Tornalama İşlemleri. Derleyen Doç. Dr. AdnanAKKURT. Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz
|
|
|
- Su Derya Aykaç
- 6 yıl önce
- İzleme sayısı:
Transkript
1 Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz

2 Klasik torna tezgahının temel elemanları
3 Torna tezgahının çeşitleri Yatay Torna Tezgahları Fener milinin x ekseni etrafında dönme hareketi yaptığı tezgahlardır. Kesicinin bağlandığı spot ve araba x ekseni doğrultusunda hareket eder. Dikey Torna Tezgahları Fener milinin y ekseni etrafında dönme hareketi yaptığı tezgahlardır. Kesicinin bağlandığı spot ve araba y ekseni doğrultusunda hareket eder. Özellikle büyük çaplı ağır parçaların işlenmesinde kullanılır.

4 Dikey Torna Tezgahı

5 Alın(Cephe) Torna Tezgahı

6 Değişken Aynalı Torna Tezgahı

7 Revolver Torna Tezgahı

8 Otomat Torna Tezgahı

9 Çok Milli Torna Tezgahı

10 CNC Torna Tezgahı
11 Torna tezgahına ait temel elemanlar 1- TornaAynası Torna tezgahında iş parçasını bağlamak için kullanılan makine elemanlarına ayna denir. Üniversal aynalar: Klasik torna tezgahlarında kullanılan temel elemanlardır. Genellikle üç ayaklıdır ve sıkma anahtarı ile açılıp veya sıkıldığında ayaklar aynı anda hareket ederler. Dört ayaklı aynalar: Genellikle prizmatik parçaların bağlanmasında kullanılan aynalardır. Sıkma ayakları birbirinden bağımsız hareket ederler. Fırdöndü aynaları: Her iki tarafına punta deliği açılmış silindirik parçaların tornalanmasında kullanılır.
")
12 Üniversal üç ayaklı ayna a - Üniversal üç ayaklı torna aynası(dış ayaklı) b İç torna ayakları c Ayna anahtarı d - Üniversal üç ayaklı torna aynası(iç ayaklı)

13 Dört ayaklı ayna


14 Fırdöndü aynası
 (b) (c) a.")


15 Fırdöndü tipleri (a) (b) (c) a.düz kuyruklu fırdöndü b.kıvrık kuyruklu fırdöndü c- İki parçalı fırdöndü

16 2- Fener mili Ara dişliler vasıtasıyla torna aynası ile motor arasındaki bağlantıyı sağlayan makine elemanıdır. Fener mili fener kutusu içerisinde rulmanlar vasıtasıyla yataklanmış ve üzerinde oranlarına çeşitli sahip iletim silindirik dişliler bulundurur.


17 Fener mili Hız kutusunun dış görünüşü Hız kutusunun iç görünüşü

18 3- Gezer punta Gezer punta torna tezgahının kayıtları üzerinde hareket edebilen ve uzun parçaların bağlanmasında kullanılan yardımcı bir elemandır. Gezer puntanın gerisinde olan silindirik kol döndürülmek suretiyle uç kısımda yer alan punta ileri veya geri hareket ettirilebilir. İstenilen punta boyu ayarlandıktan sonra bağlama köprüsü vasıtasıyla gezer punta torna tezgahının kayıtlarına sabitlenir. Ayrıca tespitleme kolu kullanılarak ta silindirik kolun dönmesi engellenmiş olur


19 Punta çeşitleri

20 4- Gezer tabla (Araba) Torna arabası kısaca kesici takımı taşıyan aksam olarak tanımlanabilir. Torna tezgahının kayıtları üzerine oturtulmuştur ve bu kayıtlar üzerinde sağa sola hareket edebilmektedir. Siper Dikey hareket kolu Yatay hareket kolu Kramayer dişli



21 5- Siper Araba üzerine yerleştirilmiş ve çevresinde olarak adlandırılır. dönebilen aparat siper Döner kalemlik Pabuçlu kalemlik Katerin kalemliğe bağlanışı


22 Tornada İş Parçası Bağlama Teknikleri Üniversal üç ayaklı ayna ile Fırdöndü aynası ile


23 Dört ayaklı ayna ile iş parçası bağlama Ayaklar sıkma esnasında aynı anda hareket etmedikleri için dört ayaklı aynada iş parçasını merkezde bağlamak zordur. Bunun için yardımcı ölçme ve kontrol aparatları gerekmektedir. Komparatör kullanarak Mihengir kullanarak

24 Özel bağlama elemanları ile iş parçası bağlama


25 Yataklar ile iş parçası bağlama Uzun boylu küçük ve büyük çaplı iş parçalarının bağlanmasında salınımı engellemek amacıyla yataklar kullanılır. Bununla birlikte ağır parçalarda punta uçlarına gelen yükü azaltmak için de kullanılır. GezerYatak Sabit Yatak


26 Tornada Kullanılan Kesici Takımlar F t F c F t = İlerleme Kuvveti F c = Asıl Kesme Kuvveti F B F r F B = Bileşke Kuvvet F r = Radyal Kuvvet F B F = Talaş Kaldırma Kuvveti F






27 Genel Tornalama Türleri Boyuna tornalama Enine(Alın) tornalama Enine kesme tornalama Vida açma Profil tornalama Konik tornalama Kopya tornalama









28 Tornada Kesici Takım Türleri 1 Kaba talaş kalemi (Sağ ve Sol) 2 İnce talaş kalemi (Sağ ve Sol) 3 Profil kalemi 4 Vida talaş kalemi 5- Delik kalemi



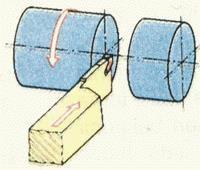
29 Tornada Kesici Takımın bağlanması Punta ekseninde bağlanmış bir kesici Punta ekseninden yukarıda bağlanmış bir kesici Punta ekseninden aşağıda bağlanmış bir kesici
30 Eksen bağlamamanın etkileri Takım punta ekseninden yukarda bağlanırsa (talaş açısı) büyür (Kama açısı)değişmez (Boşluk açısı)küçülür Talaşın kırılması zorlaşır Kalem baskısı ile iş parçası eğilebilir Kesme esnasındaki zorlanmalarda kesici parçaya dalar Takım punta ekseninden aşağıda bağlanırsa (talaş açısı) Küçülür (Kama açısı)değişmez (Boşluk açısı)büyür Talaşın kırılması kolaylaşır Kalem zorlandığında iş parçasından ayrılabilir Kalem körlenmiş ise parça kesici üzerine binebilir.



31 Kesici uçların takım tutucuya tespit edilmesi
32 Tornalamada Kesme Hızı ve İlerleme Kesme Hızı: Kesicinin iş çevresinde cinsinden aldığı yoldur. bir dakikada metre Kesme hızını etkileyen faktörler Kesilen malzemenin cinsi Kullanılan kesici takımın cinsi Torna tezgahının gücü ve kapasitesi İlerleme miktarı Talaş derinliği İşleme cinsi
33 Tornalamada Kesme Hızı Hesabı V dn 1000 V= kesme hızı(m/dak) d= İş parçasının çapı(mm) N= Devir sayısı(dev/dak)

34 Kesme Hızı ve İş parçası çapı arasındaki ilişki
35 Tornalamada İlerleme Hesabı İlerleme:Kesici takımın iş parçasının bir tam devrinde almış olduğu yol olarak tanımlanabilir. İlerlemeyi etkileyen faktörler Talaş derinliği İş parçası malzemesinin cinsi Kesme hızı Torna tezgahının gücü ve kapasitesi
36 Tornalamada İlerleme Hesabı s S 0 a s = İlerleme(mm) a = Talaş derinliği(mm) S 0 = Talaş kesiti(mm 2 ) S 0 a s

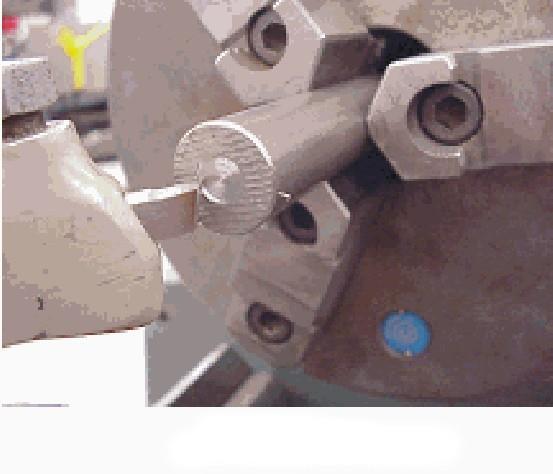
37 Tornada Punta Deliği Açmak Uzun boylu ve büyük çaplı iş parçaların işlenmesi sırasında meydana gelebilecek sarsılma ve salınım hareketlerini engellemek amacıyla iş parçalarına punta deliği açılır. Punta deliği açmak için genellikle üç farklı punta matkabı kullanılır.

38 Tornada Punta Deliği Açmada işlem sırası 1 Punta deliği açılacak olan iş parçası öncelikle alın tornalama işlemi ile yüzeyi düzeltilir. 2 Punta matkabı mandirene takılır ve mandren de gezer puntaya takılır.
39 2Gezer punta iş parçası boyuna bağlı olarak kaydırılır ve iş parçasının alın yüzeyine yaklaştırılır. 3 Gezer puntanın sabitleme kolu kullanılarak gezer punta torna kayıtlarına sabitlenir. 5 İş parçası mümkün olduğu kadar kısa bağlanmalı ve yüksek devir seçilmelidir. 6Tezgah çalıştırıldıktan sonra gezer puntanın gerisindeki ilerletme tekeri çevrilmek suretiyle delme işlemine geçilir. 7 Kesici punta matkabının parça içerisinde ilerleme miktarı parça çapına göre değişebilir.
40 Alın tornalamak

41 Boyuna ve kademeli tornalamak
42 D 1d Konik tornalamak tg /2 = D - d 2L /2 L = Koniklik açısı d = Konik kısmın küçük çapı...mm D = Konik kısmın büyük çapı...mm L = Konikboyu...mm

43 Sipere açı verilerek konik tornalamak /2






44 Sevk kızağı ile konik tornalamak SEVK KIZAĞI Açı levhası Sıkma kolu Çapraz kılavuz kayıt Kayıcı plâka Yatak desteği Taşıyıcı destek



")
45 Gezer punta yardımıyla delik delmek Mors kovanı Mandren Mandren Mandren sapı Mandren kovanı (Mors koniği) Mandren anahtarı
46 Punta matkabı ile delik delmek Punta matkabı ve açılanyuva Punta yuvasının hatalı açılması sonucu oluşabilecek hatalar Hatalı punta yuvası Meydana getireceği sonuçlar Havşa açılmamış 1-Çalışma sır asında puntaların ucunu bozar. 2-Punta ucunun dayandığı yer aşınır, yuvanın ağzı şişer ve malzeme puntanın ucunu sarar. İşin çapına göre punta deliği büyük 1-Tornalama sırasında kalem puntaya dokunur. Sert maden uçlu kalem kullanılıyor sa kalem puntayı zedeler. 2-İş parçasının görünümü çirkin olur. 1Punta yuvası kaçık açılır. 2Tornalama sır asında iş parçası eksenden kaçık olur. Alın yüzeyi düzgün değil
47 Delik tornalamak İş parçası Kalem

48 HSS kalem ile delik tornalamak Takım çeliğinden bükülmüş kalem ve kater ile kör delik işleme Katere vida ile bağlanmış seri çelik kalem ile boydan boya delik işleme

49 Sert lehim yapılmış sert maden uçlu kalem ile delik tornalamak


50 Sert maden plâket uç kalem ile delik tornalamak




51 İki punta arasında tornalamak Sabit punta ucu Döner(hareketli) punta ucu Fırdöndü aynası Boru puntaucu Fırdöndü Punta uçları
 punta ucu Sabit punta")
52 İki punta arasında tornalamak Fırdöndü aynası Fırdöndü Döner(hareketli) punta ucu Sabit punta ucu

53 Tırtıl çekmek
 2 o 2 o Tırtıl makarasına")
54 1-4mm Tırtıl Çekmek Ma fsal Ba şlık Tırtıl makarası Çapraz tırtıl Doğru İş parçası Tırtıl makarasının ağızlatılması İş parçası Yanlış (İş üzerinde iz bırakır) 2 o 2 o Tırtıl makarasına verilen açı
55 Torna tezgâhında kılâvuz ile vida açmak Kılâvuz takımı Kılavuz kolu

56 Torna tezgâhında pafta ile vida açmak Pafta lokması Pafta kolu
57 Torna tezgâhında kalem ile vida açmak a)metrik vida kalemi 60 O b)whitworth vida kalemi 55 O a) b) c) 55 O 60 O Kalem mastarı
58 Torna tezgâhında kalem ile vida açmak O Kalem mastarı O
59 mm 1 Torna tezgâhında kalemle vida açmak B :1 C Devir sayıları A :1 B 4 41/2 51/ C 2 21/2 23/4 3 31/2 5 8:1 1:1 A 1 11/2 13/4 21/2 B 0,5 0,75 1,25 A B C İlerleme Vida 1:1 C 1 1,5 1,75 2, A 2 3 3,5 5 B 4 4,5 5, :1 C A Tos marka tornada M12 vidanın 1,75 adımına göre ayarı


60 Torna tezgâhında kalemle vida açmak Kalem ile sağ vida açma Kalem ile sol vida açma
61 Torna tezgâhında kalemle vida açmak Kalem ileilk talaşın verilmesi Vida mastarı Vida ayarının mastar ile kontrolü
62 Torna tezgâhında kalemle vida açmak Vidanın açılması Vidanın mastar ile sonkontrolü
63 Torna tezgâhında çok ağızlı vida açmak İki ağızlı vidanın ilk ağzınınaçılması
64 Torna tezgâhında çok ağızlı vida açmak Kalemin siperden ilerletilmesi Adım/ağız sayısı kadar ilerletilir
65 Torna tezgâhında çok ağızlı vida açmak İkinci ağızın açılması

66 Torna tezgâhında yay sarmak Malafaya delinen delik Malafa Tahta takoz

67 Torna tezgâhında pens tertibatı ile tornalamak Pens bileziği Çektirme çubuğu Çektirme mili Fenermili Fenermili kapağı Pens Fener mili hız kutusu Kanal Pens Konik yüzey Pens Pens tertibatınınparçaları


68 Torna tezgâhında sabit yatak ile tornalamak Ayak Kapak Gövde


69 Torna tezgâhında gezer yatak ile tornalamak




70 Mengeneli aynada tornalamak Dengeleme ağırlıkları Mengeneli aynaya iş parçasının bağlanması Mihengir Mengeneli aynada merkezleme


71 Düz aynalar ile tornalamak Düz aynaya çeşitli parçaların bağlanması Mengeneli aynanın düz ayna olarak kullanılması
72 Malafalar ile tornalamak
73 Eksantrik tornalamak Kaçıklığı küçük eksantrik Kaçıklığı büyük eksantrik
74 Eksantrik tornalamak Eksantriğin tornada markalanması

75 Fener miline takılan matkap ile delik delme Mandren Çektirme çubuğu Mandren anahtarı Fener miline takılan mandren

76 Hidrolik düzenle kopya tornalamak
77 Malzeme Boşluk açısı Kama açısı Talaş açısı Otomat çelikleri, sert kırdöküm, sert pirinç Kopma mukavemeti 700MPa yüksek malzemelerde, çelik döküm Krom nikel çelikleri, kopma mukavemeti 800MPa civarında olan malzemeler o Bakır, yumuşak bronz, Alüminyum malzemeler

78 Torna Tezgahında Yapılan İşlem Türleri ve Özellikleri

79 1-Tornada Delik Delme ve Delik Büyütme Torna tezgahında delik delmek için takip edilecek işlem sırası şöyle tanımlanabilir. İş parçası torna aynasına yeteri kadar kısa ve güvenli bağlanır. İş parçasının alın yüzeyi torna edilir. Punta matkabı mandrene bağlanarak alın yüzeye punta deliği açılır. Punta matkabı mandrenden çıkartılarak, gezer puntanın mesafesi matkap boyuna bağlı olarak yeniden ayarlanır. İstenilen ölçüdeki matkap mandren vasıtasıyla gezer puntaya takılır ve mandren anahtarı kullanılarak matkap sabitlenir. Tezgah uygun devir sayısına göre ayarlanır ve çalıştırılır. Gezer puntadan uygun bir ilerleme verilmek suretiyle delme işlemi yapılır.
80 Delik delme işleminde dikkat edilecek birkaç unsur Kullanılacak matkap iyi bir şekilde bilenmiş olmalıdır. Uygun bir bileme işlemi yapılmadığında delinecek delik hem çapından büyük olabilir hem de merkezinde olmayabilir. Merkezleme problemini ortadan kaldırmak için parçaya öncelikle punta matkabı ile yeteri kadar bir delik delinmesinde fayda vardır. Matkap çapı küçüldüğünde devir sayısı arttırılmalı, matkap çapı büyüdüğünde devir sayısı düşürülmelidir. Matkap çapı ve devir sayısı dikkate alınarak uygun bir devir verilmelidir. Uzun deliklerin delinmesinde talaş helisel kanallardan dışarı zor çıkacağı için matkap belirli aralıklarla dışarı çıkartılmalıdır. Deliğin sonlarına doğru matkaba verilen ilerleme azaltılmalıdır.

81 Eğer kullanılan matkap çok uzunsa ve delme esnasında merkezleme problemine neden olacaksa şekilde gösterildiği gibi matkap katerle desteklenerek delme işlemine başlanır. Ağızlatma işlemi sonrasında kater geri çekilerek deleme işlemine devam edilir.
82 Farklı matkap tipleri


83 Tornada Delik Büyütme Büyük çaplı delikler için büyük çapta matkap uçları imal etmek yerine delik içerisinde rahat çalışabilecek bir takım takım ve takım tutucuları tasarlanmıştır.


84 Çeşitli Delik Büyütme takım ve takım tutucuları


85 Tornada Delik Büyütme işleminde önemli noktalar Kesici takımın torna puntası yüksekliğinde ayarlanmış olduğuna dikkat edilmeli. Seçilen kesici takımın ve takım tutucunun delik içerisinde rahat çalışabilir olmalı. Eğer işlenen kör delikse, ya delik sonuna kanal açılmalı yada buna uygun kesici takım seçilmeli

86 Eğer kesici takımın boyu çok uzun bağlanmak zorunda ise, kesici takım punta yüksekliğinden bir miktar yukarıda bağlanır. Böylelikle delik içerisinde talaş kaldırma sırasında meydana gelen esneme ile takım punta yüksekliğinde aşağı düşmemiş olur. F
87 Kademeli Tornalama Dik fatura Açılı fatura Kavisli fatura
88 Konik Tornalama D d 2 D Koniklik açısı d Koniklik Oranı: Büyük ve küçük çaplar arasındaki farkın koniklik boyuna bölünmesi ile elde edilir Koniklik Oranı=D-d/L L Eğim: Koniklik oranının ikiye bölünmesi ile elde edilir Eğim=D-d/2L D= Büyük Çap; d= Küçük çap; L =Konik boyu


89 Konik Tornalama Teknikleri 1. Gezer Punta Kaydırma Yöntemi 2. Siperi çevirme 3. Konik Tornalama tertibatı Kullanma 1. Gezer Punta Kaydırma Yöntemi ile Konik Tornalama Tornanın gezer puntasını kaydırmak suretiyle iki punta arasında yapılan tornalama şeklidir. Bu yöntemle konik delikler torna edilemez. Gezer Punta Torna kayıtları

90 1. Gezer Punta Kaydırma Yöntemi ile Konik Tornalama Olumlu Yanları Olumsuz Yanları Kesicinin otomatik ilerlemesine imkan tanıdığından işlenen yüzey temiz olur Uzun boylu konik iş parçaları rahat torna edilebilir. Kaydırılan punta uçları iş parçasının alın yüzeyine tama oturmadığında punta uçları daha çabuk bozulabilir. Derin talaş kaldırma sırasında iş parçasının iki punta arasından kurtulma tehlikesi vardır. Punta uçlarına gelen yük artacağından büyük çaplı iş parçaların işlenmesi mümkün değildir. Gezer puntaya verilen kaçıklık çok hassas ayarlanamadığından iş parçasında koniklik oranının tutturulması zordur.
91 1. Gezer Punta Kaydırma Yöntemi ile Konik Tornalama

92 2- Siperi çevirme ile Konik Tornalama Bir iş parçasının konik tornalanmasında bilinen en iyi yöntemdir. Bu yöntemde kesici takımın bağlı olduğu siper daha önceden hesaplanan koniklik açısı kadar döndürülür.



93 2- Siperi çevirme ile Konik Tornalama Olumlu Yanları Olumsuz Yanları Dönen kısım üzerinde derece bölüntüleri koniklik açısının ayarlanmasında büyük kolaylık sağlar. Kısa boylu ve büyük açılı iş parçalarının tornalanması daha kolaydır Kesiciye siperden hareket verildiği için otomatik ilerleme söz konusu değildir İş parçası yüzeyi yeterince düzgün olmayabilir. Siperin ilerleme boyu kısa olduğundan uzun parçaların tornalanması zordur.

94 3- Konik Tornalama tertibatı Kullanarak konik tornalama Konik tornalama tertibatı ile iç ve dış konik tornalama işlemleri en hassas şekilde yapılabilir. Olumlu Yanları Torna puntaları aynı eksende muhafa edilirler ve silindirik tornalamadan konik tornalamaya geçiş çok kolaydır. Uzun ve sivri parçalar bu yöntemle rahatlıkla torna edilirler Sevk kayıtının çevrilmesi ile iç yüzeylerinin konik tornalanması da kolaylıkla yapılır.


95 Tırtıl Çekme Silindirik iş parçaları üzerine talaş kaldırmaksızın çeşitli şekiller oluşturma işlemine tırtıl çekme denir. Genel olarak çapraz, düz ve baklava biçimli tırtıllar en çok kullanılanlarıdır. Çapraz tırtıl Düztırtıl



96 Çift makaralı tırtıl kateri Üç makaralı tırtıl kateri Tek makaralı tırtıl kateri Tırtıl Makaraları

97 İşlem Sırası İş parçası iki punta arasına veya ayna-punta arasına mümkün olduğu kadar kısa bağlanmalı ve tırtıl boyu işaretlenmeli. Tırtıl makalraları punta yüksekliğine göre sola doğru yaklaşık 5 0 lik bir açı ile kalemliğe bağlanmalı. Fener mili için düşük ve uygun bir devir sayısı seçilmeli. Tırtıl iş yüzeyine temas ettirilir ve mm kadar ilerletilmelidir. İş yüzeyinde tırtıl izleri oluştuğunda otomatik ilerleme çalıştırılır. Tırtıl sonuna gelindiğinde tezgah durdurulur ve ayna tersine çevrilir. İşlem sırasında sürekli bir fırça ile iş yüzeyine yağ sürülmelidir.

98 Tornada Vida Açma Torna tezgahında üçgen vidanın yanında farklı profillere sahip vida açmak mümkündür. Bunun için vida profiline uygun kesici takım seçilmeli. Bununla birlikte tezgahın ana mili diye tarif edilen mil devreye sokulur. Otomatik ilerleme için talaş mili kullanılırken vida açarken ana mil kullanılır. Bu iki mil aynı anda çalışmaz. Biri çalışırken diğeri devre dışıdır.

99 Vida kesici takımları ve takım tutucuları


100 Vida kesici takımların bağlanması
101 Vida kesici takımlarının talaş kaldırma prensibi Vida kesici takımın talaş kaldırma şekli normal kesici takımların talaş kaldırma şeklinden biraz farklıdır. Vida kalemleri kendi içerisinde dört farklı talaş kaldırma biçimiyle silindirik yüzeylere vida açarlar. Azalan yan yüzey ilerleme Dik ilerleme Değişken yan yüzey ilerleme Eşit yan yüzey ilerleme Azalan paso Eşit paso Eşit paso Eşit paso


102 Vida açma işlem sırası 1. Açılacak vida adımına göre tezgahın ilerleme oranı ayarlanır, gerekirse ilave dişliler kullanarak istenen adım hız kutusunun yardımıyla elde edilir. 2- Dönüşümlü olarak ana mil ile talaş milini çalıştıran kol ana mil göstergesine çevrilmek suretiyle hız kutusundan alınan hareket ana mile aktarılmış olur.
103 3- İş parçası daha önceden açılacak vidanın dış üstü çapına uygun olarak tornalanmış olmalıdır. Ayrıca eğer gerekiyorsa punta deliği açılarak parça ayna ile punta arasına bağlanmalıdır. 4- Gerekiyorsa vidanın sonuna bir kanal açılmalıdır. Ayrıca vida başlangıcına da yeteri kadar pah kırılmalıdır. 5- Kesici takım punta yüksekliğinde ayarlanmalı ve kalemin silindirik olan iş parçası yüzeyine dik olup olmadığı mastarla kontrol edilmeli. 5- Fener milinin devir sayısı normal tornalama işlemine göre 3-4 kat daha azaltılarak ayarlanır.
104 7- Eğer sağ vida açılacaksa araba sağdan sola doğru gidecek şekilde ayarlanır. Sol vida açılacaksa soldan sağa gidecek şekilde ayarlanır. 8Kesici takım iş parçasının en sağına yani vida başlangıç noktasına alınır ve makas koluna basılarak araba ana miline sabitlenmiş olur. 9Öncelikle küçük bir talaş miktarı (0.1mm) ile iş parçası yüzeyinden deneme pasosu kaldırılır. Oluşan vida izleri vida tarağı ile kontrol edilir.

105 10- Eğer açılan ilk izler istenilen vida ise paso miktarı arttırılarak bu işlem standart diş derinliği elde edilinceye kadar tekrarlanır.

106 Tornada Pafta Çekme Pafta Gezer Punta İş parçası Ayna Siper


107 Otomatik Pafta Aparatı ile Tornada Pafta Çekme İş parçasının aynaya, Pafta aparatının gezer puntaya bağlanışı İş parçasının sipere, Pafta aparatının aynaya bağlanışı
108 Tornada Kılavuz Çekme Kılavuz kolu Gezer Punta İş parçası Kılavuz Ayna Siper

109 Tornada Rayba Çekme
110 QUİZ 1Matkapta delik delme işlemi ile torna tezgahında delik delme işlemini kıyaslayınız. 2Kaç çeşit konik tornalama tekniği vardır. En avantajlısı hakkında kısa bilgi veriniz 3- Tornada vida açma işleminde arabanın hareketi sağlayan ekipmanlar nelerdir.
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
3 parçalı el kılavuz takımı
 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
İmalat İşlemleri II TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. Torna Tekniği ve Uygulamaları. Yrd. Doç. Dr. Hasan Tahsin KALAYCI Yrd. Doç. Dr.
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
TALAŞLI İMALAT USULLERİ
 1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi TORNALAMA İŞLEMLERİ 2 Tornalama İşlemi Dairesel hareket yapan bir iş parçası üzerinden, değişik doğrultularda
1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi TORNALAMA İŞLEMLERİ 2 Tornalama İşlemi Dairesel hareket yapan bir iş parçası üzerinden, değişik doğrultularda
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
TORNA TEZGÂHI VE TORNA İŞLERİ
 TORNA TEZGÂHI VE TORNA İŞLERİ Torna tezgâhı: İşlenecek parçaya dönme hareketi vererek, kesici bir takımla sürekli talaş kaldırarak istenilen şekli vermeye yarayan bir tezgâh olarak tanımlanabilir. Büyüklük
TORNA TEZGÂHI VE TORNA İŞLERİ Torna tezgâhı: İşlenecek parçaya dönme hareketi vererek, kesici bir takımla sürekli talaş kaldırarak istenilen şekli vermeye yarayan bir tezgâh olarak tanımlanabilir. Büyüklük
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
TAKIM TEZGÂHLARI LABORATUARI
 TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ VİDA VE DELİK İŞLEMLERİ ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ VİDA VE DELİK İŞLEMLERİ ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
TORNA TEZGÂHINDA TALAŞ KALDIRMAK
 TORNA TEZGÂHINDA TALAŞ KALDIRMAK Tornalama, belirli geometrik yapıda kesici kenarları olan takımlarla(kalem) dairesel hareket yapan iş parçaları üzerinden talaş kaldırma işlemidir. Ün iv ersal torna tezgâhı
TORNA TEZGÂHINDA TALAŞ KALDIRMAK Tornalama, belirli geometrik yapıda kesici kenarları olan takımlarla(kalem) dairesel hareket yapan iş parçaları üzerinden talaş kaldırma işlemidir. Ün iv ersal torna tezgâhı
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121
 tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
14.09.2014 TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI. Talaş Kaldırma - İşleme
 TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI 1. Tornalama Torna Tezgahı 2. Frezeleme Freze Tezgahı 3. Delik Delme Matkap Tezgahı 4. Planyalama Planya Tezgahı
TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI TALAŞ KALDIRMA YÖNTEMLERİ VE TAKIM TEZGAHLARI 1. Tornalama Torna Tezgahı 2. Frezeleme Freze Tezgahı 3. Delik Delme Matkap Tezgahı 4. Planyalama Planya Tezgahı
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
CNC DİVİZÖR KATALOĞU.
 CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ. CNC Ağır Hizmet Tipi Tornalar
 SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
İMALAT İŞLEMLERİ II DERS NOTLARI
 1 İMALAT İŞLEMLERİ II DERS NOTLARI 4. KESİCİ TAKIM BİLGİSİ VE KESİCİ TAKIM SEÇİMİ Talaşlı imalatta, iş parçalarının istenilen boyutta ve şekilde üretilebilmesi için iş parçası üzerinden uygun bir şekilde
1 İMALAT İŞLEMLERİ II DERS NOTLARI 4. KESİCİ TAKIM BİLGİSİ VE KESİCİ TAKIM SEÇİMİ Talaşlı imalatta, iş parçalarının istenilen boyutta ve şekilde üretilebilmesi için iş parçası üzerinden uygun bir şekilde
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ 2 521MMI004
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ 2 521MMI004 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ 2 521MMI004 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
TÜRKİYEN YENİN N EN BÜYÜK MAKİNA MARKETİ ÜRÜN KATALOĞU. Geçmi. eçmişten. Gelecege Hep Birlikte Nice Dostluklara TS EN ISO
 SİNCE 1996 - -İÇİN TÜRKİYEN YENİN N EN BÜYÜK MAKİNA MARKETİ ÜRÜN KATALOĞU Geçmi eçmişten Gelecege Hep Birlikte Nice Dostluklara TS EN ISO 9001 -- www.yuntes.com.tr -- satis2@yuntes.com.tr -- SİNCE 1996
SİNCE 1996 - -İÇİN TÜRKİYEN YENİN N EN BÜYÜK MAKİNA MARKETİ ÜRÜN KATALOĞU Geçmi eçmişten Gelecege Hep Birlikte Nice Dostluklara TS EN ISO 9001 -- www.yuntes.com.tr -- satis2@yuntes.com.tr -- SİNCE 1996
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ 2 ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ TEMEL TORNALAMA İŞLEMLERİ 2 ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
G-32HA-D G-32HA-DE G-32HA-T CNC OTOMAT TORNALAR GE FONG MACHINERY CO.,LTD. TAIWAN. MITSUBISHI veya FANUC KONTROLLAR İLE
 G-32HA-D G-32HA-DE G-32HA-T CNC OTOMAT TORNALAR MITSUBISHI veya FANUC KONTROLLAR İLE GE FONG MACHINERY CO.,LTD. TAIWAN MITSUBISHI VEYA FANUC KONTROLLAR İLE GE FONG G-32HA SERİSİ CNC OTOMAT TORNALAR MAKSİMUM
G-32HA-D G-32HA-DE G-32HA-T CNC OTOMAT TORNALAR MITSUBISHI veya FANUC KONTROLLAR İLE GE FONG MACHINERY CO.,LTD. TAIWAN MITSUBISHI VEYA FANUC KONTROLLAR İLE GE FONG G-32HA SERİSİ CNC OTOMAT TORNALAR MAKSİMUM
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
5.BÖLÜM ÇİZGİ İZLEYEN ROBOT
 5.BÖLÜM ÇİZGİ İZLEYEN ROBOT Çizgi izleyen robot bu kitapta yer alan yapımı en kolay robottur. Robotlar hakkında temel bilgileri edinebilmek için çizgi izleyen robot uygulamasını yapmak yeterli olacaktır.
5.BÖLÜM ÇİZGİ İZLEYEN ROBOT Çizgi izleyen robot bu kitapta yer alan yapımı en kolay robottur. Robotlar hakkında temel bilgileri edinebilmek için çizgi izleyen robot uygulamasını yapmak yeterli olacaktır.
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TORNA TEZGÂHINDA VİDA AÇMA-1 521MMI653
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TORNA TEZGÂHINDA VİDA AÇMA-1 521MMI653 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TORNA TEZGÂHINDA VİDA AÇMA-1 521MMI653 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
ELEKTRİKLİ EV ALETLERİ FEL
 ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
KAYM KAMA AÇMA MAKİNESİ KULLANIM KILAVUZU VE TEKNİK ÖZELLİKLERİ
 KAYM KAMA AÇMA MAKİNESİ KULLANIM KILAVUZU VE TEKNİK ÖZELLİKLERİ İÇİNDEKİLER Teknik özellikleri....2 Makine ölçüleri..... 2 Kullanım kılavuzu 3 Kurulum ve yerleşim... 3 Makine kullanımı... 3 Kama broşu
KAYM KAMA AÇMA MAKİNESİ KULLANIM KILAVUZU VE TEKNİK ÖZELLİKLERİ İÇİNDEKİLER Teknik özellikleri....2 Makine ölçüleri..... 2 Kullanım kılavuzu 3 Kurulum ve yerleşim... 3 Makine kullanımı... 3 Kama broşu
YUVARLANMALI YATAKLAR I: RULMANLAR
 Rulmanlı Yataklar YUVARLANMALI YATAKLAR I: RULMANLAR Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz konular: Yuvarlanmalı
Rulmanlı Yataklar YUVARLANMALI YATAKLAR I: RULMANLAR Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz konular: Yuvarlanmalı
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
Döküm, Kaba tornalama, Ham dişlinin malafaya alıştırılması, Hassa tornalama işlemi yapılması, vida delikleri delinmesi, Diş açma işlemi yapılması, Çap
 Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Düz havşa matkabı olarak da adlandırılır. Yüzeylerinde çıkıntı istenmeyen silindirik başlı gömme vidaların yuvalarını açmak için kullanılmaktadır.
 7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
RULMANLAR YUVARLANMALI YATAKLAR-I. Makine Elemanları 2. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 YUVARLANMALI YATAKLAR-I RULMANLAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Yuvarlanmalı Yataklamalar Ve Türleri Bilyalı Rulmanlar Sabit Bilyalı Rulmanlar Eğik
Makine Elemanları 2 YUVARLANMALI YATAKLAR-I RULMANLAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Yuvarlanmalı Yataklamalar Ve Türleri Bilyalı Rulmanlar Sabit Bilyalı Rulmanlar Eğik
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU
 DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
Rulmanlı Yataklarla Yataklama. Y.Doç.Dr. Vedat TEMİZ. Esasları
 Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI
 TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K
 ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSDN018 teknik sartname dökünanı numarası ile verilen Universal Torna
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSDN018 teknik sartname dökünanı numarası ile verilen Universal Torna
Durumu: Aktif olarak kullanılmakta, çalışırken/imalat yaparken görülebilir/incelenebilir.
 No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde