TAKIM TEZGAHLARI BÖLÜM 5 DELİK DELME İŞLEMLERİ, MATKAPLAR, MATKAP TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
|
|
|
- Umut Mehmed
- 5 yıl önce
- İzleme sayısı:
Transkript


1 TAKIM TEZGAHLARI BÖLÜM 5 DELİK DELME İŞLEMLERİ, MATKAPLAR, MATKAP TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN

2 2 Delik Delme İşlemi Matkaplarla delik delme işlemi talaşlı imalat tekniklerinden biri olup, matkap dediğimiz kesici aletlerle iş parçaları üzerinde daire biçimli delikler açmaktır.

3 3 MATKAP TEZGAHLARI 1. El matkapları 2. Masa Üstü matkaplar 3. Matkap tezgahları Sütunlu Matkaplar Gövdeli Matkaplar Radyal Matkaplar Çok milli Matkaplar Döner başlıklı matkaplar Mikro matkaplar İşlem Sıralı Matkap Tezgahı Yatay Delik Tezgahları (Borwerk)

4 4 El Matkapları Tek fazlı alternatif akım ile çalışır. Motor gövde içersine elektrik akımını geçirmeyecek biçimde yerleştirilmiştir. Hafiftirler Her türlü konumda çalışabilirler Devir sayıları kademesiz olarak ayarlanır Metallere 13 mm, betona 16 mm çapında delik delebilirler.

5 5 Masa Üstü Matkaplar Çelik malzemelere 16 mm çapa kadar Hafif metallerde 20 mm çapa kadar delik delinebilmektedir. Hız kutusu kayış kasnak sistemi yada dişli gurubundan oluşabilir. Devir sayıları dev/dak arasında değişir.

6 Masa Üstü Matkaplar 6

7 7 Sütunlu ve Gövdeli Matkap Tezgahları Sütunlu matkaplarda matkap milinin bulunduğu kısım ve iş tablası sütun ekseninde döndürülerek istenen konuma getirilebilir. Böylelikle büyük işler çeşitli konumlarda işlenebilir. Ancak bu bileşenlerin hareketli olması zamanla hassasiyetin bozulmasına imkan sağlayacaktır. Sütunlu matkaplar kayış kasnak sistemi ile veya yarı kayış kasnak yarı dişli sistemi ile imal edilebilirler.
8 8 Sütunlu ve Gövdeli Matkap Tezgahları Gövdeli matkap makinelerinde matkap milinin ve iş tablasının bağlı bulunduğu kısım kalın ve ağır bir gövde şeklinde olup, bu gövdeye matkap mili bloğu ve iş tablası kırlangıç kuyruğu kayıt kızak sistemi ile bağlanmıştır. İş tablası ile milin bulunduğu kısım sadece düşey konumda hareket edebilir sağa sola döndürülemez. İş yapma kapasitesi sütunlu matkaplar kadar büyük olmasa da stabil olduklarından mekanik hassasiyete sahiptirler. İş kalıplarının yapında tercih nedenidirler.


9 Sütunlu ve Gövdeli Matkap Tezgahları 9
10 10 Radyal Matkap Tezgahları Sütunlu matkap tezgahlarına benzerler ancak sütun etrafında dönebilen radyal bir gövde vardır. Matkap milinin bulunduğu blok bu gövde üzerinde bulunmakta ve matkap bloğu, radyal gövde üzerinde ileri geri hareket ettirilerek, işin konumuna göre ayarlanmaktadır. En önemli özelliği işin bir kere bağlanarak çeşitli konumlardaki delikleri delebilmesidir. İş kapasiteleri oldukça büyüktür.


11 Radyal Matkap Tezgahları 11


12 12 Çok Milli Matkap Tezgahı 2-6 arasında iş miline sahip tezgahlardır. İş milleri aynı veya farklı boyutlarda olabilir. Birden fazla farklı deliğin delinmesine olanak tanır. Verimli tezgahlardır.


13 Çok Milli Matkap Tezgahı 13
14 14 Döner Başlıklı Matkap Tezgahları Revolver matkap tezgahları olarak ta anlılırlar. Rijit bir gövde üzerinde bulunan beşgen yada altıgen yapıdaki takım değiştirici başlık sayesinde seri üretimde kullanım alanı bulmaktadır. Birçok farklı kesici takım (matkapi rayba, havşa vb.) revolver başlığa takılabilir. Sırası gelen kesici takım revolver başlığın döndürülmesi ile kolay ve hızlı biçimde iş eksenine getirilir. Verimli tezgahlardır.


15 Döner Başlıklı Matkap Tezgahı 15
")

16 16 İşlem Sıralı Matkap Tezgahı Birbirini takip eden islemlerde (Delik-Rayba, klavuz çekme) kullanılır ve her fener miline ait bir motor bulunur. Genellikle seri üretim yapan büyük isletmelerde kullanılır.

17 17 Yatay Delik Delme Tezgahı Bu tür tezgahlarda yine büyük is parçalarının delinmesi isleminde kullanılırlar. Bu tezgahlarda aynı zamanda kanal açma, vida açma ve düzlem yüzeylerde islenebilmektedir.


18 18 Yatay Delik Delme Tezgahı Bu tezgahlarda aynı zamanda matkap milinin karsısında karsılık puntası bulunmaktadır. İş parçasının bağlandığı tabla ise doğrusal hareketinin yanı sıra kendi etrafında da dönebilmektedir
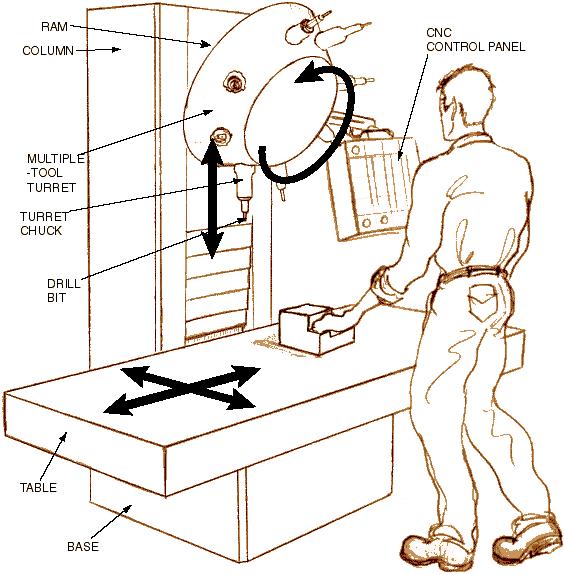
19 Matkap Tezgahı Kinematiği 19

20 20 Matkaplar (Kesici Uçlar) Bir matkap kendi ekseni etrafında dönerek ve aynı zamanda ekseni doğrultusunda ilerleyerek iki kesici ağız ile kesme yapar.
21 21 Helis Matkaplar İlk defa 1820 yılında geliştirilmiştir.

22 Matkap Uçları Çeşitleri 22

23 23 Matkap Uçları Çeşitleri Helisel matkap; silindirik bir gövde üzerinde karşılıklı olarak iki helis kanalı olan her iki kanalın ucunda birer ağız bulunan kesici bir takımdır. Helisel matkaplar 2, 3 ve 4 oluklu olarak imal edilmektedirler. 2 oluklu olan matkaplar normal delme işlemlerinde kullanılırken 3 veya daha fazla oluklu olan helisel matkaplar delik büyütme işlemlerinde kullanılırlar

24 24 Namlu Matkaplar Namlu matkapları helisel matkaplardan oldukça farklı bir yapıya sahiptir. Matkabın gövdesi düz olup kalınlığının yarısı eksene paralel şekilde kesilmiştir. Bu matkaplarda kesici ağız iki tanedir. Çıkan talaşlar talaş boşluğundan dışarı atılır. Soğutma sıvısı ayrı bir delikten basınçlı olarak verilir.
25 25 Punta Matkabı Punta matkapları her iki ucu ile kesme yapabilen bir kesicidir. Bu matkaplar is parçasına punta deliği açmak için kullanılırlar. Punta deliği is parçasının tornaya tezgahına karsılık puntası yardımıyla eksende bağlamak için delinir. Bu nedenle punta matkaplarının uç kısımlar kısa boylu ve gövdesi kalın olduğunda delme esnasında sapma yapmaz.


26 26 Havşa Matkapları Adından da anlaşılacağı gibi deliklere havsa açmak için kullanılan matkaplardır. Bu matkaplarında konik, helisel, memeli ve kobra başlı olmak üzere farklı türleri sanayide en çok kullanılanlarıdır.

27 Çok Oluklu Matkaplar 27

28 28 Adım Matkapları Bu matkaplar aynı merkezli ardışık iki deliği aynı anda delmek için kullanılan matkaplardır. Bu matkapları kullanabilmek için birinci deliğin çapı ikinci delinecek deliğin çapından daha küçük olması gerekmektedir.
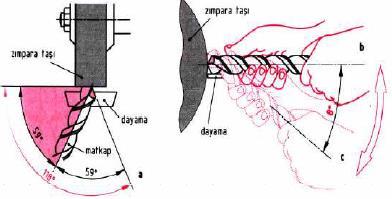
29 29 Matkapta Açılar Uç kenar açısı:iki serbest yüzey bilenirken verilen boşluk açılarına bağlı olarak oluşan açıdır. Yaklaşık 55 0 dir Uç açısı:helisel matkapların kesme esnasında iş parçasına dalmalarını sağlayan açıdır. Matkaplarda uç açısı kesilen malzemeye göre 118 ile 130 derece arasında değişmektedir.


30 30 Matkapta Açılar Talaş Açısı: Matkabın helis kanallarını meydana getiren açıdır. Normal imalat çeliklerinde 19 o ile 40 o arasında iken sert ve kırılgan malzemelerde 10 o ile 19 o yumuşak malzemelerde ise 27 o ile 45 o arasındadır. Boşluk açısı:delme esnasında kesici ağızlarının arka yüzeylerinin kesilme yüzeyini sürtünmesini engellemek için verilen açıdır.
31 31 Matkapların Sınıflandırılması N tipi Normal Çelikler için H tipi Sert çelikler için W tipi Yumuşak Malzemeler için
32 Çeşitli Malzemeler İçin Matkap Uç Açıları 32

33 33 Matkapların Tezgaha Bağlanması Helisel matkaplar sap biçimlerine göre silindirik veya konik olarak imal edilirler. 16mm çapa kadar silindirik saplı 16mm den büyük olan matkaplar konik saplı olarak imal edilirler. Silindirik saplı matkaplar mandren vasıtasıyla tezgah miline bağlanırken, konik saplı matkaplar için mors kovanları kullanılır.


34 34 Matkapların Tezgaha Bağlanması Büyük çaplı matkaplar, genellikle konik saplı yapıldığından tezgahın mors kovanına takılarak kuvvetli ve salgısız bağlama temin edilir. Mors Kovanı Konik saplı matkaplar ise tezgahın mors kovanına takılarak bağlanır

35 35 Matkap Tezgahlarında Kesme Hızı Matkap üzerindeki bir noktanın dakikada metre cinsinden aldığı yola kesme hızı denir.
36 Kesme Hızı Tablosu 36
37 37 Matkaplarda İlerleme Hızı Delme esnasında matkabın kendi ekseni doğrultusunda delik boyunca, bir devirde almış olduğu yol ilerleme hızıdır. Çelik Malzemeler için ilerleme hızı Dökme demirler için ilerleme hızı
38 38 Delik Boyunun Kesme Hızına Etkisi Bir iş parçası delinirken, talaşların helis kanalından atılması zorlaşır. Derin delik delerken bu açıkça gözlemlenebilmektedir. Bu durum, matkabın çabuk ısınmasına sebep olur, hatta bazen matkap sıkışır ve dönmez. Sonuç olarak matkap delik yüzeyini bozar ve kendisi sıkışmadan ötürü kırılabilir. Kırılan matkap işin içersinde kalır ve çıkarılması oldukça zordur. Bunların sorunlardan dolayı; Bir matkap için normal delme boyu, çapının 3 katı kadar kabul edilir. Daha derin bir delik delmek gerekiyorsa her bir kat artış için kesme hızı % ilerleme hızı da %10 düşürülür.
39 39 Delme Zamanının Hesaplanması i: delik sayısı L: matkabın alacağı toplam yol (mm) F: İlerleme (mm/dev) N: devir sayısı (dev/dak) T: Delme zamanı (dak)
40 40 Matkap Uçlarının Körlenmesi Bir matkabın kullanma süresince en çok aşınan Bölgeler numaralandırılmıştır. Bu durumda bir matkabın en çabuk aşınan bölgesi 1 ile gösterilen kısımdır. 1 numara ile gösterilen köse biraz körlendiğinde zırhın aşınmasını önlemek için matkabın hemen bilenmesi gereklidir.


41 Matkapların Bilenmesi 41

42 42 Sürtünmeli Delme Herhangi bir kesici takım kullanılmaksızın sac niteliğindeki parçalara uygulanan delme işlemidir. Delme işlemi iş parçasından daha sert, konik bir şekle sahip aparatın kendi ekseni etrafında yaptığı dönme hareketinin bir sonucu olarak gerçekleşir. Delme işlemi sonrasında iş parçasında ciddi oranda bir çapak oluşumu meydana gelir.

43 43 Sürtünmeli Delme Bu tekniği kullanılma amacı; küçük kalınlığa sahip sac parçaların bağlantısını kolaylaştırmak. Delik sonrasında parçanın alt kısmında oluşan çapakla parça kalınlığı arttırılmış olmaktadır. Böylece oluşan deliğe vida açmak mümkün hale gelebilmektedir.


44 44 Sürtünmeli Delme Delik delme esnasında sürtünmenin ve uygulanan basıncın etkisiyle ciddi oranda ısı oluşumu meydana gelir. Bunun etkisiyle is parçası yumuşayacaktır ve delme işlemi gerçekleşecektir.
45 45 Örnek Problemler [1] Döküm bir malzemeye 10 mm çapında HSS bir matkapla delik delinecektir, tezgaha verilecek devir sayısını bulunuz. CEVAP Kesme hızı tablosundan döküm malzeme ve HSS matkap için kesme hızı ortalama 20 m/dak alınır.


46 Örnek Problemler [2] 46

47 Örnek Problemler [3] 47
48 48 Örnek Problemler [4] Çekme dayanımı 700 N/mm 2 olan bir çelik malzeme üzerine çapı 16 mm olan bir matkap ile 25 adet delik delinecektir. a) Tezgaha verilecek devir sayısını ve ilerlemeyi bulunuz. b) İşleme süresini bulunuz.

49 49 Matkap Tezgahında Güvenlik Önlemleri 1. Çok bol elbise giyilmemeli. 2. Uzun saçlı olarak matkapta çalışılmamalı. 3. Talaş sıçratan malzemeler delinirken mutlaka gözlük kullanılmalı. 4. İş parçaları bağlanarak delinmelidir.

50 50 BÖLÜM 5 SONU BÖLÜM 6 TORNALAMA İŞLEMLERİ, TORNA TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ

51 51
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
M AKİNA T AKIM ENDÜSTRİSİ A.Ş
 M AKİNA T AKIM ENDÜSTRİSİ A.Ş Malzeme Material Yüksek Hız Çeliği High Speed Steel -E Kobaltlı Yüksek Hız Çeliği High Speed Steel With Co KSM Komple Sert Metal Solid Carbide Norm Norm 9 8094 Tip Type W
M AKİNA T AKIM ENDÜSTRİSİ A.Ş Malzeme Material Yüksek Hız Çeliği High Speed Steel -E Kobaltlı Yüksek Hız Çeliği High Speed Steel With Co KSM Komple Sert Metal Solid Carbide Norm Norm 9 8094 Tip Type W
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031
 T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Tezgahın Ana görevleri:
 1 Tezgahın Ana görevleri: Delik delme Delik büyütme Yüzey frezeleme işlemleri Yapılacak işlemin özelliğine ve kesici takımın cinsine göre devir sayıları ve ilerlemeler ayarlanmaktadır. Optik okuyucularla
1 Tezgahın Ana görevleri: Delik delme Delik büyütme Yüzey frezeleme işlemleri Yapılacak işlemin özelliğine ve kesici takımın cinsine göre devir sayıları ve ilerlemeler ayarlanmaktadır. Optik okuyucularla
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
İmalat İşlemleri II TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. Torna Tekniği ve Uygulamaları. Yrd. Doç. Dr. Hasan Tahsin KALAYCI Yrd. Doç. Dr.
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TAKIM TEZGÂHLARI LABORATUARI
 TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
ELEKTRİKLİ EV ALETLERİ FEL
 ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
ELEKTRİKLİ EV ALETLERİ FEL KEN MARKA Hilti nedir, Kırıcı-Delici ile Matkap Farkı ve Kullanımı Kırıcı-delici (hilti matkap) ile klasik matkap arasındaki farkları incelediğimiz bu yazımızda, hilti matkap
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K
 ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSDN018 teknik sartname dökünanı numarası ile verilen Universal Torna
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSDN018 teknik sartname dökünanı numarası ile verilen Universal Torna
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
TAŞLAMA TEZGAHLARI. Taşlama prosesinin başlıca amaçları şunlardır:
 TAŞLAMA Temel bir şekillendirme yöntemi olan taşlama işlemi, kemiklerin keskinleştirilip silah yapılması, kılıçların bilenmesi, kesici ve delici birçok aletin yapımında ilk çağlardan beri kullanılmaktadır.
TAŞLAMA Temel bir şekillendirme yöntemi olan taşlama işlemi, kemiklerin keskinleştirilip silah yapılması, kılıçların bilenmesi, kesici ve delici birçok aletin yapımında ilk çağlardan beri kullanılmaktadır.
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121
 tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
tmmob makina mühendisleri edası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROGLU YAYIN NO: 121 »I-k t TMMOB MAKINA MÜHENDiSLERi ODASI OCAK1M7 YAYIN NO. 121 BASKI: Yon» BMM Y«y«ıSM«yM
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
REDÜKTOR & DİŞLİ İMALATI. Ürün Kataloğu
 REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
CNC DİVİZÖR KATALOĞU.
 CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
REDÜKTOR & DİŞLİ İMALATI. Ürün Kataloğu
 REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
3 parçalı el kılavuz takımı
 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Raybalar ve havşa matkapları
 Delme Raybalar ve havşa matkapları Komple karbür-nc 1/100 Makina raybaları DIN 8093 e benzer- Program ilaves 18-20 Karbür makina raybaları için program ilavesi, Ø0,6 mm den itibaren deliklerin hassas işlenebilme
Delme Raybalar ve havşa matkapları Komple karbür-nc 1/100 Makina raybaları DIN 8093 e benzer- Program ilaves 18-20 Karbür makina raybaları için program ilavesi, Ø0,6 mm den itibaren deliklerin hassas işlenebilme
TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu
 1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
Cihaz Bilgileri PİN ON DİSK AŞINDIRMA CİHAZI Markası: Turkyus Modeli: Demirbaş Sicil No: Sorumlusu:
 PİN ON DİSK AŞINDIRMA CİHAZI Turkyus Kullanım Amacı: Kuru-kayma aşınmasını incelemek Cihaz ısı kontrol ünitesi ve portatif ısı kabini entegre edilmiş Pin on Disk Test Cihazı olup aşağıda belirtilen teçhizat,
PİN ON DİSK AŞINDIRMA CİHAZI Turkyus Kullanım Amacı: Kuru-kayma aşınmasını incelemek Cihaz ısı kontrol ünitesi ve portatif ısı kabini entegre edilmiş Pin on Disk Test Cihazı olup aşağıda belirtilen teçhizat,
Tornalama İşlemleri. Derleyen Doç. Dr. AdnanAKKURT. Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz
 Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
Döküm, Kaba tornalama, Ham dişlinin malafaya alıştırılması, Hassa tornalama işlemi yapılması, vida delikleri delinmesi, Diş açma işlemi yapılması, Çap
 Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
46.Deliklerin ağzını genişletmek için kullanılan alete ne denir? A) Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk
 Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk") TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM - 2
 PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM - 2") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM - 2 ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM - 2 ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
BOĞAZİÇİ ÜNİVERSİTESİ UNVAN DEĞİŞİKLİĞİ SINAVI TEKNİSYEN-2
 BOĞAZİÇİ ÜNİVERSİTESİ UNVAN DEĞİŞİKLİĞİ SINAVI 14 Haziran 2015 - SAAT: 10.00 ADI : SOYADI : T.C. KİMLİK NO : SINAV SALON NO : SIRA NO:. DİKKAT! Aşağıdaki uyarıları mutlaka okuyunuz. GENEL AÇIKLAMA 1. Bu
BOĞAZİÇİ ÜNİVERSİTESİ UNVAN DEĞİŞİKLİĞİ SINAVI 14 Haziran 2015 - SAAT: 10.00 ADI : SOYADI : T.C. KİMLİK NO : SINAV SALON NO : SIRA NO:. DİKKAT! Aşağıdaki uyarıları mutlaka okuyunuz. GENEL AÇIKLAMA 1. Bu
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR. Hazırlayan : Ġrem YAĞLICI
 T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR Hazırlayan : Ġrem YAĞLICI 051227054 Tez Yöneticisi : Prof. Dr. H. Rıza BÖRKLÜ ANKARA 2009 Giriş
T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR Hazırlayan : Ġrem YAĞLICI 051227054 Tez Yöneticisi : Prof. Dr. H. Rıza BÖRKLÜ ANKARA 2009 Giriş
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
Delme ile ilgili bazı teknolojik gelişmeler
 Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
CAM DELME TAKIMLARI VE EKİPMANLARI
 CAM DELME TAKIMLARI VE EKİPMANLARI Kullanım Önerileri: -Takımları temiz tutun, Kullanımdan sonra takımlardaki cam parçalarını ve tozlarını yıkayıp temizleyin, hafifçe yağlayın. -Matkaplarınızı köreldiği
CAM DELME TAKIMLARI VE EKİPMANLARI Kullanım Önerileri: -Takımları temiz tutun, Kullanımdan sonra takımlardaki cam parçalarını ve tozlarını yıkayıp temizleyin, hafifçe yağlayın. -Matkaplarınızı köreldiği
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK
 TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
Medical Industry solutions Catalog
 Medical Industry solutions Catalog INDUSTRIAL TOOL PRODUCTS farklı beklentilere yeni çözümler... FİHRİST - CERRAHĠ MATKAP UÇLARI - CERRAHĠ TORNAVĠDALAR HAMMADDE VE ISIL İŞLEM PROSÜDÜRÜ 420 Paslanmaz Çelik
Medical Industry solutions Catalog INDUSTRIAL TOOL PRODUCTS farklı beklentilere yeni çözümler... FİHRİST - CERRAHĠ MATKAP UÇLARI - CERRAHĠ TORNAVĠDALAR HAMMADDE VE ISIL İŞLEM PROSÜDÜRÜ 420 Paslanmaz Çelik
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil