MAK 113 ATEL Ğİ YE E TİMİ I
|
|
|
- Bercu Güneş
- 6 yıl önce
- İzleme sayısı:
Transkript
1 MAK 113 ATELYE EĞİTİMİ I





2 MÜHENDİS VE MÜHENDİSLİK İnsanların her türlü ihtiyacını karşılamaya dayalı yol, köprü, bina gibi tarım, beslenme gibi gıda; fizik, kimya, biyoloji, elektrik, elektronik gibi fen; uçak, otomobil, motor, iş makineleri gibi teknik ve sosyal alanlarda uzmanlaşmış, ş ş, belli bir eğitim ğ görmüş ş kimseye mühendis denir.



3 Örnek: Doğadağ ırmaklar akıp durmaktadır. Arazinin uygun bir yerinde ırmaklar baraj olarak değerlendirilebilinir. Mühendis; Irmağın saniyede akıttığı su miktarına Akış engellendiği andoğacak basınca Bu basınca dayanacak gövde boyutlarına Bu harcamalara gidecek para ile elde edilecek kârı, zamana bölerek ekonomik bir iş olup olmadığına ğ karar verir.
4 MAKİNE MÜHENDİSLİĞİ Makine Mühendisi, mühendislik yönünden makine ile uğraşan kişidir.imal edeceği bir makinenin; Ön etüdünü Plan ve projesini İmalatını Montajını Bakım ve onarımını n Revizyonunu yapar. Bir makine mühendisi i bu konularda başarılı olabilmesi i için i aşağıda ğ belirtilen bilgilere ihtiyacı vardır. Bunlarda; 1. M = Man = İnsan Gücü 2. M = Money = Sermaye 3. M = Motive-Power = Enerji kaynağı 4. M = Material = Hammadde 5. M = Machinery = Makine 6. M = Method = Üretim yöntemi 7. M = Management = Sevk ve İdare 8. M = Marketing = Pazarlama 9. T = Transportation = Taşıma
5 Makine ve Tesisat Makineler enerji dönüşümlerinde kullanılır. Enerji alırlar ve bu enerjiyi başka bir enerjiye dönüştürürler. Bu enerji alışverişinde mekanik bir hareket varsa adı makinedir. Enerji alıp vermede mekanik bir hareket yoksa adı tesisat veya donanım olur. Torna Tezgahı (Makine) Buhar Kazanı (Tesisat)
6 MAKİNELER VE SINIFLANDIRILMALARI İnsan emeği yerine makinelerden yaralanmayı düşünen ve makinelerin gelişmesi üzerinde sürekli çalışmalarda bulunan uluslar toplum olarak kalkınmışlardır.insanlarş için büyük kolaylık veyüksek verim sağlayanğ makineler uygarlığın gelişmesinde çok önemli rol oynamışlardır ve oynamaya da devam etmektedirler. Makineler iki gruba ayrılırlar Kuvvet (enerji üreten) makineleri Kuvvet (enerji üreten) makineleri İş makineleri
7 KUVVET MAKİNALARI Doğal kaynaklardaki mevcut enerjiyi, günlük yaşamda ve endüstride kumanda edilebilir olarak kullanılabilir hale getiren makinelerdir. Su motorları Hava motorları Isı motorları Hidrolik motorlar Pnömatik motorlar Elektrik motorları Nükleer motorlar Özel amaçlı motorlar Enerji üreten diğer sistemler









8 SU MOTORLARI HAVA MOTORLARI

 ile yakılır.")
9 İçten Yanmalı Motorlar Patlamalı Motorlar Benzinli Motor 4 zamanlı Dıştan ş Yanmalı Buhar Türbini Pistonlu Buhar Makinesi Hava+Benzin karışımı buji (kıvılcım çıkartarak) ile yakılır. Sıkıştırma oranı ε = 6-10 arasındadır

10



11 Yanmalı Motorlar Dizel motor 4 zamanlıdır.silindir içine sıkışan ş hava üzerine enjektör ile buhar şeklinde mazot zerrecikleri püskürtülür. Sıkıştırma oranı yüksek olduğundan (ε= arasında) mazot çabucak tutuşur. Kıvılcıma gerek yoktur.
12 Tepkili Motorlar Bu motorlarda motorun önünden hava emilir. Motor içinde sıkışmış yakıt vardır. Hava bu yakıtın içine hızla girince yakıt patlayarak yanar. Yanma odasının basıncı artar. Tıpkı şişmiş balondaki gibi yanmış gaz hızla dışarı çıkar. Dışarı çıkarken bu etkiye karşı bir tepki doğar. Tepkinin yönü etkiye zıt olduğundan uçak ileri doğru fırlar.
13
14 İŞÇİ SAĞLIĞI VEİŞ GÜVENLİĞİ NEDİR? İŞ GÜVENLİĞİ ; İŞYERLERİNDE İŞİN YÜRÜTÜMÜ SIRASINDA, ÇEŞİTLİ SEBEPLERDEN KAYNAKLANAN SAĞLIĞA ZARAR VEREBİLECEK ŞARTLARDAN KORUNMAK AMACIYLA YAPILAN SİSTEMLİ VE BİLİMSEL ÇALIŞMALAR BÜTÜNÜ. İŞYERLERİNDE ÇALIŞANLARIN SAĞLIKLI VE GÜVENLİ ÇALIŞMALARINI SAĞLAMAK ÜZERE ALINMASI GEREKEN TEDBİRLER DİZİSİDİR. İŞÇİ SAĞLIĞI VE İŞ GÜVENLİĞİ; SANAYİİ YÖNLENDİRECEK İNSAN SAĞLIĞININ KORUNMASINI SAĞLAYACAK TEDBİRLER İLE ÇALIŞMALARIN TAMAMINI KAPSAR.
15 GENEL HATLARIYLA İŞ GÜVENLİĞİ KENDİMİZİ VE İŞYERİNDEKİ ÜRETİM ARAÇLARINI TEHLİKELERDEN KORUMAKTIR. İŞ GÜVENLİĞİ; TEKNİK GÜVENLİK ANLAMINDA KULLANILMAKTADIR. İŞ GÜVENLİĞİ; İŞ KAZALARI VE MESLEK HASTALIKLARI İÇİN ÇALIŞMALARIN YAPILMASIDIR. İŞ GÜVENLİĞİ; KENDİMİZİN VE İŞİMİZİN AYRILMAZ PARÇASIDIR. İŞ GÜVENLİĞİ; İŞVEREN,İŞÇİ, DEVLET ÜÇLÜSÜNÜN İŞBİRLİĞİDİR.
16 İŞ KAZALARININ NEDENLERİ 1. İşçilerin belli bir eğitimden geçmeden işe başlamaları 2. İşyerlerinde iş güvenliğine gereken önemin verilmeyişi 3. İşverenlerin l i maliyeti arttırdığı ğ için i işçi i sağlığı ğ ve iş güvenliğine gereken önemin vermemeleri 4. Denetimin yetersizliği
17 KİŞİSEL SAĞLIĞIN, TEMİZLİK VE DÜZENİN ÖNEMİ İş kazaları istatistiklerinde düşme, çarpma sonucu meydana gelen kazalar yaklaşık %40 ı oluşturmaktadır. İşe girişte kişinin o işe uygun olup olmadığı sağlık muayenesi ile belirlenmelidir. İşe uygun olamayan yerlere ruhsat verilmemelidir. İşyerinin temiz ve düzenli tutulması işveren ve işçinin ortak sorumlu oldukları bir konudur. Atölye ile ilgiliili genel kurallar yazılı ve sözlü uyarılarla l çalışanlara bildirilmelidir. İş güvenliği konusunda seminer ve kurslar düzenlenmeli, işe yeni başlayanlar ön eğitimden geçirilmelidir.
18 UYGUNSUZ GİYİM VE SAÇ ŞEKLİNİN TEHLİKELERİ Atölye ve laboratuarlarda yapılan işe uygun şekilde giyinmek gerekir. Geniş kollar, gevşek kemerler ve boyun atkıları çalışmamıza engel olur dönen makinelere kolaylıkla kapılabilir. Makinelerde yapılan çalışmalarda ş saçlar uzun ve dağınık ğ şekilde olmamalıdır. Çalışma ş sırasında yüzük, bilezik ve kol saati takılmamalıdır. İşe gelirken sağlam ve düzgün ayakkabı giyilmelidir. Kadınlar yüksek topuklu ayakkabı giymemelidir. En uygunu bu amaçla yapılmış emniyet ayakkabılarının giyilmesidir.
19
20 KORUYUCU GÖZLÜKLER
21
22 MASKELER
23 KİŞİSEL Ş EMNİYET KURALLARI Yapılan işe uygun iş elbisesi seçmek, Dönen aletleri çalıştırmadan önce uzun saçları saklamak, Devamlı güvenlik gözlükleri kullanmak, kaynak için uygun başlık ve gözlük kullanmak, Makineler veya dönen aletler civarında çalışırken kravat, vb. şeyleri çıkartmak, Atölyede çalışırken değerli süs eşyalarını çıkarmak, Atölyede güvenliği ğ sağlamak ğ için devamlı tetikte olmak, Deriyi mikroplardan korumak için sabun ve su kullanmak.
24 GÜVENLİK RENKLERİ KIRMIZI: 1. Yangın söndürme teçhizatının bulunduğu yerler, 2. Taşınabilen sıvı yanıcı tankları, 3. Makine sistemlerinde acil durdurma düğmeleri ve kolları için kullanılır. SARI: 1. İhtar ve fiziksel tehlikeleri göstermek için, 2. Patlayıcı yanıcı maddeler için kullanılan çöp bidonları, 3. Tamir edilmekte olan teçhizatın kullanılmasını, çalıştırılmasını önlemek için ihtar, 4. Makinelerin çalıştırma yerleri ve güç kaynakların tanıtımı için kullanılır.
25 TURUNCU 1. Makinelerin tehlikeli parçaları, 2. Elektrik çarpmalarına sebep olabilecek güvenlik şalterleri ve parçaları, 3. Makaraların, dişlilerin, kesici uçların ve güç kaynağı çenelerinin açıkta kalan kısımlarının belirlenmesinde kullanılır. MOR Radyasyon tehlikesi MAVİ 1.Çalıştırma elemanlarına karşı, sistem çalışmakta iken dikkat edilmesi gerektiğini gösterir. 2. Cihaz üzerindeki mavi etiket, cihazın devre dışı olduğunu gösterir. YEŞİL 1. Güvenlik teçhizatının yerleri, 2. İlk yardım malzemelerinin yerlerinde kullanılır.
26 ACİL DURUM DÜĞMELERİ Çeşitli takım tezgâhlarında ve makinelerde bir tehlike anında sistemin ani olarak durdurulabilmesi için acil durum kapatma düğmeleri ğ kullanılır. Bu düğmeler operatörün kolayca ulaşabileceği yerlere monte edilmelidir. Düğmeler kırmızı renkli ve topuzlu olarak yapılırlar.
27 ELEKTRİKLİ ALETLER KULLANIRKEN GEREKEN GÜVENLİK ÖNLEMLERİ Bütün aletleri topraklayın. Uygun boyutta elektrik kablosu kullanın. Bütün aletleri uygun olarak muhafaza edin. Aletleri sıyrılmış ş kablo veya tehlikeli kordon ile kullanmayın. Elektrikli aletler kullanırken kuru yalıtkan yüzeyde durun.
28 AKIMA MARUZ KALAN KİŞİ NASIL KURTARILMALI? İlk yapılacak işlem mümkünse enerjiyi i kesmektir. kti Bu mümkün değilse yalıtkan bir çubukla kazalı ile enerjinin temasını kesmek gerekir. Kazalıya çıplak elle temas Kazalıya çıplak elle temas etmemeli aksi takdirde yeni bir kurtarıcıya ihtiyaç olacaktır.
29 YANGIN SÖNDÜRME TEÇHİZATI YANGIN ALARMLARI: 1. Elle çalışan sesli, 2. Otomatik duyuru yapan sistemler, 3. Elle camı kırılarak çalışan alarmlar. YANGIN SÖNDÜRME TEÇHİZATI: 1. Sulu sistemler (manuel veya otomatik püskürtmeli olabilir) 2. Basınçlı CO 2 gaz sistemi 3. Diğer sistemler (Köpüklü ve sulu sisli olabilir) 4. Yangın köşeleri
30 SAĞLIKLI, FİZİKSEL VE SOSYAL YÖNDEN TAM BİR İYİLİK HALİ İÇİNDE YAŞAMAKTIR
31 İŞ GÜVENLİĞİ POLİTİKASI Şirketimizin iş güvenliği politikası tüm çalışanlarımızın VAZGEÇİLMEZ önceliği ğ ve işinin ş ayrılmaz bir parçasıdır. Bu hedefe ulaşmak kararlılığı, tesislerde çalışan müteahhit elemanları için de geçerlidir. İŞ GÜVENLİLİĞİNİ SAĞLAMAK HER İŞYERİNİN KENDİ SORUMLULUĞUDUR. İş Güvenliği, verimlilik, kalite ve çevre performansları ile en üst dereceden izlenir. İŞ GÜVENLİĞİ KONUSUNDA SORUMLULUK EN ÜSTTEN EN ALT SEVİYEYE KADAR TÜM ÇALIŞANLARIMIZIN TEMEL GÖREVLERİNİN BAŞINDA YER ALIR. Risklerin bertarafı için İş Güvenliği, mühendislik ve bakım faaliyetlerinin bütün aşamalarında göz önünde bulundurulur.










32 YASALAR ÇIKARMAK DENETLEMEK TEKNİK ÇALIŞMALARIN ALT YAPISINI OLUŞTURMAK İŞ GÜVENLİĞİ KURAL VE TALİMATLARINA UYGUN ÇALIŞMA DÜZENİNİ KORUMAK YASALARA UYGUN İŞYERİ KURMAK TEKNİK GÜVENLİK KONULARINDA ÇALIŞMALAR YAPILMASINI SAĞLAMAK EMNİYETSİZ DURUMLARIGİDERMEK












33 VATANDAŞLARIN MUTLU YAŞAMLARINI, SAĞLIĞINI DÜŞÜNMEK VE SAĞLAMAK İÇİN. CANLARI YANAN KİŞİLER OLARAK MADDİ VE MANEVİ ÇIKARLARI NEDENİYLE. İŞ GÜVENLİĞİ İLE YAKINDAN İLGİLENMEK ZORUNDADIR.
34 MADDE 77 : Her işveren, İşyerinde iş sağlığı ve güvenliğinin sağlanması için gerekli her türlü önlemi almak,araç ve gereçleri noksansız bulundurmak,işyerlerinde alınan iş sağlığı ve güvenliği önlemlerine uyulup uyulmadığını denetlemek, işçileri karşı karşıya bulundukları mesleki riskler,alınması gerekli tedbirler yasal hak ve sorumlulukları konusunda bilgilendirmek ve gerekli iş sağlığı ve güvenliği eğitimini vermek zorundadırlar. Her işçi de; İşçi Sağlığı ve iş güvenliği konusunda alınan her türlü önleme uymakla hükümlüdür.
35 H- İşçinin yapmakla ödevli bulunduğu görevleri kendisine hatırlatıldığı halde yapmamakta ısrar etmesi. I- İşçinin kendi isteği veya savsaması yüzünden işin güvenliğini tehlikeye düşürmesi, işyerinin malı olan veya malı olmayıp ta eli altında bulunan makineleri,tesisatı veya başka eşya ve maddeleri otuz günlük ücretinin tutarıyla ödeyemeyecek derecede hasara ve kayba uğratması halinde; İŞVEREN VEYA VEKİLİ TARAFINDAN İŞ AKİDLERİNİ TAZMİNATSIZ OLARAK FESHEDEBİLİR.
36 SİGORTALININ KASDİ VE SUÇ SAYILIR HAREKETİ; KASDİ VE ŞUÇ SAYILIR BİR HAREKETİ YÜZÜNDEN İŞ KAZASINA UĞRAYAN, MESLEK HASTALIĞINA TUTULAN VEYA HASTALANAN SİGORTALIYA GEÇİCİ İŞ GÖREMEMEZLİK GELİRİ VERİLMEZ.SİGORTALIYA YALNIZ GEREKLİ SAĞLIK YARDIMLARI YAPILIR.
37 MADDE 11 İŞ KAZASI AŞAĞIDAKİ HAL VE DURUMLARDAN BİRİNDE MEYDANA GELEN, SİGORTALIYA HEMEN veya SONRADAN BEDENCE VE RUHCA ARIZAYA UĞRATAN OLAYDIR. SİGORTALININ İŞYERİNDE BULUNDUĞU SIRADA İŞVEREN TARAFINDAN YÜRÜTÜLMEKTE OLAN İŞ DOLAYISIYLA SİGORTALININ, İŞVEREN TARAFINDAN GÖREV İLE BAŞKA BİR YERE GÖNDERİLMESİ YÜZÜNDEN ASIL İŞİNİ YAPMAKSIZIN GEÇEN ZAMANLARDA EMZİKLİ KADIN SİGORTALININ, ÇOCUĞUNA SÜT VERMEK İÇİN AYRILAN ZAMANLARDA SİGORTALILARIN,İŞVERENCE SAĞLANAN BİR TAŞITLA İŞİN YAPILDIĞI YERE TOPLU OLARAK GÖTÜRÜLÜP GETİRİLDİĞİ SIRADA
38 MAKİNE PARÇALARININ SINIFLANDIRILMASI
39 KAMALAR

40 Mil üzerinde çalışan mille, birlikte dönmesi istenen dişli çark kasnak kavrama gibi makine parçalarını sökülebilir biçimde bağlayan elemanlara kama denir. Enine Kamalar Mil eksenine dik çalışırlar bir tarafı yada iki tarafı eğimli yapılabilirler. Eğimleri 1/10-1/40 arasında değişir. Millerin eklenmesinde, Konik geçmelerin emniyete alınmasında,ayar işlerinde kullanılırlar.
41 Boyuna Kamalar Mil eksenine paralel çalışan kamadır Mil ve üzerindeki Mil eksenine paralel çalışan kamadır. Mil ve üzerindeki elemanlar arasında bağlantı sağlayarak moment iletir.
42 Teğet Kamalar Büyük momentlerin iletilmesinde kullanılır. Mil üzerinde 120 aralıklarla simetrik ve çift olarak takılır.
43 Eğimli Kamalar Mil üzerindeki kama kanalına oturan alt yüzeyi düz göbeğe geçen üst yüzeyi eğimli olan kamalardır. Değişik tipleri vardır. Eğimli düz kama Eğimli düz, oyuklu kama



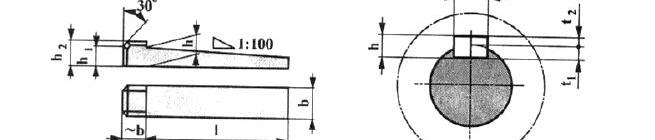
44 Eğimli düz, yassı kama Eğimli düz, oyuklu, çakma kama
45
46
47 PİMLER Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir.
48 Silindirik Düz Pim Silindirik Düz Pim Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur. Tür A da bir ucu 15 pahlı diğer ucu bombeli, tür B de ise iki ucu 15 pahlı şekilde yapılırlar
49 Silindirik İç Vidalı Sertleştirilmiş Pim Bu pim genellikle el takımları, kalıplar, ölçme avadanlıklarında kullanılır. Ancak özel çektirme düzenekleri veya cıvata kullanılarak yerinden sökülebilirler. Bir ucu 15 pahlı, diğer ucu çapa uygun delik delinerek iç vida açılmıştır. Şekilde görüldüğü gibi iki tipi vardır.

50 Dış Vidalı Konik Pim Bu pimin dışına vida açılmıştır takıldığı yerden somunla çektirilerek çıkartılır. İç Vidalı Konik Pim Bir ucu kapalı konik pim deliklerinde kullanılır. Cıvata yada pim çıkartma aparatıyla yerinden çıkartılır.
51 Yivli - Kertikli Pimler Bu pimler 8 farklı standartta toplanmıştır. Ortak özellikleri pim çubuğunun çevresine 120 aralıkla açılmış 70 lik V biçimli üç adet yivin pim çapını büyütmesidir. Yivleri özel tezgahlarda açılır. Bu pimlerin kullanıldığı deliklerde rayba çekmeye gerek yoktur. Sakıncaları sık sökülüp takılan yerlerde zamanla hassasiyetleri azalır.
52


53 Yaylı Pimler Boydan boya kanal açılmış uç kısımları pahlı yay çeliğinden yapılmış boru biçimli pimdir. Avantajları: 1. Titreşimli ortamlara elverişlidir. (Kendiliğinden gevşemez) 2. Aynı delikte cıvata ve somunla birlikte büyük çaplı olanlar kullanılabilinir. 3. Zorlama anında kesilmezler kırılırlar. Kırık parçalar delik içinde kalmaz.




54 Maşalı (Gupilya) Pimler Perno, mil, cıvata üzerine takılan, elemanların kendiliğinden sökülmesini önleyen, yarım daire kesitli çubuğun maşa biçiminde katlanmasıyla elde edilen pimdir.
55





56
57 VİDALAR Silindirik veya konik iç veya dış ş yüzeylere y açılmış ş helisel oluklara vida denir. Vidaların sınıflandırılması aşağıdaki tabloda gösterilmiştir.
58 Diş Üstü Çapı :Vida açılmış silindirin çapıdır. Pratikte anma ölçüsü olarak adlandırılır. Adım : Vida için belirleyici elemandır. Vidalarda iki diş arasındaki uzaklık ya da vidanın bir turda aldığı yoldur. Bölüm Dairesi Çapı : Vidanın diş üstü çapı ile diş dibi çapı arasından geçen çapın ölçüsüdür.normalde böyle bir çap yoktur. Hesaplamalarda kullanılır. Diş Dibi Çapı : Vidanın diş dibinden ölçülen çaptır. Diş üstü çapından iki diş yüksekliğinin çıkarılmasıyla bulunur.


59 Diş : Helisel vida kanalı açıldıktan sonra oluşan çıkıntılardır. Vida dişleri çeşitli profillerde olabilir. Ancak bir vidanın bütün dişleri aynı profildedir. Diş Yüksekliği : Vidanın diş üstü ile diş dibi çapı arasında kalan, tek taraflı uzaklıktır. Vida Eğim Açısı : Vida dişlerini oluşturan helis eğrisinin, bölüm dairesi açınım doğrusu ile yaptığı açıdır.
60 Ölçü Sistemine Göre Vidalar Metrik Vidalar : Vida elamanı boyutlarının birimi (mm) dir. İki diş arası adım olarak ifade edilir. Whitworth Vidalar: Vida elamanı boyutlarının birimi (inç) tir.adım değeri yerine bu vidalarda 1" (25,4mm) uzunluktaki diş sayısı esas alınır
61 Metrik Üçgen Vida (Normal diş) Metrik üçgen vidaların ince dişli olanları da imal edilir. Bunlar sarsıntılı ve titreşimli ortamlarda kullanmaya elverişlidir. Normal diş vidalarına göre kendiliğinden sökülmeleri zordur. Küçük döndürme momentleri ile büyük sıkma kuvvetleri elde edilir. Küçük adımlı oldukları için sızdırmazlık amacıyla kullanılırlar. Kopma dirençleri yüksektir. Whitworth Üçgen Vida Ölçüler inç sistemine göre verilmiştir. Whitworth üçgen vidaların ince dişli olanı da vardır.
62 Amerikan (Unified Screw Thread (UST)) Vidaları Bu vidalar Amerikan standartlarına dayanır. Kaba olanları UNC (coarse thread series), ince olanları UNF(fine thread series), çok ince olanları UNEF (extra fine thread series) olarak gösterilir. Ölçüleri inç sistemine göre verilir. Tepe açıları 60 dir. Normal whitworth vidalar gibi gösterilir. 1 den 12 ye kadar numaralandırılmıştır. Trapez Vidalar Tepe açısı 30 olan kesik üçgen şeklindeki bu tip vidalar ince kaba şekildeüretilirler. Bu vidanın sembolü Tr şeklindedir. Hareket iletmek amacıyla tezgah tablosunda vidalı preste ve mengene mili gibi yerlerde kullanılır.
63 Testere Dişli Vidalar Bu vidaların diş profilleri testere dişine benzer genellikle tek yönlü kuvvet ve hareket iletiminde kullanılırlar. Tepe açısı 30 olup tek yönlü olarak yapılmıştır. Diş dipleri yuvarlatılmıştır. Diş üstü çapına doğruda 3 lik açı verilmiş ve böylece tepe açısı 33 ye yükseltilmiştir. Dayanımları yüksektir. Diş profilinin özelliğinden ötürü vidalı preslerde yaygın kullanılır. Te sembolüyle gösterilir.
64 Yuvarlak Vidalar Hareket vidasıdır. Tepe açısı 30 dir. Diş ş dibi ve diş ş üstü yuvarlatılmıştır. ş Diş ş profilleri yuvarlak olduğu için sürtünme azdır. Su vanaları, hortum bağlantı rekorları, plastik ve camların kapak vidaları gibi yerlerde kullanılır. Yv ile gösterilir. Adımları (P) 1" teki diş sayısı olarak verilir.
65 Kare Vidalar Hareket vidalarıdır. Diğer vidalara göre yapımı çok kolaydır. İnç ve mm ölçülerde yapılır. İhtiyaca cevap verecek şekilde istenilen adımda kare vidası açılabilir. Standardı yoktur. Sembolü Kr dir. Adımı mm için tablodan seçilirken inçli ölçülerde 1" teki diş sayısı olarak verilir.
66 Adım Aralığına Göre Vidalar Normal Diş Vidaları : Metrik yada whitworth standart üçgen vidalardır. Kısa gösterimleri M12, W 5/8 " İnce Diş Vidalar : Diş üstü çapları normal diş vidalarıyla aynı, parmaktaki diş sayısı daha fazla olan vidadır. Kısa gösterimlerde diş üstü çapı adım yada parmaktaki diş sayısı s ile ifade edilir. Örneğin M12 x 1,5 W15,88 x 1/18 " gibi. İnce dişli vidalar yüksek dayanım, sızdırmazlık ve ayar gereken yerlerde kullanılırlar. Ağız Sayısına Göre Vidalar Tek Ağızlı Vidalar : Vidaya tam alın yüzeyinden bakıldığında başlangıcı tek ağızlı olan vidadır. Genellikle bütün vidalar tek ağızlıdır. Gösterimleri M 10, W 1/2 " gibi Çok Ağızlı Vidalar : Vidaya tam alın yüzeyinden bakıldığında başlangıcı birden fazla ağza sahip olan vidalardır. Çok ağızlı yapmaktan maksat diş derinliğini arttırmadan vida adımını büyütmektir. Örneğin et kalınlığı az küçük çaplı millere çok ağızlı vida açılması tercih sebebidir. Gösterimi i Kr40x8 P4 şeklindedir. d di Burada 40mm diş dibi çapı, 8 mm adımı, P4 ağız adımı 4mm, dolayısıyla ağız sayısı = 8 / 4 = 2 ağız şeklinde yorumlanmalıdır.
67 Kullanma Amacına Göre Vidalar Bağlantı Vidaları : Genelde üçgen profilli metrik ve inç olabilir. 2 veya daha fazla parçayı birbirine bağlamak amacıyla kullanılırlar. Hareket Vidaları : Hareket ve kuvvet iletmek amacıyla kullanılan KARE, TRAPEZ, TESTERE ve YUVARLAK profilli vidalardır. rçoğunlukla mengenelerde, preslerde,tornalarda, frezelerde ve takım tezgahlarının tabla hareketlerinde kullanılırlar. Helis Yönüne Göre Vidalar Sarım ve ilerleme yönüne göre yapılan sınıflandırmadır. 1. Sağ Helis Vidalar : Saat ibresi yönünde dönerek ilerleyen vidadır. Aksi söylenmedikçe tüm vidalar sağ helisli vidadır. 2. Sol Helis Vidalar : Saat ibresinin tersi yönünde dönerek ilerleyen vidalardır.
68
69 Kullanım Alanına Göre Vidalar Ağaç vidaları, saç vidaları ve boru vidaları şeklinde sınıflandırılırlar. 1. Ağaç Vidaları : Ahşap bağlantılarında kullanırlar. Profilleri üçgen olup diş boşlukları diş dolusuna göre daha fazladır. Diş açılan yüzey genellikle koniktir. Piyasada ağaç vidası olarak anılırlar. 2. Sac Vidaları : Sac bağlantılarında kullanılan vidalardandır. Ağaç vidalarına benzerler. Uç kısımları koniktir. Delik delindikten sonra vida dişini kendileri açarlar. Piyasada sac vidası olarak anılırlar. 3. Boru Vidaları : Sabit ve rakorlu boru bağlantılarında üçgen profilli olarak kullanılan vidalardır. Diğer vidalarda olduğu gibi diş üstü çapıyla değil boru iç çapıyla anılırlar. Metrik ve inç ölçülerinde yapılırlar.
70


71 A SCREW MANUFACTURING PROCESS (VİDA İMALATI)
72 Vida Dişlerinin Açılması Vida dişleri ya talaş kaldırılarak veya talaş kaldırılmadan açılırlar. Üçgen profilli vida dişlerinin talaş kaldırılarak açılmasında kılavuz ve pafta adı verilen takımlar kullanılır. Kılavuzlar : Deliğin içine diş açmak için kullanılırlar. Standart olan her vida için kılavuz takımı gerekir. Piyasada normal diş kılavuz takımları 3 lü, ince diş kılavuz takımları 2 li, makine kılavuzları tekli seriler halindedir.




73 KILAVUZ ÇEKME MAKİNASI
74 Paftalar Dış yüzeylere diş açmak için kullanılırlar. Standart olan her dış vida için bir pafta gereklidir. Piyasada paftalar lokmalı, yarıklı ve kapalı tipte bulunurlar.
75
76 CIVATA SOMUN ve RONDELALAR
77 Cıvatalar Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida profillidir. TSE de baş kısımlarına göre cıvata çeşitleri şu şekildedir. Altı Köşe Başlı Cıvatalar Çok geniş kullanım alanı vardır. Genellikle sade, adi karbonlu çelikten yapılırlar. Cıvata başı üzerinde üretici firma, vidanın cinsi (metrik whitworth) mukavemet sınıfı belirtilir. Mukavemet sınıfı cıvata malzemesinin akma ve kopma değerini ifade eder.
78 Şekildeki cıvata metrik olup 1. rakam 10 la çarpılırsa 8 x 10 = 80 dan/mm2 = 800 Mpa kopma mukavemetini, 1 rakam 2 rakamla çarpılarak 8 x 8 = 64 dan/mm2 = 640 MPa 1. rakam 2. rakamla çarpılarak 8 x 8 64 dan/mm2 640 MPa 2. akma mukavemetini belirtir.
79 Dört Köşe Başlı Cıvatalar mukavemet sınıfında faturalı, uzun memeli, kısa memeli olarak üç değişik türü vardır. Cıvatanın uç kısmında kalan diş açılmamış yere meme denir. Takım tezgahlarında tespit cıvatası olarak kullanılır.
80 Silindirik Başlı Altı Köşe Yuvalı Cıvata (allen başlı) mukavemet sınıfında allen anahtarla sökme takma işlemi yapılabilen cıvata başının dışarıda kalması istenmeyen, dişli kutusu kapağı, flanş, kalıp gibi yerlerde kullanılır.




81 Çekiç Başlı Cıvatalar mukavemet sınıfında tırnaklı yada kare boyunlu biçiminde tezgah tablalarına iş yada aparat bağlamak amacıyla kullanılan cıvatalardır.
82 Yuvarlak (Bombe) Başlı Cıvatalar mukavemet sınıfında başları yarım yuvarlak ve düz tornavida kanallı cıvatalardır. Kalınlığı az olan parçaların bağlanmasında kullanılırlar. Mercimek Başlı Cıvatalar ş Baş büyüklüğüne tornavida kanalının şekline ve gövdesinin biçimine göre yapılmışlardır. Şekilleri aşağıda görülmektedir.
83 Havşa Başlı Cıvatalar mukavemet sınıfında baş kısımları 90 açılı, havşa yüzeyi ile bağlanacak elemanı aynı konuma getiren cıvatadır. Cıvata başının yuva içinde kalması istenen yerlerde kullanılır.
84 Kelebek Başlı Cıvata Elle sıkılıp sökülen bir cıvata türüdür. Tırtıl Başlı Cıvatalar Elle sökülüp sıkılmaya uygun cıvatadır. Tespit vidası ve ayar vidası olarak ölçü aletlerinde iş ş tezgahlarında kullanılır. Halka Başlı Cıvatalar Tezgahları ve avadanlıkları kaldırmak ve taşımak amacıyla kullanırlar. Taşınacak elemanın üzerine takılırlar.
85 Sac Cıvataları İnce metal ve plastik levhaların bağlantısında kullanılır. Bağlantı yapılacak parçalara uygun çapta delik delindikten sonra cıvata kendi profiline uygun diş açarak bağlantıyı sağlar. Kılavuz Sac Cıvataları Uç kısmındaki kesici ağız (matkap ucu) yardımıyla delik delip vida dişini açacak şekilde yapılmışlardır.
86 SOMUNLAR Somun İç yüzeyine vida açılmış dış yüzeyi altıgen, kare, yuvarlak yada farklı profilde olan saplama veya cıvatalarla birlikte kullanılan makine elemanlarına somun denir. Mukavemet sınıfları gibi tek rakam grubuyla ifade edilirler. Somunlar dış biçimlerine i i göre aşağıdaki ğ şekilde sınıflandırılırlar; l l Altı Köşe Somun Geniş kullanım alanına sahiptir. Örneğin Taçlı somun (sökülmeye karşı emniyet istenen yerlerde gupilya ile birlikte kullanılır.) Faturalı somun (geniş baskı yüzeyi oluşturmak amacıyla rondelasız kullanılır.) l )Bombeli somun (alın yüzeyi bombelidir, oynak mafsallı bağlantılarda kullanılır.) Şapkalı somun (rutubetli ortamlarda kullanılır.) Kanallı somun (mil uçlarında vida çalışma ş boşluğunu ş ğ ayarlamak için kontra somun olarak kullanılır.)
87
88
89 SAPLAMALAR İki ucuna farklı boylarda vida açılan başsız silindirik çubuklara saplama adı verilir. Mukavemet sınıfı şeklindedir. Saplamalar genellikle gövde üzerine açılan kör deliklerde kullanılır. Saplamanın bir ucu vida açılan deliğe takılır, diğer ucuna somunla bağlantı yapılır. Saplamayı gövde üzerine takarken vida açılmamış kısımdaki anahtar ağzından veya kontra somundan yararlanırız.
90




91 BOLT AND NUT MANUFACTURING PROCESSES (CIVATA VE SOMUN İMALATI)


92 PERÇİNLER Makine parçaları olan saçlar, levhalar, kayış, balata gibi elemanların sökülemez biçimde birleştirilmesinde kullanılan bir başı hazır diğer başıda montajla biçimlendirilen i il silindirik ik parçalara PERÇİN denir. Perçinlerde başlarına göre yuvarlak,mercimek, havşa, havşamercimek, düz,patlamalı, kör perçin şekilde adlandırılırlar.



93 Perçinleme işleminin yapılışı Bir başı hazır olarak gelen perçin,perçin deliğinden geçirilir,perçin zımbası ve çekiçle şekillendirilir.kalıpla yapılan perçinleme de ise bu işlem preslerde sıcak ya da soğuk olarak gerçekleştirilir.perçin yüzeyleri temiz ve düzgün olmalıdır.soğuk yapılan perçinlere normalleştirme tavı uygulanmalıdır.
94 Perçinleme Çeşitleri Perçinlenen parçanın konumuna göre ; Bindirmeli,yamalı perçinleme Perçinin kesim sayısına göre ;Bir-iki-üç kesimli perçinleme Perçin sırasına göre ;birsıralı sıralı,iki sıralı perçinleme Perçinleme amacına göre ; Sağlam, sızdırmaz, sağlam-sızdırmaz perçinleme Özel perçinleme ; Özel tip perçinlerle yapılır.
95 Çektirmeli Perçinleme Kör perçin kullanılarak yapılan perçinleme,perçin çivisi ve perçin gövdesi adı verilen iki parçadan oluşur.gövde yumuşak malzemeden,perçin çivisi ise çelikten yapılmıştır.şekilde görüldüğü gibi tek tarafından çalışma imkanı olan yerlerde kullanılır. Perçin çivisi gövde içine takılı durumdadır.delik içine takılan perçinin dışarıda kalan uç kısmı,çektirme apartıyla çekilerek perçinleme yapılır.çekme sonucu çentikli kısımdan kopan çivinin uç kısmı atılır.çivinin baş kısmı ise gövde içinde kalır.böylece perçinin ikinci baş kısmı oluşur.
96 Patlamalı Perçin Patlamalı Perçin Gövdesi içine patlayıcı kapsül yerleştirilen perçindir.perçin başına bastırılan sıcak zımba, kapsülü patlatır.patlama sonucu perçin başı oluşur.alüminyum ve alüminyum alaşımlarının birleştirilmesinde kullanılır.
97 SICAK GEÇME Malzemelerin genleşme ve büzülme özelliklerinden faydalanarak yapılan bağlantılara sıcak geçme denir. Büyük değerli momentlerin iletilmesinde kullanılır. Kamalı, cıvatalı, vb. bağlantılara göre yapımı daha kolay ve ucuzdur. Büyük boyutlu mil-göbek bağlantılarında kullanılır. Mil ölçüsü delik ölçüsünden büyük olmalıdır. Genleşme: Malzemenin ısı etkisiyle i boyutlarının büyümesidir. ü Isınan malzemenin boyutları büyür. Büzülme: Genleşmenin tersine malzemenin soğuma etkisiyle boyutlarının küçülmesidir. Soğuyan malzemelerin ölçüleri küçülür. Malzemelerde görülen genleşme ve büzülme olayı, büyük boyutlu veya ince uzun parçalarda daha belirgindir.demiryolu i i l raylarının uç uca eklenirken belli oranda aralık bırakılması, enerji hatlarının yazın sıcak havalarda sarkması bu nedenledir. Büyük çaplı rulman kasnak mil-göbek bağlantılarındağ sıcak geçme işlemi yaygın olarak kullanılır.
98




99 SHRINK FIT (SIKI GEÇME)





100 ÖLÇME TEKNİKLERİ KUMPASLAR
101 KUMPASIN TANITIMI
102 How to read a vernier caliper First, read the graduation on main scale just before vernier scale starts (i.e. 19th graduation which gives 19 mm) Next, read the graduation on vernier scale where two graduation lines on main and vernier scales perfectly match (i.e. 32 nd graduation which gives 32 * 1/50 = 0.64 mm) Then, add fine reading into main reading (i.e = mm)
103 KUMPAS TİPLERİ









104 Vernier Height Gauges (MİHENGİR)
105


 -")
106 1/10 mm lik Kumpaslar Kumpasın Hassaslığının Bulunuşu Temel Kural = Cetvelde iki çizgi aralığından, vernierdeki iki çizgi aralığı farkıdır. Temel Kuralın Uygulanışı (1 mm) - (9/10 mm) = = 0.1 mm = ONDA BİR
107 1/10 mm lik BİR KUMPAS 10.0 mm mm 29.9 mm mm 411mm mm 23.5 mm mm 57.2 mm yi ÖLÇER mm yi ÖLÇEMEZ. Noktadan sonra tek rakam ve birin katlarını ÖLÇER. Noktadan sonra iki rakam fazla hassasiyet demektir
108 How to read a vernier caliper First, read the graduation on main scale just before vernier scale starts (i.e. 19th graduation which gives 19 mm) Next, read the graduation on vernier scale where two graduation lines on main and vernier scales perfectly match (i.e. 32 nd graduation which gives 32 * 1/50 = 0.64 mm) Then, add fine reading into main reading (i.e = mm)
109 UYGULAMA -1 CEVAP 10.9 mm
110 UYGULAMA -2 CEVAP 24.6 mm
111 UYGULAMA -3 CEVAP 39.5 mm
112 MİKROMETRELER Mekanik Kumpaslarda maksimum hassasiyet 1/50 likte 0.02 mm olarak bulunmuştur mm hassasiyetinde işleme için tasarımı daha farklı olan mikrometreler geliştirilmiştir. Mikrometreler de iç çap, dış çap ve derinlik ölçerler.
113
114 Mikrometrelerin ee öçü ölçü aralıkları a a farklıdır.
115
116
117 Kullanım yerlerine göre özel mikrometreler geliştirilmiştir. V - yataklı mikrometreler
118 Seri imalatlarda kalite kontrol için ayaklı mikrometre
119 Seri imalatlar için mikrometre
120 Seri imalatlar için kadranlı mikrometre






121
122
123 Ölçü Saatleri (Komparatörler)
124 Mukayese amacı ile kullanıldıkları ld kl için i ölçü saatlerine komparatör adı da verilir. Ölçü saatleri kolay ölçüm yapabilmek için bir SEHPA veya SABİT ÖLÇÜ AYGITLARINA bağlanırlar. ğ Boyutların; Mukayeseli ölçümlerinde Küçük ölçü farklarının okunmasında Geometrik biçim değişimlerinin kontrolünde kullanılan ölçü aletleridir. Hassasiyetleri:0.01mm ile mm arasında değişir Ölçü aralıkları: mm mm 0-1 mm 0-5 mm 0-10 mm 0-30 mm arasında olabilir.
125 Ölçü saatleri ile; 1. Dış çap kontrolü 2. Aynı anda çok boyutlu kontrol 3. İç çap kontrol 4. Doğrusal hareketin kontrolü 5. Yükseklik kontrolü 6. Yüzeye diklik kontrolü 7. Karşılıklı konum kontrolü 8. Derinlik kontrolü 9. Salgı kontrolü 10. Üretim kontrolü yapabiliriz.





126 Ölçü saatlerinde TOLERANS SINIRLAMA ARALIĞI mevcuttur. (+) ve (-) tolerans miktarları elle ayarlanır.







127 Komparatör ve ölçü saatlerinin parça uygulamalarında kullanılan sehpa ve ayakları
128
129




130
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
Genel Doküman / Public Document MAKİNE ELEMANLARI
 MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
ÖĞRENME FAALİYETİ - 1 ÖĞRENME FAALİYETİ - 1
 ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ - 1 Uygun ortam sağlandığında standart makine elemanlarının çizimlerini ve standart makine elemanları ile birleştirme çizimleri yapabileceksiniz. ARAŞTIRMA
ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ - 1 Uygun ortam sağlandığında standart makine elemanlarının çizimlerini ve standart makine elemanları ile birleştirme çizimleri yapabileceksiniz. ARAŞTIRMA
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU MAKİNE PARÇALARINI ETKİLEYEN KUVVETLER VE GERİLMELER
 MAKİNE PARÇALARINI ETKİLEYEN KUVVETLER VE GERİLMELER Dış Kuvvetler : Katı cisimlere uygulanan kuvvet cismi çekmeye, basmaya, burmaya, eğilmeye yada kesilmeye zorlar. Cisimde geçici ve kalıcı şekil değişikliği
MAKİNE PARÇALARINI ETKİLEYEN KUVVETLER VE GERİLMELER Dış Kuvvetler : Katı cisimlere uygulanan kuvvet cismi çekmeye, basmaya, burmaya, eğilmeye yada kesilmeye zorlar. Cisimde geçici ve kalıcı şekil değişikliği
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
KAMALAR, PİMLER, PERNOLAR
 KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
CIVATA BAĞLANTILARI. DEÜ Makina Mühendisliği Böl. Çiçek ÖZES
 CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
İŞÇİ SAĞLIĞI VE İŞ GÜVENLİĞİ EĞİTİMİ İLKER KIYAK MAKİNE MÜHENDİSİ İSG UZMANI ( A SINIFI )
") İŞÇİ SAĞLIĞI VE İŞ GÜVENLİĞİ EĞİTİMİ İLKER KIYAK MAKİNE MÜHENDİSİ İSG UZMANI ( A SINIFI ) AMAÇLARIMIZ/KAZANÇLARIMIZ İş kazaları ve Meslek Hastalıklarını; sıfıra yaklaştırmak, Acil durumlarda; yanıt verme/
İŞÇİ SAĞLIĞI VE İŞ GÜVENLİĞİ EĞİTİMİ İLKER KIYAK MAKİNE MÜHENDİSİ İSG UZMANI ( A SINIFI ) AMAÇLARIMIZ/KAZANÇLARIMIZ İş kazaları ve Meslek Hastalıklarını; sıfıra yaklaştırmak, Acil durumlarda; yanıt verme/
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
VİDALI BİRLEŞTİRMELER
 VİDALI BİRLEŞTİRMELER MAKİNA: Güç iletme, değiştirme veya biriktirme gibi işlevlere sahip; civata, kama, yatak, mil, dişli çark gibi makina elemanlarının birleştirilmesiyle meydana getirilen sistemdir.
VİDALI BİRLEŞTİRMELER MAKİNA: Güç iletme, değiştirme veya biriktirme gibi işlevlere sahip; civata, kama, yatak, mil, dişli çark gibi makina elemanlarının birleştirilmesiyle meydana getirilen sistemdir.
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ
 MÜHENDİSİN TANIMI MAKİNE MÜHENDİSLİĞİNE GİRİŞ MÜHENDİS VE MÜHENDİSLİK Mühendis, dar anlamda geometriyi kullanan demektir. Geniş anlamda ise insan yaşantısını daha iyiye götürmek için doğa verilerinden
MÜHENDİSİN TANIMI MAKİNE MÜHENDİSLİĞİNE GİRİŞ MÜHENDİS VE MÜHENDİSLİK Mühendis, dar anlamda geometriyi kullanan demektir. Geniş anlamda ise insan yaşantısını daha iyiye götürmek için doğa verilerinden
BÖLÜM 1. VİDALAR, CİVATALAR VE SOMUNLAR
 BÖLÜM 1. VİDALAR, CİVATALAR VE SOMUNLAR α Şekil 1.1. Vida helisi oluşumu Şekil 1.2. Vida elemanları Makine parçalarının birbiri ile bağlanmasını sağlayan çeşitli birleştirme şekilleri vardır. Bunlar Hareketli
BÖLÜM 1. VİDALAR, CİVATALAR VE SOMUNLAR α Şekil 1.1. Vida helisi oluşumu Şekil 1.2. Vida elemanları Makine parçalarının birbiri ile bağlanmasını sağlayan çeşitli birleştirme şekilleri vardır. Bunlar Hareketli
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ
 10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ
 10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
CIVATA BAĞLANTILARI. DEÜ Makina Elemanlarına Giriş M. Belevi, Ç. Özes, M. Demirsoy
 CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşlarının, silindir
CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşlarının, silindir
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
04.01.2016 CIVADA TANIMI VE ÇEŞİTLERİ OVALAMA TEKNİĞİ İLE VİDA AÇMA CIVATA ÇEŞİTLERİ CIVATA ÇEŞİTLERİ
 OVALAMA TEKNİĞİ İLE VİDA AÇMA HAZ.: Doç. Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri, Furkan Ofset, 2002. 2-www.muhendislikbilgileri.com CIVADA TANIMI VE ÇEŞİTLERİ CIVATALAR: Özel baş
OVALAMA TEKNİĞİ İLE VİDA AÇMA HAZ.: Doç. Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri, Furkan Ofset, 2002. 2-www.muhendislikbilgileri.com CIVADA TANIMI VE ÇEŞİTLERİ CIVATALAR: Özel baş
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
MAKİNE MÜHENDİSLİĞİNE GİRİŞ
 MÜHENDİSİN TANIMI MAKİNE MÜHENDİSLİĞİNE GİRİŞ MÜHENDİS VE MÜHENDİSLİK Mühendis, dar anlamda geometriyi kullanan demektir. Geniş anlamda ise insan yaşantısını daha iyiye götürmek için doğa verilerinden
MÜHENDİSİN TANIMI MAKİNE MÜHENDİSLİĞİNE GİRİŞ MÜHENDİS VE MÜHENDİSLİK Mühendis, dar anlamda geometriyi kullanan demektir. Geniş anlamda ise insan yaşantısını daha iyiye götürmek için doğa verilerinden
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
Pano Kalınlığı M M M M
 BRT 1708 1 Birleştirme Somunu Dik açılı bir bağlantı gerektiği yerlerde Birleşik Rakor Somunlarıyla kullanılmak üzere tasarlanmış Maliyet etkin bir çözüm için Çinko Alaşım M6 Somunları tedarik edilir.
BRT 1708 1 Birleştirme Somunu Dik açılı bir bağlantı gerektiği yerlerde Birleşik Rakor Somunlarıyla kullanılmak üzere tasarlanmış Maliyet etkin bir çözüm için Çinko Alaşım M6 Somunları tedarik edilir.
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Cıvata ve somun-flipped classroom Bağlama Elemanları
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Cıvata ve somun-flipped classroom Bağlama Elemanları İçerik Giriş Vida Vida çeşitleri Cıvata-somun Hesaplamalar Örnekler 2 Giriş 3 Vida Eğik bir doğrunun bir
Makine Elemanları I Prof. Dr. Akgün ALSARAN Cıvata ve somun-flipped classroom Bağlama Elemanları İçerik Giriş Vida Vida çeşitleri Cıvata-somun Hesaplamalar Örnekler 2 Giriş 3 Vida Eğik bir doğrunun bir
Cıvata-somun bağlantıları
 Cıvata-somun bağlantıları 11/30/2014 İçerik Vida geometrik büyüklükleri Standart vidalar Vida boyutları Cıvata-somun bağlantı şekilleri Cıvata-somun imalatı Cıvata-somun hesabı Cıvataların mukavemet hesabı
Cıvata-somun bağlantıları 11/30/2014 İçerik Vida geometrik büyüklükleri Standart vidalar Vida boyutları Cıvata-somun bağlantı şekilleri Cıvata-somun imalatı Cıvata-somun hesabı Cıvataların mukavemet hesabı
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
PASLANMAZ BAĞLANTI ELEMANLARI FİYAT LİSTESİ ALTI KÖŞE PASLANMAZ FİBERLİ SOMUN (DIN985-A2-304)
") PASLANMAZ BAĞLANTI ELEMANLARI FİYAT LİSTESİ ALTI KÖŞE PASLANMAZ FİBERLİ SOMUN (DIN985-A2-304) M4 M5 M6 M8 M10 M12 M14 M16 M20 36,43 TL 38,26 TL 65,53 TL 149,36 TL 330,53 TL 469,29 TL 732,37 TL 934,73 TL
PASLANMAZ BAĞLANTI ELEMANLARI FİYAT LİSTESİ ALTI KÖŞE PASLANMAZ FİBERLİ SOMUN (DIN985-A2-304) M4 M5 M6 M8 M10 M12 M14 M16 M20 36,43 TL 38,26 TL 65,53 TL 149,36 TL 330,53 TL 469,29 TL 732,37 TL 934,73 TL
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;
 BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;") MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
Sıkma sırasında oluşan gerilmeden öngerilme kuvvetini hesaplarız. Boru içindeki basınç işletme basıncıdır. Buradan işletme kuvvetini buluruz.
 Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
VİDALI BAĞLANTILAR 04.12.2015. Vidalı Bağlantılar
 VİDALI BAĞLANTILAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Vidalı Bağlantılar 2 / 40 Makine parçalarının birbirlerine bağlanmasında, sökülebilen bağlama elemanları olarak vida, somun ve
VİDALI BAĞLANTILAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Vidalı Bağlantılar 2 / 40 Makine parçalarının birbirlerine bağlanmasında, sökülebilen bağlama elemanları olarak vida, somun ve
SICAK SU HAZIRLAYICISI (BOYLER)
") SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
MAKİNA ELEMANLARI. İŞ MAKİNALARI (Vinç, greyder, torna tezgahı, freze tezgahı, matkap, hidrolik pres, enjeksiyon makinası gibi)
") MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Belirtilen taşıma kapasitelerine, ancak döner tekerin taban tablası tamamen bitişik olması halinde ulaşılır.
 Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
İŞ SAĞLIĞI ve GÜVENLİĞİ TEMEL EĞİTİM. Kaynak: Forum Media Yayıncılık; İş Sağlığı ve Güvenliği için Eğitim Seti
 İŞ SAĞLIĞI ve GÜVENLİĞİ TEMEL EĞİTİM Kaynak: Forum Media Yayıncılık; İş Sağlığı ve Güvenliği için Eğitim Seti SAĞLIKLI, FİZİKSEL F ve SOSYAL YÖNDEN Y TAM BİR B İYİLİK HALİ İÇİNDE Dünya Sağlık Örgütü
İŞ SAĞLIĞI ve GÜVENLİĞİ TEMEL EĞİTİM Kaynak: Forum Media Yayıncılık; İş Sağlığı ve Güvenliği için Eğitim Seti SAĞLIKLI, FİZİKSEL F ve SOSYAL YÖNDEN Y TAM BİR B İYİLİK HALİ İÇİNDE Dünya Sağlık Örgütü
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
METİN SORULARI. Hareket Cıvataları. Pim ve Perno Bağlantıları
 Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
MAKİNE ELEMANLARINA GİRİŞ
 MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK
 ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
1. Kayma dirençli ( Kaymalı) Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar
 Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar") YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I
 ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
T.C. Ondokuz Mayıs Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü
 1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Karadeniz Teknik Üniversitesi Orman Fakültesi Orman Endüstri Mühendisliği Bölümü Yrd.Doç.Dr. Kemal ÜÇÜNCÜ
 Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
RULMANLAR YUVARLANMALI YATAKLAR-I. Makine Elemanları 2. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 YUVARLANMALI YATAKLAR-I RULMANLAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Yuvarlanmalı Yataklamalar Ve Türleri Bilyalı Rulmanlar Sabit Bilyalı Rulmanlar Eğik
Makine Elemanları 2 YUVARLANMALI YATAKLAR-I RULMANLAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Yuvarlanmalı Yataklamalar Ve Türleri Bilyalı Rulmanlar Sabit Bilyalı Rulmanlar Eğik
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
gelen tornavida ile vidaları sıkınız. Paftanın emniyetli şekilde
 dış v İ da d İ ş İ çek İ lmes İ Yuvarlak çelik, bir koninin tepe noktasından tutuyormuş gibi çevrilir. Bu şekilde diş kesme işlemi kolaylaşır. Yuvarlak pafta lokmasını pafta koluna yerleştiriniz, paftanın
dış v İ da d İ ş İ çek İ lmes İ Yuvarlak çelik, bir koninin tepe noktasından tutuyormuş gibi çevrilir. Bu şekilde diş kesme işlemi kolaylaşır. Yuvarlak pafta lokmasını pafta koluna yerleştiriniz, paftanın
YUVARLANMALI YATAKLAR I: RULMANLAR
 Rulmanlı Yataklar YUVARLANMALI YATAKLAR I: RULMANLAR Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz konular: Yuvarlanmalı
Rulmanlı Yataklar YUVARLANMALI YATAKLAR I: RULMANLAR Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz konular: Yuvarlanmalı
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
MİL GÖBEK BAĞLANTILARI
 MİL GÖBEK BAĞLANTILARI Mil üzerine yerleştirilen dişli çark, kasnak, volan gibi disk şeklindeki Mil Mil elemanlara genel anlamda GÖBEK denir. Mil ve göbek tek bir sistem meydana getirecek şekilde birbirlerine
MİL GÖBEK BAĞLANTILARI Mil üzerine yerleştirilen dişli çark, kasnak, volan gibi disk şeklindeki Mil Mil elemanlara genel anlamda GÖBEK denir. Mil ve göbek tek bir sistem meydana getirecek şekilde birbirlerine
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
ÖĞRENME FAALİYETİ 1. 1. ViDA VE KILAVUZLAR
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 10
 Makine Elemanları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 10 Makine elemanları; makine ve tesisatları oluşturan, bu sistemlerin içerisinde belirli fonksiyonları yerine getiren ve kendilerine özgü hesaplama ve
Makine Elemanları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 10 Makine elemanları; makine ve tesisatları oluşturan, bu sistemlerin içerisinde belirli fonksiyonları yerine getiren ve kendilerine özgü hesaplama ve
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK
 TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
BLB TİP MAKİNE GÜVENLİK ÇİTİ KULLANMA KILAVUZU VE MONTAJ TEKNİKLERİ
 BLB TİP MAKİNE GÜVENLİK ÇİTİ KULLANMA KILAVUZU VE MONTAJ TEKNİKLERİ 1 İÇİNDEKİLER 1. ÜRÜN BİLGİSİ : 3 2. MONTAJ-SÖKME-TAŞIMA.. : 4 3. İŞLETİM VE KULLANIM. : 8 4. BAKIM. : 8 5. GÜVENLİK.. : 8 6. ÖNEMLİ
BLB TİP MAKİNE GÜVENLİK ÇİTİ KULLANMA KILAVUZU VE MONTAJ TEKNİKLERİ 1 İÇİNDEKİLER 1. ÜRÜN BİLGİSİ : 3 2. MONTAJ-SÖKME-TAŞIMA.. : 4 3. İŞLETİM VE KULLANIM. : 8 4. BAKIM. : 8 5. GÜVENLİK.. : 8 6. ÖNEMLİ
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
TAKIM TuTuCuLAR TAKIM TuTuCuLAR
 takım t u t u c u lar Ayarlanabilir kılavuz kolları ve, üst başlığı altında toplanmıştır. Kılavuz kolları ile el kılavuzları kullanılabilmektedir. Kılavuzun dörtgen şaftı kılavuz kolunun ayarlanabilir
takım t u t u c u lar Ayarlanabilir kılavuz kolları ve, üst başlığı altında toplanmıştır. Kılavuz kolları ile el kılavuzları kullanılabilmektedir. Kılavuzun dörtgen şaftı kılavuz kolunun ayarlanabilir
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
MOBİLYA ÜRETİMİNDE KULLANILAN AKSESUARLAR VE GEREÇLER HAZIRLAYAN : ALİ İHSAN KORKMAZ
 MOBİLYA ÜRETİMİNDE KULLANILAN AKSESUARLAR VE GEREÇLER Yardımcı Gereçler A-Vida ve çiviler B-Dübeller ve takozlar C-Çektirmeler ve modül bağlantılar D-Raylar ve makaralar, E-Kilitler F-Düşer kapak makasları,
MOBİLYA ÜRETİMİNDE KULLANILAN AKSESUARLAR VE GEREÇLER Yardımcı Gereçler A-Vida ve çiviler B-Dübeller ve takozlar C-Çektirmeler ve modül bağlantılar D-Raylar ve makaralar, E-Kilitler F-Düşer kapak makasları,
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI CIVATA SOMUN BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Eğik bir doğrunun bir
MAKİNE ELEMANLARI DERS SLAYTLARI CIVATA SOMUN BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Eğik bir doğrunun bir
Marketing - Service Ltd. & Co. KG
 MAB- Marketing MAB - Service Ltd. & Co. KG Marketing - Service Ltd. & Co. KG Üniversal Kesme Kenetleme ve Şekillendirme makineleri Hidrolik ve Mekanik Presler Özel Makineler Sac işlemede geleceğe yön veren
MAB- Marketing MAB - Service Ltd. & Co. KG Marketing - Service Ltd. & Co. KG Üniversal Kesme Kenetleme ve Şekillendirme makineleri Hidrolik ve Mekanik Presler Özel Makineler Sac işlemede geleceğe yön veren