T.C KAFKAS ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ 3.SINIF(İ.Ö) İMAL USULLERİ-2 2.ÖDEVLER
|
|
|
- Coskun Türkoğlu
- 8 yıl önce
- İzleme sayısı:
Transkript
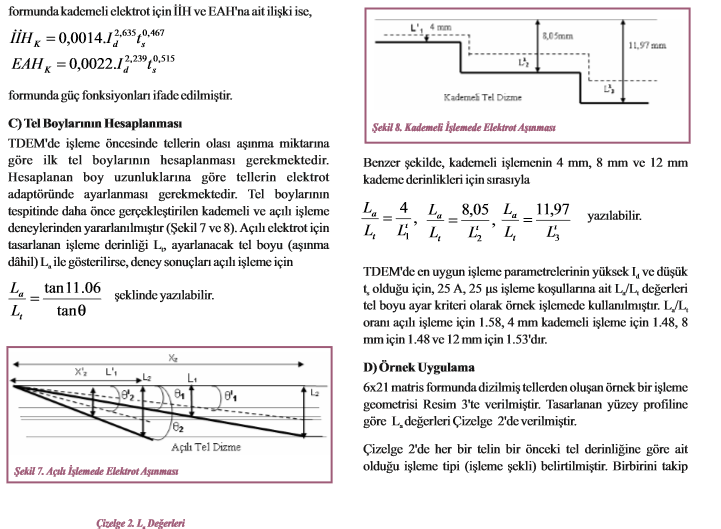
1 T.C KAFKAS ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ 3.SINIF(İ.Ö) İMAL USULLERİ-2 2.ÖDEVLER İÇİNDEKİLER: MADDE I. 1.SAF SUDA ELEKTRO EROZYON İLE İŞLEME (BURAK ÇAĞRI KORKMAZ) 3 BÖLÜM 1.01 ÖZET... 3 BÖLÜM 1.02 GİRİŞ... 3 BÖLÜM 1.03 SAF SUDA ELEKTRO EROZYON İLE İŞLEME ÜZERİNE YAPILAN ÇALIŞMALAR 5 BÖLÜM 1.04 SONUÇ... 9 BÖLÜM 1.05 KAYNAKÇA MADDE II. 2.PLAZMA İLE İŞLEME (TUĞBA KARTAL) BÖLÜM 2.01 PLAZMA NEDİR? BÖLÜM 2.02 PLAZMA İLE KESME TEKNOLOJİSİ BÖLÜM 2.03 PLAZMA İLE KESME SİSTEMİ BÖLÜM 2.04 TORÇ PARÇALARININ İŞLEVLERİ BÖLÜM 2.05 PLAZMA İLE KESİLEBİLEN MALZEMELER BÖLÜM 2.06 PLAZMA İLE KESMEDE KULLANILAN GAZLAR VE ÖZELLİKLERİ BÖLÜM 2.07 PLAZMA İLE KESMEDE ÖNEMLİ PARAMETRELER BÖLÜM 2.08 PLAZMA İLE KESMEDE KALİTE BÖLÜM 2.09 PLAZMA İLE KESME İŞLEMİNİN KISA TARİHÇESİ VE YENİ GELİŞMELER 19 BÖLÜM 2.10 PLAZMA İLE KESMEDE YENİ GELİŞMELER (a) RAZOR CUTTİNG (b) HyDefinition Plasma BÖLÜM 2.11 TORÇ YÜKSEKLİK KONTROLÜ (TORCH HEİGHT CONTROL) BÖLÜM 2.12 SONUÇ MADDE III. 3.HONLAMA VE LEPLEME TEKNİKLERİ (AHMET CAN UÇAR) BÖLÜM 3.01 ECH MADDE IV. 4.ELEKTRO EROZYON TESTERE (YUSUF KAN) MADDE V. 5.ELEKTRO EREZYON İLE TAŞLAMA ( FARUK TORUN) BÖLÜM 5.01 ELEKTRO EREZYON TARİHİ

2 MADDE VI. 6.KİMYASAL DAĞLAMA (BEYTULLAH KOLOĞLU) BÖLÜM 6.01 DAĞLAMA AYRAÇLARI BÖLÜM 6.02 ÇOK FAZLI ALAŞIMLARDA DAĞLAMA BÖLÜM 6.03 TEK FAZLI YAPILARDA DAĞLAMA MADDE VII. 7.ELEKTRO-EROZYON İLE İŞLEME (M.FATİH YURDALAN) ELEKTROKİMYASAL İŞLEME (ÖZGÜR SARA) AVANTAJLARI BÖLÜM 7.01 DEZAVANTAJLARI UYGULAMALAR EDM VE ECM ARASINDAKİ BENZERLİKLER MADDE VIII. 9.ELEKTRON IŞINI İLE İŞLEME (SENA ABAK) Elektron ışını BÖLÜM 8.01 ELEKTRON IŞINI : BÖLÜM 8.02 ELEKTRON IŞINI İLE DELME BÖLÜM 8.03 ELEKTRON IŞINI İLE KAYNAK (a) Üstünlükleri: (b) Eksiklikleri: BÖLÜM 8.04 ELEKTRON IŞINI İLE DELİK DELME (a) Avantajlar: (b) Uygulama alanları: MADDE IX. 10.PLAZMA KESİM (UĞURCAN UYGUR) BÖLÜM 9.01 PLAZMA NEDİR? PLAZMA İLE SAC KESME SİSTEMİ BÖLÜM 9.02 KAYNAKÇA MADDE X. 11- ELEKTRO - KİMYASAL İŞLEME (EMRE ALP) BÖLÜM ELEKTRO - KİMYASAL İŞLEMENİN ÖZELLİKLERİ MADDE XI. 12.FOTOK KİMYASAL İMALAT ( METEHAN GÜNERLİ ) BÖLÜM FOTO KİMYASAL İMALATIN AVANTAJLARI BÖLÜM FOTO KİMYASAL İMALATIN DEZAVANTAJLARI MADDE XII. LAZER IŞINI İLE İŞLEME (MEHMET ALİ DİKMEN) BÖLÜM LAZER ÇEŞİTLERİ VE KULLANIM ALANLARI BÖLÜM OSİLASYON BÖLÜM Q- ANAHTARLANMASI BÖLÜM MODE KİLİTLENMESİ BÖLÜM LAZER IŞINININ ÖZELLİKLERİ: BÖLÜM CNC LAZER KESME TEZGAHI ÜNİTELERİ BÖLÜM LAZER KESİMİNİN AVANTAJLARI MADDE XIII. HAZIRLAYAN: BÖLÜM NURİ ATİK ( )
 Üstünlükleri:... 44 (b) Eksiklikleri:... 44 BÖLÜM 8.04 ELEKTRON IŞINI İLE DELİK DELME... 45 (a) Avantajlar:... 45 (b) Uygulama alanları:... 46 MADDE IX. 10.PLAZMA KESİM (UĞURCAN UYGUR).")
3 Madde I. 1.SAF SUDA ELEKTRO EROZYON İLE İŞLEME (BURAK ÇAĞRI KORKMAZ) Bölüm 1.01 ÖZET Tarihi, İkinci Dünya Savaşı yıllarına kadar giden elektro erozyon ile işlemede amaçlanan daha yük- sek iş parçası işleme hızı, daha az elektrot aşınma hızı ve daha iyi yüzey pürüzlülüğü elde etmektir li yıllardan itibaren etkileri incelenen saf suyun dielektrik sıvısı olarak kullanımı ise, bu amacı gerçekleştirmek için denenen çözümlerden birisidir. Bu çalışmada elektro erozyon ile işlemede su ve su bazlı dielektrik sıvılarının kullanımının etkileri üzerine literatürde yapılan çalışmalar detaylı in- celenmiş ve üzerine yapılan çalışmaların eksik/yetersiz olduğu konular listelenerek ileriki muhtemel uygulamalarından bahsedilmiştir. Bölüm 1.02 GİRİŞ Elektro erozyon ile işleme, geometrik olarak karmaşık ve sert malzemelerin işlenmesinde kullanılan alışılmamış bir imal usulüdür. Elektriksel kıvılcımların malzeme aşındırılmasında kullanıldığı bu teknolojide, elektrot ile iş parçası birbirine temas etmediği için, işleme sırasında mekanik gerilmeler, tırlama ve titreşim problemleri oluşmaz. Bu özellikler, elektro erozyon ile işlemenin, özellik- le kalıp üretiminde vazgeçilmez bir teknoloji olarak kullanılmasını sağlamaktadır [1, 2] lardan itibaren kullanılan bu teknolojide amaçlanan daha yüksek iş parçası işleme hızı, daha az elektrot aşınma hızı ve daha iyi yüzey kalitesi elde etmektir [3, 4, 5]. Bu amaçla şu ana kadar dielektrik sıvısına metal tozlarının ilave edilmesi [6, 7], gaz ortamında elektro erozyon ile işleme [8], ultrasonik titreşimler kullanılarak yapılan elektro erozyon ile işleme [9], toz metal elektrotlar kullanılarak yapılan elektro erozyon ile işleme [10] ve farklı dielektrik sıvılarının kullanıl- masıyla yapılan elektro erozyon ile işleme [11] gibi yöntemler denenmiştir. Elektro erozyon ile işlemede dielektrik sıvısı, üretilen parça- ların maliyeti, kalitesi ve üretilebilirliği üzerinde ciddi etkiye sahiptir. Ayrıca sağlık ve güvenlik açısından da, özellikle hidrokarbon bazlı sıvı kullanıldığında, dielektrik sıvısı önem arz etmektedir [12]. Elektro erozyon ile işlemede kullanılan dielektrik sıvının, işlemenin gerçekleşebilmesi için gerçekleştirmesi gereken görevleri vardır. Bunlar; elektrotlar üzerinde toplanan yükün belirli bir süre tutulması, boşalımın dar bir kanalda tutulma- sı, boşalım 3


4 esnasında açığa çıkan ısının hemen atılması, kısa devre oluşumu ve elektrot aşınmasını önleme açısından çok önemli olan, boşalım sonrası işleme aralığında oluşan işleme atıklarının uzaklaştırılmasıdır. Dielektrik sıvısının en önemli özelliği dielektrik direnci, vis- kozitesi, ısıl iletkenliği ve ısı kapasitesidir. Dielektrik diren- ci, sıvının kıvılcım boşalımından önce yüksek direnç sağla- yabilirliğini ve sonrasında geri kazanabilirliğini ifade eder. Sıvının dielektrik direnci arttıkça boşalım aralığı azalır ve bu sayede daha yüksek akım işleme boşluğundan geçebilir. Bu ise sonuçta daha yüksek iş parçası işleme hızına yol açar. Viskozite azaldıkça sıvının daha rahat akabilmesinden dolayı dielektrik sıvının püskürtülmesi daha muntazam olur. Bu ise daha iyi yüzey kalitesine yol açar. Dielektrik sıvının ısıl ilet- kenliği ve ısı kapasitesi arttıkça, çalışma boşluğundaki fazla enerjiyi daha kolay uzaklaştırabileceği için, iş parçasının ısıl hasara daha az maruz kalması sağlanmış olur [13]. Elektro erozyon ile işlemede dielektrik sıvısı olarak genellikle yüksek dielektrik direncine ve düşük viskoziteye sahip mine- ral yağlar tercih edilmektedir. Gazyağı bunlar arasında en çok kullanılanıdır. Su daha çok tel elektro erozyon ile işlemede kullanılmaktadır. Bunun sebebi suyun yüksek spesifik ısı kapasitesine sahip olması ve bu sayede daha iyi soğutmasıdır. Kimyasal reaksiyonlara sebebiyet vermemek için genel ola- rak deiyonize su kullanılmaktadır [13]. Gazyağı her ne kadar elektro erozyon ile işlemede en çok ter- cih edilen dielektrik sıvısı olsa da, özelliklerinin birçoğunu uzun süren işlemelerde kaybetmesi en büyük dezavantajıdır. Gazyağının bir diğer dezavantajı hava kirliliğine sebep olması ve yüksek boşalım sıcaklıklarında bozunması ile birlikte bile- şiminde bulunan karbon atomlarının ayrışarak elektrot yüze- yine yapışmasıdır. Elektrot yüzeyine yapışan bu karbon atom- ları boşalımı etkileyerek işlemenin düzensiz çalışmasına veya durmasına sebep olmaktadır. Bu ise iş parçası işleme hızını ciddi oranda düşürmektedir. Su ise gaz yağına göre yaklaşık dört kat yüksek ısıl iletkenliğe, düşük viskozite katsayısına ve yüksek akış oranına sahiptir. Ayrıca suyun sıcaklığı uzun işle- me sürelerinde bile etkilenmez. Bu sayede yüksek iş parçası işleme hızları elde edilebilir [14]. Su diğer hidrokarbon bazlı dielektrik sıvılar gibi işleme sıra- sında ayrışmaz ve CO ve CH4 gibi sağlığa zararlı gazlar açığa çıkarmaz. Bundan dolayı sağlık ve güvenlik açısından suyun elektro erozyon ile işlemede dielektrik sıvı olarak kullanılma- sı önem arz etmektedir [15]. Elektro erozyon ile işlemede farklı dielektrik sıvılarının kul- lanılmaları sonucunda ortaya çıkan maddeler Tablo 1 de gösterilmiştir. Tablodan da görüleceği gibi dielektrik sıvısı olarak deiyonize su kullanıldığında en az madde açığa çıkmaktadır. Bu da, deiyonize su kullanımının diğer dielektrik sıvılarının kullanımına göre hem çalışanlara hem de çevreye daha az za- rar verdiği manasına gelir [11]. Elektro erozyon ile işlemede dielektrik sıvısı olarak suyun kullanılmasının en büyük dezavantajı, suyun ısınması ve bu- harlaşması için, hidrokarbon bazlı yağlara oranla daha yük- sek enerjiye ihtiyaç duymasıdır. Bu, çalışma boşluğunda daha düşük bir gaz basıncının oluşmasına yol açar. Dolayısıyla yetersiz basınçtan dolayı her bir boşalımdan sonra iş parça- sı üzerindeki ergimiş metal iş parçasından uzaklaştırılamaz. Bu da sonuçta iş parçası işleme hızını düşürür [16]. Bu sorun suyun içine gliserin, etilen glikol, polietilen glikol, glikoz ve sakkaroz gibi büyük molekül yapısına sahip organik bileşik- lerin katılması ile çözülebilir. Bu maddeler boşalım sırasında ayrışırlar ve suyun ayrışması neticesinde açığa çıkan basınç- tan daha yüksek basınç açığa çıkarırlar. Bu ilave yüksek ba- sınç, ergimiş malzemenin iş parçasından uzaklaştırılmasına yardımcı olur ve sonuçta iş parçası işleme hızını arttırır [17]. 4

5 Bölüm 1.03 SAF SUDA ELEKTRO EROZYON İLE İŞLEME ÜZERİNE YAPILAN ÇALIŞMALAR Jeswani ve Basu (1976), bakır ve pirinç elektrotlar kullanarak yumuşak çelik, yüksek karbon çeliği ve yüksek hız çeliğinin elektro erozyon ile işlenmesini inceledikleri çalışmalarında, dielektrik sıvısı olarak gazyağı ve saf su kullanmışlardır. Saf su ve yüksek vurum enerjisinin kullanıldığı işlemelerde, daha düşük yüzey birikmesi ve daha düşük difüzyon derinliği gözlemlenmiştir. Yüksek hız çeliğinde en fazla birikmenin, yu- muşak çelikte ise en az birikmenin oluştuğu belirtilmiştir [18]. Suyun dielektrik sıvısı olarak elektro erozyon ile işlemede kullanılması yine 1981 yılında Jeswani tarafından denenmiş- tir. Yüksek vurum enerjisinin ( mj) kullanıldığı deney- lerde saf suyun gazyağına göre daha yüksek iş parçası işleme hızına, daha düşük elektrot aşınma hızına ve daha iyi yüzey pürüzlülüğüne sebep olduğu belirtilmiştir [19]. Erden ve Temel (1981), pirinç elektrotlar kullanarak çelik iş parçasının elektro erozyon ile işlenmesini inceledikleri çalış- malarında dielektrik sıvısı olarak deiyonize su kullanmışlar- dır. Özellikle µs vurum süresi aralığında, gazyağına oranla deiyonize su kullanılan işlemelerde, iş parçası işleme hızının çok yüksek, elektrot aşınma oranının ise çok düşük olduğunu gözlemlemişlerdir [20]. Masuzawa ve ark. (1983), bakır elektrot kullanarak SK4 kalıp çeliğinin elektro erozyon ile işlenmesini inceledikleri çalış- malarında dielektrik sıvısı olarak su kullanmışlardır. Suyun içine %10, 25 ve 50 oranlarında etilen glikol, gliserin, poli- etilen glikol 200, polietilen glikol 600 katmışlar ve deneyler sonucunda iş parçası işleme hızının konsantrasyon arttıkça arttığını belirtmişlerdir [21]. Jilani ve Pandey (1984), düşük karbon çeliği iş parçasının bakır ve pirinç elektrotlarla elektro erozyon ile işlenmesini inceledikleri çalışmalarında üç farklı dielektrik sıvısı kullan- mışlardır: musluk suyu, saf su, %25 musluk suyu-%75 saf su. Düşük akım yoğunluklarında yapılan deneylerde musluk su- yunun kullanıldığı işlemelerde daha iyi işleme performansı- nın görüldüğü belirtilmiştir. Özellikle bakır elektrotun negatif kutupta yüklendiği işlemelerde sıfır elektrot aşınma oranı elde edilmiştir. Fakat 500 µs den daha yüksek vurum sürelerinde, çalışma boşluğunda fazla miktarda gaz biriktiğini ve bunun dielektrik sıvısının kırılma karakteristiğini etkileyerek iş par- çası işleme hızını düşürdüğünü belirtmişlerdir [22]. Kagaya ve ark., 1986 yılında yayınlanan çalışmalarında die- lektrik sıvısı olarak su kullanarak 1µm yüzey pürüzlülüğüne sahip mikro delikleri başarılı bir şekilde elde etmişlerdir [23]. König ve Jörres (1987), yoğun konsantrasyonlu sıvı gliserin karışımının dielektrik sıvı olarak kullanıldığı çalışmalarında, uzun vurum süresi ve yüksek boşalım akımlarında gazyağına göre daha iyi işleme performansı elde edildiğini belirtmişler- dir [24]. Karasawa ve Kunieda (1990), yaptıkları çalışmalarında dalma elektro erozyon ile işlemeyi, dielektrik sıvısının yandan püs- kürtüldüğü elektro erozyon ile işlemeyle karşılaştırmışlarıdır. Su bazlı dielektrik sıvının kullanıldığı deneylerde, erimiş malzemenin iş parçası yüzeyinden daha hızlı uzaklaştırılma- sını sağladığı için, dielektrik sıvısının yandan püskürtüldüğü elektro erozyon ile işlemeyle, dalma elektro erozyon ile işle- meye göre %20 daha fazla iş parçası işleme hızı elde edilmiş- tir [25]. Kagaya ve ark yılında yayınlanan çalışmalarında, die- lektrik sıvısı olarak su kullanarak 1µm yüzey pürüzlülüğüne sahip mikro yarıkları başarılı bir şekilde elde etmişlerdir [26]. König ve Siebers (1993), suyun dielektrik sıvısı olarak kul- lanıldığı elektro erozyon ile işlemede daha yüksek iş parçası işleme hızı elde edildiğini belirtmişlerdir. Bunun sebebinin ise suyun kullanılması ile işlemenin daha yüksek ısıl dengeye sahip olması ve daha yüksek güç girişinin elde edilmesi oldu- ğunu belirtmişlerdir [27]. Kruth ve ark. (1995), dielektrik sıvısının elektro erozyon ile işleme sonucunda iş parçası yüzeyinde oluşan sert tabaka (be- yaz katman) üzerindeki etkisini inceledikleri çalışmalarında, hidrokarbon bazlı dielektrik sıvı kullanımında yüzeyde yük- sek karbon miktarına sahip karbür tabakasının oluştuğunu, su kullanımında ise yüzeyde dekarbonizasyon oluştuğunu belirtmişlerdir [28]. Chen ark (1999), titanyum alaşımlı iş parçasının bakır elektrot kullanarak elektro erozyon ile işlenmesini incele- dikleri çalışmalarında, dielektrik sıvısı olarak deiyonize su ve gazyağı kullanmışlardır. Deiyonize su kullanılarak yapı- lan işlemlerde, gazyağı kullanarak yapılan işlemlere göre, iş parçası işleme hızının yüksek, göreceli elektrot aşınma oranının ise düşük olduğu belirtilmiştir (Şekil 1). İş parçası yüzeyinde ise deiyonize su kullanıldığında TiO tabakasının, gazyağı kullanıldığında ise TiC tabakasının oluştuğu belirtil- miştir. Titanyum karbürün erime sıcaklığı çok yüksek olduğu için, gazyağı kullanarak yapılan işlemelerde 5

6 yüzeyde biriken TiC, işlemenin devam etmesi için daha fazla boşalım enerji- sine ihtiyaç duyulmasına sebep olmuştur ve bu da iş parçası işleme hızını düşürmüştür. Yine gazyağı kullanılarak yapılan işlemlerde elektrot üzerinde biriken karbon tabakası, boşalı- mın gecikmesine sebep olduğu için de iş parçası işleme hızı düşmüştür [29]. Tzeng ve Lee (2001), yaptıkları çalışmada dielektrik sıvısı olarak su ve metal tozu karışımı kullanıldığı zaman elektrot aşınma oranının ciddi oranda düştüğünü belirtmişlerdir [30]. Dewes ve ark. (2001), Inconel 718 iş parçasının elektro eroz- yon ile işlenmesini inceledikleri çalışmalarında dielektrik sı- vısı olarak Ionorex 500, gazyağı ve deiyonize su kullanmışlardır. Yapılan deneyler sonucunda en düşük iş parçası işleme hızı deiyonize su ile, en yüksek elektrot aşınma oranı ise gaz- yağı ile elde edilmiştir [31]. Kozak ve ark. (2003), elektro erozyon ile işlemede dielektrik sıvısı olarak gazyağı ve farklı konsantrasyonlarda metal tozu ilaveli deiyonize suyun kullanımının farklarını inceledikleri çalışmalarında, hem yüzey pürüzlülüğü değerlerinde hem de elektrot aşınma oranında ciddi iyileşmeler kaydetmişlerdir [32]. Ekmekçi ve ark. (2005), DIN iş parçasının grafit elekt- rot kullanılarak dalma elektro erozyon ile işlenmesini ince- ledikleri çalışmalarında dielektrik sıvısı olarak deiyonize su kullanmışlardır. İşleme sonrası iş parçasındaki kalıcı gerilme- lerin ölçüldüğü çalışmada, kalıcı gerilmelerin derinliğe bağlı olarak arttığı ve maksimum değerine ısıdan etkilenmiş böl- gede ulaştığı sonucuna varılmıştır. Kalıcı gerilme yapısının işleme parametrelerine bağlı olmadığı, daha çok iş parçası ve dielektrik sıvısının ısıl özelliklerine bağlı olduğu belirtilmiştir [33]. Ekmekçi ve ark. (2005), plastik kalıp çeliğinin elektro eroz- yon ile işlenmesinde yüzeyde meydana gelen beyaz tabaka- ya elektrot malzemesinin ve dielektrik sıvı cinsinin etkisini inceledikleri çalışmalarında, dielektrik sıvısı olarak suyun kullanıldığı işlemelerde beyaz katmandaki kalıcı östenit faz miktarının ve mikro çatlak yoğunluğunun daha az olduğunu belirtmişlerdir [34]. Kang ve Kim (2005), dielektrik sıvı cinsinin elektro erozyon ile işleme performansına etkisini inceledikleri çalışmalarında, gazyağı kullanıldığında işleme sonrası ısıl işlem uygulanmış iş parçasında karbonlaşma ve tanecik sınırı boyunca çatlak ilerlemesi gözlemlemişlerdir. Deiyonize su kullanıldığında ise işleme sonrası ısıl işlem uygulanmış iş parçasında sadece oksidasyon gözlemlenmiştir. Herhangi bir çatlak ilerlemesine rastlanmamıştır [35]. Curodeau ve ark. (2005), sünek bir karbon-polimer elektrot yardımıyla elektro erozyon ile işlemede dielektrik sıvısı ola- rak su kullanmışlardır. Deney 6
![Tzeng ve Lee (2001), yaptıkları çalışmada dielektrik sıvısı olarak su ve metal tozu karışımı kullanıldığı zaman elektrot aşınma oranının ciddi oranda düştüğünü belirtmişlerdir [30]. Dewes ve ark.](/docs-images/45/12382488/images/page_6.jpg "(2001), Inconel 718 iş parçasının elektro eroz- yon ile işlenmesini inceledikleri çalışmalarında dielektrik sı- vısı olarak Ionorex 500, gazyağı ve deiyonize su kullanmışlardır.")
7 sonucunda gazyağına oranla daha yüksek iş parçası işleme hızı ve daha iyi yüzey kalitesi elde etmişlerdir [36]. Yan ve ark. (2005), saf titanyum iş parçasının bakır elektrotlar kullanılarak işlenmesini inceledikleri çalışmalarında dielekt- rik sıvısı olarak saf su ve üre ilaveli saf su kullanmışlardır. İşleme sırasında dielektrik sıvısından ayrışan nitrojen atom- larının iş parçası yüzeyinde birikmesi ile, yüzeyde TiN taba- kasının oluştuğu ve bu sayede iş parçasının aşınma direncinin arttığı gözlemlenmiştir. Dielektrik sıvısı olarak üre ilaveli su kullanıldığında, dielektrik sıvısı olarak suyun kullanıldığı işlemelere göre daha az iş parçası işleme hızı ama daha az elektrot aşınma oranı elde edilmiştir. Yüzey pürüzlülük değer- leri karşılaştırıldığında ise, üre ilaveli su ile yapılan işlemeler- de daha iyi yüzey kalitesi (Şekil 2) elde edildiği belirtilmiştir [37]. Kang ve Kim (2005), elektro erozyon ile işlemede iş parça- sı yüzeyinde oluşan beyaz tabakadaki çatlakların ısıl işlem uygulandıktan sonraki davranışlarını inceledikleri çalışmala- rında dielektrik sıvısı olarak gazyağı ve su kullanmışlardır. Dielektrik sıvısı olarak gazyağının kullanıldığı durumda, ısıl işlemden sonra tanecik sınırı boyunca çatlak ilerlemesi göz- lemlenmiştir. Su ile yapılan işlemelerde ise ısıl işlemden son- ra herhangi bir çatlak ilerlemesi gözlemlenmemiştir [38]. Sharma ve ark. (2005), hem suda hem de gazyağında mikro elektro erozyon ile işlemede elektriksel iletken elmas elekt- rotları denemişlerdir [39]. Bai ve Koo (2006, 2007), Ni tabanlı Haynes 230 iş parçasının Al-Mo toz metal elektrotlarla işlenmesini inceledikleri çalış- malarında dielektrik sıvısı olarak gazyağı ve saf su kullanmış- lardır. Boşalım akımının 10 A, vurum süresinin 600 μs olarak ayarlandığı işlemelerde elektrot negatif ve pozitif olarak iki farklı şekilde yüklenmiştir. Deney sonucunda dielektrik sıvı- sı olarak suyun kullanıldığı işlemelerde eğer elektrot, negatif polaritede yüklenirse, oluşan metal oksitlerin kısa devreye yol açtığı ve işlemenin gerçekleşmediği görülmüştür. Gazyağının kullanılmasının ve elektrot polaritesinin pozitif olmasının daha iyi performansa yol açtığı ve toz metal elektrot kullanı- mının iş parçası yüzeyinde tabaka oluşumuna sebep olduğu belirtilmiştir [40, 41]. Chow ve ark. (2008), Ti-6Al-4V iş parçasının bakır elektrot- lar kullanılarak işlenmesini inceledikleri çalışmalarında die- lektrik sıvısı olarak saf su ve SiC tozu ilaveli saf su kullan- mışlardır. Deneyler sonucunda saf suyla yapılan işlemelerde yüksek iş parçası işleme hızı ve düşük elektrot aşınma hızı elde edilmiştir. SiC ilave edilen işlemelerde daha yüksek ilet- kenlikten dolayı çalışma boşluğu daha yüksek çıkmıştır (Şekil-3) 7

8 Yapılan deneyler karşılaştırıldığında SiC ilaveli saf su kullanıldığında daha yüksek iş parçası işleme hızı ve elektrot aşınma hızı ile daha düşük yüzey pürüzlülüğü elde edilmiştir (Şekil 4, 5) [14]. Medellin ve ark. (2009), D2 kalıp çeliğinin elektro erozyon ile işlenmesinde elektrot cinsinin (bronz ve pirinç) ve die- lektrik sıvı cinsinin (musluk suyu, deiyonize su, %75 musluk suyu-%25 deiyonize su, %50 musluk suyu-%50 deiyonize su) etkisini incelemişlerdir. Deney sonuçlarına göre musluk suyu veya %75 musluk suyu-%25 deiyonize su karışımının kullanıldığı işlemelerde deiyonize suya göre daha yüksek iş parçası işleme hızı ve daha düşük elektrot aşınma oranı elde edilmiştir [15]. Chung ve ark. (2009), tungsten karbür elektrotlar kullanarak AISI 304 çeliğinin mikro elektro erozyon ile işlenmesini in- celedikleri çalışmalarında dielektrik sıvısı olarak deiyonize su 8
 etkisini incelemişlerdir.")
9 kullanmışlardır. Deneyler sonucunda iş parçası üzerinde 90 µm çapında çok hassas delik elde edilmiştir [42]. Nguyen ve ark. (2012), tungsten elektrotlar kullanarak SUS304 paslanmaz çelik iş parçasının elektrot erozyon ve elekro kimyasal işlenmesini inceledikleri çalışmalarında dielektrik sıvısı olarak düşük dirençli deiyonize su kullanmış- lardır. Elektro erozyon ile işlemede dielektrik sıvısı olarak iletken olmayan sıvı, elektrokimyasal işlemede ise iletken elektrolit kullanılmaktadır. Bu iki işlemenin aynı anda yapıla- bilmesi için ilgili araştırmacılar deiyonize su kullanmışlardır. Çünkü deiyonize su hem kıvılcım oluşabilmesi için gerekli olan dielektrik direncini hem de elektrokimyasal reaksiyon için gerekli olan iletkenliği sağlar. Düşük ilerleme ve kısa voltaj vurumlarında yapılan deneylerde başarılı sonuçlar elde edilmiştir [43]. Syed ve Palaniyandi (2012), W300 çeliğinin bakır elektrotlar- la elektro erozyon ile işlenmesini inceledikleri çalışmalarında dielektrik sıvısı olarak saf su kullanmışlardır. Dielektrik sı- vısının içine alüminyum tozlarının karıştırıldığı deneyler so- nucunda, sadece saf suyla yapılan işlemelere göre daha fazla iş parçası işleme hızı, daha iyi yüzey pürüzlülüğü ve daha az beyaz katman (iş parçası yüzeyinde oluşan katman) kalınlığı elde edilmiştir [44]. Ndaliman ve ark. (2013), titanyum alaşımı iş parçasının (Ti- 6Al-4V) yüzey mikro sertliğini arttırmak için elektro erozyon ile işlemede Cu-TaC toz metal elektrot kullanmışlardır. Di- elektrik sıvısı olarak üre karıştırılmış saf suyun kullanıldığı işlemelerde, boşalım akımı ve vurum süresi değiştirilerek bunların mikro sertlik üzerindeki etkisi incelenmiştir. Bakır ve tantal karbür tozları %50-%50 oranında karıştırılıp, MPa basınçta 12 mm çapında basılmıştır. Deneyler sonucunda yüzeydeki mikro sertliği en çok etkileyen parametrelerin üre konsantrasyonu ve boşalım akımı olduğu belirtilmiştir [45]. Bölüm 1.04 SONUÇ Literatür detaylı bir şekilde incelendiğinde aşağıdaki çıkarım- lar yapılmıştır: Su, yüksek ısıl iletkenlik, düşük viskozite katsayısı ve yüksek akış oranından dolayı, yüksek iş parçası işleme hızlarının elde edilmesini sağlayabilir. Literatür incelen- diğinde her ne kadar gazyağı kullanımının daha yüksek iş parçası işleme hızına yol açtığı görülse de, deiyonize suyun içine çeşitli organik bileşikler ilave edilmesiyle iş parçası işleme hızının çok ciddi oranda arttırıldığı belirtil- miştir. Deiyonize su kullanımı ile daha düşük yüzey pürüzlülüğü elde edilir. İş parçası yüzeyinde oluşan beyaz katmanın mikro sert- liği, deiyonize suyun dielektrik sıvısı olarak kullanıldığı işlemelerde, gazyağının kullanıldığı işlemelere göre daha yüksek çıkmıştır. Su bazlı dielektrik sıvısı kullanıldığında yüzeyde daha fazla mikro çatlaklar gözlemlenmiştir. Aşağıda maddeler halinde listelenen başlıklar konusunda ise literatürde yeterli çalışmanın yapılmadığı görülmüştür: 9

10 Şekil 5. Saf Su ve SiC İlaveli Saf Su Kullanımında Oluşan Elektrot Aşınması [14]. Dielektrik sıvısı olarak suyun kullanıldığı işlemelerde, boşalım akımı, vurum şekli, vurum süresi, boşalım fre- kansı, elektrot şekli ve boyutunun iş parçası işleme hızı, elektrot aşınma oranı ve yüzey pürüzlülüğü üzerindeki etkisi detaylı araştırmayı beklemektedir [46]. Toz metal elektrot kullanılarak yapılan işlemelerde die- lektrik sıvısı olarak suyun kullanımı konusunda yapılan çalışmalar çok eksiktir ve araştırılmayı beklemektedir. Dielektrik sıvısına metal tozu katkılı elektro erozyon ile işlemelerde, suyun içine farklı metal tozlarının (Al, SiC vs.) ilave edilmesi ile alakalı çalışmalar yapılmış olmakla birlikte, Ni, Co, Fe, Cu, Ti, C, Si, Mn, Mo, Cr, B4C gibi tozların ilave edilmesinin etkileri incelenmeyi beklemek- tedir. Dielektrik sıvısı olarak suyun kullanıldığı işlemelerde, iş- lemenin matematiksel, ısıl ve fiziksel modellenmesine ait çalışmalar literatürde eksiktir. Dielektrik sıvısı olarak suyun kullanıldığı işlemelerde, di- elektrik sıvı tankının karıştırılması yanı sıra dielektrik sıvı tankının, iş parçasının veya elektrotun titreşiminin etkileri detaylı araştırılmayı beklemektedir. Son yıllarda popülerliği artan mikro elektro erozyon ile işlemelerde, suyun ve su bazlı dielektrik sıvılarının kulla- nımının etkileri araştırılmayı beklemektedir. Bölüm 1.05 KAYNAKÇA Ho, K.H., Newman, S.T State of the Art Electrical Discharge Machining, International Journal of Machine To- ols & Manufacture, vol.37, no.11, p Abbas, N.M., Solomon, D.G., Bahari, M.F A revi- ew On Current Research Trends İn Electrical Discharge Mac- hining (EDM), International Journal of Machine Tools and Manufacture, vol.47, no.7-8, p Kunieda, M., Lauwers, B., Rajurkar, K.P., Schumacher, B.M Advancing EDM Through Fundamental Insight into the process, CIRP Annals Manufacturing Technology, vol.54, no.2, p Ojha, K., Garg, R.K., Singh, K.K MRR Improve- ment in Sinking Electrical Discharge Machining: A Review, Journal of Minerals & Materials Characterization & Engine- ering, vol.9, no.8, p Kumar, S., Singh, R., Singh, T.P., Sethi, B.L Sur- face Modification By Electrical Discharge Machining: A Re- view, Journal of Materials Processing Technology, vol.209, no.8, p Kansal, H.K., Singh, S., Kumar, P Technology and Research Developments in Powder Mixed Electric Dischar- ge Machining (PMEDM), Journal of Materials Processing Technology, vol.184, no.1-3, p Uno, Y., Okada, A., Çetin, S Surface Modification of EDMed Surface With Powder Mixed Fluid, 2nd Inter- national Conference on Design and Production of Dies and Molds. Kunieda, M., Yoshida, M Electrical Discharge Mac- hining in Gas, Annals of the ClRP, vol.46, no.1, p Yeo, S.H., Tan, L.K Effects of Ultrasonic Vibrations in Micro Electro-Discharge Machining, Journal of Micro- mechanics and Microengineering, vol.9, p Naveen, B., Sachin, M., Chitra, S., Anıl, K Techno- logical Advancement in Electrical Discharge Machining With Powder Metallurgy Processed Electrodes: A Review, Materi- als and Manufacturing Processes, vol.25, no.10, p Leão, F.N., Pashby, I.R A Review on the Use of En- vironmentally-friendly Dielectric Fluids in Electrical Disc- harge Machining, Journal of Materials Processing Techno- logy, vol.149, p
![yüzey pürüzlülüğü üzerindeki etkisi detaylı araştırmayı beklemektedir [46].](/docs-images/45/12382488/images/page_10.jpg "Toz metal elektrot kullanılarak yapılan işlemelerde die- lektrik sıvısı olarak suyun kullanımı konusunda yapılan çalışmalar çok eksiktir ve araştırılmayı beklemektedir.")
11 Rajurkar, K.P., Sundaram, M.M., Malshe, A.P Re- view of Electrochemical and Electrodischarge Machining, Procedia CIRP 6, p Bari, P., Rode, S., Duduke, A., Shinde, P., Srivastav, V Dielectric Fluid in Electro Discharge Machining, Third Biennial National Conference on Nascent Technolo- gies, Fr. C. Rodrigues Institute of Technology, Vashi, Navi Mumbai. Chow, H.C., Yang, L.D., Lin, C.T., Chen, Y.F The use of SiC Powder in Water as Dielectric for Micro-Slit EDM Machining, Journal of Materials Processing Technology, vol.195, p Medellin, H.I., de Lange, D.F., Morales, J Experi- mental Study on Electrodischarge Machining in Water of D2 Tool Steel Using Two Different Electrode Materials, Pro- ceedings of the Institution of Mechanical Engineers Part B- Journal of Engineering Manufacture, vol.223, no.11, p Masuzawa, T Machining Characteristics of EDM Using Water as Dielectric Fluid, Proceedings of the 22nd Machine Tool Design and Research Conference, Manchester, UK, p König, W., Klocke, F., Sparrer, M EDM-Sinking Using Water-Based Dielectrics and Electropolishing-A New Manufacturing Sequence in Tool-Making, Proceedings of the 11th International Symposium on Electromachining (ISEM XI), Lausanne, Switzerland, p Jeswani, M.L., Basu, S Electron Microprobe Study of Deposition and Diffusion of Tool Material in Electrical Discharge Machining, International Journal of Production Research, vol.17, no.1, p Jeswani, M.L Electrical discharge machining in dis- tilled water, Wear, vol.72, p Erden, A., Temel, D Investigation on the use of Wa- ter as a Dielectric Liquid in Electric Discharge Machining, Proceedings of the 22nd Machine Tool Design and Research Conference, Manchester, UK, p Masuzawa, T., Tanaka, K., Nakamura, Y., Kinoshita, N Water-Based Dielectric Solution for EDM, CIRP An- nals - Manufacturing Technology, vol.32, no.1, p Jilani, S.T., Pandey, P.C Experimental Investigati- ons into the Performance of Water as Dielectric in EDM, International Journal of Machine Tool Design and Research, vol.24, p Kagaya, K., Oishi, Y., Yada, V Micro Electrodischarge Machining Using Water As A Working Fluid-I: Micro-Hole Drilling, Precision Engineering, vol.8, p Kagaya, K., Oishi, Y., Yada, V Micro Electrodischarge Machining Using Water As A Working Fluid-I: Micro-Hole Drilling, Precision Engineering, vol.8, p Karasawa, T., Kunieda, M EDM Capability With Poured Dielectric fluids Without a Tub, Bulletin of Japan Society of Precision Engineering, vol.24, p Kagaya, K., Oishi, Y., Yada, K Micro Electrodisc- harge Machining Using Water As A Working Fluid 2: Narrow Slit Fabrication, Precision Engineering, vol.12, p König, W., Siebers, F.J Influence of the Working Medium on the Removal Process in EDM Sinking, Ame- rican Society of Mechanical Engineers, Production Enginee- ring Division (PED) Conference Publication, vol.64, p

12 Kruth, J.P., Stevens, L., Froyen, L., Lauwers, B Study of the White Layer of a Surface Machined By Diesin- king Electro-Discharge Machining, CIRP Annals - Manu- facturing Technology, vol.44, p Chen, S.L., Yan, B.H., Huang, F.Y Influence of Kerosene and Distilled Water as Dielectrics on The Electric Discharge Machining Characteristics of Ti 6A1 4V, Jour- nal of Materials Processing Technology, vol.87, p Tzeng, Y.F., Lee, C.Y Effect of Powder Characteris- tics on Electro Discharge Machining Efficiency, Internatio- nal Journal of Advanced Manufacturing Technology, vol.17, no.8, p Dewes, R., Aspinwall, D., Burrows, J., Paul, M., El- Menshawy, F High Speed Machining-Multi-Functi- on/hybrid Systems, Proceedings of the Fourth Internatio- nal Conference on Industrial Tooling, Southampton, United Kingdom, p Kozak, J., Rozenek, M., Dabrowski. L Study of Electrical Discharge Machining Using Powder-Suspended Working Media, Journal of Engineering Manufacture, Pro- ceedings of the Instrumental Mechanic Engineers, vol.217, p Ekmekçi, B., Elkoca, O., Tekkaya, A.E., Erden, A Residual Stress State and Hardness Depth in Electric Disc- harge Machining: De-ionized Water as Dielectric Liquid, Machining Science and Technology: An International Jour- nal, vol.9, no.1, p Ekmekçi, B., Elkoca, O., Erden, A A Comparative Study on the Surface Integrity of Plastic Mold Steel Due to Electric Discharge Machining, Metallurgical and Materials Transactions B, vol.36, no.1, p Kang, S.H., Kim, D.E Effect of Electrical Discharge Machining Process on Crack Susceptibility of Nickel Based Heat Resistant Alloy, Material Science Technology, vol.21, p Curodeau, A., Marceau, L.F., Richard, M., Lessard, J New EDM Polishing and Texturing Process With Conductive Polymer Electrodes, Journal of Materials Pro- cessing Technology, vol.159, p Yan, B.H., Tsai, H.C., Huang, F.Y The Effect in EDM of a Dielectric of a Urea Solution in Water on Modifying the Surface of Titanium, International Journal of Machine Tools & Manufacture, vol.45, p Kang, S.H., Kim, D.E Effect of Electrical Discharge Machining Process on Crack Susceptibility of Nickel Based Heat Resistant Alloy, Materials Science and Technology, vol.21, p Kang, S.H., Kim, D.E Effect of Electrical Discharge Machining Process on Crack Susceptibility of Nickel Based Heat Resistant Alloy, Materials Science and Technology, vol.21, p Sharma, A., Iwai, M., Suzuki, K., Uematsu, T Po- tential of Electrically Conductive Chemical Vapor Deposited Diamond As An Electrode For Micro-Electrical Discharge Machining in Oil And Water, New Diamond and Frontier Carbon Technology, vol.15, p Bai, C. Y., Koo, C. H Effects of Kerosene or Distil- led Water As Dielectric on Electrical Discharge Alloying of Superalloy Haynes 230 with Al Mo Composite Electrode, Surface & Coatings Technology, vol.200, p

13 Bai, C. Y Effects of Electrical Discharge Surface Modification of Superalloy Haynes 230 With Aluminum and Molybdenum on Oxidation Behavior, Corrosion Science, vol.49, p Chung, D.K., Shin, H.S., Kim, B.H., Park, M.S., Chu, C.N Surface Finishing of Micro- EDM Holes Using Deionized Water, Journal of Micromechanics and Microen- gineering, vol.19, p.1-7. Nguyen, M.D., Rahman, M., Wong, Y.S Simulta- neous Micro-EDM and Micro-ECM in Low-Resistivity De- ionized Water, International Journal of Machine Tools & Manufacture, vol.54-55, p Syed, K.H., Palaniyandi, K Performance of Elect- rical Discharge Machining Using Aluminium Powder Sus- pended Distilled Water, Turkish Journal of Engineering and Environmental Sciences, vol.36, p Ndaliman, M.B., Khan, A.A, Ali, M.Y Influence of Electrical Discharge Machining Process Parameters On Sur- face Micro-Hardness of Titanium Alloy, Proceedings of the Institution of Mechanical Engineers Part B-Journal of Engi- neerıng Manufacture, vol.227, no.3, p Singh, S., Bhardwaj, A Review to EDM by Using Water and Powder-Mixed Dielectric Fluid, Journal of Mi- nerals & Materials Characterization & Engineering, vol.10, no.2, p Madde II. 2.PLAZMA İLE İŞLEME (TUĞBA KARTAL) Bölüm 2.01 PLAZMA NEDİR? Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin devam etmesi maddenin plazma haline geçişine neden olacaktır. Enerji kaynağı elektrik olabileceği gibi, ısıl veya ışın kökenli de olabilir. Plazmayı maddenin gaz halinden ayıran en önemli farkları, elektriği iletmesi, çok yüksek sıcaklıkta olması ve ışık yaymasıdır. Maddenin plazma hali, serbest halde gezinen elektronlardan ve elektronlarını kaybetmiş atomlardan (iyonlardan) oluşur, eşit miktarda pozitif ve negatif yük içerir. Elektriği ileten tüm metallere uygulanan prensiplerin çoğu plazmalar içinde geçerlidir ve plazma manyetik ve elektrik alanlardan etkilenir. Günümüzde plazmalar değişik teknolojiler geliştirilerek imalatta, tıpta, ışıklandırmada, televizyonlarda, enerji üretmekte (nükleer) ve daha birçok teknolojide kullanılmaktadır [1,2,3,4]. Plazmalar sıcaklıklarına göre ve hacimlerindeki yüklü parçacık sayısına göre sınıflandırılırlar. Florasan lambalarındaki ışıldama, kaynak sırasında görülen mavi ışık, yıldırım ve şimşek birer plazmadır. Güneş içerisinde farklı türde plazmalar vardır. Kutuplarda görülen auroralar da bir çeşit plazmadır. Bölüm 2.02 PLAZMA İLE KESME TEKNOLOJİSİ Plazma ile kesme metodu (bkz. Şekil 1), iletken metallerin kesiminde 13

14 kullanılan termal bir kesme metodudur. Kesme, basitçe, torç içinde akan gaza enerji verilerek kısmen iyonlaştırılması (plazma haline dönüştürülmesi), oluşturulan yüksek sıcaklıktaki plazmanın da gaz akışı etkisi ile nozul ağzından pozitif kutup olan malzemeye yönelmesi, malzemeyi ergitmesi ve ergiyen malzemenin akan gazın jet etkisiyle itilerek uzaklaştırılması ile gerçekleştirilir. Geleneksel plazma sistemleri mm kalınlık aralığında olan malzemelerin kesiminde yaygın olarak kullanılmaktad0ýr. Günümüz hassas plazma sistemleri ise lazer kesme sistemlerinin çalıştığı 1-12 mm malzeme kalınlığı arasında ve lazer sistemlerine yakın hassasiyette kesme yapabilmek yönünde geliştirilmektedirler. şekil 2'de günümüz termal kesme teknolojileri kesme hassasiyeti ve malzeme kalınlığına göre karşılaştırılmıştır. Plazma ile kesim düşük işletme ve yatırım maliyeti, yüksek kesme hızı, üretim hattı uygulamasına ve otomasyona uygunluğu, sürekli iyileştirilen kesme kalitesi ile sanayide yaygın olarak kullanılmaktadır. Plazma ile kesme metodu vagon sanayi, gemi inşa sanayi, iş makinelari sektörü, basınçlı kap sanayi gibi imalat sektörlerinde yoğunlukla kullanılmaktadır. 14

15 Bölüm 2.03 PLAZMA İLE KESME SİSTEMİ Genel olarak otomasyona yönelik bir plazma ile kesme sistemi şu alt sistemlerden oluşur(bkz. şekil 3); Güç kaynağı bir doğru akım kaynağıdır. Yüksek gerilimde, sabit doğru akım sağlar. Görevi iyonizasyon sonrası plazmanın devamlılığını sağlamak için gerekli enerjiyi sağlamaktır. Yüksek frekans (HF) ateşleme devresi, 2MHz de 5000 ile volt arası alternatif akım yaratan bir devredir. Taşıyıcı gazın iyonlaşması (plazma oluşumu) için gerekli olan pilot arkı ateşler. Gaz Konsolu, taşıyıcı (plazma) ve koruyucu gazın akış hızlarını, karışım oranlarını ayarlamak ve plazma gazlarını seçmek için kullanılır. Günümüz sistemleri elektronik kontrollüdür. Torç, içinde plazma gazı ve koruma gazının aktığı, nozul, elektrod, lüle, nozul diş kapağı, koruyucu kafa ve kapağını bir arada tutan parçadır (bkz. şekil 1, 4). Plazmayı oluşturmak ve odaklamak için tasarlanmıştır. Koruyucu gaz ve soğutma sıvısı akışını da sağlar. Gövde içinde gazlar, elektrik bağlantısı ve soğutma sıvısı için özel tasarlanmış kanallar ve elektrik bağlantıları vardır. Taşıyıcı Sistem ve Kontrol Sistemi, torç hareketini ve tüm sistemin kontrolünü sağlar (bkz. şekil 3). Numerik kontrollü herhangi bir kartezyen X-Y tablası olabileceği gibi, bir robotta olabilir. Kontrol sistemi ise güç kaynağını, ateşlemeyi, gaz akışını ve torç hareketini ilgili parametreler aracılığı ile kontrol eder. Soğutma Sistemi, soğutucu sıvının sistem içerisinde dolaşımını sağlar. Aspiratör Sistemi, kesme sırasında oluşan gazları ve dumanı kesme bölgesinden uzaklaştırmak için kullanılır. 15
 ve koruyucu gazın akış hızlarını, karışım oranlarını ayarlamak ve plazma gazlarını seçmek için kullanılır. Günümüz sistemleri elektronik kontrollüdür.")
16 Bölüm 2.04 TORÇ PARÇALARININ İŞLEVLERİ Plazma arkını oluşturmak ve malzemeye doğru odaklamak için tüm kesme torçlarında şu temel parçalar bulunur: elektrod, lüle, nozul ve koruyucu kap. Elektrod, güç kaynağının negatif kutbudur. Bakırdan imal edilir. Elektrod ucunda ise arkı yayan, ısıya dayanıklı ikincil bir malzeme vardır (bkz. şekil 1, 4, 5). Bu uç için yüksek ergime noktalı hafniyum (hava ve oksijen plazma sistemlerinde) ve tungsten (azot ve argon-hidrojen plazma sistemlerinde) yaygın olarak kullanılır. Ateşleme sayısı ile ölçülen belli bir kullanım ömrü vardır. Aşınma ve bozulma elektrod ucunda görülür. Lüle, taşıyıcı gazı elektrod etrafında girdap etkisi vererek döndürerek iten yüzük şeklinde bir parçadır (bkz. şekil 4,5). Girdap etkisi ark silindir şeklinde çevirerek arkın daha yoğun ve kararlı olmasına yardımcıdır. Günümüzde neredeyse hemen hemen tüm plazma ile kesme sistemi üreticileri girdap etkisinden yararlanmaktadır. Girdap etkisini torç eksenine dik delikler yerine(nozul içerisine) belli bir açıda lüle üzerinde açılmış gaz giriş delikleri yaratır (şekil 5 ve 9b). Bu akış etkisi ile nozul içerisine giren gaz plazma arkını kesim süresince elektrottan malzemeye kadar ufak bir gaz girdabı içinde tutar. Nozul, plazma arkının konsantre olmasını ve odaklanmasını sağlar (bkz. şekil 1, 4, 5). Bu arkın enerji yoğunluğunu ve akış hızını arttırır. Ateşleme esnasında güç kaynağının pozitif kutbudur. Nozul ağız açıklığı belli bir tip nozul için maksimum kesme akım şiddetini belirler. Aşınma parçasıdır. Nozul ömrüde ateşleme sayısı ile ifade edilir. Koruyucu kap ve başlığı nozulun dışında yer alır(bkz. şekil 1,4). Kesilen malzeme ile nozulun arasında yalıtıcı olarak görev yapar. Kesme Nasıl Başlar? Güç kaynağına gelen bir sinyal eşzamanlı olarak açık devre gerilimini açar ve torça gaz akışını başlatır. Sistemde nozul ve malzeme güç kaynağının pozitif kutbuna, elektrod ise negatif kutbuna bağlıdır. Taşıyıcı gaz nozul ve elektrod arasındaki boşluktan geçerek nozul ağzından dışarı akmaya başlar(bkz. şekil 5). Bu esnada yüksek frekans ateşleme devresi, nozul ile elektrod arasında yüksek frekansta arklar oluşturur(bkz. şekil 6). Taşıyıcı gaz bu arklardan gelen enerji ile kısmen iyonize olur. Yüksek akış hızındaki gaz, itme etkisi ile bu akım yolunun pozitif kutbunu dışarıya -nozuldan malzemeye doğru- yöneltir (bkz. şekil 1). Pozitif kutuptaki malzeme ile artık akım devresi tamamlanmıştır ve yüksek frekans devresi kapanır. Gazın sürekli olarak iyonizasyonu (arkın sürekliliği) doğru akım devresinden gelen enerji ile sağlanır. Bu şekilde elde edilen plazma metoduna "taşınan ark metodu" (transferred arc method) denir. 16

17 Kesme işlemi plazmanın yüksek sıcaklığı nedeni ile malzemeyi lokal olarak ergitmesi ve yüksek akış hızındaki taşıyıcı gazın ergimiş malzemeyi püskürterek malzemede bir delik açması ile başlar. Bu esnada torç taşıyıcı sistem ile -arkın sürekliliğini kaybetmeyecek bir hızda- hareket ettirilerek kesme işlemi gerçekleştirilir. Plazma ile kesme işlemi genel olarak taşınan ark metodu ile gerçekleştirilir. Bir diğer metot ise "taşınmayan ark metodu"dur(non-transferred arc method). Torç teknolojisi farklıdır. Plazma arkı malzemeye transfer edilmeden nozul ile elektrod arasında başlar ve akan gaz etkisi ile -sürekliliğini kaybetmeyecek şekilde- plazma torç ucunda alev şeklinde çıkar. Genel olarak bu metot iletken olmayan malzemelerde kullanılır ve diğer plazma işlemlerinde (örneğin yüzey kaplamada, atık işlemede) kullanılır. Kesmede yaygın olarak kullanılmamasının nedeni plazma ark yoğunluğunun kontrol edilememesidir. Bölüm 2.05 PLAZMA İLE KESİLEBİLEN MALZEMELER Plazma ile kesme yöntemi sanayide yaygın olarak alaşımlı çelik, paslanmaz çelik, karbon çeliği, alüminyum alaşımları, titanyum alaşımları ve bakır kesmekte kullanılır. Nikel, titanyum ve alaşımları gibi malzemelerin kesimi ancak talaşlı işlemeden önce malzemeyi kesip hazırlamak için uygun olabilir. Çünkü bu malzemelerin plazma ile kesiminde kesme ağzı ve yüzeyinde pürüz, malzemede de renklenme görülmektedir. Koruyucu ve plazma gazı kombinasyonları, gazların akış hızları ve malzeme kalınlığı malzemelerin kesme kalitesini etkiler. Bölüm 2.06 PLAZMA İLE KESMEDE KULLANILAN GAZLAR VE ÖZELLİKLERİ Modern plazma ile kesme sistemlerinde, iyi bir kesme kalitesi elde etmek için taşıyıcı (plazma) ve koruyucu gaz olarak çeşitli gazlar ve karışımları kullanılmaktadır. Kullanılacak plazma gazları arasındaki farklar gazın iyonlaşma enerjisi, termal iletkenlik ve reaktiflik özelliklerine bağlıdır. Gazın iyonlaşma enerjisi arkın gerilme değerini ve açığa çıkan enerji yoğunluğunu etkiler. Termal iletkenlik, arkın sürekliliğini etkilediği gibi enerjinin ısı formunda iletilmesinde de rol oynar. Reaktiflik ise ısı etkisi altında gazın ergiyen malzeme ile etkileşmesidir (azotun yüksek sıcaklıkta karbon çelikleri ile etkileşip nitrat oluşturması gibi). Plazma torçunun teknolojisine göre de kullanılan gazların karışım oranlarıda değişebilir. Plazma ile kesmede en çok kullanılan gazlar hava, azot, oksijen ve argon-hidrojendir (H-35, Ar-H2). Genel bir fikir vermek için Hypertherm HD3070 sisteminde kullanılan gazlar malzeme cinsine göre dizilerek Tablo 1'de örnek olarak sunulmuştur. 17

18 Bölüm 2.07 PLAZMA İLE KESMEDE ÖNEMLİ PARAMETRELER Plazma ile kesmede önemli parametreler gaz parametreleri, güç kaynağı parametreleri ve kesme hızıdır (bkz. şekil ). Parametreler arasındaki ilişkiler kesmede elde edilecek kaliteyi tanımlar. Gaz parametreleri; taşıyıcı(plazma) ve koruyucu gazın akış hızı ve gazların karışım oranıdır. Plazma gazının akış hızının artışı arkın kararlılığını etkileyen faktörlerden birisidir. Arkın yoğunluğunu arttırır. Artan momentum nedeni ile eriyen malzemenin kesme bölgesinden püskürtülmesini kolaylaştırır. Güç kaynağı parametreleri ise 'standoff', 'V', ve akım şiddetidir, 'I'. Standoff, malzeme-torç arası uzaklığı belirler. Otomasyona yönelik sistemlerde kesme işlemi başlamadan bu mesafe bir sonda sistemi ile ayarlanır. Kesme başladıktan sonra ise standoff mesafesini torç yükseklik kontrol sistemi kontrol eder. Geribildirim döngüsünden gelen anlık gerilim değerini verilen değer ile kıyaslar ve bu değere göre yükseklik ayarlanır. Standoff malzemeye ve kalınlığına, kullanılan torç tipine göre tablolarda kesme öncesi için mm olarak, kesme süresince kullanılmak içinse gerilim birimi ile belirtilir. Akım şiddeti, 'I', plazma sisteminin gücünü belirler. Malzemeye transfer edilen birim zamandaki enerji daha yüksek olduğundan aynı kalınlıktaki malzeme için kesme hızı akım şiddeti değeri ile artar. Değer yükseldikçe kesilebilecek malzeme kalınlığıda artar. Kesme hızı (f), kesme sonrası metalin kesme yüzeylerinin kalitesini etkileyen parametrelerden biridir. Tavsiye edilen değerden yavaş hızlarda plazma arkı ergittiği bölgeden hemen uzaklaşmadığı için yarık aralığı değeri artar. Bu geriye doğru eğimli kesme çizgileri oluşturur. Daha yüksek hızlarda plazma arkı malzemeyi tüm kalınlık boyunca ergittiği fakat püskürtme işlemi tamamlanmadan torç hızla ilerlediği için alt kısımlarda malzeme tekrar katılaşarak yarığı doldurur ya da kalın çapak oluşumu gözlenir. Bölüm 2.08 PLAZMA İLE KESMEDE KALİTE Plazma ile kesmede kaliteyi belirleyen standartlar, ISO 9013, DIN 2310 gibi termal kesme standartlarıdır. Endüstride plazma kesmede kaliteyi tanımlayan karakteristik değerler kesme yüzeyi açısı (diklik) ve pürüzlülüktür [14, 15, 16]. Ayrıca ek olarak üst kesme kenarı yuvarlaklığı, sakal oluşumu, üst serpinti ve yarık aralığı ölçüsü de kaliteyi tanımlamak için kullanılır (bkz. şekil 8). Bu karakteristik değerlere kısaca göz atacak olursak : Kesme yüzeyi açısı (diklik), kesme esnasında kesme yüzeyinde oluşan eğim miktardır. Uluslararası standartlarda kabul edilen değer kalite sýnýflarýna göre değişiklik gösterir. Genel olarak diklik değeri ile belirtilir. Açısal ve pratik değerler vermek gerekirse taşıyıcı gaza girdap hareketi veren torçlarda bu eğim miktarı malzeme tarafında 1 ila 3 derece, atıl malzeme tarafında 3 ila 8 derece arasında değişir. Düz akıþ içeren torçlarda ise bu değer her iki kenarda 4 ila 8 derece arasındadır. Pürüzlülük, kesilen yüzey üzerinde üst ve alt yüzeyden standartlarda tanımlanmış bir mesafede ve aralıklarda ölçülür. Genel olarak bu değeri kesme hızı, gaz akış hızları, torç hareketi etkiler. Kesme hattı çizgileri pürüzlülük değerini etkiler. Kesme Hattı çizgileri, malzeme kesme yüzeyi boyunca oluşan dalgalanmalardır. Kullanılan gaz, güç kaynağı çıkışındaki süreklilik, torç tasarımı ve mekanik sistemdeki titreşim oluşumlarında etkilidir. Üst kesme 18

19 kenarı yuvarlaklığı, plazma ile kesimde karakteristik bir özellik olup, malzemenin üst yüzeyinin plazma arkı ile daha uzun süre etkileşimde kalması nedeni ile oluşur. Bu yuvarlaklık düşük kalınlıklarda daha çok belli olur. Yüksek tanımlı plazma ile kesim sistemlerinde bu etki olabildiğince azdır. Çapak (sakal), plazmanın ergittiği malzemenin eridikten sonra tekrar katılaşıp malzeme alt kesme yüzeyi kenarına yapışması nedeni ile oluşur. Kesme hızı, akım şiddeti, gaz seçimi, malzeme çeşidine ve temizliğine bağlıdır. Çok hızlı ve çok yavaş kesimlerde çapak yapabilir. Kesme aralığı, plazmanın malzemeyi keserken oluşturduğu açıklıktır. Plazma kesiminde bu açıklığı belirlemekteki kural her zaman için bu genişliğin nozul ağzı açıklığının yaklaşık bir ila iki katı aralığında olacağı şeklindedir. Yarık aralığını etkileyen diğer parametreler akım şiddeti, kesme hızı ve torç ile malzeme arasındaki yüksekliktir. Üst Serpinti, üst yüzeyde oluşan çapaktır. Malzeme ile torç arası uzaklık üst serpinti oluşmasında başlıca etmendir. Çok yavaş ilerleme hızında yapılan kesimlerde görülebildiği gibi aşınmış nozul nedeni ile de ortaya çıkabilir. çalışmalar sırasında araştırmacılar nozul ağız açıklığının daraltıldığı zaman TIG torçundan malzemeye doğru akan ark ve gazın özelliklerinin değiştiğini, ark ve gazın daha yoğun hale geldiğini farkettiler. Arkn ısısı daha yüksekti ve nozul içinde artan basınç ile akış hızı artmýþtý. Artan sıcaklık nedeni ile malzeme arkın değdiği noktada kalınlık boyunca lokal olarak ergiyor, plazma jetinin hızı ergimiş metali basınçla iterek uzaklaştırıyordu. Böylece malzeme kesilmiş oluyordu. Bu gelişmeyi takiben ilk plazma torçları piyasaya sunulmaya başlandı. Bu kesme metodu çok kalın malzemelerde bile yüksek hızlarda kesme olanağı sağlıyordu. Konvansiyonel plazma kesimi olarakta tanınan bu teknik 1970 li yıllara kadar yaygın olarak kullanıldı. Bu teknikte, plazma arkı kesim esnasında iyi kontrol edilemediği, ark konsantrasyonunun sürekliliği ve plazma ark akışının yoğunluğu sağlanamadığı için elde edilen malzemenin kalitesi hassas kesimler için kullanılmasında bir engel olmuştur. Bu nedenle başlangıçtan günümüze kadar çeşitli teknolojiler Bölüm 2.09 PLAZMA İLE KESME İŞLEMİNİN KISA TARİHÇESİ VE YENİ GELİŞMELER Plazma ile kesme işleminin keşfedilmesi 1950'li yıllara rastlar. TIG kaynağının verimini artırmak için Union Carbide firmasının kaynak laboratuvarında yapılan geliştirilerek kesme kalitesinde iyileştirme yönünde çalışmalar yapılmıştır. Örneğin plazma ark akışının yoğunluğunu sabit tutmak için sırasıyla çift akışlı gaz teknolojisi, su enjeksiyonlu plazma sistemleri ortaya çıkmıştır. Bu tür sistemler plazma arkının etrafında ikinci bir akış sağlayarak onu çevreler ve böylece yoğunluğu 19

20 kesme süresince sabit kalan bir ark yaratır. Plazma ile kesme işlemindeki ilerlemelerin ve ortaya çıkan teknolojilerin kısa bir özeti kronolojik olarak Tablo 2'de sunulmuştur. Bölüm 2.10 PLAZMA İLE KESMEDE YENİ GELİŞMELER Thermal Dynamics firması ilk düşük akım şiddetli hava plazması ile çalışan ve "Zip Cut" diye adlandırılan SAF sistemlerini 1980'li yıllarda Avrupa'ya pazarlamaya başladı. Bu gelişme yeni üreticilerin piyasaya girmesinin önünü açarak plazma kesme sistemleri pazarının genişlemesine yol açtı. Pazardaki genişleme plazma kesimindeki araştırma geliştirme faaliyetlerini artırarak kesme kalitesinin giderek artmasına ve başlangıçta oksi- gaz kesimine alternatif olarak sunulmuş bu prosesin günümüz termal kesme prosesleri içerisinde verimlilik ve kalite olarak önemli bir yer edinmesine ve yaygın olarak kullanılmasını sağladı. "Super konsantre plazma arkı", "hassas plazma ile kesme", "yüksek tanımlı plazma kesme" başlıkları altında gerçekleştirilen plazma ile kesmede kalite artırımına, en önemlisi verimliliği arttırıma yönelik faaliyetler ise yakın tarihte yeni bir plazma ile kesme teknolojisi ortaya çıkardı. Bu plazma kesme teknolojisinin adý "high density plasma cutting", yüksek yoğunluklu plazmadır. Bu teknolojinin özelliği yüksek enerji yoğunluğunda daha ufak çaplı, konsantre ve kararlı bir plazma arkı elde edilmesidir. Daha konsantre bir ark, kesme yüzeyindeki diklik toleranslarında ve pürüzlülük değerlerinde iyileşme ile sonuçlanır. Dar çaplı ve yoğun enerjili plazma nedeni ile daha dar ve düzgün kesme ağızları elde edilir ve kesim sürati artar ki bu da kalitenin ve verimliliğin artması demektir [9]. Kısaca bu teknolojilere bir göz atacak olursak; (a) RAZOR CUTTİNG 1989 da Komatsu-Cutting Technologies Division tarafından patenti alınan teknolojinin ismi "Rasor-Fine Plasma Cutting" idi (bkz. şekil 9a). Bu teknolojinin ayırt edici özelliği bilinen girdap 20

21 şeklinde gaz akışına ek olarak mıknatıslama ile yaratılan Lorentz kuvvetleri ile, - manyetik alan oluşumu ile-, plazma arkını kararlı halde ve konsantre halde tutmasıdır. Bu manyetik kuvvetler plazma arkına iki şekilde etki eder. Birinci olarak plazma arkının kendisine etki eden Lorentz kuvvetleri arkın elektrod kısmından çıkışında kendi ekseni etrafında daha hızlı dönmesine olanak sağlar (bkz. şekil 9a). ikinci olarakta etki eden manyetik alan dönerek inen plazma arkını hapsederek sürekli konsantre ve yoğun bir ark sağlar. Ayrıca nozul çıkışında da bu etki devam ettiği için çift ark tehlikesi de yalıtılmış bir dış kap kullanılmadan önlenir. (b) HyDefinition Plasma 1990 yılında patenti alınan Hypertherm firmasının "HyDefinition Plasma" teknolojisinin razor cutting teknolojisinden farkı nozul ve seramik lüle tasarımlarındandır. Bu tasarımlar ile elektrod etrafında daha güçlü girdap akımları yaratıp ark kararlılığı ve sürekliliği arttırılmıştır (bkz. şekil 9b). HyFlow Vortex Nozzle olarak adlandırılan seramik lüle ve nozul teknolojisi ark etrafındaki iyonlaşmamış ve soğuk gazı nozul içerisinden başlayarak plazma arkı etrafında girdap halinde akıtmayı sağlar. HyFlow Vortex Nozzle teknolojisinin bilinen girdap etkisine getirdiği yenilik ise nozul duvarı içerisinde yer alan ve nozul ağzında bir nevi hava yastığı etkisi yaratan ikinci bir gözdedir. Bu sistem nozul ağız çapının daha ufak ve uzun olmasına ve dolayısıyla daha yoğun ve kararlı bir ark elde edilmesinde rol oynar. Kalkan teknolojisi (Shield Technology) olarak adlandırılan seramik kaplı izole dış kapak teknolojisi ise nozul ve malzeme arasında bir kalkan olarak kullanılma amacı ile ortaya çıkarılmıştır. Bu kalkan kesim esnasında oluşan ve sıçrayan ergimiş malzemenin nozula yapışmasını önlediği gibi seramik kaplama nedeni ile de nozul ve malzeme arasında oluşabilecek olası ikinci bir ark etkisini engeller. Böylece plazma torçu malzemeye daha yakın bir standoff değerinde çalışabilmekte, ve nozul ömrü uzatılmaktadır. Hyperthermin patentini aldığı Uzun ömür (Long Life) teknolojisi ise özellikle oksijen kullanılan kesimlerde elektrot ömrünün uzatılmasını amaçlamıştır. Bilindiği gibi elektrot ömrü ateşleme sayısı ile ifade edilir. Kesim esnasında elektrot ucundaki bir yuvada bulunan hafniyum malzeme (bkz bölüm 2.1.2) içeride girdap şeklinde akan gaz etkisi ile ergimiş halde yuvasında durur. Fakat her kesim sonunda torç kapatılırken bu teknolojiye sahip olmayan sistemlerde ateşleme sonunda elektrot fonksiyonunu yitirmeye başlar ve bu kesim kalitesinde düşüşe neden olur. Ayrıca ergimiş halde kopan parçacıklar kesim sonunda nozul iç çeperlerine ya da nozul ağzına yapışarak akış profilinin de bozulmasına neden olurlar. Gelişen mikroişlemci teknolojisinden yararlanılarak geliştirilen uzun ömür teknolojisi kapalı devre kontrolü ile gaz akışını ve elektrik akımını aynı anda ve kontrollü olarak kapanmasını sağlayarak hafniyum malzemenin yuvasında katılaşmasını sağlar. Bu sistem ayrıca nozul içerisinde oluşan ani termal ve kimyasal şokların etkisini de azaltır. Bölüm 2.11 Torç yükseklik kontrolü (Torch Height Control) Her iki teknolojide de torç malzeme arası yüksekliği (standoff değeri) THC (Torch Height Control) yada AHTC (Automatic THC) adı verilen bir sistemle kesme süresince ayarlanabilmektedir. Bu sistem dalgalı bir yüzeye sahip metal plakalarda kesme esnasında operatörün gerilim değeri ile oynayarak standoff değerini ayarlaması gerekliliğini ortadan kaldırmıştır. Basit bir Z ekseni hareketi ile kontrol edilen bu sistem torçu (plazma gerilim değerinin geri beslenen anlık değerine göre) yukarı aşağı hareket ettirmektedir. Ark gerilimi geri beslemesi saniyede 500 keze varan oranlara erişebilmektedir. Yüksek tanımlı plazma teknolojisi belli bir kalınlık aralığında ve malzeme tipinde kaliteli bir kesme sunar. Ayrıca torçu ya da parçayı hareket ettiren sistemin ivmelenme değerleri, titreşim özellikleri, hareket kontolündeki hassasiyet kesme süratini ve tekrar edilebilirliği etkilediği için sonuçta kesme kalitesini etkilemektedir. Gazın temiz olması, gaz akışının kararlılığı ve basıncı da kaliteyi etkileyen diğer etmenlerdir. Bölüm 2.12 SONUÇ Plazma ile kesme düşük işletme ve yatırım maliyeti, üretim hattı uygulamasına ve otomasyona uygunluğu, sürekli iyileştirilen kesme kalitesi ile sanayide yaygın olarak kullanılan bir kesim metodudur. Basit, küçük ve taşınabilir plazma ile kesme ekipmanlarından bilgisayar kontrollü ekipmanlara kadar değişen sistemler mevcuttur. Bir zamanlar oksi-gaz ile kesmeye alternatif bir metot olarak ortaya çıkmışken günümüzde lazer ile kesim teknolojisine bir alternatif olma 21
22 yönünde geliştirilmektedir. Bu derlemede plazma ile kesim teknolojisi ile ilgili konulara yer verildi. Teknolojinin doğuşu, gelişmesi, kesme parametreleri, kalite unsurları ve kesme ekipmanlarının yapısı ve işleyişi hakkında genel bir çerçeve çizilmeye çalışıldı. Madde III. 3.HONLAMA VE LEPLEME TEKNİKLERİ (AHMET CAN UÇAR) Honlama ve lepleme tekniklerinin amacı tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan pürüzleri gidermek, yüzeylerin kalitesini düzeltmek, istenen ölçü tamlığını elde etmek ve birlikte çalışacak olan iki yüzeyi birbirine alıştırmaktır. Honlama ve lepleme teknikleri çeşitli aşındırıcı malzemeler kullanarak metal veya metal olmayan malzemelerin yüzeyinden düşük hızla yapılan talaş kaldırma işlemidir. Bu teknikler daha çok silindirik iç, dış, düzlem ve küresel olan yüzeylere uygulanırlar. Bu teknikler özel tezgâhlarda torna freze matkap gibi tezgâhlarda veya elle uygulanmaktadır. Bölüm 3.01 ECH Avantajları 1. Hon taşı aşınması en düşük seviyede 2. Hız daha yüksek 3. İnce et kalınlıklı boruların honlanmasında üstün netice 4. Mekanik ve ısıl etkilenme yok Uygulama Seri üretimde, ince duvarlı boruların doğru boyuta getirilmesi Madde IV. 4.ELEKTRO EROZYON TESTERE (YUSUF KAN) Testere ve tel erozyon dükkanlar da yaygın malzemelerde stoktan parça boşlukları kesmek için kullanılır. Bazı durumlarda, çok yüksek malzeme sertliğinde bir bant kullanılması kesme için bir engellemedir. Tel erozyon sertliği yüksek olan malzemeler için bir alternatif fakat seri üretim de darboğaz oluşturur zaman alıcı bir işlemdir.elektro Erozyon Testere makinesi, tel erozyona göre yüzde 70 daha hızlı olduğu kadar egzotik alaşımlar kesebilir elektro-erozyon teknolojisini kullanır. Buna ek olarak, kesme genişliği sadece 0.06 inç ve oluşturulan ısıdan etkilenen bölge en az inç olur.bir tel erozyon biriminin özelliklerine benzer EDS makine fonksiyonları. Bununla birlikte, bunun yerine elektrot teli kullanarak, EDS makinesi sürekli olarak iki kasnak etrafında dönen yumuşak çelikten ince, elektriksel olarak yüklü grup kullanır. Dönen bandı parçasına indirilir ve toksik olmayan bir sodyum silikat, dielektrik bant ve çalışma parçası boyunca püskürtülerek kesim başlar. Elde edilen elektro-erozyon " kesme " Dakikada 2,5 inç kare ortalama hızda işlem yapar. EDS, sadece 26.5 dakikada malzeme kesim işleminde çap olarak 6.25 inç ölçülerinde işlem yapar.cuts, yuvarlak, düz ya da açılı yüzeyler yapılabilir. Bant işlemi sırasında çok düz kesimler yaratır. Bu sayede maliyetlerini azaltarak, malzeme israfını en aza indirir. Elektro- erozyon işlemi çok az kesme kuvveti oluşturur, bu yüzden basit bir pnömatik sıkma sistemi kesim için malzeme sağlamak için kullanılır. Kesikler tamamlandıktan sonra programlanabilir stok besleme sistemi otomatik stok ilerler.bir EDS makinesinin genel işletme maliyeti düşüktür. Örneğin, EDS saatte sadece $ 4.00 oranında elektrik kullanır. Buna ek olarak, her bir grup yaklaşık $ 1.40 ( kaynakçı kullanıcıların kendi bantları oluşturmak için izin veren her EDS makine ile birlikte verilir ) maliyetlidir. EDM işlemde tüketilen tel farklı olarak, tek bir çelik bant çok sayıda kesim için kullanılır. Çapı 2.5 inç keserken Örneğin; bir grup yerine önce dört kesim gerçekleştirebilirsiniz. Bant değiştirme az 2 dakika zaman alır.eds kesitleri 12 x 12 inç 7.87 x 7.87 inç büyüklükleri arasında değişen iki farklı boyutta mevcuttur. Her sürümü kapalı çalışma alanı, entegre bir hava emiş sistemi ve dielektrik ıslah sistemine sahiptir. Bir dokunmatik ekran kontrolü kolay programlama sağlar ve standart malzeme şekiller için otomatik program şansı sunuyor. 22


23 Madde V. 5.ELEKTRO EREZYON İLE TAŞLAMA ( FARUK TORUN) Bölüm 5.01 Elektro erezyon tarihi 23

24 24

25 25

26 26

27 Elektroerozyonla taşlama metodu, elektroerozyonla işlemeye benzer işleme metodu olup fark sadece takım olarak kullanılan elektrotun dönen grafit taş olmasıdır. İş parçası servokontrollü iş tablası aracılığı ile taş altında ilerler. Dielektrik sıvı içine batırılmış bulunan + yüklü iş parçası ile yüklü taş arasında iş parçasından elektrik kıvılcımlarının etkisi ile talaş kaldırma işlemi gerçekleşir. Her kıvılcım erozyonu iş parçası yüzeyinden az miktarda metali ergitir veya buharlaştırır ve elektroerozyonla işleme de olduğu gibi küçük bir krater meydana getirerek iş parçası ile taş arasında kaldırılan malzeme parçacıklarını uzaklaştırmak için dielektrilk sıvı kullanılır. Elektorerozyonla taşlama için taşlar tipik olarak düşük dereceli grafitten yapılır. Dielektrik sirkulasyonun zor olduğunda veya işlenecek parça kesiti mm den daha az olduğunda bazen pirinç taşlarda kullanılır. Elektorerozyonla taşlama taşları YHÇ takımları ile kolaylıkla bilenebilir. Grafit taşlar 30 ila 180 m/dak kesme hızında dönerler, ve çalışma esnasında elektrik izolasyon için fener milinden taşın yalıtımı sağlanır. Yüksek taş hızı yağa çarpmasına sebep olurken aşırı düşük taş hızı ise uinform olmayan taş aşınmasına, ve tam yuvarlaklık elde edilmemesine neden olur. Zımpara taşı yaklaşık olarak 450 m/dak da Şekil 7.28 de gösterilen tezgah üzerindeki bir düzenekle işlenebilir. Zımpara taşı sertleşmiş çelik ile kaba olarak 1.25 mm pasoda ve mm bitirme pasosu ile bilenebilir. Hassas taşlama işlemi için aşırı rijitlik ve taşlama esnasında minimum defleksiyon gereklidir. Taş mili toleransı mm ve işlenmiş taşta defleksiyon 200 mm enine ilerleme miktarı için mm dir. 27

28 İş parçasının hareketini kontrol eden servomekanizma ile kıvılcım işleme boşluğu yaklaşık mm arasında sabit tutulur. Elektro1it olarak genellikle viskozitesi 40 olan mineral yağ kullanılır. Daha yüksek voltaj daha büyük kıvılcım boşlukları buda dielektrik akışkan ile daha kolay temizlenmesi için ve daima taşlamada iyidir. Daha yüksek elektrik akımı daha hızlı kesme yapar fakat daha kaba ve hasarlı yüzeyoluşturur. Krater ölçüsü kıvılcım enerjisi ile orantılı olup, özellikle, karbürlerin taşlanmasında daha düzgün yüzeyelde etmek için en az akım kullanılır. Daha yüksek sinyal frekansı daha düzgün yüzey ile gerçekleştirilir. Hızlı kesme işlemi için, genellikle, daha büyük kapasitans kullanılır. İşleme çevrimi başladığı zaman otomatik EDG tezgahlarında operatörün çalışması gerekmez. İş parça ve zımpara taşı arasında voltaj ile iş parçası tablasının servo-tahrik kontrolü yapılır. V oltaj 80 V gibi yüksek olduğu zaman iş parçası ilk kıvılcım oluncaya kadar zımpara taşına doğru hızla enine ilerler. Bu noktada, voltaj normal işleme oranı V düşer ve servomekanizma, güç kaynağına bağlı olarak, iş ve' taş arasında normalolarak mm sabit boşluğu sürdürür. Servo sistem otomatik olarak her hangi bir nedenle voltaj düşerse zımpara taşından iş parçasını geri çeker. 28
29 Karbür şeklinde takımların yapımında büyük hassaslık istenilen işler için Elektorerozyonla taşlama işlemi kullanılır. Genel tolerans 0.05 mm olup bazı uygulamalarda mm elde edilebilir. Saatte sadece 160 ila 2500 mm3 hacimde malzeme kaldım bu metot yavaş işlem olup daha fazla talaş kaldırma miktarı ile sadece belirli kaba uygulama alanlarında kabul edilebilir. Karbürlü takımları şekillendirme için kullanılmasının yanında laminasyon kalıpları, ezme merdanesi ve çeşitli profildeki diğer takımlar gibi şekilli parçaları taşlamak için de kullanılır. Bunun yanında, kremayer, sert malzemelerde ince kanallı parçalar, gevrek ve kınlabilir parçalar, ve kompleks şekilli parçaların taşlanmasında kullanılır. 29
30 Elektorerozyonla taşlama işleminde zımpara taşı iş parçasından temizleme hareketi yaptığı için bitirme yüzeyi 0.25 mikrometre pratik olup bitirme yüzeyi öncelikle TKM'ına bağlıdır. Örneğin, karbürlerin taşlanmasında TKM'ı 200 mm3/saat olup 0.38 mikrometre yüzey pürüzlülüğü elde edilirken TKM'ı 2500 mm3/saat olduğu ise elde edilen yüzey pürüzlülüğü değeri 3.2 mikrometre'dir Tungsten karbürün taşlaması üzerine işletme şartları etkisi vardır. Sİnyal frekansı ve kapasitans her nokta için gösterilmiş olup voltaj 60 V, zımpara taşı grafit ve dielektrik akışkan olarak İse viskozitesi 40 olan hidrokarbon yağ kullanılmıştır. Frekansta daha fazla düşme ve kapasitansta artışlar akımı 10 A' de sabit tutarak yine bu şekilde gösterildiği gibi yüzey pürüzlülüğünü artınnaktadır. Örneğin, 16 KHz ve 10 mikrofarad'da yüzey pürüzlülüğü değeri 2.8 mikrometre iken 8 KHz ve 14 mikrofarad'da ise bu değer 3.8 mikrometre'dir. Ancak bu sonuçlar diğer metaller ve taşlama şartlarına göre değişir. 30

31 Elektorerozyonla taşlama işleminde aşınma oranı akım yoğunluğu, takım malzemesi, iş malzemesi ve dielektrik akışkana bağlıdır, Hacimsel aşınma miktarı, iş parçasının aşınma miktarının zımpara taşının aşınma miktarına oranı olup 100:1 ila 0.1:1 arasında değişir fakat ortalama hacimseloranı yaklaşık 3:1 ' dir. Ancak zımpara taşı aşınması bütün taş çevresine yaydır. Bu nedenle, taş aşınması üniform ise lineer aşınma oranı, talaş derinliğinin taş aşınma derinliğine oranı, çok daha yüksektir. 25 mm uzunlukta bir kesme işlemi için 200 mm'lik taş için ortalama lineer aşınma oranı 75:1 iken 300 mm çaplı taş için lineer aşınma oranı 110:1 'dir. Düzensiz şekilli çevrelerin taşlama işleminde zımpara taşı aşınması yüksek noktalarda ve profilin keskin köşelerinde ortaya çıkar ve üniform aşınmadan ziyade daha sık olarak taşın yeniden bilenmesi gerekir.. 25 mm uzunlukta bir kesme işlemi için 200 mm'lik taş için ortalama lineer aşınma oranı 75:1 iken 300 mm çaplı taş için lineer aşınma oranı 110:1 'dir. Düzensiz şekilli çevrelerin taşlama işleminde zımpara taşı aşınması yüksek noktalarda ve profilin keskin köşelerinde ortaya çıkar ve üniform aşınmadan ziyade daha sık olarak taşın yeniden bilenmesi gerekir. 31
32 Madde VI. 6.KİMYASAL DAĞLAMA (BEYTULLAH KOLOĞLU) Malzemelerde gerçek iç yapı özelliklerini ortaya çıkarmak için metalografide çoğu kez parlatılmış numune yüzeyine uygun bir reaktif tatbik edilir. Bu işleme Kimyasal Dağlamaveya kısaca Dağlama denilmektedir. Dağlama ile parlatma sonucunda görülemeyen mikroyapı elemanları açığa çıkmaktadır. Dağlama, ayrıca fazların cinsini tayin etmede, dislokasyonların yerlerini belirlemede (etch pitting) ve yönlenme etütlerinde kullanılır. Nihai parlatmadan çıkan numunede -gösterilen bütün ihtimama rağmen- kaçınılmaz olarak parlatılan yüzeyde soğuk işlenmiş bir tabaka bulunmaktadır. Bu tabaka başlıca iki kısımdır; üst tabakanın serbest enerjisi alt tabakaya kıyasla daha fazladır. Bu nedenle ilk dağlama işlemi sonunda üst tabaka kolayca reaktifin etkisi ile ortadan kalkar ve yüzeyde alt tabaka kalır. Bu durumda mikrokopik etüd yapıldığında orjinal yapıya benzemeyen bir yapı görülür. Bu tabakayı ortadan kaldırmak için parlatma ve dağlama işlemi bir daha tekrarlanmalıdır. Genel olarak parlatma ve dağlama işlemlerinin üç defa tekrarı, bu tabakanın tamamen ortadan kalkması için yeterlidir. Bu tabakanın mevcudiyeti ve kalınlığı, numunenin yapısına, uygulanan parlatma yöntemine, numunenin parlatılması esnasında uygulanan basma kuvvetine, parlatmada kullanılan aşındırıcının karakterine Bölüm 6.01 DAĞLAMA AYRAÇLARI Genellikle metalografik numunenin dağlanmasında kullanılan reaktifler su, alkol, gliserin, glikol veya bunların karışımı olan çözücülerin içinde, organik ve inorganik asitle, çeşitli alkalilerin ve diğer kompleks bileşiklerin eritilmesi ile elde edilir. Kullanılan reaktiflerin aktivileri ve genel davranışları; hidrojen iyonu konsantrasyonuna, hidroksit iyonu konsantrasyonuna veya reaktifin bir veya daha fazla yapı bileşenlerini karartma yeteneğine bağlıdır. Dağlama reaktifi, mikroyapı ayrıntılarını, numunenin yüzeyinden içeriye doğru selektif olarak çözündürmesi sonucu ortaya çıkarır. Çok fazlı yapılarda farklı fazların veya tek fazlı alaşımlarda ve saf metallerde farklı doğrultuda yönlenmiş tanelerin dağlama reaktifi içinde çözünme miktarları şüphesiz farklıdır. Bu prensipe dayanan dağlama mekanizması aşağıda iki farklı durum için ele alınmıştır: Çok Fazlı Alaşımlarda: Çok fazlı alaşımların dağlanma mekanizması elektrokimyasal niteliktedir. Numune reaktif ile temas ettiğinde, yapı bileşenleri (fazlar) arasında potansiyel farkı doğar. Daha yüksek potansiyelli faz, diğerine kıyasla anodik veya elektropozitifdir ve bu nedenle dağlama esnasında çözünmeye başlar. Katodik veya elektronegatif olan diğer faz, daha düşük potansiyele sahip olduğundan dağlama esnasında herhanği bir değişikliğe uğramaz. 32
33 Bölüm 6.02 Çok Fazlı Alaşımlarda Dağlama Anodik ve katodik bileşenler arasındaki potansiyel farkı, elektropozitif fazın genellikle kullanılan dağlayıcı reaktifler içinde uygun hız ve oranda çözünmesi için yeterli büyüklüktedir. Bu durum aşırı dağlamayı önlemek bakımından dikkatli kontrol gerektirir. Saf metallerde ve tek fazlı yapılarda söz konusu potansiyel farkının olmayışı nedeniyle bu malzemeler, çok fazlı malzemelere göre tane sınırları hariç daha zor dağlanırlar. Dağlama esnasında anodik fazın öncelikle çözünmesinden dolayı iki fazlı alaşımlarda bu faz, parlatılmış yüzeyde veya hiç olmazsa anot-katot fazı arasında bir dereceye kadar çukurlaşma meydana getirir ve mikroskopta incelendiğinde ışınları yansıttığından çözünen bu faz karanlık (koyu gri-siyah) görülür. Katotik faz ise dağlamadan etkilenmediğinden ışınları ayna gibi yansıtır ve mikroskopta parlak (açık gri-beyaz) görülür. Gerekli dağlama sürecinden daha uzun süre dağlamaya devam edilirse evvelce elektronegatif karakterde olan faz, elektropozitif fazın bütün özelliklerini sahip olabilir. Bu duruma Aşırı Dağlama denir. Böyle durumlarda numune tekrar nihai parlatma diskine tabii tutulmalıdır. Saf Metaller ve Tek Fazlı Alaşımlarda: Homojen tek fazlı alaşımlar ve saf metallerin dağlama işlemi çok fazlı alaşımlarınkinden farklıdır. Burada dağlama mekanizması elektropozitif bir olaya dayanır. Ana metal ile çözünmeyen kalıntılar ve tane sınırları ile taneler arasındaki potansiyel farkı genellikle o kadar belirsizdir ki dağlamanın etkisi olsa bile bu çok küçüktür. 33
34 Saf bir metal veya tek fazlı alaşımın dağlanması, bir reaktif tarafından metalin kimyasal olarak çözünmesidir. Öyle ki her tane parlatılmış numunenin yüzeyine kıyasla yönlenmesiyle ilişkili bir hızda çözünür. Netice olarak yapı tek fazlı olmasına rağmen mikroskopta aynı yöndeki taneler aynı parlaklıkta, farklı yöndeki taneler de farklı koyulukta görünürler. Bu olaya yönlenmiş tane parlaklığı adı verilir. Özellikle uzun süre dağlama sonunda kolayca bu durum farkedilir. Bölüm 6.03 Tek Fazlı Yapılarda Dağlama Tane sınırları atomik seviyede kusurlu bölgeler olduğundan tanenin iç kısmına kıyasla daha yüksek enerjiye sahiptir ve bu nedenle öncelikle çözünerek vadiler oluşur. Bu vadilerdeki ışınların dağılması sonucu tane sınırları optik mikroskopta ince ve karanlık hatlar halinde görülür. Madde VII. 7.Elektro-Erozyon ile İşleme (M.FATİH YURDALAN) 34


35 Elektro-Erozyon ile İşlemede Tel Demeti Elektrot Performansının Deneysel ve Teorik İncelenmesi 35

36 36
37 37
38 38
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
Elektro erozyon ile işleme, geometrik olarak karmaşık
 MAKALE SAF SUDA ELEKTRO EROZYON İLE İŞLEME TUSAŞ-Türk Havacılık ve Uzay Sanayi AŞ., Ankara ogulcan@tai.com.tr ÖZET Tarihi, İkinci Dünya Savaşı yıllarına kadar giden elektro erozyon ile işlemede amaçlanan
MAKALE SAF SUDA ELEKTRO EROZYON İLE İŞLEME TUSAŞ-Türk Havacılık ve Uzay Sanayi AŞ., Ankara ogulcan@tai.com.tr ÖZET Tarihi, İkinci Dünya Savaşı yıllarına kadar giden elektro erozyon ile işlemede amaçlanan
İletişim Bilgileri. Makine Mühendisliği Bölümü, Oda No:102
 Prof.Dr. Bülent Ekmekçi İletişim Bilgileri Anabilim Dalı İlgi Alanları Büro Makina Mühendisliği Alışılmamış İmalat Usulleri Makine Mühendisliği Bölümü, Oda No:102 Tel 03722911365 E-posta bekmekci@beun.edu.tr
Prof.Dr. Bülent Ekmekçi İletişim Bilgileri Anabilim Dalı İlgi Alanları Büro Makina Mühendisliği Alışılmamış İmalat Usulleri Makine Mühendisliği Bölümü, Oda No:102 Tel 03722911365 E-posta bekmekci@beun.edu.tr
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
Özgedik A., Çoğun C., Teknolojik Araştırmalar: MTED 2014 (11) 1-9
 1-9") Makine Teknolojileri Elektronik Dergisi Cilt: 11, No: 3, 2014 (1-9) Electronic Journal of Machine Technologies Vol: 11, No: 3, 2014 (1-9) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Makine Teknolojileri Elektronik Dergisi Cilt: 11, No: 3, 2014 (1-9) Electronic Journal of Machine Technologies Vol: 11, No: 3, 2014 (1-9) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE ETKİSİ
 TMMOB Makine Mühendisleri Odası Konya Şubesi IV. Makine Tasarım ve İmalat Teknolojileri Kongresi 24-25 Kasım 2007 TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE
TMMOB Makine Mühendisleri Odası Konya Şubesi IV. Makine Tasarım ve İmalat Teknolojileri Kongresi 24-25 Kasım 2007 TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi
 Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
Plazma Tanımı. Gaz halinde bulunan maddeye enerji verilmesi maddenin plazma haline geçişine neden olur.
 Plazma ile İşleme Plazma Tanımı Plazma maddenin dördüncü halidir. Gaz halinde bulunan maddeye enerji verilmesi maddenin plazma haline geçişine neden olur. Enerji kaynağı; Elektrik, Isıl veya Işın kökenli
Plazma ile İşleme Plazma Tanımı Plazma maddenin dördüncü halidir. Gaz halinde bulunan maddeye enerji verilmesi maddenin plazma haline geçişine neden olur. Enerji kaynağı; Elektrik, Isıl veya Işın kökenli
Plazma kesim kalitesinin iyileştirilmesi
 Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
6.WEEK BİYOMATERYALLER
 6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
Havacılık ve uzay malzemelerinde soğutma sıvısının elektro erozyonla delinen deliklerin performans parametrelerine etkisinin deneysel incelenmesi
 Journal of the Faculty of Engineering and Architecture of Gazi University 32:1 (2017) 293-301 Havacılık ve uzay malzemelerinde soğutma sıvısının elektro erozyonla delinen deliklerin performans parametrelerine
Journal of the Faculty of Engineering and Architecture of Gazi University 32:1 (2017) 293-301 Havacılık ve uzay malzemelerinde soğutma sıvısının elektro erozyonla delinen deliklerin performans parametrelerine
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
Manyetik Alan. Manyetik Akı. Manyetik Akı Yoğunluğu. Ferromanyetik Malzemeler. B-H eğrileri (Hysteresis)
") Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
ELEKTRO EROZYON İLE İŞLEMEDE Cu-Cr T/M ELEKTROT KULLANIMININ İŞLEME PERFORMANSINA ETKİSİ
 Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 30, No 3, 381-394, 2015 Vol 30, No 3, 381-394, 2015 ELEKTRO EROZYON İLE İŞLEMEDE Cu-Cr T/M
Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 30, No 3, 381-394, 2015 Vol 30, No 3, 381-394, 2015 ELEKTRO EROZYON İLE İŞLEMEDE Cu-Cr T/M
KARABÜK ÜNİVERSİTESİ Öğretim Üyesi: Doç.Dr. Tamila ANUTGAN 1
 KARABÜK ÜNİVERSİTESİ Öğretim Üyesi: Doç.Dr. Tamila ANUTGAN 1 Elektriksel olaylarla ilgili buraya kadar yaptığımız, tartışmalarımız, durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik
KARABÜK ÜNİVERSİTESİ Öğretim Üyesi: Doç.Dr. Tamila ANUTGAN 1 Elektriksel olaylarla ilgili buraya kadar yaptığımız, tartışmalarımız, durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4. 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
PLAZMA TRANSFER ARK YÖNTEMİYLE FeCr/FeCr+C TOZUNUN DÜŞÜK KARBONLU ÇELİK YÜZEYİNE ALAŞIMLANMASI. Serkan ÖZEL, Bülent KURT, İlyas SOMUNKIRAN
 PLAZMA TRANSFER ARK YÖNTEMİYLE FeCr/FeCr+C TOZUNUN DÜŞÜK KARBONLU ÇELİK YÜZEYİNE ALAŞIMLANMASI Serkan ÖZEL, Bülent KURT, İlyas SOMUNKIRAN Özet Fırat Üniversitesi, Teknik Eğitim Fakültesi, Metal Eğitimi
PLAZMA TRANSFER ARK YÖNTEMİYLE FeCr/FeCr+C TOZUNUN DÜŞÜK KARBONLU ÇELİK YÜZEYİNE ALAŞIMLANMASI Serkan ÖZEL, Bülent KURT, İlyas SOMUNKIRAN Özet Fırat Üniversitesi, Teknik Eğitim Fakültesi, Metal Eğitimi
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
Metalografi Nedir? Ne Amaçla Kullanılır?
 METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
EFFECT OF SIC POWDER MIXED DIELECTRIC LIQUID ON SURFACE MICRO STRUCTURE OF IF STEEL IN ELECTRIC DISCHARGE MACHINING
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye ELEKTRİKSEL AŞINDIRMA YÖNTEMİ İLE İŞLEMEDE Dİ-ELEKTRİK SIVIDA ASILI SİC TANECİKLERİNİN IF ÇELİĞİ ÜZERİNDE OLUŞTURDUĞU
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye ELEKTRİKSEL AŞINDIRMA YÖNTEMİ İLE İŞLEMEDE Dİ-ELEKTRİK SIVIDA ASILI SİC TANECİKLERİNİN IF ÇELİĞİ ÜZERİNDE OLUŞTURDUĞU
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI Cebeli ÖZEK a, * Zülküf DEMİR b a Fırat
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI Cebeli ÖZEK a, * Zülküf DEMİR b a Fırat
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
MEMM4043 metallerin yeniden kazanımı
 metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TEL EROZYONDA KESME PARAMETRELERĐNĐN ĐLERLEME HIZINA ETKĐSĐ
 makale TEL EROZYONDA KESME PARAMETRELERĐNĐN ĐLERLEME HIZINA ETKĐSĐ Nihat TOSUN *, Can ÇOĞUN * * Bu çalışmada, tel erozyon ile kesmede kesme parametrelerinin ilerleme (kesme) hızı üzerine etkisi deneysel
makale TEL EROZYONDA KESME PARAMETRELERĐNĐN ĐLERLEME HIZINA ETKĐSĐ Nihat TOSUN *, Can ÇOĞUN * * Bu çalışmada, tel erozyon ile kesmede kesme parametrelerinin ilerleme (kesme) hızı üzerine etkisi deneysel
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ
 SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
04.01.2016 LASER İLE KESME TEKNİĞİ
 LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Mekanize plazma çözümleri Optimize edilmiş kalite, üretkenlik ve işletim maliyeti
 Mekanize plazma çözümleri Optimize edilmiş kalite, üretkenlik ve işletim maliyeti Dünya çapında lider termal kesme teknolojisi 1968 den bu yana Hypertherm tek bir hedefe sahiptir: metal kesme maliyetini
Mekanize plazma çözümleri Optimize edilmiş kalite, üretkenlik ve işletim maliyeti Dünya çapında lider termal kesme teknolojisi 1968 den bu yana Hypertherm tek bir hedefe sahiptir: metal kesme maliyetini
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 5 Sayı: 2 sh. 47-52 Mayıs 2003
 DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 5 Sayı: 2 sh. 47-52 Mayıs 2003 TEL EROZYON TEZGAHINDA Ç8620 DİŞLİ ÇELİĞİNİN KESİLME DAVRANIŞLARININ ARAŞTIRILMASI (AN INVESTIGATION ON CUTTING
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 5 Sayı: 2 sh. 47-52 Mayıs 2003 TEL EROZYON TEZGAHINDA Ç8620 DİŞLİ ÇELİĞİNİN KESİLME DAVRANIŞLARININ ARAŞTIRILMASI (AN INVESTIGATION ON CUTTING
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
MİKRO ARK OKSİDASYON TEKNİĞİ
 MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
ALAN ETKİLİ TRANSİSTÖR
 ALAN ETKİLİ TRANİTÖR Y.oç.r.A.Faruk BAKAN FET (Alan Etkili Transistör) gerilim kontrollu ve üç uçlu bir elemandır. FET in uçları G (Kapı), (rain) ve (Kaynak) olarak tanımlanır. FET in yapısı ve sembolü
ALAN ETKİLİ TRANİTÖR Y.oç.r.A.Faruk BAKAN FET (Alan Etkili Transistör) gerilim kontrollu ve üç uçlu bir elemandır. FET in uçları G (Kapı), (rain) ve (Kaynak) olarak tanımlanır. FET in yapısı ve sembolü
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
ELEKTRO EROZYON İLE İŞLEMEDE (EEİ) İŞPARÇASI YÜZEY PÜRÜZLÜLÜK PROFİLİNİN DENEYSEL VE TEORİK OLARAK İNCELENMESİ
 İŞPARÇASI YÜZEY PÜRÜZLÜLÜK PROFİLİNİN DENEYSEL VE TEORİK OLARAK İNCELENMESİ") Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 19, No 1, 97-16, 2 Vol 19, No 1, 97-16, 2 ELEKTRO EROZYON İLE İŞLEMEDE (EEİ) İŞPARÇASI YÜZEY PÜRÜZLÜLÜK PROFİLİNİN DENEYSEL VE TEORİK OLARAK
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 19, No 1, 97-16, 2 Vol 19, No 1, 97-16, 2 ELEKTRO EROZYON İLE İŞLEMEDE (EEİ) İŞPARÇASI YÜZEY PÜRÜZLÜLÜK PROFİLİNİN DENEYSEL VE TEORİK OLARAK
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi. Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU
 Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE)
 (ELECTRICAL DISHARGE MACHINE)") ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE) Doç.Dr. Ahmet DEMİRER SAÜ. TeknolojiFakültesi ELEKTRO EROZYON (EDM) 1943 yılında Rus araştırmacılar hangi sertlikte olursa olsun, kıvılcım atlaması ile
ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE) Doç.Dr. Ahmet DEMİRER SAÜ. TeknolojiFakültesi ELEKTRO EROZYON (EDM) 1943 yılında Rus araştırmacılar hangi sertlikte olursa olsun, kıvılcım atlaması ile
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Şekil 1. Elektrolitik parlatma işleminin şematik gösterimi
 ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
SIVILAR YÜZEY GERİLİMİ. Bir sıvı içindeki molekül diğer moleküller tarafından sarılmıştır. Her yöne eşit kuvvetle çekilir.daha düşük enerjilidir.
 SIVILAR YÜZEY GERİLİMİ Bir sıvı içindeki molekül diğer moleküller tarafından sarılmıştır. Her yöne eşit kuvvetle çekilir.daha düşük enerjilidir. Yüzeydeki molekül için durum farklıdır Her yönde çekilmediklerinden
SIVILAR YÜZEY GERİLİMİ Bir sıvı içindeki molekül diğer moleküller tarafından sarılmıştır. Her yöne eşit kuvvetle çekilir.daha düşük enerjilidir. Yüzeydeki molekül için durum farklıdır Her yönde çekilmediklerinden
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
PCD, TEL ÇEKME İÇİN. CD kalıpları paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılır.
 5 TEL ÇEKME SF Diamond tel çekme kalıpları için PCD diskler üretir, bu diskler paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılabilir. SF Diamond dünya üzerinde 40 / 25 mm
5 TEL ÇEKME SF Diamond tel çekme kalıpları için PCD diskler üretir, bu diskler paslanmaz çelik, bakır, alüminyum, nikel ve bunların alaşımları için kullanılabilir. SF Diamond dünya üzerinde 40 / 25 mm
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
UZAY VE HAVACILIK MALZEMELERİNDE ELEKTRİKSEL EROZYON İLE HIZLI DELİK DELME PERFORMANSININ DENEYSEL İNCELENMESİ
 TMMOB Makina Mühendisleri Odası Konya Şubesi V. Makina Tasarım ve İmalat Teknolojileri Kongresi 17-18 Ekim 2009 UZAY VE HAVACILIK MALZEMELERİNDE ELEKTRİKSEL EROZYON İLE HIZLI DELİK DELME PERFORMANSININ
TMMOB Makina Mühendisleri Odası Konya Şubesi V. Makina Tasarım ve İmalat Teknolojileri Kongresi 17-18 Ekim 2009 UZAY VE HAVACILIK MALZEMELERİNDE ELEKTRİKSEL EROZYON İLE HIZLI DELİK DELME PERFORMANSININ
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Isı Enerjisi Kullanarak Şekil Verme. Prof. Dr. Akgün ALSARAN
 Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
Dubleks Paslanmaz Çeliğin Tel Erozyon ile İşlenebilirliğinin Deneysel Araştırılması
 Dubleks Paslanmaz Çeliğin Tel Erozyon ile İşlenebilirliğinin Deneysel Araştırılması * 1 Metin Zeyveli, 2 Mehmet Altuğ and 3 Abdulmecit Güldaş *1 Faculty of Technology, Department of Mechatronics Engineering,
Dubleks Paslanmaz Çeliğin Tel Erozyon ile İşlenebilirliğinin Deneysel Araştırılması * 1 Metin Zeyveli, 2 Mehmet Altuğ and 3 Abdulmecit Güldaş *1 Faculty of Technology, Department of Mechatronics Engineering,
Rapor no: 020820060914 Konu: Paslanmaz çelik
 Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İNCE TANE YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU
 İNCE TANE YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU Uğur Mutlu TOPTAŞ Makina Mühendisi - Nurol Makina ve Sanayi A.Ş. E-posta: ugur.toptas@nurolmakina.com.tr ÖZET Bu
İNCE TANE YAPI ÇELİKLERİ VE ZIRH ÇELİKLERİNİN LAZERLE KESİMİ VE PARAMETRE OPTİMİZASYONU Uğur Mutlu TOPTAŞ Makina Mühendisi - Nurol Makina ve Sanayi A.Ş. E-posta: ugur.toptas@nurolmakina.com.tr ÖZET Bu
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
KOROZYONUN ÖNEMİ. Korozyon, özellikle metallerde büyük ekonomik kayıplara sebep olur.
 KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
ELEKTRO EROZYON Đle ĐŞLEMEDE ELEKTROT ÖN YÜZEY AŞINMASININ DENEYSEL ĐNCELENMESĐ
 ELEKTRO EROZYON Đle ĐŞLEMEDE ELEKTROT ÖN YÜZEY AŞINMASININ DENEYSEL ĐNCELENMESĐ Ali ÖZGEDĐK, Can ÇOĞUN * * Gazi Üniversitesi, Makina Mühendisliği Bölümü Bu çalışmada, elektro-erozyon ile işlemede elektrot
ELEKTRO EROZYON Đle ĐŞLEMEDE ELEKTROT ÖN YÜZEY AŞINMASININ DENEYSEL ĐNCELENMESĐ Ali ÖZGEDĐK, Can ÇOĞUN * * Gazi Üniversitesi, Makina Mühendisliği Bölümü Bu çalışmada, elektro-erozyon ile işlemede elektrot