MEKANİK TEKNOLOJİLERİ DERS NOTLARI
|
|
|
- Yavuz Alkan
- 10 yıl önce
- İzleme sayısı:
Transkript
1 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK

2 Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin uygulanması olarak tanımlanabilir. Teknoloji günlük yaşamımıza pek çok şekilde doğrudan veya dolaylı etkiler. Teknolojinin uygulanabilmesi için İmalat söz konusudur. Toplumların yaşam standartları, doğrudan imalat sektörünün sahip olduğu gelişmişlik seviyesiyle ilgilidir. İmalatın Anlamı : İmalat teknolojik ve ekonomik olarak tanımlanabilir.

3 Teknolojik olarak imalat: Başlangıç malzemesine fiziksel ve kimyasal işlemler uygulayarak; geometrisini, özelliklerini ve/veya görünümünü değiştirerek faydalı ürün elde edilmesini sağlayan uygulamadır. Bu işlemler basit olarak, makina, tezgah, takım ve el emeğinden oluşur. Her bir işlem malzemeyi istenilen ve/veya bir sonraki işleme hazırlık içindir.

4 Teknolojik olarak imalat

5 Ekonomik olarak imalat; malzemeye bir veya daha fazla işlem uygulanarak daha yüksek değere sahip ürünlere dönüştürme işlemidir. Burada en önemli nokta imalat, malzemenin şeklini, özelliklerini değiştirerek veya bir diğeriyle birleştirerek ürün haline getirme işlemidir. Örn: Demir cevheri çeliğe dönüştürüldüğünde değer oluşturulur. Silisyum, cam üretimiyle kıymetlenir.

6 İmalat Endüstrileri ve Ürünleri: İmalat endüstrisi mal veya hizmet üreten, sağlayan kuruluş ve şirketler. Birincil, ikincil ve üçüncül olarak sınıflandırılır: Birincil Endüstriler: doğal kaynakları bulur, çıkarır ve kullanıma sunar (tarım ve madencilik). İkincil Endüstriler: birincil endüstrilerin çıktılarını alır ve parasal değere sahip ürünlere dönüştürür. İmalat ikincil endüstride uygulanır. Üçüncül Endüstriler: ekonominin hizmet sektörünü kapsar.

7 İmalatta Malzemeler Mühendislik malzemeleri: (1) metaller, (2) seramikler, (3) polimerler, (4) kompozitler olarak sınıflandırılır. Metaller İmalatta genelde alaşımlar kullanılır. Bunlar: (1) Demir esaslı, (Çelik - Dökme demir ) (2) Demir-dışı alaşımlar (Al, Cu, Mg, Ni, Ti, Zn ) olarak ayrılabilir.
 Demir esaslı, (Çelik - Dökme demir ) (2) Demir-dışı alaşımlar")
8 İmal Usulleri Süreç işlemlerinden şekillendirme işlemlerini, birleştirme işlemlerinden kalıcı birleştirme işlemlerini içermektedir. Bunlar: Döküm, Plastik Şekil Verme, Talaşlı İmalat, Toz metalurjisi Kaynak, Lehimleme ve Yapıştırmadır. Dersin temel amacı; Her bir yöntemin ve alt yöntemlerinin esaslarını, teknolojisini ve üretilebilecek ürün çeşitleri hakkında yeterli bilgi ve beceri kazandırmaktır. Tasarımcı ve İmalatçıların İmalat yöntemleri esas ve teknolojileri hakkında bilgi seviyesinin artışı sektörde rekabet koşullarını iyileştirici etki sağlayacaktır.



9 İmal Usulleri Yöntemleri

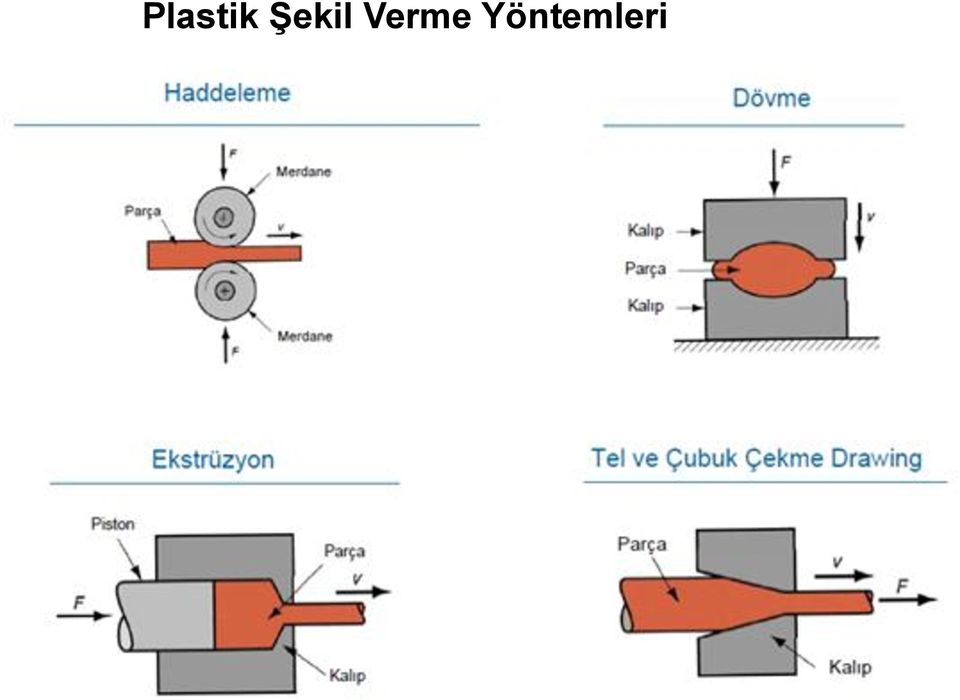
10 Plastik Şekil Verme Yöntemleri
11



12 Talaşlı İmalat Yöntemleri Tornalama Vargelleme Delme Frezeleme Taşlama

13 Kaynak Yöntemleri ile Birleştirme Lehimleme Yapıştırma ile Birleştirme

14 TALAŞLI İMALAT GİRİŞ
15 Tanımı Şekli, boyutları ve yüzey kalitesi önceden belirlenmiş parçaların, metal işleme makinalarında ( takım tezgahlarında ) kesme operasyonu ( talaş kaldırma ) ile şekillendirilmesi talaşlı imalat tır. Talaş kaldırma işlemi istenen geometri, tolerans ve yüzey kalitesine sahip parça üretimi için yüzeyden malzeme (talaş) kaldırarak gerçekleştirilen bir imalat yöntemidir. Talaşlı imalat; iş parçası ve kesici takımın nispi hareketleri ile gerçekleşir.
 kaldırarak gerçekleştirilen bir imalat yöntemidir.")
16 Hiç şekil verilmemiş blok şeklindeki parçalara uygulanabildiği gibi, önceden döküm veya plastik şekil verme yöntemleriyle (haddeleme, dövme, ekstrüzyon) üretilmiş parçalara istenen toleransın verilmesi ve yüzey kalitesinin artırılması amacıyla da uygulanabilir. Talaşlı imalat, yüksek boyut hassasiyeti ve yüzey kalitesine ulaşılmak için kullanılmaktadır. İmalat sektörü Küçük Büyük ölçekli çok geniş bir aralığa sahiptir.

17 Döküm ürünü için; Yan delik iç yüzeyi Yan delik üst yüzeyi Üst yüzey Alt yüzey talaşlı imalatla işlenecek Silindirik hammaddeden talaşlı imalat ürünü

18 Talaşlı imalat yöntemleri ana grupları: 1. Vargel ve Planyalama 2. Tornalama 3. Borlama 4. Delme 5. Frezeleme 6. Broşlama 7. Raybalama 8. Testere ile kesme ve tesviye işlemi 9. Taşlama 10. Elektro-Kimyasal işleme 11. Elektro-Erozyon işleme 12. Programlanabilir ( Bilgisayar ) Tezgahlarda işleme

19 Terminoloji Bütün talaşlı imalat yöntemlerinde en fazla kullanılan terimlerin başında kesme hızı, besleme ve kesme derinliği gelir.

20

21

22 V = πdn ( Kesme Hızı ) D matkap çapıdır. N matkap devir sayısıdır. İlerleme iki çeşittir: fz bir dönmedeki fm dakikadaki ilerleme Kesme derinliği d = 1 2 D

23 Talaşlı imalat sektöründe; Şekli, boyutları ve yüzey kalitesi önceden belirlenmiş parçalar kademeli olarak işlenir.
24 Parçaların başarılı bir şekilde üretilmesi için: 1. Üretilecek parçanın işlem aşamalarının ve her bir aşamanın hangi tezgahta yapılacağının belirlenmesi. 2. İş parçasının tezgah(lar) a bağlama esasları. 3. Her bir aşama için kesici takım seçimi. 4. Kesici takım(lar) ın takım tezgahına bağlama esasları. 5. Her bir aşama için kesme hızı, ilerleme ve kesme derinliği değerlerinin belirlenmesi.
25 TALAŞLI İMALAT TORNALAMA


26 Bu bölümünde yöntemler dişli çark ürünü ile anlatılacaktır.
27 Şekli, boyutları ve yüzey kalitesi önceden belirlenmiş parçaların başarılı bir şekilde üretilmesi için: 1. Üretilecek parçanın işlem aşamalarının ve her bir aşamanın hangi tezgahta yapılacağının belirlenmesi. 2. İş parçasının tezgah(lar) a bağlama esasları. 3. Her bir aşama için kesici takım seçimi. 4. Kesici takım(lar) ın takım tezgahına bağlama esasları. 5. Her bir aşama için kesme hızı, ilerleme ve kesme derinliği değerlerinin belirlenmesi. Bu bölümünde yöntemlerin her biri yukarıdaki esaslar dikkate alınarak işlenecektir.
28 TORNALAMA Kendi ekseni etrafında dönen, sıkı ve emniyetli bir şekilde bağlanmış iş parçaları üzerinden, uygun açıda bilenmiş kesiciler yardımıyla talaş kaldıran tezgahlara torna tezgahı denir. Bu işi yapan kişiye TORNACI, yapılan işleme de TORNALAMA denir. Kesici kalemin talaş kaldırma işlemi, tezgâh üzerinde elle veya otomatik olarak verilir. Üniversal Torna Tezgahı Kısımları
29
30

31
 kesme, (g) vida açma, (h) delik işleme, (i) delik delme, (j) tırtık çekme Silindirik Yüzey")
32 Temel Tornalama İşlemleri (a) alın tornalama, (b) konik tornalama, (c) profil tornalama, (d) form tornalama, (e) pah alma, (f) kesme, (g) vida açma, (h) delik işleme, (i) delik delme, (j) tırtık çekme Silindirik Yüzey Tornalama


33 Tornada Klavuzla Vida Açma Tornada Pafta İle Vida Açma Kanal açma Punta deliği açma

34 İş Parçasının Tezgaha Bağlanması Torna tezgahında iş parçalarının işlenebilmesi için en çok kullanılan yöntemlerden birisi aynalar yardımıyla bağlamaktır. Üç ve Dört Ayaklı Üniversal Ayna Üç ayaklı üniversal aynalarda silindirik üçgen altıgen ve benzeri parçaların üç noktadan bağlanması için kullanılır. Dört ayaklı üniversal aynalarda dört noktadan merkezlenmesi ile kare kesitli iş parçaları da bağlanabilir. Üniversal aynalarda bütün ayaklar aynı anda hareket eder.
35 Mengeneli Ayna Delikli Düz Ayna Yuvarlak kare ve düzgün olmayan dökülmüş ya da dövülmüş parçaları bağlamaya yarar. Her bir ayak birbirinden bağımsız olarak hareket eder. Bu bağlama işlemi istenilen hassasiyette yapılabilir. Biçimleri bakımından ayaklı aynalara bağlanamayan iş parçaları delikli düz aynalara çeşitli pabuçlar ve cıvatalar ile gövdeye bağlanır.


36 Fırdöndü Aynası İki punta arasında tornalama yapabilmek için iş parçası üzerine takılan fırdöndüden esinlenerek bu isim verilmiştir.
37 Pensler Çubuk şeklindeki silindirik, kare ya da altıgen kesitli iş parçalarının bağlanmasında kullanılırlar. Genellikle revolver ve index (otomat) torna tezgâhlarında yaygın olarak kullanılırlar. Ayrıca CNC işleme merkezlerinde de silindirik saplı kesiciler bağlanmasında da pensler kullanılırlar.
38 Gezer Punta ve Puntalar Gezer punta uzun ve ince iş parçalarının alından desteklenmeleri için kullanılır. Puntalar ise gezer punta ya da tezgâh fener miline takılarak iş parçasının merkezinde bağlanmalarını ve de desteklenmelerini sağlarlar. Bağlama işlemi iş parçalarının punta delikleri yardımıyla gerçekleşir. Şekilde görüldüğü gibi sabit punta doğrudan torna tezgâhı fener miline bağlanır. Bağlama işlemi punta arka kısmının koniği yardımıyla olur. Döner punta ise gezer punta yuvasına yine arka kısmında bulunan konik yardımıyla bağlanır.
39 Malafalar Ortası delik olan iş parçalarının delik merkezli bağlanarak dış çaplarının ve yan yüzeylerinin tornalanması için kullanılırlar. Genel olarak konik olarak yapılırlar ve iş parçalarının tornalanması esnasında kesici takımın uyguladığı baskı kuvveti ile sıkışmaları sağlanır. Yataklar Uzun iş parçalarının desteklenerek salgısız bir biçimde tornalanmaları için kullanılırlar. Sabit ve gezer olmak üzere iki çeşidi vardır. Gezer yatak torna tezgâhının arabası üzerine tespit edilir ve böylece kesici takımla birlikte hareket eder. Böylece kesici takım ucunun kesme yaptığı noktaya en yakın yerden destekleme yapar. Sabit yatak ise iş parçasının genellikle ortasından ya da uygun bir yerinden destekler. Konumu sabittir. Bu kesici takım yatağın sadece bir tarafında tornalama yapabilir.
40 Tornalamada bağlanan iş parçalarının salgısız ve eksenli çalışabilmesi için kontrol edilmesi gerekir.
41 KESİCİ TAKIMLAR Talaş kaldırma sırasında meydana gelen ısı, basınç, aşınma, darbe vb. olaylar kesici takımların yüksek fiziksel ve mekaniksel özelliklere sahip olmasını zorunlu kılmaktadır. Bu nedenle kesici takımların, yüksek sertliğe sahip, aşınma ve sıcaklığa mukavim, darbelere karşı esnek ve ekonomik olması gerekir. Ancak tüm bu özelliklere sahip bir takımın her işlem için kullanılması parça maliyetini arttıracağından, ekonomik ve teknik şartları bağdaştıracak en uygun takımı seçmek, imalatçıların temel hedeflerinden biri olmalıdır. Kendisine özgü açıları ve kesici kenarı olan talaş kaldırma işlemlerini gerçekleştiren makine gereçlerine kesici takım denir. Kesici takımlar Gereçlerine ve Biçimlerine göre sınıflandırılırlar. KESİCİ TAKIM MALZEMELERİ BİÇİMLERİNE GÖRE KESİCİ TAKIMLAR KESİCİ TAKIM BAĞLAMA APARATLARI ve ESASLARI

42 KESİCİ TAKIM MALZEMELERİ - Adi karbonlu ve orta alaşımlı çelikler, - Seri çelikler(hss), - Dökme - kobalt alaşımları, - Sert maden uçlar, - Kaplanmış kesiciler, - Seramikler, - Kübik Boron Nitrür kesiciler, - Silisyum nitrür alaşımlı kesiciler, - Elmas kesiciler.
43 Sonuç olarak; Metalik malzemelerin şekillendirilmesinde yaygın olarak kullanılan kesici takımlarda en önemli husus, işlemin mümkün olan en düşük maliyetle, gerekli kalite beklentilerine en uygun şekilde gerçekleştirilmesidir. Bunu gerçekleştirebilmek için ise işlenecek metalik malzemenin özelliklerine ve kesme hızına bağlı olarak, kesici takım malzemesi doğru seçilmelidir. Metal esaslı takımlar, maliyeti düşük fakat daha düşük sıcaklıklarda ve hızlarda kullanılmaktadır. Karbür esaslı takımlar, yüksek sıcak sertlikleri ve yüksek kesme hızları ile karakterize edilmektedir. Seramik malzemeler ise tokluk dezavantajlarına ve maliyetlerine karşın yüksek sıcaklıklardaki mekanik ve kimyasal kararlılıkları sayesinde iş parçası ile takım malzemesi arasındaki etkileşimi minimize etmektedir.
44 BİÇİMLERİNE GÖRE KESİCİ TAKIMLAR Torna Kalemleri ve Açıları Yapılacak işlem çeşidi kalemlerdeki bileme açılarını ve durumlarını değiştirir. Yapılacak işleme göre uygun açılarda ve profillerde bilenmelidirler.
45 Sağ ve Sol Yan Torna Kalemleri Sağ kaba talaş kalemi; Kesici takımın ucunu ileri doğru tuttuğumuzda kesici ağız sol tarafa bakar. Tornalama esnasında ise iş parçasının sağ tarafından tornalama yaptığı için sağ yan kalem adı verilir. Sağ yan kaba tornalama işlemlerinde kullanılır. Sol kaba talaş kalemi; Kesici takımın ucunu ileri doğru tuttuğumuzda kesici ağız sağ tarafa bakar. Tornalama esnasında ise iş parçasının sol tarafından tornalama yaptığı için sol yan kalem adı verilir. Sol yan kaba tornalama işlemlerinde kullanılır. Sağ ve sol kaba talaş kalemlerine benzemekle beraber torna tezgâhında işlem yaparken son talaş verme işleminde (ince talaş) işlemlerinde kullanılır (b).
46 KESİCİ TAKIM BAĞLAMA APARATLARI ve ESASLARI Katerler, kesici takımların kalemliklere bağlanmaları için kullanılan bağlama aparatlarıdır. En yaygın olarak kullanılan çeşitleri HSS takım katerleridir. Aşağıda şekilde de görüldüğü gibi bu tür katerlere bağlanacak olan kesici takımın ismi verilmiştir. Şekilde görüldüğü gibi başlıca çeşitleri kanal kateri, vida kateri, kesme kateri, delik kateri vb.
47 Sert maden uçların bağlanmasında ise özel katerler kullanılırlar. Konvansiyonel torna tezgâhlarında kullanılan sert maden uçlar geçmişte katerlere sert lehim (sarı kaynağı) ile kaynatılarak kullanılırlardı. Ancak günümüzde bu yöntem artık kullanılmamaktadır. Bunun yerine vidalı, pimli vb. bağlama özellikli katerler kullanılmaktadır. Bu tür katerlere uçlar seri, hassas ve rijit şekilde bağlanırlar.
48 Katerlerin Yapıldığı Malzemeler Katerler sağlam ve emniyetli olabilmeleri için imalat çeliği, dövme çelik, dökme çelik ve alaşım çeliklerden yapılırlar. Mandrenler, matkap, punta matkabı, rayba, kılavuz vb. silindirik saplı kesici takımların bağlanması için kullanılırlar. Genellikle torna tezgahının gezer puntaya mandrenin sapının koniği yardımıyla bağlanırlar (Bakınız aşağıdaki şekil). Konik çapı küçük olanlarda mors ekstra mors kovanı takılarak mandren sap çapı gezer punta konik çapına uygun hale getirilir. Mors Kovanı, büyük çaplı ve sap kısmı konik olan matkapların bağlanması için kullanılırlar. Genellikle gezer puntaya matkap sapının koniği yardımıyla ya da özel mors kovanı yardımıyla bağlanırlar.

49 Tornada Kesici Takımın bağlanması Kalemlik, katerlerin torna tezgâhına bağlanması için kullanılan aparatlardır.
50 TALAŞLI İMALAT FREZELEME Boşaltma (Broşlama) Raybalama
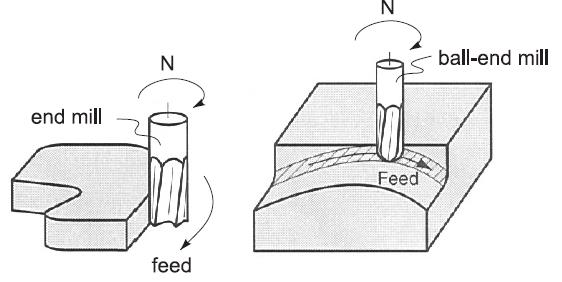
51 FREZELEME Frezeleme, kesme hareketi kesici takımın kendi ekseni etrafında dönmesi ve iş parçasının ilerleme hareketi yapması ile gerçekleşen bir talaşlı işlem yöntemidir. Frezelemede freze adı verilen çok sayıda kesici ağza sahip kesici takımlar kullanılır. Bundan dolayı frezeleme verimliliği oldukça yüksek bir talaşlı imalat yöntemidir.
52 FREZE TEZGAHLARI Yatay başlıklı freze tezgahı Düşey başlıklı freze tezgahı Çift Sütunlu Freze Tezgahı Kopya Freze Tezgahı Döner Tablalı Freze Tezgahı CNC Freze Tezgahı
53 Yatay başlıklı freze tezgahı
54

55 Düşey başlıklı freze tezgahı
56
57
58 Döner Tablalı Freze Tezgahı 360 derece dönen iş tablası sayesinde delik büyütme ve bir merkez etrafında dairesel kanal açma işlemlerinde kullanılır.
59 Kopya Freze Tezgahı Hazırlanan bir şablon üzerindeki profili iş parçasına aktarmak için kullanılan freze tezgahlarıdır. Daha çok kalıp imalat sanayinde kullanılmaktadır.
60 CNC Freze Tezgahı Daha çok seri imalat sanayinde kullanılan bilgisayar kontrollü freze tezgahlarıdır. Bu tezgahların bir adı da Dik İşleme Merkezli takım tezgahlarıdır.

61 Çift Frezeleme Profil Frezeleme Kanal Frezeleme Testere Frezeleme Kanal ve T kanal Frezeleme

62 Açılı Frezeleme Şekilli Frezeleme


63 Bölme İşlemi Silindirik yüzeyler üzerine çeşitli kanallar ve profillerin yanı sıra, dişli çark gibi makine elemanlarının imalatında kullanılan bir işlem türüdür. Kama Kanalı açma Fener mili yuvasına özel eksantrik başlık takılmak suretiyle delik yüzeylerine kama kanalı açılabilir.


64 Helisel Diş Açma Konik Diş Açma Sonsuz Vida Diş Açma


65
66
67 FREZELEMEDE İŞ PARÇALARINI BAĞLAMA İş Parçasını Cıvata ve Pabuçlar Yardımıyla Bağlama Pabuçlar uygun şekilde yerleştirilmeli ve altına konacak takozun yüksekliği tam olmalıdır. Takoz, yüksek veya alçak olursa pabuç tam sıkma yapmaz. Civata iş parçasına yakın olmalıdır. Pabuç, iş parçası ve takozun üzerine geniş yüzeyle oturmalıdır.
68 Özel Bağlama Kalıp ve Araçları, Sinüs Tablaları İle Bağlama Çok çeşitli iş parçaları olduğundan bunları tezgah tablasına bağlamak için değişik şekillerde hazırlanan parçalardır. Özel bağlama kalıplarına iş kalıpları da denilmektedir. Parça sayısı çok fazla olan malzemeler için düşünülür. Seri üretimde kullanılır. Sinüs tablaları prizmatik bir kısımla uçlardaki iki silindirden meydana gelir. Çeşitli eğiklikteki parçaların tezgah tablasına bağlanması için kullanılır. Divizöre Bağlama
69 Döner tabla yardımıyla Düşey Bölme Aparatı Yatay Bölme Aparatı
70 Döner tabla yardımıyla
71
72 Freze tezgahında Kullanılan Kesici Takımlar Silindirik freze - Alın freze Saplı freze Silindirik freze çakıları, (Düz dişli silindirik frezeler ve Silindirik helisel frezeler) Kanal ve testere freze çakıları, Açı freze çakıları, Profil (Form) freze çakıları, Takma uçlu freze çakıları, T-kanalı ve parmak freze çakıları vb Alın frezeler Modül frezeler
73
74
75
76


77 Pens Mandreni ile bağlama
78
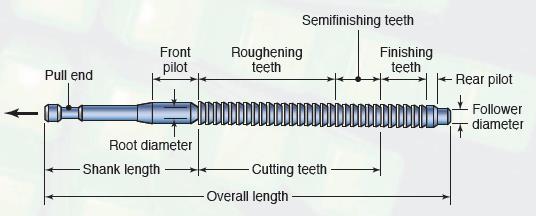
79 Boşaltma (Broşlama)
80
81
82 Raybalama Açılmış deliklerin yüzeylerini daha temiz ve hassas hale getirmek için yapılan bir işlemdir. Kaldırılan talaş miktarı çok azdır. El veya makine ile yapılabilir.
83 TALAŞLI İMALAT Vargel ve Planyalama
84 VARGELLEME Tanım: Vargel tezgahı düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılan bir takım tezgahıdır. Tezgah üzerine takılan özel kesici takım sayesinde iş parçası yüzeyinde tekrarlı doğrusal hareket yaparak talaş kaldırırlar. Çalışma sistemlerine göre; Yatay vargel tezgahları Düşey vargel tezgahları Olmak üzere iki gruba ayırmak mümkündür.
85
86 Düşey vargel tezgahı
87 Vargel tezgahının kısımları Vargel tezgahını fonksiyonel olarak üç ana kısma ayırmak mümkündür. Bunlar; 1- Ana gövde 2- Hareketli başlık 3- Hareketli İş tablası 1- Ana Gövde: Vargel tezgahının gövde aksamı tezgahın iskeletini teşkil etmektedir. Hareketli başlığı, iş bağlama tablasını ve motor aksamını üzerinde taşımaktadır. Tezgahın gövde kısmı genellikle dökme demirden imal edilmektedir. 2- Hareketli başlık: tezgahın bu kısmı kesici takımı taşıyan ve doğrusal hareket eden kısımdır. Başlığa hareket mekaniksel ve hidrolik olmak üzere iki farklı şekilde verilebilir. Başlık kısmı tezgah gövdesine açılmış kanal üzerinde git gel hareketi yapmaktadır.
88 3- Hareketli iş tablası: Vargel tezgahında iş parçasının bağlandığı kısım olarak adlandırılır. Bu kısım yatay ve düşey yönlerde hareket edebilmektedir. İş tablası gövde üzerine kayıt-kızak sistemi ile bağlanmıştır. İş parçasının sabitlemede kullanılan mengene iş tablasına yine T kanalları kullanılarak bağlanır. Tezgahın iş tablasına ait yatay ve dikey hareketler yine yatay ve dikey eksenlerdeki kare vidaları vasıtasıyla sağlanır. Bu hareketler elle ve otomatik olarak kullanmak mümkündür.
89
90 Vargel tezgahlarıyla üretilen tipik şekiller
91 Vargel tezgahlarıyla üretilen şekiller
92 Vargel tezgahlarıyla üretilen şekiller

93 Vargel Tezgahında Kurs Kurs: Başlığa takılan kesici takımın iş parçası üzerinde aldığı toplam yol olarak tanımlanabilir. Vargel tezgahında iki farklı kurs vardır: Dolu kurs: Kesici takımın kesme işlemi yaptığı ileri gitme hareketidir. Boş kurs: Kesicinin talaş kaldırmaksızın yaptığı geri dönüş hareketidir.
94
95 Vargel tezgahında kullanılan kesici takımlar a)kaba talaş kalemi, b)sert maden uçlu kaba talaş kalemi, c)ince talaş kalemi, d) Geniş ağızlı ince talaş kalemi, e)sol yan kalemi, f) Sağ yan kalemi, g)kanal kalemi, h) Yan yüzeyler için kanal kalemi
96 Kalem açıları : Boşluk açısı : Kama açısı : Yardımcı boşluk açısı : Ayar açısı : Uç açısı : Talaş açısı
97 : Boşluk açısı: Asıl kesici kenara verilen açıdır. Kesici kenardan geriye doğru verilir. İşlene malzeme cinsine bağlı olarak değişmekle beraber arasındadır. : Kama açısı: Boşluk açısı ile talaş açısı arasında kalan açıdır. Bu açının küçülmesi kalemin mukavemetinin azalmasına neden olur. Genellikle arasındadır. : Yardımcı boşluk açısı: Yardımcı kesici kenara verilen açıdır. Kesici kenardan aşağıya doğru verilir. Yaklaşık arasında değişmektedir. : Ayar açısı: Kaba talaş kalemlerine verilen ayar açısı kesici takıma gelen kuvveti azaltma görevini üstlenir. Böylece daha büyük miktarlarda talaş kaldırma imkanı elde edilmiş olur. : Uç açısı: Ayar açısı ile yardımcı kesici kenara ait olan boşluk açısı arasında kalan açıya denir. : Talaş açısı: Asıl kesici kenardan geriye doğru verilen açıya talaş açısı denir. Malzeme cinsine bağlı olarak 2-30 o arasında değişmektedir.
98 Kalemlerin vargel tezgahına bağlanması Kesici takımın gezer başlığa direkt bağlanması Kesicinin katerle birlikte gezer başlığa bağlanması
99 PLANYALAMA
100
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
TAKIM TEZGÂHLARI LABORATUARI
 TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
14.09.2014 TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI. Talaş Kaldırma - İşleme
 TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI 1. Tornalama Torna Tezgahı 2. Frezeleme Freze Tezgahı 3. Delik Delme Matkap Tezgahı 4. Planyalama Planya Tezgahı
TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI 1. Tornalama Torna Tezgahı 2. Frezeleme Freze Tezgahı 3. Delik Delme Matkap Tezgahı 4. Planyalama Planya Tezgahı
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ TEMEL TORNALAMA - 1 Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ TEMEL TORNALAMA - 1 Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI. Talaş Kaldırılmış Parçaların Sınıflandırılması. Talaş Kaldırma
 TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
Tornalama İşlemleri. Derleyen Doç. Dr. AdnanAKKURT. Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz
 Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
ÜNİTE MAKİNA VE TEÇHİZAT İÇİNDEKİLER. Prof. Dr. Ayhan ÇELİK HEDEFLER TALAŞLI ÜRETİM YÖNTEMLERİ
 TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
ENJEKSİYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. b. Alın frezeleme. c. Eğik frezeleme. d. Konik frezeleme. a. Yatay freze tezgâhı
 ENJEKSİYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi el enjeksiyon kalıbının elemanlarından birisidir? a. Kalıp boşluğu c. Dişi kalıp 2. Kalıp yarımlarının aynı eksende çalışmasını
ENJEKSİYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi el enjeksiyon kalıbının elemanlarından birisidir? a. Kalıp boşluğu c. Dişi kalıp 2. Kalıp yarımlarının aynı eksende çalışmasını
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
İmalat İşlemleri II TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. Torna Tekniği ve Uygulamaları. Yrd. Doç. Dr. Hasan Tahsin KALAYCI Yrd. Doç. Dr.
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
Ezerek parlatma. iç çap mikroler ID. dış çap mikroler OD. iç konik mikroler MIC. düz yüzey mikroler MFF. dış konik mikroler MOC. www.aksan-tm.
 Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
ÜRETİM YÖNTEMLERİ TALAŞLI İMALAT YÖNTEMLERİ. Talaş Kaldırma işleminin Temel Prensipleri TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME
 Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
İMALAT İŞLEMLERİ II DERS NOTLARI
 1 İMALAT İŞLEMLERİ II DERS NOTLARI 4. KESİCİ TAKIM BİLGİSİ VE KESİCİ TAKIM SEÇİMİ Talaşlı imalatta, iş parçalarının istenilen boyutta ve şekilde üretilebilmesi için iş parçası üzerinden uygun bir şekilde
1 İMALAT İŞLEMLERİ II DERS NOTLARI 4. KESİCİ TAKIM BİLGİSİ VE KESİCİ TAKIM SEÇİMİ Talaşlı imalatta, iş parçalarının istenilen boyutta ve şekilde üretilebilmesi için iş parçası üzerinden uygun bir şekilde
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK
 TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
Bir malzemeye talaş kaldırma yoluyla dairesel delik oluşturma işlemi, mekanik ayırma işlemleri grubuna girer. Bu deliği
 delme delme Bir malzemeye talaş kaldırma yoluyla dairesel delik oluşturma işlemi, mekanik ayırma işlemleri grubuna girer. Bu deliği oluşturma işlemine de delme denir. Ayırt edici özellik olarak, kör delik
delme delme Bir malzemeye talaş kaldırma yoluyla dairesel delik oluşturma işlemi, mekanik ayırma işlemleri grubuna girer. Bu deliği oluşturma işlemine de delme denir. Ayırt edici özellik olarak, kör delik
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
ULUSAL YETERLİLİK 12UY0081-3 FREZECİ SEVİYE 3
 ULUSAL YETERLİLİK 12UY0081-3 FREZECİ SEVİYE 3 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2012 12UY0081-3 Frezeci ÖNSÖZ Frezeci (Seviye 3) Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik Kurumu
ULUSAL YETERLİLİK 12UY0081-3 FREZECİ SEVİYE 3 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2012 12UY0081-3 Frezeci ÖNSÖZ Frezeci (Seviye 3) Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik Kurumu
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
CNC TORNA UYGULAMASI DENEY FÖYÜ
 T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ. CNC Ağır Hizmet Tipi Tornalar
 SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
Talaşlı İmalat ve Takım Tezgahları
 Talaşlı İmalat ve Takım Tezgahları İmalat Yöntemleri İmalat Yöntemleri Talaşlı Talaşsız Direk şekil verme Bağlama Mekanik Özel Döküm Kaynak Tornalama Ekstrüzyon Kalıcı şekil verme Lehim Frezeleme Telerozyon
Talaşlı İmalat ve Takım Tezgahları İmalat Yöntemleri İmalat Yöntemleri Talaşlı Talaşsız Direk şekil verme Bağlama Mekanik Özel Döküm Kaynak Tornalama Ekstrüzyon Kalıcı şekil verme Lehim Frezeleme Telerozyon
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : [email protected] Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : [email protected] Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121
 tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (ELYAF SARMA VE SAVURMA DÖKÜM) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (ELYAF SARMA VE SAVURMA DÖKÜM) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (ELYAF SARMA VE SAVURMA DÖKÜM) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida