Alışılmamış İmalat Usulleri
|
|
|
- Derya Engin
- 6 yıl önce
- İzleme sayısı:
Transkript

1 Alışılmamış İmalat Usulleri
2 Sınıflandırma Mekanik İşlemler Aşındırıcı Jet ile İşleme Abrasive Jet Machining (AJM) Su Jeti ile İşleme Water Jet Machining (WJM) Aşındırıcı Su Jeti İle İşleme Abrasive Water Jet Machining (AWJM) Ultrasonik İşleme Ultrasonic Machining (USM) Elektro Kimyasal İşlemler Elektro Kimyasal İşleme Electrochemical Machining (ECM) Elektro Kimyasal Taşlama Electro Chemical Grinding (ECG) Elektron Jeti ile Delme Electro Jet Drilling (EJD) Elektro Termal İşlemler Elektriksel Aşındırma ile İşleme Electro-discharge machining (EDM) Lazer ile İşleme Laser Jet Machining (LJM) Elektron Demeti ile İşleme Electron Beam Machining (EBM) Kimyasal İşlemler Kimyasal İşleme Chemical Machining (CHM) Foto Kimyasal İşleme Photochemical machining (PCM)
3 Aşındırıcı Jet ile İşleme
4 Aşındırıcı Jet ile İşleme Genel olarak, Abrasif Taneciklerin boyutları 50 μm civarındadır. Yaklaşık iç çapı 0.5 mm olan Lüleden ortalama 200 m/s hız ile 2 mmuzaklıktaki iş parçasına akışkan jeti uygulanır. Abrasif parçacıkların kinetik enerjisi, iş parçası yüzeyinden malzeme kaldırmak için yeterli olmalıdır.
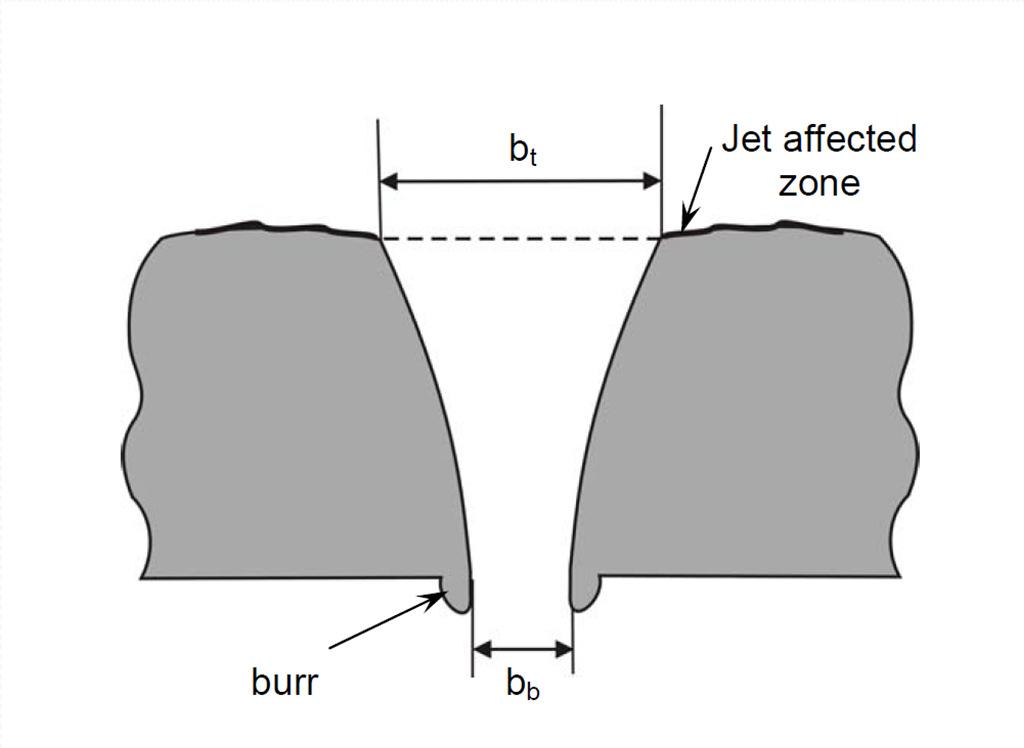
5 Aşındırıcı Jet ile İşleme
6 İşlem Parametreleri Aşındırıcılar Malzeme Al 2 O 3 / SiC /cam tozu Geometri düzensiz/ küresel Boyut 10 ~ 50 μm Kütlesel Akış Oranı 2 ~ 20 gm/min Akışkan Kompozisyon Hava,CO 2, N 2 Yoğunluk Hava~ 1.3 kg/m 3
7 İşlem Parametreleri Hız: 500 ~ 700 m/s Basınç: 2 ~ 10 bar Debi: 5 ~ 30 lpm Abrasive Jet Hız:100 ~ 300 m/s İşleme aralığı: 0.5 ~ 5 mm Uygulama açısı: 60 0 ~ 90 0 Lüle Malzeme: WC / sapphire Çap:(Internal) 0.2 ~ 0.8 mm Ömür: 10 ~ 300 saat
8 İşlem Parametreleri ve Uygulamalar Malzeme Kaldırma Hızı, Material removal rate (MRR) İşleme Hassasiyeti, The machining accuracy Lüle Ömrü, The life of the nozzle Uygulamalar Sert ve gevrek malzemelerde delme, oyma işlemleri. Kırılgan ve ısıya duyarlı malzemelerin işlenmesi. Gevrek malzemelerin mikro ölçekte işlenmesi
9 Malzeme Kaldırma Mekanizması Aşındırıcıların kinetik enerjisi malzeme kaldırma işi için kullanılır. Gevrek malzemelerden kırılma mekanizması ile malzeme kaldırılır. Sünekmalzemelerde plastik şekil değiştirme mekanizması etkindir.





10 Uygulama Örnekleri
11 Su Jeti ile İşleme Kesme Ortamı Saf su Stabilizer Katkısı İki Fazlı:aşındırıcı ve su Üç fazlı: aşındırıcı, su ve hava Metot Direkt pompalama Endirekt pompalama Bypass pompalama

12 Su Jeti ile İşleme Yüksek Basınç: MPa ( bar) Yüksek Hız: 1000 m/s İnce levha yada folyo formunda, aliminyum, deri, dokumalar, donmuş gıdalar işlenebilir. Jute Bell Presses

 su jeti ile karıştırılması, işlemin kesme kabiliyetini oldukça geliştirir.")
13 Su Jeti ile İşleme Genel olarak saf su kullanılır. Ancak yüksek hızdaki su jeti atmosferik basınç ile karşılaştığında saçılma eğilimi gösterir ve kesme kabiliyeti düşer. Bu sebeple stabilizerler(uzun zincirli polimerler) suya, işlem öncesinde karıştırılır. Aşındırıcıların (örneğin SiO 2 ) su jeti ile karıştırılması, işlemin kesme kabiliyetini oldukça geliştirir. Aşındırıcılar ile birlikte 800 m/sgibi yüksek hızlarda su jeti bilinen mühendislik malzemelerinin önemli bir bölümünü işleyebilmektedir.

14 Su Jeti ile İşleme

15 Su Jeti ile İşleme



16 Su Jeti ile İşleme


17 Su Jeti ile İşleme



18 Su Jeti ile İşleme


19 Su Jeti ile İşleme
20 Uygulamalar Boya Kaldırma Temizleme Yumuşak Malzeme Kesme Dondurulmuş Gıda Kesimi Kumaş ve Deri kesimi Cerrahi Kesme Delme
21 Malzemeler Çelik Demir Dışı alaşımlar Ti alaşımları, Ni- alaşımları Polimerler Metal Matriks Kompozitler Seramik Matriks Kompozitler Beton Taş Granit Tahta Güçlendirilmiş Plastikler Metal Polimer Laminalar Cam Fiber Laminalar
22 Üstünlükleri Kesme bölgesinde deformasyon zonuoldukça küçüktür Oldukça detaylı geometrileri kesebilir. Kalın malzemeleri kesebilir (250 mm kadar). İstifli kesme yapabilir. Kesme esnasında malzeme kayıpları çok azdır. İş parçalarının bağlanması kolaydır
23 İşleme Parametreleri Orifice Sapphires 0.1 to 0.3 mm Odak Tüpü WC 0.8 to 2.4 mm Basınç 2500 to 4000 bar Aşındırıcılar garnet and olivine - #125 to #60 Aşındırıcı to 1.0 kg/min Jet uzunluğu 1 to 2 mm Etkili kesim açıları 60 o to 90 0 İlerleme Hızı 100 mm/min to 5 m/min Kesme Derinliği 1 mm to 250 mm
jet Sıvı Nirojensu ile yer değiştirmiştir.")
24 Kısıtlar Su geri dönüşümü Talaş Geri dönüşümü Aşındırıcıların geri dönüşümü Yüksek Basınçlı kriyojenik(cryogenic)jet Sıvı Nirojensu ile yer değiştirmiştir. Kuru Buz kristalleri (katı CO2 kristalleri) aşındırıcı olarak kullanılır.



25 Ultrasonikİşleme



26 Ultrasonikİşleme
27 Ultrasonikİşleme
28 İşlem Parametreleri Titreşim Genliği (a o ) μm Titreşim Frekansı (f) khz Aşındırıcı Boyutu 15 μm 150 μm Aşındırıcı Taneler Al 2 O 3 SiC B 4 C, Boronsilicarbide, Elmas İş Parçası ve takım akma mukavemeti Macun içindeki aşındırıcı yoğunluğu
29 Uygulamalar Sert ve Gevrek metalik alaşımlar, yarı iletkenlerin, seramikler ve karbürlerin işlenmesinde kullanılır. Yuvarlak, kare ve kompleks şekilli deliklerin işlenmesi ve farklı yüzey dokularının elde etmek için kullanılır. İnce aşındırıcılar ile, mm yada daha iyi boyut toleransı elde edilebilir. Yüzey pürüzlülüğü (Ra) μmarasında değişir. Kısıtlar Düşük malzeme kaldırma hızı Yüksek takım aşınması Düşük delme derinlikleri





30 Örnekler
31 Elektro Kimyasal İşleme Anodik(+) kutuptaki işlenecekparçanınyüzeyindenmetal atomlarınınçözünerek, iyonlar ile elektrolotiksıvı içerisinde indirgenmesi işlemidir.
32 Elektro Kimyasal İşleme NaCl Na + + Cl - H 2 O H + + (OH) - 2H + + 2e - = H 2 Katot Fe = Fe e - Na + + OH - = NaOH
33 Elektro Kimyasal İşleme
34 Elektro Kimyasal İşleme Metalik bir parçanın, metalürjik özelliklerini hiçbir biçimdedeğişikliğeuğratılmaksızınişlenebilmesine olanak sağlar. İmalat teknikleri, bir biçimde metalde bir alt-hasar oluşumuna neden olur. Metal kristalleri, tezgahların uyguladığı yüksek basınç ve yüksek sürtünme ısısının etkisialtındadeformeolurlar. Elektro Kimyasal İşlemede takım basınçları yoktur. Metale, atomik katmanlarının birbiri ardı sıra çözünmesi ile şekil verilir.

35 Elektro Kimyasal İşleme


36 Elektro Kimyasal İşleme
37 İşleme Parametreleri Elektrik Gerilim2 to 35 V Akım 50 to 40,000 A Akım Yoğunluğu 0.1 A/mm 2 to 5 A/mm 2 Elektrolotik Malzeme: NaCland NaNO 3 Sıcaklık: 20 o C 50 o C Debi: 20 lpmper 100 A current Basınç: 0.5 to 20 bar Dilution:100 g/l to 500 g/l İşleme aralığı: 0.1 mm to 2 mm Overcut:0.2 mm to 3 mm İlerleme: 0.5 mm/min to 15 mm/min Elektrot Malzemesi: Copper, brass, bronze Yüzey Pürüzlülüğü:, R a 0.2 to 1.5 μm
38 Uygulamalar Dalma Tip Yüzey parlatma Delme Mikro İşleme
39 Elektriksel Aşındırma ile İşleme Di-elektrik sıvı içerisinde daldırılmış elektrik iletken elektrot ile iş parçası arasında oluşturulan elektriksel boşalımların, iş parçası yüzeyinden küçük bir bölgeyi eritmesivebuharlaştırmasıesasınadayanır. Bir güç kaynağı vasıtası ile iş parçası ve elektrot arasında sağlanan darbe gerilimi, di-elektrik sıvıda güçlü bir elektriksel alan oluşturur. Bu konumda, di-elektrik sıvı molekülleri ve iyonları iki kutuparasındapolarize olur.


40 Elektriksel Aşındırma ile İşleme
41 Elektriksel Aşındırma ile İşleme
42 Elektriksel Aşındırma ile İşleme Di-elektrik sıvının elektriksel yalıtım mukavemeti aşıldığında, dielektrik sıvı içerisinde düşük dirençli bir plazma kanalı oluşur. Oluşan bu boşalım kanalı içerisinden elektronlar ve iyonlar anot ve katot (elektrot ve iş parçası) yüzeyine hızla çarparlar. Bu çarpışma elektronların ve iyonların kinetik enerjilerinin ısı ve basınçformuna dönüşümleri ile sonuçlanır. İşlem sırasında, üretilen ısının W/m 2 sevilerinde kadar yükselebildiği tahmin edilmektedir. Bu denli yüksek ısı akışı, kanalın temas ettiği noktalarda, sıcaklıkların K e kadar yükseltmesine sebep olur. Bilinen hiçbir imalat yönteminde, bu denli yüksek noktasal sıcaklıklara ulaşılamamaktadır.
43 Elektriksel Aşındırma ile İşleme Darbe geriliminin sonlanması ile birlikte, kanal içerisinde basınç aniden düşer ve boşalım kanalının ortadan kalkması ile birlikte, elektrot yüzeylerindeki kızgın eriyik malzeme hızla kaynamaya ve buharlaşmaya başlar. Di-elektrik sıvı oluşan basınç farkından dolayı aniden işlem bölgesine dolar ve kaynama esnasında oluşan sıcak buhar balonları ile karşılaşır. Düşük sıcaklıktaki di-elektrik sıvının soğutma etkisi ile birlikte balonlar aniden küresel tanecikler şeklinde çökerler. Dielektrik sıvının sirkülasyonuile birlikte bu tanecikler işleme bölgesinden uzaklaştırılır. İşlemin net sonucu iş parçası ve elektrot yüzeylerinde oluşan küçük kraterlerdir. Darbe üreteci ile sağlanan ardışık elektrik darbeleri ve takım elektrotunun ileri hareketi ile birlikte elektrot dişi yüzeyinin iş parçası yüzeyinde işlenmesi sağlanır.




44 Elektriksel Aşındırma ile İşleme a) 50 c) 500 b) 200 d) 1400


45 Elektriksel Aşındırma ile İşleme

46 Elektriksel Aşındırma ile İşleme


47 Elektriksel Aşındırma ile İşleme





48 Elektriksel Aşındırma ile İşleme


49 Elektriksel Aşındırma ile İşleme


50 Mikro Elektriksel Aşındırma ile İşleme



51 Mikro Elektriksel Aşındırma ile İşleme
52 Elektriksel Aşındırma ile İşleme Üstünlükler Elektriksel iletkenliğe sahip herhangi bir malzeme, sertliği dikkate alınmaksızınişlenebilir. Özellikle aşırı sert dokuya sahip ve geleneksel yollarla işlenemeyen ve sertleştirilmiş karbür malzemelerin işlenebilmesi endüstriyel uygulamalar için önemli bir avantaj sağlar. İşlem, sertleştirilmiş iş parçası malzemeleri üzerinde yapılabilir. Böylelikle sertleştirme işlemi sonucunda oluşan boyutsal değişimler önlenir. İşleme, çapaksızbir yöntemdir. Takım elektrotu üzerinde, işleme sırasında yüksek mekanik kuvvetler ve titreşim olmadığı için, iş parçası üzerinde, istenilen ince ve hassas kesitler, şekil bozuklukları oluşturmadan işlenebilir. Geleneksel yöntemle üretimi imkansız gibi görülen karmaşık biçimli formlar kolaylıkla işlenebilir. Ölçü ve hassasiyet belirlenen sınırlar içerisinde gerçekleştirilebilir.
53 Elektriksel Aşındırma ile İşleme Zayıf Yönleri İş parçasından talaş kaldırma hızı diğer alışılmış tezgahlara göre azdır. Örnek verilecek olursa, bir torna tezgahı ile EAİ yönteminden 50 kat daha hızlı işleme yapılabilir. İşlenen metal malzeme elektrik iletkenliğine sahip olmalıdır. Üretilen/yapılan oyuklar/boşluklar ve delikler, takım aşınmasından dolayı koniktir. Ancak, koniklikbelli sınırlar içerisinde kontrol edilebilir. Hızlı elektrot aşınması olabilir. Böylece, elektrotun şeklini işlem sırasında korumak zor olmaktadır. Bir geometriyi elde etmek için birden fazla elektrot kullanılması gerekir. İşlenen yüzeylerde, hızlı ısınma ve soğuma çevrimlerinden ötürü, yapısal bozulmalar söz konusudur. Yüzey sertleşmesi meydana gelebilir. EAİ ninperformansını etkileyen birçok fiziksel parametre mevcuttur. Bu durum işlemin kontrolünü güçleştirmektedir. Malzeme kaldırmak için harcanan enerji verimliliği oldukça düşüktür.

54 Lazer
55 Elektron Demeti ile İşleme


56 Elektron Demeti ile İşleme Neden Vakum?


57 Elektron Demeti ile İşleme
58 EDM, Lazer, EBM ve Diğerleri


59 Kimyasal İşleme Foto Kimyasal İmalat (PCM - Photo Chemical Manufacturing) kimyasal frezeleme olarak da tanımlanır. Özellikle kuyumculuk, elektronik, dekorasyon, tıp, savunma, uzay ve imalat sanayi başta olmak üzere yaygın olarak kullanılır. Küçük boyutlu, ince ve de hassas parçaların imalatında tercih edilir. Özel kimyasal banyolarda metallerin üzerinden aşındırma yöntemiyle şekillendirme işlemidir.


60 Kimyasal İşleme



61 Kimyasal İşleme


62 Foto Kimyasal İşleme
")

63 HibritYöntemler Birden fazla imalat yönteminin, (Mekanizmaların/ enerji kaynağının/ takımlarının) eşzamanlı ve kontrollü etkileşimle kullanılmasıyla, kayda değer işleme performansı artışı sağlayan yöntemlerdir.

64 HibritYöntemler Örnek: Laser Assisted Milling/Turning Eşzamanlı ve Kontrollü etkileşim Kayda değer işlem performansı artışı Daha yüksek malzeme kaldırma hızı, düşük kuvvetler, düşük takım aşınması.


65 HibritYöntemler Yardımcı (Assisted) Yöntemler Laser assisted turning/milling Vibration assisted grinding Vibration assisted EDM Karışım (Mixed) Yöntemler Elektro Erozyon/ Elektro Kimyasal İşleme Elektro Erozyon/Taşlama


66 HibritYöntemler
67 Mikro İşleme Örnekleri


![folded in the right] is positioned with](/docs-images/73/68429443/images/68-9.jpg "a gear mechanism.")
68 A mite measuring 500µ long sits on a mirror array used for optical data switching. The mirror [flat in the left image, folded in the right] is positioned with a gear mechanism. [Source: Sandia National Laboratories/SUMMiT Technologies]


69 This preserved housefly is sporting a pair of two-millimeter-wide eyeglasses, engineered with ultra-precise fast-pulse laser technology. [Source: Micreon GmbH]

70 This two-millimeter-tall camel was made of gold foil. Posed here passing through the eye of a needle 300 microns wide. [Source: Micreon GmbH]


71 An array of holes, each measuring approximately 125 nanometers in length, was precision-drilled with a computer-controlled focused ion beam.


72 The platinum tip of a six-micron-long atom probe --a device used to analyze the distribution of individual atoms in alloys and other substances is seen here at 25,000x magnification. [Source: FEI Company/Tools for Nanotech]

73 This 4mm long submarine is molded from an acrylic liquid that solidifies when it comes in contact with a computer-controlled laser beam. Its expected use is in future medical applications for treating the body on a microscopic level. [Source: Eye of Science/Photo Researchers, Inc ]

74 A focused ion beam created this two-micron-wide gear, seen here at 50,000x magnification [Source: FEI Company/Tools for Nanotech]

75 This chain of six microscopic gears can be used to drive micro-engines at speeds of up to 25,000 rpm. Longer chains can also be used in complex electronic locking mechanisms that are practically unpickable each gear has to be precisely aligned in order to activate an electronic switch [Source: Sandia National Laboratories/SUMMiT Technologies]



76 Nano-technology is used to produce materials with feature sizes below 1µ, typically in the range 1-100nm. The fabricated objects may have many uses, including catalysts, coating for clothes, medicine, etc. [Source: Univ of Cambridge Nanoscale science labs, Mark Welland & Ghim Wei Ho ]

77 Mikro ve Nano-İmalat Yötemleri: Kimyasal Yötemler Electron-Demeti, Lazer, elekriksel aşındırma. Micro- ve Nano-sensorler: Atomik Kuvvet Mikroskobu Taramalı Elektron Mikroskobu, Birçok bilim adamı/kadını bu yüzyılın ilk yarısı için, Nanoteknoloji dönemi olarak nitelemektedir.
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
İmal Usulleri 2. Fatih ALİBEYOĞLU -6-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -6- Giriş Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar kullanarak ve malzemenin takım ile fiziksel teması sonucu talaş kaldıran yöntemlerdir.
İmal Usulleri 2 Fatih ALİBEYOĞLU -6- Giriş Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar kullanarak ve malzemenin takım ile fiziksel teması sonucu talaş kaldıran yöntemlerdir.
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
Metalografi Nedir? Ne Amaçla Kullanılır?
 METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme. Doç. Dr. Turgut GÜLMEZ
 Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Aşındırıcı Malzeme Tane Büyüklüğü Bağlayıcı Malzemeler Taş yapısı ve Taş kalitesi Taşlama Taşı Spesifikasyonları Aşındırmalı(Taşlama
Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Aşındırıcı Malzeme Tane Büyüklüğü Bağlayıcı Malzemeler Taş yapısı ve Taş kalitesi Taşlama Taşı Spesifikasyonları Aşındırmalı(Taşlama
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
İmal Usulleri 2. Fatih ALİBEYOĞLU -7-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -7- Giriş Mekanik Enerjili Yöntemler Mekanik enerjinin alışılmamış imalat yöntemlerinde kullanılmasıdır. 1) Ultrasonik işleme, 2) Su jeti ile işlemeler, 3) Diğer aşındırıcılı
İmal Usulleri 2 Fatih ALİBEYOĞLU -7- Giriş Mekanik Enerjili Yöntemler Mekanik enerjinin alışılmamış imalat yöntemlerinde kullanılmasıdır. 1) Ultrasonik işleme, 2) Su jeti ile işlemeler, 3) Diğer aşındırıcılı
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin
 Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
MİKRO ARK OKSİDASYON TEKNİĞİ
 MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Isı Enerjisi Kullanarak Şekil Verme. Prof. Dr. Akgün ALSARAN
 Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ
 PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
ALIŞILMAMIŞ (Geleneksel Olmayan) İMALAT YÖNTEMLERİ
 İMALAT YÖNTEMLERİ") ALIŞILMAMIŞ (Geleneksel Olmayan) İMALAT YÖNTEMLERİ Abdulkadir Erden Mekatronik/Üretim Mühendisliği Bölümü Atılım Üniversitesi, Ankara Özet Alışılmamış İmalat Yöntemleri olarak bilinen ve genellikle 2.
ALIŞILMAMIŞ (Geleneksel Olmayan) İMALAT YÖNTEMLERİ Abdulkadir Erden Mekatronik/Üretim Mühendisliği Bölümü Atılım Üniversitesi, Ankara Özet Alışılmamış İmalat Yöntemleri olarak bilinen ve genellikle 2.
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
İmal Usulleri 1. Fatih ALİBEYOĞLU -2-
 1 Fatih ALİBEYOĞLU -2- Malzemeler iki tür gerilmeye maruz kalır. Bu gerilmeler tekil etkiyebileceği gibi bunların bir bileşkesi de malzemelere etkiyebilir. Normal Gerilme(Çeki- Bası- Eğilme) Kayma Gerilmesi(Kayma-Burulma)
1 Fatih ALİBEYOĞLU -2- Malzemeler iki tür gerilmeye maruz kalır. Bu gerilmeler tekil etkiyebileceği gibi bunların bir bileşkesi de malzemelere etkiyebilir. Normal Gerilme(Çeki- Bası- Eğilme) Kayma Gerilmesi(Kayma-Burulma)
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
Çimento Fabrikalarında Aşınma Problemleri ve Koruyucu Malzemeler
 Çimento Fabrikalarında Aşınma Problemleri ve Koruyucu Malzemeler Mikael Jungedal, M.Sc Aşınma Uzmanı, Bilgi Servis Merkezi, SSAB Akış Aşınma nedir? Çimento fabrikalarında aşınma Servis ömrü nasıl arttırılır?
Çimento Fabrikalarında Aşınma Problemleri ve Koruyucu Malzemeler Mikael Jungedal, M.Sc Aşınma Uzmanı, Bilgi Servis Merkezi, SSAB Akış Aşınma nedir? Çimento fabrikalarında aşınma Servis ömrü nasıl arttırılır?
MALZEME BİLGİSİ DERS 2 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 2 DR. FATİH AY www.fatihay.net fatihay@fatihay.net DERSİN AMACI: Malzeme Biliminde temel kavramları tanıtmak ÖĞRENECEKLERİNİZ: Malzeme yapısı Yapının özelliklere olan etkisi Malzemenin
MALZEME BİLGİSİ DERS 2 DR. FATİH AY www.fatihay.net fatihay@fatihay.net DERSİN AMACI: Malzeme Biliminde temel kavramları tanıtmak ÖĞRENECEKLERİNİZ: Malzeme yapısı Yapının özelliklere olan etkisi Malzemenin
Şekil 1. Elektrolitik parlatma işleminin şematik gösterimi
 ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
Modern Fiziğin Teknolojideki Uygulamaları
 40 Modern Fiziğin Teknolojideki Uygulamaları 1 Test 1 in Çözümleri 1. USG ve MR cihazları ile ilgili verilen bilgiler doğrudur. BT cihazı c-ışınları ile değil X-ışınları ile çalışır. Bu nedenle I ve II.
40 Modern Fiziğin Teknolojideki Uygulamaları 1 Test 1 in Çözümleri 1. USG ve MR cihazları ile ilgili verilen bilgiler doğrudur. BT cihazı c-ışınları ile değil X-ışınları ile çalışır. Bu nedenle I ve II.
MALZEMENİN İÇ YAPISI: Katılarda Atomsal Bağ
 MALZEMENİN İÇ YAPISI: Katılarda Atomsal Bağ Bölüm İçeriği Bağ Enerjisi ve Kuvveti Atomlar arası mesafe, Kuvvet ve Enerji İlişkisi Atomlar arası Mesafeyi Etkileyen Faktörler. Sıcaklık, Iyonsallik derecesi,
MALZEMENİN İÇ YAPISI: Katılarda Atomsal Bağ Bölüm İçeriği Bağ Enerjisi ve Kuvveti Atomlar arası mesafe, Kuvvet ve Enerji İlişkisi Atomlar arası Mesafeyi Etkileyen Faktörler. Sıcaklık, Iyonsallik derecesi,
TOPRAK OLUŞUMUNDA AŞINMA, AYRIŞMA VE BİRLEŞME OLAYLARI
 TOPRAK OLUŞUMUNDA AŞINMA, AYRIŞMA VE BİRLEŞME OLAYLARI Toprak Bilgisi Dersi Peyzaj Mimarlığı Prof. Dr. Günay Erpul erpul@ankara.edu.tr Toprak Oluşumunda Aşınma, Ayrışma ve Birleşme Olayları Temel yapıyı
TOPRAK OLUŞUMUNDA AŞINMA, AYRIŞMA VE BİRLEŞME OLAYLARI Toprak Bilgisi Dersi Peyzaj Mimarlığı Prof. Dr. Günay Erpul erpul@ankara.edu.tr Toprak Oluşumunda Aşınma, Ayrışma ve Birleşme Olayları Temel yapıyı
ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE)
 (ELECTRICAL DISHARGE MACHINE)") ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE) Doç.Dr. Ahmet DEMİRER SAÜ. TeknolojiFakültesi ELEKTRO EROZYON (EDM) 1943 yılında Rus araştırmacılar hangi sertlikte olursa olsun, kıvılcım atlaması ile
ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE) Doç.Dr. Ahmet DEMİRER SAÜ. TeknolojiFakültesi ELEKTRO EROZYON (EDM) 1943 yılında Rus araştırmacılar hangi sertlikte olursa olsun, kıvılcım atlaması ile
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
EFFECT OF SIC POWDER MIXED DIELECTRIC LIQUID ON SURFACE MICRO STRUCTURE OF IF STEEL IN ELECTRIC DISCHARGE MACHINING
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye ELEKTRİKSEL AŞINDIRMA YÖNTEMİ İLE İŞLEMEDE Dİ-ELEKTRİK SIVIDA ASILI SİC TANECİKLERİNİN IF ÇELİĞİ ÜZERİNDE OLUŞTURDUĞU
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye ELEKTRİKSEL AŞINDIRMA YÖNTEMİ İLE İŞLEMEDE Dİ-ELEKTRİK SIVIDA ASILI SİC TANECİKLERİNİN IF ÇELİĞİ ÜZERİNDE OLUŞTURDUĞU
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi
 Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
Atomların bir arada tutulmalarını sağlayan kuvvetlerdir Atomlar daha düşük enerjili duruma erişmek (daha kararlı olmak) için bir araya gelirler
 için bir araya gelirler") Kimyasal Bağlar; Atomların bir arada tutulmalarını sağlayan kuvvetlerdir Atomlar daha düşük enerjili duruma erişmek (daha kararlı olmak) için bir araya gelirler İki ana gruba ayrılır Kuvvetli (birincil,
Kimyasal Bağlar; Atomların bir arada tutulmalarını sağlayan kuvvetlerdir Atomlar daha düşük enerjili duruma erişmek (daha kararlı olmak) için bir araya gelirler İki ana gruba ayrılır Kuvvetli (birincil,
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
INSA 283 MALZEME BİLİMİ. Giriş
 INSA 283 MALZEME BİLİMİ Giriş Malzeme Gereksinimi Bütün mühendislik bilim dallari malzeme ile yakindan iliskilidir. Mühendisler kullanacaklari malzemeyi çok iyi tanıyarak ve genis malzeme tayfi içinde
INSA 283 MALZEME BİLİMİ Giriş Malzeme Gereksinimi Bütün mühendislik bilim dallari malzeme ile yakindan iliskilidir. Mühendisler kullanacaklari malzemeyi çok iyi tanıyarak ve genis malzeme tayfi içinde
Alüminyum Test Eğitim ve Araştırma Merkezi. Mart 2017
 Alüminyum Test Eğitim ve Araştırma Merkezi Mart 2017 SEM Nedir? SEM ile Neler Yapılabilir? SEM ile Neler Yapılabilir? SEM Giriş SEM nedir? Mikro ve nano boyuttaki yapıları görüntüleyebilmek için kullanılan
Alüminyum Test Eğitim ve Araştırma Merkezi Mart 2017 SEM Nedir? SEM ile Neler Yapılabilir? SEM ile Neler Yapılabilir? SEM Giriş SEM nedir? Mikro ve nano boyuttaki yapıları görüntüleyebilmek için kullanılan
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ
 ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
Hexapan Honeycomb Hakkında
 www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
Toz Metalurjik Malzemeler Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Ayrıca, bu kitapta sunulan bilgilerin İnşaat Mühendislerine de meslek yaşamları boyunca yararlı olacağı umulmaktadır.
 Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin
 Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
İmal Usulleri 2. Fatih ALİBEYOĞLU -8-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
Laboratuar - BU TABLO ÖĞRENCİ İŞLERİ OTOMASYON SİSTEMİNDEN AKTARILACAKTIR.
 DOKUZ EYLÜL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ DERS TANITIM FORMU ÖĞRETİM 2012-2013-GÜZ YARIYILI Dersi Veren Birim: Dersi Alan Birim: Doğal Yapı Taşları ve Süs Taşları ABD Doğal Yapı Taşları ve Süs Taşları
DOKUZ EYLÜL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ DERS TANITIM FORMU ÖĞRETİM 2012-2013-GÜZ YARIYILI Dersi Veren Birim: Dersi Alan Birim: Doğal Yapı Taşları ve Süs Taşları ABD Doğal Yapı Taşları ve Süs Taşları
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
BU Kitapta Kullanılan Standart Birimler
 BU Kitapta Kullanılan Standart Birimler Amerika Birleşik Devletleri Birimler Sistemi (USCS) ve Uluslararası Birimler Sistemi (SI) ne ait birimler kitap boyunca yer alan eşitliklerde ve tablolarda kullanılmıştır.
BU Kitapta Kullanılan Standart Birimler Amerika Birleşik Devletleri Birimler Sistemi (USCS) ve Uluslararası Birimler Sistemi (SI) ne ait birimler kitap boyunca yer alan eşitliklerde ve tablolarda kullanılmıştır.
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate