«Maça Üretim Parametrelerinin Standartlaştırılması»
|
|
|
- Eser Ceren Ercan
- 5 yıl önce
- İzleme sayısı:
Transkript
1 «Maça Üretim Parametrelerinin Standartlaştırılması» Şevki Özçelik (Erkunt Sanayi) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri) Oturumlarda yer alan sunumlar 27 Ekim 2017 Cuma tarihinde akademi web sayfasına (akademi.tudoksad.org.tr) yüklenecektir.
2 MAÇA ÜRETİM PARAMETRELERİNİN STANDARTLAŞTIRILMASI Şevki ÖZÇELİK

3 Giriş Tüm dünyada artan üretim ve ilerleyen teknoloji ile birlikte bütün sanayi sektörlerinde ileri safhalarda rekabetlerin ön plana çıktığı görülmektedir. Böyle bir rekabet ortamında üretim yaparak kar etmek ve büyümek isteyen şirketlerin yapması gereken en önemli konu; üretimlerinde standartları sağlamak ve sürekli iyileştirme düşüncesi altında ilerlemektir.
4 Giriş Döküm fabrikaları genellikle maçahane, kalıplama ve ergitme bölümlerinden oluşmaktadır. Bu bölümlerin her biri başlı başına birer fabrika olarak görülebilir. Neredeyse tamamı maçalı iş olan Erkunt ta, Maçahane bölümü oldukça fazla önem taşımaktadır. Bu bağlamda; üretim adedi oldukça yüksek ve parça firesine doğrudan etkili olan maça üretimi için, bir çok çalışma yapılması kaçınılmazdır.
5 Neden Bu Proje? Proje seçilirken, mevcut OEE değerleri ve makine doluluk oranları değerlendirilmiştir. Bu değerlendirme sonucunda, performans değerlerinin, istenilen OEE değerlerine ulaşmak için yetersiz olduğu tespit edilmiştir. Bu nedenle üretim sırasında performansı etkileyecek tüm problemler ele alınmıştır. Bu problemlerden birisi de maça parametreleridir. Bu projede maça parametrelerinin; Maça kalitesi Parça kalitesi Çevrim süresi Üzerindeki etkilerine çalışılmıştır. Çalışmada temel hedef ise, yüksek kalite ve düşük çevrim süresidir.
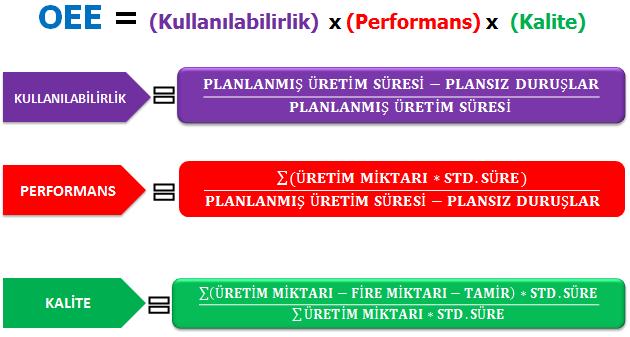
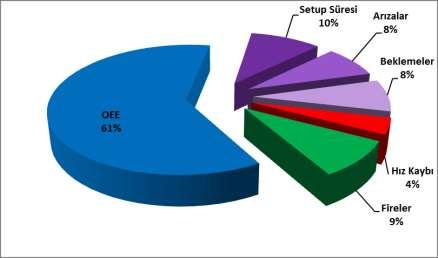
6 OEE Nedir?


7 Proje Öncesi Analizler Standartlaştırma çalışmalarına, kapasitesi en dolu ve OEE değerleri en düşük makinelerden başlanmıştır.
8 Proje Öncesi Analizler Standartlaştırma öncesi 6114 ve 6118 makinelerinin çevrim süreleri
9 Maça Üretim Parametreleri Maça üretim parametreleri; maça kalitesini, üretilebilirliği ve verimliliği doğrudan etkilemektedir. Bu parametrelerin başlıcalarını şu şekilde sıralayabiliriz; Üfleme Basıncı Üfleme Süresi Egzoz Süresi Üfleme Sayısı Gazlama Süresi (Cold Box) Gazlama Miktarı (Cold Box) Gazlama Basıncı (Cold Box) Pişirme Süresi (Hot Box) Sandık Sıcaklığı (Hot Box)
10 Maça Üretim Parametreleri Maça üretim parametrelerinden bazılarının açıklamaları kısaca şu şekildedir; Üfleme Basıncı: Kum mikserinde hazırlanan ve kafaya gelen kumun maça sandığı içerisine üflendiği basınçtır. Üfleme Sayısı: Maça sandığına kum üfleme işleminin kaç defada yapılacağını belirten parametredir. Gazlama (Yıkama) Süresi: Gazlama süresi maçanın amin gazı ile yıkanarak kürleşmesini sağlayan önemli bir parametredir. Bu süre gazlama miktarı ile doğrudan ilişkilidir. Gazlama Miktarı: Bu parametre, ön ve son dozaj olmak üzere iki farklı şekilde belirlenebilir. Egzoz Tahliye Süresi: Gazlama işlemi sonrasında içeride bulunan gazın temizlenme işleminin süresidir.

11 Standartlaştırma Çalışmaları Makine parametreleri üzerinde yapılan deneme çalışmalarında kaliteli ürün, yeterli kürleşme, mukavemet değerleri istenilen aralıklarda ve standart zamanlarda daha fazla maça üretilmesi amaçlanmıştır. Aynı zamanda cold box makineler için kullanılan amin gazı miktarının da reçine üreticilerinin referans ettiği hedef değerlerde olmasına çalışılmıştır. Belirlenen hedefler doğrultusunda makine parametrelerinden oluşan bir deney tasarımı oluşturulmuş ve hangi parametrelerin hangi değerlerde maça üzerinde ne gibi etkileri olduğu konusunda çalışılmıştır. Deney Tasarımı Puanlama Cetveli


12 Standartlaştırma Çalışmaları Deney Tasarımları Yukarıdaki tabloda elde edilen sonuçlara göre 2 ve 8 numaralı denemelerde maça kalitelerinin en üst seviyede olduğu gözlenmektedir. Ancak 2 numaralı denemede, üfleme ve egzoz sürelerinin uzun olması çevrim süresini uzatacağından tercih edilmemiştir. Alttaki deney tasarımında ise 1,2,5 ve 8 numaralı denemelerin sonuçları uygun görülmektedir. Ancak 2 numaralı denemenin hem çevrim süresi kısa hem de basınç düşük olduğundan bu deneme olumlu olarak seçilmiştir.

13 Standartlaştırma Çalışmaları Hotbox maçaları için yapılan Sandık Sıcaklığı-Pişirme Süresi ne ait çalışma yukarıdaki tabloda verildiği gibidir. 100 saniyede 195 o C sandık sıcaklığında çalışılması en uygun parametre olarak tercih edilmiştir. Sıcaklık ölçümleri makineden ayarlanmıştır. (Makine termokuplları kalibre edilmiştir. Sandık yüzeyindeki sıcaklık dağılımları termal kamera ile doğrulanmıştır.)
14 Çalışma Sonrası Edinilen Bilgiler Üfleme Basıncı: Bu parametrenin yapılan çalışmalar sonucunda hafif ve karmaşık şekilli maçalarda uç/köşe noktaların daha iyi doldurulabilmesi adına daha yüksek değerlerde olması gerektiği anlaşılmıştır. Yapılan denemeler sonucu elde edilen bir grafik aşağıdaki gibidir.
15 Çalışma Sonrası Edinilen Bilgiler Gazlama Miktarı: Gazlama miktarı arttıkça gazlama süresinin düştüğü yapılan denemeler sonucunda açıkça görülmüştür. Ancak hem maliyet hem de sağlık açısından fazla miktarda gaz kullanımından kaçınılmalıdır. Gazlama miktarının düşük olması tam kürleşmeye engel olurken, fazla gazlama maliyet açısından negatif sonuçlara neden olmaktadır. Gazlama (Yıkama) Süresi: Gazlama süresi bir maçanın üretiminde çevrim süresini en çok etkileyen parametre olduğu için, bu değerde yapılan iyileştirmeler oldukça fazla kazanç sağlayacaktır. Bu 2 parametre arasında elde edilen grafik aşağıdaki gibidir.
16 Çalışma Sonrası Edinilen Bilgiler Üfleme Sayısı: Ağırlığı fazla olan maçalarda genelde 2 üflemenin doğru sonuçlar verdiği yapılan çalışmalarda tespit edilmiştir. Burada maça sandıkları için seçilen makinelerin uygun hacimlerde olması da önemli bir etkendir. Egzoz Tahliye Süresi: Yetersiz sürede olması durumunda artık amin gazı nozüllerdeki kumu dondurarak nozül tıkanmalarına yol açabilir


17 Kazançlar Parametrelerin standartlaştırılması projesinde elde edilen sonuçlara göre makine OEE grafikleri ve performans kayıplarını gösteren grafikler aşağıdaki gibidir. Grafikler incelendiğinde OEE değerlerinde artış meydana geldiği gözlenmiştir.

18 Kazançlar Yukarıdaki tabloda ise bazı maçalardan elde edilen kazançlar yer almaktadır. Bu proje sonunda 3 maça makinesinde standartlaştırma işlemi tamamlanmış olup, diğer maça makinelerinde de devam ettirilmektedir. Ayrıca yine OEE değerlerinin arttırılmasına yönelik çalışmalar sürdürülmektedir.
19 Kazançlar Bu proje sonunda 3 maça makinesinde standartlaştırma işlemi tamamlanmış olup, diğer maça makinelerinde de devam ettirilmektedir. Ayrıca yine OEE değerlerinin arttırılmasına yönelik çalışmalar sürdürülmektedir.
20 TEŞEKKÜRLER
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Dökümhanelerde Maça Firelerinin Yeniden Değerlendirilmesi» «Recycling Of Core Waste In Foundries»
 «Dökümhanelerde Maça Firelerinin Yeniden Değerlendirilmesi» «Recycling Of Core Waste In Foundries» Berivan Boduroğlu Veysel Durak (Erkunt Sanayi A.Ş.) 4.Oturum: Kalıp ve Maça Teknolojileri 4th Session:
«Dökümhanelerde Maça Firelerinin Yeniden Değerlendirilmesi» «Recycling Of Core Waste In Foundries» Berivan Boduroğlu Veysel Durak (Erkunt Sanayi A.Ş.) 4.Oturum: Kalıp ve Maça Teknolojileri 4th Session:
Maça Dolum ve Gazlama Simülasyonu Dökümhanelere Ekonomik ve Çevreci Yaklaşım Sağlar
 Maça Dolum ve Gazlama Simülasyonu Dökümhanelere Ekonomik ve Çevreci Yaklaşım Sağlar Yazan: Christof Nowaczyk, ASK Chemicals Avrupa ve Asya Tasarım Servis Müdürü, Hilden Yıllardır uluslararası pazarlarda
Maça Dolum ve Gazlama Simülasyonu Dökümhanelere Ekonomik ve Çevreci Yaklaşım Sağlar Yazan: Christof Nowaczyk, ASK Chemicals Avrupa ve Asya Tasarım Servis Müdürü, Hilden Yıllardır uluslararası pazarlarda
YAŞ KALIPLAMA KUMUNUN OPTİMİZASYONU VE STANDARTLAŞTIRILMASI
 YAŞ KALIPLAMA KUMUNUN OPTİMİZASYONU VE STANDARTLAŞTIRILMASI Erkan DALAY* ve Onur ER** * Laboratuvar Uzmanı, EKU Fren ve Döküm Sanayi AŞ, Kocaeli, TÜRKİYE ** Ar-Ge Mühendisi, EKU Fren ve Döküm Sanayi AŞ,
YAŞ KALIPLAMA KUMUNUN OPTİMİZASYONU VE STANDARTLAŞTIRILMASI Erkan DALAY* ve Onur ER** * Laboratuvar Uzmanı, EKU Fren ve Döküm Sanayi AŞ, Kocaeli, TÜRKİYE ** Ar-Ge Mühendisi, EKU Fren ve Döküm Sanayi AŞ,
«Akıllı Boyalar ve Uygulamaları»
 «Akıllı Boyalar ve Uygulamaları» Kadir Bıyık (Foseco Türkiye) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda yer alan sunumlar 27
«Akıllı Boyalar ve Uygulamaları» Kadir Bıyık (Foseco Türkiye) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda yer alan sunumlar 27
«Kalıplama Hatlarında Sarsak Etkinliğinin Artırılması» «Increasing The Shake-Out Efficiency In Moulding Lines»
 «Kalıplama Hatlarında Sarsak Etkinliğinin Artırılması» «Increasing The Shake-Out Efficiency In Moulding Lines» Veysel Durak, Buğra Yurtsever (Erkunt Sanayi) 5.Oturum / 5th Session Oturum Başkanı / Session
«Kalıplama Hatlarında Sarsak Etkinliğinin Artırılması» «Increasing The Shake-Out Efficiency In Moulding Lines» Veysel Durak, Buğra Yurtsever (Erkunt Sanayi) 5.Oturum / 5th Session Oturum Başkanı / Session
Serkan Evmez (Erkunt Sanayi A.Ş.) 6.Oturum: Süreçler ve Kontrol 6th Session: Process and Control
 6.Oturum: Süreçler ve Kontrol 6th Session: Process and Control") «Sfero Analizlerinde Simülasyon Programı İle Dökümhane Koşullarının Adaptasyonu İç Çekinti Tayini» «Adaptation of Foundry Conditions With Simulation Software In Sphero Analyses - Internal Shrinkage Detection»
«Sfero Analizlerinde Simülasyon Programı İle Dökümhane Koşullarının Adaptasyonu İç Çekinti Tayini» «Adaptation of Foundry Conditions With Simulation Software In Sphero Analyses - Internal Shrinkage Detection»
«Yüksek Kaliteli Dökümler İçin Furan-Fenol Hibrit Reçineler»
 «Yüksek Kaliteli Dökümler İçin Furan-Fenol Hibrit Reçineler» Levent Layık, Christian Fourberg (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
«Yüksek Kaliteli Dökümler İçin Furan-Fenol Hibrit Reçineler» Levent Layık, Christian Fourberg (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
«Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi»
 «Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi» Bülent Şirin, Erkan Bulut, İsrafil Küçük, Muhammet Uludağ (Componenta Dökümcülük Orhangazi, Bursa
«Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi» Bülent Şirin, Erkan Bulut, İsrafil Küçük, Muhammet Uludağ (Componenta Dökümcülük Orhangazi, Bursa
«Dökümhanelerde Otonom Bakım Uygulamaları»
 «Dökümhanelerde Otonom Bakım Uygulamaları» Gökberk Koç, Veysel Durak (Erkunt Sanayi) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda
«Dökümhanelerde Otonom Bakım Uygulamaları» Gökberk Koç, Veysel Durak (Erkunt Sanayi) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda
Kamil Büke, Kenan Erdaş, Okan Güler (MES Elektromekanik Döküm A.Ş.)
") «Soğuk Kutu Maça Üretiminde Amin Gazlı ve Karbondioksitli Üretim Tekniğinin Karşılaştırılması» «Cold Box Core Production Comparison of Amine Gas and Carbon Dioxide Production Techniques» Kamil Büke, Kenan
«Soğuk Kutu Maça Üretiminde Amin Gazlı ve Karbondioksitli Üretim Tekniğinin Karşılaştırılması» «Cold Box Core Production Comparison of Amine Gas and Carbon Dioxide Production Techniques» Kamil Büke, Kenan
ALÜMİNYUM DÖKÜMDE MEKANİK ÖZELLİKLERİ ETKİLEYEN PARAMETRELER İÇİN DENEY TASARIMI
 ALÜMİNYUM DÖKÜMDE MEKANİK ÖZELLİKLERİ ETKİLEYEN PARAMETRELER İÇİN DENEY TASARIMI Can DEMİR*, Elvan B. MENTEŞE*, M.Alper TOGAY* *COMPONENTA DÖKTAŞ., Manisa ÖZET Alüminyum dökümde; artan oranda emniyet parçaların
ALÜMİNYUM DÖKÜMDE MEKANİK ÖZELLİKLERİ ETKİLEYEN PARAMETRELER İÇİN DENEY TASARIMI Can DEMİR*, Elvan B. MENTEŞE*, M.Alper TOGAY* *COMPONENTA DÖKTAŞ., Manisa ÖZET Alüminyum dökümde; artan oranda emniyet parçaların
«Savurma Döküm Yöntemi İle Magnezyum İndirgeme Tüpü (Retort) Üretiminin İncelenmesi»
 Üretiminin İncelenmesi»") «Savurma Döküm Yöntemi İle Magnezyum İndirgeme Tüpü (Retort) Üretiminin İncelenmesi» Melek Yarar (Esan Eczacıbaşı Çifteler Magnezyum Tesisi) 3.Oturum: Döküm Teknolojileri Demir & Çelik Oturum Başkanı:
«Savurma Döküm Yöntemi İle Magnezyum İndirgeme Tüpü (Retort) Üretiminin İncelenmesi» Melek Yarar (Esan Eczacıbaşı Çifteler Magnezyum Tesisi) 3.Oturum: Döküm Teknolojileri Demir & Çelik Oturum Başkanı:
İHLAS EV ALETLERİ FABRİKASINDA YALIN ÜRETİM VE KAİZEN UYGULAMALARI
 İstanbul, 2012 İHLAS EV ALETLERİ FABRİKASINDA YALIN ÜRETİM VE KAİZEN UYGULAMALARI 14 yıldır farklı ülkelerde ve farklı sektörlerde birçok firmada Yalın Üretim ve Kaizen Uygulamaları yapmış bir uzman olarak,
İstanbul, 2012 İHLAS EV ALETLERİ FABRİKASINDA YALIN ÜRETİM VE KAİZEN UYGULAMALARI 14 yıldır farklı ülkelerde ve farklı sektörlerde birçok firmada Yalın Üretim ve Kaizen Uygulamaları yapmış bir uzman olarak,
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors»
 «Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
DÖKÜMHANELERDE EMİSYONLARIN AZALTILMASI UYGULAMALARI
 DÖKÜMHANELERDE EMİSYONLARIN AZALTILMASI UYGULAMALARI Berivan Boduroğlu 26.10.2018 1 EMİSYON VE HAVA KİRLİLİĞİ Katı, sıvı ve gaz şeklindeki yabancı maddelerin insan sağlığına, canlı hayatına ve ekolojik
DÖKÜMHANELERDE EMİSYONLARIN AZALTILMASI UYGULAMALARI Berivan Boduroğlu 26.10.2018 1 EMİSYON VE HAVA KİRLİLİĞİ Katı, sıvı ve gaz şeklindeki yabancı maddelerin insan sağlığına, canlı hayatına ve ekolojik
REXAM KALĐTE KAIZEN
 REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
Doğru Çözüm. www.ozgurdokum.com.tr
 Doğru Çözüm MADEN MAKİNE İNŞAAT TAAHHÜT MÜMESSİLLİK SAN. TİC. İTHALAT VE İHRACAT LTD. ŞTİ. Adres: ASO 2. ve 3. OSB Alcı Mah. 2000. Cad. No: 8 Sincan / ANKARA Tel: 0312 267 12 10-641 40 10 Faks: 0312 267
Doğru Çözüm MADEN MAKİNE İNŞAAT TAAHHÜT MÜMESSİLLİK SAN. TİC. İTHALAT VE İHRACAT LTD. ŞTİ. Adres: ASO 2. ve 3. OSB Alcı Mah. 2000. Cad. No: 8 Sincan / ANKARA Tel: 0312 267 12 10-641 40 10 Faks: 0312 267
SANAL ÖLÇME UYGULAMASI
 TMMOB Makina Mühendisleri Odası 11. Otomotiv Sempozyumu 8-9 Mayıs 2009 SANAL ÖLÇME UYGULAMASI Özet Uygulamanın temel amacı Otomotiv sac kalıpçılığında, kalıptan elde edilen parçanın kalite seviyesinin
TMMOB Makina Mühendisleri Odası 11. Otomotiv Sempozyumu 8-9 Mayıs 2009 SANAL ÖLÇME UYGULAMASI Özet Uygulamanın temel amacı Otomotiv sac kalıpçılığında, kalıptan elde edilen parçanın kalite seviyesinin
rasgele değişkeninin olasılık yoğunluk fonksiyonu,
 3.6. Bazı Sürekli Dağılımlar 3.6.1 Normal Dağılım Normal dağılım hem uygulamalı hem de teorik istatistikte kullanılan oldukça önemli bir dağılımdır. Normal dağılımın istatistikte önemli bir yerinin olmasının
3.6. Bazı Sürekli Dağılımlar 3.6.1 Normal Dağılım Normal dağılım hem uygulamalı hem de teorik istatistikte kullanılan oldukça önemli bir dağılımdır. Normal dağılımın istatistikte önemli bir yerinin olmasının
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
tmmob makina mühendisleri odası kocaeli şubesi Enerji Çalışma Grubu
 tmmob makina mühendisleri odası kocaeli şubesi Enerji Çalışma Grubu Mart - 2011 Yahya Kaptan Toplu Konut Alanının Isı Yalıtımı Açısından Değerlendirilmesi Hazırlayan : Ünal ÖZMURAL, Alpaslan GÜVEN, Yavuz
tmmob makina mühendisleri odası kocaeli şubesi Enerji Çalışma Grubu Mart - 2011 Yahya Kaptan Toplu Konut Alanının Isı Yalıtımı Açısından Değerlendirilmesi Hazırlayan : Ünal ÖZMURAL, Alpaslan GÜVEN, Yavuz
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DEMİSAŞ DÖKÜM. Maçahane Ekibi
 DEMİSAŞ DÖKÜM Maçahane Ekibi MAÇA MAKİNELERİNDE KALIP DEĞİŞİM SÜRELERİNİN KISALTILMASI 11 Ekim 2012, Bilecik 2 Kırklareli Edirne Tekirdağ Çanakkale Balıkesir Manisa İzmir İstanbul Sakarya Kocaeli Düzce
DEMİSAŞ DÖKÜM Maçahane Ekibi MAÇA MAKİNELERİNDE KALIP DEĞİŞİM SÜRELERİNİN KISALTILMASI 11 Ekim 2012, Bilecik 2 Kırklareli Edirne Tekirdağ Çanakkale Balıkesir Manisa İzmir İstanbul Sakarya Kocaeli Düzce
Bağlayıcı Sistemleri Maliyet Karşılaştırması. Ünsal Minoğlu 24 Haziran 2009 İzmir
 Bağlayıcı Sistemleri Maliyet Karşılaştırması Ünsal Minoğlu 24 Haziran 2009 İzmir Havada Sertleşen ALpHASET TM Reçine ALpHASET 100 kg. karışım için Birim Fiyat Min. Maks. Toplam Fiyat /Kg Miktarı Kg Miktarı
Bağlayıcı Sistemleri Maliyet Karşılaştırması Ünsal Minoğlu 24 Haziran 2009 İzmir Havada Sertleşen ALpHASET TM Reçine ALpHASET 100 kg. karışım için Birim Fiyat Min. Maks. Toplam Fiyat /Kg Miktarı Kg Miktarı
Temiz Odalarda Fark Basınç Kontrolü. Damla Zülfikar
 Temiz Odalarda Fark Basınç Kontrolü Damla Zülfikar Özet Temiz Oda Nedir? Hava Akış Miktarının ve Yönünün Kontrolü Fark Basınç Kontrolü Nerelerde Gerekir? Hastaneler İlaç ve Kritik Üretim Tesisleri Laboratuvarlar
Temiz Odalarda Fark Basınç Kontrolü Damla Zülfikar Özet Temiz Oda Nedir? Hava Akış Miktarının ve Yönünün Kontrolü Fark Basınç Kontrolü Nerelerde Gerekir? Hastaneler İlaç ve Kritik Üretim Tesisleri Laboratuvarlar
SEÇİL KAUÇUK. Çözüm Avcıları Kalite Çemberi
 SEÇİL KAUÇUK Çözüm Avcıları Kalite Çemberi Pres Bölümü Kalite Çemberi ÇÖZÜM AVCILARI ÇEMBER ÜYELERİ GENEL BİLGİLERİ ADI SOYADI ÇEMBERDEKİ GÖREVİ YAŞI EĞİTİM DURUMU FABRİKADAKİ GÖREVİ GENEL İŞ TECRÜBESİ
SEÇİL KAUÇUK Çözüm Avcıları Kalite Çemberi Pres Bölümü Kalite Çemberi ÇÖZÜM AVCILARI ÇEMBER ÜYELERİ GENEL BİLGİLERİ ADI SOYADI ÇEMBERDEKİ GÖREVİ YAŞI EĞİTİM DURUMU FABRİKADAKİ GÖREVİ GENEL İŞ TECRÜBESİ
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
Önemli KPI Örnekleri
 Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
MAÇALAR ve MAÇA BAŞLARI (Kısım I)
") ^ MAÇALAR ve MAÇA BAŞLARI (Kısım I) DOKUM TEKNIKLERI SERİSİ: 07 KAOS HAZİRAN 98 SIRA NO: 61 GİRİŞ Dökülmek suretiyle elde edilen parçaların iç boşlukları doğrudan doğruya (çoğu kez) kalıplama ile meydana
^ MAÇALAR ve MAÇA BAŞLARI (Kısım I) DOKUM TEKNIKLERI SERİSİ: 07 KAOS HAZİRAN 98 SIRA NO: 61 GİRİŞ Dökülmek suretiyle elde edilen parçaların iç boşlukları doğrudan doğruya (çoğu kez) kalıplama ile meydana
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ. Üretim Teknikleri MK-314 3/Güz (2+1+0) 2,5 6. : Yrd.Doç.Dr.Müh.Kd.Bnb.
 2,5 6. : Yrd.Doç.Dr.Müh.Kd.Bnb.") MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS Üretim Teknikleri MK-314 3/Güz (2+1+0) 2,5 6 Dersin Dili Dersin Seviyesi Dersin Önkoşulu
MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS Üretim Teknikleri MK-314 3/Güz (2+1+0) 2,5 6 Dersin Dili Dersin Seviyesi Dersin Önkoşulu
«Otomatik Boya Hazırlama Sistemleri ile Tutarlı Boya Uygulamaları» «Consistent Coating Application Through Automated Preparation»
 «Otomatik Boya Hazırlama Sistemleri ile Tutarlı Boya Uygulamaları» «Consistent Coating Application Through Automated Preparation» Ziya Tanyeli Christoph Genzler (Foseco) 4.Oturum: Kalıp ve Maça Teknolojileri
«Otomatik Boya Hazırlama Sistemleri ile Tutarlı Boya Uygulamaları» «Consistent Coating Application Through Automated Preparation» Ziya Tanyeli Christoph Genzler (Foseco) 4.Oturum: Kalıp ve Maça Teknolojileri
«Döküm Sektöründe Kalıplama ve Ergitme Bölümlerinde 5S Sistemi Uygulamaları» «5S Applications In Moulding and Melting Shops»
 «Döküm Sektöründe Kalıplama ve Ergitme Bölümlerinde 5S Sistemi Uygulamaları» «5S Applications In Moulding and Melting Shops» Ayşe Gül Mangan Mahmut Yaşar (Akdaş Döküm) 7.Oturum: Süreçler ve Kontrol 7th
«Döküm Sektöründe Kalıplama ve Ergitme Bölümlerinde 5S Sistemi Uygulamaları» «5S Applications In Moulding and Melting Shops» Ayşe Gül Mangan Mahmut Yaşar (Akdaş Döküm) 7.Oturum: Süreçler ve Kontrol 7th
Enjeksiyon Kalıplama Prosesi için Statik Mikserler
 Enjeksiyon Kalıplama Prosesi için Statik Mikserler Karıştırıcılı enjeksiyon memeleri ve statik mikserler Prosesinizi geliştirin! Yaşadığınız sorunların birçoğunu, üretiminizi kesintiye uğratmadan, hızlı
Enjeksiyon Kalıplama Prosesi için Statik Mikserler Karıştırıcılı enjeksiyon memeleri ve statik mikserler Prosesinizi geliştirin! Yaşadığınız sorunların birçoğunu, üretiminizi kesintiye uğratmadan, hızlı
«Tundish Pota ile Döküm Yöntemi ve Diğer Döküm Yöntemleriyle Karşılaştırılması» «Pouring With Tundish Ladle and Comparison With Other Methods»
 «Tundish Pota ile Döküm Yöntemi ve Diğer Döküm Yöntemleriyle Karşılaştırılması» «Pouring With Tundish Ladle and Comparison With Other Methods» Kübra Karakuzulu Burç Aral Yalçın Badem (Erkunt Sanayi A.Ş.)
«Tundish Pota ile Döküm Yöntemi ve Diğer Döküm Yöntemleriyle Karşılaştırılması» «Pouring With Tundish Ladle and Comparison With Other Methods» Kübra Karakuzulu Burç Aral Yalçın Badem (Erkunt Sanayi A.Ş.)
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul SICAK
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul SICAK
Enerji Üretim ve Dağıtım Müdürlüğü Mühendislik Müdürlüğü Üretim Sistemleri Geliştirme Müdürlüğü Mayıs 2015
 Çelikhane Gazı Kazanım ve Kullanımının Artırılması Projesi Enerji Üretim ve Dağıtım Müdürlüğü Mühendislik Müdürlüğü Üretim Sistemleri Geliştirme Müdürlüğü Mayıs 2015 Sunum Akışı Erdemir de Enerji, Proses
Çelikhane Gazı Kazanım ve Kullanımının Artırılması Projesi Enerji Üretim ve Dağıtım Müdürlüğü Mühendislik Müdürlüğü Üretim Sistemleri Geliştirme Müdürlüğü Mayıs 2015 Sunum Akışı Erdemir de Enerji, Proses
Kaynak Verimliliği Uygulamaları
 Kaynak Verimliliği Uygulamaları Kaleseramik Çanakkale Kalebodur Seramik Sanayi AŞ Elif Gökhan 16.5.2017 Kale Grubu Kaleseramik 66 milyon metrekare yıllık üretim kapasitesi ile tek bir alanda üretim yapan
Kaynak Verimliliği Uygulamaları Kaleseramik Çanakkale Kalebodur Seramik Sanayi AŞ Elif Gökhan 16.5.2017 Kale Grubu Kaleseramik 66 milyon metrekare yıllık üretim kapasitesi ile tek bir alanda üretim yapan
Çelik Endüstrisi için Soğutma Suyu Filtreleri
 Çelik Endü strisi için Soğ ütma Süyü Filtreleri Filtre Uyğülamaları Kaliteli çelik üretiminde, soğutma suyunun kalitesi birinci derecede önem taşır. Soğutma suyunda bulunan partiküller, çeliği soğutmada
Çelik Endü strisi için Soğ ütma Süyü Filtreleri Filtre Uyğülamaları Kaliteli çelik üretiminde, soğutma suyunun kalitesi birinci derecede önem taşır. Soğutma suyunda bulunan partiküller, çeliği soğutmada
PROJE NEDEN SEÇİLDİ. Yalın Üretim: Planlama: Kapasite:
 PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
Sayın Yetkili, Saygılarımızla,
 Sayın Yetkili, Fujifilm- Right Team Danışmanlık Prescale Ürünlerinin Kullanım Alanları ve Çözümleri ile ilgili tanıtım metinleri ve iletişim bilgilerimiz ekte tarafınıza sunulmuş olup; Prescale ürünleri
Sayın Yetkili, Fujifilm- Right Team Danışmanlık Prescale Ürünlerinin Kullanım Alanları ve Çözümleri ile ilgili tanıtım metinleri ve iletişim bilgilerimiz ekte tarafınıza sunulmuş olup; Prescale ürünleri
EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS)
") EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS) Polistiren hammaddesinden ekstrüzyon yolu ile üretilmektedir. Kullanım yeri ve amacına göre farklı boyut ve basma mukavemetinde, değişikkenar ve yüzey şekillerinde
EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS) Polistiren hammaddesinden ekstrüzyon yolu ile üretilmektedir. Kullanım yeri ve amacına göre farklı boyut ve basma mukavemetinde, değişikkenar ve yüzey şekillerinde
KILCAL BORU BOYUTUNUN BELİRLENMESİ İÇİN TAVSİYELER
 KILCAL BORU BOYUTUNUN BELİRLENMESİ İÇİN TAVSİYELER Çevirenler: Hüseyin BULGURCU, Şaban SAVAŞ GİRİŞ Kılcal boru buhar sıkıştırmalı soğutma sistemlerinde en yaygın kullanılan genleşme cihazlarından biridir.
KILCAL BORU BOYUTUNUN BELİRLENMESİ İÇİN TAVSİYELER Çevirenler: Hüseyin BULGURCU, Şaban SAVAŞ GİRİŞ Kılcal boru buhar sıkıştırmalı soğutma sistemlerinde en yaygın kullanılan genleşme cihazlarından biridir.
MADDENİN AYIRT EDİCİ ÖZELLİKLERİ. Nazife ALTIN Bayburt Üniversitesi, Eğitim Fakültesi
 MADDENİN AYIRT EDİCİ ÖZELLİKLERİ Bayburt Üniversitesi, Eğitim Fakültesi www.nazifealtin.wordpress.com MADDENİN AYIRT EDİCİ ÖZELLİKLERİ Bir maddeyi diğerlerinden ayırmamıza ve ayırdığımız maddeyi tanımamıza
MADDENİN AYIRT EDİCİ ÖZELLİKLERİ Bayburt Üniversitesi, Eğitim Fakültesi www.nazifealtin.wordpress.com MADDENİN AYIRT EDİCİ ÖZELLİKLERİ Bir maddeyi diğerlerinden ayırmamıza ve ayırdığımız maddeyi tanımamıza
Şekil-1 Yeryüzünde bir düzleme gelen güneş ışınım çeşitleri
 VAKUM TÜPLÜ GÜNEŞ KOLLEKTÖR DENEYİ 1. DENEYİN AMACI: Yenilenebilir enerji kaynaklarından güneş enerjisinde kullanılan vakum tüplü kollektör tiplerinin tanıtılması, boyler tankına sahip olan vakum tüplü
VAKUM TÜPLÜ GÜNEŞ KOLLEKTÖR DENEYİ 1. DENEYİN AMACI: Yenilenebilir enerji kaynaklarından güneş enerjisinde kullanılan vakum tüplü kollektör tiplerinin tanıtılması, boyler tankına sahip olan vakum tüplü
«Karbon Yönetimi Yaklaşımı ve Örnek Uygulamalar» «Carbon Management and Model Applications»
 «Karbon Yönetimi Yaklaşımı ve Örnek Uygulamalar» «Carbon Management and Model Applications» Kumru Adanalı (Carbon Clear) Çevre ve İş Güvenliği Oturumu Environment & Occupational Safety Session Oturum Başkanı/Session
«Karbon Yönetimi Yaklaşımı ve Örnek Uygulamalar» «Carbon Management and Model Applications» Kumru Adanalı (Carbon Clear) Çevre ve İş Güvenliği Oturumu Environment & Occupational Safety Session Oturum Başkanı/Session
BİLGİSAYAR DESTEKLİ ENDÜSTRİYEL MODELLEMECİ/MODELCİ
 BİLGİSAYAR DESTEKLİ ENDÜSTRİYEL MODELLEMECİ/MODELCİ TANIM Model oluşturmak üzere döküm yolu ile elde edilmesi gereken makine parçalarının, kalıplama tekniklerine ve döküm esaslarına uygun olarak ağaç,
BİLGİSAYAR DESTEKLİ ENDÜSTRİYEL MODELLEMECİ/MODELCİ TANIM Model oluşturmak üzere döküm yolu ile elde edilmesi gereken makine parçalarının, kalıplama tekniklerine ve döküm esaslarına uygun olarak ağaç,
B6 F/H TASARIM DEĞİŞİKLİĞİ
 B6 F/H TASARIM DEĞİŞİKLİĞİ Bülent Kuca Paşabahçe Cam Sanayii ve Ticaret A.Ş, Mersin Fabrikası Özet FH'tan renklendirme yapılan renkli üretimlerde, özellikle koyu renklerden açık renklere geçişler uzun
B6 F/H TASARIM DEĞİŞİKLİĞİ Bülent Kuca Paşabahçe Cam Sanayii ve Ticaret A.Ş, Mersin Fabrikası Özet FH'tan renklendirme yapılan renkli üretimlerde, özellikle koyu renklerden açık renklere geçişler uzun
Emre Yalçın (Odöksan ELBA) 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control
 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control") «İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
«İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi.
 8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
ASC VE AZS MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ
 ALKALİ VE AŞINMA İbrahim BÜYÜKÇAYIR, İlyas CAN. 1 Çimento sanayinde alkali problemleri son zamanlarda alternatif yakıt t ve hammadde kullanımını ile da etkisi artan, sıkça s karşı şılaşılan sorunlardan
ALKALİ VE AŞINMA İbrahim BÜYÜKÇAYIR, İlyas CAN. 1 Çimento sanayinde alkali problemleri son zamanlarda alternatif yakıt t ve hammadde kullanımını ile da etkisi artan, sıkça s karşı şılaşılan sorunlardan
VOLÜMETRİK DEBİMETRE KDDM 2
 VOLÜMETRİK DEBİMETRE KDDM 2 Volümetrik debimetre nedir?? Fark basınç ölçümü ile hava akış verimini kontrol etmenizi sağlayan, bakım gerektirmeyen, yenilikçi bir Pnömatik otomasyon kontrol sistemidir, bu
VOLÜMETRİK DEBİMETRE KDDM 2 Volümetrik debimetre nedir?? Fark basınç ölçümü ile hava akış verimini kontrol etmenizi sağlayan, bakım gerektirmeyen, yenilikçi bir Pnömatik otomasyon kontrol sistemidir, bu
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
DÖKÜMHANELERDE MAÇA FİRELERİNİN YENİDEN DEĞERLENDİRİLMESİ. Berivan BODUROĞLU*, Veysel DURAK** *,** Erkunt Sanayi A.Ş.
 DÖKÜMHANELERDE MAÇA FİRELERİNİN YENİDEN DEĞERLENDİRİLMESİ Berivan BODUROĞLU*, Veysel DURAK** *,** Erkunt Sanayi A.Ş., Ankara, Türkiye ÖZET Sanayinin ve teknolojinin gelişmesine paralel olarak Dünyada olduğu
DÖKÜMHANELERDE MAÇA FİRELERİNİN YENİDEN DEĞERLENDİRİLMESİ Berivan BODUROĞLU*, Veysel DURAK** *,** Erkunt Sanayi A.Ş., Ankara, Türkiye ÖZET Sanayinin ve teknolojinin gelişmesine paralel olarak Dünyada olduğu
XII. ULUSAL TESİSAT MÜHENDİSLİĞİ KONGRESİ ERGİN BAYRAK, NACİ ŞAHİN Nisan 2015, İZMİR
 KANATLI BORULU EVAPORATÖRLERDE DEVRE TASARIMININ KAPASİTEYE ETKİSİNİN N DENEYSEL OLARAK İNCELENMESİ ERGİN BAYRAK, NACİ ŞAHİN Isı Değiştiricilerine Genel Bir Bakış Kanatlı Borulu Isı Değiştiricileri Problemler
KANATLI BORULU EVAPORATÖRLERDE DEVRE TASARIMININ KAPASİTEYE ETKİSİNİN N DENEYSEL OLARAK İNCELENMESİ ERGİN BAYRAK, NACİ ŞAHİN Isı Değiştiricilerine Genel Bir Bakış Kanatlı Borulu Isı Değiştiricileri Problemler
Dr. F. Can Akbaşoğlu, Serhat Adışen, Uğur Gürol, Eylem Subaşı (Akmetal) Prof. Dr. S. Can Kurnaz (Sakarya Üni.)
 Prof. Dr. S. Can Kurnaz (Sakarya Üni.)") «Kalın Kesitli G18NiMoCr3-6 Test Bloklarının Farklı Isıl İşlem Koşullarında Kenar ve Orta Bölgelerindeki Mikro Yapı ve Mukavemet Değerlerinin İncelenmesi» «The Effect of Different Heat Treatment Conditions
«Kalın Kesitli G18NiMoCr3-6 Test Bloklarının Farklı Isıl İşlem Koşullarında Kenar ve Orta Bölgelerindeki Mikro Yapı ve Mukavemet Değerlerinin İncelenmesi» «The Effect of Different Heat Treatment Conditions
DÖKÜM TEKNİSYENİ İZMİR A 1.1 2014/I
 TANIM Dökümü istenen modelleri döküm kalıp kumu içine kalıplayan, metal ve alaşımları ergiterek hazırlanmış kum kalıplara veya metal kalıplar içerisine dökerek istenen şekli veren, döküm sonucu elde edilen
TANIM Dökümü istenen modelleri döküm kalıp kumu içine kalıplayan, metal ve alaşımları ergiterek hazırlanmış kum kalıplara veya metal kalıplar içerisine dökerek istenen şekli veren, döküm sonucu elde edilen
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
«Dökümhanelerde Yalın Yönetim ve Görsel Fabrika»
 «Dökümhanelerde Yalın Yönetim ve Görsel Fabrika» Hande Birengel, Veysel Durak (Erkunt Sanayi) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda
«Dökümhanelerde Yalın Yönetim ve Görsel Fabrika» Hande Birengel, Veysel Durak (Erkunt Sanayi) 6.Oturum: Döküm Sektöründe İyi Uygulamalar Oturum Başkanı: Bülent Şirin (Componenta Dökümcülük Orhangazi) Oturumlarda
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
VisionLink Unified Suite
 VisionLink Unified Suite Eğitimi VisionLink Unified Suite Eğitimi Ekipman Yönetimi Departmanı 2017 Unified Suite Eğitimi VisionLink Unified Suite Daha modern, daha verimli Sahada en çok ihtiyaç duyulan
VisionLink Unified Suite Eğitimi VisionLink Unified Suite Eğitimi Ekipman Yönetimi Departmanı 2017 Unified Suite Eğitimi VisionLink Unified Suite Daha modern, daha verimli Sahada en çok ihtiyaç duyulan
3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR
 3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR 1-) 2002 OKS 3-) 4-) 2004 OKS 2-) 2003 OKS 5-) 2005 OKS 6-) 2006 OKS 10-) 2010 SBS 7-) 2008 OKS 11-) 2011 SBS 8-) 2009 SBS 2012 SBS 14-) 12-) 15-) 2015 TEOG 2014 TEOG 13-)
3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR 1-) 2002 OKS 3-) 4-) 2004 OKS 2-) 2003 OKS 5-) 2005 OKS 6-) 2006 OKS 10-) 2010 SBS 7-) 2008 OKS 11-) 2011 SBS 8-) 2009 SBS 2012 SBS 14-) 12-) 15-) 2015 TEOG 2014 TEOG 13-)
Cengiz TAŞDEMİR Makine Mühendisi (İTÜ) Hijyen Bilimci
 Hijyen Bilimci") Cengiz TAŞDEMİR Makine Mühendisi (İTÜ) Hijyen Bilimci TANIM Validasyon ; Geçerli olma durumu, geçerlilik anlamına gelir. Kullanılan yöntemin doğru ve kesin olarak sürekli bir şekilde bekleneni gerçekleştirdiğinin
Cengiz TAŞDEMİR Makine Mühendisi (İTÜ) Hijyen Bilimci TANIM Validasyon ; Geçerli olma durumu, geçerlilik anlamına gelir. Kullanılan yöntemin doğru ve kesin olarak sürekli bir şekilde bekleneni gerçekleştirdiğinin
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
WCM - Dünya Klasında Üretim. 7 Haziran 2014
 WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
TEKSTİL TEKNOLOJİSİ TEKNİKERİ
 TANIM İplik, dokuma, örme, boya, baskı, terbiye, konfeksiyon alanlarında üretimin takibini ve kontrolünü, makine bakım, ayar ve onarımını yapan, işçi ile işletme mühendisi arasında iletişimi sağlayan ara
TANIM İplik, dokuma, örme, boya, baskı, terbiye, konfeksiyon alanlarında üretimin takibini ve kontrolünü, makine bakım, ayar ve onarımını yapan, işçi ile işletme mühendisi arasında iletişimi sağlayan ara
İller Bankası A.Ş. Proje Dairesi Başkanlığı İçme Suyu Arıtma Proje Grubu
 Şehnaz ÖZCAN Çevre Mühendisi Teknik Uzman Sevtap Çağlar Çevre Mühendisi Müdür İller Bankası A.Ş. Proje Dairesi Başkanlığı İçme Suyu Arıtma Proje Grubu İÇERİK Giriş Mevcut içmesuyu durumu Projenin amacı
Şehnaz ÖZCAN Çevre Mühendisi Teknik Uzman Sevtap Çağlar Çevre Mühendisi Müdür İller Bankası A.Ş. Proje Dairesi Başkanlığı İçme Suyu Arıtma Proje Grubu İÇERİK Giriş Mevcut içmesuyu durumu Projenin amacı
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
5/3/2017. Verilenler: a) TS EN standardından XF1 sınıfı donma-çözülme ve XA3 sınıfı zararlı kimyasallar etkisi için belirlenen kriterler:
 TS EN standardından XF1 sınıfı donma-çözülme ve XA3 sınıfı zararlı kimyasallar etkisi için belirlenen kriterler:") ÖRNEK: Endüstriyel bölgede yapılacak bir betonarme yapı için TS EN 206-1 standardına göre XF1 sınıfı donma-çözülme ve XA3 sınıfı zararlı kimyasallar etkisine karşı dayanıklı akıcı kıvamda bir beton karışım
ÖRNEK: Endüstriyel bölgede yapılacak bir betonarme yapı için TS EN 206-1 standardına göre XF1 sınıfı donma-çözülme ve XA3 sınıfı zararlı kimyasallar etkisine karşı dayanıklı akıcı kıvamda bir beton karışım
İşgücü kaybını önler Filtre bakımına, su tutucuların tahliyesine gerek kalmaz. Arıza ve bakım için harcanan iş gücünden tasarruf ettirir.
 Kurutucu Basınçlı Hava Kurutucuları Su Nereden Geliyor? Kompresöre giren atmosferik havanın içinde su buharı bulunur. Sıkışmanın etkisiyle yoğuşarak su haline gelen bu su buharı hava hatlarında ve kullanım
Kurutucu Basınçlı Hava Kurutucuları Su Nereden Geliyor? Kompresöre giren atmosferik havanın içinde su buharı bulunur. Sıkışmanın etkisiyle yoğuşarak su haline gelen bu su buharı hava hatlarında ve kullanım
MİKRODALGA YÖNTEMİYLE NİKEL FERRİT NANOPARTİKÜLLERİN SENTEZİ VE KARAKTERİZASYONU
 MİKRODALGA YÖNTEMİYLE NİKEL FERRİT NANOPARTİKÜLLERİN SENTEZİ VE KARAKTERİZASYONU Zeynep KARCIOĞLU KARAKAŞ a,*, Recep BONCUKÇUOĞLU a, Mehmet ERTUĞRUL b a Atatürk Üniversitesi, Mühendislik Fakültesi, Çevre
MİKRODALGA YÖNTEMİYLE NİKEL FERRİT NANOPARTİKÜLLERİN SENTEZİ VE KARAKTERİZASYONU Zeynep KARCIOĞLU KARAKAŞ a,*, Recep BONCUKÇUOĞLU a, Mehmet ERTUĞRUL b a Atatürk Üniversitesi, Mühendislik Fakültesi, Çevre
SAĞLIK GEREÇLERİ ÜRETİMİNDE ENERJİ VE SİNTERLEME SICAKLIĞININ DÜŞÜRÜLMESİ ÇALIŞMALARI
 SERAMİK ARAŞTIRMA MERKEZİ SAĞLIK GEREÇLERİ ÜRETİMİNDE ENERJİ VE SİNTERLEME SICAKLIĞININ DÜŞÜRÜLMESİ ÇALIŞMALARI PERVİN DAĞ 03 04 2009 İçerik Türkiye de enerji tüketimi Enerji esaslı CO 2 emisyonu Türkiye
SERAMİK ARAŞTIRMA MERKEZİ SAĞLIK GEREÇLERİ ÜRETİMİNDE ENERJİ VE SİNTERLEME SICAKLIĞININ DÜŞÜRÜLMESİ ÇALIŞMALARI PERVİN DAĞ 03 04 2009 İçerik Türkiye de enerji tüketimi Enerji esaslı CO 2 emisyonu Türkiye
SICAK YOLLUK KONTROL ÜNİTELERİNİN ÖNEMİ
 SICAK YOLLUK KONTROL ÜNİTELERİNİN ÖNEMİ Kaliteli bir sıcak yolluk sistemi enjeksiyon prosesinin stabilitesinde yüksek kalitede parça elde etmek için önemlidir.sıcak yolluk sisteminin performansını gösteren
SICAK YOLLUK KONTROL ÜNİTELERİNİN ÖNEMİ Kaliteli bir sıcak yolluk sistemi enjeksiyon prosesinin stabilitesinde yüksek kalitede parça elde etmek için önemlidir.sıcak yolluk sisteminin performansını gösteren
METALURJİ VE MALZEME MÜHENDİSİ
 TANIM Metalürji ve malzeme mühendisi, bileşiminde metal bulunan maden filizlerinden metal ve alaşımlarının elde edilmesi ve bunların belli işlemlerden geçirilerek endüstrinin istediği hammadde haline getirilmesi,
TANIM Metalürji ve malzeme mühendisi, bileşiminde metal bulunan maden filizlerinden metal ve alaşımlarının elde edilmesi ve bunların belli işlemlerden geçirilerek endüstrinin istediği hammadde haline getirilmesi,
ETHK-20 MEYVE SEBZE KURUTUCU ISI POMPASI PLC KULLANIM KLAVUZU
 ETHK-20 MEYVE SEBZE KURUTUCU ISI POMPASI PLC KULLANIM KLAVUZU 1. Manuel Mod Şekil I Manuel Mod geçmek için Manuel Moda Geç butonuna dokununuz. Karşımıza gelen ekranda ki fonksiyonları değiştirmek için
ETHK-20 MEYVE SEBZE KURUTUCU ISI POMPASI PLC KULLANIM KLAVUZU 1. Manuel Mod Şekil I Manuel Mod geçmek için Manuel Moda Geç butonuna dokununuz. Karşımıza gelen ekranda ki fonksiyonları değiştirmek için
ALÜMİNYUM T6 ISIL İŞLEMİ İÇİN GELİŞTİRİLEN SEPET TASARIMI İLE ZAMAN VE ENERJİ TASARRUFU SAĞLANMASI
 ALÜMİNYUM T6 ISIL İŞLEMİ İÇİN GELİŞTİRİLEN SEPET TASARIMI İLE ZAMAN VE ENERJİ TASARRUFU SAĞLANMASI Seracettin Akdı Aydınlar Yedek Parça San. ve Tic. A.Ş. Ar-Ge Merkezi Gamze Küçükyağlıoğlu Aydınlar Yedek
ALÜMİNYUM T6 ISIL İŞLEMİ İÇİN GELİŞTİRİLEN SEPET TASARIMI İLE ZAMAN VE ENERJİ TASARRUFU SAĞLANMASI Seracettin Akdı Aydınlar Yedek Parça San. ve Tic. A.Ş. Ar-Ge Merkezi Gamze Küçükyağlıoğlu Aydınlar Yedek
TETA & TEDA. Sıcak Hava Apareyleri
 TETA & TEDA Sıcak Hava Apareyleri İçindekiler Teknogen Kimiz? Ne iş yaparız? Genel Özellikler... 1 Teknik Özellikler... 1 Bileşenler... 2 Montaj ve Bakım... 3 Elektrik Bağlantı Şeması... 3 Ölçüler... 4
TETA & TEDA Sıcak Hava Apareyleri İçindekiler Teknogen Kimiz? Ne iş yaparız? Genel Özellikler... 1 Teknik Özellikler... 1 Bileşenler... 2 Montaj ve Bakım... 3 Elektrik Bağlantı Şeması... 3 Ölçüler... 4
ÜRÜNLERİN SOĞUKTA MUHAFAZASI VE NEMLENDİRMENİN ÖNEMİ
 ÜRÜNLERİN SOĞUKTA MUHAFAZASI VE NEMLENDİRMENİN ÖNEMİ Meyve ve Sebzeler, hasatlarından sonra da yaşamlarını sürdürürler, solunumları devam eder. Bunun sonucunda niteliklerini kaybederek bozulurlar. Bu bozulmayı
ÜRÜNLERİN SOĞUKTA MUHAFAZASI VE NEMLENDİRMENİN ÖNEMİ Meyve ve Sebzeler, hasatlarından sonra da yaşamlarını sürdürürler, solunumları devam eder. Bunun sonucunda niteliklerini kaybederek bozulurlar. Bu bozulmayı
SICAK YOLLUK SİSTEMİ
 SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
Online teknik sayfa FW102 SAÇILAN IŞIK-TOZ ÖLÇÜM CIHAZLARI
 Online teknik sayfa FW102 A B C D E F H I J K L M N O P Q R S T Sipariş bilgileri Tip FW102 Stok no. Talep üzerine Uygulama yeri ve müşteri gereklilikleri doğrultusunda kullanılacak cihazın özellikleri
Online teknik sayfa FW102 A B C D E F H I J K L M N O P Q R S T Sipariş bilgileri Tip FW102 Stok no. Talep üzerine Uygulama yeri ve müşteri gereklilikleri doğrultusunda kullanılacak cihazın özellikleri
RAKU-TOOL Döküm Endüstrisi için. Modelleme ve kalıplamada kullanılan yüksek performanslı epoksi ve poliüretan sistemler.
 TR RAKU-TOOL Döküm Endüstrisi için Modelleme ve kalıplamada kullanılan yüksek performanslı epoksi ve poliüretan sistemler. RAMPF Tooling RAKU-TOOL döküm endüstrisi için 2 3 RAKU-TOOL döküm endüstrisi için
TR RAKU-TOOL Döküm Endüstrisi için Modelleme ve kalıplamada kullanılan yüksek performanslı epoksi ve poliüretan sistemler. RAMPF Tooling RAKU-TOOL döküm endüstrisi için 2 3 RAKU-TOOL döküm endüstrisi için
KAPASİTE PLANLAMASI ve ÖLÇME KRİTERLERİ
 KAPASİTE PLANLAMASI ve ÖLÇME KRİTERLERİ Kuruluş yeri belirlenen bir üretim biriminin üretim miktarı açısından hangi büyüklükte veya kapasitede olması gerektiği işletme literatüründe kapasite planlaması
KAPASİTE PLANLAMASI ve ÖLÇME KRİTERLERİ Kuruluş yeri belirlenen bir üretim biriminin üretim miktarı açısından hangi büyüklükte veya kapasitede olması gerektiği işletme literatüründe kapasite planlaması
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings»
 «Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
Otomatik Kontrol. Kontrol Sistemlerin Temel Özellikleri
 Otomatik Kontrol Kontrol Sistemlerin Temel Özellikleri H a z ı r l aya n : D r. N u r d a n B i l g i n Açık Çevrim Kontrol Kontrol Edilecek Sistem () Açık Çevrim Kontrolcü () () () () C : kontrol edilecek
Otomatik Kontrol Kontrol Sistemlerin Temel Özellikleri H a z ı r l aya n : D r. N u r d a n B i l g i n Açık Çevrim Kontrol Kontrol Edilecek Sistem () Açık Çevrim Kontrolcü () () () () C : kontrol edilecek
Koru1000. beklentilerinizin ötesinde!
 Koru1000 Koru1000 beklentilerinizin ötesinde! 2017 Referanslarımız; 5 10 15 bar 16 Koru1000 Ölçemezsen, Yönetemezsin! 4 Koru1000 bir ENVEST ürünüdür. envest ba k y y! Envest, enerji ve su verimliliğini
Koru1000 Koru1000 beklentilerinizin ötesinde! 2017 Referanslarımız; 5 10 15 bar 16 Koru1000 Ölçemezsen, Yönetemezsin! 4 Koru1000 bir ENVEST ürünüdür. envest ba k y y! Envest, enerji ve su verimliliğini
FEN BİLİMLERİ DERSİ ÖĞRETİM PROGRAMI (3, 4, 5, 6, 7 VE 8. SıNıF) TANITIMI. Öğretim Programı Tanıtım Sunusu
 TANITIMI. Öğretim Programı Tanıtım Sunusu") FEN BİLİMLERİ DERSİ ÖĞRETİM PROGRAMI (3, 4, 5, 6, 7 VE 8. SıNıF) TANITIMI Öğretim Programı Tanıtım Sunusu Sununun İçeriği Programın Yapısı Ünite, Kazanım Sayı ve Süre Tablosu Fen Bilimleri Dersi Öğretim
FEN BİLİMLERİ DERSİ ÖĞRETİM PROGRAMI (3, 4, 5, 6, 7 VE 8. SıNıF) TANITIMI Öğretim Programı Tanıtım Sunusu Sununun İçeriği Programın Yapısı Ünite, Kazanım Sayı ve Süre Tablosu Fen Bilimleri Dersi Öğretim
2.1 Gri Düzey Eş Oluşum Matrisi ( GLCM) Gri düzey eş oluşum matrisi Haralick tarafından öne sürülmüştür [1]. Đstatistiksel doku analizi yöntemidir.
![2.1 Gri Düzey Eş Oluşum Matrisi ( GLCM) Gri düzey eş oluşum matrisi Haralick tarafından öne sürülmüştür [1]. Đstatistiksel doku analizi yöntemidir.](/thumbs/25/5185187.jpg "2.1 Gri Düzey Eş Oluşum Matrisi ( GLCM) Gri düzey eş oluşum matrisi Haralick tarafından öne sürülmüştür [1]. Đstatistiksel doku analizi yöntemidir.") ÇELĐK YÜZEYLERĐN SINIFLANDIRILMASI * Cem ÜNSALAN ** Aytül ERÇĐL * Ayşın ERTÜZÜN *Boğaziçi Üniversitesi, Elektrik-Elektronik Mühendisliği Bölümü unsalan@boun.edu.tr **Boğaziçi Üniversitesi, Endüstri Mühendisliği
ÇELĐK YÜZEYLERĐN SINIFLANDIRILMASI * Cem ÜNSALAN ** Aytül ERÇĐL * Ayşın ERTÜZÜN *Boğaziçi Üniversitesi, Elektrik-Elektronik Mühendisliği Bölümü unsalan@boun.edu.tr **Boğaziçi Üniversitesi, Endüstri Mühendisliği
El Freni Spiral Bağlantı Sacının Bükme Kalıbınında Üretilmesinin Teorik ve Uygulamalı İncelenmes (Hand Brake Spiral Mounting Plate)
") El Freni Spiral Bağlantı Sacının Bükme Kalıbınında Üretilmesinin Teorik ve Uygulamalı İncelenmes (Hand Brake Spiral Mounting Plate) Aslı UYAR- Kerim ÇETİNKAYA *Karabük Üniversitesi Teknik Eğitim Fakültesi,
El Freni Spiral Bağlantı Sacının Bükme Kalıbınında Üretilmesinin Teorik ve Uygulamalı İncelenmes (Hand Brake Spiral Mounting Plate) Aslı UYAR- Kerim ÇETİNKAYA *Karabük Üniversitesi Teknik Eğitim Fakültesi,
«Dikey Kalıplama Hatlarında Ekzotermik Besleyici Kullanımı» «Exothermic Feeders Usage in Vertical Moulding Lines»
 «Dikey Kalıplama Hatlarında Ekzotermik Besleyici Kullanımı» «Exothermic Feeders Usage in Vertical Moulding Lines» Murak Kallek (Foseco) 3.Oturum: Döküm Teknolojileri Demir - Çelik 3rd Session: Casting
«Dikey Kalıplama Hatlarında Ekzotermik Besleyici Kullanımı» «Exothermic Feeders Usage in Vertical Moulding Lines» Murak Kallek (Foseco) 3.Oturum: Döküm Teknolojileri Demir - Çelik 3rd Session: Casting
GAZ ENJEKSĐYON TEKNOLOJĐSĐ. Mehmet SAYINDI
 GAZ ENJEKSĐYON TEKNOLOJĐSĐ Mehmet SAYINDI Makina Yüksek Mühendisi GĐRĐŞ Gaz Enjeksiyon Teknolojisi (GET), 30 yıllık geçmişi olan bir yöntemdir. Đlk patent, 1971 yılında Almanya da verilmiştir ve 80 li
GAZ ENJEKSĐYON TEKNOLOJĐSĐ Mehmet SAYINDI Makina Yüksek Mühendisi GĐRĐŞ Gaz Enjeksiyon Teknolojisi (GET), 30 yıllık geçmişi olan bir yöntemdir. Đlk patent, 1971 yılında Almanya da verilmiştir ve 80 li
SEIATSU-HSP TIPI KALIPLAMA HATTI
 .. SEIATSU-HSP TIPI KALIPLAMA HATTI Konvensiyonel sarsma-basma presinin ekonomik ve teknolojik alternatifi max. 85 db (A) e cıkan gürültü seviyesiyle sessiz ve cevre dostu kalıplama prosesi Alt ve üst
.. SEIATSU-HSP TIPI KALIPLAMA HATTI Konvensiyonel sarsma-basma presinin ekonomik ve teknolojik alternatifi max. 85 db (A) e cıkan gürültü seviyesiyle sessiz ve cevre dostu kalıplama prosesi Alt ve üst
FABRİKA Kalesinterflex Fabrikası, Çan Çanakkale
 Kalesinterflex Fabrikası, Çan Çanakkale Seramik firmalarının uzmanlıklarını ve yenilikçi olduklarını ispatlamaları aynı kalitedeki üretimi alışagelmiş özelliklerin dışına çıkarak yapabilmesidir. Bunun
Kalesinterflex Fabrikası, Çan Çanakkale Seramik firmalarının uzmanlıklarını ve yenilikçi olduklarını ispatlamaları aynı kalitedeki üretimi alışagelmiş özelliklerin dışına çıkarak yapabilmesidir. Bunun
Asenkron Motor Analizi
 Temsili Resim Giriş Asenkron motorlar, neredeyse 100 yılı aşkın bir süredir endüstride geniş bir yelpazede kulla- Alperen ÜŞÜDÜM nılmaktadır. Elektrik Müh. Son yıllarda, FİGES A.Ş. kontrol teknolojilerinin
Temsili Resim Giriş Asenkron motorlar, neredeyse 100 yılı aşkın bir süredir endüstride geniş bir yelpazede kulla- Alperen ÜŞÜDÜM nılmaktadır. Elektrik Müh. Son yıllarda, FİGES A.Ş. kontrol teknolojilerinin
BİR KOMPRESÖRDEN DAHA FAZLASI. Kurutucu Broşürü
 BİR KOMPRESÖRDEN DAHA FAZLASI Kurutucu Broşürü (U) Genel Kullanıma Uygun Endüstriyel Basınçlı Hava Yüksek Kaliteli Kumlama Pnömatik Valf ve El Aletleri Pnömatik Kontrol ve Taşıma Sistemleri, Tekstil Toz
BİR KOMPRESÖRDEN DAHA FAZLASI Kurutucu Broşürü (U) Genel Kullanıma Uygun Endüstriyel Basınçlı Hava Yüksek Kaliteli Kumlama Pnömatik Valf ve El Aletleri Pnömatik Kontrol ve Taşıma Sistemleri, Tekstil Toz
SEÇİL KAUÇUK ERDEMİR. O-Ring Kaizen. Ekibi. Buhar Gücü. KaizenEkibi
 SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
RIALTO SERAMİK RADYANT ISITICI
 RIALTO SİSTEMİNİN AVANTAJLARI RIALTO SERAMİK RADYANT ISITICI SAĞLIKLI Radyasyon hava akımı oluşturmadan doğal ısıtma sağlar. YÖNLENDİRİLEBİLME Radyant ışımasının seçili alanlara yönlendirilmesine olanak
RIALTO SİSTEMİNİN AVANTAJLARI RIALTO SERAMİK RADYANT ISITICI SAĞLIKLI Radyasyon hava akımı oluşturmadan doğal ısıtma sağlar. YÖNLENDİRİLEBİLME Radyant ışımasının seçili alanlara yönlendirilmesine olanak
Aykut GÜRKAN Makine Mühendisi
 Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi