş noktası Zıt Yönlü Frezeleme Dönme Yönü Kesmeye başlama noktası Kesmeye başlama noktası Aynı Yönlü Zıt Yönlü Şekil Asimetrik aynı ve zıt yönlü frezeleme (Özkan, 2000) Zıt yönlü frezeleme, takım dönüş ile ilerleme yönünün ters durumunda olduğu işleme yöntemidir. Bu yöntemde kesme işlemi, aşağıdan yukarıya doğru yapılmaktadır. Bu sırada meydana gelen talaş kalınlığı ise, sıfırdan maksimum değere doğru artmaktadır. Bu yöntemde kesme kuvvetlerinin, kesme başlangıcında sıfır olması ve giderek artması bir avantajlı durumdur. Fakat iş parçasını tezgah tablasından kaldırmaya çalışması ise, mahzurlu bir durumdur. Zıt yönlü frezelemede, freze kesici ucunun iş parçasına giriş açısı sıfır olup iş parçasından çıkış açısı sıfırdan farklıdır. Aynı yönlü frezeleme ise, takımın dönüş yönü ile ilerleme yönünün aynı olduğu işleme yöntemidir. Burada kesme işlemi yukarıdan aşağı doğru olduğundan talaş kalınlığı, maksimum değerden sıfıra doğru azalmaktadır. Bu işleme yönteminde, kesme kuvvetinin başlangıçta maksimum olması bir mahzur olmasıyla birlikte, iş parçasını tablaya bastırması da avantajlı bir yönüdür. Kesme kuvvetlerinin bu etkileme biçimi, iş parçası tutturma tertibatındaki boşlukları kapatmakta ve bunların sebep olduğu titreşimleri azaltmaktadır. Bu şekilde yüzey kalitesinde de iyileşme 26
44 sağlanmaktadır (Özcan, 2001). Aynı Yönlü Frezeleme, freze kesici ucunun giriş açısı sıfırdan farklı olup, çıkış açısı sıfırdır. Hem zıt yönlü hem de aynı yönlü frezeleme işlemleri çevresel frezeleme veya parmak frezeleme olarak isimlendirilir (Şekil 1.15). Tornalama işleminin aksine frezeleme işleminde talaş kalınlığı (a), periyodik şekilde farklı dalma fonksiyonu olarak değişiklik göstermektedir. Talaş kalınlığı değişimi yaklaşık olarak; h ( φ) = f sinφ (1.46) bağıntısıyla tahmin edilebilir. Y Fy (φ) n φst φ Fr f φex Ft X Fx (φ) b Şekil Frezeleme işlemi geometrisi Burada f ilerleme oranı (mm / devir diş) ve φ anlık dalma açısıdır. Başlangıçta takma uçlu takım tutucular kullanılarak yapılan yüzey frezeleme işlemlerinde helis açısı sıfır olarak varsayılır. Tanjant (F t (φ)) radyal (F r (φ)) ve aksiyal (F a (φ)) kesme kuvvetleri, değişken kesilmemiş talaş alanı (ah(φ)) ve kenar temas uzunluğunun (a) bir fonksiyonu olarak açıklanır: F F F t r a ( φ) = K tcah( φ) + K tea, ( φ) = K rcah( φ) + K rea, ( φ) = K ah( φ) + K a ac ae (1.47) 27
45 Burada K tc, K rc ve K ac bağıl olarak teğetsel, radyal ve eksenel kayma hareketiyle oluşan kesme kuvveti katsayıları, K te, K re ve K ae kenar sabitleridir. Eğer uç yarıçapı ve yaklaşma açısı sıfır kabul edilirse, kesme kuvvetinin aksiyal bileşeni sıfır olur (F a =0). Aksi halde bunların etkisi modellenmelidir. Kesme katsayıları takımmalzeme çifti için sabit olarak farz edilir ve bunlar mekanik kanunlarına göre hem frezelemede hem de klasik eğik kesme dönüşümü kullanılarak değerlendirilebilir. Bunlar bazen anlık değişen veya ortalama talaş kalınlığının (h a ) nonlineer fonksiyonu olarak açıklanır. Ortalama talaş kalınlığı her devir için taranan bölgeden; h a = φ φ ex csinφdφ cosφ st ex = c φ φ φ ex bağıntısı kullanılarak hesaplanır. st ex cosφ φ st st (1.48) Fener milindeki anlık değişen kesme torku (T c ), T F. D c = t (1.49) 2 bağıntısından bulunur. Burada D freze takım çapıdır. Takımdaki kesme kuvvetlerinin yatay (yanal), normal ve eksenel bileşenleri Şekil 1.15 te gösterilen diyagramdan türetilir. F F F x y z ( φ) = Ft ( φ) = + Ft ( φ) = + Fa. cosφ F sinφ F r r sinφ, cosφ, (1.50) Kesme kuvvetlerinin sadece kesici takım kesme bölgesinde olduğu zaman oluşacağına dikkat edilmelidir. Şöyle ki, φ φ olduğunda F ( φ), F ( φ), F ( φ) > 0 st φ ex dır. x y z 28
46 Burada φ st ve φ ex nispi olarak takıma giriş ve çıkış açılarıdır. Başka bir önemli nokta takımdaki diş sayısı ve radyal kesme genişliğine bağlı olarak bir dişten (uçtan) daha fazla diş kesme yapabilir. Diş aralık açısı φ p (veya takım aralık açısı); 2π φ p= n ifadesiyle bulunur. Burada n takımdaki diş sayısıdır. Tarama açısı (φ s = φ ex - φ st ) takım aralık açısından (φ s > φ ex - φ st ) daha büyük olduğu zaman birden daha fazla dişle aynı anda kesme meydana gelecektir. Aynı anda birden daha fazla dişle kesme yapıldığında her dişin toplam yanal ve normal kuvvete katkısı hesaba katılmalıdır. Toplam yanal, normal ve aksiyal kuvvetleri şu şekilde formüle edebiliriz: n n F = ( φ ), = ( ), x F xj j= 1 j n F φ j F z = F zj ( j ) y F yj j= 1 j= 1 φ (1.51) Toplam blok olarak sunulan her terim kesme kuvvetlerindeki her dişin katkısını belirtir. Eğer diş j dalma bölgesinin dışında ise toplam kuvvet katkısı sıfır olur. Takımdaki (veya iş parçasındaki) anlık bileşke kesme kuvveti; 2 x 2 y 2 z F = F + F + F (1.52) bağıntısından hesaplanır. Fener milindeki anlık kesme torku; T n D =. c F tj 2 j=1 ( φ j ) φst φ j φex (1.53) dir. Burada D takım çapıdır. Kesme gücü (P t ) fener mili motorundan bulunur. N P = V. ( φ ) φ φ φ (1.54) t F tj j= 1 j Burada V = Π D N kesme hızı ve N ise fener mili hızıdır. st j ex 29
47 Frezelemede Kesme Sabitlerinin Mekanik Tanımlaması Eğik frezeleme sabitlerinin belirlenmesinde kayma açısı, kayma gerilmesi ve sürtünme katsayısı gibi ortogonal kesme parametrelerine, farklı freze takım geometrilerinin modellenmesinde ihtiyaç duyulmaktadır. Ancak kompleks kesme kenarlarına sahip olan bazı kesici takımların, ortogonal kesme veri tabanıyla kesme sabitlerinin değerlendirilmesi mümkün olmamaktadır. Bu gibi durumlarda freze takımlarının hızlı kalibrasyon yöntemi mekanik yaklaşım kullanılarak gerçekleştirilir. Frezeleme deneyleri, eksenel ve radyal kesme derinlikleri sabit olması şartıyla farklı tabla ilerleme hızlarında belirlenir. Diş başına ortalama kesme kuvvetleri periyodu ölçülür. Ölçümlerde run out etkisinden kaçınmak için, her bir iş mili devri üzerindeki toplam kuvveti toplanır ve takım tutucudaki kesici uç sayısına bölünür. Deneysel olarak belirlenen ortalama kesme kuvvetleri, analitik olarak elde edilen ortalama frezeleme kuvvetlerine eşitlenir ve bu da kesme sabitlerinin tanımlanmasını sağlar. Diş başına kaldırılan talaş hacmi, helisli veya helissiz takımlarda sabit olduğu için ortalama kesme kuvvetleri helis açısına bağlı değildirler. Denklem (1.55) de dz = a, φ j (z) = φ ve k β = 0 ifadelerini kullanarak ve denklemi integre ettikten sonra (φ p = 2 π / n) adım açısına bölerek diş başına düşen ortalama frezeleme kuvveti olarak denklem (1.56) elde edilir(altıntaş, 2000). c [ K tc sin 2φ j ( z) K rc (1 cos 2φ j ( z)) ] 2 [ K cosφ ( z) K sinφ ( z) ] + dfx, j ( φ j ( z)) = dz, te j re j c [ K tc (1 cos 2φ j ( z)) K rc sin 2φ j ( z) ] 2 [ K te sinφ j ( z) K re cosφ j ( z) ] [ K csin ( z) K ], + dfy, j ( φ j ( z)) = dz, (1.55) dfz, j ( φ j ( z)) = ac φ j + ae dz F q 1 = φ φ ex p φ st F ( φ) dφ q (1.56) 30
48 Kesici ağız sadece dalma bölgesinde (eksenel kesme derinliğinde) çalıştığı için (yani φ φ st φ ex elde edilir. olduğu için) anlık kesme kuvvetlerini integre ederek aşağıdaki eşitlikler F F F x y z naf = 8π naf = 8π na 2π ex [ K cos 2φ K [ 2φ sin 2φ ] + [ K sinφ + K cosφ], tc rc na 2π ex [ K ( 2φ sin 2φ ) + K cos 2φ ] [ K cosφ + K sinφ], tc rc na φex = [ K acc cosφ + K aeφ]. (1.57) φst 2π te te re re φ φ st φ φ st Frezeleme deneylerinde kanal frezeleme işlemi çok kullanılmaktadır. Burada giriş ve çıkış açıları sırasıyla φ st = 0 ve φ ex = π olmaktadır. Kanal frezeleme işlemlerinde ortalama kuvvetlerin bulunmasında denklem (1.53) kullanılır ve buradan aşağıdaki eşitlik elde edilir. F F x y na = K 4 rc na f K π re, na na = + K tc f + K te, (1.58) 4 π na na F z = + K ac f + K π 2 ae. Ortalama kesme kuvvetleri, tabla ilerleme hızının (c) lineer bir fonksiyonu olarak tanımlanabilir. Kenar kuvvetlerine bağlı olarak aşağıdaki eşitlik elde edilmiştir. F = F f + F (q = x, y, z). (1.59) q qc qe Her tabla ilerleme hızı için ortalama kuvvetler ölçülür ve yukarıdaki lineer regresyon denklemi kullanılarak, kesme kenar bileşenleri ( F, F qc qe ) tahmin edilebilir. Sonuç olarak denklem (1.58) ve (1.59) kullanılarak kesme kuvveti katsayıları aşağıdaki gibi belirlenir. 31
49 4Fyc πfye K tc =, K te =, na na K K rc ac 4Fxc πfxe =, K re =, (1.60) na na πfzc 2Fze =, K ae =. na na Her bir kesme geometrisi için bu işlem tekrarlanır. Ancak mekanik modelleri kullanarak yeni tasarlanmış takımları test etmek için frezeleme kuvvet katsayıları başlangıçta tahmin edilememektedir. Bu nedenle takım imal edilmeden önce temel ortogonal kesme parametreleri kullanılarak eğik kesme dönüşümü kesme sabitlerini belirleyebilir İşlenebilirlik Talaş kaldırılırken iş parçası malzemenin kesilmeye karşı gösterdiği dirence işleme kabiliyeti (talaş kaldırma kabiliyeti) adı verilmektedir. Talaş kaldırma kabiliyeti, kaldırılan malzeme ve talaş miktarına, kesici takımın özelliklerine, işleme süresine ve işlenen yüzey kalitesine bağlı olarak değişen karmaşık bir olaydır (Özcan, 2001). Talaş kaldırma kabiliyetini etkileyen faktörler şunlardır: - İşlenen malzemenin cinsi (dokusu, sertliği, kimyasal bileşimi) - Kesici takım malzeme cinsi (dokusu, sertliği, kimyasal bileşimi) - Kesici takımın geometrisi (talaş, sırt, helis açıları ve uç formu) - İşleme yöntemi (kanal, alın, aynı yönlü, zıt yönlü) - Talaş kesiti ve biçimi - Takım, iş parçası ve tezgah sisteminin rijitliği - İşleme şartları (kesme hızı, ilerleme, eksenel ve radyal talaş derinlikleri) - Kesme veya soğutma sıvısının kullanımı - Aşınma ve titreşimlerin etkisi 32
50 İşlenen Malzemenin Cinsi Çoğu zaman iş parçası malzemesinin sertlik, akma mukavemeti, süneklik ve pekleşme üsteli gibi mekanik özellikleri işlenebilirlikle ilişkilidir. Bu ilişki, malzeme cinsi ve grubuna bağlıdır. Örneğin aynı sınıf çeliklerde, işlenebilirlikle sertlik ve akma mukavemeti arasında negatif bir ilişki mevcuttur. Genellikle akma mukavemeti ve sertliğin düşük değerleri işlenebilirlik için tercih edilmektedir. Benzer durum sertlik bakımından değerlendirildiğinde, dökme demirlerin genel gruplarında doğru sonuç vermektedir. Fakat sertlik etkisi, alüminyum alaşımları için net değildir. Sertlik testleri, kararlı işlenebilirliği sağlamak için aynı parti (üretim bandı) malzemeler arasındaki tutarlılığı belirlemek için kullanılır. Östenitik paslanmaz çelik ve ısıya dayanıklı alaşımların çoğunda işlenebilirlik, pekleşme oranının artmasıyla azalır. Bu malzemelerin işlenmiş yüzeylerinde ince bir tabakada sertlikte önemli bir artış olur. Özellikle eğer diş başına ilerleme pekleşmiş katman derinliğine yakınsa, pekleşme katman derinliği ve sertlik seviyesi en düşük değerde tutulmalıdır. Kesme enerjisini azaltmak için pozitif keskin kenar seçilmelidir (Stephenson ve Agapiou, 2006) Kesici Takım Malzeme Cinsi Takımlar bir tutucuya tespit edilerek iş malzemesine şekil veren aletler olduklarından, bu şekil verme işlemi genellikle malzemeden talaş kaldırarak gerçekleştirilir. Talaş kaldırma işlemlerinde, ya tornalama işleminde olduğu gibi tek noktalı takımlarla sürekli kesme ya da frezeleme işleminde olduğu gibi çok uçlu takımlarla kesintili kesme yapılır. Sürekli kesme işleminde kesici uçta yüksek sıcaklık oluşurken kesintili kesme işleminde ise kesici uçlar darbeli yüklere maruz kaldığından daha büyük kuvvet ve sıcaklık değişimleri meydana gelir. İşlenen malzemelerin iç yapısına ve istenilen yüzey kalitesine göre uygun kesme hızlarında çalışması gereklidir. Yüksek kesme hızları kesici uç bölgesinde yüksek sıcaklıklar oluşturmasına rağmen ekonomiklik dikkate alınmalıdır. Bir kesici takımın kesme esnasında yüksek sıcaklıklarda kesme yeteneğini muhafaza etmesi için yüksek sıcaklık sertliğine sahip olması gerekir. Uçta meydana gelecek sıcaklık için kızıl 33
51 sıcaklık sertliği yeterli değilse o zaman takım hızla bozulur ve kullanılmaz hale gelir. Takım sürekli dönme çevriminden de oluşan ısıtma ve soğutma etkisini yenmesi için yeterli ısıl darbe direncine sahip olması gereklidir. Frezeleme işlemi veya eksantrik tornalama işlemi bu olaya tipik örneklerdir. Bu ısıl darbe direnci çok düşükse takım ucu hızlı şekilde aşınır. Düşük şok dirençli uçlar sadece sürekli kesme işlemlerinde kullanılabilir. Talaş kaldırma esnasında oluşan kuvvetler, basınç, sürtünme, ısı oluşumu ve aşınma gibi olaylar ve ekonomiklik dikkate alınırsa, genellikle bir kesici takımda bulunması gereken özellikleri şöyle sıralayabiliriz. - Yüksek basma ve eğilme mukavemeti, - Yüksek sertlik ve abrazyon direnci, - Yüksek sıcaklıkta aşınmaya karşı dayanıklılık ve iyi kimyasal kararlılığa sahip olması, - Isı birikiminin önlenmesi için yüksek ısı iletim yeteneğine sahip olması, - Ucuz olması yanında darbe etkisine karşı kafi derecede tok olmalıdır. Ancak bütün bu özelliklere sahip bir kesici takım malzemesi yoktur, çünkü bu özellikler birbiri ile ters düşebilmektedir. Yüksek sıcaklık ve aşınmaya dirençli takım malzemelerinin eğilme ve darbelere karşı dayanımları düşüktür. Burada önemli olan iş parçasına göre teknik ve ekonomik koşulları bağdaştıracak şekilde en uygun takım malzemesinin seçimidir. Bu takım malzemeleri, iç yapıları, ömürleri, imalat şekillleri ve mekanik özelliklerine göre sekiz grupta incelenebilir. Bunlar; - Karbon çelikleri ve takım çelikleri - Yüksek hız çelikleri - Stellitler ( Kobalt esaslı döküm alaşımları) - Sert metaller - Seramikler - Kübik bor nitrürler - Elmaslar dır (Şahin, 2003). 34
52 Kesici Takımın Geometrisi Takım geometrisini tayin eden faktörler; α talaş açısı, θ kama açısı, γ serbest kenar boşluk açısı gibi ana açılar ve takım ucunun r yuvarlatma yarıçapıdır. Bu açılar arasında; α + θ + γ = 90 (1.61) bağıntısı vardır. γ serbest açısı, takımın işlenen yüzeye sürtünmesini, θ kama açısı takımın parçaya nüfuz etmesini ve α talaş açısı talaşın parçadan uzaklaşmasını sağlar. Pratikte γ serbest açısı takım ve parça malzemesine bağlı olarak genellikle 3-7 arasında alınır. Dolayısıyla talaş kaldırma olayını esas olarak θ ve α açıları etkiler. Bu hususta yukarıdaki bağıntı göz önüne alınırsa iki durum ortaya çıkabilir. Bunlarda birincisi α açısı küçük, θ açısı büyük ise takımın ucu küt olduğundan malzemeye nüfuz etmesi zorlaşır, kesme kuvvetleri büyür, ısı oluşumu artar ve takımın ucu kısa zamanda bozulur. İkincisi ise α açısı büyük, θ açısı küçük ise, takım ucu ince olduğundan malzemeye daha kolay nüfuz eder, daha küçük kesme kuvvetleriyle talaş kaldırır, talaş kolaylıkla akar ve takım daha yüksek kesme hızlarında kullanılabilir. Ancak uç ince olduğundan takımın mukavemeti azalır ve kırılma olasılığı artar. Bu açıklamalar ışığı altında kırılgan malzemeler için α açısı küçük θ açısı büyük; sünek malzemeler için α açısı büyük θ açısı küçük seçilmelidir (Dinler, 1993) İki kesici kenarın birleştiği köşe noktası keskin ancak zayıf bir noktadır. Talaş kaldırma işleminin küçük bir kesit alanıyla gerçekleşmesinden dolayı köşe noktası kesici kenarın en zayıf noktasıdır. Talaş kaldırma esnasında iş parçasına önce bu kısım temas etmekte, dolayısıyla malzeme deformasyondan dolayı ortaya çıkan gerilmeleri önce bu kısım karşılamak zorunda kalmaktadır. Kesici uca ait uç açısı ucun mukavemetini belirler. Genellikle bu açı arasında değişir, ancak 35
53 yuvarlak kesici uçlarda kesici kenar çok daha büyük bir kesit alanına sahiptir. Dolayısıyla yuvarlak kesici uçlarda kesici kenar çok güçlüdür. Ayrıca daha büyük kesit alanı işleme esnasında daha büyük kuvvetlere mukavemet gösterir. Daha büyük bir köşe yarıçapı kesmeyi daha uzun bir kenar boyunca dağıtır ve böylelikle daha iyi bir takım ömrü sağlar. Büyük köşe yarıçapı ile ısının sistemden uzaklaştırılması çok daha kolay, böylelikle ısıl gerilmelerden ortaya çıkan tahribat çok daha azdır. Ancak köşe yarıçapına göre radyal ve eksenel yöndeki kuvvet dağılımları da farklılık gösterir. Büyük köşe yarıçapı büyük radyal kuvvetlerin oluşumuna neden olur. Bu da ince cidarlı iş parçalarının işlenmesinde ve delik işleme işlemlerinde talaş kaldırma işleminin rijitliğine olumsuz etkide bulunur. Radyal kuvvet iş parçası ve takımda sehime yol açar. Köşe yarıçapının artması titreşim eğilimini de arttırır. Daha büyük bir kesme uzunluğu daha yüksek bir rijitliğe gereksinim gösterir. Yuvarlak kesici uçların kesici kenarları son derece güçlüdür. Ancak bu kesici uçların kullanıldığı işlemlerde rijitlik açısından takımın, bağlama elemanlarının, iş parçasının ve tezgahın test edilmesi gerekir. Tırlama riski olduğunda köşe yarıçapının seçiminde son derece dikkatli olunmalıdır (Çakır,1999). İş parçasının yüzey kalitesi köşe yarıçapının büyüklüğünden etkilenir. Yüzey kalitesi ilerleme ile köşe yarıçapının bir fonksiyonudur. Bu sonuç teorik bir sonuçtur. Pratikte kesme hızı ve kesici kenarda oluşan aşınma da yüzey pürüzlüğüne etkide bulunurlar. Teorik olarak bu bağıntı; Rt = f 2 / 8.r (1.62) olarak bulunur. Bu ifadede f ilerleme, r takım ucu yarıçapı ve Rt yüzey pürüzlülük değeridir. 0,4 mm köşe yarıçapı ve 0,25 mm/dev ilerleme ile 20 mikronluk bir Rt yüzey pürüzlülüğü değeri elde edilirken aynı ilerleme değerinde, köşe yarıçapının 2,4 mm ye çıkarılması halinde 3,3 mikronluk bir Rt değeri elde edilmektedir. Buradan büyük bir köşe yarıçapının ve daha düşük ilerleme değerinin seçimi ile yüzey kalitesinin artışı görülmektedir (Çakır,1999). 36
54 Frezeleme İşlemlerinde Takım Aşınması Aşınma Aşınma, katı cisimlerin sürtünen kuru yüzeyleri arasında malzeme kayıplarının meydana gelmesidir. ASTM G40-93 standartlarına göre aşınma; kullanılan malzemelerin, başka malzemelerle (katı, sıvı, gaz) teması neticesinde mekanik etkenlerle yüzeyden küçük parçacıkların ayrılması sonucu meydana gelen ve istenmeyen yüzey bozulması şeklinde tanımlanmaktadır. Başka bir tabirle, izafi hareket yapan elemanlar arasındaki sürtünme sonucu meydana gelen malzeme erozyonu veya kayıplarıdır. Aşınma; kuvvet, kayma hızı, sıcaklık, yağlama durumu, malzeme cinsi ve sertliğinden etkilenen karmaşık bir olaydır. Bu etkilerin bazılarının baskın olması farklı aşınma mekanizmalarını ortaya çıkarmaktadır. Bazı durumlarda, birkaç aşınma mekanizması birlikte etkili olmaktadır. Dolayısıyla bu durum, aşınma olayını ve simülasyonunu karmaşık bir hale getirmektedir (Özcan, 2001). Bütün kesici takımlar talaş kaldırma işlemleri sırasında aşınır ve bu aşınma, kesici takım ömrünü tamamlayıncaya kadar devam eder. Kesici kenar ömrü dakika olarak ifade edilir ve günümüzde takım ömrü eskiden olduğundan daha azdır ve çoğunlukla 15 dakikalık süre üzerine oturtulmakla beraber genellikle bir miktar daha fazla olur. İlk zamanlarda takım ömrü parametresi sadece takımın daha fazla kesme yapmaması gibi basitçe ifade edilirdi. Günümüzde yüzey dokusu, hassasiyet, takım aşınma biçimi, talaş oluşumu önceden kestirilebilir güvenli takım ömrü gibi yaygın parametreler söz konusudur. Doğru kesici takımın seçimi işleme sırasında maksimum verimliliğin elde edilmesi için kritiktir. Özellikle kesici malzeme seçimi ve kesme geometrisi önemlidir. Ancak bununla beraber işleme şartları ve özellikle işleme parametreleri genel kararlılıkrijitlik standart değilse doğru takımla bile optimum takım ömrü elde edilemeyecektir. Titreşimler takım tutucunun ve bağlamanın rijitliğinde bir eksiklik olduğu durumlarda pek çok kesici kenarın vaktinden evvel ömrünü doldurmasına sebep olacaktır. Takım aşınması kaçınılmazdır ve esasında negatif bir süreç değildir. Takım 37
55 aşınmasının olup olmaması değil, olduğunda ne kadar ve hangi tipte meydana geldiği önemlidir. Takım aşınması kesici kenar üzerindeki yük faktörlerinin bir kombinasyonunun ürünüdür. Kesici kenar ömrü takım geometrisini değiştirmeye çalışan çeşitli yüklerle belirlenir. Aşınma takım-iş parçası-işleme şartları arasındaki karşılıklı etkileşimin bir sonucudur (Şeker, 1997) Ana Yük Faktörleri Temel yük faktörleri mekaniksel, termal, kimyasal ve aşındırıcı olarak sıralanmakta ve tipik aşınma bölgeleri Şekil1.16 da gösterilmektedir. A B C D Şekil Tipik aşınma bölgeleri: (A) mekaniksel, (B) termal, (C) kimyasal, (D) aşındırıcı (Şeker, 1997) Mekaniksel Yük Faktörleri Mekanik yüklerin statik bileşenlerinden başka talaş biçimlenme sürecinin kendisinden oluşan çeşitli dinamik yüklerde oluşumu söz konusudur. Bunların en önemlileri değişen talaş derinliğinden, kesintili işlemeden kaynaklananlar ve frezelemede görülenlerdir. 38
56 Isıl Yük Faktörleri Talaş kaldırma işlemi talaş yüzeyinde ve kesici ucun yan yüzeyinde çok miktarda ısı oluşmasına sebep olur. Termal yük önemli ölçüde takım malzemesi üzerindedir ve frezelemede olduğu gibi bazı işlemlerde kesici kenarlar iş parçasından ayrılırken ve tekrar girerken ortaya çıkan dinamik bir faktördür Kimyasal Yük Faktörleri Talaş oluşumu-biçimlenmesi süreci devamlı olarak yeni bir metal ara yüzeyi oluşturulması anlamı taşır ve talaş biçimlenmesi sırasında takım malzemesi boyunca oldukça yüksek sıcaklık ve basınç altında zorlama vardır. oluşan bölgeler metallerin kimyasal reaksiyonları ve difüzyon için oldukça uygun bir ortam hazırlar Aşındırıcı Yük Faktörleri Pek çok iş parçası malzemesinin işlenmesi sırasında sertlikleri takım malzemesi ile karşılaştırılabilecek kadar yüksek çeşitli tipte oldukça sert partiküller görülür. Daha sonra bunlar takım üzerinde taşlamadan daha çok aşındırma etkisi yapan bir sınır oluştururlar. Bu kalıntılar veya kabuk parçacıkları malzeme miktarının çok büyük kısmını oluşturmasalar bile işleme sırasında tüm işlenecek malzemenin kesici kenardan geçmesiyle hemen hemen daima değişen miktarlarda aşındırma görülür Aşınma Mekanizmaları Talaş kaldırma sırasında kesici kenar üzerinde etkili olan yük faktörlerinin bir sonucu olarak bazı temel aşınma mekanizmaları metalden talaş kaldırma işlemine etki eder. Bunlar; 1. Abraziv (aşındırıcılarla) aşınma 2. Difüzyon (atomik yer değiştirme ile) aşınma 3. Oksidasyon aşınma 4. Yorulma ile aşınma 39
57 5. Adheziv (yapışma ile) aşınma şeklinde özetlenebilir (Şekil 1.17). Şekil Takım aşınma türleri (1-abraziv aşınma, 2- difüzyon aşınma, 3- oksidasyon aşınma, 4- yorulma ile aşınma, 5- adhesiv aşınma) (Çolak, 2002) Abraziv Aşınma Abraziv aşınma çoğunlukla iş parçası malzemesinin sert taneciklerinin sebep olduğu aşınma şeklidir. Sert tanecikler yumuşak malzemenin yüzeyinden parçalar koparması şeklinde ortaya çıkmaktadır. Kopan parçacıklar malzemelerin ara yüzünden uzaklaştırıldığı, yapışmanın olmadığı ve böylelikle yüzeyde malzeme kaybının fazla olduğu bir mekanizmadır (Özcan, 2001). Kesici kenarın abraziv aşınmaya karşı direnç kabiliyeti önemli ölçüde sertliğine bağlıdır. Sert parçacıkların yoğun bir şekilde sıkıştırılması ile oluşan takım malzemesi abraziv aşınmaya karşı koyabilecektir. Fakat işleme sırasında oluşan diğer yük faktörleri ile başa çıkacak şekilde donatılmış olmayabilir. Abraziv aşınma takım talaş yüzeyinde ise krater oluşmasına sebep olur (Şeker, 1997). 40
58 Difüzyon Aşınması Difüzyon aşınmasında talaş kaldırma işlemi sırasında oluşan kimyasal yükler daha etkilidir. Takım malzemesinin kimyasal özellikleri ve takım malzemesinin iş parçası malzemesine olan birleşme eğilimi difüzyon aşınma mekanizmasının oluşumunu belirleyecektir. Takım malzemesinin sertliği süreçte çok fazla etkili değildir. Malzemeler arasındaki metalurjik ilişki aşınma mekanizmasının büyüklüğünü tayin eder. Bazı takım malzemeleri, bazı iş parçası malzemelerine karşı yüksek birleşme eğilimine sahipken bazıları iş parçası malzemelerinin çoğuna karşı asaldır (birleşme eğilimi yoktur). Tungsten karbür ve çelik birbirine karşı difüzyon aşınma mekanizmasının oluşmasına sebep olan birleşme eğilimine sahiptirler. Bunun sonucu olarak takımın talaş yüzeyi üzerinde bir çukur oluşması söz konusudur. Mekanizma daha çok sıcaklığa bağlıdır ve bu sebeple yüksek kesme hızlarında daha büyüktür. Atomik değişim ferrit ve karbonun iki yollu transferi ile oluşur. Ferrit çelikten takıma transfer olurken küçük olan ve demirde harekete hazır karbon talaşa nüfuz eder (Şeker, 1997) Oksidasyon Aşınma Pek çok malzeme için oksitlenme oldukça farklı olmakla beraber metal malzemelerin çoğu için yüksek sıcaklık ve havanın varlığı oksidasyon demektir. Tungsten ve kobaltta talaş tarafından daha kolay kazınıp uzaklaştırılabilen gözenekli oksit filmi şeklinde oluşur. Bununla beraber alüminyum oksit gibi bazı oksitler daha güçlü ve daha serttir. Bazı kesici takım malzemeleri oksidasyon sebebiyle aşınmaya diğerlerinden daha meyillidir. Özellikle kenarla parçanın ara yüzeyinde, talaş genişliğinin bittiği yerde (talaş derinliğinde) hava talaş kaldırma sürecine katılma imkanı elde eder. Oksidasyon bu bölgede, kesici kenarda tipik çentiklerin oluşmasına sebep olur. Ancak bu tür aşınma günümüzün işleme şartlarında yaygın olmayan bir durumdur (Şeker, 1997). 41
59 Yorulma ile Aşınma Yorulma aşınması, genellikle termo-mekanik bir kombinasyondur. Sıcaklık dalgalanmaları ve kesme kuvvetlerinin yüklenmesi ve kaldırılması kesici kenarda çatlaklara ve kırılmalara sebep olur. Kesintili kesme etkisi sürekli ısı oluşumusoğumaya ve aynı zamanda kesici kenara çarpmalarla darbelere sebep olur. Bazı takım malzemeleri yorulma mekanizmasına diğerlerinden daha duyarlıdır. Aynı zamanda, kesme kuvvetleri, kesici kenarın mekanik dayanımı çok yüksek olduğunda sırf mekanik yorulma ortaya çıkabilir. Bu durum sert ve işlenmesi zor (dayanım sınırı yüksek) malzemelerin oldukça yüksek ilerleme değerleriyle işlenmesinden veya takım malzemesinin yeterince sert olmamasından kaynaklanabilir. Bununla beraber bazı durumlarda plastik deformasyonun hakimiyeti de söz konusudur (Şeker, 1997) Adhesiv Aşınma Bu aşınma aynı zamanda yıpranma aşınması diye de bilinir. Takımın talaş yüzeyinde daha çok düşük işleme sıcaklıklarında oluşur. Uzun talaş (akma talaş) ve kısa (kopuk) talaş veren iş parçası malzemelerinin hepsinde (çelik alüminyum ve dökme demir gibi) söz konusu olabilir. Bu mekanizma genellikle kesici kenar ile talaş arasında kenarda yığılmış talaş oluşmasına sebep olur. Dinamik bir yapısı vardır. Talaştan birbirini takip eden katmanlar talaş yüzeyine kaynaklanarak sertleşir ve kesici kenarın bir parçası halini alır. Kenarda yığılmış talaş tabakası yırtılıp uzaklaşır ve tekrar birikmeye başlayabilir veya kesici kenardan küçük parçaların kırılıp uzaklaşmasına, kırılmaya sebep olabilir. Bazı kesici malzemeleri ve bazı iş parçası malzemeleri örneğin sünek (özlü-çekilebilir) çelikler gibi bu basınçla kaynamaya diğerlerinden daha fazla eğilim gösterirler. Daha yüksek işleme sıcaklıklarına ulaşıldığında bu durum için şartlar önemli ölçüde ortadan kalkar. Belli bir sıcaklık aralığı, takım ve iş parçası malzemesi arasındaki yakınlık ve kesme kuvvetleri ile oluşan yüklerin kombinasyonu adhezyon aşınma mekanizması oluşturur. 42
60 Deformasyonla sertleşmiş malzemeler (örneğin östenitik paslanmaz çelikler) işlenirken, talaş derinliğinin maksimum sınırında bu aşınma mekanizması bölgesel aşınmanın hızlanmasına sebep olur. Bu durum, en yaygın çentik aşınma tipidir ve aynı zamanda takım malzemesiyle iş parçası malzemesinin (kimyasal) yakınlığına (benzeşmesine) da bağlıdır. Bu temel mekanizmaları genellikle birleşerek, talaş kaldırma işleminde, kesici kenarın küçük bir kısmı boyunca biçimi ve orijinal malzemeyi değiştirmeye teşebbüs eder. Çoğunlukla takım malzemesinin özelliklerine bağlı olarak, bu mekanizmalar kesici kenarı belli bir aşınma tipinin oluşmasına sebep olacak şekilde etkiler. Bu mekanizmaların esasının anlaşılması takım aşınma tiplerinin analizini ve bir işlem için doğru takım ve doğru şartların oluşturulmasına yardımcı olur. Aşağıda sıralanan takım malzemesi özelliklerinin takımın işleme yüklerine nasıl karşı koyabileceğinin belirlenmesi ve bunun ardı sıra, kesici kenarı ters yönde etkileyen çeşitli aşınma mekanizmalarının önlenmesi için en önemlileri olduğu söylenebilir. - Sertlik - Dayanım / tokluk - Kimyasal kararlılık - Termal (ısıl) difüzyon (atomik yer değiştirme) iletkenliği - Termal genleşme - Yüzey ataleti (eylemsizliği-asallığı) - Kaplamanın yapışması Takım Aşınma Tipleri Takım aşınma tiplerinin sınıflandırılması, işleme tipi ve malzeme için doğru işleme şartlarının ve takım sınıfının (Grade) elde dilmesiyle verimliliği optimize etmek ve işleme operasyonunu değerlendirmek için en önemli unsur olarak karşımıza çıkmaktadır. Temel işleme kriterleri, talaş kaldırma miktarı, ekonomik hassasiyet, yüzey dokusu ve talaş kontrolü takım aşınmasının oluşup gelişmesine bağlıdır. Kesici kenarın büyültülerek incelenmesi ve aşınma biçiminin verdiği ip uçları 43

61 doğrultusunda hareket etmek suretiyle kesici kenar için uygun bir takım ömrü kontrol edilebilir, arttırılabilir ve emniyetli (güvenilir) hale getirilebilir. Herhangi bir işlem için daima en ideal bir aşınma tipi mevcuttur. Doğru takım, kesme parametreleri için uygun başlangıç değerleri uzman desteği, kişisel deneyimler, kalitesi yüksek iş parçası malzemesi, ve işleme şartları ideal aşınma gelişmesinin (oluşumunun) elde edilmesini sağlamak için en önemli bileşenlerdir. Daha evvel sözü edilen beş ayrı aşınma mekanizmasının biri veya bir kaçı bir araya gelerek şekil 1.18 de görülen aşınma tiplerini oluşturur. 1 Yan yüzey aşınması 2 Krater Aşınması 3 Plastik deformasyon 4 Çentik aşınması 5 Termal çatlaklar 6 Mekanik yorulma çatlakları 7 Çentiklenme (çıtlama) 8 Kırılma 9 Yığılma-sıvanma Şekil Kesici takımlarda görülen hasar ve aşınma tiplerinin sınıflandırılması (Yılmaz, 2002) 44
62 Yan Yüzey (Yanak) Aşınması İsminden de anlaşılacağı gibi kesici kenarın yan yüzeylerinde (yanaklarında) genellikle abrazif aşınma mekanizmasından kaynaklanan bir aşınma tipidir. Serbest kenarlar (kılavuz ve yardımcı serbest kenarlar) ve uç yarıçapı veya bu yarıçapa paralel olan talaş oluşumu sırasında ve sonrasında iş parçası ile temasa maruz kalmaktadır. Bu tip aşınma genelde karşılaşılacak en normal aşınma tipidir ve genellikle emniyetli-sürekli artan bir yanak aşınması sağlamak en ideal durum olarak kabul edilir. Aşırı yanak aşınması sonucu, daha kötü yüzey dokusu ve hassasiyetten sapma söz konusu olur. Kesici kenar şekil değiştirdiğinden dolayı sürtünme artar Krater Aşınması Krater aşınması veya çukur aşınma olarak bilinen aşınma tipi, talaş yüzeyinde abrazif ve difüzyon aşınma mekanizmaları sebebiyle oluşur. Krater, ya sert parçacıkların taşlama (aşındırma) etkisiyle veya takım ile talaş malzemesi arasındaki difüzyon etkisiyle takım malzemesinin talaş yüzeyinden ayrılmasıyla şekillenir. Sertlik, sıcak sertlik ve malzemeler (takım-iş) arasındaki minimum kimyasal yakınlık krater aşınması eğilimini de minimize eder. Aşırı krater aşınması, kesici kenar geometrisini değiştirir ve talaş oluşumunu, biçimlenmesini bozabilir. Kesme kuvvetlerinin doğrultularının değiştirir ve aynı zamanda kesici kenarı zayıflatır Plastik Deformasyon Plastik deformasyon, kesici kenar üzerindeki yüksek basınç ve yüksek sıcaklık kombinasyonunun bir sonucu olarak ortaya çıkar. Yüksek hızlar ve yüksek ilerlemeler, sert iş parçası malzemesi, sıcak ve basınç anlamı taşır. Takım malzemesinin bunlara karşı koyabilmesi ve plastik olarak şekil değiştirmemesi için yüksek sıcaklık sertliği kritiktir. Kesici kenarda bir şişmenin oluşması daha yüksek sıcaklıkların oluşmasına, geometrinin deformasyonuna, talaş akışının değişmesine sebep olacak ve kritik bir noktaya ulaşıncaya kadar etkisi devam edecektir. Kenar 45
63 yuvarlatmanın (uç yarıçapı) boyutu ve takım geometrisi (kesme geometrisi) bu tip aşınmanın engellenmesinde önemli rol oynar Çentik Aşınması Yardımcı kesici kenarda çentik aşınması tipik bir adhezif (yapışma) aşınması olmakla beraber oksidasyon aşınma mekanizması ile büyüyebilir. Çentik, kesici kenar ile parça malzemesinin birleştiği yerde oluşur. Aşınma, havanın kesme bölgelerine dahil olduğu, kesmenin ucunda (talaş derinliğinin son noktasında) oldukça bölgesel olarak oluşur. Kılavuz (asıl) kesici kenarda çentik oluşması mekanik yüklerin bir sonucudur ve genellikle daha sert malzemelerin işlenmesi sırasında oluşur. Aşırı çentik aşınması, bitirme talaşında yüzey dokusunu (yüzey pürüzlülüğü) etkiler ve özellikle kesici kenarın dayanımını zayıflatır Termal (ısıl) Çatlaklar Termal çatlaklar, çoğunlukla termal çevrimlerden (ısıl değişikliklerden) kaynaklanan yorulma aşınmasıdır. Özellikle, frezelemede oluşan sıcaklık değişimleri bu tip aşınmanın oluşmasına sebep olur. Termal çatlaklar kesici kenara dik olarak ortaya çıkar ve bu çatlaklar arasındaki takım malzemesi kesici kenardan koparak ayrılabilir. Takım malzemesi parçacıklarının kenardan kendiliğinden ayrılması, takımın kırılma ihtimalini hızlandırır ve kesici kenar bozulmasına sebep olur. Aynı zamanda değişen talaş kalınlığı da talaş kaldırma sırasında sıcaklıkları etkiler. Bu tip problemlerde soğutma suyu uygulaması, metallerden talaş kaldırma işlemlerinde, genellikle zararlı olabilir. Çünkü soğutma suyu, talaş kaldırma esnasındaki (kesici parça içinde) ve talaştan çıktıktan sonraki (kesici parçayı terk ettikten sonra) sıcaklık farklarını daha da arttıracaktır Mekanik Yorulma Çatlakları Mekanik yorulma çatlakları, kesme kuvveti darbeleri aşırı olduğunda oluşur. Kuvvet kendi kendine kırılmaya sebep olmayacak büyüklükte olmakla beraber, yükteki 46
64 sürekli değişim sonucu oluşan kırılmalardır. Kesmenin başlangıcında ve kesme kuvvetindeki değişmelerde bu çatlaklar büyüyebilir ve yönü kesici ucun dayanımı ve tokluğu için çok büyük olabilir. Bu tip çatlaklar, termal çatlaklardan farklı olarak, genellikle kesici kenara paraleldir Çentiklenme Kesici kenarda meydana gelen çentikler, aşınmadan ziyade kesici kenar hattındaki küçük boyutlu kırılmalardır. Yükleme ve yükün kaldırılmasından kaynaklanan bu yorulma kesici takım malzemesinden küçük parçacıkların takım yüzeyinden ayrılmasına sebep olur. Çoğunlukla, kesikli (darbeli) çalışma bu tip aşınmaya sebep olur. Kenardaki aşınmanın, çentiklenmeye mi yoksa yanak aşınmasını mı gösterdiği çok dikkatli incelenmelidir. Çentiklenme veya parçacık kopmaları (parçalanma) bu tip kenar kırılmalarının çeşitlerindendir Kırılma Kırılma, kesici kenarın görevinin tamamen sona ermesidir. Önceden oluşan şişkinliğin kırılması en tehlikelisi olup mümkün olduğunca bundan kaçınılmalıdır. Kenar kırılması genellikle diğer aşınma tiplerinin en son noktasıdır. Geometrinin değişmesi, kesici kenarın dayanımının zayıflaması, sıcaklık ve kuvvet yükselmeleri pek çok kesici kenar hatalarına zemin hazırlayacaktır. Ağır kesme şartlarında (kesme parametrelerinin büyük olması) oluşan veya iş parçası malzemesinden kaynaklanan ani kırılmaların sebep olduğu gevrek kırılma, çalışma taleplerini (ihtiyaçlarını) karşılamaya muktedir olmayan bir takım malzemesi üzerindeki değişik gerilmelerin bir sonucu olabilir Yığılma Kesici kenarda yığıntı talaş (YT) oluşması, genellikle sıcaklık ve onunla ilişkili bir durum olan kesme hızının etkisindendir. Ancak, kesici kenar erimesi ve diğer aşınmaların bir sonucu olabilir. YT kesici kenar geometrisinde negatif bir değişikliğe 47
65 sebep olur ve aynı zamanda takım malzemesi YT biçimindeki kaynaklanmış malzeme ile birlikte kopup uzaklaşabilir. Kesici takım malzemesiyle iş parçası malzemesi arasındaki yapı benzerliği de YT oluşumunda önemli rol oynar. Düşük sıcaklık ve yüksek basınçlar iş malzemesinin talaştan takımın talaş yüzeyine basınç kaynağı yapmasına (adhezyon) sebep olur. YT oluşumu için sıcaklık kesme hızı ilişkisini veren bölgeler nispeten iyi tanımlanmış olduğunda YT oluşumundan sakınmak mümkün olabilir. Modern işleme metotlarının çoğu, YT oluşan alanın üstünde kesme hızlarında yer alır ve doğru kullanıldığında YT oluşmasına çok meyilli olmayan modern takım sınıfları mevcuttur. Yüzey pürüzlülüğü YT oluşumundan genellikle ilk zarar gören unsurdur. Ancak bu tip aşınmanın devam etmesine izin verilirse, çok çabuk kesici kenar kırılması hatta takım kırılması riski vardır Takım Aşınmasının Kontrolü Takım aşınması, belli bir seviyeye ulaşmadan önce geçen işleme zamanına bağlı olarak geliştiğinde, muayene ve kontrol yöntemleriyle belirlenir. Uygun bir mikroskop veya büyüteç en yaygın kullanılan kontrol aletleridir. Şekil 1.19 da çeşitli aşınma tiplerinin analizi için esas boyutlar görülmektedir. Yan yüzey aşınması asıl kesme kenarından ölçülür. Ölçüm yapmak için aşınan kısım üç bölgeye ayrılarak incelenir. Toplam uzunluk dört eşit parçaya bölünür ve 1 / 4 lük kısımlar iki başta ve 1 / 2 lik kısım ortada kalacak şekilde üçe ayrılarak analiz yapılır (Şekil 1.20). a,b,c olarak ayrılan bu bölgelerin üçünde aşınma değeri benzer bir dağılım gösteriyorsa yan yüzey aşınması bu üç bölgenin ortalaması olarak VB a-c şeklinde alınır. Eğer bu üç bölgenin birinde aşırı bir yanak aşınması söz konusu ise, ortalama değerin alınması için bu bölgenin göz ardı edilmesi tavsiye edilir ve ortalama değer iki bölgeye göre alınır (VB a-b). Ayrıca, maksimum aşınmanın olduğu bölge ayrı olarak ele alınarak maksimum yanak aşınması da kaydedilir. 48
66 Şekil Çeşitli aşınma tipleri ve bunların analizinde esas alınan boyutlar (Şeker, 1997) a b c VB VB VBa-c 1/4 1/2 1/4 a b c VBmax'c VBa-b 1/4 1/2 1/4 Şekil Yan yüzey aşınması ve analizi için bölgeler (Şeker, 1997) Takım Ömrü Aşınmalar belirli bir değere ulaştığında işlenen parça yüzeyi bozulmaya başlar, enerji sarfiyatı büyür ve sistemde titreşimler meydana gelebilir. Parça yüzeyini bozan aşınma değeri takımın körlendiğini gösterir ve körleninceye kadar toplam 49
67 işleme zamanına takım ömrü denilir. Genel bir ifade ile takım ömrü, takımın kesme ucunda kabul edilebilen bir aşınma meydana gelinceye kadar geçen talaş kaldırma zamanıdır. Takım ömrü genelde T ile gösterilir ve dakika ile ölçülür (Çolak, 2002). Takım ömrü, çeşitli aşınmalar tarafından sınırlanmaktadır. Bu aşınma çeşitleri takım ömrünü tayin eden kriterleri oluşturmaktadır. Pratik bakımından takım ömrünü tayin eden en önemli kriter takımın serbest yüzeyinde meydana gelen aşınmadır. İkinci sırada krater aşınması meydana gelir. Serbest yüzeyde meydana gelen aşınma kesme ağzından başlayarak kabul edilen bir VBem aşınma değerine erişinceye kadar sürekli ilerlemektedir. Bu bakımından takım ömrü, kabul edilen bir aşınma değerine bağlıdır. Frezeleme işlemi için bu aşınma değerleri ISO yüzey frezeleme standardında belirtilmiştir. Aşınma olayının gelişmesinde kesme hızın çok büyük etkisi vardır. Bu bakımından denilebilir ki, kesme hızı takım ömrünü etkileyen en önemli faktördür. Örneğin tungsten esaslı karbür takım malzemesi için kesme hızına bağlı çeşitli aşınma çeşitleri Şekil 1.21 (a)'da verilmiştir. Burada 1- talaş birikintisi, 2- adezyon aşınması (serbest yüzey), 3-difüzyon aşınması (krater), 4- oksidasyon aşınması, 5- plastik şekil değiştirmedir. Görüldüğü gibi talaş birikintisi düşük hızlarda (1a) meydana gelmekte ve sıcaklığın da büyük olduğu yüksek hızlarda kaybolmaktadır (1b). Şekil 1.21 (b)'de takım ömrünü, kesme hızına bağlı olarak tayin eden çeşitli aşınma bölgeleri verilmiştir. Aşınma bölgeleri çizgilerle ayrılmıştır. Görüldüğü gibi oksidasyon aşınması ve plastik şekil değiştirme çok yüksek hızlarda meydana gelmektedir. Aşınma tipi 1a Kesme Hızı (V) 1b Takım Ömrü (T) Kesme Hızı (V) (a) (b) Şekil Kesme hızına bağlı aşınma tipleri ve takım ömrü ilişkileri 50
68 Takım ömrü ile ilgili ilk araştırma arasında F. Taylor tarafından yapılmış ve ilk olarak aşağıdaki gibi ifade edilen bir model ortaya konulmuştur. Bu modelde Taylor takım ömrünü (T), kesme hızı (V) ve ilerleme (f) nin bir fonksiyonu olarak ifade etmiştir (Şeker, 1997). Sabit T = f V (1.63) x y Daha sonraki yıllarda bu eşitlik daha yaygın olarak bilinen aşağıdaki formunu almıştır. VT n = C (1.64) Burada n, öncelikle takım malzemesine bağlı, fakat aynı zamanda iş parçası malzemesinden, kesme şartlarından ve ortamdan etkilenen bir katsayı, C ise özellikle ilerlemeyi ihtiva eden tüm girdi parametrelerine bağlı bir sabittir. Aynı zamanda C takım ve parça malzemesine bağlı olan bir dakikalık ömre karşılık gelen kesme hızıdır. Bu eşitlik, ampirik olarak oluşturulmuş kesme hızı-takım ömrü ilişkisini veren eğrilerin logaritmik grafiklerinden elde edilmiştir (Şekil 1.22). log V C n VT = C 2.nokta β1.nokta [log (V 2) - log (V 1)] [log (T ) - log (T )] 1 log T tanβ = n = [log (V 2) - log (V 1)] /[log (T 1) - log (T 2)] Şekil Taylor takım ömrü eşitliğinin grafiksel ifadesi 2 51
69 Takım geometrisinde, talaş derinliği ve ilerlemedeki kayda değer değişiklikler C sabitinin değerini değiştirmekte ve hatta n üssünde bile küçük değişiklere sebep olabilmektedir. Bütün bunlara rağmen n üssü takım malzemesinin bir fonksiyonu olmaktadır. Gilbert tarafından 1950 yılında geliştirilen yeni bir kesme modeli, kesme hızı ile birlikte ilerleme (f) ve talaş derinliğini (h) de dikkate alarak, Taylor modelinin tamamlayıcısı olmuştur. Bu modele göre takım ömrü; n n 1 n K = VT f h 2 (1.65) eşitliğinden elde edilir. Burada K oransal bir sabit (C nin ilerleme ve talaş derinliğine bağlı değişmiş hali), f ilerleme (mm/dev), h talaş derinliği (mm), n 1 ilerlemeye ait üs (ortalama değeri 0,5-0,8, genel kullanımda 0,77), n 2 talaş derinliğine ait üs (ortalama değeri 0,2-0,4, genel kullanımda 0,3) dür. Sabit bir takım ömrü için optimum kesme hızındaki değişme talaş derinliğinden daha çok ilerlemedeki değişmeye daha duyarlıdır. Temelde sabit bir kesme hızında daha yüksek ilerleme değerleri takım ömrünün kısalmasına sebep olmaktadır. Ancak yüksek işleme hızı ve daha fazla talaş hacmi (talaş miktarındaki artış) demektir. Kesme hızı ile ilerlemenin çeşitli kombinasyonları aynı takım ömrünü verecek şekilde düzenlenebilir (Şekil 1.23). Bu amaçla Gilbert modelinden istifade edilebilir. log V f 1 > 2 f f3 4 > > f f 1 f 2 f 3 f 4 log T Şekil Aynı takım ömrünü sağlayan kesme hızı-ilerleme kombinasyonları (Şeker, 1997) 52
70 Talaş kaldırmada ekonomik parametreleri tayin etmek için, özellikle kaba işlemede, ilerleme mümkün olduğunca arttırılmalıdır. Ancak gereğinden fazla talaş hacmi (belli bir ilerleme değerine ulaştığında) talaş kontrolünün kaybolmasına ve hatta takım tezgahının durmasına sebep olacaktır. Talaş kaldırmada amaç daima en iyi tezgah kullanımı ve talaş kontrolü sağlamaktır. Bu amaçla takım ömrü diyagramları bunu sağlayacak şekilde tasarlanmalıdır. Takım ömrü malzemesinin mikro yapısı ve iş parçası sertliğine bağlı olarak da etkilenmektedir. Buna göre değişen K sabiti aşağıdaki eşitlikle elde edilebilir. K n n1 n2 1,25 = VT f a BSD (1.66) Burada BSD Brinel sertlik değerini ifade etmektedir. Takım ömrü aynı zamanda takım malzemesi ve kesme sıvısı kullanılıp kullanılmamasına karşı da duyarlıdır. Buna göre sabit ömrü sağlayacak kesme hızı değeri aşağıdaki eşitlikle hesaplanabilir. K1 60 = CF (1.67) 0,37 0,77 a f T V Yüzey Pürüzlülüğü Yüzeyler genellikle düzensiz ve karmaşık işlemlerle imal edilirler. Çoğu işlemlerde sıradan kontroller ve minimum kalite kontrolü ile genel yüzey doku gereksinimleri tam olarak karşılanamamaktadır. Çalışma şartlarına uygun olarak, bazı özel durumlar için yüksek mukavemet gerektiren, ağır basınçlara dayanabilen parçaların imalatı, genellikle özel ve detaylı yüzey kalitesine ihtiyaç duyulur. Bu yüzden bu parçalar için, yüzey pürüzlülüğünün ölçülmesi ve kalite kontrolü gerekmektedir. Sürtünmeye karşı kullanılan yağlar ve yağlayıcılar, korosif ortamda çalışan makine elemanları, dönen makaralar, kaplanmış yüzeyler, bujiler vb. gibi parçaların imalatları titizlilik gerektirir (Çaydaş, 2002). 53
71 Yüzey pürüzlülüğünü etkileyen faktörlerin başında kesici uç yarıçapı, ilerleme, takım kesici kenarının keskinliği, işleme esnasında malzemenin yırtılması, ve işlenen yüzeyde yığıntı talaşın kalması gelmektedir (Şan, 2007). Yüzey dokusu, üç boyutlu yüzey topografisi şeklinde nominal yüzeyden sapmalar olarak tanımlanabilir. İş parçasının profilindeki bu sapmalar, mekanik, optik ve elektronik devrelerin bir kombinasyonu ile ölçülebilir. Hiç bir zaman tam anlamıyla düzgün bir yüzey elde edilemez ve daima bir miktar pürüzlü bir yapı kalır. Bu durum bitirme işleminde kalitesine göre biraz artabilir. Bazı yüzeyler hem pürüzlü hem de dalgalı olabilir. Yüzey dokusu dört elemandan oluşmaktadır. Bunlar; pürüzlülük, dalgalanmalar, yataylık ve çatlaklıklardır. Pürüzlülük : Üretim işleminin tabiatında var olan düzensizliklerden oluşmaktadır. Bunlar takım izleri ve diğer ölçü dışı düzensizliklerdir. Dalgalanma : Yüzey dalga durumu, bütün düzensizlikleri içermektedir ve pürüzlülük uzunluğundan büyüktür. Dalgalanma, makineden veya parçaların dönmesinden, titreşiminden, ısıl işlemlerden, kesici takımın kırılmasından kaynaklanabilir. Pürüzlülük, dalgalı yüzeylerin üst üste gelmesinden meydana gelebilir. Yataylık : Yataylık, belli bir yüzey durumuna doğru kaymadır. Genellikle kullanılan üretim metodundan kaynaklanır. Çatlaklıklar : Çatlaklıklar, istenmeyen veya kasıtsız düzensizliklerdir. Çatlaklık, bir bölgede veya yüzeydeki aralıkların değişimi ile gerçekleşir. Çatlaklar hava boşluğu, yükseltiler ve kazıntılar içermektedir. Belirlenen bu özellikler olmadıkça, çatlakların etkisi yüzey pürüzlülüğünü aşırı derecede etkilemez (Çaydaş, 2002). Talaşlı imalat uygulamalarında işlenebilirliğin ölçülmesindeki ölçütlerden birisi olan yüzey kalitesi ile yüzey pürüzlülüğü aşağıdaki iki bağımsız değişkenle ölçülebilir. 54
72 1. İdeal yüzey pürüzlülüğü; kesici takımın geometrisi ve ilerleme hızının sonucudur. 2. Doğal yüzey pürüzlülüğü; talaş kaldırma işlemlerindeki düzensizliklerin sonucudur İdeal Yüzey Pürüzlülüğü İdeal kesici takım seçilerek (hatalar, vuruntular, yığıntı talaş, titreşim ve takımın hatalı bağlanması v.b. etkenlerin minimize edilmesi) kesici uç biçimine ve ilerlemeye bağlı olarak elde edilen en iyi yüzey pürüzlülüğü ideal yüzey pürüzlülüğü olarak adlandırılabilir. Yüzey pürüzlülüğü ölçümlerinde en çok kullanılan yöntem Ra aritmetik ortalama değeri olarak bilinir. Genellikle, pratik kesme işlemlerinde kullanılan takımların ucu yuvarlatılmıştır. İdeal şartlarda bu tür takımla işlenen yüzey Şekil 1.24 te gösterilmiştir. Böyle bir yüzey için matematiksel ortalama pürüzlülük değerini veren teorik eşitliğin esası, uç kavis yarıçapı ve ilerleme ile yakından bağıntılıdır. Uç kavis yarıçapı r olduğunda; Ra = 0,0321.f 2 / r (1.68) yazılabilir. Şekil Yuvarlak uçlu bir takım için oluşan yüzey pürüzlülüğü Doğal Yüzey Pürüzlülüğü Doğal yüzey pürüzlülüğü, gerçek yüzey pürüzlülüğünün büyük bir kısmını içerir. Doğal yüzey pürüzlülüğünü, takım tezgahı, iş bağlama sistemi, takım sistemi ve çalışma ortamı gibi faktörler etkiler. Doğal yüzey pürüzlülüğüne neden olan temel etkenlerden biri de yığıntı talaşın (YT) oluşmasıdır. Kararsız YT devamlı olarak 55
73 oluşur ve kopar. Bu durum, daha pürüzlü bir yüzeyin oluşmasına neden olur (Şan, 2007) Yüzey Pürüzlük Değerleri Yüzey pürüzlülüğünün değerlerinin belirlenmesinde ortalama yüzey pürüzlülük, en yüksek tepe-çukur pürüzlülük yüksekliği ve on nokta yüksekliği olmak üzere başlıca üç ayrı yüzey pürüzlülüğü değerleri vardır. Yüzey pürüzlülük değerleri standart olarak bunlarla belirtilmektedir Ortalama Pürüzlülük, Ra Talaşlı imalat işlemeleri tamamlandıktan sonra istenilen ölçü doğruluğuna ve pürüzlülüğe ulaşıldığı kontrol edilmektedir. Ortalama pürüzlülük, yüzeyin genel kalitesini göstermek için kullanılan geniş bir terimdir. İyi yüzey düşük pürüzlülük değerini ve tersi de her zaman yüksek pürüzlülük değerlerini gösterir. Yüzeyin yapısı ve gösterimi ISO ve ANSI standartlarında belirtildiği gibi semboller ile de gösterilmektedir. Pürüzlülük, ortalama merkez doğrusundan mikro-metre (1 μm = 0,001 mm) olarak ifade edilen Amerikan standardı, yüzeyden aritmetik ortalama sapması (AA) yada İngiltere de ortalama merkez doğrusu (CLA) olarak tanımlanmaktadır (Şahin 2001). Ra, merkez doğrusu ve yüzey izleri arasındaki hattın alt ve üst eşdeğer alanı olarak alınır (Şekil 1.25). Ra, uluslararası benimsenmiş sembol olup pürüzlülük değerini gösterir. Ölçme aletleri pürüzlülük merkezinden ortalama ayrılmayı kullanır. Ra, ortalama profil doğrusundan y aritmetik ortalama olarak sapmasıdır. Birbiri ardı sıra birkaç tane örnekleme uzunluğu (L) sonuçlarının ortalaması alınarak belirlenir (Salman, 2005). R a 1 = L L 0 y( x) dx 56
74 y ortalama pürüzlülük Ra x 0 merkez çizgisi L örnekleme pürüzlülük mesafesi Şekil Ra yüzey pürüzlülük değerinin gösterimi En Yüksek Tepe-Çukur Pürüzlülük Yüksekliği Rmax, Ry Rmax; ölçüm yapılan mesafe üzerinde ölçüm ucunun girip çıktığı en yüksek tepe ve en derin çukur arasındaki mesafe Rmax değerini oluşturmaktadır (Şekil 1.26). Ry L Şekil R max yüzey pürüzlülük değerinin gösterimi On-Nokta Yüksekliği Rz Rz; 10 nokta yüksekliği olup örnekleme uzunluğu içinde beş en yüksek tepe ve beş en derin çukurun arasındaki ortalama mesafedir (Şekil 1.27). Rz = ( R1 + R3 + R5 + R7 + R9) ( R2 + R4 + R6 + R8 + R10) 5 57
75 Şekil R z yüzey pürüzlülük değerinin gösterimi Evrimsel Programlama (EP) Evrimsel Programlama Algoritması bilgisayar programı tarafından yeniden oluşturulabilen sabit sayıda ve uzunlukta lineer kromozomlardan oluşur. Oluşturulan kromozomlar Açıklama Ağaçları (AA) şeklinde EP nin operatör ve işlemcileri sayesinde farklı şekil ve boyutlarda ifade edilebilmektedirler. EP algoritması, Genetik Algoritma (Genetic Algorithm GA) ve Genetik Programlama (Genetic Programming GP) algoritmaları gibi bir veya daha çok genetik operatör kullanarak rasgele elde edilen yeni kromozomlardan hedef fonksiyon ve değerlere (Fitnes) ulaşır. Elde edilen yeni popülasyonlar hedef değerlere en uygun fonksiyonu veren algoritmadır (Ferreira, 2001). GA ve GP de kullanılan genetik operatörlerin çoğu küçük değişiklikler ile EP de kullanılmıştır. GP gibi, GEP de temel 5 bileşen vardır: fonksiyon ayarı, sabitler, uygunluk fonksiyonu, kontrol parametreleri ve durma koşulu. Bir problem çözümünde GEP kullanıldığında bu bileşenlere karar verilmelidir. GEP, sunduğu çözümlerde sabit uzunlukta karakter dizileri kullanır, sonradan uygunlukları evrimleştirildiğinde, farklı boyut ve şekiller de açıklama ağacı olarak ifade edilirler. EP Algoritması, Genetik Algoritma (GA) ve Genetik Programlama (GP) algoritmalarının bir bileşkesi olarak geniş bir fonksiyon taraması yapar. EP her iki algoritmanın avantajlarını bünyesine birleştirmiştir. 58
76 Yapısal olarak bu üç algoritmanın arasındaki farklılıklar ve benzerlikler şu şekilde sıralanabilir: Genetik Algoritmalarının karakteristiği, sabit uzunluktaki kromozomlardan oluşan lineer dizidir. Bu lineer diziler basit lineer problemler için genetik operatörlerle kolayca çözüm üretmesine rağmen karmaşık, non-lineer problemlerde fonksiyonel değildirler. Genetik Algoritma genellikle fonksiyonların genel optimizasyonlarında kullanılır. Genetik algoritma aynı zamanda genetik programlama ve genetik tabanlı makine eğitiminde de kullanılabilir. Genetik Programing Algoritmaları Genetik Algoritmalardan farklı olarak değişik boyut ve şekillerdeki non-liner değişkenler arasındaki ilişkileri ifade etmek için oluşturdukları ayrıştırma ağaçları (parse tree) ile uygun çözüme ulaşmaya çalışırlar. GP karmaşık ve non-lineer problemlerde istenen sonuçların elde edilmesinde yetersiz kalmaktadır. Evrimsel Programlama Algoritmasında ise GA ve GP Algoritmalarının avantajları birleştirilmiştir. Karakteristik olarak sabit sayı ve uzunluktaki çok sayıda non-liner değişken genetik operatörler ve işlemciler kullanılarak farklı boyut ve şekilde lineer dizinlere dönüştürülerek uygun fonksiyon türetilir. EP Algoritması makine öğrenme gibi kompleks yapıda non-lineer ifadelerin ilişkilerin kurulması ve ifade edilmesinde de kullanılabilir (Ferreira, 2002). GEP Algoritması çalışma algoritması aşağıdaki gibidir. 1. İlk Popülasyon kromozomları oluşturulur 2. Kromozomlar Çaprazlanır 3. GEP algoritması çalıştırılır 4. Uygunluk değeri hesaplanır 5. Hesaplanan uygunluk değeri istenen değer ile karşılaştırılır. 6. Eğer uygunluk değeri istenen sonuç değere uyuşuyorsa program durdurulur. İstenen sonuç elde edilemediğinde işleme devam edilir. 7. En iyi programlar belirlenir 8. Bunların içinden en iyisi seçilir 9. Kopyalama yöntemi ile yeniden kromozomlar oluşturulur. 59
77 10. Mutasyonla yöntemi ile yeniden kromozomlar oluşturulur. 11. Sıralı genlerin yer değiştirmesi yöntemi ile yeniden kromozomlar oluşturulur. 12. Kök transferi yöntemi ile yeniden kromozomlar oluşturulur. 13. Gen transferi yöntemi ile yeniden kromozomlar oluşturulur. 14. Yeni Kuşak için programın hazırlanması 15. Kromozomların çaprazlanması işlemine devam edilir. EP Algoritmasında en basitten en karmaşığa kadar tüm problemler açıklama ağaçları şeklinde ifade edilmektedir. Açıklama ağaçları, operatörler, fonksiyonlar, sabitler, ve değişkenlerden oluşur. Örneğin bir kromozom listesinde {+, -, *, /, sqrt, 1, a, b, c, d, sin, cos} gibi EP değişkenleri olabilir. Burada; sqrt.*.+.*.a.*.sqrt.a.b.c./.1.-.c.d şeklinde bir kromozom oluşturulduğunda; bu kromozomda; nokta. her bir geni ayırmak ve kolay okumak için, sqrt karekök operasyonunu, 1 sabit bir sayıyı, +,-,* cebirsel ifadeleri, a, b, c, d değişkenlere verilen isimleri ifade eder. Değişkenler arasındaki ilişkiler EP algoritmasını geliştiren Candida Ferreire tarafından Karva notasyonları şeklinde ifade edilmiştir. Karva notasyonları açıklama ağacı (AA) ile ifade edilir. Evrimsel Programlama genine ait Karva notasyonu ile oluşturulmuş açıklama ağacı Şekil 1.28 de gösterilmiştir (Ferreira, 2002). Şekil Matematiksel açıklama ağacına (AA) bir örnek /Q*c-abde Şekil 1.35 de ifade edilen Açıklama Ağacına nin matematiksek olarak ifadesi; şeklindedir. 60
78 2. KAYNAK BİLGİSİ Literatürde takım aşınması, CBN kesici uçlarla işleme, frezeleme, kesintili kesme, sert malzemelerin frezelenmesi, kesme kuvvetleri, anahtar kelimeleri kullanılarak yapılan araştırmalar neticesinde bir çok makaleyle karşılaşılabilmektedir. Bu çalışmaya yakın olarak seçilen makaleler kaynak bilgisi bölümü altında iki ayrı bölüme ayrılarak verilmiştir. Bölümlerden ilki takım ömrü, aşınma mekanizmaları, yüzey pürüzlülük ölçümleri ve kesme kuvveti ölçümlerini içeren çalışmalar, ikincisi ise akıllı yöntemler kullanılarak yapılan çalışmaları içermektedir Takım Ömrü, Takım Aşınması, Yüzey Pürüzlüğü ve Kesme Kuvvetleri Çalışmaları Chou ve Evans (1999), Isıl işlem uygulanarak HRC setliği ulaşmış M 50 çeliğini kesintili kesmeyle tornalamak suretiyle CBN takımlardaki aşınmayı incelemişlerdir. Kesintili kesmedeki aşınma mekanizmasını belirlemeyi ve CBN ihtivasının etkisini incelemeyi amaçlamışlardır. Yaptıkları çalışmalar neticesinde şunları bulmuşlardır. -Takım ömrü hem kesme hızına hem de kesme frekansına duyarlıdır. -Takım ömrü kuvvetli bir ölçüde takım malzemesinin sertliğiyle değişim göstermektedir. -Yüksek ve düşük CBN içeren takımların aşınma karakteristikleri birbirlerinden farklıdır. -CBN ihtivası yüksek (CBN-H) kesici uçların takım ömrü, kesme hızlarının artmasıyla monoton olarak hızlı bir şekilde düşmüştür. -CBN ihtivası düşük (CBN-L) kesici uçlarda daha uzun takım ömrü elde etmek için orta kesme hızlarında çalışmaya ihtiyaç duyulmuştur. -CBN-H ve CBN-L kesici uçlar arasındaki aşınma karakteristiği farkları incelenmiş ve daha büyük sertlik ve kırılma tokluğuna sahip olan CBN-H uçların mekanik darbelere karşı daha iyi aşınma direnci gösterdiği tespit edilmiştir. Ancak CBN-H 61
79 uçlardaki metalik bağlayıcıların, yüksek kesme hızlarında takım aşınmasını hızlandırdığı görülmüştür. Gu vd. (1999), kaplanmış ve kaplanmamış freze uçlarında takım ömrü ve aşınma mekanizmalarını incelemişlerdir. Frezelemede takım ömrü testleri kaplanmamış C5 karbür ve TiN, TiAlN veya ZrN ile kaplanmış C5 karbür uçlar kullanılarak yapılmıştır. Takım ömrünün, ilerleme oranından daha fazla kesme hızına bağlı olduğu bulunmuştur. Takım ömrü 120 m/dak kesme hızlarında en yüksek olarak ortaya çıkmıştır. Daha düşük kesme hızlarındaki aşınma oranı kesici kenardaki yığılma geliştiği için artış göstermiştir. Daha yüksek kesme hızlarında ise aşınma oranı kesme bölgesindeki sıcaklık artışından dolayı artış göstermiştir. Kaplanmamış uçlarda mikro aşınma, mikro abrazyon, mekanik yorulma, termal yorulma ve çentiklenme gibi farklı mekanizmalarla meydana gelen aşınmalar ortaya çıkmıştır. Li vd. (2000), yüzey frezelemede oluşan kesme kuvvetlerinin teorik olarak modellemesi ve simülasyonu için bir yaklaşım isimli çalışmalarında simülasyon sisteminin çalışmasını doğrulamak için frezeleme deneyleri yapmışlardır. X ekseni yönünde ilerleme hareketiyle kesme işlemini gerçekleştirmişlerdir. Frezeleme deneylerinde ve simülasyonda iki uç kapasiteli takım tutucu ve dört uç kapasiteli takım tutucu olmak üzere iki ayrı takım tutucu ile çalışmışlardır. Yüzey frezeleme işleminde X ve Y eksen doğrultusunda oluşan kesme kuvvetlerini deneysel ve simülasyon olarak incelemişlerdir. En düşük ilerleme hızı (0,2 mm/dev) kullanılarak yapılan deneylerde hem X ekseninde hem de Y ekseninde en büyük deneysel ve simülasyon olarak kesme kuvveti değerleri birbirlerine yakın olarak elde etmişlerdir. Daha yüksek ilerleme hızlarında (0,25 mm/dev ve 0,3 mm/dev) ve 1000 dev/dak iş mili hızından daha düşük hızlarda simülasyon kuvvet değerleri, hem X ekseninde hem de Y ekseninde frezeleme deneyinde elde edilen sonuçlarla ilişkili olduğunu gözlemişlerdir. İş mili devri arttıkça kesme kuvveti değerlerinde artış gözlemişlerdir. Söz konusu çalışmada sonuç olarak şunlar söylenmiştir. Yüzey frezelemede kesme kuvvetlerine daha yüksek ilerleme hızı ve iş mili devri, takım tutucu ve iş parçasındaki titreşim önemli ölçüde etki etmektedir. Simülasyon kuvvet değerleri ile deneysel sonuçlar arasında 62
80 oransal değerler görülmüştür. Bunun sebebi kesme kuvvetlerine titreşimin etki etmesidir. Yüksek ilerleme hızı ve yüksek iş mili devrinde simülasyonu yapılmış kuvvetlerle deneyden elde edilmiş kuvvetler kıyaslandığında simülasyon kuvvetlerinin daha statik olduğu görülmüştür. Jawaid vd. (2000) titanyum alaşımlarının (Ti-6Al-4V) yüzey frezelenmesi işleminde karbür kaplı takımların aşınma mekanizmaları ve performansını incelemişlerdir. Takım olarak PVD-TiN ve CVD-TiCN + Al 2 O 3 kaplanmış iki adet farklı takım kullanmışlardır. Takım ömrü, takım hasar modelleri ve aşınma mekanizmaları farklı kesme şartlarında incelenmiştir. Her iki takımın takım ömrü her uç için 0.1 mm yanal ilerleme ve 55 m/dak. düşük kesme hızında yapılmıştır. PVD ve CVD takımların her ikisinde de en iyi kesme şartlarında en yüksek takım ömrü 30 dakika olarak belirlenmiştir. Malzemeden kaldırılan talaş hacmi olarak bakıldığında 55 m/dak. kesme hızında ve 0.15 mm yanal ilerlemede en yüksek hacim 503 cm 3 olarak CVD takımlarda elde edilmiştir. Ti-6Al-4V malzemesinin yüzey frezelenmesi işleminde genellikle CVD ile kaplanmış takımlar PVD ile kaplanmış takımlardan daha üstün performans göstermişlerdir. PVD ve CVD ile oluşturulmuş takımların her ikisinde de üniform olmayan yanal aşınma üstün aşınma yolları sergilemiştir. Aşınma mekanizmaları incelendiğinde kesici kenarda plastik deformasyon bulunmuştur. Yıpranma ve difüzyon aşınması, kaplanmış takımların her ikisinde de yanal ve kesici kenar yüzeyinde meydana gelmiştir. Nordin vd. (2000) yapmış oldukları çalışmada östenitik paslanmaz çelik malzemelerin frezelenmesi işleminde çok katmanlı kaplamalarla semente karbür kaplı takımları incelemişlerdir. Burada östenitik paslanmaz çeliğin frezeleme işlemi esnasında aşınma ve hasar mekanizmasındaki artışı anlayabilmeyi amaçlamışlardır. Deneylerinde iş parçası olarak 50 x 600 x 200 mm boyutlarına sahip AISI 316 paslanmaz çelik malzeme kullanmışlar ve deneylerini Matsuura MC 760 dikey işleme merkezinde yapmışlardır. Eşit giriş ve çıkış açılarına sahip olan kesiciler merkeze yerleştirilmiştir. Semente karbür emdirilmiş çok katmanlı PVD TiN/TaN kaplamalar ve tek tabakalı TiN ve TaN takımların karşılaştırılması sunulmuştur. Takım ömrünün kesme kenarındaki kırılmayla sınırlandırıldığı bulunmuştur. Çatlak 63
81 oluşumu ve gelişmesi için frezeleme işleminde kullanılan takımlarda çok katmanlı kaplamaların yararlı etkisi bir mekanizmada sunulmuştur. Östenitik paslanmaz çelik malzemenin frezelenmesi için TiN ve TaN den yapılmış çok katmanlı kaplamaların uygun olduğu kanıtlanmıştır. TaN nin tek katmanlı kaplamalardaki gibi çalışma esnasında kırılgan (gevrek) olmadığı görülmüştür. Bununla birlikte TaN ile TiN dayanıklı kaplamalar elde edilebilmektedir. Frezeleme işlemleri ya ortalama yan yüzey aşınma ölçümleri yaklaşık 0.5 mm ye ulaşana kadar veya kesici kenar kırılana kadar yapılmıştır. Frezeleme işleminde takım ömrü testine ek olarak kesici kenarların aşınmasını mukayese etmek için belirli talaş kaldırma uzunluklarında (her diş için 45,180,675 ve 1350 m) frezeleme işlemi yapılmıştır. Her diş için 1350 m kesme uzunluğunda kesme devri tamamlanmıştır. Kesici yüzeyde krater aşınması oluşumu genelde tornalama işlemlerinde meydana gelmektedir. Ancak bu olay yüksek kesme hızı ve yüksek sıcaklıktan dolayı frezeleme işlemlerinde de meydana gelebilmektedir. Bu çalışmadaki deneyler sırasında kesme hızı krater aşınması meydana getirebilecek kadar yüksek yeterliliktedir. Şayet kaplama tabakası takımdan kalkarsa krater aşınmasının çok daha fazla hızlanacağı anlaşılmıştır. Bu olay TaN için 45 m kesme yapıldıktan sonra meydana gelmiştir. Yan yüzeydeki aşınma sadece TaN ile kaplanmış takımlarda görülmüştür. Miyagucci vd. (2001) yüksek iş mili hızlarında küçük çaplı küresel uçlu freze çakısı kullanarak takım aşınmalarına takım rijitliğinin etkisini inceleyen bir çalışma yapmışlardır. Kullanmış oldukları küresel uçlu freze çakısı 1 mm yarıçapa sahip, 2 ağızlı WC + (Ti,Al)N kaplı kesicidir. Yapmış oldukları çalışma neticesinde şu sonuçları elde etmişlerdir. Kesme kuvveti vektörü, farklı takım rijitliğine sahip küresel uçlu freze çakılarının her iki kesme kenarındaki aşınmanın takım uzunluğu ile kuvvetli bir şekilde ilişkili olduğunu göstermiştir. Takım ömrünün takım rijitliğinin azalmasıyla artabileceği sonucuna varılmıştır. Çünkü kesme kuvvetleri, takımın rijitliğinin azalmasıyla kırılmalar limitleneceğinden her iki kesme kenarında takım aşınması dengelenmiştir. Dövme kalıplarının frezelenmesinde kullanılan küresel uçlu freze çakılarının optimum takım uzunluğu, takım ömrüne önemli ölçüde etki ettiği görülmüştür. Her iki kesme kenarında düzensiz kesme kuvveti özellikle freze çakısının rijitliği arttığında takım ömründeki azalmayla kötüleşmiştir. 64
82 Her iki kesme kenarı gerçek kesici yay uzunluğu (yarı çapı) oranı takım rijitliğinin artmasıyla artış göstermiştir. Kato vd. (2002), yapmış oldukları çalışmada gri dökme demirlerin yüksek hızda frezelenmesinde işlem yeterliliğinin gelişimini incelemişlerdir. Yapmış oldukları bu çalışmada, düşük bağlayıcılı sinterlenmiş PCBN takım kullanmışlar ve bu takımın frezelenme işleminde kesme performansı ve aşınma mekanizmasını değerlendirmişlerdir. Düşük bağlayıcılı sinterlenmiş PCBN takımlar geleneksel PCBN takımlarla mukayese edildiğinde 33.3 m/s kesme hızında kayda değer gelişmeler bulunmuştur. Geleneksel PCBN takımlarla kısa kesme uzunluklarından sonra 60 km kesme işlemi yapıldığında termal çatlaklara rastlanılmamıştır. Düşük bağlayıcılı sinterlenmiş PCBN takımların yüksek hızlı frezeleme işleminde takım ömrünü geliştirebileceği anlaşılmıştır. Yüksek hızda frezeleme işleminde geleneksel PCBN takımların kesme karakteristikleri ile düşük bağlayıcılı sinterlenmiş PCBN takımların uygulamaları mukayese edilmiştir. Kesme hızı malzemeden talaş kaldırma oranında gelişme elde edilecek şekilde seçilmiştir. Aşınma gelişim oranının farklı hızlar için benzer olduğu ve her durum için aşınmada büyük farklılıklar olmadığı gözlenmiştir. Kesme uzunluğu 10 km ye ulaştığında yanal aşınma bölgesi genişliği yaklaşık 0.1 mm olmasına rağmen takım ömrü sürekli tornalama işlemindeki takım ömrü ile mukayese edildiğinde oldukça kısadır. Kesme kenarındaki termal gerinme çatlakları takım aşınmasında önemli etkiye sahip olduğu düşünülmektedir. Yüksek hızda frezeleme işleminde takım ömrünün geliştirilmesi için düşük bağlayıcılı sinterlenmiş PCBN (RCBN) takım bileşimi üretilmiş ve RcBN takımın kesme performansı incelenmiştir. Takım ömrüne termal gerinme çatlaklarıyla karar vermek mümkündür. Diğer takımda (RCBN) kesme uzunluğu 60 km ye ulaşmasına rağmen termal gerinme çatlakları görülmemiştir. Liu vd. (2002), yüksek hızda frezeleme işlemlerinde kesici takımların aşınma tiplerini ve mekaniğini incelemişlerdir. Yüksek hızda frezeleme işleminde PCBN takım, seramik, karbür ve ince taneli karbür takımlar kullanarak dökme demir, temperlenmiş karbon çeliği ve sertleştirilmiş karbon çeliği iş malzemeleri üzerinden talaş kaldırarak çalışmalar yapmışlardır. Çalışmalar sonucunda, kesici takım ve iş 65
83 parçası arasında malzemelerin farklı şekilde eşleştirilmesiyle değişik takım aşınma tipleri elde etmişlerdir. En yaygın aşınma tipleri olarak talaş yüzeyi aşınması, yan yüzey aşınması, çentiklenme ve kırılma aşınmalarıyla karşılaşmışlardır. Mekanik sürtünme, adhezyon, difüzyon ve kimyasal aşınma olmak üzere esas aşınma mekanizmaları, kesme kuvvetleri ve yüksek kesme sıcaklığıyla gelişmiştir. Dolayısıyla yüksek hızda kesme yapan takım malzemelerinde göz önünde bulundurulması gereken en önemli etken yüksek ısı direnci, aşınma direnci ve kimyasal kararlılık olduğunu söylemektedirler m/ dak. kesme hızında takım aşınma tipleri, takım imalatçı mikroskobu kullanılarak incelenmiştir. Yüksek hızda talaş kaldırmada takım aşınma mekanizmalarını analiz etmişlerdir. Poulachon vd. (2002), takım çeliklerinin frezelenmesinde sülfür ilavesinin takım aşınmasına etkisini incelemişlerdir. Deneysel sonuçlar, takım ömrü şartlarında takım çeliklerinin işlenebilirliğinin sülfür ilavesiyle artış sağladığını göstermiştir. Bu artış genellikle tornalama işleminde çok karşılaşılan mangan sülfür (MnS) tabakasının varlığı sebebiyle muhtemelen kesme hızına bağlıdır. Aynı malzemeler üzerinde yapılan çalışmalarda yüksek kesme hızlarında sülfür etkisinin kaybolduğu görülmüştür. Temel yaygın Taylor kanunları yuvarlak uçlarla frezeleme için uygun olmadığı görülmüştür. Yeniden sülfürlenmiş çeliğin işlenebilirliği normal çelikten ortalama % 40 daha iyi sonuç vermiştir. Liu vd. (2003), sünek tungsten karbür kesicilerle ticari olarak kullanılan CBN kesicilerin takım aşınma karakteristiklerini inceleyen deneysel bir çalışma yapmışlardır. Deneylerinde Makino V 55 yüksek hızlı freze tezgahı kullanmışlardır. Üç kanallı dinamometre yardımıyla kesme kuvvetlerini ölçmüşlerdir. Takım aşınmalarını optik ölçüm inceleme sistemi (OMIS), elektron tarama mikroskobu (TEM) ve enerji dağıtıcı X-ışınları spektrometre (EDS) cihazlarını kullanarak gerçekleştirmişlerdir. Yapmış oldukları incelemeler neticesinde şu sonuçları bulmuşlardır. -Yüksek kesme hızlarında yan yüzey takım aşınma miktarı artış göstermiş ve takım ömründe azalmalar görülmüştür. 66
84 -Kesme kuvvetleri, kesme uzunluğu ve yan yüzey takım aşınma miktarının artmasıyla dereceli bir şekilde artmıştır. -TEM ve EDS incelemeleri takım aşınmasının yan yüzeyde olduğunu ve aşınma mekanizmaları olarak difüzyon, adhezyon ve abrasyon mekanizmalarının yoğun olarak oluştuğunu göstermiştir. Astakhov (2004), yapmış olduğu çalışmada günümüzde kullanılan yan yüzey aşınma kriterinin uygun sınıflandırma için yetersiz olduğunu belirlemeye çalışmıştır. Takım yan yüzeyi ile iş parçası ara yüzeyi arasındaki temas durumlarındaki bilgi eksikliğinden dolayı bu durumun var olduğunu öne sürmüştür. Bu çalışmada yan yüzey aşınmasının farklı karakteristik değerlendirmeleri karşılaştırılmıştır. Sonuçlar şu şekilde özetlenebilir. -Takım aşınması için şu anki kullanılan birimler günün şartlarına uymamaktadır. Çünkü bu birimler takım performansını mukayese etmede kullanılamamaktadır. -Boyutsal tamlık takım aşınma kriterinin seçiminde sıklıkla belirtilmektedir. Örnek olarak nispi yüzey aşınması takım aşınması için daha kapsamlı bir şekilde hesaplanır çünkü seçilmiş aşınma kriterlerine bağlı değildir. -İş ve takım malzemeleri, takım geometrisi ve kesme sisteminin özellikleri takım-iş parçası ara yüzeyindeki temas olayını belirler. Örnek olarak kesme hızı en güçlü etkidir. Normal ve kayma gerilmelerinin farklı değer ve eğilimlerine bakılmaksızın temas ara yüzeyinde minimum takım aşınması oluşur ve sürtünme katsayısı optimum kesme hızında en düşük değerine ulaşır. -İşlenmesi zor olan malzemelerden talaş kaldırmada ve yüksek hızlı işlemede kesme kenarındaki plastik azalma baskın bir şekilde erken takım kırılmasına sebep olur. Bu azalma, takım malzemesinin yüksek sıcaklıkta sürünmesinin bir nedenidir. -Güvenilir fiziksel teoriye dayanan yeni bir kesici takım ürünü sunulur. Şöyle ki bu ürün hata oluşana kadar kesici kenar boyunca iletilebilen sınırlandırılmış enerji miktarı olarak belirlenir. Richetti vd (2004), Çeliklerin yüzey frezeleme işleminde, takım ömrüne uç sayısının etkisini incelemek için bir çalışma yapmışlardır. Çalışmada; takım ömrü deneyleri, 67
85 minimum maliyetle optimum işleme verimliliğini elde etmek için, takım tutucuya farklı sayıda uçlar takarak yapılmaktadır. Frezeleme işlemlerinde yapılan deneyler pahalı ve çok sayıda takım ve iş malzemesi gerektirmektedir. Pratikte takım ömrü deneyleri, maliyeti minimuma indirmek için genellikle sadece tek uçla veya yüzey takım tutucudaki kenarla başarılmaktadır. Richetti vd, yapmış oldukları çalışmada yüzey frezeleme işlemlerinde kullanılan takım sayısının takım ömrüne etkisini incelemişler ve özel kesme şartları altında takım ömrünü belirlemeye çalışmışlardır. Yan yüzey aşınma eğrileri, AISI 1045 ve 8640 çelikleri üzerinden talaş kaldırılarak ve takım tutucuda 1, 2, 3 ve 6 adet farklı sayılarda uç kullanılarak değerlendirilmiştir. AISI 1045 çeliği için yan yüzey aşınma eğrileri, ilk olarak takım tutucudaki değişen uç sayıları, kesme hızı ve diş başına ilerleme değerleriyle belirlenmiştir. Takım tutucudaki 1, 2, 3 ve 6 uç için farklı yan yüzey aşınma oranları elde edilmiştir. Bu olay muhtemelen iki termal etkinin bileşiminin bir sonucudur. Bu iki termal etki kesme anındaki sıcaklığın artışıyla takım tutucudaki uç sayısından oluştuğu varsayılmaktadır. İlkinde sıcaklıkla iş parçasının mukavemeti azalmış, ikincide sıcaklık, aşınma mekanizmalarıyla ilişkilendirilmiştir. Her iki durumda da en az takım ömrü takım tutucuda her daim 6 adet uç kullanıldığında elde edilmiştir. Bu durumda daha yüksek frekansla malzeme işlenebilmekte ve her takımda ayrı sıcaklık oluştuğu için iş parçasının sıcaklık değeri daha da yükselmektedir. Daha yüksek takım sıcaklıklarının ortaya çıkması, termal aşınma mekanizmalarını aktif hale getirerek önemli ölçüde takım ömrünü azaltmaktadır. Bulmuş oldukları eğriler analiz edildiğinde takım tutucuda 6 adet uç kullanılarak yapılan deneylerde daha yüksek takım aşınmasının oluştuğu gözlenmiştir. En uzun takım ömrü takım tutucuda tek uç kullanıldığında elde edilmiştir. Bu olayın ortaya çıkması da muhtemelen takım tutucuda en az aktif çevrim olması diğer deneylerle kıyaslandığında daha düşük kesme sıcaklığının oluşmasından dolayıdır. Diş başına aynı yanal ilerleme ve farklı kesme hızları kullanılarak yapılan deneylerin sonuçları mukayese edildiğinde kesme anındaki sıcaklığın etkisi açıkça görülmektedir. Takım ömrü, takım tutucuda tek uç kullanıldığında, kesme hızının yükselmesiyle fark edilir bir şekilde azalmıştır. Bu olay kritik kesme hızının aşıldığı durumlarda termal aşınma mekanizmasının aktif hale geldiğini göstermektedir. 68
86 Çalışmalarında üç faklı kesme hızı ( m/dak) ve üç farklı ilerleme hızı (0,075-0,100-0,125 mm/diş) kullanarak toplam 9 deney yapmışlardır. Çeliğin yüzey frezelenmesi esnasında oluşan takım ömrünü incelemişlerdir. Takım ömrü, artan kesme hızı ve diş başına ilerleme oranıyla azalma eğilimi göstermiştir. Talaş kaldırma esnasında talaş kaldırma hacmi aynı zamanda takım tutucudaki uç sayısından da etkilenmektedir. Takım tutucuda daha fazla uç sayısıyla talaş kaldırma işlemi yapıldığında daha düşük takım ömrü elde edildiği görülmüş olmasına rağmen, talaş kaldırma hacminde artma meydana gelmiştir. Bu olay, diş başına aynı yanal ilerleme kullanmak kaydıyla artan yanal ilerleme etkisinin azalan takım ömrü etkisinden daha önemli olduğunu göstermiştir. Aslında daha yüksek hızlarla kesme yapıldığında aynı kesme süresinde malzemeden daha fazla talaş kaldırılmaktadır. Sonuçların geçerli olması, doğruluk kazanması için bu deneyler AISI 8640 çeliğine de uygulanmıştır. Genel sonuç olarak şunlar bulunmuştur. Tam kapasiteden daha az uçla yapılan talaş kaldırma deneyleri takım ömrünü belirleme açısından kullanılamaz ve gerçek işleme şartlarını ortaya çıkaramaz. Aynı işleme süresinde malzemeden kaldırılan talaş hacmi uç sayısının artmasıyla sağlanmaktadır. Takım tutucuda daha fazla uç kullanılarak frezeleme işlemi yapıldığında yan yüzey aşınma oranı, daha yüksek kesme sıcaklığı oluştuğundan dolayı artış göstermektedir. Aslan ve Camuşcu (2005), sertleştirilmiş AISI D3 takım çeliğinin CBN parmak freze ile yüksek hızda işlenmesi isimli çalışma yapmışlardır. Çalışmalarında 35 HRC ve 62 HRC sertliğindeki soğuk iş takım çeliğinin, CBN kesici takımlarla işlenmesinde, yüzey kalitesi ve yan yüzey aşınma değerlerinin karşılaştırılmasını yapmışlardır. Kesici takım performansı, kesici ömrü ve iş parçasının yüzey kalitesine göre değerlendirilmiştir. 62 HRC sertliğindeki iş parçası üzerinden yaklaşık mm 3 talaş hacminde yan yüzey aşınma değeri 0,15 mm ye kadar yavaş bir şekilde artış göstermiş, kaldırılan talaş hacmi yaklaşık mm 3 olduğunda yan yüzey aşınma değeri kritik değer olan 0,3 mm ye ulaşmıştığı görülmüştür. Bu noktadan sonra CBN parmak freze takımı ömrünü aşırı çentiklenmeden dolayı hızlı bir şekilde tamamlamıştır. CBN takım 35 HRC sertliğindeki malzemenin işlenmesinde ise çok 69
87 daha iyi performans göstermiştir. Bu malzemeden kaldırılan talaş hacmi mm 3 değerine ulaşmıştır. CBN kesici takımla kaldırılan talaş hacmi ile yan yüzey aşınması arasında neredeyse doğrusal bir ilişki söz konusu olmuştur. Kesici takımda herhangi bir çentiklenme görülmemiştir. Bu sonuçlar seramik bağlayıcılı CBN kesici takımın iş parçası malzemesinin sertliğinin yüksek olduğu durumlarda aşırı çentiklenmeye maruz kaldığını ve seramik bağlayıcının yüksek hızlarda meydana gelen yüklere dayanamadığını göstermektedir. 62 HRC sertliğindeki malzemede 0,02 μm gibi çok küçük pürüzlülük değerleri elde edilmiştir. Yüzey pürüzlülüğü artan iş parçası sertliği ile belirgin bir şekilde azalma göstermiştir. Ekinovic vd. (2005), farklı kesme şartlarında malzemelerin işlenebilirliğini araştırmışlardır. Araştırmalarında iyi işlenebilir malzeme olarak bilinen 90MnCrV8 çeliğini kullanmışlardır. İş parçası özellikleriyle ilişkili kesme şartları belirlemişlerdir. Bu kesme şartlarında geleneksel talaş kaldırmadan yüksek hızda talaş kaldırmaya kadar olan geçiş bölgesini kapsayan deney setleri kurmuşlardır. Kullanmış oldukları malzemenin özelliklerine gelince, malzeme ısıl işlemde yüksek boyutsal kararlılık sergileyen, oldukça yüksek çatlama dirençli, yüksek işlenebilirliği olan, orta derece toklukta ve aşınma dirençli soğuk iş takım çeliğidir. Tavlamadan sonraki sertlik değeri max. 229 HB dir. Su vermeden sonraki sertliği HRC olarak elde edilmiştir. Dahası bu çelik farklı sıcaklık aralıklarında temperlenerek geniş aralıklı sertlik değerleri elde edilmiştir. 600 ºC de 38 HRC olan sertlik değeri 100 ºC de temperlemeyle 63 HRC ye ulaşmaktadır. Bu durumda HRC sertliği 400 ºC de temperlemeyle elde edilebilmektedir. Yapılan çalışmalar neticesinde kesme hızı v ve takım çapı D olması durumunda malzemenin sertlik değeri, yüzey pürüzlülük değerini oldukça etkilediği gözlenmiştir. Fakat bu iki faktörün yüzey pürüzlülüğündeki kısmi etkisi temperlenmiş ve tavlanmış iş parçalarının her ikisinde de aynıdır. Önem arz eden üçüncü faktör olarak da ilerleme hızıdır. Sonuçlardan elde edilen bilgilere göre artan ilerleme hızı temperlenmiş ve tavlanmış iş parçaları için farklı yüzey pürüzlülük değerlerinin elde edilmesini sağlamıştır. Temperlenmiş iş parçalarında bu faktörün artmasıyla yüzey kalitesinde azalma görülmüştür. Bunun tam tersi olarak tavlanmış iş parçalarında ise aynı işlem uygulanarak daha iyi kalitede yüzey elde edilmiştir. Bu olay malzeme plastisitesinden, takım ve işlenen 70
88 yüzey arasındaki kayma etkisinden, işlenen parçanın yumuşaklığından ve geleneksel ve yüksek hızda talaş kaldırma işlemlerinde farklı talaş oluşumundan meydana gelebilir. Perez (2005), gama titanyum alaşımlarının kaba ve iyi taneli WC uçlarla yüzey frezelenmesinde aşınma mekanizmalarını inceleyen deneysel bir çalışma yapmıştır. Takım aşınmasını belirlerken kullanmış olduğu kesme parametre aralığı şunlardır: Kesme hızı : 20, 50, 80, 100, 300 ve 400m/dak, diş başına ilerleme : 0,05 ve 0,1 mm/diş, eksenel kesme derinliği : 1 mm, radyal kesme derinliği : 30 mm dir. Bu şartlar altında WC uçların bozulmalarını kontrol ederek abrasyon, adhezyon ve yorulma aşınma mekanizmalarını tespit etmiştir. Gama titanyum alaşımlarının işlenmesinde takım aşınmasına paralel olarak takım ömrü, talaş formasyonu, kesme kuvvetleri ve yüzey pürüzlülüğü terimlerini değerlendirmiştir. Takım tutucu olarak 50 mm çapında ve 4 uç kapasiteli, 7 derece eksenel ve 4 derece radyal talaş açısı sağlayan yüzey frezeleme takımı kullanmıştır. Takım geometrisinin yüksek ısıl alaşımlar için uygun olduğunu ve bu nedenle seçildiğini belirtmektedir. Uç olarak iki tip uç kullanmıştır. Bunlar kaba taneli ve ince taneli (< 1µm) WC uçlardır. Deneylerinin gerçekleşmesinde 40 hp gücünde, maksimum dev/dak fener mili hızına sahip ve maksimum 15 m/dak yanal ilerleme hızı olan, Makino firmasının MC56-5XA tipi freze tezgahını kullanmıştır. Deneylerini, yan yüzey aşınma kriteri VB, 300 µm ye ulaştığında sonlandırmıştır. Yan yüzey aşınma ölçümlerinde Mitutoyo TM optik mikroskobunu kullanmıştır. Talaş kaldırma işlemlerinde soğutma sıvısı olarak COMQUEST TM HD sentetik sıvıyı kullanmıştır. Kesme kuvvetlerini her deney için kesme kenarı yenilendiğinde ve ilk 20 saniye kesme süresi boyunca kaydetmiştir. Kesme kuvvetlerinin ölçümü için Kistler firmasına ait 9255 tipi dinamometresini kullanmıştır. Deneyler esnasında oluşan talaşları toplamış ve 15 ml Epofix reçine ve 2.2 ml Epofix sertleştirici içeren reçine bileşimi kullanarak analize hazırlamıştır. Hazırlamış olduğu bu talaşları iki adımda 9 ve 1 µm elmas ve silika solüsyonu (96 ml silika, 2 ml hidrojen dioksit (H 2 O 2 ) ve 2 ml amonyum hidroksit (NH 4 OH) içeren solüsyon) kullanarak parlatmıştır. Talaşların Vickers mikro sertlik ölçümlerini yapmıştır. Ölçümlerde 25 g yük ve M-400H2 LECO sertlik cihazını kullanmıştır. Talaşları Axioplan2 ZEISS optik kameraya bağlanmış Philips 515 TEM 71
89 dijital kamerayla analiz etmiştir. Bu değerlendirmeler neticesinde genel olarak şu sonuçları elde etmiştir. γ-tial Ti-47Al-2Nb-2Mn + % 0,8 TiB 2 alaşımının yüzey frezelenmesinde uzun takım ömrü için kullanılan kesme parametreleri; kesme hızı 20 m/dak, tabla ilerleme hızı 0,1 mm/diş, eksenel kesme derinliği 1 mm dir. -Kesme kuvvetleri hem kesme hızının hem de ilerleme hızının artmasıyla artmıştır. Bu artış, bu alaşımların birim şekil değiştirme oranının hassasiyetini gösteren kesme hızında daha etkilidir. -Kesme kuvveti sinyalleri, yüksek frekansa sahip dinamik bileşimlerde, talaş oluşum şeklinin bir sonucu olarak görülmüştür. -Büyük yarıçapa ve keskin kesme kenarına sahip olan uç geometrisinin bu alaşımların işlenmesinde avantaj sağladığı belirlenmiştir. γ-tial intermetalik alaşımların işlenmesinde talaş morfolojisi karakterize edilmiş ve talaş formu, kesme kuvvetleri, takım aşınması ve yüzey pürüzlülüğü belirlenmiştir. Wang vd (2005), bağlayıcısız CBN takımlarla titanyum alaşımlarının yüksek hızda frezelenmesi konulu bir çalışma yapmışlardır. Titanyum alaşımlarının işlenmesinde geleneksel takımların performansı düşüktür. Bu çalışmada bağlayıcısız kübik bor nitrür uçlar (BCBN) kullanılarak titanyum alaşımlarının yüksek hızda frezelenmesi yapılmış, performans ve aşınma mekanizmaları incelenmiştir. İncelemeler neticesinde şu sonuçlar bulunmuştur. -Ti-6Al-4V malzemesinin yüksek hızda frezelenmesinde uniform olmayan yan yüzey aşınmaları oluşmuştur. -Titanyum alaşımlarının işlenmesinde CBN ile PCD takımların takım ömürleri kıyaslandığında BCBN takımların çok daha fonksiyonel ve tatmin edici olduğu görülmüştür. -Aynı kesme derinliğinde 0,125 mm/diş tabla ilerleme hızından daha yüksek hızlarda kesme hızının artmasıyla takım ömrü azalmıştır. 0,075 mm/diş hızından daha düşük hızlarda ve daha yüksek kesme hızları ile yapılan işlemelerde takım ömrü daha düşük 72
90 hızlarda yapılan kesme hızlarına göre uzamıştır. Daha yüksek kesme hızı ve daha düşük tabla ilerleme hızı kullanımı daha optimum kesme şartlarını elde etmek için ideal olanıdır. -Takım-iş parçası ara yüzeyinde kuvvetli bir bağ vardır. Takım yan yüzeyine yapışmış olan iş parçası malzemesi aşınma oranının azalmasına yardımcı olur ancak bu yapışan malzeme daha sonra yapışan yüzeyden kalktığında sadece kümelenmiş bir şekilde takım malzemesinin kopmasına sebep olmaz aynı zamanda yan yüzey aşınmasının hızlanmasını ortaya çıkarır. -Daha yüksek kesme derinliği, tabla ilerleme hızı ve kesme hızlarında Ti-6Al-4V frezelenirken bazı iş parçası malzemeleri talaş yüzeyine yapışmıştır. Diğer kesme şartlarında ise malzeme yapışma olayı talaş yüzeyinden ziyade sadece yan yüzeyde oluşmuştur. Daha sonra bu olay takımın bozulmasıyla sonuçlanmıştır. Ateş vd. (2006), 55 HRC ye sertleştirilmiş P20 kalıp çeliği; iki farklı tip CBN kesici takımla, yüksek hızlarda işlemişlerdir. Deneylerinde iki farklı CBN kesici takım kullanmışlardır. Birincisi düşük CBN katkılı (CBN-DS) ve seramik bağlayıcılıdır. Diğeri ise yüksek CBN katkılı(cbn-ym) ve metal bağlayıcılıdır. Elde edilen takım aşınması ve yüzey pürüzlülüğü değerleri CBN kesici takımlar için karşılaştırılıp, kesme hızı, CBN oranı ve bağlayıcının takım aşınması ve yüzey pürüzlülüğü üzerine etkisi araştırılmıştır. Deneylerde iki farklı tip kübik bor nitrür (CBN) (Kennametal) kullanılmıştır. Bunlardan biri (CBN-DS) düşük CBN içerikli (hacimce ~%50) ve seramik (TiC) bağlayıcılıdır. Diğeri ise (CBN-YM) yüksek CBN içerikli (hacimce ~%88) ve metal (Co) bağlayıcılıdır. Pah genişliği dışında, iki takımın diğer tüm geometrik özellikleri aynıdır. Her iki takımda CBN uç, sinterlenmiş karbür (WC) taşıyıcı üstüne lehimlenmiştir. Kesici uç bağlama elemanı olarak özel imal ettirilen 80 mm çapında yüzey frezeleme tarama kafası kullanılmıştır. Tarama kafasında kesici uçların bağlanabileceği 2 adet kartuş bulunmaktadır. Her deney esnasında sadece 1 adet kesici uç bağlanarak deneyler gerçekleştirilmiştir. Deneyler 300, 450 ve 600 m/dak olmak üzere üç farklı kesme hızında yapılmıştır. Eksenel kesme derinliği (ap) 0.12 mm, ilerleme (f) 0.15 mm/dev ve radyal kesme genişliği (ar) 15 mm de sabit tutulmuştur. Tüm deneyler kuru olarak gerçekleştirilmiştir. Deneyler, kaldırılan talaş hacmi 6480 mm 3 değerine ulaşınca durdurulmuştur. Deneyler tablası 73
91 sabit, kolonu hareketli olan MAZAK VTC 20B CNC dik işleme merkezinde gerçekleştirilmiştir. CNC dik işleme merkezi 15 kw gücünde iş mili motoruna, maksimum 7000 d/dak lık yüksek iş mili devrine, hızlı takım değiştirme özelliğine, 30 m/dk eksen hızlarına ve Mazatrol PC-Fusion-CNC 640M kontrol ünitesine sahiptir. Yan yüzey aşınmaları SCHERR TUMICO marka optik mikroskopla her pasodan sonra ölçülmüştür. Optik mikroskobun tablası x, y eksenlerinde hareket edebilmekte ve mm hassasiyetle ölçüm yapabilmektedir. Yüzey pürüzlülüğü HOMMER TESTER T1000 yüzey pürüzlülük ölçüm cihazı ile her pasodan sonra ölçülmüş ve değerlendirmede Ra ortalama yüzey pürüzlülüğü değeri dikkate alınmıştır. Kurt (2006), yapmış olduğu tez çalışmasında, CSRNR 2525M12 takım tutucu ve SNGN T01020 (KYON 4300) whisker takviyeli seramik kesici uç kullanarak Inconel 718 nikel esaslı süper alaşımlı iş parçasını ve SSBCR 2525M12 takım tutucu ile SCMW 12M508 (P20 grade) kesici uç kullanarak AISI 1117 çelik iş parçasını tornalama deneylerinde kullanmıştır. Deneysel çalışmalarında beş farklı kesme hızı, beş farklı ilerleme hızı ve iki ayrı kesme derinliği değerleri kullanarak 50 şer adet olmak üzere toplamda 100 adet deney yapmıştır. Deneylerinde, kesme kuvveti ölçümleri gerçekleştirilmiştir. Deneylerden elde edilen sonuçlara genel olarak bakıldığında; tüm deneyler için kesme derinliği ve ilerleme hızı değerlerindeki artışa paralel olarak kesme kuvveti bileşenlerinin arttığını gözlemiştir. Silva vd (2006), motor bloklarının yüzey frezeleme işlemi esnasında kenarlarda oluşan çapak geometrileriyle ilgili bir çalışma yapmışlarıdır. Kesici uç olarak seramik ve PCBN uçlar kullanmışlardır. Takım tutucu olarak 160 mm çapında ve 22 uç kapasiteli bir takım tutucu seçmişler ve takım tutucuya uçların 18 adetini kaba işlemde 4 adetini finiş işlemde kullanacak şekilde montaj etmişlerdir. Deneyler esnasında kesme hızı, tabla ilerleme hızı, kesme derinliği ve yan yüzey aşınma parametrelerini incelemişlerdir. İş parçasının farklı kenarlarında çapaklar oluşmuş bu çapak oluşumunu önlemek için farklı takım çıkış açıları denemişlerdir. PCBN uçlarla yapılan deneylerde çapak yüksekliği seramik uçlarla yapılan deneylere nazaran daha küçük çıktığını belirlemişlerdir. Aşınmanın ve takım çıkış açısının çapak boyutuna 74
92 önemli derecede etki ettiğini gözlemlemişlerdir. Yan yüzey aşınma ve çıkış açısı arttıkça çapak boyutunda da artış olmuştur. Tabla ilerleme hızı ve bazı durumlarda kesme derinliğinin artmasıyla çapak boyutunda azalma görülmüş fakat kesme hızı arttırıldığı zaman çapak boyutu da artmıştır. Aykut vd. (2007), fiziksel buhar emdirmeyle kaplı ve kaplı olmayan takımlar kullanarak kobalt esaslı süper alaşımların yüzey frezeleme işlemi sırasında oluşan takım aşınması, kesme kuvvetleri ve talaş morfolojisini inceleyen deneysel bir çalışma yapmışlardır. Frezeleme işleminde parametre değerlerini ISO yüzey frezeleme standardında tavsiye edilen değerler arasından seçerek simetrik yüzey frezeleme işlemini yapmışlardır. Kesme kuvvetlerini ve takım aşınmasını kesme hızı, tabla ilerleme hızı ve kesme derinliği değerlerini göz önüne alarak incelemişlerdir. Deneylerinde kullandıkları kesme parametreleri değerleri şunlardır. Kesme hızı : m/dak, tabla ilerleme hızı : mm/dak, kesme derinliği 0,25-0,50-0,75 mm dir. İş parçası olarak Stellite 6 süper alaşım kullanmışlardır. İş parçası malzemesinin boyutları 50 x 70 x 120 mm dir. Kesici uç olarak TiN/TiCN/TiAlC kaplanmış F40M ve kaplanmamış H 25 takımlar kullanmışlardır. Takım tutucu olarak 75 mm çapında 4 uç kapasiteli takım tutucudur. Kesme kuvvetlerinin ölçümünde 3 kanallı Kistler dinamometre den faydalanmışlardır. Yapmış oldukları deneyler neticesinde şu sonuçları elde etmişlerdir. -Simetrik yüzey frezeleme işleminde kesme kuvvetleri kesme derinliği ile uyumlu bir şekilde artış göstermiştir. -Kesme kuvvetleri tabla ilerleme hızının artmasıyla da artmıştır. -Kesme hızlarının kesme kuvvetleri üzerine etkisi gözlemlenmemiştir. Kesme hızı takım aşınmasını hızlandıran bir faktördür. Kesme kuvvetleri bazen kesme hızının azalmasıyla artmaktadır. -Deneylerin tamamında Fz bileşeni en yüksek değer olarak görülmüştür. Bunun sebebinin de kobalt esaslı süper alaşımların akma mukavemetinin yüksek olduğundan dolayı bu şekilde meydana geldiği tahmin edilmektedir. 75
93 -Talaş formları kaplanmış ve kaplanmamış takımların kıyaslanmasında farklı kesme şartlarındaki deneylerden elde edilmiştir. Iqbal vd. (2007), sert frezeleme işleminde yan yüzey aşınmasını fuzzy uzman sistemini kullanarak tahmin etmişlerdir. Sert malzemelerin frezelenmesi son yıllarda metal kesme teknolojileri arasında oldukça popüler hale gelmiştir ve takım aşınmasının kontrolü, tahmini için yoğun araştırmalar yapılmaktadır. Iqbal vd., yapmış oldukları bu makalede sert frezeleme işleminde takım aşınmasının doğru olarak tahmin edilebilmesi için iki adet fuzzy tabanlı stratejik kurallar belirlemişler ve mukayese etmişlerdir. Kesme uzunluğu (LoC) kullanılan offline stratejide esas girdi parametresi olarak takım helis açısı ve iş parçası sertlik değeri kullanılırken, LoC online stratejide bu parametreler kesme kuvveti değerleriyle değiştirilmiştir. Sert frezeleme deneyleri, fuzzy uzman sistemlerin her iki stratejisinde de gelişim sağlayabilmek için denenmiştir. Deneylerde helis açısı için 2, iş parçası malzeme sertliği için 3, her bir LoC için 6 değer alınmış ve F xy maksimum yan yüzey aşınma bölgesi için test edilmiştir. Bu teknik her bir strateji için 36 (= 2 x 3 x 6) veri elde edilmiştir. Tüm deneyler maksimum gücü 16 KW olan Micron UCP 710, 5 eksenli dikey işleme merkezinde gerçekleştirilmiştir. İş parçası malzemesi olarak 100 mm x 33 mm x 33 mm boyutlarında, üç farklı sertlik değerinde AISI D2 çeliğini kullanmışlardır. Kesici takım olarak 10 mm çap, 1.5 mm uç yarıçapı, 5 derece talaş açılı, ilk bölgede 6 derece, ikinci bölgede 10 derece yan yüzey açılı ve 4 ağızlı düz K30 karbür parmak freze çakısı kullanmışlardır. Kuvvet ölçümlerinde x- ve y- doğrultusunda 0-15 kn, z- doğrultusunda 0-30 kn ölçüm aralıklı Kistler piezo elektrik dinamometre kullanmışlardır. Dinamometreyi amplifikatörde kullanılan 4 kanallı Gould Classic osiloskop ile bağlamışlardır. Yan yüzey aşınmalarını, takımı aldıkları firmanın mikroskobunda 10X büyültmeyle ölçmüşlerdir. Tüm sert frezeleme deneylerinde kesme parametrelerini sabit tutmuşlardır. Sabit tuttukları kesme parametreleri şunlardır: kesme hızı (V) = 250 m/dak; diş başına yanal ilerleme (fz) = 0.1 mm/diş; radyal kesme derinliği (ae) = 0.4 mm; eksenel kesme derinliği (ap) = 5 mm dir. Frezeleme yönü olarak aynı yönlü frezeleme yapılmış ve soğutma sıvısı kullanılmamıştır. Frezeleme tek eksen üzerinde 100 mm kesme uzunluğunda test edilmiştir. Yan yüzey aşınma genişliği Fxy ile olduğu gibi LoC ile de doğrudan az 76
94 veya çok ilişkili görülmüştür. İş parçasının sertlik değerinin artması takımın VB değerinin artmasına sebep olmuştur. Burada elde edilen veriler varyans analizi (ANOVA) tekniği kullanılarak analiz edilmiştir. Iqbal vd. yapmış oldukları bu makalede sert frezeleme işleminde yapay zeka uygulamalarını kullanarak iki adet strateji tanımlamışlardır. Takım yan yüzey aşınmasının tahmininde girdi parametresi olarak, online stratejide kesme kuvveti sinyallerini, offline stratejide kesme uzunluğu değerlerini kullanmışlardır. Genel olarak şu sonuçları bulmuşlardır. -Fuzzy uzman sistem yaklaşımı, takım aşınması doğru tahmini için kullanılabilir. -Takım aşınması tahmini için online stratejide girdi parametresi olarak kullanılan kesme kuvveti sinyalleri, offline stratejide kullanılan kesme uzunluğu değerlerine göre daha iyi sonuç vermiştir. -Talaş kaldırma şartlarında, kesme kuvveti sinyalleri, gerçek zaman bilgisini daha iyi verir. Kesme uzunluğu ile bu bilgiye ulaşılamaz. Iqbal vd. (2007), bir başka yapmış oldukları çalışmada Fuzzy uzman sistemle sert malzemelerin frezelenmesinde optimum parametreleri ve performans ölçümlerini tahmin etmişlerdir. Çalışmalarında sert malzemelerin frezelenmesi sırasında takım ömrünü arttırmak ve iş parçası yüzey kalitesini geliştirmeyi amaçlamışlardır. Sert frezeleme deneylerini, iş parçası malzemesinin sertliği, takımın helis açısı, iş parçası yüzey pürüzlülüğü ve kesme kuvvetlerinin etkisini belirlemek için gerçekleştirmişlerdir. Deney verilerini ANOVA ve nümerik optimizasyon kullanarak kullanılabilir bilgilere dönüştürmüşlerdir. Bu bilgileri IF-THEN kurallarının bilgitabanı formuyla geliştirmişlerdir. Kurmuş oldukları uzman sistem optimizasyon modülü ve tahmin modülü olmak üzere iki modül dayanmaktadır. Optimizasyon modülü hedeflenen amaca göre frezeleme işleminde kullanılan parametreleri optimum bir şekilde seçer ve bir araya getirmiştir. Tahmin modülü ise optimizasyon modülü tarafından son haline getirilerek düzenlenmiş performans ölçümlerinin tahmin edilmesini sağlamıştır. Kurmuş oldukları bu uzman sistemle gerçek kesme işlemine başlamadan önce sert frezeleme işlemi için oldukça etkili ve verimli optimizasyon yapmışlar ve aynı zamanda önemli tahminler elde etmişlerdir. 77
95 Aramcharoen vd. (2008) bu çalışmada sertleştirilmiş takım çeliği kullanarak sert kaplama yapılmış mikro frezeleme işlemini gerçekleştirmişlerdir. Deney malzemesi olarak 45 HRC sertliğinde homojen mikro yapıya sahip sertleştirilmiş H 13 takım çeliği, kesici takım olarak 2 ağızlı 0,5 mm çaplı mikro parmak freze çakısı kullanmışlardır. Mikro kesicilerin toplam 30 adeti TiN, CrN, TiCN, TiAlN ve CrTiAlN kaplanmıştır. Kaplama performansını değerlendirmek için kesme şartları belirlemişlerdir. Bu kesme şartlarını belirlerken endüstriyel uygulamalardan seçilmiş tipik kesme şartlarını kullanmışlardır. Kesme şekli olarak slot (kanal) frezelemeyi seçmişler ve kuru frezeleme yaparak 25 mm kesme uzunluğunda 0,25mm 3 hacimde talaş kaldırmışlardır. Seçmiş oldukları kesme parametreleri şöyledir: İş mili devri dev/dak, eksenel kesme derinliği 0,02 mm, maksimum talaş kalınlığı 0,005 mm ve tabla ilerleme hızı 300 mm/dak.talaş kaldırma işlemi tamamlandıktan sonra takım aşınma durumları TEM kullanılarak değerlendirilmiştir. Kaplanmamış takımlarla kaplanmış takımların yan yüzey aşınma değerlerini % olarak ilişkilendirmişlerdir. Ortalama yan yüzey aşınmasının kaplanmış takımlarla % 41 oranında azaldığını ve kaplama olarak TiN ve CrTiAlN kaplamalar kullanıldığında ise % 27 oranında azaldığını görüşüne varmışlardır. Calatoru vd. (2008), Karbür freze çakılarıyla 7475-T7351 alüminyum alaşımlarının yüksek hızda işlenmesi sırasında oluşan difüzyon aşınma mekanizmalarını inceleyen bir çalışma yapmışlarıdır. Kobalt bağlayıcılı tungsten karbür uçlarla yapmış oldukları frezeleme işleminde umulmadık bir şekilde çentiklenme ve bunu takiben kesici uçta bozulma gözlemlemişler, abrasiv aşınmanın izine rastlamamışlardır. Genellikle uyarıcısız ve takım ucunun büyük bir kısmını içeren takım kırılmalarıyla karşılaşmışlardır. Kırılmalar yoğun olarak tüm kesici ağızlarda hasar oluşturmuştur. Deney sonuçlarını sonlu elemanlarla ve TEM ile incelemişler ve kesme işlemi esnasında alüminyumun takım malzemesine ve formasyonuna difüzyon ederek yüksek sıcaklıkların oluştuğunu görmüşlerdir. Bu difüzyon işlemi ile karbür taneleri arasında bağlayıcı olrak görev yapan kobalt sert ve kırılgan ötoktoid olan AlCo dönüşmüştür. Sonuç olarak alüminyumun takım malzemesine nüfuz etmesi kesici uçların tamamında kırılganlık meydana getirmiş ve çentiklenme daha da ilerisi yoğun hasarlara sebebiyet vermiştir. 78
96 Çetin ve Er (2008), sertleştirilmiş 16MnCr5 çeliğin yüksek hızda PCBN kesici takımla işlenmesinde uç performansını incelemişlerdir. 63 HRC ye kadar sertleştirilmiş çeliği bigisayar sayısal denetimli torna tezgahında soğutma sıvısı kullanmadan kesme işlemine tabi tutmuşlardır. Kesme anında oluşan kesme kuvvetlerini ve kesici takımların yanal yüzeyindeki aşınma miktarlarını tespit etmişlerdir. Yapılan deneyler sonucunda PCBN kesici takımda meydana gelen aşınma miktarlarının ISO 3685 standartında belirtilen en büyük ölçünün çok altında oluştuğunu bulmuşlar, zamana bağlı olarak kesme kuvvetlerindeki değişmeleri değerlendirmişler, talaş hacmi ve zamana bağlı aşınma değerindeki değişmeleri incelemişlerdir. Orta ve yüksek sertlikteki malzemelerin orta ve ince talaş kaldırma işlemlerinde PCBN takım kullanmanın uygunluğunu talaş kaldırma hacmi ile yan yüzey aşınma değerlerini karşılaştırarak belirlemişlerdir. Diniz ve Ferrer (2008), yüzey frezeleme işlemleriyle düzensiz yüzeylerin frezelenmesinde silikon nitrür tabanlı seramik takımlarla karbür kaplı takımların mukayesesini yapan bir çalışma yapmışlardır. İş parçası malzemesi olarak gri dökme demir malzeme kullanmışlardır. Çalışmalarından elde ettikleri sonuçlar şunlardır. -Silikon nitrür tabanlı seramikler yüksek kesme hızlarında yapılan işlemler göz önünde bulundurulduğunda karbürlerden daha uzun ömürlüdür. -Silikon nitrür seramiklerin çarpmalara ve çentiklenmelere karşı direnci karbürlerden daha iyidir. Çentiklenme ve çıtlama yüzey frezelemenin yüzey doğasında var olan bir olaydır. Bu çentikler kesici kenarlarda ortaya çıkmakta ve bunlar daha sonra takım ömrünün bitimine sebep olmaktadırlar. -Seramik takımlar için en uygun takım aşınma mekanizması ddifüzyon aşınma mekanizmasıdır. Abrasyon ve diğer aşınma mekanizmaları için seramikler oldukça iyi dirençlidirler. Uzun takım ömürleri yüksek kesme hızlarında elde edilmektedir. -Seramik takımlarla frezelenmiş yüzeylerin yüzey pürüzlülük değerleri karbür takımlarla frezelenen yüzeylere göre daha düşük elde edilmiştir. 79
97 Lin vd. (2008), yüksek sertliğe sahip alüminyum çeliklerin CBN takımlarla tornalanması esnasında aşınma davranışları isimli bir çalışma yapmışlardır. Deneylerinde değişik kesme hızlarında çalışmışladır. Düşük kesme hızlarında kesici takımdaki sert partiküllerin yüksek kesme kuvvetlerinden, düşük kesme sıcaklığından ve yoğun abrasiv takım aşınmasından dolayı kalktığını bulmuşlardır. Kesme hızında artış meydana geldiğinde takım aşınma oranında azalma gözlemlemişlerdir. Sürtünme kuvvetinin takım-talaş temas bölgesinde oldukça düzensiz bir şekilde olmasından dolayı arttığını tespit etmişlerdir. Yallese vd. (2009), CBN kesici uçlar kullanarak sertleştirilmiş rulman çeliklerinin sert talaşlı işlemi konulu bir çalışma yapmışlardır. Deneysel çalışmalarında temperlenmiş 100Cr6 çeliğinin sert tornalanması sırasında CBN kesici uçların davranışlarını incelemeyi amaçlamışlardır. İlk olarak uzun süreli aşınma deneylerini, farklı takım aşınma formlarında kesme hızının etkisini açıklamak için tasarlamışlardır. İkinci olarak deney setlerini yüzey pürüzlülüğü, kesme kuvvetleri ve hem talaş hem de iş parçasındaki sıcaklık değişimlerini araştırmak için tahsis etmişlerdir. Sonuç olarak 100Cr6 çeliği 60 HRC sertliğinde olmasına rağmen iyi aşınma dirençli CBN kesici uçları önermişlerdir. Talaşlı işleme sırasında ortaya çıkan ısı talaşla uzaklaştırılmıştır. Kesme hızı 280 m/dak ve üzerindeki çalışmalarda sadece birkaç dakika sonra ciddi kıvılcımlar ve vibrasyon oluşmuş ve tezgah sarsılır hale gelmiştir. Kabul edilebilir takım yan yüzey aşınması olarak 0,4 mm nin altında aşınma oluşması için optimum kesme hızı olarak 120 m/dak değerini bulmuşlardır. Bu sınırlanan hızın üzerinde kesme hızlarında azalma olduğu için yüzey pürüzlülük değerinde kararlılık elde etmişlerdir. Gaitonde vd. (2009) AISI D2 soğuk iş takım çeliğinin geleneksel seramik (TiN kaplamalı) ve wiper seramik kesici uçlarla tornalanması esnasında işlenebilirliğini araştıran bir çalışma yapmışlardır. Çalışmalarında işleme kuvveti, işleme gücü, kesme kuvveti sabiti, yüzey pürüzlülük değeri ve takım aşınması gibi işleme konularında, işleme zamanı ve kesme derinliği analizinde bulunmuşlardır. Işlenebilirliğe kesme derinliği ve işleme zamanının etkisini analiz etmek için matematiksel model tabanlı yüzey tepki metodolojisi geliştirmişlerdir. Kullanmış 80
98 oldukları D2 soğuk iş takım çeliğinin ortalama sertlik değerini HRC olarak belirlemişlerdir. Üç farklı takım için yapmış oldukları iş parçası malzemesi kesme kuvveti sabitleri belirleme denemelerinde en yüksek kesme kuvveti sabiti değeri olarak GC60 seramik takım için 7922,52 MPa değerini elde etmişlerdir. Diğer seramik takımlarda bu değer 3349,97 MPa ve 6406,29 MPa olarak elde edilmiştir. Sonuç olarak şunları bulmuşlardır. -Her iki seramik takım için, hem işleme kuvveti hem de gücü,, kesme derinliğinin artmasıyla lineer bir şekilde artış göstermiştir. -Her iki seramik takım için kesme kuvveti sabitleri kesme derinliğinin artmasıyla azalmıştır. -Kesme derinliğinin düşük olduğu deneylerde yüzey pürüzlülük değerleri en küçük olarak elde edilmiştir. En küçük yüzey pürüzlülük değerinin elde edildiği kesme derinliği miktarı 0,4 mm dir Akıllı Yöntemlerle Yapılan Modelleme Çalışmaları Ko ve Cho, (1993) frezeleme bitirme işleminde talaş kaldırma esnasında geometrik doğruluk ve yüzey pürüzlülüğünü etkileyen, kesici takımın kesme köşesinde oluşan yanal aşınma uzunluğunu incelemişlerdir. Bulanık mantık yöntemiyle kurallar yazılarak çeşitli kesme koşullarında testler uygulanarak frezelemede yanal aşınma uzunluğunu %12 den daha az hatayla tahmin etmişlerdir. Wong vd, (1999) çalışmalarında, talaşlı imalat kesme parametreleri seçimi için genel bulanık model kurmuşlardır. Farklı kesme takımları için bir kaç bulanık model oluşturularak karşılaştırma yapmışlardır. Sonuçlar göstermiştir ki kabul edilen model %6 ortalama hata ile tahmin yapabilmektedir. Choudhury ve Rath (2000), yapmış oldukları çalışmada frezeleme işlemlerinde takım aşınması tahmini için ANOVA tekniğini kullanarak bir yaklaşımda bulunmuşlardır. Bu yaklaşımda takım aşınması tahmini için yan yüzey aşınması ve ortalama teğetsel kesme kuvveti katsayısı arasında bir ilişki kurmuşlardır. Deney serileri, kesme hızı, 81
99 kesme derinliği ve diş başına ilerleme gibi kesme parametrelerinin yanı sıra yan yüzey aşınması ve teğetsel kesme kuvveti arasındaki ilişkiyi belirlemek için tasarlanan deneysel tekniklerle desteklenmiştir. Kesme parametreleri ve teğetsel kesme kuvveti katsayısıyla dolaylı ilişkili takım yan yüzey aşınma ölçümü temel fikri frezelemede takım aşınması görüntülenmesi tekniği ile hassas ve güvenilirliği sağlayacak bir şekilde kurulmuştur. Sonuçların geçerli ve tarafsız olması için 3- çarpım (3 3 ) tasarımı kabul edilmiş ve bu model için deneysel veriler kullanılması önerilmiştir. Özet olarak şu sonuçlar bulunmuştur. -Teğetsel kesme kuvveti katsayısındaki diş başına ilerleme ve kesme derinliğinin etkisi, aynı kesme hızlarında nispeten önemsiz gibi dururken iş parçası malzemesi özelliklerinin değişmesinden dolayı önemlidir. -Kesme parametreleri önemli derecede yan yüzey aşınmasını etkilemektedir. -Yan yüzey aşınması, teğetsel kesme kuvveti katsayısı ve kesme parametreleriyle yakından ilişkilidir. -Yan yüzey aşınması, teğetsel kesme kuvveti katsayısı ve kesme parametrelerinin bilinmesiyle tahmin edilebilmektedir. -Sonuçların maksimum hata oranı yaklaşık olarak %8 mertebesinde hesaplanmıştır. Benardos ve Vosniakos (2002), yapay sinir ağları yaklaşım modeli ile CNC yüzey frezeleme işleminde yüzey pürüzlülüğü tahmininde bulunan bir çalışma yapmışlardır. Kurmuş oldukları yapay sinir ağı performansının eğitimi ve testi için kullanılacak verileri, Taguchi tasarım metodu prensiplerine göre ayarlanan frezeleme deneylerinden elden etmişlerdir. Deneylerde göz önünde bulundurdukları faktörler, kesme derinliği, diş başına ilerleme, kesme hızı, kesici takım aşınması, soğutma sıvısı ve kesme kuvvetlerinin üç bileşenidir. Deneylerinde 40 mm çapında ve 4 adet uç kapasiteli takım tutucu kullanmışlardır. İş parçası malzemesi olarak genellikle uzay uygulamalarında kullanılan 2 serisi alüminyum alaşımı bir malzeme seçmişlerdir. Yapay sinir ağlarında en çok kullanılan Levenberg-Marquardt algoritmasıyla geri beslemeli eğitim ağı kurmuşlar ve % 1,86 ortalama karesel hatayla yüzey pürüzlülüğü değerini tahmin edebilmişlerdir. 82
100 Chundchoo ve Saini, (2002) Bulanık-Sinir ağ modelini kullanarak CNC tornalama işleminde takım aşınmasının tahminini yapmışlardır. Bunun için takım aşınması sınıflanması bulanık mantık ile yapılarak girdiler normalize edilmiş, en az karesel hataya göre ağ kurulmuş yanal ve krater aşınma yüksek doğrulukla tahmin edilmiştir. Chung-Chen ve Hong (2002), Tunsten karbür ve çok katmanlı TiCN ve TiAlCN kaplanmış freze çakılarının aşınmalarını inceleyerek takım ömrünü Taguchi metoduyla kıyaslamaya çalışmışlardır. İş parçası malzemesi olarak su verilmiş AISI 1045 karbon çeliğini seçmişlerdir. Yapmış oldukları çalışmalar neticesinde sert kaplamaların takım yüzeyinde aşınma problemlerini geliştirebileceği görüşüne varmışlardır. K 40 takım malzemesinin TiCN kaplamalarda, su verilmiş 1045 çeliğinin işlenmesi sırasında en iyi aşınma direncine sahip olduğunu görmüşlerdir. Aynı kesme şartlarında TiCN kaplı K 40 freze çakısı TiAlCN kaplı K 10 freze çakısından % 188 civarında daha az aşınmıştır. Iqbal vd. (2008), sert malzemelerin bitirme frezeleme işleminde D-optimum metot kullanarak minimum miktarda yağlayıcılarla kesme parametrelerinin modellenmesi üzerine bir çalışma yapmışlardır. Bu çalışmada başlıca dört parametrenin etkisini incelemişlerdir. Bu parametreler; sertleştirilmiş çeliğin mikro yapısı, iş parçası eğim açısı, kesme hızı ve takım ömrü ve yüzey pürüzlülüğünü içeren radyal kesme derinliğidir. Frezeleme işleminde, minimum miktarda yağlayıcılarla karbür kaplı küresel freze çakısı kullanmışlardır. Sözü edilen bu miktar D-optimum metot olarak bilinen yeni yüzey metodolojisi anlamına geldiğini belirtmişlerdir. Takım ömrü için iş parçası malzemesinin en etkili parametre olduğunu ve bu parametreyi takımın devir sayısının izlediğini bulmuşlardır. Takımın dönme hızının yüksek değerlerde olması takım ömrü için elverişsiz olduğunu fakat yüzey bitirme işlemleri için ise elverişli olduğunu ispatlamışlardır. Buna ilave olarak iş parçası eğim açısı ve radyal kesme derinliğini kesme hızı etkisiyle analiz etmişlerdir. Yüzey pürüzlülüğüne en fazla etki eden parametrenin iş parçası malzemesinin eğim açısı olduğunu kanıtlamışlardır. TEM ve EDS analiziyle takım aşınması ve hasarını farklı kesme parametreleri ile incelemişler ve esas aşınma hasarının çentik aşınması, adhezyon ve 83
101 çıtlama şeklinde oluştuğunu belirlemişlerdir. Çıtlamanın adhezyon ve çentik aşınmasına göre nispeten daha az olduğunu bulmuşlardır. Kayacan vd. (2003) yapmış oldukları çalışmada, tornalama işlemlerinde takım aşınması esas alınarak ekonomik takım kullanımı için bulanık mantık programlama yöntemi kullanılarak genel bir fuzzy model kurmuşlar. Kesilecek malzemenin sertliği ve kullanılan kesici takımın cinsine göre ekonomik takım aşınması için en uygun kesme hızı, ilerleme oranı ve talaş derinliklerini belirleyebilen bulanık mantık çözüm modeli oluşturulmuşlardır. Bulanık mantık kullanılarak oluşturulan modelde giriş parametreleri ve çıkış parametrelerinin üyelik fonksiyonları, üyelik fonksiyon ayak genişlikleri ve üyelik fonksiyonlarının aralarındaki ilişkiler kullanılarak oluşturulan kural tabanında bu zamana kadar yapılan deneysel çalışmalardan ve uzman görüşlerden yararlanılmışlardır. Kurulan model kullanılarak elde edilen sonuçlar literatür çalışmalarıyla karşılaştırmalı olarak verilmiştir. Lazoğlu vd. (2006) CBN takımlarla 68 HRC sertliğindeki 51 CrV4 malzemeyi sert tornalama işleminden geçirerek mekanik ve termal yüklü model tahmininde bulunmuşlardır. Kayma akma gerilmesi, kayma ve sürtünme açısı ortogonal (düz) kesme testiyle belirlenmiştir. Kesme kuvveti katsayısı düz den eğik kesmeye doğru dönüşerek oluşturulmuştur. Kesme kuvvetleri, talaş ve takım için sıcaklık alanı tahmin edilmiş ve deneysel ölçümlerle kıyaslanmıştır.deneysel ölçümlerin mukayesesinde % 12 den daha az hatalı teğetsel ve radyal kuvvetlerin bileşkeleri model tahmini oluşturulmasıyla incelenmiştir. Bileşke kuvvetin yaklaşık % 11 i kadar olan hız bileşenleri daha fazla ilerleme için gereklidir. Talaş ve takımın sıcaklık bölgeleri sonlu farklı sıcaklık modeliyle tahmin edilmiştir. Simüle edilmiş talaş yüzeyi ortalama sıcaklık değerleri Fiber-optik oran pirometresiyle deneysel çalışmalardan ölçülerek kıyaslanmıştır. Termal testlerde talaş yüzeyi ortalama sıcaklık değeri ile tahmin edilen arasında yaklaşık olarak % 10 hata olduğu görülmüştür. Sonbaty vd (2008), frezeleme işlemlerinde yapay sinir ağları ve tekrarlanan form geometri yaklaşımıyla yüzey pürüzlülüğü tahmininde bulunan bir çalışma yapmışlardır. Yapay sinir ağları modellerini kesme şartları ve yüzey frezeleme 84
102 işlemleriyle oluşmuş tekrarlanan form parametreleri arasındaki ilişkinin analiz ve tahmini için geliştirmişlerdir. Bu modellerin imalatçılara uygun kesme şartlarını belirlemede yardımcı olabileceği dolayısıyla da temas yüzeyleri arasında arzu edilen triboloji (sürtünme ve aşınma) performansına ulaşılabileceğini amaçlamışlardır. Kurmuş oldukları yapay sinir ağları modellerinde girdi parametreleri olarak; iş mili devri, tabla ilerleme hızı, kesme derinliği, takım yan yüzey aşınması ve titreşim seviyesini, çıktı parametreleri olarak da tekrarlanan form geometrisi çapı D ve dikey ölçek parametresi G yi kullanmışlardır. Yapay sinir ağları modeli üç katmandan ve geri beslemelidir. Modellemeden elde ettikleri sonuçlar şunlardır. -Tekrarlanan form geometrisi yaklaşımı D ve G parametreleriyle işlenmiş yüzeylerin karakterize edilmesinde başarılı bir şekilde kullanılmıştır. -Kurulan modeller arasında en iyi tahmin yapan ağ yapısı de bulunmuştur. Tekrarlanan form geometrileriyle yaklaşık % 98, tam doğruluk olarak % 94 oranında gerçeğe yakın tahminler elde edilmiştir. -Geliştirilen yapay sinir ağları modelinin performansı istatistik olarak aşağıdaki tekniklerle ispatlanmıştır. İlk olarak ANOVA tekniği ile p değerleri 0,76 ve 0,98 ikinci olarak korelasyon katsayısıyla yapılan regrasyon analizinde 0,895 ve 0,925 değerleri elde edilmiştir. -Tekrarlanan form parametreleri D ve G nin tahmini için eğitilen yapay sinir ağları modelleri, uygulanmış kesme şartları göz önünde bulundurularak yapılan yüzey pürüzlülüğünün tahmini için W-M tekrarlanan profil simülasyon fonksiyonuyla doğrulanmıştır. Tahmin edilen profiller gerçek ölçüm profillerine istatistik olarak benzer bulunmuştur. Dahası tahmin edilen profiller gerçek ölçülmüş yüzey pürüzlülüğü profillerinden daha detaylı görülmüştür Kaynak Bilgisi Araştırmaları Değerlendirilmesi Bu bölümde literatürde incelenen çalışmalar biyografik sırayla aşağıda verilen esaslara bağlı olarak 5 temel sütun ve bu temel sütundaki özellikleri göstermek üzere yine kendi arasında alt sütunlara bölünerek Çizelge 2.1 verilmiştir (Kurt, 2006). 85
103 i) İş parçası malzemesi (yazarlar tarafından kullanılan malzemeler) 1) Sert malzemeler : Sertliği 45 HRC üzeri olan iş parçası malzemeleri. 2) Dökme Demirler 3) Titanyum alaşımları ve süper alaşımlar 4) Paslanmaz çelikler 5) Düşük alaşımlı çelikler ii) İşleme tipi (yazarların deneysel çalışmalarında kullanmış oldukları imal yöntemleri) 1) Frezeleme 2) Tornamla 3) Kesintili kesme ile tornalama iii) Kesici uç tipi (yazarların deneysel çalışmlarında kullandıkları takım tipi) 1) CBN kesici uç 2) Kaplamalı kesici uç 3) Karbür uç 4) Kaplamalı ve kaplamasız seramik uç iv) Akıllı yöntemler (yazarların modellemede kullanmış oldukları yöntem) 1) Yapay sinir ağları modeli 2) Taquchi tasarımı 3) Bulanık mantık 4) ANOVA tekniği v) Araştırma konusu (yazarların deneylerde amaçladıkları araştırma konusu) 1) Aşınma mekanizmaları 2) Takım ömrü 3) Yüzey pürüzlülüğü 4) Kesme kuvvetleri 5) Kesme parametresi 86
104 Çizelge 2.1. Literatürde incelenen çalışmalar Yazarlar Ko ve Cho (1993) Chou ve Evans (1999) İş parçası malzemesi İşleme tipi Kesici uç tipi Akıllı yöntemler Araştırma konusu X X X X X X X Gu vd. (1999) X X X X X X Wong vd. (1999) X X X Choudhury ve Rath (2000) Jawaid vd. (2000) Nordin vd. (2000) X X X X X X X X X X X X X Açıklamalar Bulanık mantık yöntemiyle frezelemede yan yüzey aşınma tahmininde bulunulmuştur. Sertliği HRC olan M 50 çeliğinin tornalanmasında aşınma mekanizması ve CBN kesici uç ihtivasının etkisi araştırılmıştır. Kaplamalı ve kaplamasız uçların takım ömrü ve aşınma mekanizmaları incelenmiştir. Talaşlı imalat kesme parametreleri seçimi için genel bulanık model kurulmuştur. Frezeleme işleminde takım aşınması tahmini için ANOVA tekniği ile yaklaşımda bulunulmuştur. Titanyum alaşımlarının yüzey frezeleme işleminde karbür kaplı takımların aşınma mekanizmaları ve performansları incelenmiştir. Paslanmaz çelik malzemelerin frezelenmesinde çok katmanlı kaplamalarla semente karbür kaplı takımlar incelenmiştir. 87
105 Çizelge 2.1. devam Yazarlar Miyagucci vd. (2001) Benardos ve Vosniakos (2002) Chundchoo vesaini (2002) Chung-Chen ve Hong (2002) İş parçası malzemesi İşleme tipi Kesici uç tipi Akıllı yöntemler Araştırma konusu X X X X X X X X X X X X X X X X X Kato vd. (2002) X X X X Liu vd. (2002) X X X X X X Poulachon vd. (2002) X X X X Açıklamalar Yüksek iş mili hızlarında küçük çaplı küresel uçlu freze çakısı kullanarak takım aşınmalarına takım rijitliğinin etkisi incelenmiştir. YSA ile CNC yüzey frezeleme işleminde yüzey pürüzlülüğü tahmininde bulunan çalışma yapılmıştır. YSA ile CNC tornalama işleminde takım aşınması tahmini yapılmıştır. Tungsten karbür ve çok katmanlı kaplanmış freze takımlarının aşınmaları incelenerek takım ömrü Taguchi metoduyla kıyaslanmıştır. Gri dökme demirin yükske hızda frezelenmesinde CBN takımın kesme performansı ve aşınma mekanizması değerlendirilmiştir. Yüksek hızda frezeleme işleminde kesici takımların aşınma tipleri ve mekaniği incelenmiştir. Takım çeliklerinin incelenmesinde sülfür ilavesinin takım aşınmasına etkisi incelenmiştir. 88
106 Çizelge 2.1. devam Yazarlar Kayacan vd. (2001) İş parçası malzemesi İşleme tipi Kesici uç tipi Akıllı yöntemler Araştırma konusu X X Liu vd. (2003) X X X X X Astakhov (2004) X X Richetti vd. (2204) Aslan ve Camuşcu (2005) Ekinovic vd. (2005) X X X X X X X X X X X X X X Perez (2005) X X X X X Açıklamalar Tornalama işleminde takım aşınması esas alınarak ekonomik takım kullanımı için bulanık mantıkla genel model oluşturulmuştur. Sünek tunsten karbürle CBN takımların aşınma karakteristiklerini inceleyen deneysel çalışma yapılmıştır. Günümüzde kullanılan yan yüzey aşınma kriterlerinin uygun sınıflandırma için yetersiz olduğu belirlenmeye çalışılmıştır. Çeliklerin yüzey frezelenmesinde, takım ömrüne uç sayısının etkisi incelenmiştir. Sertleştirilmiş takım çeliğinin CBN parmak freze ile yüksek hızda işlenmesinde yüzey kalitesi ve yan yüzey aşınma değerleri araştırılmıştır. 90MnCrV8 çeliğinin farklı kesme şartlarında işlenebilirliği araştırılmıştır. Gama titanyum alaşımlarının kaba ve iyi taneli WC uçlarla yüzey frezelenmesinde aşınma mekanizmaları incelenmiştir. 89
107 Çizelge 2.1. devam Yazarlar İş parçası malzemesi İşleme tipi Kesici uç tipi Akıllı yöntemler Araştırma konusu Wang vd. (2005) X X X X Ateş vd. (2006) X X X X X X Kurt (2006) X X X X X Lazoğlu vd. (2006) X X X Silva vd. (2006) X X X X Aykut vd. (2007) X X X X X X Açıklamalar Bağlayıcısız CBN takımlarla Ti alaşımlarının yüksek hızda frezelenmesinde performans ve aşınma mekanizmaları incelenmiştir. 55 HRC setliğe sahip P20 kalıp çeliğinin iki farklı CBN takımla frezelenmesinde CBN oranının takım aşınması, yüzey pürüzlülüğü ve kesme hızına etkisi araştrılmıştır. Whisker takviyeli kesici uç ile inconel süper alaşımlarının ve P 20 uç ile AISI 1117 çeliğinin tornalanmasında kesme kuvveti değerleri ölçülmüştür. CBN takımlarla 68 HRC sertliğindeki malzeme tornalanarak mekanik ve termal yüklü model tahmininde bulunulmuştur. Motor bloklarının yüzey frezeleme işlemi sırasında oluşan çapak geometrileri incelenmiştir. PVD ile kaplamalı ve kaplamasız takımlar kullanarak Co esaslı süper alaşımların yüzey frezeleme işleminde takım aşınması, kesme kuvvetleri ve talaş morfolojisi incelenmiştir. 90
108 Çizelge 2.1. devam Yazarlar İş parçası malzemesi İşleme tipi Kesici uç tipi Akıllı yöntemler Araştırma konusu Iqbal vd. (2007) X X X X X Iqbal vd. (2007) X X X X X Aramcharoen vd. (2008) Calatoru vd. (2008) Çetin ve Er (2008) Diniz ve Ferrer (2008) X X X X X X X X X X X X X X X X X X Açıklamalar Sert frezeleme işleminde yan yüzey aşınması bulanık mantık modeli kullanarak tahmin edilmiştir.. Sert frezelemede optimum kesme parametreleri ve performans ölçümleri bulanık mantık modeli kullanarak tahmin edilmiştir. Sertleştirilmiş takım çeliği kullanılarak sert kaplama yapılmış mikro rezeleme işleminde kesme paramtreleri belirlenmiştir. Karbür freze takımıyla Al alaşımlarının yüksek hızda işlenmesinde oluşan difüzyon aşınma mekanizmaları incelenmiştir. Sertleştirilmiş 16MnCr5 çeliğinin yüksk hızda PCBN takımla işlenmesinde uç performansı incelenmiştir. Yüzey frezeleme işlemleriyle karmaşık geometrilerin frezelenmesinde silikon nitrür tabanlı seramik takımlarla karbür kaplı takımların kıyaslaması yapılmıştır. 91
109 Çizelge 2.1. devam Yazarlar İş parçası malzemesi İşleme tipi Kesici uç tipi Akıllı yöntemler Araştırma konusu Iqbal vd. (2008) X X X X X X Lin vd. (2008) X X X X Sonbaty vd. (2008) Yallese vd. (2009) Gaitonde vd. (2009) X X X X X X X X X X X X X X X X Açıklamalar Sert bitirme frezeleme işleminde D- optimum metot kullanılarak en az miktarda yağlayıcılarla kesme parametreleri modellenmiştir. Yüksek sertliğe sahip Al çeliklerin CBN takımlarla tornalanması esnasında aşınma davranışları belirlenmiştir. Frezeleme işleminde YSA ve tekrarlanan form geometri yaklaşımıyla yüzey pürüzlülüğü tahmininde bulunulmuştur. CBN kesici uçlar kullanılarak sertleştirilmiş rulman çeliklerinin işlenmesinde kesici uçların davranışları incelenmiştir. Soğuk iş takım çeliğinin geleneksel seramik ve wiper seramik kesici uçlarla tornalanmasında işlenebilirliği araştırılmıştır. 92
110 Frezelemeyle ilgili literatür incelemelerinde, ISO 8688 yüzey frezeleme standardında tavsiye edilen takım tutucu, iş parçası boyut oranına ve takım tutucu uç sayısına uygun çalışmaya rastlanılmamıştır. Ayrıca yapılan literatür incelemelerinin bazılarında sadece aşınma mekanizmaları, bazılarında sadece yüzey pürüzlülük değerleri, bazılarında da sadece kesme parametrelerinin incelendiği araştırmalar yapıldığı anlaşılmıştır. Literatürden farklı olarak, bu çalışmada sertliği 61 HRC olan sert malzemenin yüzey frezelemesi işleminde, ISO 8688 yüzey frezeleme standardında belirtilen iş parçası boyutları, takım tutucu uç sayısı, iş parçası malzemesi sertlik değerinin ölçümü, kesici takım uç kaçıklığının kontrolü gibi tavsiyelere uygun bir çalışma gerçekleştirilmiştir. Ayrıca kesme parametrelerinin belirlenmesinde çekiç deneyi ile tezgah-takım tutucu dinamiği belirlenerek kesme parametreleri seçimi yapılmıştır. Kaplamalı ve kaplamasız CBN kesici uçlar kullanılarak kesme kuvveti sinyalleri ölçümü, yüzey pürüzlülük değerleri tespiti, kesici uçlarda oluşan aşınma tipleri tayini, aşınma miktarları ölçümü çalışılmıştır. Bunlara ilaveten aşınma miktarı ve yüzey pürüzlülüğü tahmininde bulunan Evrimsel Programlama tekniği kullanılarak modellemeler oluşturularak matematiksel ifade türetimi olmak üzere bir çok parametre bir arada incelenmiştir. 93
111 3. MATERYAL VE YÖNTEM 3.1. Materyal Deneysel çalışmalarda kullanılan takım ve malzemeler, cihaz ve sistemler ve tezgahlar bu bölümde anlatılmıştır. İş parçası malzemesinin kimyasal bileşimi, boyutları, sertlik ölçümlerinin yapılmasında kullanılan işlem sırası, numunelerin standarda uygun boyutlara getirilmesi ve bağlanış şekilleri belirtilmiştir. İş parçası malzemesinin sertlik ölçümlerinin yapılmasında tel erozyon tezgahı, standarda uygun boyutlara getirilmesinde dalma erozyon tezgahı ve deneylerin yapılmasında dik işleme merkezinden yararlanılmıştır. Kullanılan tezgahların özellikleri ve şekilleri detaylı olarak verilmiştir. Ayrıca deneylerde sert malzemelerin frezelenmesinde kullanılan CBN kesici uçlar, uçların bağlandığı takım tutucu, kuvvet sinyallerinin ölçümü için dinamometre, kararlılık eğrilerinin belirlenmesinde kullanılan çekiç ve ivmelenme sensörünün tiplerinden söz edilmiştir. Deneylerde işlenmiş yüzeylerin yüzey pürüzlülük değerlerinin belirlenmesinde kullanılan cihazın özellikleri, aşınma fotoğraflarının ve boyutlarının bulunmasında faydalanılan stereo zoom mikroskop ve scanning elektron mikroskop cihazlarının özellikleri belirtilmiştir İş Parçası Malzemesi Deneylerde iş parçası malzemesi olarak DIN (90MnCrV8) alaşımlı soğuk iş takım çeliği kullanılmıştır. Söz konusu çelik malzemenin bir çok kullanım yeri mevcuttur. Yüksek sertleşebilirliği olan, ısıl işlemde çok form değiştirmeyen, çok amaçlı kullanılan çelik malzeme, 6 mm ye kadar saclarda kesme ve şekillendirme takımları, kesme ve basma kalıpları, küçük kesme bıçakları, vida tarağı ve ovalama yanakları, kılavuz pim, püskürtücü, rayba, ölçme aleti, plastik ve lastik pres kalıpları gibi alet ve takımların imalinde kullanılmaktadır (Topbaş, 1998). Bu çeliğin kimyasal bileşimi Çizelge 3.1 de belirtilmiştir. Ayrıca ekler bölümünde çeliğin sertifikası verilmiştir. 94
112 Çizelge 3.1. İş parçası malzemesi kimyasal bileşimi Kimyasal Bileşim (% ağırlık) C Si Mn P S Cr V 0,88 0,29 2,07 0,024 0,009 0,26 0,08 DIN soğuk iş takım çeliğinin kullanım alanının yaygınlığı, sertleştirilme kabiliyeti ve işlenebilirlik özellikleri dikkate alınarak 90 MnCrV8 çeliği deney malzemesi olarak seçilmiş ve 130 x 100 x 50 mm boyutlarında ısıl işlemi yapılmış olarak temin edilmiştir (Şekil 3.1). Şekil 3.1. İş parçası malzemesi Isıl işlemi yapılmış malzemenin sertlik dağılımını kontrol etmek amacıyla numunelerden bir tanesi şekil 3.2 (a) da görüldüğü gibi tel erozyon cihazında kesilmiş ve kesilen parçanın üzerinden sertlik ölçümleri şekil 3.2. (b) deki geometrik doğrultular boyunca 5 er mm aralıklarla ölçülmüştür. Sertlik ölçümleri 3 eksende yapılmıştır. Eksenler iş parçası üzerine markalanmıştır. Sertlik ölçümlerinde 150 g ön yükleme yapılarak belirtilen noktalardan ölçülen sertlik değerleri her eksen için ayrı olmak üzere çizelge 3.2 de gösterilmiştir. 95

113 0 5 5 Z ekseni 0 Y Ekseni 0 5 X ekseni (a) İş parçasının kesilmesi (b) Sertlik ölçüm doğrultuları Şekil 3.2. İş parçasının kesilmesi ve sertlik ölçümü Çizelge 3.2. Eksenlere göre sertlik değerleri Kenardan itibaren ölçme mesafesi (mm) X ekseni sertlik değerleri (HRC) Y ekseni sertlik değerleri (HRC) Z ekseni sertlik değerleri (HRC) 5 60,6 61,9 61, ,8 61,4 63, ,8 61,6 61, , , ,3 61,6 61, ,8 62, ,3 60,9 62, ,1 61,6 62, ,5 62, , ,8 - - Her bir eksendeki ölçülen sertlik değerlerinin aritmetik ortalaması x ekseninde 60 değeri, y ekseninde 62 değeri, z ekseninde de 62 değeri elde edilmiştir. Çizelge 3.2 den de anlaşılacağı gibi malzemenin sertliği eksenler boyunca yapılan ölçümlerde belirgin bir değişiklik göstermemiştir. Bu üç eksenin de aritmetik ortalaması alındığında 61 HRC değerine ulaşılmıştır. Bu değer malzemenin sertlik değeri olarak kabul edilmiştir. 96
114 ISO standardına göre deney numunesi olarak frezelenecek malzemenin ölçüleri, kullanılan takım tutucu çapının en az 3 katı kadar boy ve 0,6 katı kadar kesme genişliği ölçülerinde olması tavsiye edilmektedir. Buna göre 63 mm çapında takım tutucu kullanıldığı dikkate alındığında malzeme boyutları; L = 3 x 63 = 189 mm boy ve b = 0,6 x 63 = 37,8 mm kesme genişliği (en) ebatlarında olması gerektiği hesaplanmıştır. Malzeme ısıl işlem görmüş olduğu için ebatların değiştirilmesinde dalma erozyon tezgahı kullanılmıştır. Erozyon tezgahına bağlanmış bakır elektrot yardımı ile deney malzemelerinin 50 mm olan kesme genişliği, her iki yan yüzeyden 6.1 mm ve üst yüzeyden 40 mm dalmak suretiyle 37.8 mm ölçüsüne getirilmiştir. Ayrıca deney numunelerinin bağlama pabuçları ile sabitlenmesi için dalma erozyon cihazında 10 x 10 x 130 mm boyutlarında numuneler üzerine kanallar açılmıştır (Şekil 3.3). Kesme uzunluğu değeri yukarıdaki hesaplamada da belirtildiği üzere en az 189 mm olması gerekmektedir. Mevcut malzemenin uzunluğu ise 130 mm dir. Standarda göre en az kesme uzunluğu değerinde çalışma yapmak için aynı deney parametreleri kullanılarak iki paso kesme işlemi yapılmıştır. Böylece toplam kesme uzunluğu 130 x 2 = 260 mm olmuştur. 37, , Şekil 3.3. İş parçasının standart a göre hazırlanması 97

115 İş parçasının dinamometreye rijit bir şekilde bağlantısının yapılabilmesi için özel bağlama pabuçları tasarlanmış ve tel erozyon tezgahında kesilerek imal edilmişlerdir. Şekil 3.4 te iş parçasının dinamometre üzerine bağlanış şekli görülmektedir. Şekil 3.4. İş parçasının dinamometre tablası üzerine bağlanışı Kesici Uç Sert malzemelerin frezelenmesi işleminde kesici uç olarak CBN uçlar sertlik, oksidasyon direnci, kırılma tokluğu, uzun takım ömrü ve mükemmel uç dayanımına sahip oldukları için gittikçe daha fazla tercih edilmektedir. Bu nedenle yapılan çalışmada kesici uç olarak CBN uçlar kullanılmıştır. Ayrıca uçlarda meydana gelen aşınmaların mukayese edilebilmesi için CBN uca alternatif uç olarak PVD kaplama ile (Ti,Al) N + TiN kaplanmış CBN uç seçilmiştir. 98

116 9,525 x 9,525 x 3,18 mm boyutlarında kare formlu SNEN0903ENE-M06-CBN 300 ve CBN 300 P uçlar Seco firmasından satın alınarak toplam 48 adet temin edilmiştir (Şekil 3.5). Şekil 3.5. Deneyde kullanılan CBN kesici uçlar Takım Tutucu ISO 8688 yüzey frezeleme standardında takım tutucu olarak 125 mm çap ölçüsüne sahip altı adet uç kapasiteli takım tutucu kullanılması tavsiye edilmektedir. 125 mm çap ölçüsüne sahip takım tutucu kullanılarak yapılan deneylerde en az 375 mm kesme uzunluğunda kesme yaptıktan sonra takım aşınmaları gözlenmesi gerekmektedir. Dinamometre boyutlarının 375 mm uzunluğundaki iş parçasından küçük olması nedeniyle, bu çalışmada, takım tutucu olarak 63 mm çap ölçüsüne sahip takım tutucu kullanılmıştır. Kesici uçların temin edildiği Seco firmasının bir ürünü olan, altı adet uç kapasiteli takım tutucunun katalog numarası R olarak belirtilmektedir (Şekil 3.6). Şekil 3.6. Çalışmada kullanılan takım tutucu şekli ve boyutları 99
117 Cihaz ve Sistemler Deneylerde cihaz ve sistem olarak kararlılık eğrilerinin bulunmasında çekiç ve ivmelenme sensörü, kuvvet sinyallerinin ölçülmesinde dinamometre veri toplama kartı ve sinyal yükseltici kullanılmıştır. Yazılım olarak ise Cut-Pro programından faydalanılmıştır. Talaş kaldırılmış yüzeylerin pürüzlülüğünün belirlenmesinde yüzey pürüzlülük cihazından yararlanılmıştır. Takım aşınması ölçümlerinde ise stereo zoom ve scanning elektron mikroskobu kullanılmıştır Dinamometre Kesme kuvveti sinyallerinin analizi, talaşlı imalatta, kesme şartlarının izlenmesinde en çok tercih edilen bir yöntemdir. Çok farklı tipteki dinamometreler farklı pozisyonlarda takım tezgahlarına monte edilerek kesme anında oluşan kesme kuvvetlerini ve momentlerini ölçmektedirler. Dinamometreler, torna tezgahlarında kesici takım tutucu mekanizmasına, freze ve matkaplarda iş parçasının bağlandığı tablaya veya iş mili yataklarına monte edilmektedirler. Kesme kuvveti sinyallerinin ölçülmesinde Kistler firmasına ait 9722-A modeli dinamometre kullanılmıştır (Şekil 3.7). Şekil 3.7. Kesme kuvveti sinyallerinin elde edilmesinde kullanılan dinamometre ve boyutları 100
 bulunmasında Kistler firmasına ait 9722-A modeli çekiç ve 8702B serisi 100g ivmelenme sensörü kullanılmıştır (Şekil 3.")

118 Çekiç ve İvmelenme Sensörleri Tezgah-takım Frekans Tepki Fonksiyonlarının (FTF) bulunmasında Kistler firmasına ait 9722-A modeli çekiç ve 8702B serisi 100g ivmelenme sensörü kullanılmıştır (Şekil 3.8). Elde edilen fonksiyonlar yardımıyla, titreşimsiz çalışabilmek için en uygun iş mili devri ve kesme derinliği değerlerinin seçildiği analitik kararlılık eğrileri bulunmuştur. Şekil 3.8. FTF lerin elde edilmesinde kullanılan çekiç ve ivmelenme sensörü Yüzey Pürüzlülük Cihazı Deneylerde farklı kesme parametrelerinden elde edilen yüzey pürüzlülüğünün belirlenmesinde 0,01 µm hassasiyette ölçüm yapabilen, elmas uçlu HommelWerke firmasının T 500 yüzey pürüzülülk test cihazı kullanılmıştır (Şekil 3.9). Ölçüm ayarları şu şekilde seçilmiştir. Örnekleme uzunluğu (L) = 0,8 mm Ölçme uzunluğu (Lm) = 5 x Lc = 5 x 0,8 = 4 mm Toplam uzunluk (Lt) = 4,8 mm 101

119 Şekil 3.9. Yüzey pürüzlülük cihazı genel görünüşü Stereo Zoom Mikroskop Takım aşınmalarının gözlemleyebilmek ve görüntüleri dijital ortama atabilmek için en küçük 6,7 en büyük 90 büyültme yapabilen, ring aydınlatmalı, hareketli tablası olan, 1.3 mega pixel çözünürlüklü kamera ve ölçüm programı olan OLYMPUS SZ 61 modeli Stereo Zoom mikroskop kullanılmıştır Tarama Elektron Mikroskobu (TEM) Takım aşınma fotoğraflarının incelenmesinde Tescan firmasının ürünü olan, 4x den x e kadar büyültme (zoomlama) aralığı olan, Vega\\LSU TEM cihazından faydalanılmıştır Tezgahlar Deney numunelerinin ve bağlama pabuçlarının imalinde tel erozyon ve dalma erozyon tezgahı, deneylerin gerçekleştirilmesinde dik işleme merkezi adı verilen CNC dikey freze tezgahı kullanılmıştır. 102
120 Tel Erozyon Tezgahı İş parçası malzemesinin sertlik değerinin hassas bir şekilde belirlenmesi için Şekil 3.2 de gösterildiği gibi kesilmesi gerekmiştir. Ayrıca iş parçası malzemesinin dinamometre üzerine Şekil 3.4 teki gibi bağlanmasında da bağlama pabuçlarına ihtiyaç duyulmuştur. Bu işlemlerin gerçekleştirilmesinde Süleyman Demirel Üniversitesi CAD/CAM Araştırma ve Uygulama Merkezinde bulunulan JSEDM marka V-A30 tel erozyon tezgahı kullanılmıştır. Tel erozyon tezgahının çalışma alanı X ekseninde 250 mm, Y ekseninde 300 mm dir. Minimum tel kapasitesi 5 kg dir. Elektrot olarak 0.25 mm çapında CuZn alaşımlı tel kullanılmaktadır Dalma Erozyon Tezgahı İş parçası malzemesinin, en ölçüsünün, kullanılan takım tutucu çapının 0,6 katı olan 37,8 mm ölçüsüne getirilmesinde ve üzerine bağlama kanallarının açılmasında CAD/CAM Araştırma ve Uygulama Merkezinde bulunulan AJAN EDM marka dalma erozyon tezgahı kullanılmıştır. Dalma erozyon tezgahının çalışma alanı X ekseninde 420mm, Y ekseninde 270 mm dir. Maksimum bağlanabilecek iş parçası yüksekliği 250 mm, ağırlığı 400 kg dir Dik İşleme Merkezi Deneylerin yapılmasında CAD/CAM Araştırma ve Uygulama Merkezinde bulunan Hartford VMC-1020 CNC Dik işleme merkezi kullanılmıştır (Şekil 3.10). Dik işleme merkezi 3 eksenlidir. Tezgah tablası x ve y ekseninde yani yatay eksende hareket ederken, iş mili z ekseninde dikey doğrultuda hareket etmektedir. Tezgahın çalışma alanı X ekseninde 1020 mm, Y ekseninde 500 mm dir. Tezgah magazin kapasitesi 20 takım olup maksimum iş mili devri 6000 dev/dak dır. 103

121 Şekil Deney düzeneğinin genel görünüşü 3.2. Yöntem Deneysel Çalışmalara Hazırlık Gerçek deneysel çalışmalara başlamadan önce sistemin çalışmasını kontrol etmek amacıyla bir takım ön deneyler yapılmıştır. Ön deney yapmada amaç, deneysel çalışmalar sırasında karşılaşılması muhtemel olan sıkıntıları önceden belirlemek, oluşabilecek problemlere çözüm yollarını önceden bulmaktır. Ön deneyler olarak Kesici Takım Uç Kaçıklığı (KTUK) deneyi, ön kesme deneyi, çekiç deneyi ve kararlılık eğrileriyle kesme parametrelerini belirleme deneyleri yapılmıştır. Takım tutucudaki kesici uçların tamamının deney numunesine eşit olarak temas etmesi, kesici uçların aynı oranda aşınması, uçlardan bir kaçının talaş kaldırırken bazılarının az veya hiç talaş kaldırmaması gibi problemleri önlemek için KTUK deneyi yapılmıştır. Kesme parametrelerinin belirlenmesinde genellikle takım imalatçı kataloglarındaki değerler seçilerek yapılmaktadır. Ancak sert malzemelerin frezelenmesinde kataloglarda müsaade edilen kesme aralıklarında çalışma yapmak için tezgah kararlılığının bilinmesi gerekmektedir. Tezgah kararlılığının 104
122 belirlenebilmesinde çekiç deneyine ihtiyaç duyulmaktadır. Belirlenen kararlılık eğrilerinden faydalanılarak kesme parametrelerinin seçimi yapılabilmektedir. Bu gibi hazırlıklar sayesinde çalışmalar daha problemsiz ve sistematik olmaktadır Kesici Takım Uç Kaçıklığı Deneyi Kesici Takım Uç Kaçıklığı (KTUK) deneyi, takım tutucunun uç kapasitesi sayısınca olan kesici uçların takım tutucuya standartta verilen toleranslar dahilinde eksenel veya radyal olarak bağlanıp bağlanmadığını kontrol etmek için yapılan deneydir. KTUK deneyinin her uç için ne şekilde yapıldığını şöyle özetlemek mümkündür. İlk önce takım tutucu basınçlı hava yardımıyla temizlenmeli, daha önceki kesme uygulamalarından üzerinde bulunması muhtemel çapak, talaş artığı ve benzeri cisimlerden arındırılmalıdır. İkinci olarak kesici uçlar takım tutucu üzerindeki yuvalarına dikkatli bir şekilde oturtulmalı ve mümkün olduğunca aynı moment uygulanarak sıkılmalıdır. Daha sonra takım tutucu iş miline güvenli bir şekilde tutturulmalıdır. Tezgah tablası üzerine, takım boy telafisi için kullanılan komparatör sabitlenmeli ve takım tutucu üzerindeki uçtan bir tanesi komparatöre yaklaştırılmalıdır. Yaklaşma işlemi tezgahın her üç eksen hareketi kullanılarak yapılmalı ve kesici uç mümkün olduğunca komparatör merkezine göre konumlandırılmalıdır (Şekil 3.11). runout miktarı Takım tutucu Kesici uç Komparatör 0 0 Şekil KTUK deneyinin sembolik gösterimi 105
123 Kesici uç komparatöre eksenel yönde temas ettikten sonra tezgah kullanıcı koordinat değerleri ve komparatör ibresi sıfırlanmalıdır. Sıfırlama işleminden sonra kesici uç eksenel yönde geri çekilmeli ve iş mili ikinci ucun sıfırlanması için el ile 180 döndürülmelidir. Şekil 3.11 de KTUK miktarının gösterimi için iki adet komparatörle aynı anda sıfırlama yapılıyormuş gibi gösterilmektedir. Esasında böyle bir sıfırlama deneyi söz konusu değildir. Burada birinci uç ile diğer uçlar arasındaki eksenel KTUK miktarına dikkat çekilmiştir. Birinci uç için yapılan işlemler diğer uçlar için de tekrarlanmalıdır. İkinci uç komparatöre eksenel yönde komparatörün ibresi sıfıra gelinceye kadar hassas bir şekilde (1/1000 hassasiyetinde) temas ettirilmelidir. İbre sıfırı gösterdiğinde eksen hareketi durdurulmalı ve tezgah ekranından eksen sıfırı kontrol edilmelidir. Komparatör sıfır değerini gösterdiğinde tezgah koordinatı da standartta belirtilen sapma aralığında (radyal olarak en fazla 100 μm, eksenel olarak en fazla 50 μm) ise 1 nolu uç ile 2 nolu uç arasında eksenel olarak KTUK yok demektir. Ancak ISO 8688 standardına göre radyal olarak 100 μm, eksenel olarak 50 μm ye kadar müsaade edilmektedir. KTUK miktarı toleranslar içerisinde ise kesme işlemi yapılabilir. Toleranslar dışında ise uç sökülmeli çapak veya talaş artığı olup olmadığı kontrol edilmeli gerekirse takım tutucunun yükseklik ayarı yapılarak tekrar KTUK kontrolü yapılmalıdır. Radyal kontrol için düzenekte değişmesi gereken tek işlem komparatörün 90 döndürülmesidir. Burada yaklaşma ekseni olarak tezgahın Z ekseni kullanılırken radyal KTUK ölçümünde komparatörün bağlantı yerine göre X veya Y ekseni kullanılmalıdır. Çalışmada 6 adet uç takım tutucuya bağlanmış ve yukarıda anlatılanlara uygun olarak KTUK ölçümleri yapılmıştır. KTUK ölçümleri ISO standardının vermiş olduğu tolerans aralığında çıkmıştır. 106
124 Ön Kesme Deneyi Ön kesme deneyi yapmada amaç, deneysel çalışmalar sırasında karşılaşılması muhtemel olan sıkıntıları önceden belirleyebilmek, oluşabilecek problemlere çözüm yollarını bulmak, deneylerde kullanılacak uygun kesme parametre aralıklarını belirlemektir. Deneysel çalışmalarda ön kesme deneyinde izlenen işlem sırası; dinamometrenin freze tezgahına kuvvet yönleri göz önünde bulundurularak saplamalar yardımıyla bağlanması ve daha sonra dinamometre veri toplama kartı-amlifikatör bağlantısının yapılması, iş parçasının dinamometre üzerine sabitlenmesi şeklindedir. Deneyde kullanılan CBN 300 kesici uçların tezgah kararlılığından bağımsız olarak Çizelge 3.3 te verilen kesme parametreleri sınırları içinde deneyler yapılmıştır. Çizelge 3.3. CBN 300 kesici uçlar için katalog değerleri Katalog değeri Seçilen değer Kesme Derinliği (mm) 0,5 3,0 1,2 Kesme Hızı (m/dak) İlerleme Hızı (mm/diş) 0,05 0,22 0,075 Tezgah kararlılığından bağımsız olarak CBN 300 uçlar ile Hardford VMC 1020 tezgahında DIN malzemesiyle yapılan deneme kesme işlemlerinde kesici uçlar ilk pasoda kullanılamaz hale geldiği (çalışma şartlarının uygun olmadığı) belirlenmiştir. Katalogdaki verilerin kullanılabilmesi için daha rijit tezgah ve takım tutma sistemine sahip olunması gerektiği, CAD/CAM Arş. ve Uyg. Merkezinde kullanılan mevcut tezgah için bu kesme derinliğinde çalışma yapmanın uygun olmadığı anlaşılmıştır. Bunun üzerine Hardford VMC 1020 tipi tezgah için kararlılık çalışması yapılmıştır. 107
125 Çekiç Deneyi ve Kesme Sabitlerinin Belirlenmesi Çekiç deneyi, kesici uç, deney malzemesi ve tezgah kararlılığını içeren bir deneydir. Çekiç deneyinin önemi, tezgah kararlılığına göre kesme parametrelerinin belirlenmesinde ilk adım olmasıdır. Deneyin yapılabilmesinde çekiç, ivmelenme sensörü ve yazılıma ihtiyaç duyulmaktadır. Yazılım olarak Cut-Pro programı kullanılmıştır. Çekiç deneyi ile yazılımda kullanacak olan Frekans Tepki Fonksiyonları (FTF) elde edilmektedir. FTF ve deney malzemesinin kesme kuvveti sabitleri yazılımda kullanılarak kararlılık eğrileri bulunmaktadır. Kesilecek olan malzemenin kesme kuvveti sabitleri belli değilse önce bu malzemenin kesme kuvveti sabitleri tespit edilmelidir. Bu çalışmada kesme kuvveti sabitlerinin belirlenmesinde şöyle bir yol izlenmiştir. İlk olarak sertliği 61 HRC olan malzeme üzerinden talaş kaldırabilecek bir parmak freze çakısının FTF elde edilmiştir. Parmak freze çakısı olarak Mitsubishi firmasının 3/4" çapında 4 ağızlı DS4SCD3/4 karbür kesici ucu kullanılmıştır. Kesici takım çapına uygun bir pens ile takım tutucuya bağlanarak tezgah iş miline takılmıştır. 100 g ivmelenme sensörü bilgisayar bağlantısı yapıldıktan sonra kesici takımın 4 ağzından bir tanesinin zırhına petrowax (balmumu) yardımıyla tutturulmuştur. İvmelenme sensörünün yönü tezgahın X ekseniyle paralel oluncaya kadar iş mili el ile döndürülmüştür (Şekil 3.12). Önce X ekseninde ivmelenme sensörünün takılı olduğu kesme ucunun tam karşısından çekiç ile Cutpro programının da yönlendirilmesiyle vurulmuştur. Daha sonra fener mili 90 -Y ekseniyle paralel olacak şekilde döndürülmüş ve Y ekseninde ivmelenme sensörünün tam zıt yönünden çekiç ile tekrar vurulmuştur. İşlemler neticesinde X ekseni yönünde ve Y ekseni yönünde FTF elde edilmiştir. 108

. Şekil 3.13 te x koordinatı dev/dak cinsinden kesme hızını, y koordinatı mm cinsinden eksenel kesme derinliğini göstermektedir.")
126 Şekil Çekiç testinin yapılışı Mitsubishi uç için elde edilen FTF dosyaları yazılımın kararlılık eğrileri bulunması bölümünde istenilen yere aktarılmıştır. Kararlılık eğrilerinin bulunabilmesi için daha önceden de belirtildiği gibi malzeme kesme sabitlerine ihtiyaç duyulmaktadır. Kesilecek olan malzemenin kesme kuvveti sabitleri bilinmediğinden programda önceden sertleştirilmiş çelik olarak tanımlanmış P20 çeliğinin kesme sabitleri kullanılarak sözü edilen kesici takım için kararlılık eğrileri elde edilmiştir (Şekil 3.13). Şekil 3.13 te x koordinatı dev/dak cinsinden kesme hızını, y koordinatı mm cinsinden eksenel kesme derinliğini göstermektedir. Eğrilerin alt kısmı kararlı bölgeyi üst kısmı kararsız bölgeyi ifade etmektedir. Kesici takım için kararlı olan bölgeden 850 dev/dak kesme hızı ve 0.3 mm kesme derinliği değerleri seçilmiştir. 109
127 Şekil Mitsubishi takım için Cut-Pro ile bulunan analitik kararlılık eğrileri Seçilen kesme hızı ve kesme derinliği değerleri sabit alınarak sadece ilerleme değerleri değiştirilerek kanal frezeleme işlemi gerçekleştirilmiştir. (Çizelge 3.4). Çizelge 3.4. Kesme kuvveti sabitinin bulunmasında kullanılan kesme parametreleri Test No Tabla İlerleme Hızı (mm/diş) İş mili devri (dev/dak) Kesme Hızı (m/dak) Kesme Derinliği (mm) 1 0,05 2 0, , ,87 0,3 4 0, ,150 Çizelge 3.4 ten de görüldüğü üzere toplam 5 farklı deney yapılmıştır. Her deneyde ayrı ayrı kesme kuvveti sinyalleri ölçülmüştür (Şekil 3.14). Şekilde X ekseni saniye cinsinden kesme süresini Y ekseni Newton cinsinden kesme kuvvetini göstermektedir. 110

 ilk değer eksenin kesici kesme kuvvetini ikinci değer q qc qe kenar kesme kuvvetini vermektedir (Şekil 3.16).")
128 Şekil Kesme kuvveti sinyalleri ölçümü Sinyallerin kararlı olduğu bölgelerden 10 s lik sinyaller alınmıştır (Şekil 3.15). Alınan tüm bu sinyallerin her deney için ortalaması alınarak Fx, Fy ve Fz kuvvet kesme kuvveti değerleri elde edilmiştir. Ortalama kesme kuvveti değerleri Y eksenini ilerleme değerleri X eksenini ifade edecek şekilde elde edilen verilerden eğim çizgisi bulunmuştur. Eğim çizgisinin lineer fonksiyonu çıkarılmıştır. Bu eşitlikte F = F c + F (q = x, y, z) ilk değer eksenin kesici kesme kuvvetini ikinci değer q qc qe kenar kesme kuvvetini vermektedir (Şekil 3.16). Elde edilen bu değerler giriş bölümünde verilen eşitlikte (1.54 ve 1.56) yerine konularak kesme kuvveti sabitleri elde edilmiştir (Çizelge 3.5). Şekil Kesme kuvveti sinyallerinin 10 s lik kısmı 111
129 900 Fx = 2612,2x + 415,3 Kesme Kuvveti (N) Fy = 1660,1x + 333,26 Fz = 1293,9x + 143,07 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) x y z Doğrusal (x) Doğrusal (y) Doğrusal (z) Şekil Kesme kuvveti kenar bileşenleri F x na na na na na na = K rcc K re, Fy = + K tcc + K te, F z = + K acc + K ae. (1.54) 4 π 4 π π 2 4Fyc πfye 4Fxc πfxe πfzc K tc =, K te =, K rc =, K re =, K ac =, K na na na na na ae 2Fze = (1.56) na Burada n takım tutucudaki uç sayısını, a eksenel kesme derinliğini ve f ise ilerleme miktarını ifade etmektedir. K tc, K rc, K ac, teğetsel, radyal ve eksenel iş parçasına ait kesme kuvveti sabitlerini, K te, K re, K ae, teğetsel, radyal ve eksenel kesici uca ait kesme kuvveti sabitlerini temsil etmektedir. Çizelge 3.5. DIN çeliğinin kesme kuvveti sabitleri Kes.Kuv.Sabitleri K te K re K ae K tc K rc K ac (N/mm) (N/mm) (N/mm) (N/mm 2 ) (N/mm 2 ) (N/mm 2 ) Değerleri 581,35-724,47 158, , , ,14 112
130 Takım Tutucu için Analitik Kararlılık Eğrilerinin Bulunması Takım tutucu analitik kararlılık eğrilerinin bulunmasında FTF lere ve iş parçası malzemesinin kesme kuvveti sabitlerine ihtiyaç duyulmaktadır. İş parçası malzemesinin kesme kuvveti sabitleri bölüm te elde edilmiş ve bu değerler programda istenilen yere yazılmıştır. Takım tutucu için FTF lerin belirlenmesinde çekiç testi yapılmış, hem X ekseni hem de Y ekseninde FTF ler elde edilmiştir (Şekil 3.17.a-b). Şekil 3.17 a) Seco kesici takımın X yönünde tekrarlanan frekans tepki fonksiyonu (FRF XX) 113
131 Şekil 3.17 b) Seco kesici takımın Y yönünde tekrarlanan frekans tepki fonksiyonu (FRF YY) Bulunan FTF ler de programda analitik kararlılık eğrileri belirlenmesi bölümünde istenilen yere dosya olarak aktarılmak suretiyle analitik kararlılık eğrileri elde edilmiştir (Şekil 3.18). 114
132 Şekil 3.18 CBN kesici uçlar için belirlenen analitik kararlılık eğrileri 115
133 Deney Parametrelerinin Belirlenmesi Deney parametrelerinin belirlenmesinde nolu bölümde elde edilen analitik kararlılık eğrilerinden faydalanılmıştır. Şekil 3.18 de düşey eksen eksenel kesme derinliğini, yatay eksen iş mili devrini göstermektedir. Kararlılık eğrisinin üst kısmı kararsız bölgeyi (çalışılamaz bölgeyi), alt kısmı ise kararlı bölgeyi (çalışılabilir bölgeyi) temsil etmektedir. Eğrilerin tepe noktasından çizilen ve üzerlerinde rakamlar bulunan çizgiler ise deneyler için seçilmiş iş mili devirlerini göstermektedir. Kesme derinliği olarak 0,7 mm de çalışılması düşünülmüş ancak bu kesme derinliği değeri tüm kesme devirlerinde kararlı bölgede olmadığı için kullanılamayacağı göz önünde bulundurularak kesme devirlerinin tamamında kullanılabilecek ve kararlı bölge sınırına yakın olan 0,6 mm eksenel kesme derinliği seçilmiştir. CBN kesici takım aşınması deneylerinde kullanılacak kesme parametreleri kararlılık eğrileri ışığında değerlendirilerek Çizelge 3.6 da verilmiştir. Çizelgeden de anlaşılacağı üzere iş mili devri veya kesme hızı olarak sekiz değer, ilerleme hızı olarak dört değer kullanılarak toplamda 32 adet deney parametresi belirlenmiştir. Eksenel kesme derinliği 0,6 mm alınarak sabit tutulmuştur. 116
134 Çizelge 3.6. CBN kesici uçlar için belirlenen kesme parametreleri Deney Tabla ilerleme İş Mili Devri Kesme Hızı No hızı (Dev/dak) (m/dak) (mm/diş) 1 0,05 2 0, ,5 3 0,1 4 0,15 5 0,05 6 0, ,3 7 0,1 8 0,15 9 0, , ,3 11 0,1 12 0, , , ,1 0,1 16 0, , , ,6 19 0,1 20 0, , , ,9 23 0,1 24 0, , , ,2 27 0,1 28 0, , , ,4 31 0,1 32 0,15 117
.")
135 Takım Aşınması Ölçümleri Seçilen kesme parametrelerine göre yapılan deneylerde elde edilen takım aşınması ölçümlerinde streo zoom mikroskop ve TEM den faydalanılmıştır. 260 mm kesme yapıldıktan sonra takım tutucudaki kesici uçlar takım tutucuda belirtilmiş yerlerine monte edilecek şekilde markalanarak sökülmüştür (Şekil 3.19). Streo zoom mikroskobunda takım tutucudaki uçların tamamı incelenmiştir. Her deney parametresinden sonra kesici uçlar aynı şekilde mikroskopla inceleme altına alınmıştır. Stereo zoom mikroskobundaki görüntü kalitesi ve büyütme oranı yeterli olmadığı için aşınma değerleri ölçümü TEM de tekrar yapılmıştır. Şekil Takım tutucu kesici uç yerleşimi Takım aşınması ölçümlerinde takım tutucuda 6 adet uç bulunduğu için 6 farklı aşınma değeri elde edilmiştir. Elde edilen aşınma değerlerinin aritmetik ortalaması alınmış ve ilerleme hızları sabit tutularak kesme hızlarına göre aşınma değişimleri gözlenmiştir. Takım aşınma tipi olarak uçların tamamına yakınında ISO 8688 standardına göre bölgesel çentiklenmeyle karşılaşılmıştır. (Şekil 3.20). 118
136 Şekil Bölgesel Çentiklenme Standartta takım aşınması kodlama sisteminin çentiklenme satırında çentiklenmenin nasıl ölçüleceğine ilişkin bilgi verilmektedir (Çizelge 3.7). Çizelgeye göre çentik aşınması ölçümlerinde, temel olarak, aşınma uzunluğu ve aşınma derinliği boyutlarının ölçülmesi gerekmektedir. Aşınma uzunluğu 0,3 mm den küçük olan aşınmalara mikro çentiklenme, 0,3-1 mm arasında olan aşınmalara makro çentiklenme, 1mm den büyük olan aşınmalara da kırılma adı verilmektedir. Mikro çentik aşınmaları ve makro çentik aşınmaları da kendi aralarında, aşınma derinliği değerlerine göre küçük, normal ve büyük olmak üzere gruplandırılmıştır. Çizelge 3.7. Çentik aşınması kodlama sistemi Takım Bozulma Derecesi K (Küçük) N (Normal) B (Büyük) Gösterimi CH A B C Çentiklenme Uniform Uniform Olmayan Bölgesel Uzunluk,mm Mikro-Çentiklenme <0,3 Makro-Çentiklenme 0,3-1 Kırılma >1 Uzunluk değerleriyle ilişkili y veya z 0,2 0,25-0,25 0,4-0,3 0,5 - A y A Uzunluk z Genişlik A-A Derinlik Yapılan çalışmada, elde edilen aşınmanın ne tür çentiklenmeye benzediğini belirlemek için aşınma uzunluğu ve aşınma derinliği değerleri ölçülmüştür. Uzunluk ve derinlik değerlerinin tek aşamada ölçülebilmesi için uçlar 45 döndürüp eşkenar dörtgen şeklinde tutularak aşınma ölçümleri gerçekleştirilmiştir. Uçların bu şekilde durabilmesi için özel tutucular imal edilmiştir (Şekil 3.21). 119


137 Şekil TEM incelemesi için imal edilen tutucu ve kullanımı Kesme Kuvveti Ölçümleri Kesme kuvvetlerinin ölçülmesinde materyal bölümünde de belirtildiği üzere dinamometre, amplifikatör, veri toplama kartı ve Cut-Pro yazılımından faydalanılmıştır. Dinamometre tezgah üzerine özel saplamalarla sabitlendikten sonra iş parçasının ve bağlantı kablolarının montajı yapılmıştır. Her üç eksende de kesme kuvveti sinyalleri ölçülmüştür. Her talaş kaldırma işlemi anında amplifikatör sıfırlanarak kesme kuvveti sinyalleri kaydedilmiştir. İş parçası malzemesinin toplam uzunluğu 130 mm olduğu, ve ISO 8688 standardına göre min. 189 mm kesme yapılması gerektiği için iş parçası üzerinden iki paso alınarak yani 260 mm uzunlukta talaş kaldırılarak kesme işlemi gerçekleştirilmiştir. Dolayısıyla şekil 3.22 de görüldüğü üzere kesme kuvveti sinyalleri ilk paso ve ikinci paso şeklinde ayrı ayrı elde edilmiştir. Burada her üç eksen için ayrı ayrı (Fx, Fy, Fz) 1. pasodan elde edilen sinyallerin ortalaması alınmış, aynı şekilde 2. pasodan elde edilen sinyallerin ortalaması alınmış ve her ikisinin de aritmetik ortalaması alınarak ortalama kesme kuvveti değerleri elde edilmiştir. 120


138 (a) (b) Şekil Kesme kuvveti sinyalleri (a) Sinyallerin genel görünümü (b) 1.pasoda elde edilen sinyallerin büyütülmüş şekli Yüzey Pürüzlülük Değerlerinin Belirlenmesi Yüzey pürüzlülük değerlerinin belirlenmesinde pürüzlülük cihazı olarak Hommel Werke firmasına ait cihaz kullanılmıştır. Kesme işlemi bittikten sonra tezgah üzerindeki talaşlar hava yardımıyla ortamdan uzaklaştırılmış ve mihengir üzerine sabitlenmiş cihazla pürüzlülük ölçümü yapılmıştır. Pürüzlülük ölçümlerinin belirlenmesinde 3 adet ölçüm yapılmış ve bunların ortalaması alınarak nihai pürüzlülük değerleri elde edilmiştir Evrimsel Programlama ile Modelleme Genetik algoritma ve genetik programlama algoritmalarının bir bileşkesi olarak geniş bir fonksiyon taramasına sahip evrimsel programlama algoritması ile aşınma derinliği ve yüzey pürüzlülüğü değerlerinin tahmini için modelleme yapılmıştır. Modellemede CBN 300 ve CBN 300 P kesici uçlarla yapılan deney verileri 121
139 kullanılmıştır. Daha önceden de belirtildiği üzere her iki uç çeşidiyle de toplam 32 farklı kesme parametre grubu ile çalışmalar gerçekleştirilmiştir. Bu deney sayısının % 75 ini kapsayan 24 adet deney parametresi modellemenin eğitim kısmında, kalan % 25 lik kısım ise modellemenin denemesinde kullanılmıştır. Her iki kesici uç tipi için iki ayrı modelleme yapılmıştır. Birinci modellemede eksenel kesme derinliği değeri sabit olduğu için, kesme hızı ve tabla ilerleme hızı girdi parametresi, aşınma derinliği çıktı parametresi olarak ikinci modellemede ise yine kesme hızı ve tabla ilerleme hızı girdi parametresi, yüzey pürüzlülüğü çıktı parametresi olarak kullanılmıştır. Bu parametreler ve evrimsel programlamada yer alan kromozon sayıları, gen sayıları, baş sayısı, seçim aralığı, uygunluk ve max uygunluk her bir modelde değiştirilerek bir çok evrimsel model kurularak denemeler gerçekleştirilmiştir. Daha sonra bu modeller içerisinde en çok başarı elde edilen iki model seçilerek en uygun modeli oluşturan girdi parametreleri ve çıktı parametresi arasında C++ program kodu türetilmiştir. 122
140 4. ARAŞTIRMA BULGULARI VE TARTIŞMA Bu bölümde CBN 300 ve CBN 300 P kesici uçlar kullanılarak yapılan deneysel çalışmalardan elde edilen takım aşınması, kesme kuvvetleri ve yüzey pürüzlülüğü bulguları, kesme hızına ve ilerleme hızına göre değerlendirilmiştir. Ayrıca bu çalışmadan elde edilen veriler, evrimsel modelleme ile eğitilerek yüzey pürüzlülüğü ve aşınma derinliği tahmini için kullanılmışlardır. Modellemeyi oluşturan girdi parametreleri ve çıktı parametresi arasında bağlantı kuran C++ program kodu belirlenmiştir Takım Aşınması Bulguları Literatürde konu ile ilgili yapılan çalışmalara bakıldığında, takım aşınması olarak çoğunlukla, yan yüzey aşınmasıyla karşılaşıdığı anlaşılmaktadır. Ayrıca literatürde aşınma miktarları kesme uzunluğuna veya kesme zamanına göre kıyaslanmaktadır. Bu çalışmada, aşınma türü olarak çentik aşınmasıyla karşılaşılmıştır. 260 mm kesme uzunluğundan sonra aşınma miktarlarına bakıldığında ISO 8688 standardında tavsiye edilen sınır değerlere ulaşıldığı görülmüştür. Dolayısıyla aynı kesici uçlar kullanılarak tekrar talaş kaldırma deneyi yapılamamış ve takım ömrü belirlenememiştir. Bu nedenle aşınma miktarları kesme zamanına veya kesme uzunluğuna göre değil sabit ilerleme hızlarında kesme hızı artışına göre incelenmiştir. Takım aşınması değerlerinin belirlenmesinde, TEM de elde edilen fotoğraf görüntüleri üzerinden ölçülen aşınma uzunluğu ve aşınma derinliği değerleri kullanılmıştır. Şekil 4.1 de CBN 300 P kesici uçlarla 198,9 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları görülmektedir. Diğer kesme parametreleri ile yapılan deneylerden elde edilen fotoğrafların tamamı ekler bölümünde verilmiştir. 123
141 Şekil 4.1. CBN 300 P kesici uçlarla 198,9 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Çizelge 4.1 de CBN 300 kesici uçlarla yapılan deneylerden elde edilen aşınma derinliği ve aşınma uzunluğu değerleri görülmektedir. Takım tutucuda altı adet uç kullanıldığı için çizelgede her deney parametresinde altışar adet aşınma uzunluğu ve aşınma derinliği değerleri mevcuttur. Aşınmaların tamamına yakınında çentik aşınmasıyla karşılaşılmıştır. Çizelgede sıfır olarak belirtilen 6 adet kesici uç kenarında ise yan yüzey aşınmasına rastlanılmıştır. Yan yüzey aşınma değerleri küçük olduğu ve genelinde çentiklenme görüldüğü için sözü edilen uçlarda aşınma görülmemiş şeklinde değerlendirilmiştir. Genel olarak uçlardan elde edilen aşınma uzunluğu değerlerine bakıldığında CBN 300 uçlar için 0,3 mm den küçük değerlere rastlanılmamıştır. Dolayısıyla mikro çentiklenme hiç olmamıştır. Makro çentiklenme incelendiğinde ise 157 adet kesici uç kenarında makro çentiklenme görülmüştür. 29 adet kesici uç kenarında ise aşınma uzunluğu değerleri 1 mm nin üzerinde elde edilmiştir. Bu değerlerde de kırılmaya rastlanılmıştır. Çentik aşınması kodlama sistemine göre makro aşınmalar da kendi arasında aşınma derinliği miktarlarına göre küçük, orta ve büyük şeklinde sınıflanmaktadır. Standartta aşınma derinliği 0,25 mm den az olan değerlerde küçük, 0,25-0,50 mm aralığındaki değerlerde normal ve 0,5 mm den büyük olan değerlerde ise büyük makro çentiklenme olarak ifade 124
142 edilmiştir. Çizelgeden elde edilen 157 adet makro çentik aşınmasındaki takım bozulma derecesi küçük, normal ve büyük olarak incelendiğinde, 9 adetinde küçük, 74 adetinde normal ve 74 adetinde ise büyük takım bozulma derecesi ile karşılaşılmıştır. Çizelge 4.2 de CBN 300 P kesici uçlar kullanılarak yapılan deneylerden elde edilen kesici kenar aşınma derinliği ve aşınma uzunluğu değerleri görülmektedir. Çizelge 4.2 incelendiğinde CBN 300 kesici uçlar için yapılan yorum CBN 300 P uçlar için de geçerlidir. Aşınmaların tamamına yakınında çentik aşınmasıyla karşılaşılmıştır. Çizelgede sıfır olarak belirtilen 7 adet kesici uç kenarında ise yan yüzey aşınmasına rastlanılmıştır. Yan yüzey aşınma değerleri küçük olduğu ve genelinde çentiklenme görüldüğü için sözü edilen uçlarda aşınma görülmemiş şeklinde değerlendirilmiştir. Genel olarak uçlardan elde edilen aşınma uzunluğu değerlerine bakıldığında CBN 300 P uçlar ile yapılan deneylerden elde edilen kesici uç kenar aşınma uzunlukları incelendiğinde mikro çentik aşınması görülmemiştir. Makro çentiklenme incelendiğinde ise 87 adet kesici uç kenarında makro çentiklenme görülmüştür. Takım bozulma derecesi olarak incelendiğinde, 87 adet makro çentiklenmenin 13 adeti küçük, 35 adeti normal, 39 adeti büyük olarak sınıflanmıştır. 98 adet kesici uç kenarında ise aşınma uzunluğu 1 mm den büyük değerler elde edilmiş ve kırılma olarak isimlendirilmiştir. CBN 300 ve CBN 300 P uçlarla yapılan deneylerden elde edilen aşınma uzunluğu ve aşınma derinliği değerlerini belirlemek için her deney parametresinde elde edilen kesici uç kenar aşınma değerlerinin aritmetik ortalaması alınmıştır (Çizelge 4.3). Çizelge 4.3 incelendiğinde CBN 300 ve CBN 300 P kesici uçlarla yapılan deneylerde aritmetik ortalaması alınmış değerlere göre en az ortalama aşınma derinliği değeri 524,5 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızı kullanılarak yapılan deneylerden elde edilmiştir. CBN 300 uçlarda en fazla aşınma derinliği değeri 154,4 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında bulunmuştur. 125
143 Çizelge 4.1. CBN 300 uçların aşınma değerleri 1 nolu kesici uç 2 nolu kesici uç 3 nolu kesici uç 4 nolu kesici uç 5 nolu kesici uç 6 nolu kesici uç İlerleme V Uzunluk Derinlik Uzunluk Derinlik Uzunluk Derinlik Uzunluk Derinlik Uzunluk Derinlik Uzunluk Derinlik (mm/diş) (m/dak) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) 0,05 524,5 1040,5 426, ,78 203,97 886,97 393,4 895,7 386, ,05 451,3 586,33 345,24 337,75 320,25 612,04 314,89 553,58 361,8 548,6 301, ,05 348,3 676,89 498,42 874,57 422,44 733,8 213,04 499,57 254,94 679,29 361, ,05 278,1 798,87 577,48 725,7 575,12 607,77 392,66 616,7 460,91 592,02 365,54 859,39 399,69 0,05 231,6 883,14 567,46 764,66 424,53 761,93 509,58 714,45 506,19 627,11 448,89 623,02 435,96 0,05 198,9 822,37 948,65 676,82 857,7 567,3 450,89 770,11 616,75 675,3 634,89 575,81 618,12 0,05 173,2 852,77 349,78 771,76 605,61 651,82 490,39 796,07 500,27 951,38 453,4 354,98 383,01 0,05 154,4 959,81 705,54 904,11 627, ,94 707, ,41 803,68 924,27 673,29 721,2 618,85 0, ,5 634,83 383,01 810,18 524,92 648,76 321,16 682,45 293,28 784,29 355,98 691,78 140,07 0, ,3 804,62 377,73 568,71 331,04 880,53 344,93 694,46 711,85 648,48 275,44 621,87 141,99 0, ,3 921,49 846,17 701,63 560,08 891,18 996,54 825,19 720,13 911,31 641,53 718,07 385,23 0, ,1 858,02 641, ,46 570,44 443,05 585,34 628,01 829,43 348,5 499,69 508,79 0, ,6 748,07 435,52 696,84 689,32 817,38 625,3 814,96 658,06 655,32 445,46 608,37 417,29 0, ,9 987, ,47 897,68 885,07 936,15 748,87 856,38 778,99 894,68 826,08 865, ,78 0, ,2 889,38 834,83 865,64 751,89 840,8 680,9 868,17 892,79 852,42 889,88 684,65 649,82 0, ,4 878,85 922, ,01 729,92 787,12 804, ,57 946,01 843,6 766,29 308,54 0,1 524,5 759,82 682,97 955,43 566, ,94 323,15 884,86 431, ,67 820,8 259,08 0,1 451,3 684,62 461,88 806,67 473,9 625,17 617, ,88 917,19 740,83 216,83 695,69 236,98 0,1 348, ,77 684,57 690,11 902,54 496,36 934,24 371,2 992,5 378,63 737,63 386,82 0,1 278,1 574,06 562,33 905,91 423,61 930,18 484,66 885,72 592,18 869,02 722,47 750,11 392,63 0,1 231,6 784,02 484,07 851,83 629,81 873,99 585,03 824, ,93 557,3 644,35 352,74 0,1 198,9 1233, , ,23 951,47 998, , ,51 568, ,73 659, ,67 715,66 0,1 173,2 993,87 435, ,88 869,19 975,18 580, ,06 814,49 958,23 949,69 730,07 431,83 0,1 154,4 927,3 1003,29 926,18 435,5 924, ,77 818,33 818,33 952,51 905,33 903,86 818,8 0,15 524, ,46 957,3 433, ,44 536,64 867,58 504, ,66 526,77 930,66 553,39 0,15 451,3 866,5 640, ,34 397,39 857,05 438,11 794,41 441,95 801,52 269,09 0,15 348,3 867,21 445,43 878,99 573,86 856,93 303,46 768,92 163,24 873,82 231,18 726,97 367,73 0,15 278,1 717,21 218, ,56 683,91 882,4 262,02 806,72 258,6 848,66 265,62 0,15 231,6 923,26 603,89 788,09 531,5 893,75 759, ,8 917,5 1097,5 1036,31 748,7 568,43 0,15 198,9 1000, ,63 892,6 481,99 835,52 419, ,25 475,42 742,17 536,62 953,66 358,29 0,15 173,2 818,69 654,13 813,75 476,76 873,18 922, ,77 783, ,5 695,04 818,07 685,35 0,15 154,4 1235, , , , , , , , , ,16 659,73 126
144 Çizelge 4.2. CBN 300 P uçların aşınma değerleri 1 nolu kesici uç 2 nolu kesici uç 3 nolu kesici uç 4 nolu kesici uç 5 nolu kesici uç 6 nolu kesici uç İlerleme V Uzunluk Derinlik Uzunluk Derinlik Uzunluk Derinlik Uzunluk Derinlik Uzunluk Derinlik Uzunluk Derinlik (mm/diş) (m/dak) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) (µm) 0,05 524,5 868,91 321,49 415,74 185, ,47 308,64 853,06 83, ,67 228, ,05 451,3 576,41 597, ,28 251,77 290,7 223, ,75 248,57 563,42 259,94 0,05 348,3 1007,89 697,9 541,69 385,04 520,39 481,17 589,53 310, ,69 506,34 613,39 340,62 0,05 278,1 576,69 460,19 417,06 413,83 520,23 316,84 500, , ,12 867,62 335,8 283,53 0,05 231,6 752,2 755, ,52 625,39 654,49 498, ,17 583, ,5 547,25 713,14 313,74 0,05 198,9 756,65 695,3 890,72 434,92 707,99 458, ,91 101, ,89 372,29 555,83 521,21 0,05 173,2 676,66 718,29 436,98 567,62 452,69 416,1 576,53 346,17 601,97 448,86 478,22 754,12 0,05 154,4 817,01 752,44 638,93 620,61 715,34 767,06 923,39 616,29 788,62 597,41 657,55 476,45 0, ,5 848,24 310, ,14 449,07 647,29 167, ,34 403, , ,3 853,53 421,53 605,03 328, ,56 736,08 534,92 326, ,43 341, , ,3 818,59 360, ,07 231, ,12 720,05 648,94 502, ,41 453,29 349,85 129,83 0, ,1 912,55 704, ,21 263,05 846,34 631, ,57 446, ,44 584,52 378,61 88,95 0, ,6 773,88 996, ,32 524,28 853,51 658, ,59 488, ,06 531,31 703,66 444,14 0, ,9 1019,35 480,59 849,29 717,67 859,31 839,8 758,97 882,48 949,26 916,86 793,57 581,66 0, ,2 848,87 363,53 627,67 292,18 937,14 766,26 902,21 520,2 1075,61 519,98 680,41 137,24 0, ,4 1223,17 789,28 777,86 889,26 678,55 568,67 670,64 509, ,2 695,02 964,82 548,91 0,1 524,5 1285,59 560, ,89 441,16 961,76 319,66 897,61 360, ,12 611, ,1 451,3 1146,69 392, ,27 466,82 728,98 256, ,42 353, ,03 438, ,1 348,3 1104,09 778, ,28 492,57 720,64 222,36 677,13 876, ,12 795,87 716,32 505,74 0,1 278,1 1183,72 970, ,21 756,62 756,74 746,41 591,98 365, ,89 502,93 640,91 540,93 0,1 231,6 1131,12 351, , , ,68 828,72 833,6 477, ,18 782,4 324,78 158,55 0,1 198,9 1197,98 664, ,59 810, ,25 731, ,03 925, ,13 941, ,28 399,95 0,1 173,2 1016, ,7 1263, ,74 975,5 885,39 944,6 434, ,4 1085, ,32 978,22 0,1 154,4 1360, , , ,2 1206, , ,97 958, , , , ,33 0,15 524,5 1248,41 791, ,69 644, ,14 552, ,24 462, ,11 541, ,78 446,13 0,15 451,3 1147,17 615, ,03 648, ,46 674, ,86 407, ,71 728, ,36 446,65 0,15 348,3 928,2 322, ,85 360,27 946,45 655,03 587,06 151, ,47 336,41 753,97 231,19 0,15 278,1 807,54 131, ,69 497, , , ,48 795, ,33 393,94 724,5 324,68 0,15 231,6 1090,77 327,9 1253,23 458, ,85 565, ,79 339, ,95 623,6 1067,96 214,26 0,15 198,9 924,5 230, ,66 657,12 945,89 475,78 886, ,13 892, ,46 787,82 297,61 0,15 173,2 1215,89 394, , , , ,4 1206, , ,32 791, ,74 586,53 0,15 154,4 1401, , ,59 593, , ,85 934,98 806, ,51 856, , ,86 127
145 Çizelge 4.3. Ortalaması alınmış aşınma değerleri İlerleme (mm/diş) 0,05 0,075 0,10 0,15 V CBN 300 CBN 300 P (m/dak) Ort.Uzunluk Ort.Derinlik Ort.Uzunluk Ort.Derinlik (µm) (µm) (µm) (µm) 524,5 566,33 235,15 742,48 187,93 451,3 439,72 273,94 594,93 263,56 348,3 577,35 291,76 732,60 453,67 278,1 700,08 461,90 568,44 569,81 231,6 729,05 482,10 875,84 553,96 198,9 681,29 687,83 847,50 430,53 173,2 729,80 463,74 537,18 541,86 154,4 938,12 689,46 756,81 638,38 524,5 708,72 336,40 612,17 221,69 451,3 703,11 363,83 690,41 359,03 348,3 828,15 691,61 819,50 399,62 278,1 666,49 501,15 892,45 453,17 231,6 723,49 545,16 917,50 607,32 198,9 906,36 885,71 871,63 736,51 173,2 833,51 783,35 845,32 433,23 154,4 910,05 727,02 892,04 666,84 524,5 875,14 439,53 931,00 382,19 451,3 771,81 487,46 876,90 318,11 348,3 853,25 463,98 930,26 611,96 278,1 819,17 529,65 928,24 647,09 231,6 815,05 550,66 995,91 605,74 198,9 1112,00 965, ,71 745,50 173,2 963,38 680, ,71 941,97 154,4 908,70 853, , ,48 524,5 981,61 594, ,73 573,21 451,3 697,30 364, ,43 586,80 348,3 828,81 347,48 924,67 342,77 278,1 687,59 281, ,69 568,88 231,6 922,68 736, ,43 421,51 198,9 908,14 545,39 922,86 621,08 173,2 906,66 702, ,08 885,34 154,4 1242, , ,59 945,55 CBN 300 P uçlarda ise en fazla aşınma derinliği değeri 173,2 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında gözlenmiştir. Takım aşınması kodlama sisteminde göre bir sınıflama yapılırsa CBN 300 uçların 2 deney parametresinde kırılma, 30 deney parametresinde makro çentiklenme görülmüştür. Makro çentiklenmeler kendi arasında takım bozulma derecesine göre sınıflandırıldığında ise 1 adet deney parametresinde küçük, 13 adet deney parametresinde normal, 16 adet deney parametresinde büyük düzeyde makro çentik aşınması oluşmuştur. CBN 300 P 128
146 uçlarda ise 9 deney parametresinde kırılma kalan 23 tanesinde makro çentiklenme oluşmuştur. Makro çentiklenmeler kendi arasında takım bozulma derecesine göre sınıflandırıldığında ise 2 adet deney parametresinde küçük, 10 adet deney parametresinde normal, 11 adet deney parametresinde büyük makro çentik aşınması oluşmuştur Özet olarak CBN 300 ile yapılan deneylerde yaklaşık olarak % 6,25 oranında kırılma meydana gelirken CBN 300 P ile yapılan deneylerde bu oran yaklaşık olarak % 28,13 olmuştur. Çizelge 4.4 ten elde edilen ortalama derinlik ve uzunluk ölçülerinin kesme hızına göre değişiminin daha iyi anlaşılabilmesi için kesme hızı-aşınma miktarı grafikleri çizilmiştir (Şekil ). Şekillerin ilk dört adeti CBN 300 kesici uçlar için, kalan dört adeti CBN 300 P uçlar için oluşturulmuştur. İlerleme hızı değerleri sabit alınarak kesme hızına göre aşınma değişimleri belirlenmiştir. Şekil 4.2 CBN 300 kesici uçlarla yapılmış olan deney verilerinden yararlanılarak oluşturulan bir grafiktir. Çizelge 4.1 de anlaşılabileceği gibi deneylerde 4 değişik ilerleme hızı ve 8 değişik kesme hızı kullanılarak toplamda 32 adet deney yapılmıştır. İlerleme hızları sabit alındığında bir ilerleme hızında 8 farklı kesme hızı değeri kullanılarak deneyler gerçekleştirilmiştir. Şekilde 0,05 mm/diş sabit ilerleme hızında kesme hızlarının değişimi ile ortaya çıkan aşınma miktarları görülmektedir. Aşınma tipleri daha önceden de belirtildiği üzere çentik aşınması olduğu ve standarda göre çentik aşınma tiplerinin belirlenmesinde aşınma derinliği ve aşınma uzunluğu değerleri kriter olduğu için grafiğin çizilmesinde her iki ölçüm değeri de kullanılmıştır. Deneylerden elde edilen veriler grafik üzerinde noktalarla gösterilmiştir. Grafiğin anlam kazanması için bu noktalardan geçen eğilim çizgisi eklenmiştir. Eğilim çizgileri olarak doğrusal, logaritmik, polinom vb. gibi çizgiler mevcuttur. Deney verilerine göre en uygun eğilim çizgisi (ortalama karesel hata değerine bakılarak) olarak polinom eğilim çizgisi seçilmiştir. 129
147 fz=0,05 (CBN 300) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil ,05 mm/diş ilerleme hızında CBN 300 uçların aşınma-kesme hızı değişimleri Eğilim çizgilerine göre kesme hızı artıkça aşınma uzunluğu ve aşınma derinliği değerlerinde düşüş meydana gelmiştir. Hem aşınma derinliği hem de aşınma uzunluğu eğilim çizgileri hemen hemen birbirlerine benzer görüntü oluştururken kesme hızının artmasıyla bu benzerlikte değişimler oluşmuştur. Kesme hızının artmasıyla aşınma derinliği değerindeki düşüş artan bir şekilde devam ederken, aşınma uzunluğundaki düşüşte azalma gözlenmiştir. Grafiğe göre aşınma uzunluğu değeri yaklaşık 450 m/dak kesme hızında en düşük değer olarak görülmüştür. Aşınma derinliği değerinin en az olduğu kesme hızı ise 524,5 m/dak olmuştur. Şekil 4.3 te 0,075 mm/diş ilerleme hızı sabit alınarak yapılmış deneyler neticesinde elde edilen aşınma uzunluk ve derinlik değerlerini görülmektedir. Eğilim çizgilerine göre hem aşınma derinliği hem de aşınma uzunluğu değerleri Şekil 4.2 dekine benzer biçimde kesme hızı arttıkça azalma göstermiştir. Ancak aşınma uzunluğu ve aşınma derinliği eğilim çizgileri arasındaki paralellik Şekil 4.2 dekine göre bozulmuştur. 130
148 fz=0,075 (CBN 300) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil ,075 mm/diş ilerleme hızında CBN 300 uçların aşınma-kesme hızı değişimleri Şekil 4.3 te aşınma derinliği eğilim çizgisi yaklaşık doğrusal olarak oluşurken aşınma uzunluğu eğilim çizgisi eğrisel oluşmuş ve kesme hızı arttıkça aşınma miktarları arasındaki aralık da artmıştır. Eğilim çizgisine göre aşınma uzunluğu yaklaşık 400 m/dak kesme hızına kadar (350 m/dak artış göz ardı edilecek olursa) azalma göstermiş ve daha sonra aşınma değerinde tekrar artış eğilimi başlamıştır. Aşınma derinliği değerinde ise kesme hızı arttıkça aşınma değerindeki azalma eğilimi devam etmiştir. 0,05 mm/diş ilerleme hızında elde edilen aşınma derinliği eğilim çizgisine göre 0,075mm/diş ilerleme hızında elde edilen aşınma derinliği eğilim çizgisi daha doğrusal olarak oluşmuştur. Şekil 4.4 te 0,1 mm/diş ilerleme hızı sabit alınarak, 8 farklı kesme hızında yapılan deneyler neticesinde elde edilen aşınma uzunluk ve derinlik değerleri görülmektedir. 131
149 fz=0,1 (CBN 300) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil ,1 mm/diş ilerleme hızında CBN 300 uçların aşınma-kesme hızı değişimleri Eğilim çizgilerine göre hem aşınma derinliği hem de aşınma uzunluğu değerleri Şekil 4.2 ve 4.3 te bu ilerleme hızında biraz farklılık göstermiştir. Şekil 4.2 ve 4.3 te özellikle aşınma derinliği değerleri kesme hızı arttıkça sürekli olarak azalma gösterirken Şekil 4.4 te yaklaşık olarak 450 m/dak kesme hızından sonra aşınma değerinde artış gözlenmiştir. Yine önceki iki ilerleme hızında, aşınma uzunluğu ve aşınma derinliği eğilim çizgileri belli kesme hızlarına kadar birbirlerine paralel bir görünüm sergilerken 0,1 mm/diş ilerleme hızında bu paralellik yok olmuştur. Aşınma uzunluğu eğilim çizgisi biraz daha yataya paralel bir görünüm sergilemiş ve yaklaşık 400 m/dak kesme hızına kadar aşınma değerinde azalma göstermiştir. Şekil 4.4 için 400 m/dak hem aşınma uzunluğu hem de aşınma derinliği için en uygun kesme hızı olduğu söylenebilir. Şekil 4.5 te 0,15 mm/diş ilerleme hızı sabit alınarak yapılmış deneyler neticesinde elde edilen aşınma uzunluk ve derinlik değerleri görülmektedir. Genel olarak şekle bakıldığında belli bir kesme hızına kadar aşınma değerlerinde azalma ve daha sonra da artış gözlenmiştir. 132
150 fz=0,15 (CBN 300) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil ,15 mm/diş ilerleme hızında CBN 300 uçların aşınma-kesme hızı değişimleri Eğilim çizgilerine göre hem aşınma derinliği hem de aşınma uzunluğu değerleri Şekil 4.2, 4.3 ve 4.4 tekilerden daha parabolik olarak elde edilmiştir. Aşınmanın en az olduğu kesme hızı diğer şekillerde elde edilen eğilim çizgilerine göre daha belirgin görülmektedir. En uygun kesme hızına doğru aşınma miktarlarında belirgin azalmalar ve sonrasında da belirgin artışlar oluşmaktadır. 0,15 mm/diş ilerleme hızında yapılan deneylerde en az aşınma miktarı hem aşınma uzunluğu hem de aşınma derinliği değerlerinde yaklaşık 375 m/dak kesme hızında oluşmuştur. Düşük ilerleme hızı ile yapılan deneylerde Şekil 4.5 deki gibi optimum kesme hızı belli olan eğriler elde edilememiştir. Ancak Şekil 4.2, 4.3 ve 4.4 teki eğrilerin Şekil 4.5 dekine benzer görüntü oluşturabilecekleri elde edilen eğilim çizgilerinden anlaşılmaktadır. Daha yüksek kesme hızlarında çalışmalara devam edilmesi durumunda, burada elde edilen eğilim çizgisine yakın paraboller elde edilebileceğini şekillere bakarak söylemek mümkündür. Bu düşünceden yola çıkarak elde kalan CBN 300 kesici uçları da değerlendirmek adına ilave sekiz adet deney yapmaya karar verilmiştir (Çizelge 4.4). İlave deneylerde iki farklı kesme hızı ve dört farklı ilerleme hızı kullanılmıştır. Kesme hızlarının belirlenmesinde takım tutucu için daha 133
151 önceden elde edilmiş analitik kararlılık eğrisinden faydalanılmıştır. 674,9 ve 750,1 m/dak kesme hızları seçilerek her ilerleme hızı için ilave iki adet daha deneysel çalışma yapılmıştır. Çizelge 4.4. CBN 300 kesici uçlar için yeniden belirlenen deney parametreleri Deney No İş Mili Devri Kesme Hızı Eksenel Kesme derinliği Tabla ilerleme hızı (dev/dak) (m/dak) (mm) (mm/diş) ,9 0, ,9 0, ,9 0, ,9 0,15 0, ,1 0, ,1 0, ,1 0, ,1 0,15 İlave yapılan deneylerde daha önceki deneylerde kullanılan işlem sırası takip edilmiştir. Takım tutucuya altı adet kesici uç bağlanarak kesme işlemi gerçekleştirilmiştir. Kesici uçlarda meydana gelen aşınmalar TEM de incelenmiş ve aritmetik ortalamaları alınarak aşınma uzunluğu ve aşınma derinliği değerleri belirlenmiştir (Çizelge 4.5). Çizelge 4.5 e göre ilave olarak yapılan 8 adet deneyin 6 adetinde kırılma, diğer iki adetinde ise makro çentik aşınması oluşmuştur. Makro çentik aşınmalarından biri küçük, diğeri normal düzeyde meydana gelmiştir. Çizelge 4.5. Yeniden belirlenen deneyler için ortalaması alınmış aşınma değerleri İlerleme (mm/diş) CBN 300 V (m/dak) Ort.Uzunluk (µm) Ort.Derinlik (µm) 0,05 674,9 1018,31 309,85 0,05 750,1 649,66 209,65 0, ,9 995,92 412,98 0, ,1 1128,3 380,18 0,1 674,9 1069,44 645,56 0,1 750,1 1088,86 595,71 0,15 674,9 1192, ,56 0,15 750,1 1308,25 970,20 134
152 Belirlenen ortalama aşınma derinliği ve aşınma uzunluğu değerleri daha önce grafikleri oluşturulmuş şekillere ilave edilmiştir (Şekil ). Şekil 4.6 da ilerleme hızı 0,05 mm/diş sabit alınarak yapılmış toplam 10 adet kesme hızıyla elde edilen aşınma uzunluğu ve aşınma derinliği grafikleri görülmektedir. 524,5 m/dak kesme hızından sonra yapılan deneylerle eğim çizgisi parabolik bir şekle dönüşmüştür. Kesme hızının artmasıyla azalma gösteren aşınma miktarları belli bir değerden sonra tekrar artmaya başlamıştır. Ayrıca aşınma uzunluğu ve aşınma derinliği eğrileri arasındaki fark artış göstermiştir. Aşınma uzunluğu ve aşınma derinliği değerleri için aşınmanın en az olduğu kesme hızları belirgin olarak netlik kazanmıştır. fz=0,05 (CBN 300) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil 4.6. CBN 300 kesici uçların 0,05 mm/diş sabit ilerleme hızında ilave kesme hızlarıyla yapılan aşınma değişimleri Şekil 4.7 de ilerleme hızı 0,075 mm/diş sabit alınarak yapılmış toplam 10 adet kesme hızıyla elde edilen aşınma uzunluğu ve aşınma derinliği grafikleri görülmektedir. Şekil 4.3 de özellikle aşınma derinliği eğim çizgisi sürekli olarak düşüş göstermiştir ve daha sonraki kesme hızlarında da bu düşüşün devam edeceği izlenimini vermiştir. Son yapılan deneysel çalışmalarla aşınma miktarlarındaki düşüşün devam etmediği aksine artış gösterdiği görülmüştür. Aşınma uzunluğu ve aşınma derinliği arasındaki 135
153 fark kesme hızının artmasıyla artış göstermiştir. Daha önce doğruya yakın olan bu eğriler parabolik bir eğri haline dönüşmeye başlamıştır. fz=0,075 (CBN 300) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil 4.7. CBN 300 kesici uçların 0,075 mm/diş sabit ilerleme hızında ilave kesme hızlarıyla yapılan aşınma değişimleri Şekil 4.8 de ilerleme hızı 0,1 mm/diş sabit alınarak yapılmış ilave deneyler neticesinde elde edilen aşınma uzunluğu ve aşınma derinliği grafikleri görülmektedir. Burada aşınma değerlerinde önce azalma belli bir kesme hızından sonra da artış gözlenmiştir. Şekil 4.6 ve 4.7 de kesme hızının artmasıyla aşınma uzunluğu ve aşınma derinliği eğrileri arasında artan fark bu ilerleme hızında daha az gerçekleşmiştir. Dolayısıyla elde edilen eğilim çizgileri birbirlerine göre paralele yakın bir görünüm sergilemişlerdir. İlave olarak yapılan deneysel çalışmalar en az aşınma değerinin elde edilebilmesi için çalışılması gereken kesme hızını belirlemede faydalı olmuştur. 136
154 fz=0,1 (CBN 300) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil 4.8. CBN 300 kesici uçların 0,1 mm/diş sabit ilerleme hızında ilave kesme hızlarıyla yapılan aşınma değişimleri Şekil 4.9 da ilerleme hızı 0,15 mm/diş sabit alınarak yapılmış ilave deneyler neticesinde elde edilen aşınma uzunluğu ve aşınma derinliği grafikleri görülmektedir. Aşınma uzunluğu ve aşınma derinliği değerleri arasındaki fark belli başlangıçta birbirine yakınken belli bir kesme hızına gelinceye kadar artış göstermiş daha sonra ise tekrar azalmaya başlamıştır. Şekil 4.5 e göre eğilim çizgisinde farklılaşma gözlenmiştir. Dolayısıyla aşınmanın en az olduğu bölgedeki kesme hızı daha belirgin olarak görülmüştür. 137
155 fz=0,15 (CBN 300) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil 4.9. CBN 300 kesici uçların 0,15 mm/diş sabit ilerleme hızında ilave kesme hızlarıyla yapılan aşınma değişimleri Şekil 4.10 CBN 300 P kesici uçlarla yapılmış olan deney verilerinden yararlanılarak oluşturulan bir grafiktir. Şekilde 0,05 mm/diş sabit ilerleme hızında kesme hızlarının değişimi ile ortaya çıkan aşınma miktarları görülmektedir. Aynı ilerleme hızı ve kesme hızları kullanılarak CBN 300 ile yapılan deneylerden elde edilen eğilim çizgisine göre CBN 300 P uçlarla yapılan deneylerden elde edilen eğilim çizgileri arasında bariz farklar görülmektedir. CBN 300 P uçlar kullanılarak yapılan deneylerde aşınma uzunluk eğilim çizgisi kesme hızı artışıyla bir miktar azalma göstermiş gibi görünse de çok fazla değer değişimi oluşmamıştır. Aşınma derinliği eğilim çizgisinde ise kesme hızının artmasıyla bariz bir şekilde azalma gözlenmiştir. 138
156 fz=0,05 (CBN 300P) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil ,05 mm/diş ilerleme hızında CBN 300 P uçların aşınma-kesme hızı değişimleri Şekil 4.11 de 0,075 mm/diş ilerleme hızı sabit alınarak, 8 farklı kesme hızında yapılan deneyler neticesinde elde edilen aşınma uzunluk ve derinlik değerleri görülmektedir. Eğilim çizgilerine göre hem aşınma derinliği hem de aşınma uzunluğu değerleri Şekil 4.10 dakinden farklılık göstermiştir. Aşınma uzunluğu eğilim çizgisinde biraz parabollük oluşurken aşınma derinliği değerinde ise lineer bir azalma oluşmuştur. Şekle göre kesme hızı arttıkça aşınma miktarlarındaki azalma eğilimi devamlılık göstermiştir. 0,05 mm/diş ilerleme hızı kullanılarak yapılan deneylerde yapılmış olan yorumu 0,075 mm/diş ilerleme hızı kullanılarak yapılan deneylerde de söylemek mümkündür. 139
157 fz=0,075 (CBN 300P) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil ,075 mm/diş ilerleme hızında CBN 300 P uçların aşınma-kesme hızı değişimleri Şekil 4.12 de 0,1 mm/diş ilerleme hızı sabit alınarak, 8 farklı kesme hızında yapılan deneyler neticesinde elde edilen aşınma uzunluk ve derinlik değerlerini görülmektedir. Hem aşınma derinliği hem de aşınma uzunluğu eğilim çizgileri 0,05 ve 0,075 mm/diş ilerleme hızı kullanılarak yapılan deneyden elde edilen çizgilerden daha parabolik olarak oluşmuştur. Aynı ilerleme hızı ve kesme hızı değerleri kullanılarak CBN 300 kesici uçlarla yapılan deneylerde olduğu gibi CBN 300 P uçlarla da yapılan deneylerde en az aşınma uzunluğunun elde edildiği kesme hızı değeri yaklaşık 400 m/dak, en az aşınma derinliğinin elde edildiği kesme hızı değeri de yaklaşık olarak 450 m/dak olarak bulunmuştur. Sözü edilen kesme hızlarından sonraki kesme hızında yapılan deneylerde ise aşınma miktarlarında artış gözlenmiştir. 140
158 Aşınma miktarı (mikron) fz=0,1 (CBN 300P) Ort.derinlik Ort.Uzunluk Kesme Hızı (m/dak) Şekil ,1 mm/diş ilerleme hızında CBN 300 P uçların aşınma-kesme hızı değişimleri Şekil 4.13 te 0.15 mm/diş ilerleme hızı sabit alınarak, 8 farklı kesme hızında yapılan deneyler neticesinde elde edilen aşınma uzunluk ve derinlik değerlerini görülmektedir. Genel olarak şekle bakıldığında belli bir kesme hızına kadar aşınma değerlerinde azalma ve daha sonra da artış gözlenmiştir. Eğilim çizgilerine göre aşınma deriliğinin en az olduğu noktada kesme hızı yaklaşık 375 m/dak, aşınma uzunluğunun en az olduğu noktada kesme hızı yaklaşık 325 m/dak olarak belirlenmiştir. CBN 300 P uçlarla yapılan deneysel çalışmalar içerisinde ilerleme hızı 0,05 ve 0,075 mm/diş olarak alınarak yapılan deneylerde elde edilen aşınma miktarı-kesme hızı grafikleri, CBN 300 ile aynı ilerleme hızlarında yapılan deneylere benzer bir görüntü sergilemiştir. Parabole benzer bir eğri oluşmamıştır. Dolayısıyla aşınmanın hangi kesme hızına kadar düşüş göstereceği, aşınmanın en az olduğu noktada kesme hızının ne olacağı belirlenememiştir. 0,1 ve 0,15 mm/diş ilerleme hızı kullanılarak yapılan deneylerde ise parabole yakın bir eğri oluşmuştur. CBN 300 kesici uçlar kullanılarak yapılan deneylerde, 0,1 mm/diş ilerleme hızında en az aşınma derinliği değeri 524,5 m/dak kesme hızında, en az aşınma uzunluğu değeri 451,3 m/dak kesme 141
159 hızında gerçekleşmiştir. CBN 300 P kesici uçlar için aynı ilerleme hızında en az aşınma derinliği ve aşınma uzunluğu değerleri 451,3 m/dak kesme hızı kullanılarak yapılan deneylerde elde edilmiştir. fz=0,15 (CBN 300P) Ort.derinlik Ort.Uzunluk Aşınma miktarı (mikron) Kesme Hızı (m/dak) Şekil ,15 mm/diş ilerleme hızında CBN 300 P uçların aşınma-kesme hızı değişimleri 0,15 mm/diş ilerleme hızı sabit tutularak CBN 300 kesici uçlarla yapılan deneylerde en az aşınma derinliği ve aşınma uzunluğu 278,1 m/dak kesme hızı kullanılarak yapılan deneylerde elde edilmiştir. CBN 300 P uçlarda ise aşınmanın en az olduğu kesme hızı 348,3 m/dak kesme hızında oluşmuştur Kesme Kuvveti Bulguları Kesme kuvveti sinyallerinin ölçülmesinde Kistler firmasına ait 9722-A modeli 3 kanallı dinamometre kullanılmıştır. Dinamometre freze tezgahının tablasına rijit bir şekilde bağlanmış ve üzerine iş parçası montajı gerçekleştirilmiştir. Kesme kuvveti sinyallerinin bilgisayara aktarılabilmesi için veri toplama kartı ve sinyal yükseltici ile de bağlantısı yapılmıştır. Her üç eksen için kesme kuvveti sinyalleri ölçülmüştür. Bu sinyallerin aritmetik ortalaması alınarak ortalama kesme kuvvetleri elde edilmiştir. 142
160 Kesme işlemi iki pasoda gerçekleştirildiğinden dolayı ilk pasodaki kesme kuvvetlerinin ortalaması ile ikinci pasodaki kesme kuvvetlerinin ortalaması alınmış ve bu ikisinin aritmetik ortalaması alınarak nihai ortalama kesme kuvveti sinyalleri elde edilmiştir. CBN 300 kesici uçlar kullanılarak yapılan deneylerden elde edilen ortalama kesme kuvveti değerleri, her üç eksen için belirlenmiştir (Çizelge 4.6). Çizelgedeki bu değerler kullanılarak ortalama kesme kuvveti-ilerleme hızı grafikleri elde edilmiştir (Şekil ). Grafiklerde her üç eksen kuvvetinin sabit kesme hızlarında ilerleme hızı-kesme kuvveti şekil değişimleri gösterilmiştir. Şekil 4.14 te 524,5 m/dak sabit kesme hızında CBN 300 kesici uçlar kullanılarak dört farklı ilerleme hızında oluşan ortalama kesme kuvveti değişimleri verilmiştir. Aynı kesme hızında ilerleme hızının artmasıyla kesme kuvvetlerinde de artış gözlenmiştir. F x ve F y kuvvetlerinde bu artış belirgin bir şekilde oluşurken F z kuvvetinde daha az olmuştur. Deneylerde yüzey frezeleme işlemi yapıldığı için esas kesme kuvveti değerleri X ve Y eksenlerinde meydana gelmiş Z ekseninde çok fazla kuvvet oluşmamıştır. Z eksenine gelen en küçük kuvvet değeri 0,05 mm/diş ilerleme hızı kullanılarak yapılan deneyde 123,3 N, en büyük kesme kuvveti değeri ise 0,15 mm/diş ilerleme hızı kullanılarak yapılan deneyde 253,3 N olarak ölçülmüştür. En küçük değer ile en büyük değer arasındaki fark 130 N dir. X ve Y eksen kuvvetlerinde ise elde edilen kuvvet değerleri ve aralarındaki fark daha belirgin olarak elde edilmiştir. X eksenine gelen en küçük kesme kuvveti değeri 0,05 mm/diş ilerleme hızında 938,7 N, en büyük kesme kuvveti değeri 0,15 mm/diş ilerleme hızında 2396,3 N olarak ölçülmüştür. Y eksenine gelen en küçük kesme kuvveti değeri 0,05 mm/diş ilerleme hızında 732,4 N, en büyük kesme kuvveti değeri 0,15 mm/diş ilerleme hızında 1878,7 N olarak ölçülmüştür. Aynı zamanda X ekseninde ölçülen 2396,3 N değeri ve Y ekseninde ölçülen 1878,7 N değeri yapılan deneysel çalışmalar içerisinde elde edilen en büyük kesme kuvveti değerleri olmuştur. Yüzey frezeleme işleminde talaş kaldırma esnasında Z ve Y eksenleri sabit olduğu ve ilerleme X ekseni yönünde gerçekleştiği için bu kesme hızında X ekseni kesme kuvveti değerleri Y eksen kuvvetlerine göre daha fazla oluşmuştur. 143
161 Çizelge 4.6. CBN 300 kesici uçlarla yapılan deneysel çalışmalarda elde edilen kesme kuvveti değerleri İlerleme Kesme Ort. Fx Ort. Fy Ort. Fz Hızı Hızı (N) (N) (N) (mm/diş) (m/dak) 0,05 938,7 732,4 123,3 0, ,5 1334,2 982,7 153,2 0,1 1563,7 1278,1 195,9 0, ,3 1878,7 253,3 0,05 398,0 441,9 75,1 0, ,3 944,8 813,0 147,7 0,1 1043,7 1015,6 170,3 0, ,0 1357,4 232,5 0,05 849,6 679,9 107,4 0, ,3 1118,2 936,3 144,7 0,1 1057,1 996,1 142,2 0, ,3 1191,4 174,0 0,05 991,2 675,1 150,8 0, ,1 753,2 793,5 109,3 0,1 1141,4 1069,3 151,4 0, ,3 1063,2 170,9 0,05 687,3 660,4 96,4 0, ,6 914,3 662,8 119,0 0,1 1021,7 939,9 150,1 0, ,5 1085,2 188,0 0,05 728,8 549,3 125,7 0, ,9 948,5 695,8 153,2 0,1 1197,5 896,0 203,9 0, ,6 903,3 176,4 0,05 893,6 554,2 125,1 0, ,2 859,4 682,4 141,6 0,1 860,6 648,2 230,1 0, ,8 821,5 181,3 0,05 872,8 585,9 149,5 0, ,5 649,4 138,5 154,4 0,1 943,6 780,0 195,3 0, ,3 1127,9 250,2 144
162 V = 524,5 m/dak CBN 300 Fxort Fyort Fzort Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,5 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil 4.15 de 451,3 m/dak sabit kesme hızında CBN 300 kesici uçlar kullanılarak yapılan deneylerden elde edilen ortalama kesme kuvveti değişimleri görülmektedir. Aynı kesme hızında ilerleme hızının artmasıyla kesme kuvvetlerinde de artış gözlenmiştir. Şekil 4.14 te elde edilen X-Y eksenleri kesme kuvveti değerleri arasındaki fark bu kesme hızında değişim göstermiştir. 0,05 ve 0,15 mm/diş ilerleme hızı sabit alınarak yapılan deneylerde Y ekseni kuvvet değerleri (441,9 N ve 1357,4 N) X ekseni kuvvet değerlerinden (398,0 N ve 1156 N) biraz daha yüksek çıkmıştır. 0,075 mm/diş ilerleme hızında X ekseni değeri Y eksen değerine göre yüksek çıkarken 0,1 mm/diş ilerleme hızında ise birbirlerine yakın değerler oluşmuştur. Z eksenine gelen en küçük kuvvet değeri 0,05 mm/diş ilerleme hızı kullanılarak yapılan deneyde 75,1 N, en büyük kesme kuvveti değeri ise 0,15 mm/diş ilerleme hızı kullanılarak yapılan deneyde 232,5 N olarak ölçülmüştür. 145
163 V = 451,3 m/dak CBN 300 Fxort Fyort Fzort 1500 Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,3 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri Şekil 4.16 dan 4.21 e kadar olan grafiklerde sırasıyla 348,3 m/dak, 278,2 m/dak, 231,6 m/dak, 198,9 m/dak, 173,2 m/dak ve 154,4 m/dak sabit kesme hızlarında yapılmış kesme kuvveti-ilerleme hızı değişimleri görülmektedir. Şekillerin tamamında ilerleme hızının artmasıyla kesme kuvvetlerinde de artış olmuştur. X eksen kuvvetleri genelde Y eksen kuvvetlerinden büyük oluşurken bazı ilerleme hızlarında birbirlerine yakın oluşmuşlardır. X ve Y eksen kuvvetlerinin birbirlerine yakın olduğu kesme kuvveti büyüklükleri, 348,3 m/dak kesme hızında 0,15 mm/diş ilerleme hızı, 278,2 m/dak sabit kesme hızında yine 0,15 mm/diş ilerleme hızı ve 231,6 m/dak kesme hızında 0,05 mm/diş ilerleme hızı kullanılarak yapılan deneylerde elde edilmiştir. 146
164 V = 348,3 m/dak CBN 300 Fxort Fyort Fzort 1500 Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,3 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri 1200 V = 278,1 m/dak CBN 300 Fxort Fyort Fzort Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,1 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri 147
165 V = 231,6 m/dak CBN 300 Fxort Fyort Fzort 1500 Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,6 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri 1500 V = 198,9 m/dak CBN 300 Fxort Fyort Fzort Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,9 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri 148
166 V = 173,2 m/dak CBN 300 Fxort Fyort Fzort 1200 Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,2 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri 1500 V = 154,4 m/dak CBN 300 Fxort Fyort Fzort Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,4 m/dak kesme hızında CBN 300 uçların kesme kuvveti-ilerleme hızı değişimleri CBN 300 için Şekil deki grafikler incelendiğinde en küçük kesme kuvveti değeri 451,3 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızı kullanılarak yapılan 149
167 deneyde 397,95 N olarak ölçülmüştür. En büyük kesme kuvveti değeri ise 524,5 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızı kullanılarak yapılan deneyde 2396,26 N olarak ölçülmüştür. En büyük kesme kuvvetinin elde edildiği parametreler ile yapılan deneylerde aşınma derinliği değeri 594,85 µm, olarak ölçülürken en küçük kesme kuvvetinin elde edildiği parametreler ile yapılan deneylerde aşınma derinliği değeri 273,94 µm ölçülmüştür. En büyük aşınma derinliğinin (1361,97 µm) elde edildiği kesme parametresinde ölçülen kesme kuvveti değeri 1218,25 N iken en küçük aşınma derinliğinin (235,15 µm) elde edildiği kesme parametresinde ölçülen kesme kuvveti değeri ise 938,72 N olarak belirlenmiştir. CBN 300 P kesici uçlar kullanılarak yapılan deneylerden elde edilen ortalama kesme kuvveti değerleri, her üç eksen için belirlenmiştir (Çizelge 4.7). Çizelgedeki bu değerler kullanılarak ortalama kesme kuvveti-ilerleme hızı grafikleri elde edilmiştir (Şekil ). Grafiklerde her üç eksen kuvvetinin sabit kesme hızlarında ilerleme hızı-kesme kuvveti şekil değişimleri gösterilmiştir. Şekil 4.22 de 524,5 m/dak sabit kesme hızında CBN 300 P kesici uçlar kullanılarak dört farklı ilerleme hızında oluşan ortalama kesme kuvveti değişimleri verilmiştir. Aynı kesme hızında ilerleme hızının artmasıyla kesme kuvvetlerinde de artış gözlenmiştir. CBN 300 kesici uçlar kullanılarak yapılan deneysel çalışmalarda olduğu gibi CBN 300 P uçlar kullanılarak yapılan bu deneylerde de F x ve F y kuvvetlerinde artış F z kuvvetine göre daha fazla olmuştur. CBN 300 kesici uçlar ile aynı kesme hızında X ekseni kuvvetleri Y eksenine göre fazla çıkarken CBN 300 P uçlar kullanılarak yapılan deneylerde ise bunun tam tersi oluşmuştur. En büyük kesme hızı 0,15 mm/diş ilerleme hızız kullanılarak yapılan deneysel çalışmada Y eksen kuvvetinde 1989,8 N olarak ölçülmüştür. 150
168 Çizelge 4.7. CBN 300P kesici uçlarla yapılan deneysel çalışmalarda elde edilen kesme kuvveti değerleri İlerleme Ort. Fx Ort. Fy Ort. Fz Hızı Kesme Hızı (N) (N) (N) (mm/diş) (m/dak) 0,05 715,3 998,5 115,4 0, ,5 754,4 966,8 119,6 0,1 886,2 977,8 199,6 0, ,3 1989,8 241,1 0,05 860,6 863,0 136,1 0, ,3 1093,7 1103,5 172,1 0,1 683,6 1179,2 192,3 0, ,5 1876,2 252,7 0,05 654,3 745,9 135,5 0, ,3 752,0 849,6 128,8 0,1 725,1 942,4 148,3 0, ,6 1247,6 203,9 0,05 749,5 693,4 119,6 0, ,1 761,7 808,1 117,8 0,1 642,1 872,8 139,8 0,15 974,1 1141,3 180,1 0,05 727,5 654,3 115,4 0, ,6 971,7 870,4 145,9 0,1 658,0 808,1 163,0 0, ,2 1232,9 220,9 0,05 711,7 709,2 114,7 0, ,9 775,2 754,4 138,5 0,1 811,8 953,4 195,9 0, ,6 1247,5 225,8 0,05 811,8 709,2 155,6 0, ,2 839,8 792,2 133,7 0,1 991,2 977,8 209,4 0, ,4 1197,5 233,8 0,05 852,1 794,7 158,7 0, ,4 748,3 753,2 155,0 0,1 953,4 918,0 202,0 0, ,9 1264,6 225,8 151
169 V = 524,5 m/dak CBN 300 P Fxort Fyort Fzort Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,5 m/dak kesme hızında CBN 300 P uçların kesme kuvveti-ilerleme hızı değişimleri Şekil 4.23 ten 4.29 a kadar olan grafiklerde sırasıyla 451,3 m/dak, 348,3 m/dak, 278,2 m/dak, 231,6 m/dak, 198,9 m/dak, 173,2 m/dak ve 154,4 m/dak sabit kesme hızlarında yapılmış kesme kuvveti-ilerleme hızı değişimleri görülmektedir. Şekillerin tamamında ilerleme hızının artmasıyla kesme kuvvetlerinde de artış olmuştur. X eksen kuvvetleri CBN 300 ile yapılan deneylerin aksine genelde Y eksen kuvvetlerinden küçük oluşmuştur. 348,3 m/dak, 278,2 m/dak, 231,6 m/dak, 198,9 m/dak, ve 173,2 m/dak kesme hızları ile yapılan deneylerin 0,15 mm/diş ilerleme hızı Y ekseni kuvvet değerleri X ekseni kuvvet değerlerinden fazla olduğu gözlenmiştir. 152
170 V = 451,3 m/dak CBN 300 P Fxort Fyort Fzort Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,3 m/dak kesme hızında CBN 300 P uçların kesme kuvveti-ilerleme hızı değişimleri 1500 V = 348,3 m/dak CBN 300 P Fxort Fyort Fzort Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,3 m/dak kesme hızında CBN 300 P uçların kesme kuvveti-ilerleme hızı değişimleri 153
171 V = 278,1 m/dak CBN 300 P Fxort Fyort Fzort 1200 Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,1 m/dak kesme hızında CBN 300 P uçların kesme kuvveti-ilerleme hızı değişimleri 1500 V = 231,6 m/dak CBN 300 P Fxort Fyort Fzort Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,6 m/dak kesme hızında CBN 300 P uçların kesme kuvveti-ilerleme hızı değişimleri 154
172 V = 198,9 m/dak CBN 300 P Fxort Fyort Fzort 1500 Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,9 m/dak kesme hızında CBN 300 P uçların kesme kuvveti-ilerleme hızı değişimleri 1500 V = 173,2 m/dak CBN 300 P Fxort Fyort Fzort Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,2 m/dak kesme hızında CBN 300 P uçların kesme kuvveti-ilerleme hızı değişimleri 155
173 V = 154,4 m/dak CBN 300 P Fxort Fyort Fzort 1500 Kesme Kuvveti (N) ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme Hızı (mm/diş) Şekil ,4 m/dak kesme hızında CBN 300 P uçların kesme kuvveti-ilerleme hızı değişimleri CBN 300 P için şekil incelendiğinde en küçük kesme kuvveti değeri 278,1 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızı kullanılarak yapılan deneyde 642,1 N olarak ölçülmüştür. En büyük kesme kuvveti değeri ise 451,3 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızı kullanılarak yapılan deneyde 1999,52 N olarak ölçülmüştür. En büyük kesme kuvvetinin elde edildiği parametreler ile yapılan deneylerde aşınma derinliği değeri 586,80 µm, olarak ölçülürken en küçük kesme kuvvetinin elde edildiği parametreler ile yapılan deneylerde aşınma derinliği değeri 647,09 µm ölçülmüştür. En büyük aşınma derinliğinin (1311,48 µm) elde edildiği kesme parametresinde ölçülen kesme kuvveti değeri 1953,35 N iken en küçük aşınma derinliğinin (187,93 µm) elde edildiği kesme parametresinde ölçülen kesme kuvveti değeri ise 715,33 N olarak belirlenmiştir. Sabit kesme hızlarında ilerleme hızı arttıkça kesme kuvvetlerinde oluşan artış, literatürde yapılan çalışmada benzer şekilde oluşmuştur (Kurt, 2006). CBN 300 kesici uçlar kullanılarak yapılan deneylerde elde edilen kesme kuvveti değerlerinin kesme hızına göre değişimlerini karşılaştırmak amacıyla kesme kuvveti- 156
174 kesme hızı grafikleri çizilmiştir (Şekil 4.30). Şekilde 0,05 mm/diş, 0,075 mm/diş, 0,1 mm/diş ve 0,15 mm/diş sabit ilerleme hızlarında sekiz ayrı kesme hızı kullanılarak yapılan deneylerden elde edilen kesme kuvveti-kesme hızı değişimleri görülmektedir. 0,05 mm/diş ilerleme hızı kullanılarak yapılan deneyler hariç diğer ilerleme hızlarında kesme hızı arttıkça kesme kuvveti değerlerinde artış eğilimi gözlenmiştir. 0,05 mm/diş sabit ilerleme hızında ise kesme hızı arttıkça kesme kuvveti bileşenleri değerleri azalmıştır. fz = 0,05 mm/diş CBN 300 fz = 0,075 mm/diş CBN 300 Fxort Fyort Fzort Fxort Fyort Fzort Kesme Kuvveti (N) ,0 100,0 200,0 300,0 400,0 500,0 600,0 Kesme Kuvveti (N) ,0 100,0 200,0 300,0 400,0 500,0 600,0 Kesme Hızı (m/dak) Kesme Hızı (m/dak) fz = 0,1 mm/diş CBN 300 fz = 0,15 mm/diş CBN 300 Fxort Fyort Fzort Fxort Fyort Fzort Kesme Kuvveti (N) ,0 100,0 200,0 300,0 400,0 500,0 600,0 Kesme Kuvveti (N) ,0 100,0 200,0 300,0 400,0 500,0 600,0 Kesme Hızı (m/dak) Kesme Hızı (m/dak) Şekil CBN 300 kesici uçlar için kesme hızı-kesme kuvveti grafikleri CBN 300 P kesici uçlar kullanılarak yapılan deneylerde elde edilen kesme kuvveti değerlerinin kesme hızına göre değişimlerinin gözlemlemek amacıyla kesme kuvveti- kesme hızı grafikleri çizilmiştir (Şekil 4.31). Şekilde 0,05 mm/diş, 0,075 mm/diş, 0,1 mm/diş ve 0,15 mm/diş sabit ilerleme hızlarında sekiz ayrı kesme hızı kullanılarak yapılan deneylerden elde edilen kesme kuvveti-kesme hızı değişimleri görülmektedir. 0,05 mm/diş ve 0,1 mm/diş ilerleme hızları kullanılarak yapılan deneyler hariç diğer ilerleme hızlarında kesme hızı arttıkça kesme kuvveti değerlerimde artış eğilimi gözlenmiştir. 0,05 mm/diş ve 0,1 mm/diş sabit ilerleme hızı kullanılarak yapılan deneylerde ise sadece X ekseni kuvvet bileşeninde kesme hızı arttıkça kesme kuvveti değerlerinde azalma gözlenmiştir. 157
175 fz= 0,05 mm/dişcbn 300 P fz= 0,075 mm/dişcbn 300 P Fxort Fyort Fzort Fxort Fyort Fzort Kesme Kuvveti (N) Kesme Kuvveti (N) Kesme Hızı (m/dak) Kesme Hızı (m/dak) fz = 0,1 mm/dişcbn 300 P fz = 0,15 mm/dişcbn 300 P Fxort Fyort Fzort Fxort Fyort Fzort Kesme Kuvveti (N) Kesme Kuvveti (N) Kesme Hızı (m/dak) Kesme Hızı (m/dak) Şekil CBN 300 P kesici uçlar için kesme hızı-kesme kuvveti grafikleri Her iki kesici uç için, bazı sabit ilerleme hızlarında, kesme hızı artışına bağlı olarak kesme kuvvetinde oluşan artış, literatür çalışmalarıyla benzerlik göstermektedir (Li vd. 2000). İlgili çalışmada, kesme kuvvetlerine, daha yüksek ilerleme ve kesme hızı, takım tutucu ve iş parçasındaki titreşimin önemli ölçüde etki ettiği belirtilmiştir Yüzey Pürüzlülüğü Bulguları Çizelge 4.8 de CBN 300 ve CBN 300 P uçlarla yapılan deneylerden elde edilen yüzey pürüzlülük değerleri verilmiştir. Ayrıca bu değerlerin grafiksel olarak ifade edilebilmesi için gerekli grafikler çizilmiştir (Şekil 4.32 ve Şekil 4.33). 158
176 Çizelge 4.8. CBN 300 ve CBN 300P kesici uçlarla yapılan deneysel çalışmalarda elde edilen yüzey pürüzlülüğü (Ra) değerleri İlerleme Kesme Hızı Ortalama Ra Değeri Hızı (m/dak) (mm/diş) CBN 300 CBN 300 P 0,05 0,41 2,70 0, ,5 0,24 4,90 0,1 0,37 5,50 0,15 1,28 3,77 0,05 0,25 5,69 0, ,3 0,32 2,20 0,1 0,26 3,29 0,15 0,78 5,55 0,05 0,21 4,12 0, ,3 0,20 1,93 0,1 0,28 3,75 0,15 0,56 2,44 0,05 0,23 1,45 0, ,1 0,17 3,18 0,1 0,38 3,20 0,15 0,52 4,44 0,05 0,26 1,19 0, ,6 0,20 3,36 0,1 0,48 3,29 0,15 0,94 7,91 0,05 0,19 1,13 0, ,9 0,48 1,85 0,1 0,49 3,81 0,15 1,53 3,14 0,05 0,29 1,11 0, ,2 0,32 2,59 0,1 0,49 6,76 0,15 1,35 12,70 0,05 0,16 1,86 0, ,4 0,25 2,54 0,1 0,34 7,86 0,15 1,20 7,01 159
177 V=524,5 m/dak CBN 300 V=451,3 m/dak CBN 300 Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 Yüzey Pürüzlülüğü (Ra)) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) İlerleme (mm/diş) V=348,3 m/dak CBN 300 V=278,1 m/dak CBN 300 Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) İlerleme (mm/diş) V=231,6 m/dak CBN 300 V=198,9 m/dak CBN 300 Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) İlerleme (mm/diş) V=173,2 m/dak CBN 300 V=154,4 m/dak CBN 300 Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) İlerleme (mm/diş) Şekil CBN 300 yüzey pürüzlülüğü değerlerinin ilerleme hızı değerlerine göre değişimleri 160
178 Şekil 4.32 de CBN 300 kesici uçlar kullanılarak yapılan deneylerden elde edilen yüzey pürüzlülük değerleri ile oluşturulmuş grafikler görülmektedir. Bu grafiklerin oluşturulmasında aynı kesme hızı kullanılarak farklı ilerleme hızlarında elde edilen yüzey pürüzlülük değerleri kullanılmıştır. CBN 300 kesici uçlar kullanılarak yapılan deneylerde aynı kesme hızında ilerleme hızı arttıkça yüzey pürüzlülük değeri de artış göstermiştir. Bu olay tüm kesme hızlarında hemen hemen aynı eğimde artış göstererek oluşmuştur. Yüzey pürüzlülük değeri aralığı 0,17-1,55 µm aralığında kesme hızı ve ilerleme hızı miktarlarına göre değişim göstermiştir. CBN 300 uçlar kullanılarak yapılan deneylerde en büyük yüzey pürüzlülüğü (Ra) değeri 198,9 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızı kesme parametreleri kullanılarak yapılan deneylerde 1,53 µm olarak bulunmuştur. Bu kesme parametrelerinde elde edilen aşınma derinliği miktarı 545,39 µm ve ortalama kesme kuvveti değeri 1153,56 N dir. En küçük Ra değeri ise 154,4 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızı değerleri ile yapılan deneylerde 0,16 µm olarak elde edilmiştir. Bu değerlerde elde edilen aşınma derinliği miktarı 638,38 µm ve ortalama kesme kuvveti değeri 872,80 N dir. Şekil 4.33 de CBN 300 kesici uçlarla sabit ilerleme hızlarında kesme hızı artışına göre yüzey pürüzlülük değerlerinin değişimlerini görülmektedir. 0,05 mm/diş sabit ilerleme hızında kesme hızı arttıkça yüzey pürüzlülük değerlerinde, az miktar artış görülürken 0,075 mm/diş ve 0,1 mm/diş ilerleme hızlarında az miktar azalma görülmüştür. 0,15 mm/diş sabit ilerleme hızında ise belli bir kesme hızına kadar yüzey pürüzlülük değeri azalmış ve bu kesme hızından sonra tekrar artmaya başlamıştır. Burada elde edilen eğim çizgisi aynı ilerleme hızında çizilen aşınma miktarı-kesme hızı çizgisine çok benzerdir. Ateş vd. (2006), yaptıkları çalışmada kesme hızının yüzey pürüzlülüğünü fazla etkilemediğini görmüşlerdir. Kesme hızı arttıkça, yüzey pürüzlülüğünde biraz iyileşme olduğunu belirtmişlerdir. 161
179 fz = 0,05 mm/diş CBN 300 fz = 0,075 mm/diş CBN 300 Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0, Kesme Hızı (m/dak) Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0, Kesme Hızı (m/dak) fz = 0,1 mm/diş CBN 300 fz = 0,15 mm/diş CBN 300 Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0, Yüzey Pürüzlülüğü (Ra) 2,00 1,75 1,50 1,25 1,00 0,75 0,50 0,25 0, Kesme Hızı (m/dak) Kesme Hızı (m/dak) Şekil CBN 300 yüzey pürüzlülüğü değerlerinin kesme hızı değerlerine göre değişimleri Sert malzemelerin CBN takımlarla işlenmesinde, taşlamaya göre 10 kat daha fazla talaş kaldırılabileceği ve yüzey kalitesi bakımından taşlama ile aynı yüzey kalitesi elde edilebileceği literatürden elde edilen bilgiler içerisinde yer almaktadır (ASM Handbook). Bu çalışmada kaplamasız CBN uçlarla literatürde belirtildiği gibi taşlama kalitesinde yüzey pürüzlülük değerleri elde edilmiştir. Aynı iş parçası malzemesi kullanılarak (50 HRC) yapılan bir başka çalışmada da elde edilen yüzey pürüzlülük değerleri bu çalışmadaki değerlerle benzerlik göstermektedir (Ekinovic, 2005). Şekil 4.34 de CBN 300 P kesici uçlarla yapılan deneylerden elde edilen yüzey pürüzlülüğü-ilerleme hızı grafikleri görülmektedir. 162
180 V=524,5 m/dak CBN 300 P V=451,3 m/dak CBN 300 P Yüzey Pürüzlülüğü (Ra) 14,00 12,00 10,00 8,00 6,00 4,00 2,00 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 Yüzey Pürüzlülüğü (Ra) 14,00 12,00 10,00 8,00 6,00 4,00 2,00 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) İlerleme (mm/diş) V=348,3 m/dak CBN 300 P V=278,1 m/dak CBN 300 P Yüzey Pürüzlülüğü (Ra) 14,00 12,00 10,00 8,00 6,00 4,00 2,00 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 Yüzey Pürüzlülüğü (Ra) 14,00 12,00 10,00 8,00 6,00 4,00 2,00 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) İlerleme (mm/diş) V=231,6 m/dak CBN 300 P V=198,9 m/dak CBN 300 P Yüzey Pürüzlülüğü (Ra) 14,00 12,00 10,00 8,00 6,00 4,00 2,00 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 Yüzey Pürüzlülüğü (Ra) 14,00 12,00 10,00 8,00 6,00 4,00 2,00 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) İlerleme (mm/diş) V=173,2 m/dak CBN 300 P V=154,4 m/dak CBN 300 P Yüzey Pürüzlülüğü (Ra) 14,00 12,00 10,00 8,00 6,00 4,00 2,00 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 Yüzey Pürüzlülüğü (Ra) 14,00 12,00 10,00 8,00 6,00 4,00 2,00 0,00 0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) İlerleme (mm/diş) Şekil CBN 300 P yüzey pürüzlülüğü değerlerinin ilerleme hızı değerlerine göre değişimleri CBN 300 P uçlar ile yapılan deneylerden elde edilen grafikler incelendiğinde, CBN 300 kesici uçlar için yapılan yorumun benzerini yapmak mümkün değildir. CBN 300 P uçlarda bazı kesme hızlarında ilerleme arttıkça yüzey pürüzlülüğünde artış 163
181 görülürken bazılarında ise belli bir ilerleme hızı değerine kadar artış ve bu değerden sonra düşüş veya tam tersi belli bir değere kadar azalış bu değerden sonra artış gösteren grafikler elde edilmiştir. Ayrıca CBN 300 kesici uçlar kullanılarak yapılan deneylerde elde edilen pürüzlülük değerleri 0,17-1,55 µm aralığında iken CBN 300 P kesici uçlar kullanılarak yapılan deneylerde ise elde edilen pürüzlülük değerleri 1,11-12,7 µm aralığında olmuştur. CBN 300 P uçlar kullanılarak yapılan deneylerde en büyük yüzey pürüzlülüğü (Ra) değeri 173,2 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızı kesme parametreleri kullanılarak yapılan deneylerde 12,70 µm olarak bulunmuştur. Bu kesme parametrelerinde elde edilen aşınma derinliği miktarı 885,34 µm ve ortalama kesme kuvveti değeri 1047,37 N dir. En küçük Ra değeri ise 173,2 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızı değerleri ile yapılan deneylerde 1,11 µm olarak elde edilmiştir. Bu değerlerde elde edilen aşınma derinliği miktarı 541,86 µm ve ortalama kesme kuvveti değeri 811,76 N dir. Yüzey pürüzlülük değerlerinin en küçüğü, düşük kesme hızlarında ve ilerleme hızının en az olduğu değerlerde görülmüştür. En büyük Ra değeri de yine düşük kesme hızlarında ve ilerlemenin en fazla olduğu değerlerde elde edilmiştir. Ancak Ra nın en küçük ve en büyük değerinin elde edildiği bu küçük kesme hızlarında aşınma derinliği miktarı oldukça yüksektir. Dolayısıyla bu kesme hızlarında çalışmak uygun değildir. 278,1 m/dak kesme hızının altındaki değerlerde deney yapmak aşınma değerleri bakımından bu uçlar için uygun olmadığı görülmektedir. Burada sözü edilen kesme hızının altında yapılan deneyler göz ardı edilerek tekrar pürüzlülük değerlerinin belirlenmesi ve bu yapılan işleme göre optimum kesme parametrelerinin bulunması gerekmektedir. Buna göre 524,5 278,1 m/dak kesme hızı aralığında Ra lar karşılaştırıldığında ise en büyük Ra değeri 524,5 m/dak kesme hızı ve 0,15 mm/diş ilerleme ile yapılan deneyden 1,28 µm olarak elde edilmiştir. En küçük Ra değeri 278,1 m/dak kesme hızı ve 0,075 mm/diş ilerleme ile yapılan deneyden 0,17 µm olarak bulunmuştur. Bu değerlerin ortalaması alındığında ise Ra değeri 0,40 µm ye tekabül etmektedir. Bu da 524,5 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızı ile yapılan deneyde görülmüştür. Bu kesme hızı ve ilerleme ile 164
182 yapılan deney aynı zamanda aşınmanın en az olduğu kesme parametreleridir. Aşınmanın en fazla olduğu kesme hızı ve ilerlemedeki Ra değeri 1,20 µm olarak belirlenmiştir. Kaplamalı CBN takımlarla yapılan deneylerden elde edilen yüzey pürüzlülük değerleri, kaplamasız CBN takımlarla elde edilen yüzey pürüzlülük değerlerine göre yaklaşık 10 kat farklı olduğu belirlenmiştir. Bu olay, takım malzemesinin yüzey pürüzlülüğünde önemli bir etkiye sahip olduğunu göstermektedir. Literatürde yapılan metal bağlayıcılı CBN ve seramik bağlayıcılı CBN takımlarla yapılan deneylerde, bulunan yüzey pürüzlülük değerleri, farklı sonuçlar vermiştir. Metal bağlayıcılı CBN takımın seramik bağlayıcılı CBN takıma göre daha uygun olduğu belirtilmiştir (Ateş vd, 2006). Bu çalışmadada litaretür çalışmalarına paralel olarak, yüzey pürüzlülüğü açısından kaplamasız CBN uçların, kaplamalı CBN uçlara göre daha iyi sonuç verdiği tespit edilmiştir. Kısaca, CBN kesici uç türleri doğrudan yüzey prürüzlülüğüne etki ettiği söylenebilir. Buna gerekçe olarakta, CBN uçlerın aşınma ve kırılma değerlerinin farklı olmaları gösterilebilir. Ayrıca literatürde CBN takımlarla sert işlemede düşük kesme hızlarında kesici takımdaki sert partiküllerin, yüksek kesme kuvvetlerinden, düşük kesme sıcaklığından ve yoğun abrasiv takım aşınmasından dolayı kalktığı belirtilmektedir (Lin vd, 2008). Bu çalışmada, kaplamalı CBN uçlarla yapılan deneylerde, kesintili kesmeden dolayı, kaplama tabakasının kalktığı ve bu olayın da yüzey pürüzlülük değerlerini olumsuz yönde etkilediği kanatine varılmıştır Evrimsel Programlama ile Modelleme Genetik algoritma ve genetik programlama algoritmalarının bir bileşkesi olarak geniş bir fonksiyon taramasına sahip evrimsel programlama algoritması ile aşınma derinliği ve yüzey pürüzlülüğü değerlerinin tahmini için modelleme yapılmıştır. Modellemede CBN 300 ve CBN 300 P kesici uçlarla yapılan deney verileri kullanılmıştır. Daha önceden de belirtildiği üzere her iki uç çeşidiyle de toplam 32 adet farklı kesme parametrelerinde çalışmalar gerçekleştirilmiştir. Bu deney sayısının 165
183 % 75 ini kapsayan 24 adet deney parametresi modellemenin eğitim kısmında, kalan % 25 lik kısım ise modellemenin test kısımlarında kullanılmıştır. Her iki kesici uç tipi için ikişer adet ayrı modelleme yapılmıştır. Birinci modellemede eksenel kesme derinliği değeri sabit olduğu için, kesme hızı ve tabla ilerleme hızı girdi parametresi, aşınma derinliği çıktı parametresi olarak ikinci modellemede ise yine kesme hızı ve tabla ilerleme hızı girdi parametresi, yüzey pürüzlülüğü çıktı parametresi olarak kullanılmıştır. Bu parametreler ve evrimsel programlamada yer alan kromozon sayıları, gen sayıları, baş sayısı, seçim aralığı, uygunluk ve max. uygunluk her bir modelde değiştirilerek bir çok evrimsel model kurularak denemeler gerçekleştirilmiştir. Eğitim ve test verileri kendi arasında sürekli değiştirilerek eğitilmişlerdir. Denemeler neticesinde modellemeye en uygun olarak eğitim ve test için kesme parametreleri belirlenmiştir Yüzey Pürüzlülüğü Tahmini için Modellemeler ve Uygulaması Yüzey pürüzlülüğü tahmini için CBN 300 ve CBN 300 P uçlarla yapılan deneylerden birer adet modelleme yapılmıştır. CBN 300 kesici uçlar kullanılarak elde edilen deney verileri 50 kromozoma bölünerek 0,04 mutasyon işlemine tabi tutulmuş, iterasyon sonucunda R 2 = 0,936 lık doğruluk değerine ulaşılmıştır (Şekil 4.35). 166

184 Şekil CBN 300 yüzey pürüzlülük tahmini için kurulan evrimsel programlama modeli Modelde elde edilen başarı oranı eğitim ve test verileri değiştirilerek ve çeşitli fonksiyonlar denenerek en uygun modelden elde edilen orandır. %93,6 lık doğruluk payı elde edilen modelin C++ kodu aşağıda verilmiştir. double APSCfunction(double d[]) { double dbltemp = 0; dbltemp += (tan(ceil(d[0]))/exp(exp(sqrt(exp(d[0]))))); dbltemp += (floor(d[1])/tan(1/(pow(pow(d[0],d[0]),(d[0]+d[0]))))); dbltemp += (d[1]/exp(sqrt(exp(((d[0]+d[1])-floor(d[0])))))); return dbltemp; } Bu kod kesme parametreleri değiştiğinde bile CBN 300 kesici uçlarla yapılan deneylerden elde edilecek yüzey pürüzlülüğü değerlerini % 93 oranında tahmin edebilmektedir. Deneysel çalışmaların sonucunda elde edilen yüzey pürüzlülük değerleri ile evrimsel programlama yönteminden türetilen pürüzlülük değerlerinin karşılaştırılması yapılmıştır (Şekil 4.36). 167
185 CBN 300 Ra 1,6 R 2 = 0,9046 Genetik Programlama Sonuçları 1,4 1,2 1 0,8 0,6 0,4 0, ,2 0,4 0,6 0,8 1 1,2 1,4 1,6 Deneysel Veriler Şekil CBN 300 kesici uçlar için deneysel veriler ile evrimsel programlama verilerinin karşılaştırılması Şekil 4.36 da görüldüğü üzere deneysel verilerle evrimsel programlama yönteminde hesaplanan veriler arasındaki ilişki en küçük kareler metoduna göre 0,905 olup kurulan modelin doğruluğunu göstermektedir. Yüzey pürüzlülük değerinin tahmini için program tarafından oluşturulan C++ kodunun matematiksel olarak ifadesi; tan( ceil( V )) floor( f z ) f z Ra = + + exp(exp( exp( V ))) 1 tan( ) exp( exp(( V + f z ) V 2* V ( V ) şeklindedir. Burada, Ra = CBN 300 kesici uçlar için Ra yüzey pürüzlülüğü V = Kesme Hızı (m/dak) f z = İlerleme Hızı (mm/diş) değerlerini ifade etmektedir. floor( V ))) Yukarıdaki eşitlik kullanılarak CBN 300 kesici uçlar için yüzey pürüzlülük değerleri hesaplanmış ve deneysel olarak elde edilen değerlerle karşılaştırılması yapılmıştır (Şekil 4.37). 168
186 V= 524,5 m/dak CBN 300 V= 451,3 m/dak CBN 300 Deney Model Deney Model Yüzey Pürüzlülüğü (Ra) 2 1,5 1 0, ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) Yüzey Pürüzlülüğü (Ra) 2 1,5 1 0, ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) V= 348,3 m/dak CBN 300 V= 278,1m/dak CBN 300 Deney Model Deney Model Yüzey Pürüzlülüğü (Ra) 2 1,5 1 0, ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) Yüzey Pürüzlülüğü (Ra) 2 1,5 1 0, ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) V= 231,6m/dak CBN 300 V= 198,9 m/dak CBN 300 Deney Model Deney Model Yüzey Pürüzlülüğü (Ra) 2 1,5 1 0, ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) Yüzey Pürüzlülüğü (Ra) 2 1,5 1 0, ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) V= 173,2 m/dak CBN 300 V= 154,4 m/dak CBN 300 Deney Model Deney Model Yüzey Pürüzlülüğü (Ra) 1,5 1 0, ,025 0,05 0,075 0,1 0,125 0,15 0,175 Yüzey Pürüzlülüğü (Ra) 1,5 1 0, ,025 0,05 0,075 0,1 0,125 0,15 0,175 İlerleme (mm/diş) İlerleme (mm/diş) Şekil CBN 300 yüzey pürüzlülük-ilerleme hızı deneysel ve modelleme grafiklerinin karşılaştırılması CBN 300 P uçlar kullanılarak yapılan deneylerden elde edilen yüzey pürüzlülük deney verileri 50 kromozoma bölünerek 0,04 mutasyon işlemine tabi tutulmuş, 169

187 iterasyon sonucunda R 2 = 0,544 lük doğruluk değerine ulaşılmıştır (Şekil 4.38). Şekil CBN 300P yüzey pürüzlülük tahmini için kurulan evrimsel programlama modeli Söz konusu uçlar için değişik EP parametreleri kullanılarak oluşturulan modellerin hiç birinde karesel hatanın % 70 in üzerine çıkamadığından dolayı modeller başarısız olarak görülmüştür. Bu yüzden, matemetiksel ifade türetilmemiştir Aşınma Derinliği Tahmini için Modellemeler ve Uygulaması Aşınma derinliği tahmini için CBN 300 ve CBN 300 P uçlarla yapılan deneylerden birer adet modelleme yapılmıştır. CBN 300 kesici uçlar kullanılarak elde edilen aşınma deney verileri 50 kromozoma bölünerek 0,04 mutasyon işlemine tabi tutulmuş, iterasyon sonucunda R 2 = 0,632 lik doğruluk değerine ulaşılmıştır (Şekil 4.39). 170

188 Şekil CBN 300 aşınma derinliği tahmini için kurulan evrimsel programlama modeli Modelde elde edilen başarı oranı eğitim ve test verileri değiştirilerek ve çeşitli fonksiyonlar denenerek en uygun modelden elde edilen orandır. %63,2 lik doğruluk payı elde edilen modelin C++ kodu aşağıda verilmiştir. double APSCfunction(double d[]) { double dbltemp = 0; dbltemp += ((pow(pow(d[1],d[0]),tan(d[0]))*tan(d[0]))/exp(exp(d[1]))); dbltemp += (log10(exp(cos(d[0])))+((d[0]*d[0])-(d[0]+d[0]))); dbltemp += log10((floor((pow(d[0],d[0])*(d[1]*d[1])))+exp((d[0]+d[0])))); return dbltemp; } 171
189 Deneysel çalışmaların sonucunda elde edilen aşınma derinliği değerleri ile evrimsel programlama yönteminden türetilen aşınma derinliği değerlerinin karşılaştırılması yapılmıştır (Şekil 4.40). CBN 300 Aşınma derinliği Genetik Programlama Sonuçları R 2 = 0, Deneysel Veriler Şekil CBN 300 kesici uçlar için, deneysel aşınma derinliği verileri ile evrimsel programlama aşınma derinliği verilerinin karşılaştırılması Şekil 4.40 da görüldüğü üzere deneysel verilerle evrimsel programlama yönteminde hesaplanan veriler arasındaki ilişki en küçük kareler metoduna göre 0,755 olup kurulan modelin doğruluğunu göstermektedir. Yüzey pürüzlülük değerinin tahmini için program tarafından oluşturulan C++ kodunun matematiksel olarak ifadesi; tan( V ) ( f z ) * tan( V ) AD = + log exp(exp( f )) log 10 V ( floor( V V z * 2 * f z 10 ) + exp(2 * V )) exp(cos( V )) + V 2 2 * V + şeklindedir. 172
190 Burada, AD = CBN 300 kesici uçlar için aşınma derinliği V = Kesme Hızı (m/dak) f z = İlerleme Hızı (mm/diş) değerlerini ifade etmektedir. Yukarıdaki eşitlik kullanılarak CBN 300 kesici uçlar için aşınma derinliği değerleri hesaplanmış ve deneysel olarak elde edilen değerlerle karşılaştırılması yapılmıştır (Şekil 4.41). fz = 0,05 (CBN 300) fz = 0,075 (CBN 300) Deney Model Deney Model Aşınma Miktarı (mikron) ,0 75,0 150,0 225,0 300,0 375,0 450,0 525,0 Aşınma Miktarı (mikron) ,0 75,0 150,0 225,0 300,0 375,0 450,0 525,0 Kesme Hızı (m/dak) Kesme Hızı (m/dak) fz = 0,1 (CBN 300) fz = 0,15 (CBN 300) Deney Model Deney Model Aşınma Miktarı (mikron) ,0 75,0 150,0 225,0 300,0 375,0 450,0 525,0 Aşınma Miktarı (mikron) ,0 75,0 150,0 225,0 300,0 375,0 450,0 525,0 Kesme Hızı (m/dak) Kesme Hızı (m/dak) Şekil CBN 300 aşınma derinliği-kesme hızı deneysel ve modelleme grafiklerinin karşılaştırılması CBN 300 P kesici uçlar kullanılarak elde edilen aşınma deney verileri 50 kromozoma bölünerek 0,04 mutasyon işlemine tabi tutulmuş, iterasyon sonucunda R 2 = 0,791 lik doğruluk değerine ulaşılmıştır (Şekil 4.42). 173

191 Şekil CBN 300 P aşınma derinliği tahmini için kurulan evrimsel programlama modeli Modelde elde edilen başarı oranı eğitim ve test verileri değiştirilerek ve çeşitli fonksiyonlar denenerek en uygun modelden elde edilen orandır. %79,1 lik doğruluk payı elde edilen modelin C++ kodu aşağıda verilmiştir. double APSCfunction(double d[]) { double dbltemp = 0; dbltemp += pow(sin(floor((cos(d[0])+d[1]))),exp(exp(exp(d[0])))); dbltemp += (sin(((d[1]*d[1])+cos(d[0])))-cos(sqrt(cos(d[1])))); dbltemp += (sin(sin((d[1]*d[1])))/exp((d[1]+sqrt(d[0])))); return dbltemp; } 174
192 Deneysel çalışmaların sonucunda elde edilen aşınma derinliği değerleri ile evrimsel programlama yönteminden türetilen aşınma derinliği değerlerinin karşılaştırılması yapılmıştır (Şekil 4.43). CBN 300 P Aşınma derinliği Genetik Programlama Sonuçları R 2 = 0, Deneysel Veriler Şekil CBN 300 P kesici uçlar için deneysel veriler ile evrimsel programlama aşınma derinliği verilerinin karşılaştırılması Şekil 4.43 de görüldüğü üzere deneysel verilerle evrimsel programlama yönteminde hesaplanan veriler arasındaki ilişki en küçük kareler metoduna göre 0,712 olup kurulan modelin doğruluğunu göstermektedir. Yüzey pürüzlülük değerinin tahmini için program tarafından oluşturulan C++ kodunun matematiksel olarak ifadesi; ADP = sin( floor(cos( V + sin( f exp( f z 2 z ) + V ) f z ))) exp(exp(exp( V ))) + sin( f 2 z + cos( V )) cos( cos( f z )) + şeklindedir. 175
193 Burada, ADP = CBN 300 P kesici uçlar için aşınma derinliği V = Kesme Hızı (m/dak) f z = İlerleme Hızı (mm/diş) değerlerini ifade etmektedir. Yukarıdaki eşitlik kullanılarak CBN 300 P kesici uçlar için aşınma derinliği değerleri hesaplanmış ve deneysel olarak elde edilen değerlerle karşılaştırılması yapılmıştır (Şekil 4.44). Aşınma Miktarı (mikron) fz = 0,05 (CBN 300P) Deney Model Kesme Hızı (m/dak) Aşınma Miktarı (mikron) fz = 0,075 (CBN 300P) Deney Model Kesme Hızı (m/dak) fz = 0,1 (CBN 300P) fz = 0,15 (CBN 300P) Deney Model Deney Model Aşınma Miktarı (mikron) Kesme Hızı (m/dak) Aşınma Miktarı (mikron) Kesme Hızı (m/dak) Şekil CBN 300 aşınma derinliği-kesme hızı deneysel ve modelleme grafiklerinin karşılaştırılması 176
194 5. SONUÇLAR Sertliği 61 HRC olan malzemelerin, CNC dikey işleme merkezi kullanılarak yüzey frezeleme işleminin gerçekleştirildiği bu çalışmada en uygun deney parametrelerinin belirlenmesi, kesici uçlarda meydana gelen aşınmaların izlenmesi, kesme işlemi esnasında oluşan kesme kuvveti bileşenlerinin değerlerinin ölçülmesi, yüzey pürüzlülük değerlerinin belirlenmesi ve evrimsel programlama ile model oluşturularak kesici uçlarda oluşabilecek aşınma değerleri ve iş parçası yüzeyinde oluşabilecek pürüzlülük değerlerinin tahmini için program kodu geliştirilmiştir. Çalışma sonunda elde edilen önemli sonuçlar aşağıda özetlenmiştir. Deney parametrelerinin seçimi işleminde, kesici ucun kararlılık eğrilerinin belirlenmesi gerektiği, belirlenen kararlılık eğrilerine göre, eksenel kesme derinliği ve iş mili devirlerinin seçilebileceği, aksi takdirde tırlama olayı ile karşılaşılabileceği ayrıca her kesici için ayrı çekiç deneyinin yapılması gerektiği, takım tutucunun ölçüleri değiştirildiğinde kararlılığın da değişim gösterdiği sonucuna varılmıştır. Kesici uçlarda meydana gelen aşınmalar TEM ile incelendiğinde, aşınma türü olarak uçların çoğunda yanak aşınmasından ziyade çentik aşınması (bölgesel çentik aşınması) oluştuğu tespit edilmiştir. Genel olarak kaplamasız CBN (CBN 300) ve kaplamalı CBN (CBN 300 P) uçlar için aşınma miktarlarına bakıldığında aynı ilerleme hızlarında kesme hızı arttırıldıkça belli bir kesme hızına kadar aşınma miktarlarında azalma ve bu kesme hızından sonra artış gözlenmiştir. Çentik aşınma sınıflandırmasına göre, CBN 300 uçların 2 deney parametresinde kırılma, 30 deney parametresinde makro çentiklenme görülmüştür. Makro çentiklenmeler kendi arasında takım bozulma derecesine göre sınıflandırıldığında ise 1 adet deney parametresinde küçük, 13 adet deney parametresinde normal, 16 adet deney parametresinde büyük düzeyde makro çentik aşınması oluşmuştur. CBN 300 P uçlarda ise 9 deney parametresinde kırılma kalan 23 tanesinde makro çentiklenme 177
195 oluşmuştur. Makro çentiklenmeler kendi arasında takım bozulma derecesine göre sınıflandırıldığında ise 2 adet deney parametresinde küçük, 10 adet deney parametresinde normal, 11 adet deney parametresinde büyük makro çentik aşınması oluşmuştur. Özet olarak CBN 300 ile yapılan deneylerde yaklaşık olarak % 6,25 oranında kırılma meydana gelirken CBN 300 P ile yapılan deneylerde bu oran yaklaşık olarak % 28,13 olmuştur. CBN 300 ve CBN 300 P kesici uçlarla yapılan deneylerde aritmetik ortalaması alınmış değerlere göre en az ortalama aşınma derinliği değeri 524,5 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızı kullanılarak yapılan deneylerden elde edilmiştir. CBN 300 uçlarda en fazla aşınma derinliği değeri 154,4 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında bulunmuştur. CBN 300 P uçlarda ise en fazla aşınma derinliği değeri 173,2 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında gözlenmiştir. CBN 300 kesici uçlar ile yapılan deneylerde en fazla aşınma derinliği 0,15 mm/diş ilerleme ve 154,4 m/dak kesme hızında 1361,97 µm olarak elde edilirken en az aşınma derinliği 0,05 mm/diş ilerleme ve 524,5 m/dak kesme hızında 235,15 µm olarak elde edilmiştir. CBN300 P kesici uçlar ile yapılan deneylerde en fazla aşınma derinliği 0,10 mm/diş ilerleme ve 154,4 m/dak kesme hızında 1311,48 µm olarak elde edilirken en az aşınma derinliği 0,05 mm/diş ilerleme ve 524,5 m/dak kesme hızında 187,93 µm olarak elde edilmiştir. En büyük ve en küçük aşınma derinliği değerleri, her iki uç cinsinde de birbirine yakın değerlerde ve kesme hızlarında oluşmuştur. En küçük aşınma derinliği CBN 300 P ile yapılan deneyde elde edilmiştir. Ortalama 300 m/dak kesme hızının altındaki ve 550 m/dak kesme hızının üzerindeki değerlerde yapılan çalışmalarda aşınma miktarı oldukça fazladır. CBN 300 ve CBN 300 P kesici uçlar için, tüm çalışmada kullanılan ilerleme hızlarının tamamı göz önünde bulundurularak 178
196 aşınmanın en az olacağı ortalama kesme hızı yaklaşık olarak 450 m/dak olduğunu söylemek mümkündür. CBN 300 ve CBN 300 P uçlar için kesme kuvveti sinyallerinden elde edilen grafikler incelendiğinde genel olarak aynı kesme hızlarında ilerleme değeri arttıkça kesme kuvveti değerlerinde de artış olduğu belirlenmiştir. Yüzey pürüzlülük değerleri karşılaştırıldığında, CBN 300 uçlar kullanılarak yapılan deneylerde kesme hızı arttıkça yüzey pürüzlülük değerinde artış tespit edilmiştir. En büyük yüzey pürüzlülüğü (Ra) değeri 198,9 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızı kesme parametreleri kullanılarak yapılan deneylerde 1,53 µm olarak bulunmuştur. Bu kesme parametrelerinde elde edilen aşınma derinliği miktarı 545,39 µm ve ortalama kesme kuvveti değeri 1153,56 N dir. En küçük Ra değeri ise 154,4 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızı değerleri ile yapılan deneylerde 0,16 µm olarak elde edilmiştir. Bu değerlerde elde edilen aşınma derinliği miktarı 638,38 µm ve ortalama kesme kuvveti değeri 872,80 N dir. Aşınmanın en az olduğu 524,5 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızı ile yapılan deneyden elde edilen Ra değeri 1,20 µm olarak tespit edilmiştir. CBN 300 P uçlarda bazı kesme hızlarında ilerleme arttıkça yüzey pürüzlülüğünde artış görülürken bazılarında ise belli bir ilerleme hızı değerine kadar artış ve bu değerden sonra düşüş veya tam tersi belli bir değere kadar azalış bu değerden sonra artış gösteren grafikler elde edilmiştir. Ayrıca CBN 300 kesici uçlar kullanılarak yapılan deneylerde elde edilen pürüzlülük değerleri 0,17-1,55 µm aralığında iken CBN 300 P kesici uçlar kullanılarak yapılan deneylerde ise elde edilen pürüzlülük değerleri 1,11-12,7 µm aralığında olmuştur. CBN 300 P kesici uçlar kullanılarak yapılan deneylerde 5 adet 12,5 μm -6,3 μm (kaba frezeleme) aralığında, 12 adet 6,3 μm -3,2 μm aralığında, 11 adet 3,2 μm 1,6 μm aralığında, 4 adet 1,6 μm 0,8 μm aralığında değerler elde edilmiştir. Kaba frezeleme hariç diğer değerler freze tezgahında elde edilebilecek orta derecede pürüzlülük değerleri olarak görülmüştür. CBN 300 kesici uçlar kullanılarak elde edilen deneylerde 5 adet 1,6 μm 0,8 μm aralığında, 8 adet 0,8 μm 0,4 μm aralığında, 16 adet 0,4 μm 0,2 μm aralığında ve 179
197 3 adet 0,2 μm 0,1 μm aralığında değerlere rastlanılmıştır. 1,6 μm 0,8 μm aralığında olan değerler hariç diğer pürüzlülük değerleri yüzey taşlama ile ulaşılabilen ince derece pürüzlülük değeri olarak belirlenmiştir. Bu çalışmada, kaplamalı CBN uçlarla yapılan deneylerde, kesintili kesmeden dolayı, kaplama tabakasının kalktığı ve bu olayın da yüzey pürüzlülük değerlerini olumsuz yönde etkilediği kanatine varılmıştır. CBN 300 P uçlar kullanılarak yapılan deneylerde en büyük yüzey pürüzlülük değeri 173,2 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızı kesme parametreleri kullanılarak yapılan deneylerde 12,70 µm olarak bulunmuştur. Bu kesme parametrelerinde elde edilen aşınma derinliği miktarı 885,34 µm ve ortalama kesme kuvveti değeri 1047,37 N dir. En küçük Ra değeri ise 173,2 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızı değerleri ile yapılan deneylerde 1,11 µm olarak elde edilmiştir. Bu değerlerde elde edilen aşınma derinliği miktarı 541,86 µm ve ortalama kesme kuvveti değeri 811,76 N dir. EP parametreleri kullanılarak türetilen matematiksel ifadelerden elde edilen yüzey pürüzlülüğü ve aşınma derinliği değerleri ile deneylerden elde edilen yüzey pürüzlülüğü ve aşınma derinliği değerleri mukayese edildiğinde, CBN 300 kesici uçlar için, sırasıyla % 90 ve % 75 oranında doğru tahmin elde edilirken, bu katsayı CBN 300 P uçlar için aşınma derinliği tahmininde % 71 oranında bulunmuştur. CBN 300 P uçlarda, yüzey pürüzlülüğü tahmini için kurulan modellerde başarı oranı % 70 in altında olduğundan, yüzey pürüzlülüğü tahmini yapabilen matematiksel ifade türetilmemiştir. Öneriler: Sert malzemelerin frezelenmesinde meydana gelen takım aşınmalarının incelendiği bu çalışma konusuyla ilgili olarak bundan sonraki yapılacak çalışmalara ışık tutması bakımından aşağıdaki öneriler dikkate alınabilir: 180
198 - Deneylerde kullanılan kesici uçlar kaba frezelemeye uygun uçlardır. Kesme derinliği için müsaade edilen katalog değer aralığı 0,5-3 mm arasındadır. Ancak yapılan deneylerde takım-tezgah dinamiğinden dolayı kesme derinliği değeri olarak 0,6 mm nin üzerinde kesme işlemi gerçekleştirilememiştir. Kararlılığı daha iyi olan, daha rijit bir tezgah ve takım tutma sistemi kullanılarak daha büyük kesme derinliği değerlerinde deneyler yapılabilir. - CBN 300 P kesici uçlarla yapılan deneylerde elde edilen yüzey pürüzlülük değerleri CBN 300 uçlarla yapılan yüzey pürüzlülük değerlerine göre bazı deney parametrelerinde, yaklaşık 10 kat daha kaba çıkmıştır. Dolayısıyla CBN 300 P kesici uçlar CBN 300 kesici uçlara istenilen düzeyde alternatif uç olamamışlardır. Daha farklı kesici uçlar kullanarak deneyler yapılabilir. - Takım tutucudaki uç sayısı azaltılarak veya bir adet e düşürülerek, deney tekrarı yapılabilir. - Bu çalışmada kesme anında oluşan sıcaklık değeri ölçülememiştir. Daha başka çalışmalarda kesme anında oluşan sıcaklık değerleri ölçümü yapılabilir. Ayrıca aşınma miktarı-kesme hızı grafiklerinde belli bir kesme hızına kadar aşınma miktarında azalma ve bu kesme hızından sonra artış gözlenmiştir. Aşınmanın en az olduğu kesme hızı ile yapılan çalışmada oluşan sıcaklık muhtemelen takım için en uygun sıcaklıktır. İleriki çalışmalarda bu sıcaklık belirlenerek iş parçası malzemesi yüzeysel olarak sözü edilen sıcaklığa lazer veya indüksiyonla ulaştırılmak suretiyle kesme deneyleri yapılabilir. Böylece daha yüksek kesme derinliği ve kesme hızı değerlerinde de çalışılmış olacağı tahmin edilmektedir. 181
199 KAYNAKLAR Akkurt, M., Talaş Kaldırma Yöntemleri ve Takım Tezgahları. Birsen Yayınevi ltd.şti., 348 s. İstanbul. Altıntaş, Y., Y., Manufacturing Automation. Cambridge University Pres, 275 s. Vancouver. Aslan, E., Camuşcu, N., Sertleştirilmiş AISI D3 Takım Çeliğinin CBN Parmak Freze ile Yüksek Hızda İşlenmesi. Gazi Üniversitesi Fen Bilimleri Dergisi, 18(3), ASM Handbook, Metals Handbook, Machining., Ninth Edition, Volume 16. Astakhov, V.P., The Assessment of Cutting Tool Wear. International Journal of Machine Tools & Manufacture, 44, Ateş, S., Er, A.O., Aslan, E., Camuşcu, N., Sertleştirilmiş P20 Kalıp Çeliğinin Kübik Bor Nitrür Takımlarla Yüksek Hızlarda Frezelenmesi. 12. Uluslar arası Makine Tasarım ve İmalat Kongresi Aykut, Ş., Bağcı, E., Kentli, A., Yazıcıoğlu, O., Experimental Observation of Tool Wear, Cutting Forces and Chip Morphology in FaceMilling of Cobalt based Super-Alloy with Physical Vapour Deposition Coated and Uncoated Tool. Materials and Design, 28, Benardos, P.G., Vosniakos, G.C., Prediction of Surface Roughness in CNC Face Milling using Neural Networks and Taguchi s Design of Experiments. Robotics and Computer Integrated Manufacturing, 18, Calatoru, V.D., Balazinski, M., Mayer, j.r.r., Paris, H., Esperance, G.L., Diffusion Wear Mechanism during High-Speed Machiningof 7475-T7351 Aluminum Alloy with Carbide End Mills (Baskıda). Chou, Y.K., Evans, C., Cubic Boron Nitride Tool Wear in Interrupted Hard Cutting. Wear, Choudhury, S.K., Rath, S., In-Process Tool Wear Estimation in Milling Using Cutting Force Model. Journal of Materials Processing Technology, Chung-Chen, T., Hong, H., Comparison of The Tool Life of Tungsten Carbides Coated by Multi-Layer TiCN and TiAlCN for End Mills using The Taguchi Method. Journal of Materials Processing Technology, 123, 1-4. Chungchoo, C., Saini, D., On-Line Tool Wear Estimation ın CNC Turning Operations Using Fuzzy Neural Network Model. International Journal of Machine Tools & Manufacture, 42,
200 Çakır, M.C., Modern Talaşlı İmalat Yöntemleri. Vipaş Yayın No: 34, Rota Offset Matbaacılık, 535 s. Bursa. Çaydaş, U., Wedm Yönteminde İşlem Parametrelerinin Mikro Yapı ve Yüzey Pürüzlülüğüne Etkisi, Fırat Üniversitesi, Fen Bilimleri Enstitüsü, Yüksek Lisans Tezi, Elazığ Çolak, O., Yüksek Hızda Talaşlı İmalatta Kullanılan Tezgahların Genel Özellikleri, Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü, Doktora Semineri, 62 s. Isparta. Çetin, O., Er, A.O., Sertleştirilmiş 16MnCr5 Çeliğin Yüksek Hızda PCBN Kesici Takımla İşlenmesinde Uç Performansının İncelenmesi. Teknoloji, 11(2), Davim, J.P., Machining Fundamentals and Recent Advances. Springer-Verlag London Limited, ISBN , 359. Diniz, A.E., Ferrer, J.A A Comparison Between Silicon Nitride-Based Seramic and Coated Carbide Tools in The Face Milling of Irregular Surfaces. Journal of Materials Processing Technology, 206, Dinler, S., Talaş Kaldırmada Takım Aşınması ve Takım Ömrü, Marmara Üniversitesi Fen Bilimleri Enstitüsü, Yüksek Lisans Tezi, 88 s. İstanbul. Ekinovic, S., Dolinsek, S., Begovic, E., Machinability of 90MnCrV8 Steel during High-Speed Machining. Journal of Materials Processing Technology, Ferreira, C., Mutation, Transposition, and Recombination. An Analysis of the Evolutionary Dynamics, 4th International Workshop On Frontiers In Evolutionary Algorithms, Pages , Research Triangle Park, North Carolina, USA. Ferreira C., Gene Expression Programming: A New Adaptive Algorithm for Solving Problems, Complex Syst 13 (2), Gaitonde, V.N., Karnik, S.R., Figueira, L., Davim, J.P., Machinability Investigations in Hard Turning of AISI D2 Cold Work Tool Steel with Conventional and Wiper Ceramic Inserts. Int. Journal of Refractory Metals & Hard Materials, 27, Gu, J., Barber, G., Tung, S., Gu, R., Tool Life and Wear Mechanism of Uncoated and Coated Milling Inserts. Wear,
201 Iqbal, A., He, N., Dar, N.U., Li, L., Comparison of Fuzzy Expert System Based Strategies of Offline and Online Estimation of Flank Wear in Hard Milling Process. Expert Systems with Applications, 33, Iqbal, A., ning, H., Khan, I., Liang, L., Dar, N.U., Modeling The Effects of Cutting Parametres in MQL-Employed Finish Hard-Milling Process Using D- Optimal Method. Journal of Materials Processing Technology, 199, ISO , Tool Life Testing in Milling, Part 1: Face Milling. International Standard. Jawaid, A., Sharif, S., Koksal, S., Evaluation of Wear Mechanisms of Coated Carbide Tools when Face Milling Titanium Alloy. Journal of Materials Processing Technology, 99, Kato, H., Shintani, K., Sumiya, H., Cutting Performance of a Binder-Less Sintered Cubic Boron Nitride Tool in The High-Speed Milling of Gray Cast Iron. Journal of Material Processing Technology, 127, Kayacan, M. C., Çelik, Ş. A., Salman, Ö., Tornalama İşlemlerinde Kesici Takım Aşınmasının Bulanık Mantık ile Modellenmesi. II. Makine Tasarım ve İmalat Teknolojileri Kongresi, Eylül, Ko, T.J., Cho, D.W., Estimation of Tool Wear Length in Finish Milling using a Fuzzy Inference Algorithm. Wear, 169, Kurt, A., Talaş Kaldırma Sırasında Oluşan Kesme Kuvvetleri ve Mekanik Gerilmelerin Deneysel Olarak İncelenmesi ve Matematiksel Modellerinin Oluşturulması, Gazi Üniversitesi, Fen Bilimleri Enstitüsü, Doktora Tezi, 266s. Ankara. Lazoğlu, İ., büyükhatipoğlu, K., Kratz,., Klocke, F., Forces and Temperatures in Hard Turning. Machining Science and Technology, Li, X.P., Zheng, H.Q., Wong, Y.S., Nee, A.Y.C., An Approach to Theoretical Modeling and Simülation of Face Milling Forces. Journal of Manufacturing Processes, 2, 4. Lin, H.M., Liao, Y.S., Wei, C.C., Wear Behavior in Turning High Hardness Alloy Steel by CBN Tool. Wear, 264, Liu, Z.Q., Ai, X., Zhang, H., Wang, Z.T., Wan, Y., Wear Pattern and Mechanisms of Cutting Tools in High-Speed Face Milling. Journal of Materials Processing Technology, 129, Liu, K., Li, X.P., Rahman, M., Liu, X.D., CBN Tool Wear in Ductile Cutting of Tungsten Carbide. Wear, 225,
202 Miyaguchi, T., Masuda, M., Takeoka, E., Iwabe, H., Effect of Tool Stiffness upon Tool Wear in High Spindle Speed Milling Using Small Ball End Mill. Journal of the International Societies for Precision Engineering and Nanotechnology, 25, Nordin, M., Sundström, R., Selinder, T. I., Hogmark, S., Wear and Failure Mechanisms of Multilayered PVD TiN/TaN Coated Tools when Milling Austenitic Stainless Steel. Surface and Coatings Technology, , Özcan, E., CNC Tezgahlarda Kullanılan Kesici Takımlarda Takım Aşınmasının Kesme Performansına Dinamik Etkileri, Marmara Üniversitesi Fen Bilimleri Enstitüsü, Doktora Tezi, 168 s. İstanbul. Özkan, S. S., CNC Tezgahlarında Kesme Şartları ve İşleme Kalitesi Arasındaki İlişkinin Analizi, Marmara Üniversitesi Fen Bilimleri Enstitüsü, Doktora Tezi, 228 s. İstanbul. Perez, R.G.V., Wear Mechanisms of WC Inserts in Face Milling of Gamma Titanium Aluminides. Wear, 259, Poulachon, G., Dessoly, M., Lebrun, J.L., Calvez, C.L., Prunet, V., Jawair, I.S., Sulphide Inclusion Effects on Tool-Wear in High Productivity Milling of Tool Steels. Wear, 253, Richetti, A., Machado, A. R., Da Silva, M. B., Ezugwu, E. O., Bonney, J., Influence of the Number of Inserts for Tool Life Evaluation in Face Milling of Steels. International Journal of Machine Tools & Manufacture, 44, Salman, Ö., 2005., Dalma Erozyon İşlemlerinde Yüzey Pürüzlülük Parametrelerinin Genetik Programlama İle Belirlenmesi, Süleyman Demirel Üniversitesi, Fen Bilimleri Enstitüsü, Yüksek Lisans Tezi, Isparta Sandvik, Talaşlı İmalat Teknik Kılavuzu., Sandvik Coromant El Kitabı. Sonbaty, I.A., Khashaba, U.A., Selmy, A.I., Ali, A.I., Prediction of Surface Roughness Profiles for Milled Surfaces using an Artificial Neural Network and Fractal Geometry Approach. Journal of Materials Processing Technology, 200, Silva, L.C., Clayton A., Machadoc, A.R., Silva, M.B., Junior, A.M., Application of Factorial Design for Studying The Burr Behaviour during Face Milling of Motor Engine Blocks. Journal of Materials Processing Technology,179, Stephenson, D.A., Agapiou, J.S., Metal Cutting Theory and Practice. CRC Taylor and Francis., USA 185
203 Şahin, Y., Talaş Kaldırma Prensipleri 1. Gazi Kitabevi., 398 s. Ankara Şahin, Y., Talaş Kaldırma Prensipleri 2. Nobel Yayın Dağıtım Ltd.Şti., 490 s. Ankara Şan, S., Mikro Alaşımlı Çeliklerin İşlenebilirliğinin Takım Ömrü ve Yüzey Pürüzlülüğü Açısından Değerlendirilmesi, Gazi Üniversitesi, Fen Bilimleri Enstitüsü, Yüksek Lisans Tezi, Ankara Şeker, U., TAL 408 Takım Tasarımı Ders Notları, Gazi Üniversitesi Teknik Eğitim Fakültesi, Ankara. Topbaş, M. A., Çelik ve Isıl İşlem El Kitabı. Ekim Ofset ve Mücellithanesi, 593 s. İstanbul. Wang, Z.G., Wong, Y.S., Rahman, M., High-Speed Milling of Titanium Alloys Using Binderless CBN Tools. International Journal of Machine Tools& Manufacture, 45, Wong, S. V., Hamouda, A. M. S., El Baredie, M. A., Generalized Fuzzy Model For Metal Cutting Data Selection. Journal of Materials Processing Technology, 89-90, Yallese, M.A., Chaoui, K., Zeghib, N., Boulanouar, L., Rigal, J.F., Hard Machining of Hardened Bearing Steel using Cubic Boron Nitride Tool. Journal of Materials Processing Technology, 209, Yılmaz, N., Seramik Kesici Takımlarda Aşınma ve Isınma Kaynaklı Hasarlar, Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü, Doktora Semineri, 39 s. Isparta. 186
204 EKLER 187







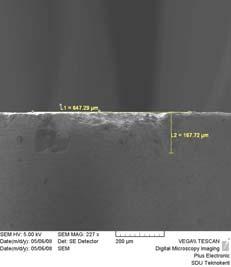
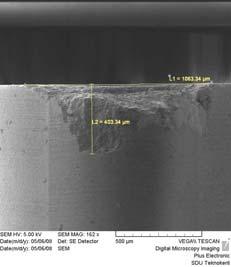
205 Ek 1. CBN 300 P kesici uçlarla 524,5 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 2. CBN 300 P kesici uçlarla524,5 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 188







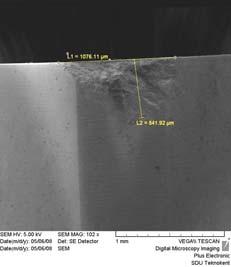
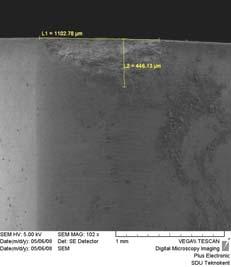
206 Ek 3. CBN 300 P kesici uçlarla 524,5 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 4. CBN 300 P kesici uçlarla 524,5 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 189





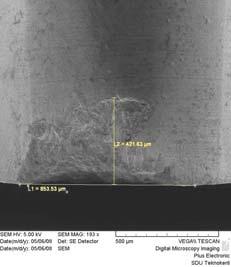

207 Ek 5. CBN 300 P kesici uçlarla 451,3 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 6. CBN 300 P kesici uçlarla 451,3 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 190




208 Ek 7. CBN 300 P kesici uçlarla 451,3 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 8. CBN 300 P kesici uçlarla 451,3 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 191




209 Ek 9. CBN 300 P kesici uçlarla 348,3 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 10. CBN 300 P kesici uçlarla 348,3 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 192





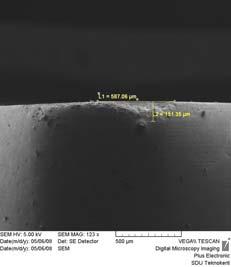
210 Ek 11. CBN 300 P kesici uçlarla 348,3 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 12. CBN 300 P kesici uçlarla 348,3 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 193








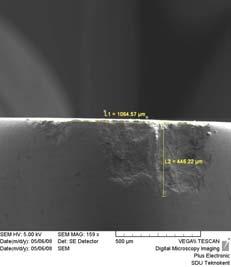
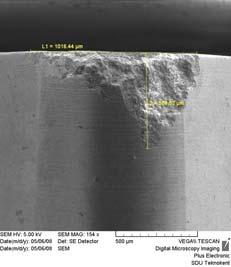
211 Ek 13. CBN 300 P kesici uçlarla 278,1 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 14. CBN 300 P kesici uçlarla 278,1 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 194





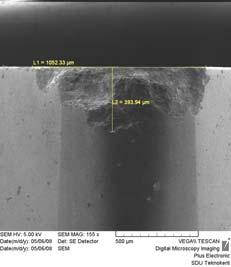
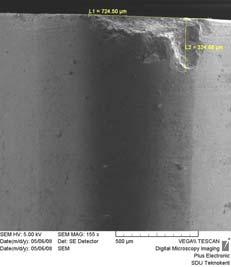
212 Ek 15. CBN 300 P kesici uçlarla 278,1 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 16. CBN 300 P kesici uçlarla 278,1 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 195





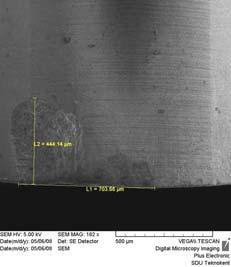
213 Ek 17. CBN 300 P kesici uçlarla 231,6 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 18. CBN 300 P kesici uçlarla 231,6 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 196





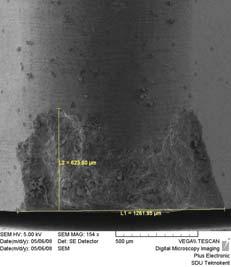
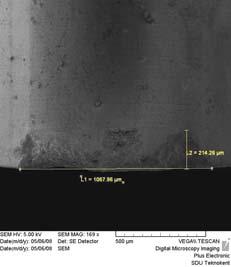
214 Ek 19. CBN 300 P kesici uçlarla 231,6 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 20. CBN 300 P kesici uçlarla 231,6 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 197





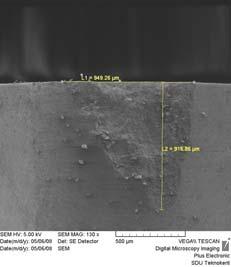
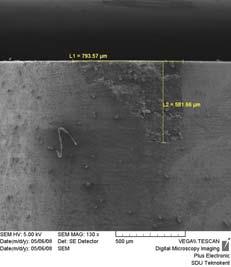
215 Ek 21. CBN 300 P kesici uçlarla 198,9 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 22. CBN 300 P kesici uçlarla 198,9 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 198









216 Ek 23. CBN 300 P kesici uçlarla 198,93 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 24. CBN 300 P kesici uçlarla 198,9 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 199










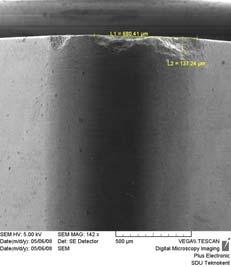
217 Ek 25. CBN 300 P kesici uçlarla 173,2 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 26. CBN 300 P kesici uçlarla 173,2 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 200







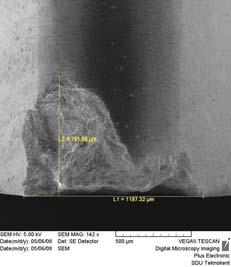

218 Ek 27. CBN 300 P kesici uçlarla 173,2 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 28. CBN 300 P kesici uçlarla 173,2 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 201




219 Ek 29. CBN 300 P kesici uçlarla 154,4 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 30. CBN 300 P kesici uçlarla 154,4 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 202





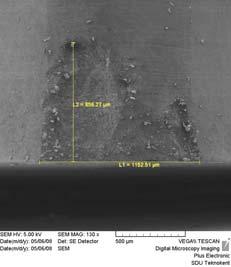
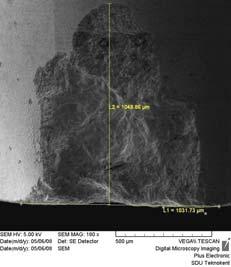
220 Ek 31. CBN 300 P kesici uçlarla 154,4 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 32. CBN 300 P kesici uçlarla 154,4 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 203









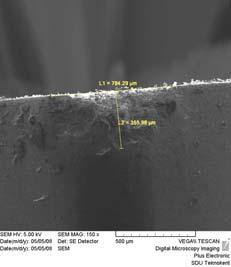

221 Ek 33. CBN 300 kesici uçlarla 524,5 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 34. CBN 300 kesici uçlarla 524,5 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 204










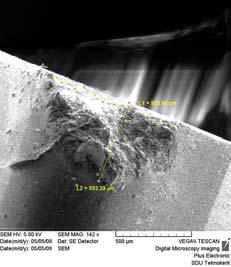
222 Ek 35. CBN 300 kesici uçlarla 524,5 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 36. CBN 300 kesici uçlarla 524,5 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 205





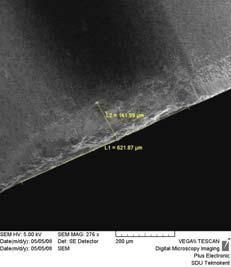
223 Ek 37. CBN 300 kesici uçlarla 451,3 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 38. CBN 300 kesici uçlarla 451,3 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 206






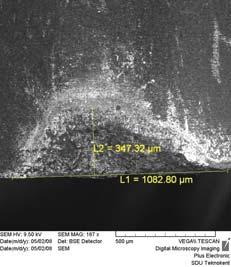
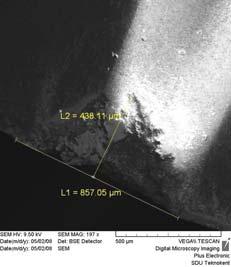
224 Ek 39. CBN 300 kesici uçlarla 451,3 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 40. CBN 300 kesici uçlarla 451,3 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 207






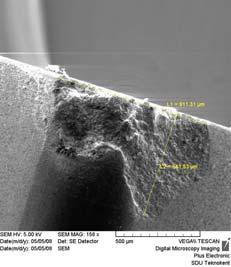
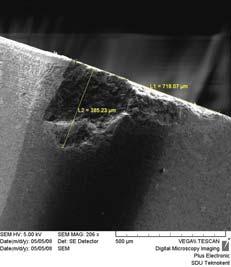
225 Ek 41. CBN 300 kesici uçlarla 348,3 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 42. CBN 300 kesici uçlarla 348,3 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 208







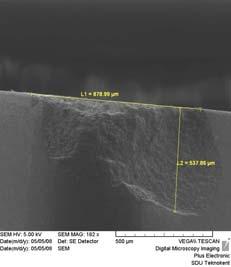
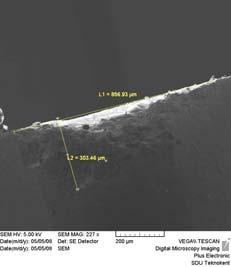
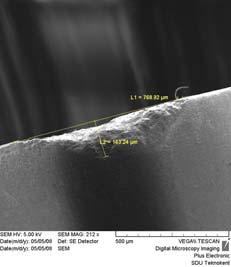
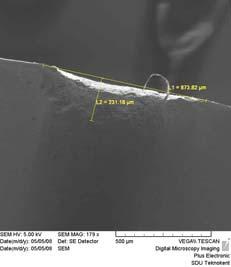
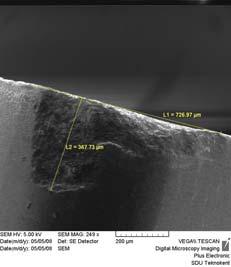
226 Ek 43. CBN 300 kesici uçlarla 348,3 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 44. CBN 300 kesici uçlarla 348,3 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 209






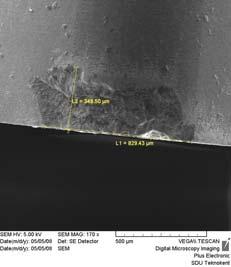

227 Ek 45. CBN 300 kesici uçlarla 278,1 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 46. CBN 300 kesici uçlarla 278,1 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 210







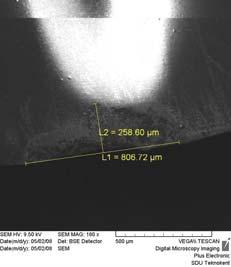
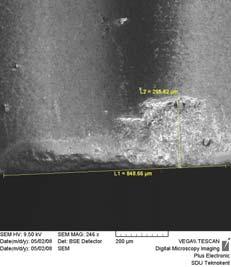
228 Ek 47. CBN 300 kesici uçlarla 278,1 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 48. CBN 300 kesici uçlarla 278,1 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 211







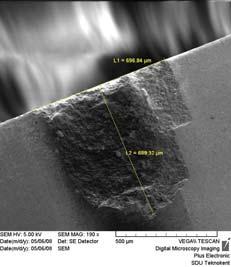


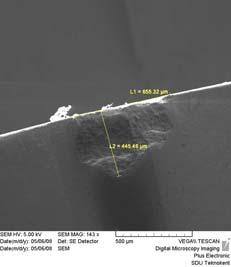
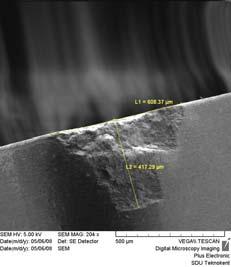
229 Ek 49. CBN 300 kesici uçlarla 231,6 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 50. CBN 300 kesici uçlarla 231,6 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 212







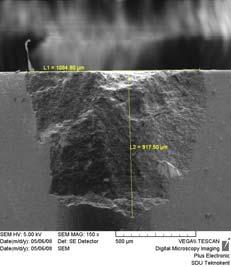

230 Ek 51. CBN 300 kesici uçlarla 231,6 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 52. CBN 300 kesici uçlarla 231,6 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 213







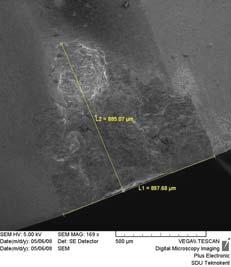
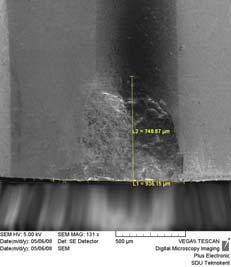

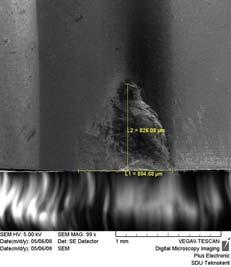

231 Ek 53. CBN 300 kesici uçlarla 198,9 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 54. CBN 300 kesici uçlarla 198,9 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 214











232 Ek 55. CBN 300 kesici uçlarla 198,9 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 56. CBN 300 kesici uçlarla 198,9 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 215









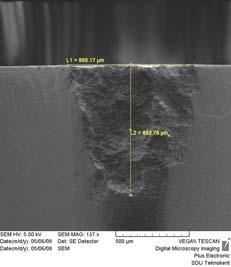
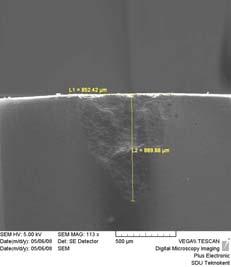
233 Ek 57. CBN 300 kesici uçlarla 173,2 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 58. CBN 300 kesici uçlarla 173,2 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 216







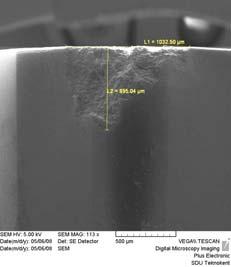

234 Ek 59. CBN 300 kesici uçlarla 173,2 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 60. CBN 300 kesici uçlarla 173,2 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 217









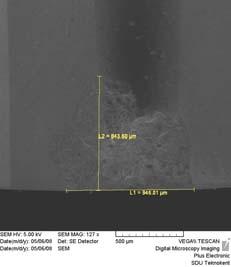
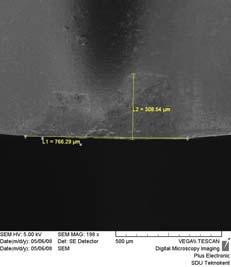
235 Ek 61. CBN 300 kesici uçlarla 154,4 m/dak kesme hızı ve 0,05 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 62. CBN 300 kesici uçlarla 154,4 m/dak kesme hızı ve 0,075 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 218









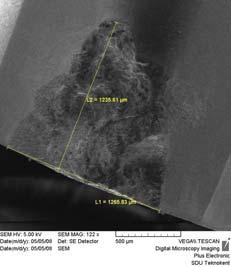
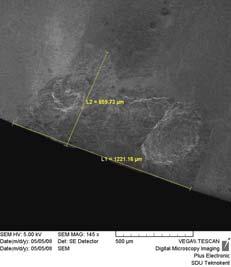
236 Ek 63. CBN 300 kesici uçlarla 154,4 m/dak kesme hızı ve 0,10 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları Ek 64. CBN 300 kesici uçlarla 154,4 m/dak kesme hızı ve 0,15 mm/diş ilerleme hızında yapılan deneyde elde edilen aşınma fotoğrafları 219
237 Ek 65. DIN soğuk iş takım çeliği sertifikası 220
 Lise Lisans :1991-1994 Isparta Teknik Lisesi :1994-1998 Gazi Üniversitesi Teknik eğitim Fakültesi Mak.Eğt.Böl.")
238 ÖZGEÇMİŞ Adı Soyadı: Fatih TAYLAN Doğum Yeri ve Yılı: Isparta/ Medeni Hali: Evli Yabancı Dili: İngilizce Eğitim Durumu (Kurum ve Yıl) Lise Lisans : Isparta Teknik Lisesi : Gazi Üniversitesi Teknik eğitim Fakültesi Mak.Eğt.Böl. Makine Resim ve Konst. Eğt. Anabilimdalı Yüksek Lisans: Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü Makine Eğitimi ABD Çalıştığı Kurum/Kurumlar ve Yıl: Süleyman Demirel Üniversitesi Teknik Eğitim Fakültesi Makine Eğitimi Bölümü, (1999- ) Yayınları Hakemli Dergilerde Yayımlanan Teknik Not, Editöre Mektup, Tartışma, Vaka Taktimi ve Özet Türünden Yayınlar Dışındali Makale 1. U. Bekçi, R. Varol, F. Taylan, 2006, "Farklı Malzemelerden İmal Edilmiş Modüler Dişli Çarkların ANSYS ile Gerilme Analizi", Makine Teknolojileri Elektronik Dergisi, 2, Ulusal Toplantıda Sunularak Tam Metin Olarak Yayımlanan Bildiri 1. F. Taylan, Ö. Salman, M.C. Kayacan, Tel Erozyon Parametreleri ve Yüzey Pürüzlülüğü Arasındaki İlişkinin Evrimsel Programlama ile Modellenmesi, Bilimde Modern Yöntemler Sempozyumu-BMYS, Ekim 2008, Eskişehir Uluslararası Toplantıda Sunularak Tam Metin Olarak Yayımlanan Bildiri 1. Taylan F, ve Özsoy A, Erimiş Boraks Banyosunda Karbürleme İşlemi, 1.Uluslararası Bor Sempozyumu, 3-4 Ekim 2002, Dumlupınar Üniversitesi, Kütahya Türkiye, F. Taylan, R. Varol, U. Bekçi, 2006, "Tel Erozyon Tezgahlarında Kullanılan Tellerin Tekrar Kullanılma Şartlarının Araştırılması", 11. Uluslararası Malzeme Sempozyumu, Pamukkale Üniversitesi, Denizli Türkiye,
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Kesici Uç Pah Açısının Kesme Kuvvetleri ve Kesici Takım Gerilmelerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 4 s. 291-296, 2004 Vol: 7 No: 4 pp. 291-296, 2004 Kesici Uç Pah Açısının Kesme Kuvvetleri ve Kesici Takım Gerilmelerine Etkisi Abdullah KURT, Ulvi
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 4 s. 291-296, 2004 Vol: 7 No: 4 pp. 291-296, 2004 Kesici Uç Pah Açısının Kesme Kuvvetleri ve Kesici Takım Gerilmelerine Etkisi Abdullah KURT, Ulvi
TALAŞLI İMALAT. Talaş Kaldırma Yöntemlerinin Sınıflandırılması. 1-) Geleneksek Talaşlı İmalat. 1a-) Tornalama ve İlişkili Operasyonlar
 Geleneksek Talaşlı İmalat. 1a-) Tornalama ve İlişkili Operasyonlar") ÖNSÖZ Bu çalışma Talaşlı İmalat Teorisiyle ilgili genel bilgiler içermekte olup, Mikell P. GROOVER 'ın "Fundamentals of Modern Manufacturing" isimli kitabının "Theory of Metal Machining" isimli 21. bölümünün
ÖNSÖZ Bu çalışma Talaşlı İmalat Teorisiyle ilgili genel bilgiler içermekte olup, Mikell P. GROOVER 'ın "Fundamentals of Modern Manufacturing" isimli kitabının "Theory of Metal Machining" isimli 21. bölümünün
AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 1 s.13-17, 28 Vol: 11 No: 1 pp.13-17, 28 AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne
Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 1 s.13-17, 28 Vol: 11 No: 1 pp.13-17, 28 AISI 316 Östenitik Paslanmaz Çeliğin İşlenmesinde Talaş Kırıcı Formunun Takım Aşınmasına ve Yüzey Pürüzlülüğüne
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
The Influence of Cutting Parameters on Surface Roughness and Tool Wear In Milling of AISI D2 Cold Work Tool Steels of Different Hardness
 Politeknik Dergisi Cilt:15 Sayı: 1 s. 9-14, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 9-14, 2012 Farklı Sertlikteki AISI D2 Soğuk İş Takım Çeliğinin Frezeleme İşleminde Kesme Parametrelerinin Yüzey
Politeknik Dergisi Cilt:15 Sayı: 1 s. 9-14, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 9-14, 2012 Farklı Sertlikteki AISI D2 Soğuk İş Takım Çeliğinin Frezeleme İşleminde Kesme Parametrelerinin Yüzey
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 3 Laminanın Mikromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 3 Laminanın Mikromekanik
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 3 Laminanın Mikromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 3 Laminanın Mikromekanik
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
DİŞLİ ÇARKLAR II. Makine Elemanları 2 HESAPLAMALAR. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
ELASTİSİTE TEORİSİ I. Yrd. Doç Dr. Eray Arslan
 ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ
 SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
HİDROLİK. Yrd. Doç. Dr. Fatih TOSUNOĞLU
 HİDROLİK Yrd. Doç. Dr. Fatih TOSUNOĞLU Ders Hakkında Genel Bilgiler Görüşme Saatleri:---------- Tavsiye edilen kitaplar: 1-Hidrolik (Prof. Dr. B. Mutlu SÜMER, Prof. Dr. İstemi ÜNSAL. ) 2-Akışkanlar Mekaniği
HİDROLİK Yrd. Doç. Dr. Fatih TOSUNOĞLU Ders Hakkında Genel Bilgiler Görüşme Saatleri:---------- Tavsiye edilen kitaplar: 1-Hidrolik (Prof. Dr. B. Mutlu SÜMER, Prof. Dr. İstemi ÜNSAL. ) 2-Akışkanlar Mekaniği
FREZEYLE TORNALAMA YÖNTEMİNİN SÜREÇ MODELLEMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye FREZEYLE TORNALAMA YÖNTEMİNİN SÜREÇ MODELLEMESİ Umut KARAGUZEL a, Mustafa. BAKKAL a, Erhan BUDAK b a *Makina Fakültesi, Istanbul Teknik
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye FREZEYLE TORNALAMA YÖNTEMİNİN SÜREÇ MODELLEMESİ Umut KARAGUZEL a, Mustafa. BAKKAL a, Erhan BUDAK b a *Makina Fakültesi, Istanbul Teknik
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ *
 KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ * Murat ÇETİN 1, Musa BİLGİN 2, Hasan Basri ULAŞ 3, Ahmet TANDIROĞLU 4 Özet Bu çalışmada
KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ * Murat ÇETİN 1, Musa BİLGİN 2, Hasan Basri ULAŞ 3, Ahmet TANDIROĞLU 4 Özet Bu çalışmada
ÇEV-220 Hidrolik. Çukurova Üniversitesi Çevre Mühendisliği Bölümü Yrd. Doç. Dr. Demet KALAT
 ÇEV-220 Hidrolik Çukurova Üniversitesi Çevre Mühendisliği Bölümü Yrd. Doç. Dr. Demet KALAT Borularda Türbülanslı Akış Mühendislik uygulamalarında akışların çoğu türbülanslıdır ve bu yüzden türbülansın
ÇEV-220 Hidrolik Çukurova Üniversitesi Çevre Mühendisliği Bölümü Yrd. Doç. Dr. Demet KALAT Borularda Türbülanslı Akış Mühendislik uygulamalarında akışların çoğu türbülanslıdır ve bu yüzden türbülansın
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
Anahtar Kelimeler: Östenitik paslanmaz çelik, Kesme kuvveti, Sonlu elemanlar metodu.
 TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
KAYMALI YATAKLAR I: Eksenel Yataklar
 KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü
 Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 kışkan Statiğine Giriş kışkan statiği (hidrostatik, aerostatik), durgun haldeki akışkanlarla
Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 kışkan Statiğine Giriş kışkan statiği (hidrostatik, aerostatik), durgun haldeki akışkanlarla
MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ
 T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
Serkan ATEŞ. Int.J.Eng.Research & Development,Vol.2,No.1,January 2010 28
 Int.J.Eng.Research & Development,Vol.2,No.1,January 2010 28 P20 Çeliğinin CBN ile Yüksek Hızlarda Frezelenmesi Sırasında Kesme Derinliği ve Genişliği Değerinin Aşınma ve Yüzey Pürüzlülüğüne Olan Etkisinin
Int.J.Eng.Research & Development,Vol.2,No.1,January 2010 28 P20 Çeliğinin CBN ile Yüksek Hızlarda Frezelenmesi Sırasında Kesme Derinliği ve Genişliği Değerinin Aşınma ve Yüzey Pürüzlülüğüne Olan Etkisinin
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ ÖZET ABSTRACT
 AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ Alper UYSAL 1, Erhan ALTAN 2 1 auysal@yildiz.edu.tr Yıldız Teknik Üniversitesi, Makine Mühendisliği Bölümü,
AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ Alper UYSAL 1, Erhan ALTAN 2 1 auysal@yildiz.edu.tr Yıldız Teknik Üniversitesi, Makine Mühendisliği Bölümü,
BASINÇLI KAPLAR Endüstride kullanılan silindirik veya küresel kaplar genellikle kazan veya tank olarak görev yaparlar. Kap basınç altındayken
 BASINÇLI KAPLAR BASINÇLI KAPLAR Endüstride kullanılan silindirik veya küresel kaplar genellikle kazan veya tank olarak görev yaparlar. Kap basınç altındayken yapıldığı malzeme her doğrultuda yüke maruzdur.
BASINÇLI KAPLAR BASINÇLI KAPLAR Endüstride kullanılan silindirik veya küresel kaplar genellikle kazan veya tank olarak görev yaparlar. Kap basınç altındayken yapıldığı malzeme her doğrultuda yüke maruzdur.
KAYMA GERİLMESİ (ENİNE KESME)
") KAYMA GERİLMESİ (ENİNE KESME) Demir yolu traversleri çok büyük kesme yüklerini taşıyan kiriş olarak davranır. Bu durumda, eğer traversler ahşap malzemedense kesme kuvvetinin en büyük olduğu uçlarından
KAYMA GERİLMESİ (ENİNE KESME) Demir yolu traversleri çok büyük kesme yüklerini taşıyan kiriş olarak davranır. Bu durumda, eğer traversler ahşap malzemedense kesme kuvvetinin en büyük olduğu uçlarından
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
STATIK MUKAVEMET. Doç. Dr. NURHAYAT DEĞİRMENCİ
 STATIK MUKAVEMET Doç. Dr. NURHAYAT DEĞİRMENCİ STATİK DENGE KOŞULLARI Yapı elemanlarının tasarımında bu elemanlarda oluşan iç kuvvetlerin dağılımının bilinmesi gerekir. Dış ve iç kuvvetlerin belirlenmesinde
STATIK MUKAVEMET Doç. Dr. NURHAYAT DEĞİRMENCİ STATİK DENGE KOŞULLARI Yapı elemanlarının tasarımında bu elemanlarda oluşan iç kuvvetlerin dağılımının bilinmesi gerekir. Dış ve iç kuvvetlerin belirlenmesinde
Đmalat Araştırma Laboratuarı Sabancı Universitesi. Talaşlı Đmalat ve Takım Tezgahı Araştırmaları
 Talaşlı Đmalat ve Takım Tezgahı Araştırmaları Đmalat Araştırma Laboratuarı Sabancı Universitesi Đmalat Araştırma Lab. DMG 5-axis (18 000 rpm) işleme merkezi Mori Seiki NL 1500 torna Mazak Nexus 501C işleme
Talaşlı Đmalat ve Takım Tezgahı Araştırmaları Đmalat Araştırma Laboratuarı Sabancı Universitesi Đmalat Araştırma Lab. DMG 5-axis (18 000 rpm) işleme merkezi Mori Seiki NL 1500 torna Mazak Nexus 501C işleme
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin İncelenmesi
 Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
Kirişlerde Kesme (Transverse Shear)
") Kirişlerde Kesme (Transverse Shear) Bu bölümde, doğrusal, prizmatik, homojen ve lineer elastik davranan bir elemanın eksenine dik doğrultuda yüklerin etkimesi durumunda en kesitinde oluşan kesme gerilmeleri
Kirişlerde Kesme (Transverse Shear) Bu bölümde, doğrusal, prizmatik, homojen ve lineer elastik davranan bir elemanın eksenine dik doğrultuda yüklerin etkimesi durumunda en kesitinde oluşan kesme gerilmeleri
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
TAKIM ÖMRÜ MODELLERİNDE SERMET KESİCİ TAKIMLAR İÇİN n ÜSTEL DEĞERLERİNİN DENEYSEL OLARAK ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TAKIM ÖMRÜ MODELLERİNDE SERMET KESİCİ TAKIMLAR İÇİN n ÜSTEL DEĞERLERİNİN DENEYSEL OLARAK ARAŞTIRILMASI Salih KORUCU a, Eylem Satı KANTEMİR
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TAKIM ÖMRÜ MODELLERİNDE SERMET KESİCİ TAKIMLAR İÇİN n ÜSTEL DEĞERLERİNİN DENEYSEL OLARAK ARAŞTIRILMASI Salih KORUCU a, Eylem Satı KANTEMİR
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ KAYA MEKANİĞİ LABORATUVARI
 TEK EKSENLİ SIKIŞMA (BASMA) DAYANIMI DENEYİ (UNIAXIAL COMPRESSIVE STRENGTH TEST) 1. Amaç: Kaya malzemelerinin üzerlerine uygulanan belirli bir basınç altında kırılmadan önce ne kadar yüke dayandığını belirlemektir.
TEK EKSENLİ SIKIŞMA (BASMA) DAYANIMI DENEYİ (UNIAXIAL COMPRESSIVE STRENGTH TEST) 1. Amaç: Kaya malzemelerinin üzerlerine uygulanan belirli bir basınç altında kırılmadan önce ne kadar yüke dayandığını belirlemektir.
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
TEKNİK RESİM. Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi. Yüzey İşleme İşaretleri
 TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
Gerilme Dönüşümleri (Stress Transformation)
") Gerilme Dönüşümleri (Stress Transformation) Bu bölümde, bir noktaya etkiyen ve bir koordinat ekseni ile ilişkili gerilme bileşenlerini, başka bir koordinat sistemi ile ilişkili gerilme bileşenlerine dönüştürmek
Gerilme Dönüşümleri (Stress Transformation) Bu bölümde, bir noktaya etkiyen ve bir koordinat ekseni ile ilişkili gerilme bileşenlerini, başka bir koordinat sistemi ile ilişkili gerilme bileşenlerine dönüştürmek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
GERİLME ANALİZİ VE MOHR ÇEMBERİ MUKAVEMET
 GERİLME ANALİZİ VE MOHR ÇEMBERİ MUKAVEMET Yrd. Doç. Dr. Emine AYDIN Yrd. Doç. Dr. Elif BORU 1 GENEL YÜKLEME DURUMUNDA GERİLME ANALİZİ Daha önce incelenen gerilme örnekleri eksenel yüklü yapı elemanları
GERİLME ANALİZİ VE MOHR ÇEMBERİ MUKAVEMET Yrd. Doç. Dr. Emine AYDIN Yrd. Doç. Dr. Elif BORU 1 GENEL YÜKLEME DURUMUNDA GERİLME ANALİZİ Daha önce incelenen gerilme örnekleri eksenel yüklü yapı elemanları
Performans ve güvenilirlik ile yeni bir bakış açısı.
 _ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
_ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
0,35 0,3 0,25 0, m/min 130 m/min 169 m/min 220 m/min 286 m/min 0,15 0,1 0,05
 TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
DÜZLEMDE GERİLME DÖNÜŞÜMLERİ
 3 DÜZLEMDE GERİLME DÖNÜŞÜMLERİ Gerilme Kavramı Dış kuvvetlerin etkisi altında dengedeki elastik bir cismi matematiksel bir yüzeyle rasgele bir noktadan hayali bir yüzeyle ikiye ayıracak olursak, F 3 F
3 DÜZLEMDE GERİLME DÖNÜŞÜMLERİ Gerilme Kavramı Dış kuvvetlerin etkisi altında dengedeki elastik bir cismi matematiksel bir yüzeyle rasgele bir noktadan hayali bir yüzeyle ikiye ayıracak olursak, F 3 F
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
MMU 420 FINAL PROJESİ. 2015/2016 Bahar Dönemi. Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi
 MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
Mühendislik Mekaniği Statik. Yrd.Doç.Dr. Akın Ataş
 Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 5 Rijit Cisim Dengesi Kaynak: Mühendislik Mekaniği: Statik, R.C.Hibbeler, S.C.Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 5. Rijit Cisim Dengesi Denge,
Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 5 Rijit Cisim Dengesi Kaynak: Mühendislik Mekaniği: Statik, R.C.Hibbeler, S.C.Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 5. Rijit Cisim Dengesi Denge,
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
ISI DEĞĠġTĠRGEÇLERĠ DENEYĠ
 ISI DEĞĠġTĠRGEÇLERĠ DENEYĠ 1. Teorik Esaslar: Isı değiştirgeçleri, iki akışın karışmadan ısı alışverişinde bulundukları mekanik düzeneklerdir. Isı değiştirgeçleri endüstride yaygın olarak kullanılırlar
ISI DEĞĠġTĠRGEÇLERĠ DENEYĠ 1. Teorik Esaslar: Isı değiştirgeçleri, iki akışın karışmadan ısı alışverişinde bulundukları mekanik düzeneklerdir. Isı değiştirgeçleri endüstride yaygın olarak kullanılırlar
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir.
 Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış