HADDELEME YOLU İLE İMALAT
|
|
|
- Berk Atalar
- 10 yıl önce
- İzleme sayısı:
Transkript
1 HADDELEME YOLU İLE İMALAT TANIM : İki tane döner merdanenin basma kuvvetinin etkisiyle araya giren malzemeye soğuk yada sıcak olarak plastik şekil verme işlemine haddeleme denir. Haddeleme yoluyla ; kare, yuvarlak, yassı, çokgen, kesit, köşebent, T demiri, I demiri, U demiri, ray gibi mamuller üretilir. Haddelemenin en temel hammaddesi 1x1x1,5m boyutlarında çok büyük ingotlardır. Dökümle üretilen ilk ürün = İNGOT lar Çelik ingotlar Paslanmaz çelik ingotlar (1*1*1,5 m) 1

2 İngot ların haddelenmesi sonucu SLAB BLUM KÜTÜK : (Eni 60*150 cm kalınlığı 5 cm 25 cm) : (kesiti max.30*30 cm-min. 15*15 cm) : (kesiti max. 15*15 cm- min.5*5 cm) olan yarı-mamul elde edilir. İNGOT lar dan haddeleme yolu ile üretilen SLAB, BLOOM ve KÜTÜK SLAB BLOOM KÜTÜK (Dikdörtgen) 150*60 cm Kare-30*30 cm Kare -15*15 cm Not: Tüm ölçüler değişebilir. Slab dan ; LEVHA : ( Kalınlığı 5 mm den büyük, genişliği 60 cm den büyük), SAC : (Kalınlığı 5 mm den küçük, genişliği 60 cm den büyük) ŞERİT- BAND : (Kalınlığı 5mm den küçük, genişliği de 60 cm den küçük) ebatlarında olan ara ürünler elde edilir. SLAB lar dan haddeleme yolu ile üretilen LEVHA, SAÇ, ŞERİT LEVHA kalınlık> 5 mm SAÇ Kalınlık > 5mm ŞERİT BANT Kalınlık < 5 mm 60*150 cm En > 60 cm En < 60 cm 2
 ebatlarında olan ara ürünler elde edilir.")

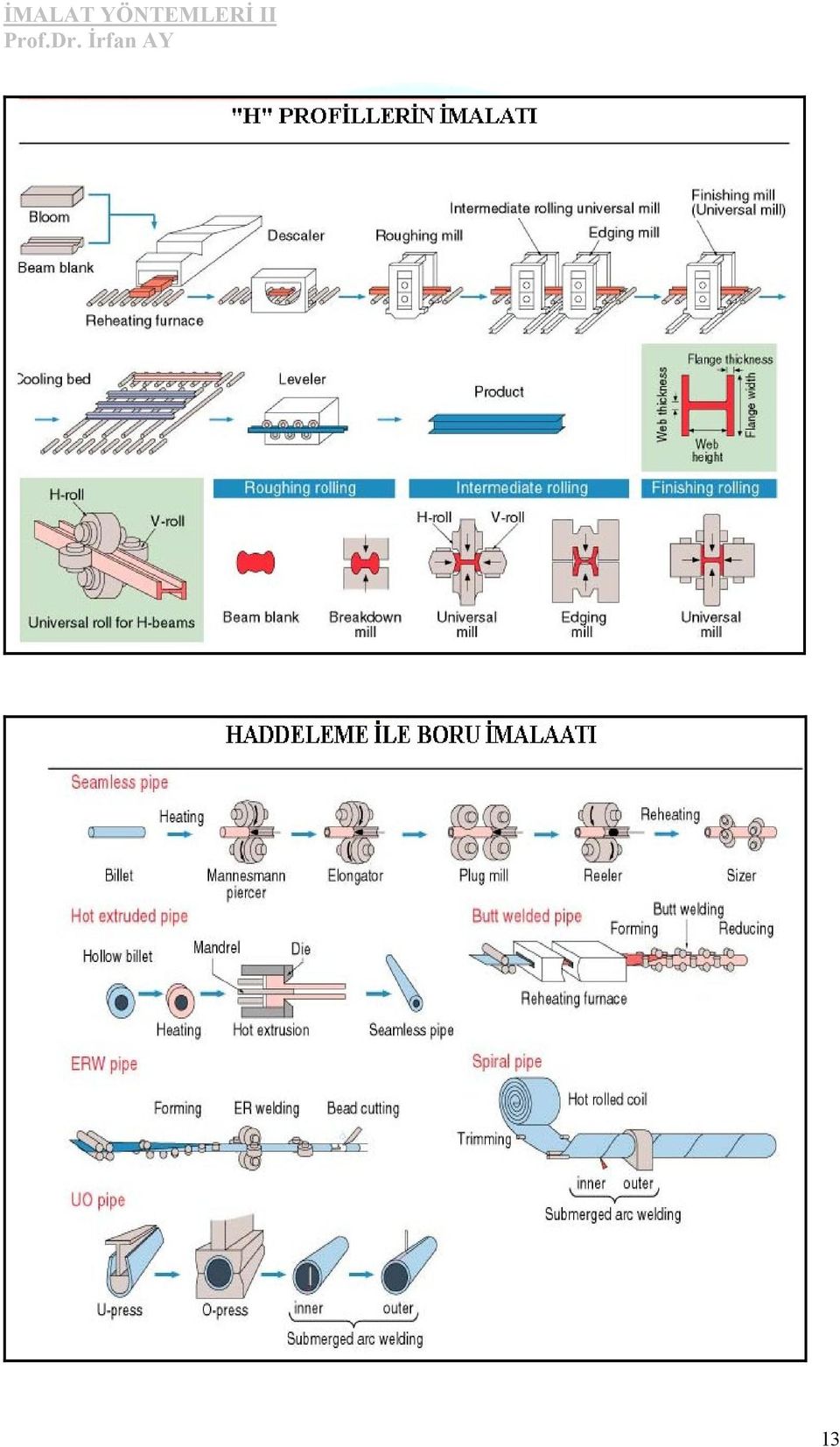
3 İMALAT YÖNTEMLERİ II Hadde yolu ile üretilen çeşitli profiller PROFİL ÇEŞİTLERİ 3



4 MERDANE YAPISI HADDE DÜZENEĞİ Şekle göre çok büyük güçlü bir motor ( BG) önce yavaş hızla dönerek volan ı belli bir kritik hıza getirir. Böylece volan dönme enerjisi ile yüklenmiş olur. Merdaneler arasında haddelenecek malzemenin geçmesinde bu enerjiden istifade edilir. Motor devri haddeleme olayı için çok yüksek olduğundan düşürülmesi gerekir. Küçük dişli, büyük dişli ikilisinde bu istek yerine getirilir.hareket ileten dişlilerin her birinde aynı devir ve güç bulunur. HADDE AYAĞI Hareket, millerle merdanelere iletilir. Böylece merdaneler çalışır. En sondaki üçlü merdaneye ayak tabir edilir. Piyasada tekli, ikili, üçlü ayaklarla çalışıldığı gibi on, onbir ayaklı düzeneklerde mevcuttur. Üçlü merdane düzeneği,üçlü ayak 4


5 MERDANE DÜZENLERİ Planet Düzeneği Saç kalınlığının haddeleme yolu ile azaltılması 5


6 ARTIK GERİLMELER Yorulma ömrünü artıran bası gerilmeleri büyük çaplı da ortada küçük çaplıda yüzeyde oluşur ÇUBUK VE PROFİLLERİN HADDELENMESİ Profiller Kalibre: Merdanenin yüzeyine açılmış uygun profiller. Paso: Karşılıklı iki merdane bir araya geldiğinde ortaya çıkan şekle denir. 6

 kalınlığında giren saç (h2) kalınlığında çıkar. 7")
7 AÇIK PASO - KAPALI PASO SAÇ HADDELEME İŞLEMİNDE KALINLIK KONTROLU Normal saç haddelemede (h 1 ) kalınlığında giren saç (h2) kalınlığında çıkar. 7
 kalınlığında giren saç (h2)")
8 Haddeleme şartları değişirse, yani (To,,σ ) malzemenin şekil değiştirmesini anlatan plastik eğri sağ a kayar. Merdanelerin elastik şekil değiştirmesini anlatan elastik eğri sol a kayar. Kalınlık artar.( h 2 ) olur.saç kalın çıkar. Saç kalınlığını bu yeni şartlarda da da kontrol etmek istiyorsak (h 2 de sabitlemek gibi),haddeleme kuvvetini P 3 e çıkartmalıyız.hadde aralığını da daha az tutmalıyız. SAÇ HADDELEME İŞLEMİNDE KULLANILMASI GEREKEN KALİBRE KULLANIMI VE SIRALARI Bunun için genel bir kural yoktur.aynı profil birkaç türlü elde edilebilinir. 8

9 HADDELEME İŞLEMİ ( Kalibre ölçüleri ) ÇOKLU HADDENİN ART ARDA SIRALANMASI HADDELEME İŞLEMİNDE PASO LARDA DEVİRME Haddeleme işleminde, parçanın çıkıştaki genişliği, giriştekine nazaran artar, bu durum akma direncini artırır.bu yüzden genişleme az olur.aynı zamanda yüksekliğinde de azalma olur.buna ezilme diyoruz.ezilme, uzunluk artışına neden olur. Ezilme ( h), genişleme ( b) ile gösterilir.literatürde bu iki değer arasındaki ilişkiyi veren formüller vardır. GEUZE denklemi (I): ( b) = c. ( h) c=0,30-0,35 Tafel,-Sedlaczek denk.(ii) ( b) = ( h) /6 * [ R/h o ] R : Merdane yarıçapı ÖRNEK : h 0 = 600 mm lik bir yükseklik ilk paso da h 1 =500 mm e indirgenecektir.b 0 = 600 mm olduğuna göre ; b 1 genişlemesi ne olur? ÇÖZÜM : h 0 * b 0 = 600 * 600 mm kare kesit h 1 * b 1 = 500 *? (Denk. I e göre çözersek) b = c * h dan c= 0,30 alınarak h = =100 b = 0,30 * 100 = 30 mm 9
 ( b) = ( h) /6 * [ R/h o ] R : Merdane yarıçapı ÖRNEK : h 0 = 600 mm lik bir yükseklik ilk paso da h 1 =500 mm e indirgenecektir.b 0 = 600 mm olduğuna göre ; b 1 genişlemesi ne olur?")
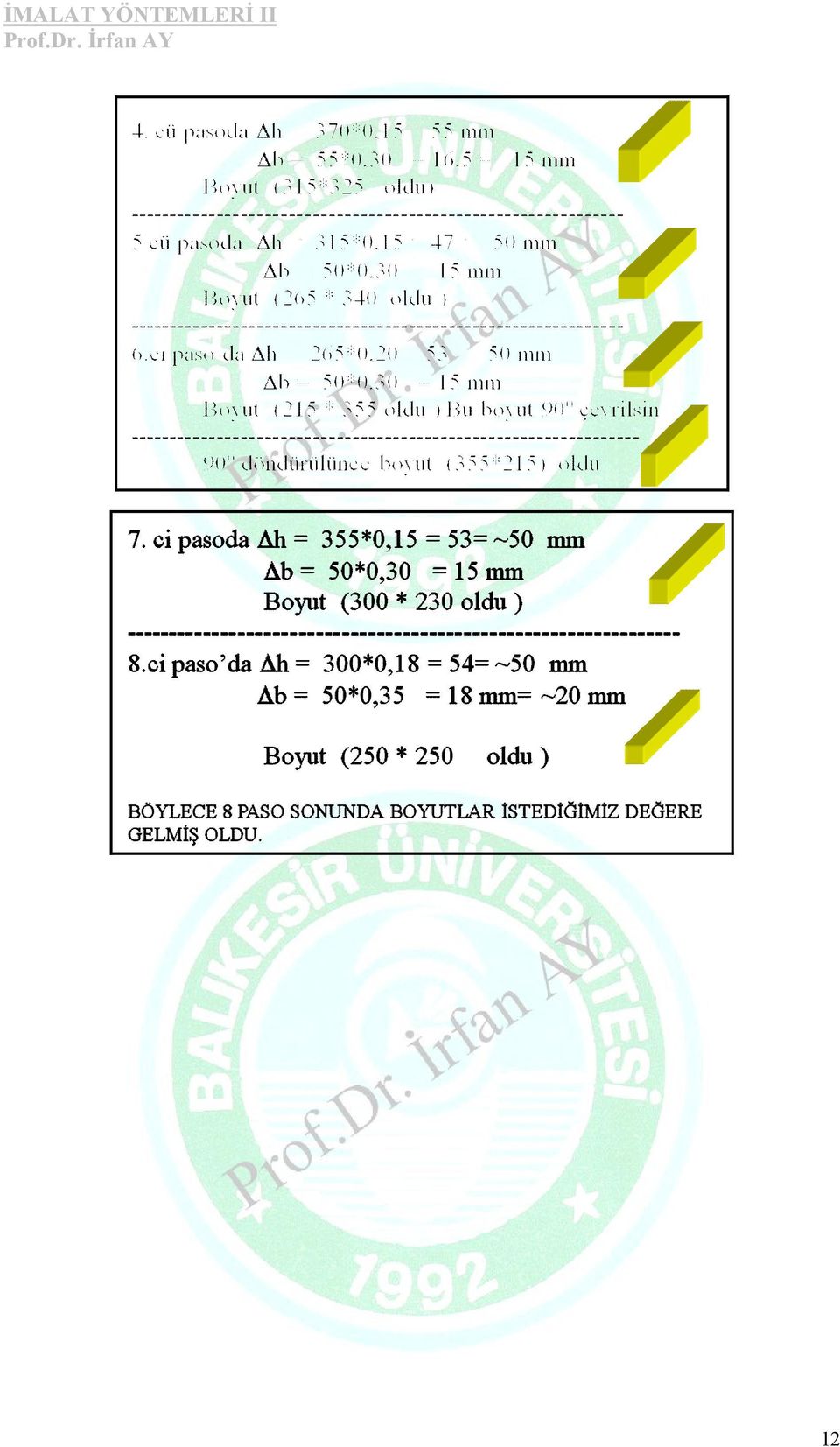
10 Buradan ; b 1 b 0 = 30 b 1 =600+30= 630 mm olur parça 1.ci paso da ( 500 * 630 ) boyutlarında olur. ÖRNEK : Aynı problem ikinci formülle hesaplanırsa ; ÇÖZÜM : ( b) = ( h) /6 * [ R/ho] dan = 100/6 [ R/ho] R=450 mm olsun 100/6 [ 450/600] = ~20 mm olur b = ~ 20 mm Buradan ; b 1 = b 0 + b = = 620 mm olur Parça 1.ci paso da ( 500 * 620 ) boyutlarında olur. ÖRNEK : Tersinir ikili hadde düzeneği ile 8 paso da (400*400 mm) lik bir kare kütük (250*250 mm) lik kare kesite indirilecektir.gerekli kalibre düzenini kurunuz? ÇÖZÜM : Başlangıçta ; PASO h*b Ezilme( h) Genişleme( b) 400* *0,15 = 60mm 20 mm (Eğriden %15) (Hesapla) b= a. h b= 0, b=~ 20 mm Aynı şekilde devam edilerek,arka sayfadaki diyagram da esas alınarak hesaplamalar sonucu ; EZİLME-GENİŞLME EĞRİSİ 10
 lik bir kare kütük (250*250 mm) lik kare kesite indirilecektir.gerekli kalibre düzenini kurunuz?")
11 ÖRNEK : PASO h*b Ezilme( h) Genişleme( b) 1 340* * döndürürsek, boyutlar (435 *290) olur * * * * döndürürsek, boyutlar (355 *215) olur * * PROBLEMİN DETAYLI ÇÖZÜMÜ 11
 olur.")
12 12
13 13
14 14

Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
HADDELEME. ÖNDER ALİOĞLU
 HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
Haddelemede üç önemli unsur mevcuttur: Tav Problemi. Yolluk Problemi. Kalibre Mevzuu. Haddecilik bu üç ana temel üzerine oturtulmuştur.
 Haddeleme Kaynak : Đnternet Şekil Değiştirme: Plastik ve elastik olmak üzere ikiye ayrılır. Haddelenerek şekil değiştirme plastik şekil değiştirmenin uygulama kollarından en önemlisini oluşturmaktadır.
Haddeleme Kaynak : Đnternet Şekil Değiştirme: Plastik ve elastik olmak üzere ikiye ayrılır. Haddelenerek şekil değiştirme plastik şekil değiştirmenin uygulama kollarından en önemlisini oluşturmaktadır.
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
HADDELEME. Haddeleme de amaçlar:
 HADDELEME Haddeleme işlemi, parçanın, hadde (yufkaç) denilen ve birbirine zıt yönde dönen ezici silindirler arasından geçirilerek basma kuvvetlerinin etkisiyle plastik şekil verme işlemine denir. Üretim
HADDELEME Haddeleme işlemi, parçanın, hadde (yufkaç) denilen ve birbirine zıt yönde dönen ezici silindirler arasından geçirilerek basma kuvvetlerinin etkisiyle plastik şekil verme işlemine denir. Üretim
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
İMALAT YÖNTEMLERİ II Prof.Dr. İrfan AY. DÖVME (Forging)
") DÖVME (Forging) TARİHÇE : Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme
DÖVME (Forging) TARİHÇE : Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme
6. Haddeleme Teçhizat
 6. Haddeleme Teçhizat hizatı 6.1 Haddeleme Türleri Sıcak İngot/slab haddeleme Sıcak kesit haddeleme (ağır haddecilik) Sıcak yassı mamul haddeleme Soğuk kesit (çubuk, tel, filmaşin) haddeleme Soğuk sac
6. Haddeleme Teçhizat hizatı 6.1 Haddeleme Türleri Sıcak İngot/slab haddeleme Sıcak kesit haddeleme (ağır haddecilik) Sıcak yassı mamul haddeleme Soğuk kesit (çubuk, tel, filmaşin) haddeleme Soğuk sac
GRUP: 3710 DEMİR ÇELİK SANAYİ 4- SOĞUK ÇEKME DEMİR TEL, FİLMAŞİN VE TRANSMİSYON MİLİ HADDEHANELERİ
 GRUP: 3710 DEMİR ÇELİK SANAYİ 4- SOĞUK ÇEKME DEMİR TEL, FİLMAŞİN VE TRANSMİSYON MİLİ HADDEHANELERİ Soğuk demir tel, filmaşin ve transmisyon mili çekme haddehanelerinde yıllık üretim kapasiteleri, aşağıdaki
GRUP: 3710 DEMİR ÇELİK SANAYİ 4- SOĞUK ÇEKME DEMİR TEL, FİLMAŞİN VE TRANSMİSYON MİLİ HADDEHANELERİ Soğuk demir tel, filmaşin ve transmisyon mili çekme haddehanelerinde yıllık üretim kapasiteleri, aşağıdaki
MALZEME BİLİMİ. Mekanik Özellikler ve Davranışlar. Doç. Dr. Özkan ÖZDEMİR. (DERS NOTLARı) Bölüm 5.
 Bölüm 5.") MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması
 1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
ÖRNEK SAYISAL UYGULAMALAR
 ÖRNEK SAYISAL UYGULAMALAR 1-Vidalı kriko: Şekil deki kriko için; Verilenler Vidalı Mil Malzemesi: Ck 45 Vidalı mil konumu: Düşey Somun Malzemesi: Bronz Kaldırılacak en büyük (maksimum) yük: 50.000 N Vida
ÖRNEK SAYISAL UYGULAMALAR 1-Vidalı kriko: Şekil deki kriko için; Verilenler Vidalı Mil Malzemesi: Ck 45 Vidalı mil konumu: Düşey Somun Malzemesi: Bronz Kaldırılacak en büyük (maksimum) yük: 50.000 N Vida
SİTİL L GRUBU KMF SİTİL DELİKLİ SAC PERDELİ MASA AYAĞI SİTİL MASA AYAĞI KMF
 www keskinmetal com Metal Formunda SİTİL MASA AYAĞI SİTİL DELİKLİ SAC PERDELİ MASA AYAĞI Yükseklik: 72 cm Uzunluk: 65-165 cm ayarlı ve sabit ara traversli Koli ebat: 70x70x16 cm SİTİL L GRUBU MEGA MASA
www keskinmetal com Metal Formunda SİTİL MASA AYAĞI SİTİL DELİKLİ SAC PERDELİ MASA AYAĞI Yükseklik: 72 cm Uzunluk: 65-165 cm ayarlı ve sabit ara traversli Koli ebat: 70x70x16 cm SİTİL L GRUBU MEGA MASA
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
Perçin malzemesinin mekanik özellikleri daha zayıf olduğundan hesaplamalarda St34 malzemesinin değerleri esas alınacaktır.
 Kalınlığı s 12 mm, genişliği b 400 mm, malzemesi st37 olan levhalar, iki kapaklı perçin bağlantısı ile bağlanmıştır. Perçin malzemesi st34 olarak verilmektedir. Perçin bağlantısı 420*10 3 N luk bir kuvvet
Kalınlığı s 12 mm, genişliği b 400 mm, malzemesi st37 olan levhalar, iki kapaklı perçin bağlantısı ile bağlanmıştır. Perçin malzemesi st34 olarak verilmektedir. Perçin bağlantısı 420*10 3 N luk bir kuvvet
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
ÖZHENDEKCİ BASINÇ ÇUBUKLARI
 BASINÇ ÇUBUKLARI Kesit zoru olarak yalnızca eksenel doğrultuda basınca maruz kalan elemanlara basınç çubukları denir. Bu tip çubuklara örnek olarak pandül kolonları, kafes sistemlerin basınca çalışan dikme
BASINÇ ÇUBUKLARI Kesit zoru olarak yalnızca eksenel doğrultuda basınca maruz kalan elemanlara basınç çubukları denir. Bu tip çubuklara örnek olarak pandül kolonları, kafes sistemlerin basınca çalışan dikme
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
2009 Kasım. www.guven-kutay.ch MUKAVEMET DEĞERLERİ ÖRNEKLER. 05-5a. M. Güven KUTAY. 05-5a-ornekler.doc
 2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil
2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil
Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir.
 Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
METRAJ CETVELİ SANAYİ VE TİCARET LİMİTED ŞİRKETİ
 METRAJ CETVELİ Demirciler Sitesi 9.Yol No:68 Zeytinburnu/İSTANBUL İÇİNDEKİLER Sayfa No NPU Demiri... 1 NPI Demiri... 1 Eşit Kenar Köşebent... 1 Çeşit Kenar Köşebent... 1 TE Demiri... 1 Baklavalı Sac...
METRAJ CETVELİ Demirciler Sitesi 9.Yol No:68 Zeytinburnu/İSTANBUL İÇİNDEKİLER Sayfa No NPU Demiri... 1 NPI Demiri... 1 Eşit Kenar Köşebent... 1 Çeşit Kenar Köşebent... 1 TE Demiri... 1 Baklavalı Sac...
MUKAVEMET DERSİ. (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ") MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
ÇELİK YAPILAR 2. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
Dünya Enerji Konseyi Türk Milli Komitesi TÜRKİYE 10. ENERJİ KONGRESİ
 Dünya Enerji Konseyi Türk Milli Komitesi TÜRKİYE 10. ENERJİ KONGRESİ ERDEMİR 4 NOLU SLAB ISITMA FIRINI: SEVİYE 2 ISI OPTİMİZASYON SİSTEMLİ YÜRÜYEN TABANLI DİJİTAL FIRIN Vedat BEKTAŞ 1, Ercan ARI 2, 1 Ereğli
Dünya Enerji Konseyi Türk Milli Komitesi TÜRKİYE 10. ENERJİ KONGRESİ ERDEMİR 4 NOLU SLAB ISITMA FIRINI: SEVİYE 2 ISI OPTİMİZASYON SİSTEMLİ YÜRÜYEN TABANLI DİJİTAL FIRIN Vedat BEKTAŞ 1, Ercan ARI 2, 1 Ereğli
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 BURKULMA HESABI Doç.Dr. Ali Rıza YILDIZ MAK 305 Makine Elemanları-Doç. Dr. Ali Rıza YILDIZ 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Burkulmanın tanımı Burkulmanın hangi durumlarda
MAK 305 MAKİNE ELEMANLARI-1 BURKULMA HESABI Doç.Dr. Ali Rıza YILDIZ MAK 305 Makine Elemanları-Doç. Dr. Ali Rıza YILDIZ 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Burkulmanın tanımı Burkulmanın hangi durumlarda
MAMÜL ADI MODEL TEKNİK ÖZELLİKLER BİRİM 5 TONLUK TARIM RÖMORKU ÇAKIR. 115 cm (Kapak 40 cm İlave 40 cm+35 cm)
") MAMÜL ADI MODEL TEKNİK ÖZELLİKLER BİRİM TAVSİYE EDİLEN SATIŞ FİYATI (KDV NAKLİYE HARİÇ) 55-80 Hp 4 TONLUK TARIM RÖMORKU ÇAKIR TÜRKER4T 4 TONLUK TARIM RÖMORKU ÇAKIR TÜRKER4T KASA UZUNLUĞU KASA GENİŞLİĞİ
MAMÜL ADI MODEL TEKNİK ÖZELLİKLER BİRİM TAVSİYE EDİLEN SATIŞ FİYATI (KDV NAKLİYE HARİÇ) 55-80 Hp 4 TONLUK TARIM RÖMORKU ÇAKIR TÜRKER4T 4 TONLUK TARIM RÖMORKU ÇAKIR TÜRKER4T KASA UZUNLUĞU KASA GENİŞLİĞİ
Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Öğr. Murat BOZKURT. Balıkesir - 2008
 MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
: İlkbahar Mahallesi 606. Sokak No:8, Çankaya/ Ankara, Türkiye
 Rev. No :01 Sayfa :1/7 1. Üretici Bilgileri Üretici Üretim Yeri Genel Müdürlük : Hadley Rollform Çelik Profil Üretimi A.Ş. : Deri O.S.B., Gergef Sk. Ç4-2, No:7 Tuzla/İstanbul : İlkbahar Mahallesi 606.
Rev. No :01 Sayfa :1/7 1. Üretici Bilgileri Üretici Üretim Yeri Genel Müdürlük : Hadley Rollform Çelik Profil Üretimi A.Ş. : Deri O.S.B., Gergef Sk. Ç4-2, No:7 Tuzla/İstanbul : İlkbahar Mahallesi 606.
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA UYGULAMA-SÜRTÜNMELİ ÇARK
 MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA SÜRTÜNMELİ DİŞLİ (Friction wheels) (Gear or Toothed Wheels) UYGULAMA-SÜRTÜNMELİ ÇARK Mekanizmayı boyutlandırınız?
MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA SÜRTÜNMELİ DİŞLİ (Friction wheels) (Gear or Toothed Wheels) UYGULAMA-SÜRTÜNMELİ ÇARK Mekanizmayı boyutlandırınız?
Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır.
 KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
Prof. Dr. İrfan KAYMAZ
 Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Kayış-kasnak mekanizmalarının türü Kayış türleri Meydana gelen kuvvetler Geometrik
Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Kayış-kasnak mekanizmalarının türü Kayış türleri Meydana gelen kuvvetler Geometrik
ERDEMİR DE KAPASİTE BELİRLEME ÇALIŞMALARI 2.SICAK HADDEHANE VE BOBİN HAZIRLAMA TESİSLERİ KAPASİTE TAHMİN MODELİ
 ERDEMİR DE KAPASİTE BELİRLEME ÇALIŞMALARI 2.SICAK HADDEHANE VE BOBİN HAZIRLAMA TESİSLERİ KAPASİTE TAHMİN MODELİ Önder ÖNER Ahmet TAŞKIN Özet: Üretim tesislerinde hatların kapasitelerinin belirlenmesi etkin
ERDEMİR DE KAPASİTE BELİRLEME ÇALIŞMALARI 2.SICAK HADDEHANE VE BOBİN HAZIRLAMA TESİSLERİ KAPASİTE TAHMİN MODELİ Önder ÖNER Ahmet TAŞKIN Özet: Üretim tesislerinde hatların kapasitelerinin belirlenmesi etkin
1. Kayma dirençli ( Kaymalı) Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar
 Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar") YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
Kalite kimse bakmadığında da doğru olanı yapmaktır. Henry FORD
 1 Hakkımızda STARMET YAPI SAN. VE TİC. A.Ş. ; Uzman ve güçlü insan kaynağı ile Yassı Çelik Sektöründe çözüm ortağı ve tedarik merkezi olabilmek adına, özellikle İhracat ve imalata dayalı sanayi kuruluşlarına
1 Hakkımızda STARMET YAPI SAN. VE TİC. A.Ş. ; Uzman ve güçlü insan kaynağı ile Yassı Çelik Sektöründe çözüm ortağı ve tedarik merkezi olabilmek adına, özellikle İhracat ve imalata dayalı sanayi kuruluşlarına
MOTORLAR-5 HAFTA GERÇEK MOTOR ÇEVRİMİ
 MOTORLAR-5 HAFTA GERÇEK MOTOR ÇEVRİMİ Yrd.Doç.Dr. Alp Tekin ERGENÇ GERÇEK MOTOR ÇEVRİMİ Gerçek motor çevrimi standart hava (teorik) çevriminden farklı olarak emme, sıkıştırma,tutuşma ve yanma, genişleme
MOTORLAR-5 HAFTA GERÇEK MOTOR ÇEVRİMİ Yrd.Doç.Dr. Alp Tekin ERGENÇ GERÇEK MOTOR ÇEVRİMİ Gerçek motor çevrimi standart hava (teorik) çevriminden farklı olarak emme, sıkıştırma,tutuşma ve yanma, genişleme
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
NETFORM Mühendislik Makina Metal. Firma Sunumu
 Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır.
 YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
FL 3 DENEY 4 MALZEMELERDE ELASTĐSĐTE VE KAYMA ELASTĐSĐTE MODÜLLERĐNĐN EĞME VE BURULMA TESTLERĐ ĐLE BELĐRLENMESĐ 1. AMAÇ
 Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.
Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.
Mekanik Biçimlendirmenin Temelleri ve Uygulamaları (MATE 301') Ders Detayları
 Ders Detayları") Mekanik Biçimlendirmenin Temelleri ve Uygulamaları (MATE 301') Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Kredi AKTS Saati Mekanik Biçimlendirmenin Temelleri ve Uygulamaları
Mekanik Biçimlendirmenin Temelleri ve Uygulamaları (MATE 301') Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Kredi AKTS Saati Mekanik Biçimlendirmenin Temelleri ve Uygulamaları
DİŞLİ ÇARKLAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
ME220T Tasarım ve İmalat
 KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
Çekme Elemanları. 4 Teller, halatlar, ipler ve kablolar. 3 Teller, halatlar, ipler ve kablolar
 1 Çekme Elemanları 2 Çekme Elemanları Kesit tesiri olarak yalnız eksenleri doğrultusunda ve çekme kuvveti taşıyan elemanlara Çekme Elemanları denir. Çekme elemanları 4 (dört) ana gurupta incelenebilir
1 Çekme Elemanları 2 Çekme Elemanları Kesit tesiri olarak yalnız eksenleri doğrultusunda ve çekme kuvveti taşıyan elemanlara Çekme Elemanları denir. Çekme elemanları 4 (dört) ana gurupta incelenebilir
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
Malzemenin Mekanik Özellikleri
 Bölüm Amaçları: Gerilme ve şekil değiştirme kavramlarını gördükten sonra, şimdi bu iki büyüklüğün nasıl ilişkilendirildiğini inceleyeceğiz, Bir malzeme için gerilme-şekil değiştirme diyagramlarının deneysel
Bölüm Amaçları: Gerilme ve şekil değiştirme kavramlarını gördükten sonra, şimdi bu iki büyüklüğün nasıl ilişkilendirildiğini inceleyeceğiz, Bir malzeme için gerilme-şekil değiştirme diyagramlarının deneysel
ÇELIK YAPı BIRLEŞTIRME ARAÇLARı
 ÇELIK YAPı BIRLEŞTIRME ARAÇLARı Birleşim çeşitleri: 1. Bulonlu birleşimler 2. Perçinli birleşimler 3. Kaynaklı birleşimler BIRLEŞIM ARAÇLARı 1. Bulonlar (Civata) Olağan bulonlar 1. Kaba (Siyah) Bulonlar
ÇELIK YAPı BIRLEŞTIRME ARAÇLARı Birleşim çeşitleri: 1. Bulonlu birleşimler 2. Perçinli birleşimler 3. Kaynaklı birleşimler BIRLEŞIM ARAÇLARı 1. Bulonlar (Civata) Olağan bulonlar 1. Kaba (Siyah) Bulonlar
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Bükme sonrasında elde edilmeye çalışılan parça şekli için geri yaylanma durumu dikkate alınmalıdır.
 Bükme Sonrası Geri Yaylanma Bükme işlemi uygulanmış bir malzeme üzerinden bükme yükü kaldırıldığında, d parça bükülmüş haldeki şeklinde d kalmaz. Malzemedeki artık elastikiyet, bükülmüş durumdaki parçanın
Bükme Sonrası Geri Yaylanma Bükme işlemi uygulanmış bir malzeme üzerinden bükme yükü kaldırıldığında, d parça bükülmüş haldeki şeklinde d kalmaz. Malzemedeki artık elastikiyet, bükülmüş durumdaki parçanın
Anahtarlar. Işığa Bağlantınız
 Işığa Bağlantınız İçindekiler Anahtarlar 1 kontaklı 43.409 [07] 5-8 43.416 [07] 5, 7 43.420 [07] 10-12 43.409 anahtarları için aksesuarlar 43.409 [07] 13, 14 2008-2011 Bu sayfa yalnızca 2008-2011 sayılı
Işığa Bağlantınız İçindekiler Anahtarlar 1 kontaklı 43.409 [07] 5-8 43.416 [07] 5, 7 43.420 [07] 10-12 43.409 anahtarları için aksesuarlar 43.409 [07] 13, 14 2008-2011 Bu sayfa yalnızca 2008-2011 sayılı
TARIM TRAKTÖRLERİ 21.07.2015. Tarım Traktörleri. Traktör Tipleri. Tarım traktörlerindeki önemli gelişim aşamaları
 TARIM TRAKTÖRLERİ Tarım Traktörleri Traktör, kelime olarak çekici veya hareket ettirici anlamına gelmektedir Traktörler, tarımsal işletmelerde çeşitli iş makinelerinin çalıştırılması için kullanılan kuvvet
TARIM TRAKTÖRLERİ Tarım Traktörleri Traktör, kelime olarak çekici veya hareket ettirici anlamına gelmektedir Traktörler, tarımsal işletmelerde çeşitli iş makinelerinin çalıştırılması için kullanılan kuvvet
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
ERDEMİR'DE KALİTE VE EBATLARA GÖRE ÜRÜN MALİYETLERİNİN HESAPLANMASI MODELİ
 ERDEMİR'DE KALİTE VE EBATLARA GÖRE ÜRÜN MALİYETLERİNİN HESAPLANMASI MODELİ Ahmet TAŞKIN Önder ÖNER Mehmet GÜLTEKİN Özet: Ereğli Demir ve Çelik Fabrikaları T.A.Ş.(ERDEMİR) yılda yaklaşık 82,000 adet siparişe
ERDEMİR'DE KALİTE VE EBATLARA GÖRE ÜRÜN MALİYETLERİNİN HESAPLANMASI MODELİ Ahmet TAŞKIN Önder ÖNER Mehmet GÜLTEKİN Özet: Ereğli Demir ve Çelik Fabrikaları T.A.Ş.(ERDEMİR) yılda yaklaşık 82,000 adet siparişe
Pompa tarafından iletilen akışkanın birim ağırlığı başına verilen enerji (kg.m /kg), birim olarak uzunluk birimi (m) ile belirtilebilir.
, birim olarak uzunluk birimi (m) ile belirtilebilir.") 2.3.1. Pompalar Öteki sanayi kesimlerinde olduğu gibi, gıda sanayinde de çeşitli işlem aşamalarında, akışkanların iletiminde pompalar kullanılır. Örneğin; işlemlerde gerekli su, buhar, elde edilen sıvı
2.3.1. Pompalar Öteki sanayi kesimlerinde olduğu gibi, gıda sanayinde de çeşitli işlem aşamalarında, akışkanların iletiminde pompalar kullanılır. Örneğin; işlemlerde gerekli su, buhar, elde edilen sıvı
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ. Kütle Şekillendirmenin Önemi. Dört Temel Kütle Şekillendirme Yöntemleri. Kütle Şekillendirme
 METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon 6. Tel ve Çubuk Çekme
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon 6. Tel ve Çubuk Çekme
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
Merkez (Bayrampaşa) :
 :") 1963 DEN BERİ SİZLERLEYİZ... Merkez (Bayrampaşa) : 0212 576 73 30 0212 576 56 55 Şube (İkitelli) : 0212 549 11 02 0212 549 11 03 E-Posta : [email protected] Web : www.erdemirmetal.com.tr MERKEZ
1963 DEN BERİ SİZLERLEYİZ... Merkez (Bayrampaşa) : 0212 576 73 30 0212 576 56 55 Şube (İkitelli) : 0212 549 11 02 0212 549 11 03 E-Posta : [email protected] Web : www.erdemirmetal.com.tr MERKEZ
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
P u, şekil kayıpları ise kanal şekline bağlı sürtünme katsayısı (k) ve ilgili dinamik basınç değerinden saptanır:
 ve ilgili dinamik basınç değerinden saptanır:") 2.2.2. Vantilatörler Vantilatörlerin görevi, belirli bir basınç farkı yaratarak istenilen debide havayı iletmektir. Vantilatörlerde işletme karakteristiklerini; toplam basınç (Pt), debi (Q) ve güç gereksinimi
2.2.2. Vantilatörler Vantilatörlerin görevi, belirli bir basınç farkı yaratarak istenilen debide havayı iletmektir. Vantilatörlerde işletme karakteristiklerini; toplam basınç (Pt), debi (Q) ve güç gereksinimi
TEKNOPLAN MÜHENDİSLİK
 1 TEKNOPLAN MÜHENDİSLİK 2 Misyonumuz İleri ve pratik mühendislik çözümleri sunmak, Müşteri memnuniyetini ön planda tutan hizmetler vermek, Sektöre hitap eden yeni teknolojik ürünler geliştirmek, Kaliteli
1 TEKNOPLAN MÜHENDİSLİK 2 Misyonumuz İleri ve pratik mühendislik çözümleri sunmak, Müşteri memnuniyetini ön planda tutan hizmetler vermek, Sektöre hitap eden yeni teknolojik ürünler geliştirmek, Kaliteli
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor
 Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor") 3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Diğer Bağlantı Elemanları
 TL/AD GRESÖRLÜK 04/02/201-06 H1 H2 H3 TL/AD MİL MENTEŞELER 04/02/201-06 1/4 0,330 0,760 0,905 5/16 0,366 0,760 0,905 3/ 0,470 0,905 1,050 7/16 0,775 1,475 1,730 1/2 1,300 2,225 2,75 M6 0,423 1,076 1,36
TL/AD GRESÖRLÜK 04/02/201-06 H1 H2 H3 TL/AD MİL MENTEŞELER 04/02/201-06 1/4 0,330 0,760 0,905 5/16 0,366 0,760 0,905 3/ 0,470 0,905 1,050 7/16 0,775 1,475 1,730 1/2 1,300 2,225 2,75 M6 0,423 1,076 1,36
PASLANMAZ ÇELİK BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1. GENEL
 PASLANMAZ BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1/5 PASLANMAZ ÇELİK BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1. GENEL 1.1 KAPSAM Aydınlatma ünitesi, projektör, kamera, pano, anten, bayrak, flama
PASLANMAZ BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1/5 PASLANMAZ ÇELİK BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1. GENEL 1.1 KAPSAM Aydınlatma ünitesi, projektör, kamera, pano, anten, bayrak, flama
DENEY 4: SERİ VE PARALEL REZONANS DEVRELERİ
 Deneyin Amacı DENEY 4: SERİ VE PARALEL REZONANS DEVRELERİ Seri ve paralel RLC devrelerinde rezonans durumunun gözlenmesi, rezonans eğrisinin elde edilmesi ve devrenin karakteristik parametrelerinin ölçülmesi
Deneyin Amacı DENEY 4: SERİ VE PARALEL REZONANS DEVRELERİ Seri ve paralel RLC devrelerinde rezonans durumunun gözlenmesi, rezonans eğrisinin elde edilmesi ve devrenin karakteristik parametrelerinin ölçülmesi
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR