NEVZAT GÜR CNC FREZELERDE AÇILI İŞLER
|
|
|
- Emin Ilker Yasin
- 8 yıl önce
- İzleme sayısı:
Transkript
1 NEVZAT GÜR CNC FREZELERDE AÇILI İŞLER I
2 ÖNSÖZ Günümüzde hemen hemen herkes hızla gelişen ve yenilenen teknolojiden söz etmektedir. Teknolojiyi imal eden de, kullananda insandır. İmalat alanında yüksek verimliliği gerçekleştirmek için modern teknolojinin yanında sürekli öğrenen, sorgulayan, araştıran ve kendisini geliştiren katma değeri yüksek nitelikli insan gücüne de ihtiyaç vardır. Tofaş da kalıp imalatında CNC freze operatörü olarak çalışmaktayım. Kalıp imalatında açılı işler konusunda karşılaşılan zorlukları ve bu konudaki bilgi eksikliğini bir nebze olsun gidermek amacıyla açılı işler konusunda kitap yayınlamaya karar verdim. Bu kitapta fidia ve okuma işletim sistemli CNC freze tezgâhlarında, rotasyon, manuel programlama, takım boy ve referanslama işlemi, eksen kaydırma, açı yönleri, ayna görüntüleme, açıları fidia dan okuma formatına çevirme, ataçmanlarda geometri, küre, kompenzasyon ayar kontrolü gibi teorik ve pratik yönden bilgi ve tecrübelerimi paylaştım. Umarım, bu kitap tüm okuyuculara faydalı olur. Saygılarımla Nevzat GÜR II

3 İÇİNDEKİLER İçindekiler BÖLÜM FIDIA GENEL GİRİŞ... 1 KOORDİNAT SİSTEMİNDE AÇI YÖNLERİ... 1 BEŞ EKSEN KAFA AÇI YÖNLERİ... 2 C EKSENİ... 2 B EKSENİ... 2 W EKSENİ... 3 TOOL TABLE... 3 RTCP... 4 RTCPLKS... 5 BEŞ EKSENDE Z EKSEN REFERANS İŞLEMİ... 6 TOOL COORD... 6 HWT... 6 FIDIA ROTASYON... 7 X DE ROTASYON... 7 Y DE ROTASYON... 8 Z DE ROTASYON... 9 C EKSEN DÖNÜŞ AÇILARI VE ROTASYON TEK AÇILARA ÖRNEK ROTASYON VERİLİŞİ ÇİFT AÇILARA ÖRNEK ROTASYON VERİLİŞİ DÖNDÜRME MERKEZLİ ROTASYON CATIA DAN ÖLÇÜ ALARAK FIDIA DA PROGRAM YAPILMASI CATI RESİMDEN ÖLÇÜ ALARAK KATERLE KOLON BURÇ YATAĞI İŞLEME TOOLCOORD A ÖRNEK MANUEL PROGRAM III

4 COMPILE AÇILI KAM LARDA REFERANSLAMA İŞLEMİ ROTARY KAM YATAK FİNİSH İŞLEMLERİ İŞLEME ZORLUĞUNA KARŞI FARKLI AÇILARLA İŞLEME METODU BEŞ EKSEN KAFANIN AYNI YÜZEYİ AYRI POZİSYON AÇILARINDA İŞLEME ŞEKLİ AÇILI İŞLERDE SİMETRİ SİMETRİLERDE ALTERNATİF AÇIDA ÇALIŞMA AÇILI İŞLERDE KALIBIN FÖY EKSEN YÖNLERİNE GÖRE FARKILI ŞEKİLDE BAĞLANMASI BEŞ EKSEN KAFADA GEOMETRİ AYAR KONTROLLERİ X EKSEN YÖNÜNDE DİKLİK VE PARALELLİK KONTROLÜ Y EKSEN YÖNÜNDE DİKLİK VE PARALELLİK KONTROLÜ BEŞ EKSEN KAFADA KÜRE AYARI BÖLÜM OKUMA GENEL GİRİŞ OKUMA DA İNDEKS KAFA AÇI YÖNLERİ C EKSENİ B EKSENİ G353 KODU G117 MAKRO KODU TOOL DATA TAKIM UZUNLUĞU AYARLAMA İŞLEMİ İNDEKS KAFADA Z EKSENİNDE REFERANS İŞLEMİ M210, M201, M202 MAKRO M KODLARI OKUMA DA ROTASYON G69, G68 KODLARI AÇILARA GÖRE ROTASYON TEK AÇILARA ROTASYON ÇİFT AÇILARA ROTASYON ROTASYONA ÖRNEK PROGRAM VERİLİŞLERİ (G69, G68) IV

5 G115 MAKRO KODU ROTASYONA ÖRNEK PROGRAM VERİLİŞİ (G115) CATIA DAN ÖLÇÜ ALARAK OKUMA DA MANUEL PROGRAM YAPILMASI RESİMDEN ÖLÇÜ ALARAK KATER LE BURÇ YATAĞI İŞLEME AÇILI İŞLERDE MANUEL EKSEN KAYDIRMA G KOMUTUYLA EKSEN KAYDIRMA (G11, G10) G111 MAKRO KODU AÇILI İŞLERDE SİMETRİ ÇALIŞMA AÇILI İŞLERDE KALIBIN FÖY EKSEN YÖNLERİNE GÖRE FARKLI ŞEKİLDE BAĞLANMASI AÇILI İŞLERDE FIDIA AÇI DEĞERLERİNİ OKUMA AÇI DEĞERLERİNE UYARLAMA SİMETRİDE FIDIA AÇI DEĞERLERİNİ OKUMA AÇI DEĞERLERİNE ÇEVİRME KOMPENZASYON AYARI V


6 FIDIA KOORDİNAT SİSTEMİNDE AÇI YÖNLERİ 1
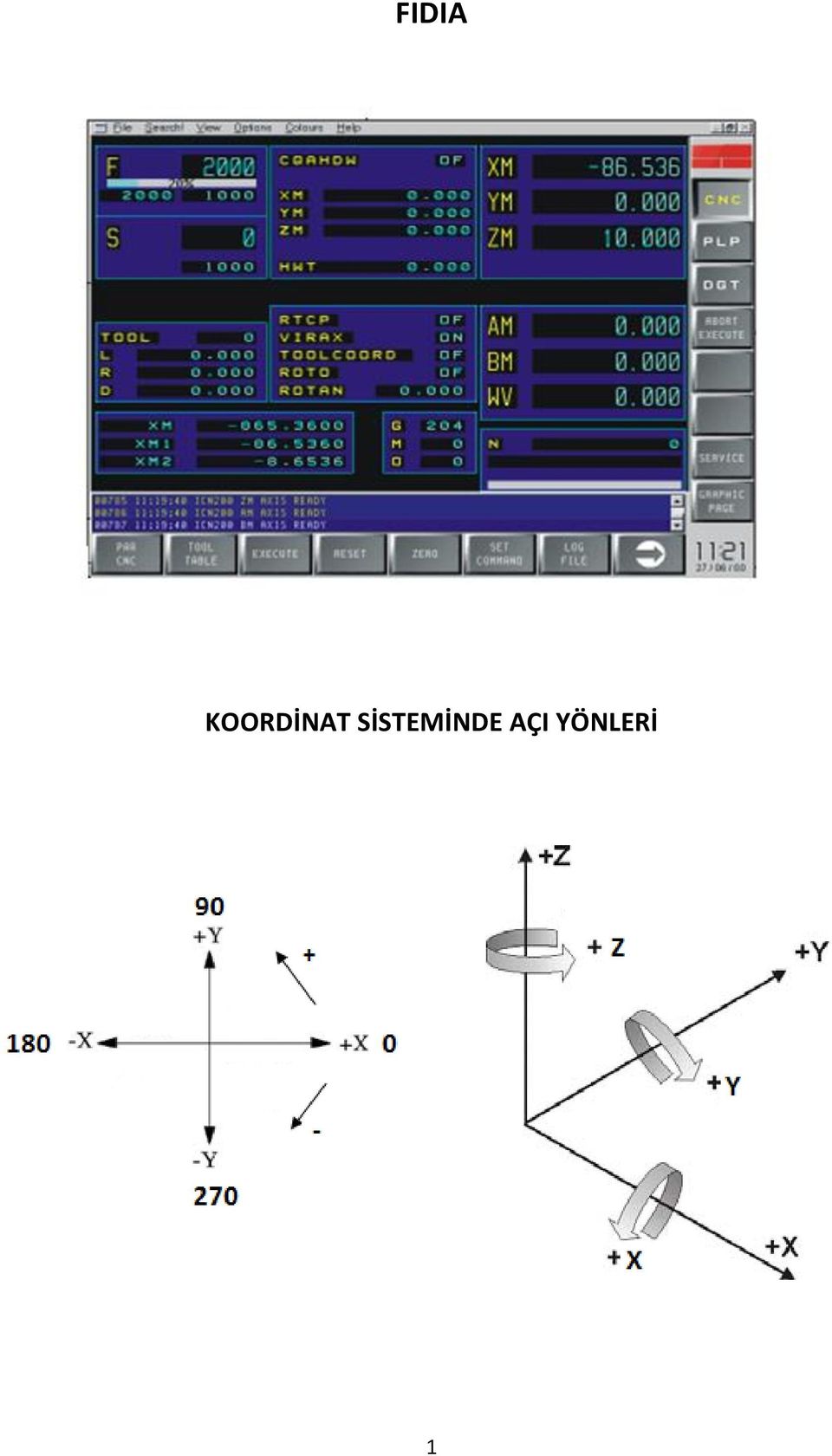
7 BEŞ EKSEN KAFA AÇI YÖNLERİ Kumanda panosunda diye ışıklı manuel eksen tuşları vardır. Bu tuşlardan biri seçilip basıldığında ışığı yanarak devrede olduğunu gösterir. İkinci kez basıldığında veya başka eksen seçildiğinde lambası sönerek devre dışı bırakılır C eksen manuel tuşu B eksen manuel tuşu W eksen manuel tuşu C ekseni: Dönel bir eksendir. Z eksen merkezine göre artı (+) ve eksi (-) yöne olmak üzere her iki yöne de 360 derece döner. Üstteki şekilde gösterildiği gibi C ekseni saat ibresi yönünde ( ) eksi, saat ibresi tersi yönünde de (+) artı yönde döner. B ekseni: Dönel bir eksendir. Kesicinin bağlı olduğu grup (kesici ekseni) yukarıdaki şekilde açıklandığı gibi (+) ve (-) her iki yöne de 110 derece döner. B ve C açıları manuel tuşlardan döndürüldüğü gibi executeblock tan komutla ya da program içine yazılarak da çevrilir. 2
 eksi, saat ibresi tersi yönünde de (+) artı yönde döner. B ekseni: Dönel bir eksendir.")


8 W ekseni: Sanal bir eksendir. Beş eksen kafanın ayarlı olduğu B ve C açı ekseninde doğrusal olarak hareket eder. X-Y-Z eksenlerin iki ya da üçünün senkronize hareketiyle oluşur. Fidia formatında açılı post alınmış tek hatlı programa tekrar döngüsü vermek için de kullanılır. Gerçekleşen hareket miktarı ekranın WV bölümünde görülür. Manuel olarak yapılan W eksen hareket miktarı komutla ya da el çarkından sıfırlandığı gibi set orjin de reset vircan lada sıfırlanabilinir. N 1 G00 X Y Z200. B70. C90. N 2 G00 X Y Z N 3 FOR %5 = 0. TO -12. STEP -0.5 N 4 W%5 N 5 G00 X Y Z N 6 F1000 G01 Y Z N 7 X Y Z N 8 X Y Z N 9 X Y Z N 10 ENDFOR N 11 G00 Y Z N 12 Z200. M05 TOOL TABLE: Freze boy, çap, yarıçap gibi takım verilerini girmek için kullanılan parametre tablosudur. Freze boyu kesicinin en uç noktasından spindlenin mors konik uc alın düzlem yüzeyine kadar olan mesafedir. Tooltable ye çap ve yarıçap küresel takımlarda girilir. 3

9 RTCP: Açılı işlemlerde kesici küre merkez noktasını değiştirmemek için döner eksenlerin her hareketi X Y Z eksenlerin doğrusal hareketi tarafından telafi edilir. Kesici boy, çap ve yarıçapı tool table ye girilmiş olması gerekiyor. G96=ON G97=OF diye RTCP de iki seçenek vardır. RTCP OFF: Beş eksen kafa dönüşlerinde kesici küre merkez noktasını dikkate almaz. Şekilde olduğu gibi doğrusal eksenler sabit, dönüşlerde kesici küre merkezi yay şeklinde yer değiştirerek eksenlerden bağımsızdır. RTCP ON: Kesici küre merkez noktasını dikkate alıp korur. Şekilde olduğu gibi kesici küre merkezi olan X Y Z noktası sabit kalırken telafiyi sağlamak için dönen eksenlerin hareketi doğrusal eksenler tarafından korunur. 4

10 RTCPLKS: B eksen dönüş merkezinden takım mors konik ucuna kadar olan mesafedir. Bu değer tezgah parametresinde girilidir. RTCPLKS ölçümü için beş eksen kafa B0 C0 konumdayken mastar mili takınız. (Mastar çap d=49.992mm mastar boy L=200.03mm) RTCP of konumunda olmalıdır. X eksen tablasına komparatör bağlanır. Y eksenini gezdirerek mastar milin tepe noktası bulunup komparatör sıfıra ayarlanır. Orjindede X ekseni sıfır yapılır. Beş eksen kafa emniyetli bir alanda komparatör yönüne doğru B90 derece çevirilir. Eksenler hareket ettirilerek mastar mil alnından komparatör sıfır noktasına gelinir. Ekranda görülen mm X eksen değeri not alınır. RTCPLKS=[X+d/2]-L [ /2] [ ] = X eksen değerine mastar mil yarıçapını ekleyip çıkan sonuçtan mastar boy ölçüsü çıkartılır. RTCPLKS = mm dir. RTCP ON yapıldığında rtcplks+tool table ye girilen takım boy ölçüsü otomatik olarak toplanıp Z eksen ölçüsüne yazılır. Bu sebeple RTCP ON konumundayken program Z yüksekliği ayarlanmalıdır. 5

11 BEŞ EKSENDE Z EKSEN REFERANS İŞLEMİ Kalıp tabanı ile kalıp ekseni arasındaki ölçü (program yüksekliği) 520 mm dir. Kalıp üzerine referans taşımak için müsait bir yere yüzey temizlenip tabandan ölçü komparatörle taşınır. Taşınılan ölçü 464 mm geldi. Beş eksen kafaya 32 küresel freze takılıp freze boy ölçüsü olan mm ölçüsü tooltable de length kısmına yazılır. RTCP OF konumundan RTCP ON konumuna getirilir. Freze ile 464 mm olan yüzeye değilip, orjinde Z ye 464 yazılır. Program yüksekliği olan 520 mm ölçüsüne kalkılarak orjinde Z ekseni sıfırlanır. TOOLCOORD: Beş eksen kafa açılarına göre koordinat sistemini otomatik olarak döndürerek eksenleri manuel olarak el çarkıyla açılı hareket ettirme imkânı sağlar. Bu manuel işlemde toolcoord on konumunda olmalıdır. Toolcoord ON ve OF diye iki seçeneği vardır. HWT: Beş eksen kafanın kesici açı ekseni doğrultusunda hareket eder. Opsiyonel bir işlemidir. CQAHDW: ON konumunda olmalıdır. T ışıklı manuel tuşuna basarak devreye girer. Birinci bastığımızda cqahdw t oluyor. İkinci bastığımızda on olup devrede olur. El çarkını + veya yönde çevirerek kesici eksen doğrultusunda hareket eder. Yapılan hareket miktarı ekranın hwt bölümünde görülür. İşlem bittikten sonra el çarkından ya da set command of on yaparak hwt değeri sıfırlanabilir. Örnek: Açılı tek hat verilen süzme kanalı programına for döngüsü vererek 12mm derinliğinde işleyeceğiz. Tek hatlı açılı programı çalıştırarak yüzeyi T tuşunda -0.75mm de yakaladık. Program açılı post alındığı için for döngüsündeki kademeyi W ekseninde veriyoruz. Eğer yüzey yakalamayı da W de yapmış olsaydık for döngüsünde step kademe değerleri ekranda küsüratlı olacaktı. Bu küsüratlı değer görünümünü önlemek amacıyla yüzey yakalamayı T de vermiş olduk. Uzatma kablolu el çarkında X(x ekseni) Y(y ekseni) Z(z ekseni) 4(c ekseni) 5(b ekseni) 6(w ekseni) 7(t ekseni) diye seçenekler vardır. İstediğimizi seçerek manuel eksen kaydırma yapabiliriz. 6


12 FIDIA DA ROTASYON Fidia da G21 kodu rotasyonu aktif eder. G20 kodu ise rotasyonu iptal eder. G21 RX50 RZ-30 Fidia da isograph tada program içine ROT3D ile rotasyon verebiliriz. ROT3D OFF ile de rotasyonu iptal ederiz. ROT3D RX50 RZ-30 gibi X DE ROTASYON Z Y OK YÖNÜNDE X- ROTASYON OK YÖNÜNDE X + ROTASYON X Koordinat sisteminde bir programı x ekseni etrafında döndürülmesine x de rotasyon diyoruz. Yukarıdaki şekilde ok yönleriyle x+ rotasyon ve x- rotasyon döndürme yönleri belirtilmiştir. 7


13 Y DE ROTASYON Z Y OK YÖNÜNDE Y+ ROTASYON OK YÖNÜNDE Y- ROTASYON X Koordinat sisteminde bir program y eksen etrafında döndürülmesine y de rotasyon denilir. Yukarıdaki şekilde ok yönleriyle y+ rotasyon ve y- rotasyon döndürme yönleri belirtilmiştir. 8


14 Z DE ROTASYON Z Y OK YÖNÜNDE Z+ ROTASYON X OK YÖNÜNDE Z- ROTASYON Koordinat sisteminde bir program z eksen etrafında döndürülmesine z de rotasyon denir. Yukarıdaki şekilde ok yönleriyle z+ rotasyon ve z- rotasyon döndürme yönleri belirtilmiştir. 9

 ve eksi ( ) olması")
15 C EKSENİ (+) YÖNDE DÖNÜŞ AÇILARI C EKSENİ (-) YÖNDE DÖNÜŞ AÇILARI Yukarıdaki şekilde kırmızı boyalı olan C açılarında X de rotasyon verilir. Mavi boyalı olan C açılarında Y de rotasyon verilir. Yukarıdaki şekilde çift açılı rotasyonlarda C açıları 0,90,180,270 derece gibi tek açılardan 45 er derece açılara doğru gidiş yönüne göre Z rotasyon işaretinin artı (+) ve eksi ( ) olması belirtilmiştir. TEK AÇILARA ÖRNEK ROTASYON VERİLİŞİ Beş eksen kafa C0 B20 derecede ise rotasyon ROT3D RY20 (y+ da rotasyon) Beş eksen kafa C0 B-20 derecede ise rotasyon ROT3D RY-20 (y- de rotasyon) Beş eksen kafa C90 B20 derecede ise rotasyon ROT3D RX-20 (x- de rotasyon) Beş eksen kafa C-90 B20 derecede ise rotasyon ROT3D RX20 (x+ da rotasyon) B ve C açıları hem artı hem de eksi yönde dönmesi nedeniyle çok sayıda örnek verebiliriz. 10
 Beş eksen kafa C0 B-20 derecede ise rotasyon ROT3D RY-20 (y- de rotasyon) Beş eksen kafa")
16 ÇİFT AÇILARA ÖRNEK ROTASYON VERİLİŞİ Beş eksen kafa C30 B20 derecede ise rotasyon ROT3D RY20 RZ30 (y+ ve z+ da rotasyon) Beş eksen kafa C-30B20 derecede ise rotasyon ROT3D RY20 RZ-30 (y+ ve z- de rotasyon) Beş eksen kafa C150 B20 derecede ise rotasyon ROT3D RY-20 RZ-30 (y- ve z- de rotasyon) Beş eksen kafa C210 B20 derecede ise rotasyon ROT3D RY-20 RZ30 (y- ve z+ da rotasyon) Beş eksen kafa C158 B-20 derecede ise rotasyon ROT3D RY20 RZ-22 (y+ ve z- de rotasyon) Beş eksen kafa C-22 B-20 derecede ise rotasyon ROT3D RY-20 RZ-22 (y- ve z- de rotasyon) Beş eksen kafa C50 B10 derecede ise rotasyon ROT3D RX-10 RZ-40 (x- ve z- de rotasyon) Beş eksen kafa C-50 B10 derecede ise rotasyon ROT3D RX10 RZ40 (x+ ve z+ da rotasyon) Beş eksen kafa C253 B10 derecede ise rotasyon ROT3D RX10 RZ-17 (x+ ve z- de rotasyon) Beş eksen kafa C107 B10 derecede ise rotasyon ROT3D RX-10 RZ17 (x- ve z+ da rotasyon) Beş eksen kafa C-45 B-10 derecede ise rotasyon ROT3D RX-10 RZ45 (x- ve z+ da rotasyon) Beş eksen kafa C135 B-10 derecede ise rotasyon ROT3D RX10 RZ45 (x+ ve z+ da rotasyon) B ve C açıları hem artı hem de eksi yönde dönmesi nedeniyle çok sayıda örnek verebiliriz. 11
 Beş eksen kafa C-50 B10 derecede ise rotasyon ROT3D RX10 RZ40 (x+ ve z+ da rotasyon) Beş eksen kafa C253 B10 derecede ise rotasyon ROT3D RX10 RZ-17")

17 ÖRNEK PROGRAM N 1 ROT3D RX20. RZ40. N 2 F1000 S1500 M03 N 3 Z100. N 4 X0. Y0. N 5 FOR %5 = 0. TO -38. STEP -2. N 6 Z%5 N 7 ENTRY CIRC LEFT TR 10. N 8 X-15. Y0. N 9 G03 X-15. Y0. I0. J0. N 10 EXIT CIRC X0. Y0. N 11 ENDFOR N 12 Z100. M05 12

18 DÖNDÜRME MERKEZLİ ROTASYON Bu tür rotasyonlarda C (center) merkez nokta anlamındadır. Kalıp eksenin X, Y, Z sıfırı dışında bir koordinat değerinde dönme merkezi ve açısı vermek istiyorsak rotasyona CX CY CZ döndürme merkez nokta değerleri ve RX RY RZ derece cinsinden döndürme açıları yazılmalıdır. Örnek: G21 CX1420 CY-5 CZ0 RX90 RY0 RZ-20 veya ROT3D CX1420 CY-5 RX90 RZ-20 şeklinde program içine yazılır. Eğer rotasyonda döndürme merkezi verilmezse CX, CY, CZ yi sıfır kabul ettiğinden döndürme açısı kalıp eksen XYZ sıfırına göre yapılır. Rotasyonu program içine yazmadan Fidiadan PARCNC ROTANG seçip ROTANG a RX,RY,RZ açı değerlerini ROTCEN e CX,CY,CZ döndürme merkezini yazıp onayladıktan sonra executeblock tan G21 yapıldığındada rotasyon aktif hale gelir. N 1 ROT3D CX150. CY-150. RX10. RZ-20. N 2 F1000 S1200 M03 N 3 Z100. N 4 X80. Y35. N 5 FOR %5 = 0. TO -20. STEP -2. N 6 Z%5 N 7 TR16. G41 N 8 Y0. N 9 X120. N 10 Y120. N 11 X40. N 12 Y0. N 13 X80. N 14 G40 N 15 Y35. N 16 ENDFOR N 17 Z100. M05 N 18 M02 13


19 ROTASYONSUZ PROGRAM ROTASYONLU ROT3D RX10 RZ-20 PROGRAM DÖNDÜRME MERKEZLİ ROTAS- YONLU ROT3D CX150 CY150 RX10RZ-20 PROGRAM 14

20 CATIA DAN ÖLÇÜ ALARAK FIDIA DA PROGRAM YAPILMASI Catia dan measure between ıconundan any geometry infinite ölçü ikonu ile önce açılı olan parça yatağının yan yüzeyi seçilir. Sonrada kalıp eksen orta noktası seçilerek ölçü alınır. Bu şekilde gerekli olan diğer yatak yüzey ölçüleri de alınır. Parça yatak açısı C90 B-65 derecedir. Almış olduğumuz ölçülere göre aşağıdaki program yapılır. N 1 ROT3D RX65. N 2 F1000 S1200 M03 N 3 Z100. N 4 X0. Y-250. N 5 FOR %5 = TO STEP -2. N 6 Z%5 N 7 TR16. G41 N 8 X-53. N 9 Y N 10 X53. N 11 Y N 12 X-53. N 13 Y-250. N 14 G40 N 15 X0. N 16 ENDFOR N 17 Z100. M05 N 18 M02 15

21 CATI RESMİNDEN ÖLÇÜ ALARAK KATERLE KOLON BURÇ YATAĞI İŞLEME Catia dan katı resminden ölçü almak için measure ıtem ıconundan any geometry kumpas ölçü ikonu seçilir. Other axis le kalıp ekseninde x,y,z sıfırlanır. Bu sıfıra göre açılı olan kolon burç çapının X Y Z koordinat eksen ölçüsü alınır. Örneğin C-17 B-32 derece açılarında X Y Z koordinatında 160mm çapında 180mm derinliğinde katerle burç yatağı açalım. Tezgah executeblock ta burç koordinatı olan X Y Z değerlerine gidilir. Başka bir orjine geçilip X Y Z sıfırlanıp aşağıdaki program yapılarak çalışılır. N 1 ROT3D RY-32. RZ-17. N 2 G00 Z150. M03 N 3 G00 X0. Y0. N 4 F3000 Z5. N 5 F100 Z-185. M05 N 6 F2000 Z5. N 7 G00 Z
22 TOOLCOORD A ÖRNEK MANUEL PROGRAM Diyelim ki herhangi bir kalıpta açılı bir bölgede döküm fazlalığı var. Ölçü hassasiyeti olmadığından fazlalık marka kalemiyle işaretlenmiş alınması isteniyor. Açı C-50 B25 derece olsun. Beş eksen kafaya istenilen kesici takılıp C-50 B25 derece açılara çevrilir. Toolcoord of dan on konumuna getirilir. El çarkıyla çizili olan yüzey de X Y Z nin sıfır yapılmak istenildiği yere gelinip, X Y Z eksenleri orjin de sıfırlanır. Toolcoord la çizginin boyuna ve enine olan ölçü tespit edilir. Boy 95mm en 8.5mm geldi. Toolcoord of konumuna alınıp aşağıdaki program yapılarak çalışılır. N 1 ROT3D RX25. RZ40. N 2 F1000 S1500 M03 N 3 Z150. N 4 X0. Y45. N 5 FOR %5 = 0. TO -15. STEP -2.5 N 6 Z%5 N 7 Y0. N 8 X-8.5 N 9 Y95. N 10 X0. N 11 Y45. N 12 ENDFOR N 13 Z150. M05 N 14 M02 Toolcoord u hassas açılı ölçü kaydırmalarında da kullanabiliriz. Önceden hassas işlenmiş açılı bir yüzeyden ayar tutturmak için 0.78mm alınması isteniyor. Bu durumda yüzeyi işlemeye başlamadan önce referans yüzeyden işleyeceğimiz yüzeye olan mesafeyi komparatörle ölçüp değeri not alıyoruz. Açılı olan yüzeye kesici ile değip ön kontrol için toolcoord da 0.2mm kaydırıp fidia veya catia 2,5(iki buçuk)eksenle hazırlamış olduğumuz programı ölçü alabilecek kadar çalışıyoruz. Komparatörle kontrol ederek yüzeyden ne kadar aldığımızı ve ne kadar kaldığını tespit ediyoruz. Kontrollü bir şekilde toolcoord da ekseni kaydırarak yüzeyimizi istenilen ölçüde işliyoruz. COMPILE: Program içinde rotasyon(rot3d),takım yarıçap(tr- g41), eksen kaydırma (move3d) gibi işlemleri ihtiyaç duyulduğunda çalışılır x y z li sayısal değerlere çevirir. 17
23 Beş eksen kafa açısı B7.9 C olan zımba yatağı açıyoruz. Zımbanın kama yatağında çift açının yanında birde dönüklük pozisyon açısı var. Dönüklük açısı ise YZ düzlemine sıfır yapılmıştır. Öncelikle hazırlamış olduğumuz düz kama yatak programına beş eksen kafa açı rotasyonun tersi yönünde dönüklük açı rotasyonunu verip compile yapıyoruz. Compile yaptığımız programa beş eksen kafa açı rotasyonunu verip çalışırız. Bu programla dönüklük açısını ayarlamış oluruz. N 1 ROT3D RY7.9 RZ N 2 F1000 S1000 M03 N 3 Z100. N 4 X0. Y0. N 5 Z0. N 6 FOR %5 = 0. TO -10. STEP -0.5 N 7 F100 Z%5 N 8 F1000 X Y N 9 X0. Y0. N 10 ENDFOR N 11 Z100. M05 18
24 AÇILI KAM LARDA REFERANSLAMA İŞLEMİ ÇAP ON REFERANS PİM DELİĞİ 19
25 Kamlarda on mm çapında iki adet referans pim deliği vardır. Çalışan, resimdeki yan yüzeylerde bulunan iki adet referans pim deliği açmanın dışında üst yüzeye de iki adet referans pim deliği açmalıdır. Hatta ihtiyaç duyuyorsa çalışma kolaylığı bakımından başka yerlere de referans yüzeyi verebilir. Şekildeki kamda pim deliği kare çıkıntı yüzeyin ortasında bulunmaktadır. Kamı referanslarken resimde referans pim deliğinden (kare çıkıntının ortasından) işlenecek yüzeylere olan ölçülere bakılır. İşlenecek yüzeylerde normalde 10mm (en az 5mm) paso olması gerekiyor. İşlenmeyen yüzeylerde ise katı resim ölçüleri ile yaklaşık uyuşmalıdır. Kam eksenine göre bütün eksenlerimiz işlenecek yüzeyleri kurtarıyor ve işlenmeyen yüzey ölçüleriyle de yaklaşık uyuşuyorsa referanslama işlemim doğru demektir. Ayrıca kam rijit bir şekilde bağlanmalı sıkılan yerlerde esneme olmamalıdır. Bağlama pabuçları söküldükten sonra komparatörle yüzey ve açıları kontrol edilmelidir. 20
26 ROTARY KAM YATAK FİNİSH İŞLEMLERİ Yukarıdaki şekillerde görüldüğü gibi bir eksen etrafında dönen kontra kamlara döner kontrakam veya rotary kam denilmektedir. Rotary kamlarda ısıl işlem sonrası finish işlemleri dönen erkek grup taşlama tezgahlarında taşlanır. Karşılığı gövde üzerinde bulunan yatak ise freze tezgahlarında işlenir. Rotary kam yatağı yarım daire şeklinde olup 32 küresel takım ile tarama metoduyla işlenir. Rotary kam yatak yarı çapı R187.5 koordinatı ise X-1220 Y-540 Z75 mm dir. Executeblock tan verilen eksen koordinatımıza gidiyoruz. Başka bir orjine geçip X ve Y eksenlerini sıfırlarken Z eksenine sıfır demiyoruz. Z eksenine takım yarıçapımız olan +16 yazıyoruz. Yani Z eksen değerinden takım yarıçapını çıkarmış oluyoruz.z yi 75 yerine 59 da sıfırlamış oluyoruz. Bunun nedeni ise beş eksen kafa yatağa normal açısıyla yanaşmadığı için dik kafa ile yani farklı bir açıda işlememizden dolayı Z sıfırına takım yarı çapını yazıyoruz. 21
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
Kısa Program yazma-mdi
 TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir.
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir
 Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Swansoft Fanuc OiM Kullanımı
 SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
MCV-640 Dikey İşlem CNC. Hazırlayan: Arş.Gör. Kazım ZENGİN
 MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
olan X eksenidir. Bu iki eksenin kesiştiği nokta ise orijin noktasıdır. Referans olarak bu nokta kullanılır. Bu nokta, genellikle iş parçası sıfır nok
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI
 CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI Assembly Design çalışma sayfasına girmek için öncelikle START MECHANICAL DESING ASSEMBLY DESİGN tıklanarak Assembly Design çalışma sayfasına gelinir.(şekil 1) Şekil
CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI Assembly Design çalışma sayfasına girmek için öncelikle START MECHANICAL DESING ASSEMBLY DESİGN tıklanarak Assembly Design çalışma sayfasına gelinir.(şekil 1) Şekil
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Round-Chamfer / Yrd. Doç. Dr. Mehmet FIRAT- Yrd. Doç. Dr. Murat ÖZSOY
 ROUND ve CHAMFER KOMUTLARI 1. Round ve Chamfer komutlarını uygulamak için daha önceden çizilmiş bir katı modele ihtiyaç bulunmaktadır. Bu yüzen ilk olarak herhangi bir katı model FILE menüsünden OPEN komutu
ROUND ve CHAMFER KOMUTLARI 1. Round ve Chamfer komutlarını uygulamak için daha önceden çizilmiş bir katı modele ihtiyaç bulunmaktadır. Bu yüzen ilk olarak herhangi bir katı model FILE menüsünden OPEN komutu
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
İÇİNDEKİLER. Ön Söz...2. Noktanın Analitik İncelenmesi...3. Doğrunun Analitiği Analitik Düzlemde Simetri...25
 İÇİNDEKİLER Ön Söz...2 Noktanın Analitik İncelenmesi...3 Doğrunun Analitiği...11 Analitik Düzlemde Simetri...25 Analitik Sistemde Eşitsizlikler...34 Çemberin Analitik İncelenmesi...40 Elips...58 Hiperbol...70
İÇİNDEKİLER Ön Söz...2 Noktanın Analitik İncelenmesi...3 Doğrunun Analitiği...11 Analitik Düzlemde Simetri...25 Analitik Sistemde Eşitsizlikler...34 Çemberin Analitik İncelenmesi...40 Elips...58 Hiperbol...70
CNC'ye Giriş. CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28)
 Makine Sıfır Noktası (G28)") ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
CNC TEZGÂH PROGRAMLAMA & UYGULAMALAR
 CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Alın Tornalamada izlenecek işlem sırası şu şekildedir
 Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
Hazırladığım bu dosyayla sizlere yararlı olabildiysem ne mutlu bana. Lütfen inceledikten sonra bana düşüncenizi ve eksiklerimi,isteklerinizi belirtin.
 HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]
![Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]](/thumbs/92/107912016.jpg "Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
MEKANİZMA TEKNİĞİ (3. Hafta)
") MEKANİZMALARIN KİNEMATİK ANALİZİ Temel Kavramlar MEKANİZMA TEKNİĞİ (3. Hafta) Bir mekanizmanın Kinematik Analizinden bahsettiğimizde, onun üzerindeki tüm uzuvların yada istenilen herhangi bir noktanın
MEKANİZMALARIN KİNEMATİK ANALİZİ Temel Kavramlar MEKANİZMA TEKNİĞİ (3. Hafta) Bir mekanizmanın Kinematik Analizinden bahsettiğimizde, onun üzerindeki tüm uzuvların yada istenilen herhangi bir noktanın
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
compact smile Profesyonel takım ayarlama ve ölçümü konusunda olmazsa olmaz mini cihaz
 compact smile Profesyonel takım ayarlama ve ölçümü konusunda olmazsa olmaz mini cihaz 02 03 smilecompact Orijinal ZOLLER Mutlak hassasiyet, kolay kullanım, hızlı sonuçlar. Bunlar, ZOLLER-ayar ve ölçme
compact smile Profesyonel takım ayarlama ve ölçümü konusunda olmazsa olmaz mini cihaz 02 03 smilecompact Orijinal ZOLLER Mutlak hassasiyet, kolay kullanım, hızlı sonuçlar. Bunlar, ZOLLER-ayar ve ölçme
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
7 CNC OPERATION. 7-3 İşleme Programı. 7-3-1 İnce sac kesimine örnek,
 7 CNC OPERATION 7-3 İşleme Programı Aşağıdakiler Mazak tarafından kesime yönelik olarak tavsiye edilmiştir. İnce objelerin kesilmesi. G08 önden okuma (prior) kontrolunu G64 modunda kullanın. G08 ile otomatik
7 CNC OPERATION 7-3 İşleme Programı Aşağıdakiler Mazak tarafından kesime yönelik olarak tavsiye edilmiştir. İnce objelerin kesilmesi. G08 önden okuma (prior) kontrolunu G64 modunda kullanın. G08 ile otomatik
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ. Öğr. Gör. RECEP KÖKÇAN. Tel: +90 312 267 30 20
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
CAM PROGRAMLARINDAN ALINAN NC KODUNDA DİKKAT EDİLMESİ GEREKENLER
 Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU
 BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
CNC kontrolerimizin Home ve limit siviçlerin kullanımı. Siviçler nasıl bağlanmalıdır?
 CNC kontrolerimizin Home ve limit siviçlerin kullanımı. Genellikle büyük makinelerde Y ekseninde çift motor kullanılması bu iki motorun konumunda fark oluşmaması için HOME yani referansa çağrıldığında
CNC kontrolerimizin Home ve limit siviçlerin kullanımı. Genellikle büyük makinelerde Y ekseninde çift motor kullanılması bu iki motorun konumunda fark oluşmaması için HOME yani referansa çağrıldığında
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
MONTAJ ( ASSEMBLIES )
") 95 MONTAJ ( ASSEMBLIES ) Assemblies, çizidiğimiz veya çizeceğimiz parçaların (Part) bir dosya altında birleştirilmesi yani montaj yapılması işlemidir. Bunun için ilk önce FILE=>NEW komutu ile yeni Assembly
95 MONTAJ ( ASSEMBLIES ) Assemblies, çizidiğimiz veya çizeceğimiz parçaların (Part) bir dosya altında birleştirilmesi yani montaj yapılması işlemidir. Bunun için ilk önce FILE=>NEW komutu ile yeni Assembly
CAEeda TM OM6 KANADI MODELLEME. EDA Tasarım Analiz Mühendislik
 CAEeda TM OM6 KANADI MODELLEME EDA Tasarım Analiz Mühendislik 1. Kapsam Kanat Sınırlarını Çizme Taban Kanat Profilinin Hücum ve Firar Kenarları Sınırlarını Çizme Kanat Profilini Dosyadan (.txt) Okuma Geometrik
CAEeda TM OM6 KANADI MODELLEME EDA Tasarım Analiz Mühendislik 1. Kapsam Kanat Sınırlarını Çizme Taban Kanat Profilinin Hücum ve Firar Kenarları Sınırlarını Çizme Kanat Profilini Dosyadan (.txt) Okuma Geometrik
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER. Kürsü tip Ergonomik Ayak pedalı. Arka Dayama Dili. Alt Dar Tabla CYBELEC TOUCH12 2D
 CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH12 2D 12 Dokunmatik Renkli Ekran. Otomatik büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH12 2D 12 Dokunmatik Renkli Ekran. Otomatik büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
BÖLÜM 04. Çalışma Unsurları
 BÖLÜM 04 Çalışma Unsurları Autodesk Inventor 2008 Tanıtma ve Kullanma Kılavuzu SAYISAL GRAFİK Çalışma Unsurları Parça ya da montaj tasarımı sırasında, örneğin bir eskiz düzlemi tanımlarken, parçanın düzlemlerinden
BÖLÜM 04 Çalışma Unsurları Autodesk Inventor 2008 Tanıtma ve Kullanma Kılavuzu SAYISAL GRAFİK Çalışma Unsurları Parça ya da montaj tasarımı sırasında, örneğin bir eskiz düzlemi tanımlarken, parçanın düzlemlerinden
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir
 Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
VTEC MUSTEK CNC FREZE TEZGAHLARI
 ALÜMİNYUM, MDF, PLASTİK, STRAFOR, KOMPOZİT MALZEME İŞLEMEYE UYGUN GANTRY TİPİ CNC ROUTER FREZE TEZGAHLARI VER. 1.0 KOLON YAPISI VTEC MUSTEK KAYNAKLI ÇELİK KONSTRÜKSİYON 20 mm. KALINLIĞINDA SIK ARALIKLARLA
ALÜMİNYUM, MDF, PLASTİK, STRAFOR, KOMPOZİT MALZEME İŞLEMEYE UYGUN GANTRY TİPİ CNC ROUTER FREZE TEZGAHLARI VER. 1.0 KOLON YAPISI VTEC MUSTEK KAYNAKLI ÇELİK KONSTRÜKSİYON 20 mm. KALINLIĞINDA SIK ARALIKLARLA
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU
 DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 10. Şekil Konum Toleransları. Yrd. Doç. Dr. Garip GENÇ
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Genel Bilgi Parça işlenirken malzemenin dokusunda, işleyen tezgahta ve kesici takımda meydana gelen değişiklikler, parçaya yansıdığından şekil ve konum toleransı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Genel Bilgi Parça işlenirken malzemenin dokusunda, işleyen tezgahta ve kesici takımda meydana gelen değişiklikler, parçaya yansıdığından şekil ve konum toleransı
AÇILIŞ EKRANI. Açılış ekranı temelde üç pencereye ayrılır:
 AÇILIŞ EKRANI Açılış ekranı temelde üç pencereye ayrılır: Tam ortada çizim alanı (drawing area), en altta komut satırı (command line) ve en üstte ve sol tarafta araç çubukları (toolbar). AutoCAD te dört
AÇILIŞ EKRANI Açılış ekranı temelde üç pencereye ayrılır: Tam ortada çizim alanı (drawing area), en altta komut satırı (command line) ve en üstte ve sol tarafta araç çubukları (toolbar). AutoCAD te dört
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
GEOMETRİK TOLERANSLAR - ŞEKİL VE KONUM TOLERANSLARI (YENİ) -
 -") GEOMETRİK TOLERANSLAR - ŞEKİL VE KONUM TOLERANSLARI (YENİ) - H. Rıza BÖRKLÜ Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü Teknikokullar - ANKARA 26.04.2016 1 26.04.2016
GEOMETRİK TOLERANSLAR - ŞEKİL VE KONUM TOLERANSLARI (YENİ) - H. Rıza BÖRKLÜ Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü Teknikokullar - ANKARA 26.04.2016 1 26.04.2016
TEKNİK RESİM. Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi. Yüzey İşleme İşaretleri
 TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
D Chair. Kullanım ve Montaj Kılavuzu
 D Chair Kullanım ve Montaj Kılavuzu Genç ve yalın D Chair, dinamik tasarımı ve zengin renk seçenekleri ile keyifli bir çalıșma ortamı sunar. Ayarlanabilir bel desteği ve kolları ile kullanım süresince
D Chair Kullanım ve Montaj Kılavuzu Genç ve yalın D Chair, dinamik tasarımı ve zengin renk seçenekleri ile keyifli bir çalıșma ortamı sunar. Ayarlanabilir bel desteği ve kolları ile kullanım süresince
TÜRKİYEN YENİN N EN BÜYÜK MAKİNA MARKETİ ÜRÜN KATALOĞU. Geçmi. eçmişten. Gelecege Hep Birlikte Nice Dostluklara TS EN ISO
 SİNCE 1996 - -İÇİN TÜRKİYEN YENİN N EN BÜYÜK MAKİNA MARKETİ ÜRÜN KATALOĞU Geçmi eçmişten Gelecege Hep Birlikte Nice Dostluklara TS EN ISO 9001 -- www.yuntes.com.tr -- satis2@yuntes.com.tr -- SİNCE 1996
SİNCE 1996 - -İÇİN TÜRKİYEN YENİN N EN BÜYÜK MAKİNA MARKETİ ÜRÜN KATALOĞU Geçmi eçmişten Gelecege Hep Birlikte Nice Dostluklara TS EN ISO 9001 -- www.yuntes.com.tr -- satis2@yuntes.com.tr -- SİNCE 1996
HASTA ORDER İŞLEMLERİ
 Hasta Order İşlemleri ekranı ayaktan ve yatan hastaların tedavilerinde kullanılacak ilaçların ve hizmetlerin sistem üzerinden kaydedilmesi ve hemşireler tarafından uygulanması amacı ile kullanılmaktadır.
Hasta Order İşlemleri ekranı ayaktan ve yatan hastaların tedavilerinde kullanılacak ilaçların ve hizmetlerin sistem üzerinden kaydedilmesi ve hemşireler tarafından uygulanması amacı ile kullanılmaktadır.
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Kolonlar, taşıyıcı, düşey yapı elemanlarıdır. Kolon Aracı na Araç Kutusu üzerinde simgesine tıklanarak erişilir.
 05. Kolon Aracı Bu Konuda Öğrenilecekler: Kolon oluşturmak Kolon geçerli ayarları ile çalışmak Kolon yapılandırma metotları ile çalışmak Kolonlar, taşıyıcı, düşey yapı elemanlarıdır. Kolon Aracı na Araç
05. Kolon Aracı Bu Konuda Öğrenilecekler: Kolon oluşturmak Kolon geçerli ayarları ile çalışmak Kolon yapılandırma metotları ile çalışmak Kolonlar, taşıyıcı, düşey yapı elemanlarıdır. Kolon Aracı na Araç
: WEST SOUND : TKS 207 R (RACK TİPİ) WEST SOUND TKS 207 R PROGRAMLI OKUL SAATİ KULLANIM ALANLARI:
 WEST SOUND TKS 207 R PROGRAMLI OKUL SAATİ KULLANIM ALANLARI:") MARKA : WEST SOUND MODEL : TKS 207 R (RACK TİPİ) ÜRÜN CİNSİ : PROGRAMLI OKUL SAATİ WEST SOUND TKS 207 R PROGRAMLI OKUL SAATİ KULLANIM ALANLARI: Okullar, Dershaneler, Fabrikalar, Halı sahalar vb. alanlarda
MARKA : WEST SOUND MODEL : TKS 207 R (RACK TİPİ) ÜRÜN CİNSİ : PROGRAMLI OKUL SAATİ WEST SOUND TKS 207 R PROGRAMLI OKUL SAATİ KULLANIM ALANLARI: Okullar, Dershaneler, Fabrikalar, Halı sahalar vb. alanlarda
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Koordinat Dönüşümleri (V )
") KOORDİNAT DÖNÜŞÜMLERİ ve FARKLI KOORDİNAT SİSTEMLERİ İLE ÇALIŞMA FieldGenius ile birden fazla koordinat sistemi arasında geçiş yaparak çalışmak mümkündür. Yaygın olarak kullanılan masaüstü harita ve CAD
KOORDİNAT DÖNÜŞÜMLERİ ve FARKLI KOORDİNAT SİSTEMLERİ İLE ÇALIŞMA FieldGenius ile birden fazla koordinat sistemi arasında geçiş yaparak çalışmak mümkündür. Yaygın olarak kullanılan masaüstü harita ve CAD
CNC PILOT 4290 B ve Y ekseni
 Kullanıcı El Kitabı CNC PILOT 4290 B ve Y ekseni NC Yazılımı 625 952-xx Türkçe (tr) 6/2009 CNC PILOT 4290 B ve Y ekseni CNC PILOT 4290 B ve Y ekseni Bu el kitabı CNC PILOT 4290'da, 625 952-xx (Release
Kullanıcı El Kitabı CNC PILOT 4290 B ve Y ekseni NC Yazılımı 625 952-xx Türkçe (tr) 6/2009 CNC PILOT 4290 B ve Y ekseni CNC PILOT 4290 B ve Y ekseni Bu el kitabı CNC PILOT 4290'da, 625 952-xx (Release
CNC TORNA UYGULAMASI DENEY FÖYÜ
 T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
Konum anahtarı. ( + ) TUŞU : Kapı ayarları yükseltmek, menüde gerinmek ve ayarları kayıt yapmak içi kullanılır
 TUŞU : Kapı ayarları yükseltmek, menüde gerinmek ve ayarları kayıt yapmak içi kullanılır") Konum anahtarı ( + ) TUŞU : Kapı ayarları yükseltmek, menüde gerinmek ve ayarları kayıt yapmak içi kullanılır (- ) TUŞU : Kapı ayarlarını düşürmek, menüde gezinmek için kullanılır. ( MENÜ) TUŞU : Kapının
Konum anahtarı ( + ) TUŞU : Kapı ayarları yükseltmek, menüde gerinmek ve ayarları kayıt yapmak içi kullanılır (- ) TUŞU : Kapı ayarlarını düşürmek, menüde gezinmek için kullanılır. ( MENÜ) TUŞU : Kapının
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
SolidCAM Zirve 2018 SolidCAM 5 Eksen MUZAFFER ŞAŞMAZ SONER MECUK
 SolidCAM Zirve 2018 SolidCAM 5 Eksen MUZAFFER ŞAŞMAZ SONER MECUK 5 EKSEN PARÇALARINIZ İÇİN KOMPLE ÇÖZÜM Genel 5 eksen simultane çözümü 4 eksen simultane işleme Swarf işleme 3-5 eksen dönüştürme Çoklu eksen
SolidCAM Zirve 2018 SolidCAM 5 Eksen MUZAFFER ŞAŞMAZ SONER MECUK 5 EKSEN PARÇALARINIZ İÇİN KOMPLE ÇÖZÜM Genel 5 eksen simultane çözümü 4 eksen simultane işleme Swarf işleme 3-5 eksen dönüştürme Çoklu eksen
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
Core. Kullanım ve Montaj Kılavuzu
 Core Kullanım ve Montaj Kılavuzu Sağlık ve konfor bir arada Core, ayarlanabilir sırt yüksekliği ile farklı vücut ölçülerine sahip bireylere sağlıklı bir șekilde uyum sağlar. Core, Pro-Support ve Dyna-Support
Core Kullanım ve Montaj Kılavuzu Sağlık ve konfor bir arada Core, ayarlanabilir sırt yüksekliği ile farklı vücut ölçülerine sahip bireylere sağlıklı bir șekilde uyum sağlar. Core, Pro-Support ve Dyna-Support
EZCAM Versiyon 20 - Yenilikler
 EZCAM Versiyon 20 - Yenilikler 3D Stoktan Kaba Frezeleme EZ-CAM V20 ile birlikte gelen yeni özelliklerden biri, yüklenmiş olan 3D formlu stok (kütük) modeli üzerinden kaba frezeleme işlemi yapılabilmesi.
EZCAM Versiyon 20 - Yenilikler 3D Stoktan Kaba Frezeleme EZ-CAM V20 ile birlikte gelen yeni özelliklerden biri, yüklenmiş olan 3D formlu stok (kütük) modeli üzerinden kaba frezeleme işlemi yapılabilmesi.