Bağlama elemanı olarak somunlu, somunsuz ve saplama olmak üzere üç şekilde kullanılır. Saplamaların bir tarafı doğrudan doğruya bağlanacak parçaların
|
|
|
- Berna Volkan
- 8 yıl önce
- İzleme sayısı:
Transkript
1 CIVATA BAĞLANTILARI Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının bağlantısında, çelik konstrüksiyonlarda ve benzeri bir çok yerlerde bağlantı elemanı olarak kullanılırlar.

2 Bağlama elemanı olarak somunlu, somunsuz ve saplama olmak üzere üç şekilde kullanılır. Saplamaların bir tarafı doğrudan doğruya bağlanacak parçaların birine vidalanır. Saplamalar sık sık çözülmesi gereken sistemlerde kullanılır. Cıvataların bağlama ve çözme işlemleri anahtar veya tornavida denilen takımlarla yapılır.

3 Cıvatalı Bağlantı Konstrüksiyon Örnekleri

4 Cıvatalar ve Vidaların görevleri: 1. Sökülebilen bağlantılarda tesbit cıvatası olarak. Tespit ettikten sonra öngerilim vermek maksadıyla. 3. Tapa ve kör tapa olarak. 4. Boşluk ve aşınmaları ayarlamak için ayar cıvatası olarak 5. Ölçme aletlerinde ölçü vidası olarak(mikrometre). 6. Küçük kuvvetleri büyük kuvvetlere çevirmek için (mengene, vidalı pres). 7. Dönme hareketini ilerlemeye, ilerlemeyi dönmeye çevirmek için (yivset-mermi).
. 7.")
5 Cıvataların teknikte neden çok kullanılırlar? 1. Çözmek ve bağlamak çok kolaydır.. Standart olarak hazırlanmışlardır. 3. Kolay imal edilirler. 4. Değişik uygulamalar için değişik tipleri mevcuttur.

6 Dezavantajları; 1. Kendi kendine çözülmemesi için emniyet önlemleri almak gerekir.. Vidanın merkezleme kalitesi yoktur. 3. Kertik (Çentik) tesiri ile kopabilir, 4. Ötelemenin dönmeye çevrilmesinde verim düşüktür.
 tesiri ile kopabilir, 4.")
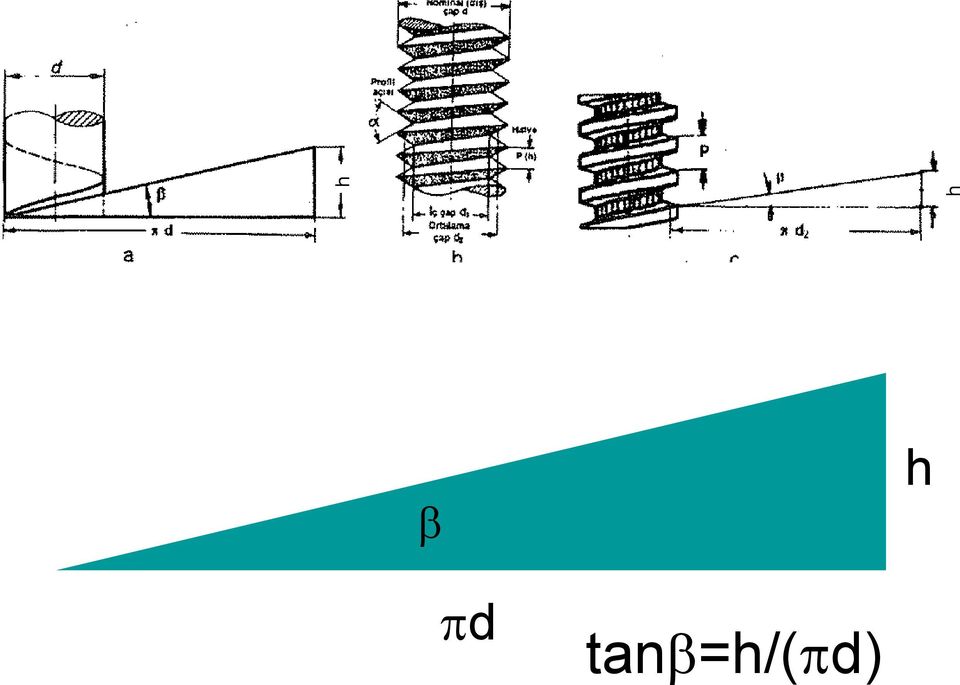
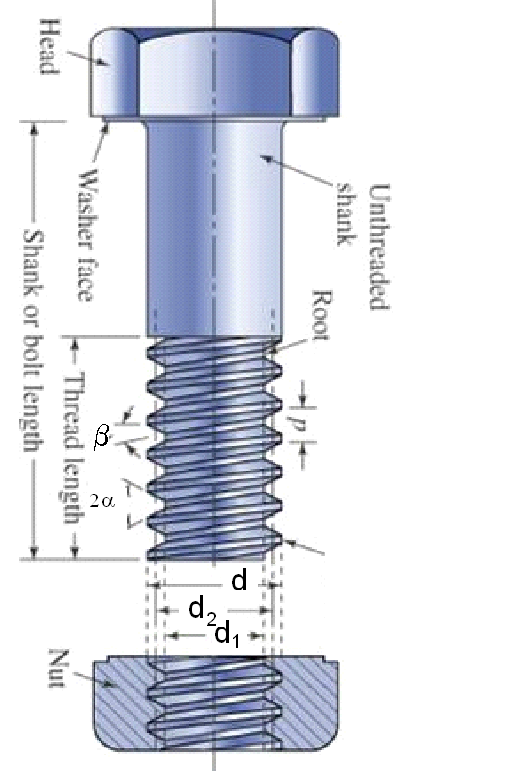
7 Vidanın Özellikleri ve Genel Boyutlar Vida silindirik çubukların dış ve dairesel deliklerin iç yüzeyine açılmış helis şeklinde kanaldır. Vidayı;h hatve, silindir çapı d ve eğim açısı ß olmak üzere üç ana faktör karakterize eder. Vida bir kanal şeklinde olduğu için dış (d) ve iç (d 1 ) olmak üzere iki çaptan ve bunlarını ortalamasından (d ) söz edilebilir. Aynı durum eğim açısına da yansır.
 ve iç (d 1 ) olmak üzere iki çaptan ve bunlarını")
8 h h h d tan=h/(d)
9 CIVATA BAĞLANTILARI Vidaların sınıflandırılması Profillerine göre Üçgen (Metrik, Whitworth), Trapez, Testere, Yuvarlak, Kare Helis yönüne göre sağ (siy) veya sol (sity) helis Ağız sayısına göre bir, iki, üç veya dört ağızlı olabilirler.
 helis Ağız sayısına göre bir, iki, üç veya dört")
10

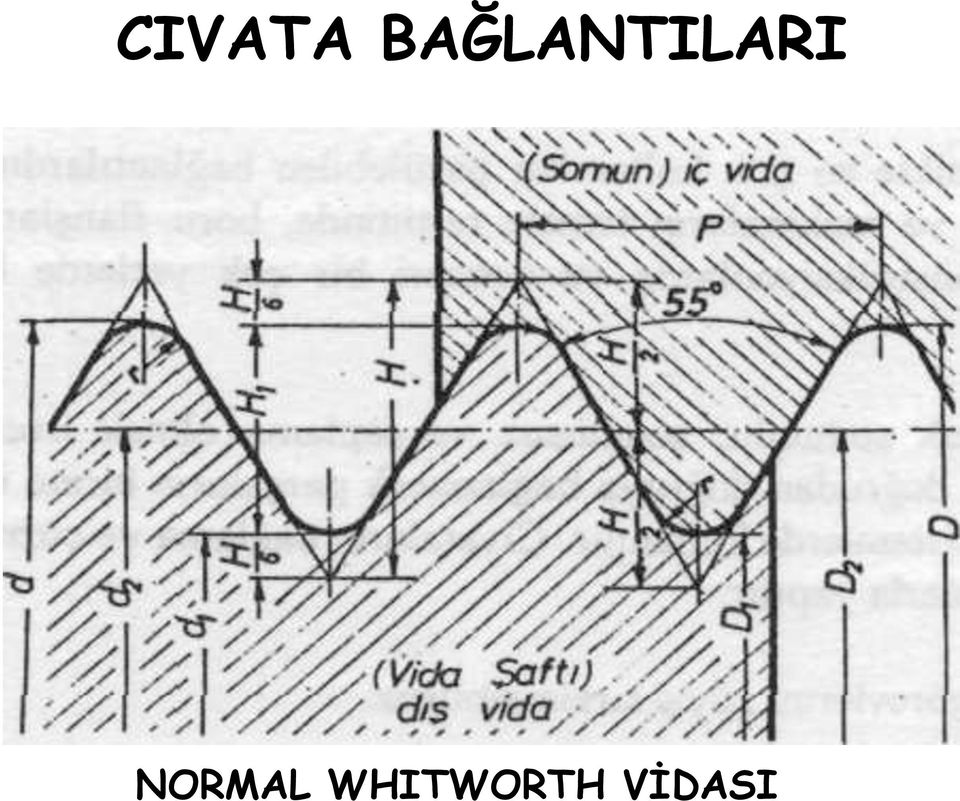
11 Üçgen vidalar l)whitworth vidaları, Normal whitworth vidaları ve Whitworth boru vidası olarak ikiye ayrılır. -Normal Whitworth vidası: Tepe açısı 55 lik ikizkenar üçgen olan, dış yüksekliğinin de yuvarlatılarak 1/6 sı alınan bu vida bağlama işlerinde kullanılmaktadır.

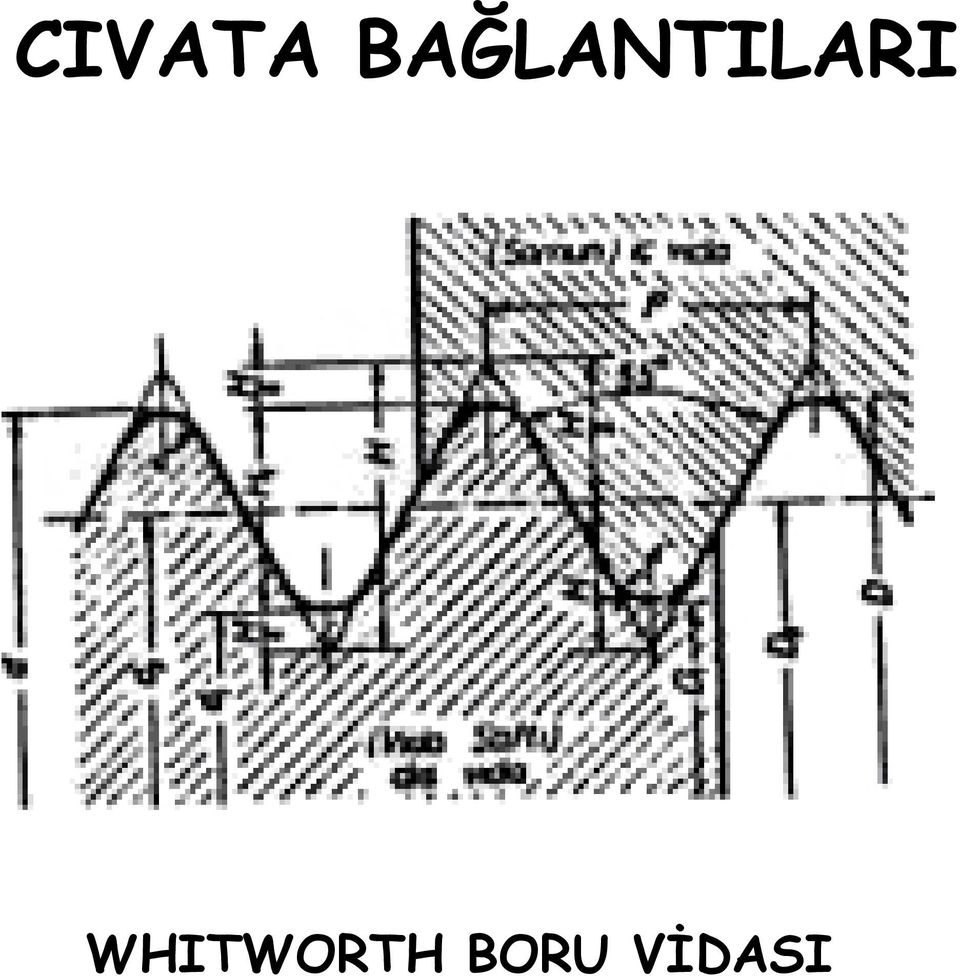
12 Üçgen vidalar -Whitworth Boru vidası: TSCI/3...5 'e göre 1/8 "..6" arasında standartlaştırılmıştır. Dişleri fazla kalın olmayan boru cidarını zayıflatmamak için ince tutulmuştur- Orta (o) ve kaba (k) kalite olarak üretilirler. Sızdırmazlıkları keten lifler ve PTE band ile sağlandığı gibi, sızdırmazlıkları kendinden sağlanan konik uçlu whitworth boru vidaları da vardır. (TS 61/6)
 kalite olarak üretilirler.")
13 Üçgen vidalar -BS vidası: İngiliz standartlarında bulunan 3/16 den 4 1/4" kadar çaplar arasında standartlaştırılan bu vidaların tepe (uç) açısı 47,5 dir. ) Metrik vidalar: Tepe açısı 60 olan bu vidaların kalın ve ince dişli tipleri vardır. İmalat toleransları ince (i), orta (o) ve kaba (k) olmak üzere üç gruba ayrılmıştır. 3)UST vidası: Metrik vida dişi gibi 60 tepe açılıdır Vida diş üstünde 1/8, diş dibinde ise 1/6 lık bir düzeltme yapılmıştır. Kaba adımlı (MNC) ve ince adımlı UN olmak üzere ikiye ayrılır.
UST vidası: Metrik vida dişi gibi 60 tepe açılıdır Vida diş üstünde 1/8, diş dibinde ise 1/6 lık bir düzeltme yapılmıştır.")
14 CIVATA BAĞLANTILARI NORMAL WHITWORTH VĠDASI

15 CIVATA BAĞLANTILARI WHITWORTH BORU VĠDASI
16 CIVATA BAĞLANTILARI BS ĠNGĠLĠZ ĠNCE ADIMLI VĠDASI

17 CIVATA BAĞLANTILARI Üçgen vidalar Ġç vida (somun) Vida Ģaftı (dıģ vida)
 Vida")
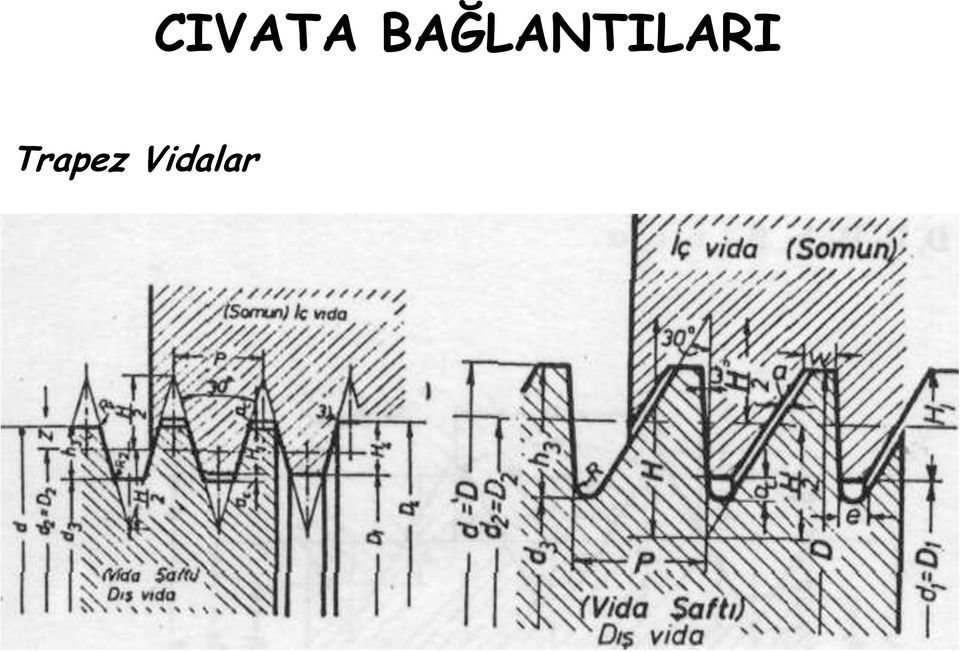
18 CIVATA BAĞLANTILARI Trapez Vidalar Vida kesiti 30 tepe açılı trapezdir. Hareket vidası olarak preslerin millerinde, krikolarda, ventillerde, vanalarda, torna tezgahlarının ana millerinde kullanılır. Çoğu kez otoblokajı kaldırmak ve hareketi hızlandırmak amacıyla çok ağızlı yapılır. Bazen sık sık çözülen yerlerde tesbit cıvatası olarak da kullanılır.

19 Trapez Vidalar CIVATA BAĞLANTILARI
20 CIVATA BAĞLANTILARI Testere dişli vidalar Çok önemli bir hareket vidasıdır. Tek yönden çok büyük kuvvetle yüklenen yerlerde örneğin preslerde kullanılır. Taşıyıcı yüzey vida eksenine hemen hemen dikeydir. Sırt yüzeyi ise bu eksenle 30 lik bir açı meydana getirir. Dış vidanın diş dibi çapı ile somunun diş dibi çapı eşit alınarak her iki parça için silindirik bir klavuz elde edilir. Bu yapılmazsa çalışmada tutukluk olur. Hareket vidası olarak kullanıldığından çok ağızlı olarak üretilirler.

21 CIVATA BAĞLANTILARI Yuvarlak dişli vidalar Sızdırmazlık gereken yerlerde (şişe, kavanoz ağızlarında), keskin profilli vidaların pislik, kum, toz ve pastan fazla zarar gördükleri yerlerde (kirli su vana milleri, itaiye armatürleri) kullanılırlar.
22 CIVATA BAĞLANTILARI Yuvarlak diģli vidalar
23 CIVATA BAĞLANTILARI Kare (Dikdörtgen) vidalar Hareket vidası olarak kullanılırlar. Ancak imalattan sırasında taşıyıcı yüzeylerin temiz çıkması için torna tezgahının takımları çok hassas ayarlanmalı ve her iki diş yüzünü ayrı ayrı işlemeleri gerekir.
24 CIVATA BAĞLANTILARI VĠDA GÖSTERĠMLERĠ ÖZEL DURUMLAR Metrik (M) DiĢ baģı çapı (mm) M0 Metrik ince diģ (M) DiĢ baģı çapı (mm) x hatve (mm) M80xl.5 Sol vida MlO.Sol Whitworth vida (W) DiĢ BaĢı çapı(inch) x hatve (mm) W"5.645 Çot ağızlı () vida M10. ağızlı Trapez vida (Tr) DiĢ baģı çapı (mm) x hatve (mm) Tr48x8 Çok ağızlı (3) sol vida M10.3 ağızlı sol Testere vida (Tv) DiĢ baģı çapı (mm) x hatve (mm) Tvl00xl Yuvarlak vida (Tv) DiĢ baģı çapı (mm) x hatve (mm). Yv40x 4.33 Boru diģi ve \idasi (R) Borunun nominal çapı (inch) Rl"
25 CIVATA BAĞLANTILARI DIN ve TS Standartlarına göre semboller: d,dı,d,d,dı.d,h,,p,t, t 1, t,
26 CIVATA BAĞLANTILARI Vida Toleransları: Vidaların birbirinden bağımsız olan 5 toleransı vardır ait oldukları boyutun indis olarak gösterirsek bunlar, Td, Td, TD, Td1, TD1 dir. cıvata ve somunlarda birim delik sistemi kullanılır. ISO tolerans sistemine göre cıvata vidasının tolerans bölgeleri e, g, h somun vidasının tolerans bölgeleri G, H'dir. Bu bölgelere bağlı olarak ince (i), orta (o) ve kaba (k) olmak üzere üç tolerans sınıfı vardır.
27 CIVATA BAĞLANTILARI cıvata vidası M 0-4g 6g Ortalama çapın tolerans alanı DıĢ çapın tolerans alanı
28 CIVATA BAĞLANTILARI Somun vidası M 14-4G 6G Ortalama çapın tolerans alanı DıĢ çapın tolerans alanı
29 Cıvata Malzemeleri ve Üretim Cıvata Malzemeleri Yöntemleri Cıvata ve somunlar genellikle çelikten imal edilirler. Ayrıca çeşitli amaçlar için Al alaşım, pirinç, teflon, polyamid gibi malzemeler de kullanılmaktadır. Cıvataların mekanik özellikleri kabartma olarak başlarına yazılır. Eski Sembol Yeni Sembol 4A 4D 4S 5D 5S 6D 6S 6G 8G 10K 1K S
30 ÜRETĠM YÖNTEMLERĠ Talaş Kaldırarak Vida Dişi Açılması: Az sayıda yapılacak üretimde vida dişleri torna veya revolver tezgahlarında, lokmalar veya otomatik paftalar kullanılarak açılabilir. Trapez, testere, yuvarlak ve kare profilli vidalar torna tezgahında açılabilir. Büyük seriler halinde vida dişi soyma aparatları veya vida dişi frezeleme aparatları kullanılmak suretiyle ekonomik şekilde açılabilir. Bu aparatlarda yüksek kesme hızları ve bu sayede temiz vida dişi oturma yüzeyleri elde edilir.
31 ÜRETĠM YÖNTEMLERĠ Talaş Kaldırarak Vida Dişi Açılması: Somunlar ise az sayıda üretileceklerse kılavuz kullanılarak elde veya matkapta, çok sayıda üretileceklerse otomatik somun dişi açma tezgahlarında üretilirler. Hareket vidalarının somun dişleri torna tezgahlarında açılır.
32 ÜRETĠM YÖNTEMLERĠ Talaş Kaldırmadan Vida Dişi Açılması Bu metotla yaklaşık d çapındaki bir malzemeye ovalama ile dişler açılır, bu metodun talaş kaldırarak diş açma metoduna göre üstünlükleri; Malzeme tasarrufu Zaman tasarrufu Malzemenin liflerinin kesilmemesi sonucu titreşimli yüklere karşı daha dayanıklı olması.
33 ÜRETĠM YÖNTEMLERĠ Ġki silindir segmanı ile
34 CIVATA ġekġllerġ
35 SOMUN ġekġllerġ
36 LANġ BAĞLANTILARI
37 Cıvata Bağlantılarını Sıkma Ve Çözme Metodları Ön gerilme kuvvetinin cıvataya sağlıklı olarak etki etmesi bağlantının emniyetli olması açısından önemli faktörlerden biridir. Bu nedenle seçilecek sıkma metoduna dikkat etmek gerekir. Bu amaçla kullanılan metotlar üç ana gruba ayrılırlar. 1.Mekanik olarak sıkma (tek ve çift ağızlı anahtarlarla, yıldız anahtarlarla, inbus "altı köşe" anahtarlarla, lokma anahtarlarla ve tornavidalarla).hidrolik (basınç) ile sıkma 3.Termik (ısı) ile sıkma
38 Altı köģe cıvatalar
39 Kanca anahtar
40 Takım cıvata BaĢı Özel baģlı cıvatalar ve uygun takım (tornavida) ağızları
41 ÇÖZÜLMEYE KARġI EMNĠYET TEDBĠRLERĠ Bir cıvata bağlantısının iyi bir ön gerilme kuvveti verilerek sıkılmış olması çözülmeye karşı en büyük emniyetidir. akat değişken olarak etki eden işletme kuvvetinden dolayı ön gerilme kuvveti azalıp vida dişleri arasında oluşturduğu sürtünme ortadan kalkmasıyla cıvata bağlantısı gevşeyebilir. Bu durumun önüne geçmek için şekil bağlı ve kuvvet bağlı emniyet tedbirleri alınmaktadır. Bunların dışında son zamanlarda yapıştırma usulü ile de cıvata bağlantıları emniyete alınmaktadır.
42 Çözülmeye KarĢı Emniyet Tedbirleri ġekil bağlı cıvata emniyetleri
43 Çözülmeye KarĢı Emniyet Tedbirleri Kuvvet bağlı cıvata emniyetleri
44 Çözülmeye KarĢı Emniyet Tedbirleri Tırtılı rondela çifti (NORD-LOCK sistemi) Somunların ve cıvata başının artına oturma yüzeyi düz değilse (döküm ve dövme paçalarda olduğu gibi) bir pul konur. Böylece sıkma ve çözme momentinin gereksiz artması ve (bağlanan parçaların yumuşak olması durumunda ise pul oturma yüzeyini arttırdığından) yüzeylerin ezilmesi önlenmiş olur. Çelik konstrüksiyonlarda ise U ve I profillerinin ayaklan belli bir eğimde olduğu için cıvata eksenine dik bir oturma yüzeyi sağlamak amacıyla özel pullar kullanılır.
45 Çözülmeye KarĢı Emniyet Tedbirleri Profil çeliklerinde özel pul

46 CIVATA BAĞLANTILARI Cıvata bağlantılarına bağlama; Somunun sıkılması ile meydana gelen ön gerilme kuvveti ile gerçekleşir.
47 Cıvataların ön gerilmeli takılmaları, 1. Sızdırmazlığı sağlar. Değişken zorlanma durumunda, gerilme genliğini azaltarak cıvataların ömrünü arttırır.
48 Hesaplama Yöntemi Bu kuvveti meydana getirebilmek için somun; M stop =M s +M momenti ile sıkılmalıdır. M s momenti cıvata vidası ile somun vidası arasındaki sıkma momenti M momenti somun veya cıvata başı ile bağlanacak parça arasındaki sürtünme momentidir.

49 Sıkma olayının fiziksel esası eğik düzlem ve sürtünmeye dayanmaktadır. Somunun sıkılması bir yükün eğik düzlem üzerinde kaldırılmasına benzer. M s = t.d / ön n t h n
50 Sürtünme açısı kare vidalar için tan= n/n= Üçgen&trapez vidalar için tan =, =/cos(/) n n ön t
51 ).tan( ).tan( ön tüçgen ön tkare 0 0 y x t n n ön Sıkma momenti tan sin cos cos sin 0 cos sin 0 sin cos 0 sin cos 0 ön t n n t x ön n n ön n y sürtünmeaçısı sürtünmekatsayısı ön ön t : ; : ) tan(.tan tan 1 tan tan
52 1 ; ) ) tan( ( /. ; ) ) tan( ( /. d d d d d M d d M ı ön t üçgen s ön t kare s
53 Çözme momenti ön n t n M M çöz kare çöz üçgen = = ' t kare ' t üçgen d ( ) d ( ; ) ' t kare ; = ' t üçgen ön tan(β -ρ) ; = ön ' tan(β -ρ )
54 M momentinin belirlenmesi M momenti somun veya cıvata başı ile bağlanacak parça arasındaki sürtünme momentidir.
55 Cıvata Bağlantısının Kilitlenme (otoblokaj) ġartı Tespit cıvatalarında bağlantının kendi kendine çözülmemesi istenir. Bunun için eksenel kuvvetinin bir döndürme momenti meydana getirmemesi gerekir. Bu durumda bağlantıyı sökmek için sökme yönünde bir moment uygulanması gerekir. Buna göre; d tan / Mçöz ön 0 / şartından veya elde edilir. Bu cıvataların çözülmeme otoblokaj şartıdır. Kilitlemeli (otoblokajlı ) sistemlerde; M çöz ön d / tan 0 şeklindedir.
56 Cıvatanın sökülmesini önleyen kuvvet n cosβ Cıvatayı sökmeye çalışan kuvvet n sinβ Cıvatanın kendiliğinden sökülmemesi için ; n sinβ n cosβ n sinβ cosβ sinβ sinβ/ cosβ tanρ tanβ n cosβ ρ β Kare vida ρ β Üçgen vida
57
58 n n t ön tkare tüçgen ön.tan( ) ön.tan( )
59 Çözme durumunda t ön n β tkare tüçgen ön.tan( ) ön.tan( )
60 t Otoblokajlı durumda n β ön ρ > β (Kare vida) tkare tüçgen ön.tan( ) ön.tan( )
61 Cıvatanın sökülmesini önleyen kuvvet n cosβ Cıvatayı sökmeye çalışan kuvvet n sinβ Cıvatanın kendiliğinden sökülmemesi için ; n sinβ n cosβ n sinβ cosβ sinβ sinβ/ cosβ tanρ tanβ n cosβ ρ β Kare vida ρ β Üçgen vida
62 Verim Cıvata sisteminin verimi sistemden alınan iģin verilen iģe oranından hesap edilebilir. Sıkılan cıvatalarda ön.h h t tan ön M. s.h Çözülen cıvatalarda, ön / d / tan. tan ön.h M. / çöz tan( ).h tan ön tan
63 Otoblokajlı bir vidada; Sınır durum olan β=ρ için açılar küçük olduğundan; tan(β+ρ )~ β+ρ = β yazılarak tan tan( / ) 1
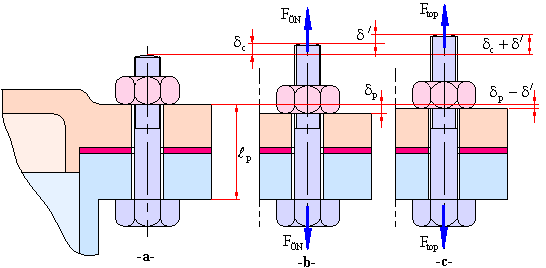
64 ÖNGERĠLME TEORĠSĠ Bu teori sıkılarak takılan bir cıvata bağlantısında, cıvata sistemine gelen işletme kuvvetinin etkisini gösterir. Bir cıvata bağlantısının, a) Serbest b) sıkıldıktan sonraki c) işletme kuvveti etkisi altındaki durumları şekillerle gösterilecektir.
65
66 websitem.gazi.edu.tr/nihatgem/
67
68 Serbest Sıkma durumunda İşletme kuvveti etkidiğinde
69 c top z ön iş ön o b φ ψ δ c δ δ p δp δ ctop δ ptop
70 Değişken zorlanmada ön=sbt iş=sbt c top z1 ön z o1 o b 1 φ b φ 1 ψ δ c δ δ p
71 Değişken zorlanma durumunda iş =sabit ön =sabit z1 z ÖN ÖN δ c δ c
72 Sızdırmazlık durumunda iş =sabit ön =sabit ÖN ÖN b1 b δ p δ p
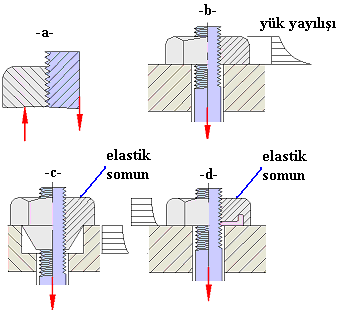
73 Değişken Kesitli Cıvataların Rijitliği 1 k ctop = 1 k c1 + 1 k c +... = 1 E civ ( L A 1 c1 + L A c +...)
74 Sıkılan Parçaların Rijitliği k A p p = = E p π 4 L A p p (D eş - d D ) D eş = s + k o L p d D Sıkılan parçalar arasında conta varsa 1 k p top = 1 k p 1 + k 1 conta k conta = A conta s E conta conta
75
76 p=,5mpa
77 Ø390 Ø370 Ø345 Ø30 Ø30,5 MPa Ø300
78
79
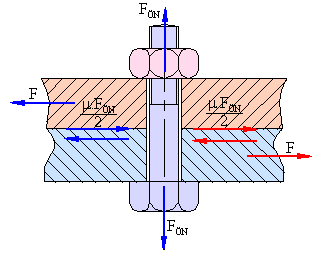
80 A) Öngerilmesiz cıvatalar ç iş. d ç 4 1 s Ak ç.d 4 ön 1 Boyutlandırma için Top. d 4 1 Statik zorlanmada s Ak i) Sıkma sırasında ; Ms 3.d 1 ; B 16 c b ön : ç. d1 4 s ii) İşletme sırasında D σ o o ı D Mukavemet Hesabı a) Dış kuvvet eksenel olarak etkiyorsa: σ max = = σ Ak B) Öngerilme ile bağlanan cıvatalar ç ve 3 c b s Ak 1,...1,35 Değişken zorlanmada o = π.d 4 max = top.k y =.k b ön.k 1 ; + + g.k e min z... g σg = π.d 1 4 ; = ; ; min σ g ı D = ön max = 0,5.σ K ; min ; s = σ k e o b) Dış kuvvet enine etkiyorsa i) Deliğe boşluklu takılan cıvatalar: σ σ + σ Ak 1 = K σ Ak D ç ön B.σ co. = μ.i = g σ ç ; + 3τ i :Civata σ s Ak sayı ii) Deliğe boşluksuz takılan cıvatalar.d i.n. 4 C) Vidanın zorlanması s c o = 1,1...1,6 i.d.s Ak ; p P em
81 C) Vidanın zorlanması 1 dişe gelen kuvvet ; z : diş z sayısı P 1 ( d d 4 1 ) P em veya P z.. d. t P em ; z.. d.( a. h) 1 em a=0,5 (kare vida) a=0,65 (trapez vida) a=0,75 (üçgen cıvata vidası) a=0,85 (üçgen somun vidası)
82 websitem.gazi.edu.tr/nihatgem/
83 websitem.gazi.edu.tr/nihatgem/
84 TRANSMĠSYON CIVATALARI Kuvvet veya hareket iletiminde kullanılan vida mekanizmalarına transmisyon cıvataları denir. Çalışma bakımından transmisyon cıvatalarının çalışma prensibine çok yakın olup yük altında sıkılan cıvatalar, çektirme cıvata mekanizmaları veya sık sık çözülüp bağlanan sistemler, tutturma cıvata mekanizmaları da bu gruba sokulabilir.
85 TRANSMĠSYON CIVATALARI Transmisyon cıvatalarında genellikle bir güç iletimi söz konusu olduğundan verimin yüksek olması istenir. Üçgen profilli vidalarda profil eğimi nedeniyle sürtünme direnci arttığı için µ =tan ρ = µ cos ( α/ ) verim azalır. Bu nedenle üçgen profil uygun değildir.
86 TRANSMĠSYON CIVATALARI Bunun dışında üçgen profilli vidaların adımlarının küçük olması eksenel hareketin yeteri kadar çabuk olmasını engellediğinden üçgen profil tercih edilmez. Aynı çapta büyük adımlı üçgen profil ise cıvata kesitini zayıflatacağı için uygun değildir. Bütün bu sebepler dikkate alındığında trapez, testere veya kare profiller tercih edilmektedir.
87 TRANSMĠSYON CIVATALARI
88 TRANSMĠSYON CIVATALARI Cıvata somun sistemi hareket bakımından sınıflandırılırsa; Somun sabit, cıvata dönme ve öteleme hareketi yapar. Cıvata sabit, somun dönme ve öteleme hareketi yapar. Cıvata dönme hareketi, somun öteleme hareketi yapar. Somun dönme hareketi cıvata öteleme hareketi yapar.
89 TRANSMĠSYON CIVATALARI Yapı bakımından bağlama ve transmisyon cıvataları arasında fark yoktur. Ancak transmisyon cıvataları yukarıda belirtilen sebeplerden dolayı üçgen profilli olmazlar. Çalışma prensibi bakımından bağlama ve hareket cıvataları arasındaki tek fark transmisyon cıvatalarında somun ile cıvata arasındaki hareketin yük akında yapılmasıdır. Bu nedenle transmisyon cıvatalarının çalışma prensibi bağlama cıvatalarının sıkma prensibine benzer. Ancak burada cıvataya tatbik edilen moment, bir döndürme momenti ve () kuvveti de ön gerilme kuvveti değil, nominal kuvvet veya yüktür.
90 TRANSMĠSYON CIVATALARI Hareket cıvatalarında somun ile cıvata arasındaki hareket yük altında yapılır. Bu nedenle hareket cıvatalarının çalışma prensibi bağlama cıvatalarının sıkma prensibine benzer. Ancak burada cıvataya uygulanan moment bir döndürme momenti ve cıvata üzerindeki eksenel kuvvette öngerilme kuvveti değil nominal kuvvet veya yüktür. Hareket cıvatalarına uygulanan döndürme momenti de somun ve cıvata dişleri arasındaki sürtünme momenti ve yataklama sistemindeki sürtünme momenti olmak üzere iki direnç momenti yenen bir momenttir. Bağlama cıvataları için elde edilen sıkma momenti hareket cıvataları için yazılırsa
91 Cıvata dişleri arasındaki sürtünme momenti; M s d tan / d h ' d Yataklama sistemindeki sürtünme momenti; M sü 1 d o
92 Cıvata veya somun hareketi kuvvet yönünde ise ' / s d h d tan d M ' / s d h d tan d M Cıvata veya somun hareketi kuvvet yönüne ters ise Kendi kendine kilitlemeli sistem söz konusu ise / s d h d tan d M
93 Verim hareket kuvvet yönüne ters ise tan tan( ) hareket kuvvet yönünde ise tan( ) tan kilitlemeli sistem söz konusu ise 1 h d
94 Hareket cıvatalarının verimi ile ilgili sonuçlar: Şekil-1.1 eğim açısına göre vida verimi Bir cıvata somun sisteminde verim, helis () ve sürtünme () açılarına bağlıdır. Sabit bir sürtünme açısı için, helis açısına bağlı olarak verim Şekil- 1.1 de verildiği gibi değişir. Şekilden de görüldüğü gibi verim önce () helis açısına bağlı olarak hızlı bir artış göstermekte, artma hızı sonradan azalmakta ve derece için maksimum değerine erişmektedir. Vida dişlerindeki sürtünme açıları dikkate alınırsa dir. Buna göre aynı helis açısı için olur. Otoblokajlı cıvata somun sistemlerinde sınır durum olan için açılar küçük olduğundan yazılarak bulunur. Buna göre otoblokajlı sistemlerde verim en fazla %50 olabilir. Yataklardaki sürtünme kayıpları da dikkate alınırsa hareket cıvatalarında verim %5 ile %35 arasında değişir. Verimi artırmanın yolu vida dişlerindeki ve yataklardaki sürtünmeyi azaltmaktadır. websitem.gazi.edu.tr/nihatgem/
95 DĠERANSĠYEL VE BĠLEġĠK CIVATALAR Transmisyon cıvatalarının stroku s = n. zo.h n cıvatanın devir sayısı Zo Vidanın ağız sayısı h Vidanın hatvesidir
96 DĠERANSĠYEL VE BĠLEġĠK CIVATALAR Çok küçük hareketlerin söz konusu olduğu ayar işlemlerinde ince hatveli vidalar kullanılabilir. Ancak bunlar zayıf vidalardır. Bu sakıncayı önlemek için diferansiyel vidalar geliştirilmiştir. Bu cıvatalar yönleri aynı fakat hatveleri farklı seri halinde iki vidadan meydana gelmektedir. Somunlardan biri hareketli diğeri ise sabittir. Cıvatanın her dönüşünde somunlar birbirine yaklaşır veya uzaklaşır. s = h1 - h s = h - h1 1 no'lu somunun hatvesi büyük ise 1 no'lu somunun hatvesi küçük ise
97 DĠERANSĠYEL VE BĠLEġĠK CIVATALAR İntegral (bileşik) cıvatalar ise hatveleri aynı fakat yönleri farklı iki vidadan meydana gelirler.
98 HESAPLAMA PRENSİPLERİ em 1 AK ç B 3 1 s 1 ç 1,3 A Boyutlandırmada s / 3 /16 d M 4 / d Mukavemet Hesabı Aşınma Hesabı em 1 em 1 p d d 4 h zh m p d d 4 z p
CIVATA BAĞLANTILARI. DEÜ Makina Mühendisliği Böl. Çiçek ÖZES
 CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
CIVATA BAĞLANTILARI. Bu sunu farklı kaynaklardan derlenmiştir.
 CIVATA BAĞLANTILARI Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının bağlantısında, çelik konstrüksiyonlarda ve benzeri bir çok yerlerde
CIVATA BAĞLANTILARI Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının bağlantısında, çelik konstrüksiyonlarda ve benzeri bir çok yerlerde
CIVATA BAĞLANTILARI. DEÜ Makina Elemanlarına Giriş M. Belevi, Ç. Özes, M. Demirsoy
 CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşlarının, silindir
CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşlarının, silindir
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Cıvata ve somun-flipped classroom Bağlama Elemanları
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Cıvata ve somun-flipped classroom Bağlama Elemanları İçerik Giriş Vida Vida çeşitleri Cıvata-somun Hesaplamalar Örnekler 2 Giriş 3 Vida Eğik bir doğrunun bir
Makine Elemanları I Prof. Dr. Akgün ALSARAN Cıvata ve somun-flipped classroom Bağlama Elemanları İçerik Giriş Vida Vida çeşitleri Cıvata-somun Hesaplamalar Örnekler 2 Giriş 3 Vida Eğik bir doğrunun bir
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
TRANSMİSYON CIVATALARI
 TRANSMİSYON CIVATALARI Kuvvet veya hareket iletimine kullanılan via mekanizmalarına transmisyon cıvataları enir. Yük altına sıkılan cıvatalar, çektirme cıvata mekanizmaları veya sık sık çözülüp bağlanan
TRANSMİSYON CIVATALARI Kuvvet veya hareket iletimine kullanılan via mekanizmalarına transmisyon cıvataları enir. Yük altına sıkılan cıvatalar, çektirme cıvata mekanizmaları veya sık sık çözülüp bağlanan
Sıkma sırasında oluşan gerilmeden öngerilme kuvvetini hesaplarız. Boru içindeki basınç işletme basıncıdır. Buradan işletme kuvvetini buluruz.
 Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
Cıvata-somun bağlantıları
 Cıvata-somun bağlantıları 11/30/2014 İçerik Vida geometrik büyüklükleri Standart vidalar Vida boyutları Cıvata-somun bağlantı şekilleri Cıvata-somun imalatı Cıvata-somun hesabı Cıvataların mukavemet hesabı
Cıvata-somun bağlantıları 11/30/2014 İçerik Vida geometrik büyüklükleri Standart vidalar Vida boyutları Cıvata-somun bağlantı şekilleri Cıvata-somun imalatı Cıvata-somun hesabı Cıvataların mukavemet hesabı
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 7.BÖLÜM Bağlama Elemanları Cıvata Bağlantıları Doç.Dr. Ali Rıza Yıldız MAK 305 Makine Elemanları-Doç. Dr. Ali Rıza YILDIZ 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Cıvata Hakkında
MAK 305 MAKİNE ELEMANLARI-1 7.BÖLÜM Bağlama Elemanları Cıvata Bağlantıları Doç.Dr. Ali Rıza Yıldız MAK 305 Makine Elemanları-Doç. Dr. Ali Rıza YILDIZ 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Cıvata Hakkında
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI CIVATA SOMUN BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Eğik bir doğrunun bir
MAKİNE ELEMANLARI DERS SLAYTLARI CIVATA SOMUN BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Eğik bir doğrunun bir
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
VİDALI BAĞLANTILAR 04.12.2015. Vidalı Bağlantılar
 VİDALI BAĞLANTILAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Vidalı Bağlantılar 2 / 40 Makine parçalarının birbirlerine bağlanmasında, sökülebilen bağlama elemanları olarak vida, somun ve
VİDALI BAĞLANTILAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Vidalı Bağlantılar 2 / 40 Makine parçalarının birbirlerine bağlanmasında, sökülebilen bağlama elemanları olarak vida, somun ve
BÖLÜM 5 CİVATA BAĞLANTILARI
 BÖLÜM 5 CİVATA BAĞLANTILARI 5.1. Giriş Civatalar makine inşaatından en fazla kullanıp çözülebilen bağlantı elemanlarıdır. Hiçbir bozulma olmadan istenildiği kadar sökülüp tekrar takılabilirler. Büyük bir
BÖLÜM 5 CİVATA BAĞLANTILARI 5.1. Giriş Civatalar makine inşaatından en fazla kullanıp çözülebilen bağlantı elemanlarıdır. Hiçbir bozulma olmadan istenildiği kadar sökülüp tekrar takılabilirler. Büyük bir
MAKİNE ELEMANLARI - (9.Hafta) VİDALAR -2
 VİDALAR -2") VİDA HESAPLARI MAKİNE ELEMANLARI - (9.Hafta) VİDALAR -2 A. Ön Yükleme Kuvveti (FÖ) ile Sıkma/Çözme Kuvvetleri (FH) arasındaki İlişki İki malzemeyi birleştirmek için civata ve somun kullanılırsa, somunun
VİDA HESAPLARI MAKİNE ELEMANLARI - (9.Hafta) VİDALAR -2 A. Ön Yükleme Kuvveti (FÖ) ile Sıkma/Çözme Kuvvetleri (FH) arasındaki İlişki İki malzemeyi birleştirmek için civata ve somun kullanılırsa, somunun
Genel Doküman / Public Document MAKİNE ELEMANLARI
 MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Çözüm: Borunun et kalınlığı (s) çubuğun eksenel kuvvetle çekmeye zorlanması şartından;
 çubuğun eksenel kuvvetle çekmeye zorlanması şartından;") Soru 1) Şekilde gösterilen ve dış çapı D 10 mm olan iki borudan oluşan çelik konstrüksiyon II. Kaliteli alın kaynağı ile birleştirilmektedir. Malzemesi St olan boru F 180*10 3 N luk değişken bir çekme
Soru 1) Şekilde gösterilen ve dış çapı D 10 mm olan iki borudan oluşan çelik konstrüksiyon II. Kaliteli alın kaynağı ile birleştirilmektedir. Malzemesi St olan boru F 180*10 3 N luk değişken bir çekme
Vidalı Bağlantılarğ (Cıvatalar) Vedat Temiz
 Vedat Temiz") Vidalı Bağlantılarğ (Cıvatalar) Vedat Temiz Genel Bilgiler En yaygın kullanılan çözülebilen bağlama elemanıdır. Prensip olarak bir silindir üzerine bir profilin eşit hatveli olarak khli helisel l şekilde
Vidalı Bağlantılarğ (Cıvatalar) Vedat Temiz Genel Bilgiler En yaygın kullanılan çözülebilen bağlama elemanıdır. Prensip olarak bir silindir üzerine bir profilin eşit hatveli olarak khli helisel l şekilde
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
ÖRNEK SAYISAL UYGULAMALAR
 ÖRNEK SAYISAL UYGULAMALAR 1-Vidalı kriko: Şekil deki kriko için; Verilenler Vidalı Mil Malzemesi: Ck 45 Vidalı mil konumu: Düşey Somun Malzemesi: Bronz Kaldırılacak en büyük (maksimum) yük: 50.000 N Vida
ÖRNEK SAYISAL UYGULAMALAR 1-Vidalı kriko: Şekil deki kriko için; Verilenler Vidalı Mil Malzemesi: Ck 45 Vidalı mil konumu: Düşey Somun Malzemesi: Bronz Kaldırılacak en büyük (maksimum) yük: 50.000 N Vida
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
Yapıştırma Metin Soruları
 Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK
 ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
MAKİNE ELEMANLARI - (7.Hafta)
") MAKİNE ELEMANLARI - (7.Hafta) PRES (SIKI) GEÇMELER-2 B- Konik Geçme Bağlantısı Şekildeki gibi konik bir milin ucuna kasnağı sıkı geçme ile bağlamak için F ç Çakma kuvveti uygulamalıyız. Kasnağın milin
MAKİNE ELEMANLARI - (7.Hafta) PRES (SIKI) GEÇMELER-2 B- Konik Geçme Bağlantısı Şekildeki gibi konik bir milin ucuna kasnağı sıkı geçme ile bağlamak için F ç Çakma kuvveti uygulamalıyız. Kasnağın milin
ÖĞRENME FAALİYETİ - 1 ÖĞRENME FAALİYETİ - 1
 ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ - 1 Uygun ortam sağlandığında standart makine elemanlarının çizimlerini ve standart makine elemanları ile birleştirme çizimleri yapabileceksiniz. ARAŞTIRMA
ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ - 1 Uygun ortam sağlandığında standart makine elemanlarının çizimlerini ve standart makine elemanları ile birleştirme çizimleri yapabileceksiniz. ARAŞTIRMA
Bilyalı Vida ile Aktarma Vidalarının Farkı
 Bilyalı Vida ile Aktarma Vidalarının Farkı Mekanik bir sistemde güç veya hareketi lineer olarak aktarmak istediğinizde en çok karşılaşılan mekanik unsur, vida mekanizmalarıdır. Özellikle CNC ve 3B yazıcı
Bilyalı Vida ile Aktarma Vidalarının Farkı Mekanik bir sistemde güç veya hareketi lineer olarak aktarmak istediğinizde en çok karşılaşılan mekanik unsur, vida mekanizmalarıdır. Özellikle CNC ve 3B yazıcı
Makina Elemanları I (G3) Ödev 1:
 Ödev 1:") Makina Elemanları I (G3) Ödev 1: 1. Şekilde verilen dönen aks aynı düzlemde bulunan F 1 ve F 2 kuvvetleri ile yüklenmiştir. Değişken eğilme zorlanması etkisindeki aks Fe50 malzemeden yapılmıştır. Yatakların
Makina Elemanları I (G3) Ödev 1: 1. Şekilde verilen dönen aks aynı düzlemde bulunan F 1 ve F 2 kuvvetleri ile yüklenmiştir. Değişken eğilme zorlanması etkisindeki aks Fe50 malzemeden yapılmıştır. Yatakların
METİN SORULARI. Hareket Cıvataları. Pim ve Perno Bağlantıları
 Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MENGENE HESAPLARI A-VĐDALI MENGENE MĐLĐ. www.muhendisiz.net
 www.muhendisiz.net MENGENE HESAPLARI A-VĐDALI MENGENE MĐLĐ Hareket civatasında bir güç iletimi söz konusu olduğundan verimin yüksek olması istenir.bu nedenle Trapez profilli vida kullanılır. Yük ; F =
www.muhendisiz.net MENGENE HESAPLARI A-VĐDALI MENGENE MĐLĐ Hareket civatasında bir güç iletimi söz konusu olduğundan verimin yüksek olması istenir.bu nedenle Trapez profilli vida kullanılır. Yük ; F =
BÖLÜM 1. VİDALAR, CİVATALAR VE SOMUNLAR
 BÖLÜM 1. VİDALAR, CİVATALAR VE SOMUNLAR α Şekil 1.1. Vida helisi oluşumu Şekil 1.2. Vida elemanları Makine parçalarının birbiri ile bağlanmasını sağlayan çeşitli birleştirme şekilleri vardır. Bunlar Hareketli
BÖLÜM 1. VİDALAR, CİVATALAR VE SOMUNLAR α Şekil 1.1. Vida helisi oluşumu Şekil 1.2. Vida elemanları Makine parçalarının birbiri ile bağlanmasını sağlayan çeşitli birleştirme şekilleri vardır. Bunlar Hareketli
Yapıştırma Metin Soruları
 Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
KAVRAMALAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 KAVRAMALAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kavramalar / 4 Kavramaların temel görevi iki mili birbirine bağlamaktır. Bu temel görevin yanında şu fonksiyonları
KAVRAMALAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kavramalar / 4 Kavramaların temel görevi iki mili birbirine bağlamaktır. Bu temel görevin yanında şu fonksiyonları
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;
 BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;") MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
VİDALI BİRLEŞTİRMELER
 VİDALI BİRLEŞTİRMELER MAKİNA: Güç iletme, değiştirme veya biriktirme gibi işlevlere sahip; civata, kama, yatak, mil, dişli çark gibi makina elemanlarının birleştirilmesiyle meydana getirilen sistemdir.
VİDALI BİRLEŞTİRMELER MAKİNA: Güç iletme, değiştirme veya biriktirme gibi işlevlere sahip; civata, kama, yatak, mil, dişli çark gibi makina elemanlarının birleştirilmesiyle meydana getirilen sistemdir.
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Şekil 1 Çeşitli vida profilleri (şematik)
") Şekil 1 Çeşitli vida profilleri (şematik) Tablo 1 Vida toleransları Şekil 2 Cıvata-somun bağlantı şekilleri Şekil 3 Özel başlı civatalar Makine Elemanları-II FÖY-2 1 Civata Bağlantıları ve Problemler Şekil
Şekil 1 Çeşitli vida profilleri (şematik) Tablo 1 Vida toleransları Şekil 2 Cıvata-somun bağlantı şekilleri Şekil 3 Özel başlı civatalar Makine Elemanları-II FÖY-2 1 Civata Bağlantıları ve Problemler Şekil
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
MAKİNA ELEMANLARI. İŞ MAKİNALARI (Vinç, greyder, torna tezgahı, freze tezgahı, matkap, hidrolik pres, enjeksiyon makinası gibi)
") MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
Yapıştırma Metin Soruları
 Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR
 MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ
 10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
KAMALAR, PİMLER, PERNOLAR
 KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 1- Şekil l 2- Şekil 2 3- Şekil 3 4- Şekil 4 5- Şekil 5
 0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ
 10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
gelen tornavida ile vidaları sıkınız. Paftanın emniyetli şekilde
 dış v İ da d İ ş İ çek İ lmes İ Yuvarlak çelik, bir koninin tepe noktasından tutuyormuş gibi çevrilir. Bu şekilde diş kesme işlemi kolaylaşır. Yuvarlak pafta lokmasını pafta koluna yerleştiriniz, paftanın
dış v İ da d İ ş İ çek İ lmes İ Yuvarlak çelik, bir koninin tepe noktasından tutuyormuş gibi çevrilir. Bu şekilde diş kesme işlemi kolaylaşır. Yuvarlak pafta lokmasını pafta koluna yerleştiriniz, paftanın
Makine Elemanları I. Bağlama Elemanları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Bağlama Elemanları Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Bağlama Elemanları Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
DİŞLİ ÇARKLAR III: Makine Elemanları 2 HELİSEL DİŞLİ ÇARKLAR. Doç.Dr. Ali Rıza Yıldız
 Makine Elemanları 2 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Helisel ın Tanımı Helisel ın Geometrik Özellikleri Helisel da Ortaya Çıkan Kuvvetler
Makine Elemanları 2 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Helisel ın Tanımı Helisel ın Geometrik Özellikleri Helisel da Ortaya Çıkan Kuvvetler
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Karadeniz Teknik Üniversitesi Orman Fakültesi Orman Endüstri Mühendisliği Bölümü Yrd.Doç.Dr. Kemal ÜÇÜNCÜ
 Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
YAYLAR. Bu sunu farklı kaynaklardan derlenmiştir.
 YAYLAR Gerek yapıldıktan malzemelerin elastiktik özellikleri ve gerekse şekillerinden dolayı dış etkenler (kuvvet, moment) altında başka makina elemanlarına kıyasla daha büyük bir oranda şekil değişikliğine
YAYLAR Gerek yapıldıktan malzemelerin elastiktik özellikleri ve gerekse şekillerinden dolayı dış etkenler (kuvvet, moment) altında başka makina elemanlarına kıyasla daha büyük bir oranda şekil değişikliğine
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
08_Cıvatalar, Excel Programı için tablolar
 1 08_Cıvatalar, Excel Programı için tablolar M. Güven KUTAY 2011 Ocak Tablo 1, Cıvatanın pratik seçimi Seçim statik ve dinamik kuvvet içinde aynıdır. Boyuna işletme kuvveti F İŞ Statik 1,6 2,5 4,0 6,3
1 08_Cıvatalar, Excel Programı için tablolar M. Güven KUTAY 2011 Ocak Tablo 1, Cıvatanın pratik seçimi Seçim statik ve dinamik kuvvet içinde aynıdır. Boyuna işletme kuvveti F İŞ Statik 1,6 2,5 4,0 6,3
Pano Kalınlığı M M M M
 BRT 1708 1 Birleştirme Somunu Dik açılı bir bağlantı gerektiği yerlerde Birleşik Rakor Somunlarıyla kullanılmak üzere tasarlanmış Maliyet etkin bir çözüm için Çinko Alaşım M6 Somunları tedarik edilir.
BRT 1708 1 Birleştirme Somunu Dik açılı bir bağlantı gerektiği yerlerde Birleşik Rakor Somunlarıyla kullanılmak üzere tasarlanmış Maliyet etkin bir çözüm için Çinko Alaşım M6 Somunları tedarik edilir.
ÖĞRENME FAALİYETİ 1. 1. ViDA VE KILAVUZLAR
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
PASLANMAZ BAĞLANTI ELEMANLARI FİYAT LİSTESİ ALTI KÖŞE PASLANMAZ FİBERLİ SOMUN (DIN985-A2-304)
") PASLANMAZ BAĞLANTI ELEMANLARI FİYAT LİSTESİ ALTI KÖŞE PASLANMAZ FİBERLİ SOMUN (DIN985-A2-304) M4 M5 M6 M8 M10 M12 M14 M16 M20 36,43 TL 38,26 TL 65,53 TL 149,36 TL 330,53 TL 469,29 TL 732,37 TL 934,73 TL
PASLANMAZ BAĞLANTI ELEMANLARI FİYAT LİSTESİ ALTI KÖŞE PASLANMAZ FİBERLİ SOMUN (DIN985-A2-304) M4 M5 M6 M8 M10 M12 M14 M16 M20 36,43 TL 38,26 TL 65,53 TL 149,36 TL 330,53 TL 469,29 TL 732,37 TL 934,73 TL
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 10
 Makine Elemanları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 10 Makine elemanları; makine ve tesisatları oluşturan, bu sistemlerin içerisinde belirli fonksiyonları yerine getiren ve kendilerine özgü hesaplama ve
Makine Elemanları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 10 Makine elemanları; makine ve tesisatları oluşturan, bu sistemlerin içerisinde belirli fonksiyonları yerine getiren ve kendilerine özgü hesaplama ve
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 8.BÖLÜM Mil-Göbek Bağlantıları Paralel Kama, Kamalı Mil, Konik Geçme, Sıkı ve Sıkma Geçme Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Şekil Bağlı Mil-Göbek
MAK 305 MAKİNE ELEMANLARI-1 8.BÖLÜM Mil-Göbek Bağlantıları Paralel Kama, Kamalı Mil, Konik Geçme, Sıkı ve Sıkma Geçme Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Şekil Bağlı Mil-Göbek
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
 Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Sonsuz vida ve dişlisi bir mekanizma olup, eksenleri birbirine dik veya çapraz olan bir sonsuz vida ile bir sonsuz vida
SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Sonsuz vida ve dişlisi bir mekanizma olup, eksenleri birbirine dik veya çapraz olan bir sonsuz vida ile bir sonsuz vida
Hidrostatik Güç İletimi. Vedat Temiz
 Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ
 T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
Geri dönüşsüz damperler
 ,1 X X testregistrierung Geri dönüşsüz damperler Tipi Kanal sistemin içine monte Geri dönüşsüz damperler, sistem çalışır durumda değilken istenilen hava akış yönüne karşı istenmeyen hava akışlarını önler.
,1 X X testregistrierung Geri dönüşsüz damperler Tipi Kanal sistemin içine monte Geri dönüşsüz damperler, sistem çalışır durumda değilken istenilen hava akış yönüne karşı istenmeyen hava akışlarını önler.
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
MAKİNA ELEMANLAR I MAK Bütün Gruplar ÖDEV 2
 MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Aksesuarlar. Montaj çerçeveleri. Geri dönüşsüz damperlerin ve basınç düşürme dam perlerinin hızlı ve kolay kurulumu için. 03/2014 DE/tr K3 3.
 Montaj çerçevesi, X XMontaj çerçevesi testregistrierung Aksesuarlar Montaj çerçeveleri Geri dönüşsüz damperlerin ve basınç düşürme dam perlerinin hızlı ve kolay kurulumu için Montaj çerçevesi, geri dönüşsüz
Montaj çerçevesi, X XMontaj çerçevesi testregistrierung Aksesuarlar Montaj çerçeveleri Geri dönüşsüz damperlerin ve basınç düşürme dam perlerinin hızlı ve kolay kurulumu için Montaj çerçevesi, geri dönüşsüz
DİŞLİ ÇARKLAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
A- STANDART SAYILAR VE TOLERANSLAR
 A STANDART SAYILAR VE TOLERANSLAR Cetvel1 Norm (Standart) sayılar ile ilgili tablolar Cetvel1A DIN323 e göre Temel Sayılar Faktörü Ana Değerler Yuvarlak Değerler Temel Seri Dönüşmüş Seri R5 R10 R20 R40
A STANDART SAYILAR VE TOLERANSLAR Cetvel1 Norm (Standart) sayılar ile ilgili tablolar Cetvel1A DIN323 e göre Temel Sayılar Faktörü Ana Değerler Yuvarlak Değerler Temel Seri Dönüşmüş Seri R5 R10 R20 R40
KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü (1. ve 2.Öğretim / B Şubesi) MMK208 Mukavemet II Dersi - 1. Çalışma Soruları 23 Şubat 2019
 MMK208 Mukavemet II Dersi - 1. Çalışma Soruları 23 Şubat 2019") SORU-1) Aynı anda hem basit eğilme hem de burulma etkisi altında bulunan yarıçapı R veya çapı D = 2R olan dairesel kesitli millerde, oluşan (meydana gelen) en büyük normal gerilmenin ( ), eğilme momenti
SORU-1) Aynı anda hem basit eğilme hem de burulma etkisi altında bulunan yarıçapı R veya çapı D = 2R olan dairesel kesitli millerde, oluşan (meydana gelen) en büyük normal gerilmenin ( ), eğilme momenti
2009 Kasım. www.guven-kutay.ch MUKAVEMET DEĞERLERİ ÖRNEKLER. 05-5a. M. Güven KUTAY. 05-5a-ornekler.doc
 2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil
2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil