SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA. Ergün KESKİN
|
|
|
- Derya Erdal
- 8 yıl önce
- İzleme sayısı:
Transkript
1 SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA

2 Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez. Makine sıfır noktası koordinat sisteminin merkezidir. R Referans noktası: Makine üzerinde sabit bir noktadır. Makine ilk açıldığında, elektrik kesilmesi durumlarında ve acil stop tuşuna basıldığında taretin referans noktasına gönderilmesi gerekir.

3 W İş Parçası Sıfır Noktası: Kullanıcı tarafından istenilen herhangi bir noktaya programlanabilir. İş parçası sıfır noktası tanımlanarak makine sıfır noktası iş parçası sıfır noktasına taşınmış olur. N (T)Takım sıfır noktası: Taretin alın yüzeyinde takımın tarete bağlandığı eksende bulunur.

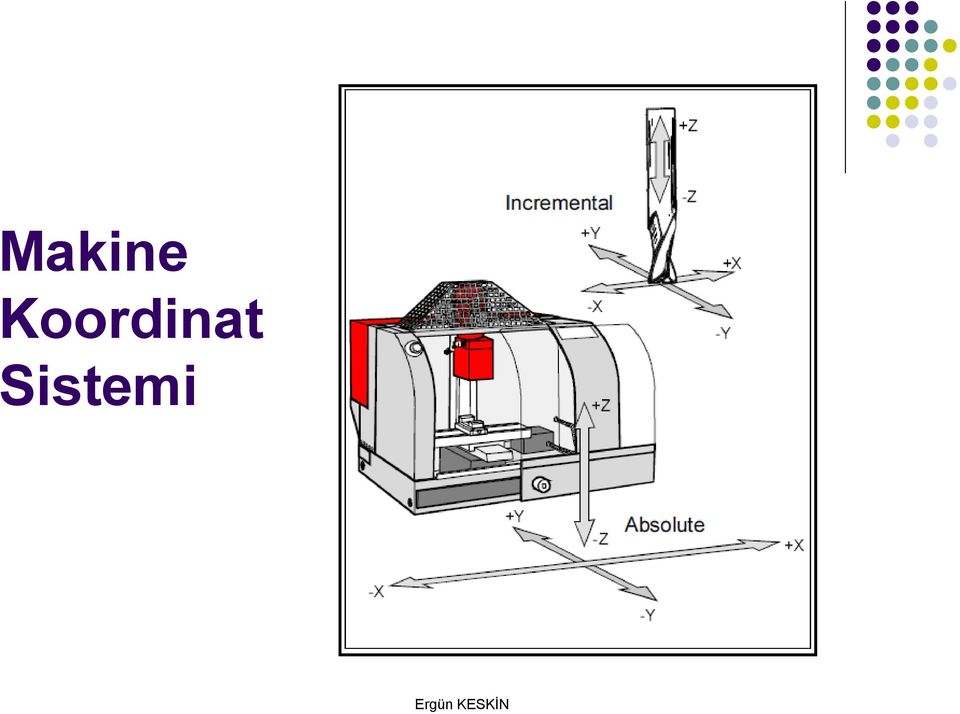
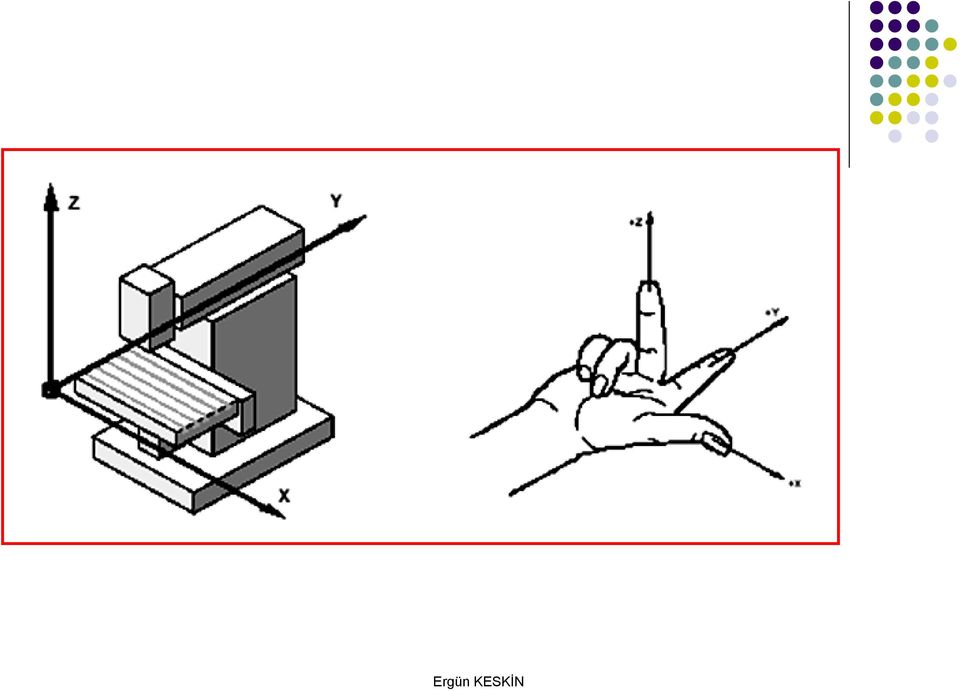
4 Makine Koordinat Sistemi
5
6

7 Sıfır Noktasının Kaydırılması Makine sıfır noktası tezgah tablasının sol alt köşesidir. Bu nokta program yazmak için uygun değildir. Bu yüzden sıfır noktası kaydırma işlemi gerçekleştirilerek program bu yeni sıfır noktasına göre yapılır. Bu yeni nokta iş parçası sıfır noktasıdır. G54, G55, G56 ve G57 olarak 4 farklı sıfır noktası tanımlanabilir.


8


9 Takım Boyları Makine konumlandırmada N takım sıfır noktasının kullandığından takım uç noktasının takım sıfır noktasından uzaklıkları kontrol ünitesine girilmelidir. L1 Takım uç noktasının Z ekseninde takım sıfır noktasından uzaklığıdır.


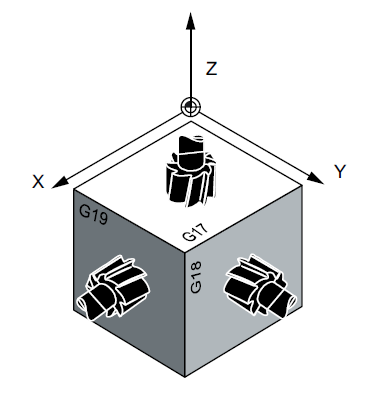
10 Çalışma Düzlemleri CNC freze tezgahlarında freze çakısı ekseninin dik olduğu düzlem çalışma düzlemidir. Bizim tezgahımız için çalışma düzlemi şekilde görüldüğü üzere G17 düzlemidir. Tezgah kontrol ünitesinde G17 düzlemi default olarak seçili olduğundan çoğu uygulamada düzlem seçmeye gerek yoktur.

11

12 G18 düzlemi X-Z düzlemidir. G19 düzlemi Y-Z düzlemidir.

13 Ölçü Sisteminin Programlanması G70 İnç ölçü sistemi G71 Milimetre ölçü sistemi G70 ve G71 komutları birbirlerini etkisiz hale getirirler


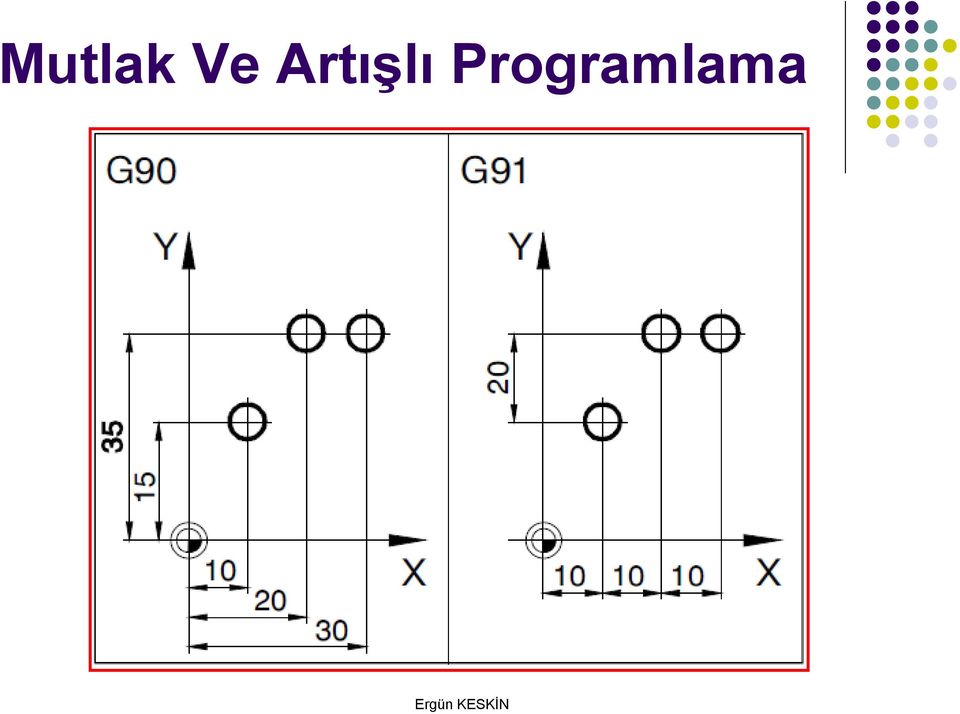
14 Mutlak Ve Artışlı Programlama Mutlak programlamada Ölçüler makine sıfır noktasına göre verilir. Artışlı programlamada Koordinat sisteminin merkezinin çakının ucunda olduğu kabul edilerek ölçüler yazılır.

15 Mutlak Ve Artışlı Programlama
16 G0 Doğrusal Hızlı Hareket G0 Komutuyla çakının pozisyonlama işlemleri gerçekleştirilir. Bu hareket ile talaş kaldırılmaz. Hareketin hızı tezgahın özelliklerine bağlıdır. Bizim tezgahımızda hızlı hareket 7.5 m/dakikadır. Komut Formatı G0 X Y Z

17 G1 Doğrusal Talaş Kaldırma Hareketi G1 komutuyla doğrusal talaş kaldırma hareketleri programlanır. İlerleme F değeri girilmelidir. Komut Formatı G1 X Y Z F

18 İlerleme Değerlerinin Girilmesi G94 İlerleme mm/dakika cinsinden yazılır. Bu komut genellikle freze tezgahında kullanılır. G95 İlerleme mm/devir cinsinden yazılır. Bu komut genellikle torna tezgahında kullanılır.


19 M Komutları M00 Programlanabilir stop Bu komutun yazıldığı satırda program durur. İş mili soğutma sıvısı ve ilerleme durur. İstenirse makine kapısı açılabilir. NC START tuşuna basıldığında program kaldığı yerden devam eder. M01 M03 M04 Şartlı programlanabilir stop İş mili dönüş yolu saat yönü İş mili dönüş yolu saat yönü tersi Bu komutun M00 komutuyla aynı işlevi görür. Ancak bu komutun işlemesi için tuşunun basılı olması gereklidir. NC START tuşuna basıldığında program kaldığı yerden devam eder. İş mili üstten bakıldığında saat yönünde döner İş mili üstten bakıldığında saat yönünün tersi yönde döner

20 M05 İş mili frenleme Bu komutla iş mili frenlenerek durur. M06 Takım değiştirme Takım değiştirilir. Bu komutla aynı satıra değiştirilecek takımın numarası yazılır. M08 M09 M17 M30 Soğutma sıvısı açma Soğutma sıvısı kapama Alt program sonu Program sonu Soğutma sıvısı program içinde herhangi bir yerde açılabilir. Soğutma sıvısı program içinde herhangi bir yerde kapatılabilir. Alt program sonlanarak program alt programa dallandığı satırın altındaki satırdan işlemeye devam eder. CNC programı sona erer. Takım, ilerleme ve soğutma sıvısı gibi bileşenler durur. CNC programı başa döner.


21
22 WinNC programında simülasyon uygulamasında dikkat edilmesi gereken önemli noktalar.

23 Parameter Workoffset menüsü altında programda kullanılan G54.57 offsetlerine ait X, Y, Z ölçülerinin 0 olması gerekir. Bu değerler 0 olmalıdır.

24 Simulasyon yapılırken tezgah JOG modunda olmalıdır. Simülasyonda tezgah JOG modunda olmalıdır

25 İş parçası ebatları ayarlandıktan sonra save/clear active part tuşuna tıklanarak güncellenen parça kaydedilmelidir. save/clear active part tuşu

26 3DView----Tool menüsünden kullanılacak takım seçilmelidir.

27 Parameter---Tool offset menüsünden takım yarıçapı girilmelidir. Kullanılacak takımın yarıçap değeri girilmelidir.
28 Takım seçmeyi unutmayın. Aksi halde programınız çalışsa bile takımınız ekranda görünmeyeceğinden parça işlenemez. Takımın M3 veya M4 ile dönmesini sağlamazsanız hata mesajı alırsınız. Programda takım seçilirken D değeri mutlaka seçilmelidir. T1 D1 M6 G1 hareketlerinde mutlaka ilerleme F değerinin girilmesi gereklidir. Sayısal değerler girilirken «Caps Lock» tuşu basılı olmamalıdır.
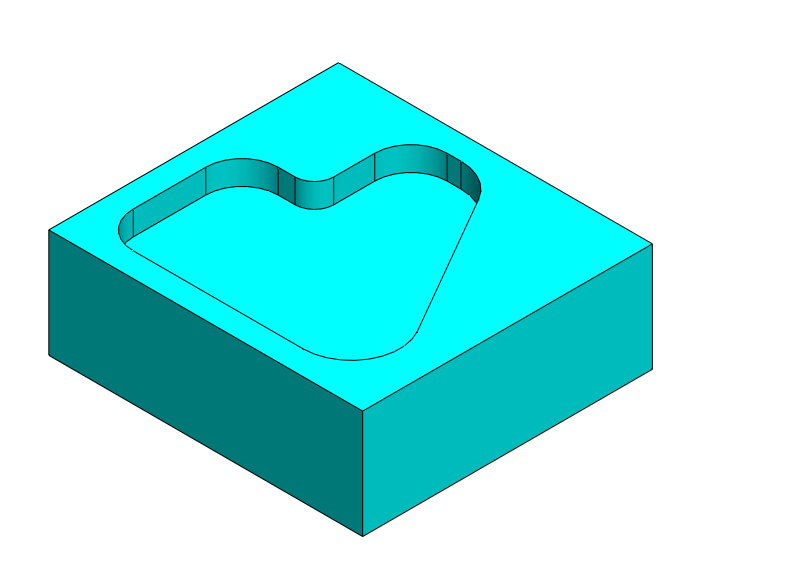
29 İş Parçası Sıfır Noktası Yukarıdaki parçanın üzerinde bulunan kanalı açacak programı yazınız. Mutlak programlama kullanınız. Kütük Ölçüleri: 75X75X38 mm Takım: Çap 16 mm parmak freze Devir Sayısı: 2000 d/dak İlerleme: 150 m/dak
30 Yukarıdaki parçanın çevresini frezeleyen programı yazınız. Mutlak programlama kullanınız. Kütük Ölçüleri: 75X75X38 mm Takım: Çap 16 mm parmak freze Devir Sayısı: 2000 d/dak İlerleme değerleri: XY düzleminde 150 m/dak Z doğrultusunda 50 m/dak
31 Takım Telafisi (G40-G41-G42)


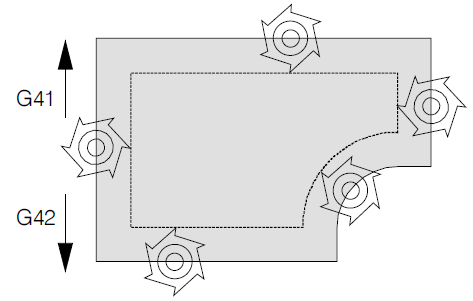
32 Takım Telafisi (G41 Takım Solda) Takım giderken arkasından takip ettiğini düşün takım iş parçasının solunda kalıyorsa G41 komutu kullanılır.


33 Takım Telafisi (G42 Takım Sağda) Takım giderken arkasından takip ettiğini düşün takım iş parçasının sağında kalıyorsa G42 komutu kullanılır.
34
35 Takım Telafisi (G40-G41-G42) Kullanım Açıklamaları G40 telafinin iptal edilmesi komutu yazıldıktan sonra G0 veya G1 komutları ile X veya Y ekseninde veya her iki eksende birden işten çıkma hareketi yazılmalıdır. Böylece çakı son gideceği konuma telafisiz gidecektir. G40 komutu G0 veya G1 komutuyla aynı satırda olabileceği gibi bir önceki satırda da olabilir. G41 ve G42 arasında geçiş yapabilmek için önce G40 ile telafi iptal edilmelidir.
36
37
38
39
40
41
42 Pah Programlama Komut Format G1 X Y Z CHR= G1 X Y Z Komut Formatı G1 X Y Z CHF= G1 X Y Z
43 Radyüs Programlama Komut Formatı G1 X Y Z RND=5 G1 X Y Z
44
45
46
47 Modal Radyüs Programlama Bu komutta modal radyüs programlanır. Freze çakısı her döndüğü köşeyi yazılan modal radyüs kadar radyüsle döner. Böylece bir defa radyüs yazılması yeterli olur. Komut Formatı G1 X Y Z RNDM=5 G1 X Y Z

48 Aşağıdaki parçanın üzerine şekildeki kanalı frezeleyecek programı yazınız. Kullanılacak Takım: 4 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:100x100x45 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak Talaş derinliği:5 mm
49
50 G57 G90 G71 G94 T1 D1 M6 M3 S1500 G0 X25 Y50 Z1 G1 Z-5 F50 X50 Y50 RND=25 F125 Y75 Y50 RND=25 X75 X50 RND=25 Y25 Y50 RND=25 X25 G0 Z50 M30
51
52
53 Aşağıdaki parçanın çevresini işleyecek programı yazınız. Kullanılacak Takım: 20 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:130x85x35 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak Takım telafisi kullanılacaktır. Saat ibresi yönünde kesme yapınız.
54
55 Polar Koordinatlarla G1 Doğrusal Talaş Kaldırma Hareketi G111 komutunda ilk önce X değeri yazıldığından AP değeri X ekseni 0º kabul edilerek yazılır. G110 Takımın en son bulunduğu noktaya göre kutup noktasının koordinatları G111 İş parçası sıfır noktasına göre kutup noktasının koordinatları G112 Geçerli son kutup noktasına göre yeni kutup noktasının koordinatları Komut Formatı G111 X30 Y40 Z0 G1 RP=40 AP=60 F300
56 Aşağıdaki parçanın üzerine şekildeki gibi üçgen çizdirecek programı yazınız. Kullanılacak Takım: 4 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:100x100x45 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak
57

58 Aşağıdaki parçanın üzerine şekildeki gibi yıldızı çizdirecek programı yazınız. Kullanılacak Takım: 3 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:120x120x45 mm İlerleme hızı: 150 m/dak
59
60 G54 G90 G71 G94 T1 D1 M6 M3 S1500 G0 X60 Y110 Z1 G1 Z-5 F100 G110 X0 Y0 G1 RP=36.33 AP=-72 G110 X0 Y0 G1 RP=36.33 AP=0 G110 X0 Y0 G1 RP=36.33 AP=-144 G110 X0 Y0 G1 RP=36.33 AP=-72 G110 X0 Y0 G1 RP=36.33 AP=144 G110 X0 Y0 G1 RP=36.33 AP=-144 G110 X0 Y0 G1 RP=36.33 AP=72 G110 X0 Y0 G1 RP=36.33 AP=144 G110 X0 Y0 G1 RP=36.33 AP=0 G1 X60 Y110 G0 Z50 M30

61
62 Başlangıç noktası, bitiş noktası ve merkez noktası kullanarak dairesel interpolasyon programlama Komut Formatı G2/G3 X Y I J Komut Formatı G2/G3 X Z I=AC( ) J=AC( )
63 Başlangıç noktası, bitiş noktası ve radyüs kullanarak dairesel interpolasyon programlama Komut Formatı G2/G3 X Y CR=± Tam daire bu komutla programlanamaz X,Y Hedef Nokta CR Radyüs CR=- Radyüs açısı>180º CR=+ Radyüs açısı 180º

64 Aşağıdaki parçanın çevresini işleyecek programı yazınız. Kullanılacak Takım: 16 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:130x85x35 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak
65
66 G54 G90 G71 G94 T1 D1 M6 M3 S1500 G0 X-10 Y-10 Z1 G41 G1 Z-10 F50 X10 Y10 F125 Y40 G3 X45 Y75 I10 J25 G1 X120 RND=12 Y50 G3 X100 Y10 CR=25 G1 X10 G40 G1 X-10 Y-10 G0 Z50 M30
67
68

69
70 G54 T1 D1 M6 M3 S1000 G0 X-35 Y0 Z1 G1 Z-4 F100 G1 Y150 RND=10 G90 G2 X Y61.14 CR= RND=10 G91 G1 X Y G90 G2 X-35 Y0 CR=35 G0 Z10 M30

71 Aşağıdaki parçanın üzerine şekildeki gibi kanal açacak programı yazınız. Kullanılacak Takım: 4 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:100x100x45 mm Kanal derinliği: 5 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak G2/G3 KOMUTUNUN CR FORMATINI KULLANINIZ.
72
73 G54 T1 D1 M6 S1000 F150 M3 G0 X30 Y20 Z1 G1 Z-4 G2 X70 Y20 CR=20 G3 X70 Y60 CR=20 G3 X30 Y60 CR=20 G3 X30 Y20 CR=20 G0 Z50 M30 Written bytalha
74 Başlangıç noktası, merkez noktası veya hedef nokta ve yayma açısı kullanarak dairesel interpolasyon programlama Komut Formatı G2/G3 X Y AR= veya G2/G3 I J AR= veya G2/G3 I=AC( ) J=AC( ) AR= Tam daire bu komutla programlanamaz AR Yayma açısı
75 Aşağıdaki parçanın üzerine şekildeki gibi kanal açacak programı yazınız. Kullanılacak Takım: 4 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:150x100x45 mm Kanal derinliği: 5 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak
76
77 Aşağıdaki parçanın çevresini frezeleyecek programı yazınız. Kullanılacak Takım: 10 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:140x115x45 mm talaş derinliği: 5 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak
78
79 Başlangıç noktası, ara nokta ve hedef nokta kullanarak dairesel interpolasyon programlama Komut Formatı CIP X Y I1= J1= Komut Formatı CIP X Y I1=AC( ) J1=AC( ) I1= Ara noktanın X ekseninde başlangıç noktasından uzaklığı J1= Ara noktanın Y ekseninde başlangıç noktasından uzaklığı
80 Polar koordinatlar kullanarak dairesel interpolasyon programlama Komut Formatı G2/G3 AP= RP= AP Son noktanın polar açısı RP Polar radyüs Polar koordinatla dairesel interpolasyon programlamadan önce G110/G111 veya G112 komutlarından biriyl kutup noktası radyüsün merkezine taşınmalıdır.

81 Aşağıdaki parçanın üzerine şekildeki gibi kanal açacak programı yazınız. Kullanılacak Takım: 3 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:100x100x45 mm Kanal derinliği: 5 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak
82

83 Aşağıdaki parçanın üzerine şekildeki gibi kanal açacak programı yazınız. Kullanılacak Takım: 3 mm lik parmak freze Devir Sayısı:1500d/dak Ham Parça Ölçüleri:150x100x45 mm Kanal derinliği: 5 mm İlerleme hızı: 125 m/dak
84
85
86
87 G110 Takımın en son bulunduğu noktaya göre kutup noktasının koordinatları G111 İş parçası sıfır noktasına göre kutup noktasının koordinatları G112 Geçerli son kutup noktasına göre yeni kutup noktasının koordinatları
88 Çalışma Alanı Limitinin Belirlenmesi G25/26 X Y Z Programlanabilir çalışma alanı sınırlandırması: Bu komutlar ile takımın hareket edeceği alan sınırlandırılır. Takım komutla yazılan sınırların dışına çıkamaz. G25 ve G26 ayrı komut satırlarında kullanılmalıdır.
89 Çalışma Alanı Limitinin Belirlenmesi G25 X Y Z Alt çalışma alanı G26 X Y Z Üst çalışma alanı WALIMON Çalışma limiti açık WALIMOF Çalışma limiti kapalı

90 Active kısımları onaylanmadan çalışma alanı limiti aktif olmaz.
91 Program yazılırken çalışma alanı sınırlama komutları ilk satırlara yazılmalıdır. Böylece program çalışınca çalışma alanı limitleri parameter setting data---work area limit kısmına yazılır.
92 Devir Sayısının Sınırlandırılması G25 ve G26 kullanılarak devir sayısı sınırlandırılabilir. G25 S. (En düşük devir sayısı) G26 S. (En yüksek devir sayısı) G25 ve G26 komutlarında yazılan değerler setting data kısmında saklanır ve program kapatıldıktan sonra da aktif olmaya devam eder.
93 DELİK DELME ÇEVRİMLERİ CYCLE 81 Delme Merkezleme çevrimi CYCLE 82 Delme Havşalama çevrimi CYCLE 83 Derin Delik Delme Çevrimi DİKKAT Delik delme çevrimleri yazılmadan önce takım delik delinecek noktanın üzerine emniyetli bir mesafeye konumlandırılmalıdır.

94 CYCLE 81 Delme Merkezleme çevrimi Basit delme işlemlerinde kullanılır. Özellikle punta deliği veya büyük delikler öncesi ön deliklerin delinmesinde kullanılır. Delik sonunda talaşın temizlenmesi için bekleme süresi yoktur. Matkap delik sonuna ulaştığında hızlı hareketle geri çıkar. Retract plane:geri çekilme düzlemi Ref.plane:Referans düzlemi Safety dist:emniyet mesafesi Fin.dr.depth:Delik derinliği (mutlak) Depth incr:delik derinliği (artışlı)

95 CYCLE 82 Delme Havşalama çevrimi Delme ve havşalama işlemlerinde kullanılır. Delik sonunda talaşın temizlenmesi için bekleme süresi verilerek delik dibinde elde edilen yüzey kalitesi artırılır. Retract plane:geri çekilme düzlemi Ref.plane:Referans düzlemi Safety dist:emniyet mesafesi Fin.dr.depth:Delik derinliği (mutlak) Depth incr:delik derinliği (artışlı) Dwell time: Delik sonunda bekleme süresi (saniye olarak)
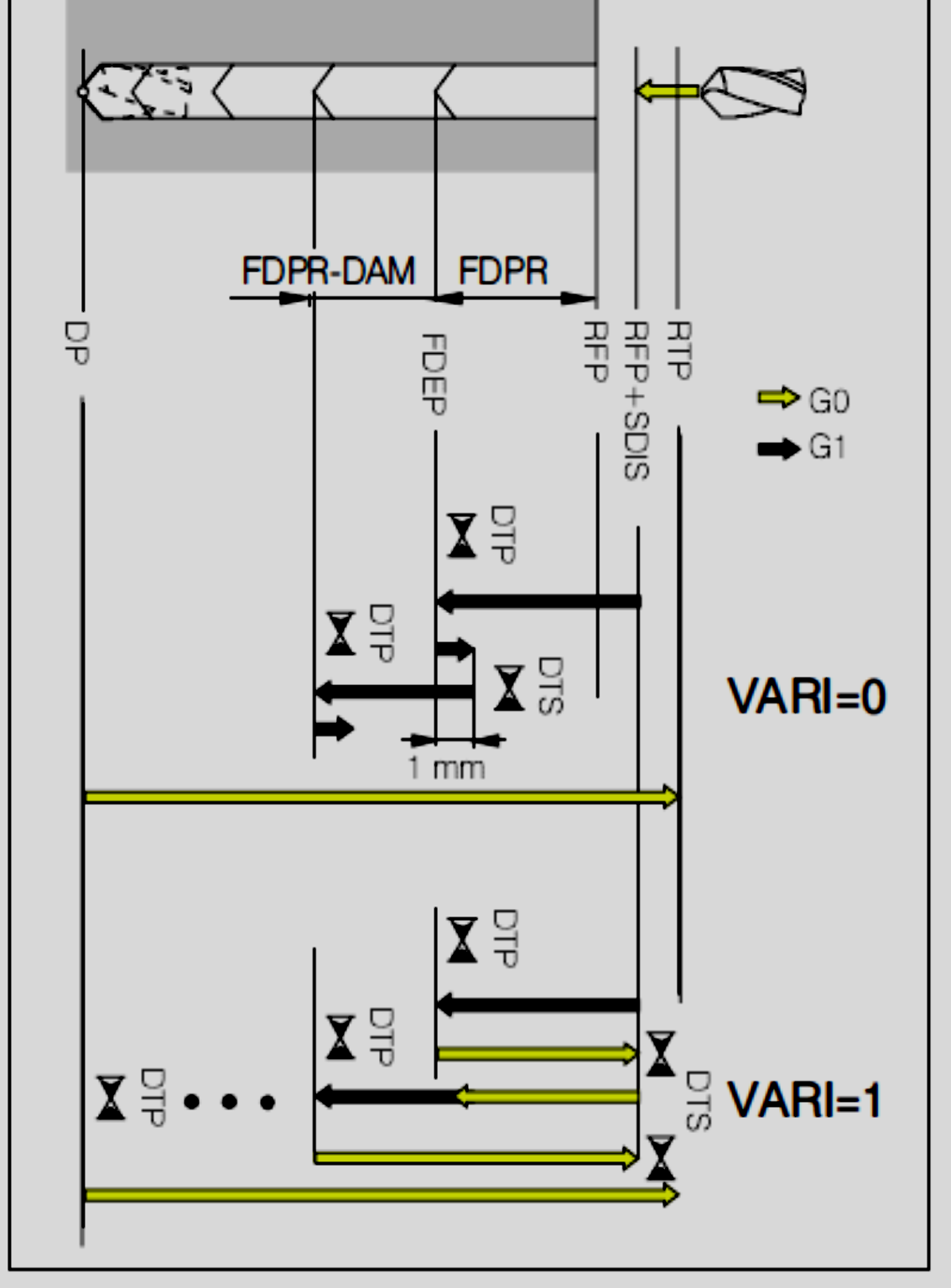
96 CYCLE 83 Derin Delik Delme Çevrimi CYCLE 83 iki tip derin delik delme operasyonuna sahiptir.
97 VARI=0 Talaş Kırma Bu operasyon tipinde matkap referans düzlemine RFP kadar G0 hareketiyle yaklaşır. FDEP kadar iş parçasına G1 hareketiyle girerek delme işlemi yapar. DTP kadar bekler. (saniye cinsinden) 1mm G1 hareketiyle geri çıkar. DTS kadar bekler. (saniye cinsinden) FDEP-DAM miktarı kadar tekrar G1 hareketiyle işe girer. Bu çevrim delik sonuna ulaşılıncaya kadar devam eder. Delme derinliği minimum MDEP olabilir. Delme işlemi bittiğinde matkap RTP geri çekilme düzlemine çekilir.
98 VARI=1 Talaş Boşaltma Bu operasyon tipinde matkap referans düzlemine RFP kadar G0 hareketiyle yaklaşır. FDEP kadar iş parçasına G1 hareketiyle girerek delme işlemi yapar. DTP kadar bekler. (saniye cinsinden) Emniyet mesafesine SDIS kadar geri çekilerek talaşı boşaltır. DTS kadar bekler. (saniye cinsinden) Bir önceki deldiği derinliğe SDIS miktarı kadar G0 hareketiyle yaklaşır. FDEP-DAM miktarı kadar tekrar G1 hareketiyle işe girer. Bu çevrim delik sonuna ulaşılıncaya kadar devam eder. Delme derinliği minimum MDEP olabilir. Delme işlemi bittiğinde matkap RTP geri çekilme düzlemine çekilir.
99
100
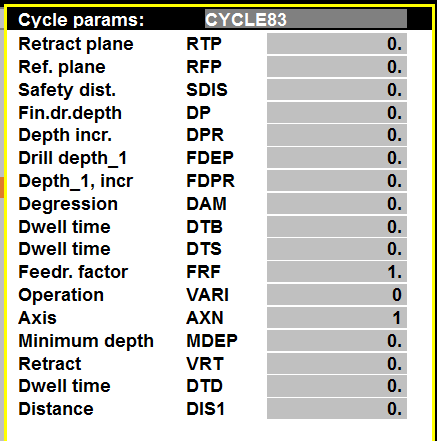
101 Retract plane RTP Geri çekilme düzlemi Ref.plane RFP Referans düzlemi Safety dist SDIS Emniyet mesafesi Fin.dr.depth DP Delik derinliği (mutlak) Depth incr DPR Delik derinliği (artışlı) Drill dept_1 FDEP İlk delme derinliği Depth_1,incr FDPR İlk delme derinliği (artışlı) Degression DAM Her seferde delinecek derinlikteki azalma miktarı Dwell time DTB Her delme işlemi sonunda bekleme zamanıdır. Bu değer saniye cinsinden veya iş milinin dönme sayısı olarak verilir. DTB>0 ise DTB<0 ise saniye cinsinden dönme sayısı olarak
102 Dwell time DTS Matkabın geri çekildikten sonra bekleme süresi (saniye) Feedr factor FRF İlerleme miktarındaki azalma oranıdır. Bu oran ile 1 arasında girilebilir. Bu değerle daha önceki satırlarda girilen ilerleme değeri çarpılarak yeni ilerleme değeri bulunur. Operation VARI Operasyon tipidir. Yukarıda açıklanmıştı. Axis AXN Çalışma eksenidir. AXN 1 delik X ekseninde AXN 2 delik Y ekseninde AXN 3 delik Z ekseninde Minumum depth MDEP Minumum delik delme derinliğidir. Her seferinde DAM kadar azalan delme derinliği minumum bu miktar kadar olabilir.
103 Retract VRT Geri çekilme miktarıdır. Bu değer 0 olduğunda geri çekilme miktarı 1mm dir. Sıfırdan büyük yazıldığında yazılan bu değer geçerlidir. Dwell time DTD En son delme işlemi sonunda bekleme zamanıdır. DTD>0 ise DTD<0 ise saniye cinsinden dönme sayısı cinsinden DTD=0 ise DTB deki değer kabul edilir. Yani matkap her delme işlemi sonunda ne kadar bekliyorsa en son delme işlemi sonunda o kadar bekler. Distance DIS1 VARI 1 işlemi için matkap talaşı boşalttıktan sonra tekrar delmek için hızlı hareketle bir önceki deldiği derinliğe indiğinde bırakacağı emniyet mesafesidir. olur. DIS1>0 olursa buraya yazılan değer geçerli DIS1<0 olursa otomatik olarak hesaplanır.

104 CYCLE 71 YÜZEY FREZELEME ÇEVRİMİ

105
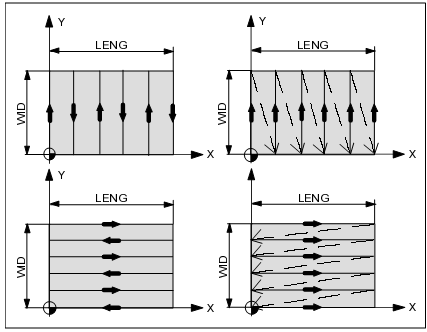
106 Retract plane RTP Geri çekilme düzlemi Ref.plane RFP Referans düzlemi Safety dist SDIS Emniyet mesafesi Depth, abs. DP Delik derinliği (mutlak) Ref. point PA Frezelenecek yüzeyin X ekseninde başlangıç noktası Ref. point PO Frezelenecek yüzeyin Y ekseninde başlangıç noktası Length LENG Frezelenecek yüzeyin X eksenindeki boyu Length WID Frezelenecek yüzeyin Y eksenindeki boyu Angle STA Frezelenecek yüzeyin X ekseniyle yaptığı açı Infeed depth MID Bir seferde alınacak maksimum talaş miltarı Infeed width MIDA Yanal ilerleme miktarı
107 Retrach. Path FDP Yana artış mesafesi Fin. Allow FAD Son talaşa bırakılacak talaş miktar Feedr. Surface FFP1 Yüzey temizlemede kullanılacak ilerleme miktarı Operation VARI Frezeleme metodu Retract path FDP1 İleri artış mesafesi
108 VARI Operasyon Tipi Operasyon tipi iki basamaklı sayı olarak ifade edilir. Birinci rakam ve ikinci rakamın ifade ettiği operasyon tipleri aşağıda yazılmıştır. Buna göre VARI 12 yazıldığında Y ekseninde tek yönlü kaba frezeleme yapılacaktır. 1 Son talaşa bırakılan talaş payına kadar frezeleme 2 Sadece finish işlemi 1 X ekseninde tek yönlü 2 Y ekseninde tek yönlü 3 X ekseninde çift yönlü 4 Y ekseninde çift yönlü
109
110 Aşağıda verilen parçanın yüzeyini frezeleyecek programı yazınız
111 İş parçası sıfır noktasının başka bir noktaya taşınması İş parçası sıfır noktasının programlamada kolaylık sağlanması için iş parçası üzerindeki başka bir noktaya taşınması için kullanılır. Komut Formatı: TRANS X Y
112 TRANS komutuyla taşınan iş parçası sıfır noktasının yeni sıfır noktasına göre başka bir noktaya taşınması gerekli olduğu durumlarda ATRANS komutu kullanılır. ATRANS komutundan sonra TRANS komutuyla oluşturulan sıfır noktasına göre yeni sıfır noktasının X ve Y değerleri girilir. Komut Formatı: ATRANS X Y
113 İş parçası sıfır noktasının döndürülmesi İş parçası koordinat sisteminin X, Y veya Z ekseninde döndürülmesi gerektiği durumlarda kullanılır. Daha çok iş parçasının üzerinde bulunan açılı geometrilerin işlenmesinde kullanılır. Tezgahımızda XY düzleminde çalıştığımız için döndürme işlemi Z ekseninde yapılır. Komut Formatı: ROT Z Koordinat sistemi döndürüldükten sonra ilave olarak yeniden döndürülmek istendiğinde AROT komutu kullanılır. Komut Formatı: AROT Z
114 Yanda iş parçası sıfır noktası ilk önce TRANS komutuyla yeni bir noktaya taşınmıştır. Daha sonra AROT komutu kullanılarak iş parçası sıfır noktası Z ekseninde döndürülerek açılı pozisyonda olan geometrinin programlanması kolaylaşmıştır. TRANS komutundan sonra ROT değil de AROT komutunun kullanılmasına dikkat ediniz. Daha önceden iş parçası sıfır noktasının taşınması ve döndürülmesi komutlarından herhangi biri kullanıldığında AROT veya ATRANS komutları kullanılmalıdır.

115 TRANS VE ROT komutlarıyla ilgili uygulama Yandaki parçanın üzerine 5 mm lik parmak freze çakısıyla 5 mm derinliğinde takım yolları oluşturulacaktır. Önce sol alttaki takım yolunu alt program kullanarak oluşturunuz. Daha sonra TRANS komutuyla sağ alttaki takım yolunu oluşturunuz. Daha sonra ATRANS ve AROT komutlarını kullanarak sağ üstteki takım yolunu oluşturunuz. Parça ölçüleri 150x150x40 mm dir. Devir sayısı 2500 d/dak, Z ekseninde ilerleme 125 mm/dak XY ekseninde 100 mm/dak olarak alınacaktır.

116 SCALE Komutuyla ölçeklendirme Bu komutla ölçeklendirme uygulanarak girilen ölçülerden daha büyük veya daha küçük boyutlarda takım yolu oluşturmak mümkündür. SCALE komutu X, Y ve Z ekseninde ayrı ayrı girilebilir. Ancak biz XY düzleminde çalıştığımızdan sadece X ve Y ekseninde SCALE ölçüsü gireceğiz. Böylece X ve Y ekseninde programladığımız ölçülerden girilen SCALE faktörü kadar büyük veya küçük takım yolları elde edeceğiz. Komut Formatı: SCALE X Y Komut Formatı: ASCALE X Y
 noktasına taşınarak N50 satırında ASCALE komutuyla X ekseninde 0.5 ve Y ekseninde 0.7 SCALE uygulanmıştır.")
117 SCALE UYGULAMASI Yukarıdaki programda N35 satırında iş parçası sıfır noktası (15,15) noktasına taşınmıştır. Daha sonra N40 satırında L10 olarak alt programla yazılan büyük kontur işlenmiştir. N45 satırında TRANS komutuyla iş parçası sıfır noktası (40,20) noktasına taşınarak N50 satırında ASCALE komutuyla X ekseninde 0.5 ve Y ekseninde 0.7 SCALE uygulanmıştır. Daha sonra L10 alt programı tekrar uygulanmıştır. Son satırda SCALE komutu boş olarak yazılarak ölçeklendirme sıfırlanmıştır.

118 MIRROR (aynalama) UYGULAMASI MIRROR (aynalama ) komutu kullanılarak X veya Z ekseninde aynalama yapılabilir. Komut Formatı: MIRROR X0 MIRROR Y0 MIRROR X0 komutuyla yukarıdaki resimde görüldüğü gibi X ekseni boyunca aynalama yapılmıştır. Buradaki 0 değeri aynalama yapıldıktan sonra herhangi bir offset uygulanmayacağı anlamına gelir. Buraya örneğin 5 değeri yazılırsa ayrıca aynalanan geometri 5mm offsetlenir. MIRROR Y0 komutuyla ise Y ekseni boyunca aynalama yapmak mümkünüdür.

119 MIRROR UYGULAMASI N40 satırında L10 alt programı işlenerek üst sağdaki takım yolu oluşturulmuştur. N45 satırında X ekseni boyunca aynalama yapılmış ve N50 satırında üst sağdaki takım yolu oluşturulmuştur. N50 satırında L10 alt programı tekrar çağrılmış ve üst soldaki takım yolu oluşturulmuştur. N55 satırında Y ekseninde aynalama yapılmış ve N60 alt soldaki takım yolu oluşturulmuştur. N65 satırında Y ekseninde aynalama yapılmış ve N70 satırında alt sağdaki takım yolu oluşturulmuştur.
olan X eksenidir. Bu iki eksenin kesiştiği nokta ise orijin noktasıdır. Referans olarak bu nokta kullanılır. Bu nokta, genellikle iş parçası sıfır nok
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir.
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC'ye Giriş. CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28)
 Makine Sıfır Noktası (G28)") ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Kısa Program yazma-mdi
 TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ. Öğr. Gör. RECEP KÖKÇAN. Tel: +90 312 267 30 20
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
CAM PROGRAMLARINDAN ALINAN NC KODUNDA DİKKAT EDİLMESİ GEREKENLER
 Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Hazırladığım bu dosyayla sizlere yararlı olabildiysem ne mutlu bana. Lütfen inceledikten sonra bana düşüncenizi ve eksiklerimi,isteklerinizi belirtin.
 HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir
 Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]
![Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]](/thumbs/92/107912016.jpg "Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
Cnc freze programlama örnekleri
 Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir
 Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ FABRİKA OTOMASYON CNC ÜNİTESİ 523EO0417 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ FABRİKA OTOMASYON CNC ÜNİTESİ 523EO0417 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123
 T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
SIEMENS NX 10.0. Üçgen Yazılım 2015
 NX SIEMENS NX 10.0 Üçgen Yazılım 2015 NX CAM YENİLİKLER Pattern Dircetion -> Automatic Kaba operasyonlarda talaşa giriş için belirlenen bölge seçiminde, inward ve outward (içeriden ve dışarıdan ) seçeneklerinin
NX SIEMENS NX 10.0 Üçgen Yazılım 2015 NX CAM YENİLİKLER Pattern Dircetion -> Automatic Kaba operasyonlarda talaşa giriş için belirlenen bölge seçiminde, inward ve outward (içeriden ve dışarıdan ) seçeneklerinin
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Teknik Resimden Parça Programına Giden Kolay Yol: ShopMill ve ShopTurn
 Teknik Resimden Parça Programına Giden Kolay Yol: ShopMill ve ShopTurn Siemens, geliştirdiği atölye uyumlu kullanım ve programlama yazılımları ShopMill ve ShopTurn ile CNC işleme merkezi ve torna tezgahlarında
Teknik Resimden Parça Programına Giden Kolay Yol: ShopMill ve ShopTurn Siemens, geliştirdiği atölye uyumlu kullanım ve programlama yazılımları ShopMill ve ShopTurn ile CNC işleme merkezi ve torna tezgahlarında
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
Teknosem ANASAYFA. Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır.
 ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Swansoft Fanuc OiM Kullanımı
 SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
CNC TEZGÂH PROGRAMLAMA & UYGULAMALAR
 CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
NUMERIC CONTROL (NC) COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ
 COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ") NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
 TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 2006 - BALIKESİR FREZELEME İŞLEMLERİNDE CNC PARÇA PROGRAMININ TÜRETİLMESİ Yılmaz KÜÇÜK 1, İhsan KORKUT 2, Ulvi ŞEKER 3 1 Gazi Üniversitesi, Fen Bilimleri
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 2006 - BALIKESİR FREZELEME İŞLEMLERİNDE CNC PARÇA PROGRAMININ TÜRETİLMESİ Yılmaz KÜÇÜK 1, İhsan KORKUT 2, Ulvi ŞEKER 3 1 Gazi Üniversitesi, Fen Bilimleri
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir
 Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız.
 1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
CNC torna programlama örnekleri
 CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
BÖLÜM 04. Çalışma Unsurları
 BÖLÜM 04 Çalışma Unsurları Autodesk Inventor 2008 Tanıtma ve Kullanma Kılavuzu SAYISAL GRAFİK Çalışma Unsurları Parça ya da montaj tasarımı sırasında, örneğin bir eskiz düzlemi tanımlarken, parçanın düzlemlerinden
BÖLÜM 04 Çalışma Unsurları Autodesk Inventor 2008 Tanıtma ve Kullanma Kılavuzu SAYISAL GRAFİK Çalışma Unsurları Parça ya da montaj tasarımı sırasında, örneğin bir eskiz düzlemi tanımlarken, parçanın düzlemlerinden
FANUC CNC PROGRAMLAMA
 1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
SCALE. Ölçek Kayar menü Insert Features Scale. Araç Çubuğu Features Scale
 SCALE Araç Çubuğu Features Scale Ölçek Kayar menü Insert Features Scale Modelin geometrisini girilen ölçek değerinde küçültmek veya büyültmek için kullanılan bir komuttur. Scale Özellik Yöneticisinde,
SCALE Araç Çubuğu Features Scale Ölçek Kayar menü Insert Features Scale Modelin geometrisini girilen ölçek değerinde küçültmek veya büyültmek için kullanılan bir komuttur. Scale Özellik Yöneticisinde,
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN
 CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
Alın Tornalamada izlenecek işlem sırası şu şekildedir
 Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
HEDEF ARA ve ÇÖZÜCÜ HEDEF ARA
 HEDEF ARA ve ÇÖZÜCÜ HEDEF ARA Hedef ara komutu bir fonksiyonun tersinin bulunmasında kullanılır. Hedef ara işlemi, y=f(x) gibi bir fonksiyonda y değeri verildiğinde x değerinin bulunmasıdır. Bu işlem,
HEDEF ARA ve ÇÖZÜCÜ HEDEF ARA Hedef ara komutu bir fonksiyonun tersinin bulunmasında kullanılır. Hedef ara işlemi, y=f(x) gibi bir fonksiyonda y değeri verildiğinde x değerinin bulunmasıdır. Bu işlem,
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları MSD(H) 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı
 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı") Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
7 CNC OPERATION. 7-3 İşleme Programı. 7-3-1 İnce sac kesimine örnek,
 7 CNC OPERATION 7-3 İşleme Programı Aşağıdakiler Mazak tarafından kesime yönelik olarak tavsiye edilmiştir. İnce objelerin kesilmesi. G08 önden okuma (prior) kontrolunu G64 modunda kullanın. G08 ile otomatik
7 CNC OPERATION 7-3 İşleme Programı Aşağıdakiler Mazak tarafından kesime yönelik olarak tavsiye edilmiştir. İnce objelerin kesilmesi. G08 önden okuma (prior) kontrolunu G64 modunda kullanın. G08 ile otomatik
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN
 6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ
6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ
YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!!
 YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!! Nesnelerin İnterneti Makinaların İnterneti Servis Güvencesi ile P. 1 of 30 NMV Serisi YCM NMV 76A YCM NMV 106A P. 2 of 30 Makine Özellikleri NMV76A NMV106A
YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!! Nesnelerin İnterneti Makinaların İnterneti Servis Güvencesi ile P. 1 of 30 NMV Serisi YCM NMV 76A YCM NMV 106A P. 2 of 30 Makine Özellikleri NMV76A NMV106A
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
SPEKTROSKOPİK NUMUNE HAZIRLAMA SPECTRAL MM. metkon.com
 SPEKTROSKOPİK NUMUNE HAZIRLAMA SPECTRAL MM metkon.com OTOMATİK, HASSAS YÜZEY FREZELEME CİHAZI SPECTRAL MM SPECTRAL MM, OES ve XRF numunelerinin otomatik olarak hazırlanması için tasarlanmıştır. En kısa
SPEKTROSKOPİK NUMUNE HAZIRLAMA SPECTRAL MM metkon.com OTOMATİK, HASSAS YÜZEY FREZELEME CİHAZI SPECTRAL MM SPECTRAL MM, OES ve XRF numunelerinin otomatik olarak hazırlanması için tasarlanmıştır. En kısa
SoildWorks ilave modülünde bulunan ek yazılımlar (Add-Ins)
") SolidWorks Nedir? SoildWorks ilave modülünde bulunan ek yazılımlar (Add-Ins) PhotoWorks, MotionManager SolidWorks katı unsurları (Features).. 2 3 4 5 6 7 8 Parça unsurlarının alt yapısını oluşturmak için;
SolidWorks Nedir? SoildWorks ilave modülünde bulunan ek yazılımlar (Add-Ins) PhotoWorks, MotionManager SolidWorks katı unsurları (Features).. 2 3 4 5 6 7 8 Parça unsurlarının alt yapısını oluşturmak için;
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
S100T TORNA PROGRAMLAMA EL KİTABI
 17 MAYIS 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN
17 MAYIS 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN
FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI İSTANBUL 2007
 FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI Hazırlayan : İSTANBUL 2007 Dr Müh. ERDAL GAMSIZ Türkiye Distribütörü Ses3000 Ses3000
FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI Hazırlayan : İSTANBUL 2007 Dr Müh. ERDAL GAMSIZ Türkiye Distribütörü Ses3000 Ses3000
DMU 75 / 95 monoblock
 www.dmgmori.com Beş eksenli üniversal frezeleme tezgahı DMU 75 / 95 monoblock Standard yüksek teknoloji En uygun fiyata beş eksenli simültane işleme. DMU 75 / 95 monoblock 950 mm X hareketi ve beş eksenli
www.dmgmori.com Beş eksenli üniversal frezeleme tezgahı DMU 75 / 95 monoblock Standard yüksek teknoloji En uygun fiyata beş eksenli simültane işleme. DMU 75 / 95 monoblock 950 mm X hareketi ve beş eksenli
Frezeleme de Yenilikler
 VisualCAM 2018 Yenilikler VisualCAM 2018 de; 1- Frezeleme 2- Tornalama 3- Nesting ( Plaka üzerine yerleşim) Geliştirmeler yapıldı. Frezeleme de Yenilikler 1 - Setup bölümünde operasyonları kilitleme özelliği
VisualCAM 2018 Yenilikler VisualCAM 2018 de; 1- Frezeleme 2- Tornalama 3- Nesting ( Plaka üzerine yerleşim) Geliştirmeler yapıldı. Frezeleme de Yenilikler 1 - Setup bölümünde operasyonları kilitleme özelliği
CNC TORNA UYGULAMASI DENEY FÖYÜ
 T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
Elektrik Bağlantı Şeması ve Sensor Ayarları
 Teknik Özellikler: Mikrobilgisayar kontrollü Gerçek zaman saati Kalibrasyon gerektirmeyen hassas nem ve ısı sensörü (Nem hassasiyeti %3 sıcaklık %0,5) 2 farklı program kontrollü, 4 vana çıkışı (24 Vac
Teknik Özellikler: Mikrobilgisayar kontrollü Gerçek zaman saati Kalibrasyon gerektirmeyen hassas nem ve ısı sensörü (Nem hassasiyeti %3 sıcaklık %0,5) 2 farklı program kontrollü, 4 vana çıkışı (24 Vac
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
MCV-640 Dikey İşlem CNC. Hazırlayan: Arş.Gör. Kazım ZENGİN
 MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU
 BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
İÇİ BOŞLUKLU PARÇALARIN DELME OPERASYONUNDA VERİMLİLİĞİ ARTIRAN PARAMETRİK PROGRAM
 İÇİ BOŞLUKLU PARÇALARIN DELME OPERASYONUNDA VERİMLİLİĞİ ARTIRAN PARAMETRİK PROGRAM Ömer SEÇGİN a *, İbrahim ÖZSERT b a Pîrî Reis Üniversitesi, Denizcilik M.Y.O., Gemi Makineleri İşletme Programı, İstanbul/Türkiye,
İÇİ BOŞLUKLU PARÇALARIN DELME OPERASYONUNDA VERİMLİLİĞİ ARTIRAN PARAMETRİK PROGRAM Ömer SEÇGİN a *, İbrahim ÖZSERT b a Pîrî Reis Üniversitesi, Denizcilik M.Y.O., Gemi Makineleri İşletme Programı, İstanbul/Türkiye,
DİK İŞLEME MERKEZİ İÇİN BİLGİSAYAR DESTEKLİ KULLANICI ETKİLEŞİMLİ CNC PARÇA PROGRAMI TASARIMI
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2005 : 11 : 2 : 199-204
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2005 : 11 : 2 : 199-204
AUTOCAD: Çizim Limitleri
 AUTOCAD: Çizim Limitleri Command: limits Specify lower left corner or [ON/OFF] : 0,0 Specify upper right corner :1000,1000 Çizimde kullanılacak AutoCAD uzayının sınırlarını
AUTOCAD: Çizim Limitleri Command: limits Specify lower left corner or [ON/OFF] : 0,0 Specify upper right corner :1000,1000 Çizimde kullanılacak AutoCAD uzayının sınırlarını
CNC Tezgahlarda İmalat Teknolojileri
 CNC Tezgahlarda İmalat Teknolojileri Bölüm 1: Dikey İşleme Merkezleri ve CNC programlama *Hikmet Nazım Ekici Doksanlı yıllardan günümüze kadar olan dönemde ülkemizde imalat otomasyonu konusunda önemli
CNC Tezgahlarda İmalat Teknolojileri Bölüm 1: Dikey İşleme Merkezleri ve CNC programlama *Hikmet Nazım Ekici Doksanlı yıllardan günümüze kadar olan dönemde ülkemizde imalat otomasyonu konusunda önemli
TEKNİK RESİM. Arş. Grv. M. Adil AKGÜL İTÜ İnşaat Fakültesi Hidrolik Ana Bilim Dalı. akgulme@itu.edu.tr http://web.itu.edu.
 TEKNİK RESİM 9. Hafta Arş. Grv. M. Adil AKGÜL İTÜ İnşaat Fakültesi Hidrolik Ana Bilim Dalı akgulme@itu.edu.tr http://web.itu.edu.tr/~akgulme İçerik İleri seviye komutlar Offset Array Mirror Measure Divide
TEKNİK RESİM 9. Hafta Arş. Grv. M. Adil AKGÜL İTÜ İnşaat Fakültesi Hidrolik Ana Bilim Dalı akgulme@itu.edu.tr http://web.itu.edu.tr/~akgulme İçerik İleri seviye komutlar Offset Array Mirror Measure Divide
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
1972 den beri Yüksek Teknoloji... ENDÜSTRİYEL BALANS
 1972 den beri Yüksek Teknoloji... ENDÜSTRİYEL BALANS HAKKIMIZDA ZORMAK Balans Teknolojileri, 1972 yılında Hüseyin ZOR tarafından kuruldu. İmalatına ilk olarak Seyyar Tekerlek Balans Makineleri ile 1973
1972 den beri Yüksek Teknoloji... ENDÜSTRİYEL BALANS HAKKIMIZDA ZORMAK Balans Teknolojileri, 1972 yılında Hüseyin ZOR tarafından kuruldu. İmalatına ilk olarak Seyyar Tekerlek Balans Makineleri ile 1973
Sayısal kontrol, metal ve metal olmayan her türlü malzemelerin talaş kaldırmak suretiyle işlenmesinde kullanılan tüm takım tezgahlarında kullanılır.
 1. NC (NUMERİCAL CONTROL) Sayısal kontrol (NC Numerical Control), takım tezgahlarının sayı harf vb. sembollerden meydana gelen ve belirli bir mantığa göre kodlanmış komutlar yardımıyla işletilmesidir.komutlar
1. NC (NUMERİCAL CONTROL) Sayısal kontrol (NC Numerical Control), takım tezgahlarının sayı harf vb. sembollerden meydana gelen ve belirli bir mantığa göre kodlanmış komutlar yardımıyla işletilmesidir.komutlar
EOX UNI-DRILL KULLANIM KLAVUZU
 İÇTEN SU VERME BASINCI(BAR) & EOX UNI-DRILL MATKAP ÇAPI(mm) İÇTEN SU VERME DEBİSİ(Litre/dk) & EOX UNI-DRILL MATKAP ÇAPI(mm) 14 MALZEME GRUPLARINA GÖRE KESME HIZLARI 9SMn36; 11SMnPb;10SPb 60S; 11SMn37 St37;
İÇTEN SU VERME BASINCI(BAR) & EOX UNI-DRILL MATKAP ÇAPI(mm) İÇTEN SU VERME DEBİSİ(Litre/dk) & EOX UNI-DRILL MATKAP ÇAPI(mm) 14 MALZEME GRUPLARINA GÖRE KESME HIZLARI 9SMn36; 11SMnPb;10SPb 60S; 11SMn37 St37;