TOZ ENJEKSİYON KALIPLAMA MAKİNASININ ENJEKSİYON HIZININ KONTROLÜ
|
|
|
- Ece Baybaşin
- 8 yıl önce
- İzleme sayısı:
Transkript
1 395 TOZ ENJEKSİYON KALIPLAMA MAKİNASININ ENJEKSİYON HIZININ KONTROLÜ İlhami YİĞİT Yücel ERCAN ÖZET Enjeksiyon hızının toz enjeksiyon kalıplama tekniği ile üretilen metal eya seramik parçaların kalitesinde çok etkisi olduğu bilinmektedir. Doldurma fazında kalıp içerisine giren debinin ( enjeksiyon hızının ) kontrol edilmesi; parçanın homojen bir yapıya sahip olması, yüzey kalitesinin iyi olması, düzenli katılaşmanın sağlanması, b. özellikler açısından çok önemlidir. Bu çalışma ile enjeksiyon hızının hassas elektro-hidrolik sero kontrolü amaçlanmıştır. Bu alanda şimdiye kadar yapılmış çalışmalarda göz ardı edilmiş eya arsayımlarla yetinilmiş kısımlar üzerinde ağırlıkla durularak toz enjeksiyon kalıplama makinasının fiziksel modeli oluşturulmuş e daranışını tanımlayan denklemler bulunmuştur. Geliştirilen simülasyon programı değişik durumlar için çalıştırılmıştır. Kurulan modelin doğrulanabilmesi için bir deney düzeneği tasarımlanmış e kurulmuştur. Deneysel e teorik sonuçlar birbiriyle karşılaştırılmıştır. GİRİŞ Enjeksiyon kalıplama, çeşitli plastik parçaların üretiminde yoğun olarak kullanılan net son şekilli bir üretim işlemidir. Polimer granüller ısıtılarak ergiyik hale getirilip üzerine basınç uygulanarak kalıp içi hacim doldurulur, malzeme soğutulur e istenilen son şekli alır. Enjeksiyon kalıplama işlemi bir toz-bağlayıcı karışımına şekil ererek e son aşamada bağlayıcı uzaklaştırılarak metal eya metal olmayan parça üretimi için kullanılırsa bu üretim tekniğine toz enjeksiyon kalıplama denir. Özellikle konansiyonel yöntemler kullanılarak üretilemeyen metal eya metal olmayan parçaların üretiminde kullanılmaktadır. Net son şekilli bir üretim tekniği olarak, döküm, döme e talaşlı kaldırma yoluyla parça üretimine maliyet açısından alternatifdir. Konansiyonel yöntemlerle işlenmesi zor, karmaşık şekilli parçaların seri üretimi için çok uygundur. İkinci bir işlem gerektirmeden girift geometrili parçaları homojen e tam yoğunlukta üretilebilme özellikleri, bu teknolojiyi birçok alanda cazip hale getirmektedir. Askeri e uzay endüstrisindeki başlangıç başarıların ardından, bilgisayar donanımı, baskı e büro makinaları, elektrikli, manyetik e yarı iletken cihazların üretimi yanında, kimya, tekstil, otomoti e biyomedikal endüstri gibi siil alanlarda da yoğun olarak kullanılmaktadır. Toz enjeksiyon kalıplama tekniğine uygun malzemeler şimdilik metaller, seramikler, intermetaller e fiber takiyeli kompozitlerdir [16]. Toz enjeksiyon kalıplamada, parça boyutunun sınırlı olması, büyük kesit alanı değişiminin söz konusu olmaması, parça şeklinde çarpılma, düzgün olmayan büzülme, enjeksiyon sırasında katılaşma nedeniyle istenilen yerde istenilen hidrolik basıncın oluşmaması, karmaşık şekilli parça üretiminde iç çatlakların büyüyebilmesi gibi problemlerle karşılaşılmaktadır [9]. Toz enjeksiyon kalıplamada enjeksiyon işlemi üç kısma ayrılır : doldurma aşaması, geçiş aşaması e sıkıştırma aşaması.

2 396 Doldurma aşamasında enjeksiyon hızı hassas bir şekilde kontrol edilemezse parçada boşluklar eya gözenekler oluşmaktadır. Bu nedenle, jet oluşumunu önleyecek e doldurma safhasında enjeksiyon basıncını düşük tutacak şekilde bir enjeksiyon hızı profilinin hassas olarak izlenmesi önemlidir. Geçiş aşamasında uygun kontrolün olmaması parçanın yanma e çarpılmasına neden olmaktadır. Çatlaklardan e yüzeylerde çukurlardan kaçınabilmek için sıkıştırma aşamasında sıkıştırma basıncının hassas kontrolü gerekmektedir. Bunun nedenle, geçiş e sıkıştırma safhasında bir kalıp içi basınç profilinin hassas olarak izlenmesi önemlidir [11, 12] Son özellikleri iyi toz metal eya metal-olmayan parça üretimini gerçekleştirebilmek için kullanılacak enjeksiyon kalıplama makinasının, enjeksiyon aşaması için kapalı çerim enjeksiyon hızı kontrol sistemine, geçiş e sıkıştırma aşamasın için kapalı çerim basınç kontrol sistemine sahip olması gerekmektedir. İstenilen hız e basınç profillerini kolayca erebilmek, kompleks kontrol stratejileri uygulayabilmek e görüntüleme işlemleri için makinanın bilgisayar kontrollü olması gerekmektedir []. TOZ ENJEKSİYON KALIPLAMA Toz enjeksiyon kalıplama temel olarak plastik enjeksiyon kalıplama işleminin uzantısı olmasına rağmen, kalıp içerisine enjekte edilen malzemenin karmaşıklık seiyesi ana farklılığı oluşturmaktadır. Toz enjeksiyon kalıplama malzemelerinin daranışı basit polimerden çok daha karmaşıktır. Toz enjeksiyon kalıplamada enjeksiyon hızının gereğinden yüksek olması halinde tozun ergiyik polimerden ayrılma durumu, yüksek basınç e sıcaklık eğimleri ile karşılaşılması, karışımın iskozitesi e Bulk modülünün polimerden çok farklı olması, karışımın aşındırıcı etkisinin büyük olması e toz enjeksiyon kalıplamanın plastik enjeksiyon kalıplamada bulunmayan işlem aşamalarına sahip olması gibi önemli farklılıklar bulunmaktadır. Bu farklılıklar ise enjeksiyon hızı profili e kalıp içi basınç profilini e makinada özellikle ida, silindir e nozulda aşınmaya dayanıklı malzeme kullanılmasını, daha hızlı e hassas kontrol sistemini gerektirmektedir [14]. Kalıplama Kalıplama çerimi karışımın kalıplama makinasının ısıtılmış silindiri içerisinde ergimesi ile başlar. Gitgel hareketi yapan ida karışımı sıkıştırma, homojen hale getirme e basınç uygulama işlemlerinde kullanılır. Gerçek kalıplama stroğu, ergiyik karışım miktarını kalıp içerisine enjekte etmek için idanın silindir içerisinde ileriye itilmesi ile gerçekleştirilir. Nozuldan akan ergiyik ana e yardımcı yolluklara e kalıp kapısına, oradan da kalıp içi boşluğa akar. Kalıp ergiyik karışımdan daha soğuk olduğu için kalıplama sırasında karışım büyük bir iskozite artışı ile ısısını kaybeder. Akış hatlarındaki direnç artışını telafi etmek için kalıp dolana kadar basınç sürekli artırılır. Enjeksiyon Aşaması Kalıp boşluğunun doldurulduğu kalıplama aşamasıdır. Vidanın önünde tam enjeksiyon e sıkıştırma için yeterince malzeme bulunmalıdır. Vida kalıba doğru hız kontrolü altında dönmeden hareket eder. Hız profili ida konumunun bir fonksiyonu olarak programlanır. Hız profili doldurma aşamasında jet oluşumunu önlemek e düşük enjeksiyon basınçlarını sağlamak için çok önemlidir. Enjeksiyon hızı doldurma sırasında karışımın katılaşmasını engelleyecek kadar yüksek e jet oluşumunu e bağlayıcı ayrılmasının engelleyecek kadar da düşük olmalıdır [9,]. Geçiş Aşaması Geçiş işlemi, kalıbın tamamen dolduğu anda meydana gelir. Doldurma aşamasından sıkıştırma aşamasına geçiş anlamına gelir. Kalıbın tamamen dolduğu strok, debi kontrolünden basınç kontrolüne geçiş açısından önemli bir referans noktasıdır [15]

3 397 SİSTEMİN MODELLENMESİ Bilgisayar kontrollü bir enjeksiyon kalıplama makinasının şematik görünüşü Şekil 1 deki gibidir. Sistem üç alt sisteme ayrılabilir: i) elektronik sistem ( bilgisayar + DAS kart + seroyükseltici ) Bu sistem birinci dereceden, yalnızca gecikmesi e sabit kazancı olan bir sistem olarak düşünülebilir. Bilgisayar kısmındaki gecikme kontrol yazılımının döngü başına çalışma zamanına bağlı olup kontrol stratejisi ile değişkenlik gösterir e örnekleme zamanını belirler. DAS kartların gecikmesi ise 5-12 mikrosaniye kadar küçüktür. Sero yükseltici ise sıfırıncı dereceden kabul edilebilir. ii) elektro-hidrolik sistem ( seroalf) Bu sistem ise elektriksel + mekanik + akışkanlı sistemden oluşmaktadır. Birinci eya ikinci dereceden bir sistem olarak ele alınabileceği gibi bu çalışmada olduğu gibi asimetrik yük durumunda lineer olmayan bir model oluşturmayı gerektirebilir. iii) hidro-mekanik sistem ( toz enjeksiyon makinası + kalıp ) Sistem bir basınç artırıcı e kalıptan oluşmakta olup doğrusal mekanik e akışkanlı sistem görülmektedir. Besleme stokunu karıştırmak için gerçekleşen ida dönüş hareketinin debi e basınç kontrolü açısından düşünüldüğünde modele katılmasına gerek yoktur Doğrusal mekanik sistemde, piston e ida tek parçadır. Pasif sistem elemanları: kapasitif eleman olarak kütle, endüktif eleman olarak idanın yay özelliği (ida çapları yeterince büyük e rijit olduğu için ihmal edilebilir) e disipatif eleman olarak hidrolik kısım ile enjeksiyon silindirindeki iskoz sürtünmelerdir. Enjeksiyon kısmındaki sürtünme ise besleme stokuna, kayma hızına e sıcaklığa bağlıdır. Hidrolik enjeksiyon kısımlarında pasif sistem elemanları: akışkan kapasitans olarak sıkıştırılabilirlik, endüktif eleman olarak akışkan inertansı (çok kısa hat, ihmal), akışkan direnç olarak hidrolik yağ e karışımın sızıntılarıdır (iyi önlem alındığında -sürtünmeyi artırmakla birlikte- ihmal edilebilir). Enjeksiyon nozulu e kalıbı ise değişken bir akışkan direnç olarak modellenebilir e kalıba basılan karışımın cinsine, parçanın geometrisi e yollukların durumuna bağlı olarak değişkenlik gösterir. Şekil 1. Bilgisayar kontrollü bir toz enjeksiyon makinasının şematik görünüşü

4 398 Şekil 2. Toz enjeksiyon makinasının fiziksel modeli Seroalfin dinamik daranışı belirlenirken hidrolik pistonun sağındaki alan ile solundaki alanların farklı olmasından dolayı asimetrik bir durum sözkonusudur e seroalfin basma tarafındaki kapısındaki basınç düşüşü ile dönüş tarafındaki basınç düşüşleri dolayısıyla alf üzerinden geçen yük debileri farklılık gösterecektir. Bu asimetrik durum özellikle pistonun konumunun değişim frekansı yükseldikçe kontrol açısından kararsızlığa neden olacaktır. Bu alanda şimdiye kadar yapılan alf ya birinci dereceden ya da ikinci dereceden modellenmiş, asimetrik durum dikkate alınmamıştır [1,13,14]. Halbuki debi kontrolünde e özellikle kalıp içi basınç kontrolünde ani basınç değişimleri durumunda simetrik model ile iyi sonuç almak zordur. Dolayısıyla alfin modeline bu lineer olmayan etkiyi katmak gerekir. Bu durumda alf makarasının elektro-hidrolik daranışı, x ( s) = I ( s) s ( ) ω 2 K 2ξ + ( ) s + 1 ω (1) e alfin zaman bölgesinde daranış denklemi; 2 2 x& + (2ξ ω ) x& + ( ω ) x = ( ω K ) I( t) (2) olup, burada, x = alf makarasının konumu, m = seroalfe giriş akımı, ma I V K = seroalfin kazancı, m/ma ω = seroalfin doğal frekansı, rad s ξ = seroalfin sönüm oranıdır. 1

5 399 Valf kapılarından geçen debiler : Eğer x ise; 1 K x Ps = ( P1) / ρ (3) h Eğer K x P / ρ = 3 3 h (4) x < ise; K x P / ρ = 1 1 h (5) 1 K x ( Ps P3 = ) / ρ (6) h Burada, K = orifis geometrisi e debi katsayısını içeren katsayı ( K = C w ), m C d = seroalf orifislerinin debi katsayıları w = seroalf makarasının alan gradyantı, m 1 ρ h = hidrolik yağın yoğunluğu, kg m s P = hidrolik besleme basıncı, Pa s Kalıp içerisine giren karışım debisi; d = 1 P m 2 R( t) (7) Kalıp içerisine giren karışım hacmi ise; dv m = (8) m dt olup, bu denklemlerde, R(t) = karışımın nozul e kalıp içerisinde akışında karşılaştığı eşdeğer direnç, Pa s m -3 R(t), karışımın malzemesine, enjeksiyon hızına, kalıp içi geometriye, kalıp içi boşluğa dolan karışım miktarına bağlı olarak değişir. Hidrolik e karışımın iskoz akışından dolayı oluşan ortak sönüm sabiti değişken olup piston hızının bir fonksiyonu olarak ifade edilebilir. b mh = f (z) & (9) b mh = hidrolik e enjeksiyon kısımlarındaki sönüm sabiti, N s m -1
, karışımın malzemesine, enjeksiyon hızına, kalıp içi geometriye, kalıp içi boşluğa dolan karışım miktarına bağlı olarak değişir.")
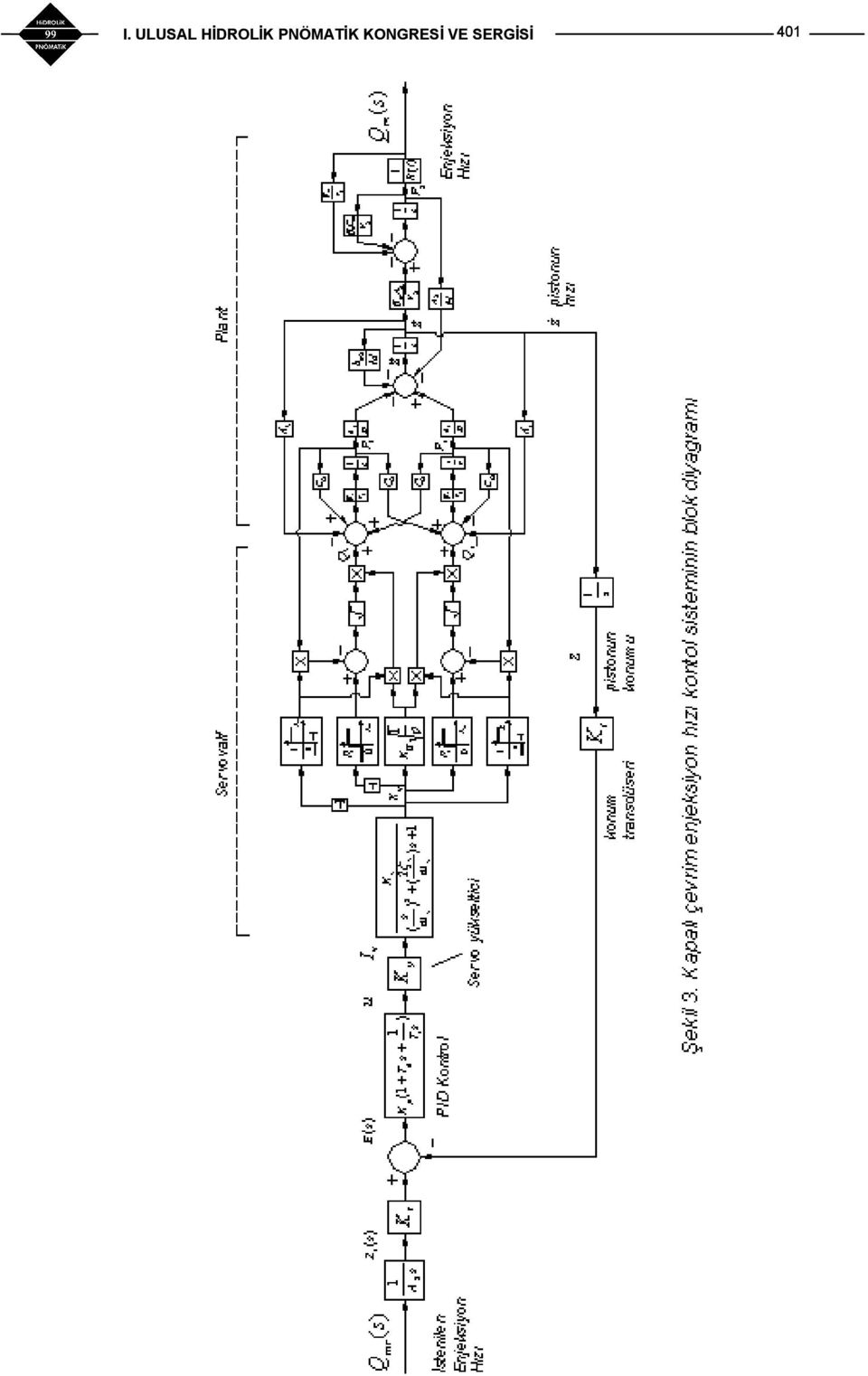
6 4 V 1, V 2, V 3 hacimleri pistonun konumu ile değişmekte olup, hidrolik e karışımın sıkıştırılabilirliğinin değişken olmasına neden olmaktadırlar; hacimlerin ilk değerleri V, V 2, V 3 olmak üzere, V1 + 1 = V A z () V = V A z (11) V olarak yazılabilir. = V A z (12) Karışımın akış önü basıncı enjeksiyon basıncında, akış sonu basıncı ise atmosfer basıncında kabul edildiğinden kalıbın doldurulması sırasında kalıp içi basınç; ortalama alınarak, yazılabilir [1]. P c = / 2 (13) P 2 KONTROL SİSTEMİ TASARIMI Kontrol edilecek olan sistemin durum denklemleri birinci dereceden dokuz diferansiyel denklemden oluşmaktadır.. Denklemler birbirine bağlı e lineer olmayan ifadeler içermektedir. Sistemin enjeksiyon hızı kontrolü için enjeksiyon hızının proses sırasında sürekli e hassas bir şekilde ölçülebilmesi mümkün değildir. Halbuki, enjeksiyon aşamasında kenjeksiyon basıncı basınç kontrol aşamasındakine göre yaklaşık on kat daha küçük olduğundan karışımın sızıntısı e sıkıştırılabilirliğinden dolayı meydana gelebilecek debi kaybı kalıba giren debi yanında ihmal edilerek, pistonun hızı cinsinden kalıba giren debi; m = A z& (14) 2 yazılabilir. Böylece debi ölçmek yerine pistonun hızını ölçüp geri beslemek daha pratik gözükmektedir. Uygulamada düşük hızların yüksek çözünürlükte ölçülebilmesi pek mümkün değildir. Pistonun hızı da ölçüm açısından bakıldığında düşüktür. Bu durumda pistonun konumu hassas bir şekilde ölçüp geribesleyerek sistemin hassas konum kontrolünü yapabilmek mümkündür. Böylece, sistemin hız kontrolü dolayısıyla enjeksiyon hızının kontrolü hassas bir şekilde gerçekleştirilmiş olur. PID kontrol kullanılarak tasarlanan kapalı çerim kontrol sisteminin blok diyagramı Şekil 3. deki gibidir.
 P 2 KONTROL SİSTEMİ TASARIMI Kontrol edilecek olan sistemin durum denklemleri birinci dereceden dokuz diferansiyel denklemden oluşmaktadır.")
7 41
8 42 DENEYSEL ÇALIŞMALAR Deneysel çalışmalarda kullanılmak üzere Şekil 1 de gösterilen makinanın bir simülatörü tasarlanmış e imal edilmiştir. Malzeme olarak su + bentonit ile çalışılmıştır. Su esaslı toz malzemeler ile çalışma hedeflendiğinden sıcaklık kontrol ünitesinin bulunması gerekmemektedir. Enjeksiyon silindirinin içerisi sertleştirilmiş, honlanmış e krom kaplanmıştır. Gerekli sızdırmazlık önlemleri alınmıştır. bara kadar enjeksiyon basınçları oluşabileceği dikkate alınarak gerekli mukaemet hesapları e malzeme seçimi yapılmıştır. Tek parça e iki parça olmak üzere İki tip kalıp ile çalışılmıştır. Birinci kalıp sadece direnç - R(t) - oluşturmak amacıyla, ikincisi ise ne derece düzgün parça basılabildiğini görebilmek içindir. Deney düzeneğinde kullanılan donanım: i. Bilgisayar : 486 DX2-66, IBM PC Uyumlu, 8 Mb RAM ii. iii. DAS Kart : Kidley MetraByte marka DAS2 Model Data Toplama Kartı, ölçüm/saniye, 12 bitlik, ±1 bit hassasiyette ( ± 1 / 496 olt ), 8 kanal analog girişli, 2 kanal analog çıkışlı. Sero yükseltici : Moog marka, 5 19 ma/v değişken kazançlı. i. Elektrohidrolik seroalf : Moog 931B, iki kademeli kanat-nozul alf, 3 yollu 4 konumlu, 3 psi besleme basıncı, 3 psi da 2.5 in3/s debi, τ =.13 s, f 24 Hz, max. açıklıkta 175 barda akan debi.4 cm3/s, ma doyma akımı.. Konum Ölçer : Sensotec MDL-3, ±3 inç stroklu, ± %.25 F.S. hassasiyette, K t =.6768 V/mm Deneysel çalışmalarda, makina yüksüz halde iken basamak, rampa e sinüzoidal sinyallere sistem ceapları belirlenmiş, sistemin frekans ceabı bulunmuş olup sonuçlar Şekil 4-6 daki gibidir. Makina yüksüz e yüklü halde iken dosyadan okunan enjeksiyon hızı referanslarına göre elde edilen sistem ceapları ise Şekil 7-9 daki gibidir. Deneylerde, K y =4, K p =15, K i = e T d = alınmıştır. Şekil 4. de yalnızca konum kontrol işlemi yapıldığında Zref=7 mm için sistemin ( karışım yüklü değil iken ) basamak girişe ceabı görülmektedir. Şekil 5 de 3. mm ye gidip, mm genlik e.2 Hz frekanslı konum referansına sistemin sinüzoidal ceabı, Şekil 6 da ise bu şekilde elde edilen sinüzoidal ceaplara bakarak elde edilmiş sistemin frekans ceabı görülmektedir. Şekil 7. de sistemin bir eri dosyasından okunan konum referanslarını e dolayısıyla enjeksiyon hızı profilini ( yüksüz durumda ) izleyişi görülmektedir. Enjeksiyon hızı eğrileri üzerinde elektronik gürültü daha belirgin görülmektedir. Şekil 8 e 9 da ise enjeksiyon haznesinde besleme stoku bulunurken sistemin erilen enjeksiyon hızı profillerini izleyişi görülmektedir. Şekil 9 ise kalıbın erken doluşuna örnektir. Konum (mm), Enjeksiyon Hızı (cm3/s) referans konum Zref = 7 mm konum, Z Zaman (s) enjeksiyon Hızı, m Pistonun Konumu (mm) e Enj. Hızı (cm3/s) 5 4 Zref 3 Z 2 m Zaman (s) Şekil 4. Sistemin konum basamak ceabı Şekil 5. Sistemin sinüzoidal konum girişe ceabı
 - oluşturmak amacıyla, ikincisi ise ne derece düzgün parça basılabildiğini görebilmek içindir.")
9 43 Genlik Oranı, Faz Açısı/ büyüklük faz açısı Frekans ( Hz ) Pistonun Konumu (mm) e Enj. Hızı (cm3/s) 8 6 Zref Z 4 2 mref m Zaman (s) Şekil 6. Sistemin frekans ceabı Şekil 7. Sistemin ref. enjek. hızı girişine ceabı (Yüksüz, 1. Kalıp ile) Konum (mm) e Enj. Hızı (cm3/s) referans konum, Zref konum, Z 4 enjeksiyon hızı, m 2 mref Zaman (s) Pistonun Konumu (mm) e Enj. Hızı (cm3/s) Zaman (s) Zref Z m mref Şekil 8. Sistemin enjeksiyon hızı girişine ceabı (Yüklü, 1. Kalıp ile) Şekil 9. Sistemin enjek. hızı girişine ceabı (Yüklü, 2. Kalıp ile) SONUÇ Sistem, daranış denklemlerinden de görüldüğü gibi son derece lineer olmayan e birbirine bağlı bir yapıya sahiptir. Deneylerde, oransal kontrolün yeterli e iyi sonuç erdiği görülmüştür. Sistemin hidrolik olması e özellikle karışımın iskozitesinin yüksek olmasından dolayı sistemin sönümleme özelliği fazladır. Topraklamanın zayıf olması e gürültü nedeniyle ±5 ölçüm aralığında ancak ±.2 mm konum hassasiyeti elde edilebilmiştir. Bilgisayarın hızı maksimum düzeyde kullanılmış olup, örnekleme zamanı 1 ms dir. Teorik simülasyonlar nozuldan kalıba akışkan direncinin geniş bir aralığı için oransal kontrolün yeterli olduğunu göstermiştir. Deneysel çalışmalarda iki farklı (dirence sahip) kalıp kullanılmış benzer sonuç alınmıştır. Referans enjeksiyon hızı profillerinin CMOLD gibi akış simülasyon programları e üretim deneyimleri ile kalıba göre oluşturulması gerekir. Kullanılan seroalfin debisi bu iş için düşük gibi olmakla beraber bentonit+su gibi toz metal+bağlayıcıya göre iskozitesi çok yüksek bir karışım ancak düşük hızlarda basılabilir. Kılcal reometre ile yapılan deneylerde de görülmüştür ki daha yüksek hızlar bu karışım için kalıba girişte jet etkisine yol açacaktır. Bu ise kaliteli parça açısından istenmeyen bir durumdur.
 Şekil 9. Sistemin enjek. hızı girişine ceabı (Yüklü, 2.")
10 44 KAYNAKLAR [1] A. SHANKAR VE F. W. PAUL., A Mathematical Model for the Ealuation of Injection Molding Machine Control, Polymer Engineering and Science, 4, s 86, [2] B. SANSCHAGRIN, Process Control of Injection Molding,Polymer Engineering and Science, 23(8), s 431, [3] M. R. KAMAL VE W. I. PATTERSON, D. A. FARA, A. HABER, Astudy in Injection Molding Dynamics,Polymer Engineering and Science, 24(9), s 686, [4] D.A. FARA, M. R. KAMAL VE W.I. PATTERSON, Ealuation of Simple Dynamic Models and Controllers for Hydraulic and Nozzle Pressure in Injection Molding, [5] CHUNG TAİ-SHUNG, Pressure Built-Up During the Packing Stage of Injection Molding, Polymer Engineering and Science, 25(11), s 772, [6] M. R. KAMAL VE A. HABER, The Dynamics of Caity Pressure in Injection Molding, Polymer Engineering and Science, 27(18), s 1411, [7] K. F. HENS, D. LEE, S. T. LİN VE R. M. GERMAN, Modeling and Testing of Powder Injection Molding Process, Modern Deelopments in Powder Metalurgy, APMI, 18, s , [8] S. M. SMUD VE D. O. HARPER, Adanced Process Control for Injection Molding, Polymer Engineering and Science, 31(15),s 81, [9] K. F. HENS, D. LEE, S. T. LİN VE R. M. GERMAN, Integrity of Complex Shape Products by Powder Injectıon Molding, PMI, 23(1), s 15, [] K. F. HENS, D. LEE VE M. GERMAN, Processing Coditions and Tooling for Powder Injection Molding, APMI, 27(2), s 141, [11] J. R. GASPERVİCH, Practical Application of Flow Analysis in Metal Injection Molding, APMI, 27(2), s 133, [12] L. A. NAJMİ VE D. LEE, Modeling of the Mold Filling Process for Powder Injection Molding, Polymer Engineering and Science, 31(15), 1137, [13] C. P. CHİU, M. C. SHİH, VE J. H. WEİ, Dynamic Modeling of the Mold Filling Process in an Injection Molding Machine, Polymer Engineering and Science, 31(19), s 1417, [14] M. F. AKSİT VE D. LEE, A Lumped Parameter Analysis of Powder Injection Molding, The Int. J. Of Powder Metallurgy, 31(4), s 351, [15] M. F. AKSİT, A Lumped Parameter Analysis of Powder Injection Molding, Master Thesis, Renssselaer Polytechnic Institute, New York, ÖZGEÇMİŞ Yücel ERCAN 1943 yılında Konya da doğdu. MIT Makina Mühendisliği Bölümün den 1966 yılında lisans, 1968 yılında Yüksek Lisans e 1971 yılında Doktora derecelerini aldı yılında Doçent, 1982 yılında Profesör oldu yılları arasında Alexander on Humboldt Vakfı bursuyla Almanya'da araştırmalar yaptı arasında Gazi Üniersitesi Mühendislik-Mimarlık Fakültesi dekanlığı yaptı. Halen Gazi Üniersitesi Mühendislik-Mimarlık Fakültesi Makina Mühendisliği Bölümü nde göre yapmaktadır. Çalışmaları sistem dinamiği, akışkan gücü kontrolu, modelleme, simülasyon alanlarında yoğunlaşmıştır. Çalışmaları arasında Akışkan Gücü Kontrolu Teorisi isimli bir kitabı da bulunmaktadır. İlhami YİĞİT 1963 yılı Sarıkaya doğumludur. Eli e iki çocuk babasıdır yılında G.Ü. Müh. Mim. Fakültesi Makina Bölümü nden mezun olmuştur. Aynı üniersiteden 1994 yılında master derecesini almıştır. Beş yılı aşkın TÜBİTAK ta güdüm kontrol konusunda araştırmacı olarak çalışmıştır. Halen E.Ü.Yozgat Mühendislik Mim. Fakültesi Makina Bölümü nde öğretim görelisidir.
![HABER, Astudy in Injection Molding Dynamics,Polymer Engineering and Science, 24(9), s 686, 1984. [4] D.A. FARA, M. R. KAMAL VE W.I. PATTERSON, Ealuation of Simple Dynamic Models and Controllers for Hydraulic and Nozzle Pressure in Injection Molding, 1985.](/docs-images/46/15389436/images/page_10.jpg "[5] CHUNG TAİ-SHUNG, Pressure Built-Up During the Packing Stage of Injection Molding, Polymer Engineering and Science, 25(11), s 772, 1985. [6] M. R. KAMAL VE A.")
TOZ ENJEKSİYON KALIPLAMA MAKİNALARINDA ENJEKSİYON HIZI KONTROLÜNÜN TEORİK VE DENEYSEL OLARAK İNCELENMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 26, No 2, 373-380, 2011 Vol 26, No 2, 373-380, 2011 TOZ ENJEKSİYON KALIPLAMA MAKİNALARINDA ENJEKSİYON HIZI KONTROLÜNÜN TEORİK VE DENEYSEL
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 26, No 2, 373-380, 2011 Vol 26, No 2, 373-380, 2011 TOZ ENJEKSİYON KALIPLAMA MAKİNALARINDA ENJEKSİYON HIZI KONTROLÜNÜN TEORİK VE DENEYSEL
Hidroliğin Tanımı. Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır.
 HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
Hidrostatik Güç İletimi. Vedat Temiz
 Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
OTOMATİK KONTROL SİSTEMLERİ İŞARET AKIŞ DİYAGRAMLARI SIGNAL FLOW GRAPH
 OTOMATİK KONTROL SİSTEMLERİ İŞARET AKIŞ DİYAGRAMLARI SIGNAL FLOW GRAPH İŞARET AKIŞ DİYAGRAMLARI İşaret akış diyagramları blok diyagramlara bir alternatiftir. Fonksiyonel bloklar, işaretler, toplama noktaları
OTOMATİK KONTROL SİSTEMLERİ İŞARET AKIŞ DİYAGRAMLARI SIGNAL FLOW GRAPH İŞARET AKIŞ DİYAGRAMLARI İşaret akış diyagramları blok diyagramlara bir alternatiftir. Fonksiyonel bloklar, işaretler, toplama noktaları
MOTORLAR-5 HAFTA GERÇEK MOTOR ÇEVRİMİ
 MOTORLAR-5 HAFTA GERÇEK MOTOR ÇEVRİMİ Yrd.Doç.Dr. Alp Tekin ERGENÇ GERÇEK MOTOR ÇEVRİMİ Gerçek motor çevrimi standart hava (teorik) çevriminden farklı olarak emme, sıkıştırma,tutuşma ve yanma, genişleme
MOTORLAR-5 HAFTA GERÇEK MOTOR ÇEVRİMİ Yrd.Doç.Dr. Alp Tekin ERGENÇ GERÇEK MOTOR ÇEVRİMİ Gerçek motor çevrimi standart hava (teorik) çevriminden farklı olarak emme, sıkıştırma,tutuşma ve yanma, genişleme
Selçuk Üniversitesi. Mühendislik-Mimarlık Fakültesi. Kimya Mühendisliği Bölümü. Kimya Mühendisliği Laboratuvarı. Venturimetre Deney Föyü
 Selçuk Üniversitesi Mühendislik-Mimarlık Fakültesi Kimya Mühendisliği Bölümü Kimya Mühendisliği Laboratuvarı Venturimetre Deney Föyü Hazırlayan Arş.Gör. Orhan BAYTAR 1.GİRİŞ Genellikle herhangi bir akış
Selçuk Üniversitesi Mühendislik-Mimarlık Fakültesi Kimya Mühendisliği Bölümü Kimya Mühendisliği Laboratuvarı Venturimetre Deney Föyü Hazırlayan Arş.Gör. Orhan BAYTAR 1.GİRİŞ Genellikle herhangi bir akış
SORU 1) ÇÖZÜM 1) UYGULAMALI AKIŞKANLAR MEKANİĞİ 1
 ÇÖZÜM 1) UYGULAMALI AKIŞKANLAR MEKANİĞİ 1") SORU 1) Şekildeki sistemde içteki mil dönmektedir. İki silindir arasında yağ filmi vardır. Sistemde sızdırmazlık sağlanarak yağ kaçağı önlenmiştir. Verilen değerlere göre sürtünme yolu ile harcanan sürtünme
SORU 1) Şekildeki sistemde içteki mil dönmektedir. İki silindir arasında yağ filmi vardır. Sistemde sızdırmazlık sağlanarak yağ kaçağı önlenmiştir. Verilen değerlere göre sürtünme yolu ile harcanan sürtünme
HİDROLİK SİSTEMLERİN TASARIMINDA PAKET PROGRAM VE HİDROLİK MODÜLLER KULLANILARAK KOLAY BENZETİM YAPILMASI
 49 HİDROLİK SİSTEMLERİN TASARIMINDA PAKET PROGRAM VE HİDROLİK MODÜLLER KULLANILARAK KOLAY BENZETİM YAPILMASI Tuna BALKAN M. A. Sahir ARIKAN ÖZET Bu çalışmada, hidrolik sistemlerin tasarımında hazır ticari
49 HİDROLİK SİSTEMLERİN TASARIMINDA PAKET PROGRAM VE HİDROLİK MODÜLLER KULLANILARAK KOLAY BENZETİM YAPILMASI Tuna BALKAN M. A. Sahir ARIKAN ÖZET Bu çalışmada, hidrolik sistemlerin tasarımında hazır ticari
OREN3005 HİDROLİK VE PNÖMATİK SİSTEMLER
 ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
Bileşen Formüller ve tarifi Devre simgesi Hidro silindir tek etkili. d: A: F s: p B: v: Q zu: s: t: basitleştirilmiş:
 Fomüller ve birimler Fomüller ve birimler Hidrolik tesislerin planlaması ve boyutlandırılması çeşitli açılardan yapılmak zorundadır ve hidrolik elemanlar istenen işlevsel akışlara göre seçilmelidir. Bunun
Fomüller ve birimler Fomüller ve birimler Hidrolik tesislerin planlaması ve boyutlandırılması çeşitli açılardan yapılmak zorundadır ve hidrolik elemanlar istenen işlevsel akışlara göre seçilmelidir. Bunun
SERVO KONTROLLÜ PLASTİK ENJEKSİYON MAKİNASI TASARIMI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye SERVO KONTROLLÜ PLASTİK ENJEKSİYON MAKİNASI TASARIMI Harun KAHYA a, * ve Hakan GÜRÜN b a, * Gazi Üniversitesi Teknoloji Fakültesi İmalat
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye SERVO KONTROLLÜ PLASTİK ENJEKSİYON MAKİNASI TASARIMI Harun KAHYA a, * ve Hakan GÜRÜN b a, * Gazi Üniversitesi Teknoloji Fakültesi İmalat
ÇÖZÜM 1) konumu mafsallı olup, buraya göre alınacak moment ile küçük pistona etkileyen kuvvet hesaplanır.
 konumu mafsallı olup, buraya göre alınacak moment ile küçük pistona etkileyen kuvvet hesaplanır.") SORU 1) Şekildeki (silindir+piston) düzeni vasıtası ile kolunda luk bir kuvvet elde edilmektedir. İki piston arasındaki hacimde yoğunluğu olan bir akışkan varıdr. Verilenlere göre büyük pistonun hareketi
SORU 1) Şekildeki (silindir+piston) düzeni vasıtası ile kolunda luk bir kuvvet elde edilmektedir. İki piston arasındaki hacimde yoğunluğu olan bir akışkan varıdr. Verilenlere göre büyük pistonun hareketi
Akışkanların Dinamiği
 Akışkanların Dinamiği Akışkanların Dinamiğinde Kullanılan Temel Prensipler Gaz ve sıvı akımıyla ilgili bütün problemlerin çözümü kütlenin korunumu, enerjinin korunumu ve momentumun korunumu prensibe dayanır.
Akışkanların Dinamiği Akışkanların Dinamiğinde Kullanılan Temel Prensipler Gaz ve sıvı akımıyla ilgili bütün problemlerin çözümü kütlenin korunumu, enerjinin korunumu ve momentumun korunumu prensibe dayanır.
HİDROLİK BİR SERVO SİSTEMİN KAYAN REJİMLİ KONUM KONTROLU
 335 HİDROLİK BİR SERVO SİSTEMİN KAYAN REJİMLİ KONUM KONTROLU Kenan KUTLU Murat BÜYÜKSAVCI ÖZET Bu çalışmada asimetrik hidrolik bir silindir, oransal yön valfi ve lineer optik kodlayıcıdan oluşan bir deney
335 HİDROLİK BİR SERVO SİSTEMİN KAYAN REJİMLİ KONUM KONTROLU Kenan KUTLU Murat BÜYÜKSAVCI ÖZET Bu çalışmada asimetrik hidrolik bir silindir, oransal yön valfi ve lineer optik kodlayıcıdan oluşan bir deney
Bileşen Formüller ve tarifi Devre simgesi Hidro silindir tek etkili. d: A: F s: p B: v: Q zu: s: t: basitleştirilmiş: basitleştirilmiş:
 Hidrolik tesislerin planlaması ve boyutlandırılması çeşitli açılardan yapılmak zorundadır ve hidrolik elemanlar istenen işlevsel akışlara göre seçilmelidir. Bunun için en önemli önkoşul, ilgili tüketim
Hidrolik tesislerin planlaması ve boyutlandırılması çeşitli açılardan yapılmak zorundadır ve hidrolik elemanlar istenen işlevsel akışlara göre seçilmelidir. Bunun için en önemli önkoşul, ilgili tüketim
Hidrolik-Pnömatik. Hazırlayan: Öğr. Gör. Aydın ÖZBEY
 Hidrolik-Pnömatik Basınçlandırılmış akışkanın, mekanik özelliklerini, davranışlarını, kuvvet iletiminde kullanılmasını, akışkanın hareket ve kontrolünü inceleyen bilime hidrolik ya da pnömatik denir. Hidrolikte
Hidrolik-Pnömatik Basınçlandırılmış akışkanın, mekanik özelliklerini, davranışlarını, kuvvet iletiminde kullanılmasını, akışkanın hareket ve kontrolünü inceleyen bilime hidrolik ya da pnömatik denir. Hidrolikte
Ders Notları 3 Geçirimlilik Permeabilite
 Ders Notları 3 Geçirimlilik Permeabilite Zemindeki mühendislik problemleri, zeminin kendisinden değil, boşluklarında bulunan boşluk suyundan kaynaklanır. Su olmayan bir gezegende yaşıyor olsaydık, zemin
Ders Notları 3 Geçirimlilik Permeabilite Zemindeki mühendislik problemleri, zeminin kendisinden değil, boşluklarında bulunan boşluk suyundan kaynaklanır. Su olmayan bir gezegende yaşıyor olsaydık, zemin
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
HİDROLİK-PNÖMATİK. Prof. Dr. İrfan AY. Makina. Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Balıkesir - 2008
 Makina * Prof. Dr. İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU * Balıkesir - 008 1 HİDROLİK VE PNÖMATİK 1.BÖLÜM HİDROLİK VE PNÖMATİĞE GİRİŞ TARİHÇESİ: Modern hidroliğin temelleri 1650 yılında Pascal ın kendi
Makina * Prof. Dr. İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU * Balıkesir - 008 1 HİDROLİK VE PNÖMATİK 1.BÖLÜM HİDROLİK VE PNÖMATİĞE GİRİŞ TARİHÇESİ: Modern hidroliğin temelleri 1650 yılında Pascal ın kendi
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI DENEY FÖYÜ DENEY ADI SINIR TABAKA DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEYİ YAPTIRAN ÖĞRETİM ELEMAN
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI DENEY FÖYÜ DENEY ADI SINIR TABAKA DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEYİ YAPTIRAN ÖĞRETİM ELEMAN
HİDROLİK SİLİNDİRLE VAKUM ALTINDA YAĞ DOLUMU VE SIKIŞTIRILABİLİRLİK TESTİ
 9 HİDROLİK SİLİNDİRLE VAKUM ALTINDA YAĞ DOLUMU VE SIKIŞTIRILABİLİRLİK TESTİ Orhan Fatih ERCİS ÖZET Savunma sanayi uygulamalarında kapalı çevrim hidrolik eyleyici sistemlerine vakumlu yağ dolumu makineler
9 HİDROLİK SİLİNDİRLE VAKUM ALTINDA YAĞ DOLUMU VE SIKIŞTIRILABİLİRLİK TESTİ Orhan Fatih ERCİS ÖZET Savunma sanayi uygulamalarında kapalı çevrim hidrolik eyleyici sistemlerine vakumlu yağ dolumu makineler
AKM 205-BÖLÜM 2-UYGULAMA SORU VE ÇÖZÜMLERİ
 AKM 205-BÖLÜM 2-UYGULAMA SORU VE ÇÖZÜMLERİ 1 Bir otomobil lastiğinin basıncı, lastik içerisindeki havanın sıcaklığına bağlıdır Hava sıcaklığı 25 C iken etkin basınç 210 kpa dır Eğer lastiğin hacmi 0025
AKM 205-BÖLÜM 2-UYGULAMA SORU VE ÇÖZÜMLERİ 1 Bir otomobil lastiğinin basıncı, lastik içerisindeki havanın sıcaklığına bağlıdır Hava sıcaklığı 25 C iken etkin basınç 210 kpa dır Eğer lastiğin hacmi 0025
TEKNOLOJĐK ARAŞTIRMALAR
 www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2007 (2) 43-48 TEKNOLOJĐK ARAŞTIRMALAR Kısa Makale Çift Etkili Silindirin Servo Valfle Konum Kontrolünün Modellenmesi
www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2007 (2) 43-48 TEKNOLOJĐK ARAŞTIRMALAR Kısa Makale Çift Etkili Silindirin Servo Valfle Konum Kontrolünün Modellenmesi
Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı sağlıyor.
 Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
 Endüstriyel Sensörler ve Uygulama Alanları Kalite kontrol amaçlı ölçme sistemleri, üretim ve montaj hatlarında imalat sürecinin en önemli aşamalarındandır. Günümüz teknolojisi mükemmelliği ve üretimdeki
Endüstriyel Sensörler ve Uygulama Alanları Kalite kontrol amaçlı ölçme sistemleri, üretim ve montaj hatlarında imalat sürecinin en önemli aşamalarındandır. Günümüz teknolojisi mükemmelliği ve üretimdeki
SICAK YOLLUK SİSTEMİ
 SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
AKM 205 BÖLÜM 2 - UYGULAMA SORU VE ÇÖZÜMLERİ. Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut
 AKM 205 BÖLÜM 2 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. Bir otomobile lastiğinin basıncı, lastik içerisindeki havanın sıcaklığına bağlıdır. Hava sıcaklığı
AKM 205 BÖLÜM 2 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. Bir otomobile lastiğinin basıncı, lastik içerisindeki havanın sıcaklığına bağlıdır. Hava sıcaklığı
ENJEKSİYON MAKİNELERİ
 ENJEKSİYON MAKİNELERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Enjeksiyon Makinesi 2 Mengene/Kapama Ünitesi (Clamping Unit) Plastikleştirme ve Enjeksiyon
ENJEKSİYON MAKİNELERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Enjeksiyon Makinesi 2 Mengene/Kapama Ünitesi (Clamping Unit) Plastikleştirme ve Enjeksiyon
Akışkanların Dinamiği
 Akışkanların Dinamiği Akışkanların Dinamiğinde Kullanılan Temel Prensipler Gaz ve sıvı akımıyla ilgili bütün problemlerin çözümü kütlenin korunumu, enerjinin korunumu ve momentumun korunumu prensibe dayanır.
Akışkanların Dinamiği Akışkanların Dinamiğinde Kullanılan Temel Prensipler Gaz ve sıvı akımıyla ilgili bütün problemlerin çözümü kütlenin korunumu, enerjinin korunumu ve momentumun korunumu prensibe dayanır.
KESİKLİ İŞLETİLEN PİLOT ÖLÇEKLİ DOLGULU DAMITMA KOLONUNDA ÜST ÜRÜN SICAKLIĞININ SET NOKTASI DEĞİŞİMİNDE GERİ BESLEMELİ KONTROLU
 KESİKLİ İŞLETİLEN PİLOT ÖLÇEKLİ DOLGULU DAMITMA KOLONUNDA ÜST ÜRÜN SICAKLIĞININ SET NOKTASI DEĞİŞİMİNDE GERİ BESLEMELİ KONTROLU B. HACIBEKİROĞLU, Y. GÖKÇE, S. ERTUNÇ, B. AKAY Ankara Üniversitesi, Mühendislik
KESİKLİ İŞLETİLEN PİLOT ÖLÇEKLİ DOLGULU DAMITMA KOLONUNDA ÜST ÜRÜN SICAKLIĞININ SET NOKTASI DEĞİŞİMİNDE GERİ BESLEMELİ KONTROLU B. HACIBEKİROĞLU, Y. GÖKÇE, S. ERTUNÇ, B. AKAY Ankara Üniversitesi, Mühendislik
100 kv AC YÜKSEK GERİLİM BÖLÜCÜSÜ YAPIMI
 465 100 kv AC YÜKSEK GERİLİM BÖLÜCÜSÜ YAPIMI Ahmet MEREV Serkan DEDEOĞLU Kaan GÜLNİHAR ÖZET Yüksek gerilim, ölçülen işaretin genliğinin yüksek olması nedeniyle bilinen ölçme sistemleri ile doğrudan ölçülemez.
465 100 kv AC YÜKSEK GERİLİM BÖLÜCÜSÜ YAPIMI Ahmet MEREV Serkan DEDEOĞLU Kaan GÜLNİHAR ÖZET Yüksek gerilim, ölçülen işaretin genliğinin yüksek olması nedeniyle bilinen ölçme sistemleri ile doğrudan ölçülemez.
ALTERNATĐF AKIM (AC) I AC NĐN ELDE EDĐLMESĐ; KARE VE ÜÇGEN DALGALAR
 I AC NĐN ELDE EDĐLMESĐ; KARE VE ÜÇGEN DALGALAR") ALTERNATĐF AKIM (AC) I AC NĐN ELDE EDĐLMESĐ; KARE VE ÜÇGEN DALGALAR 1.1 Amaçlar AC nin Elde Edilmesi: Farklı ve değişken DC gerilimlerin anahtar ve potansiyometreler kullanılarak elde edilmesi. Kare dalga
ALTERNATĐF AKIM (AC) I AC NĐN ELDE EDĐLMESĐ; KARE VE ÜÇGEN DALGALAR 1.1 Amaçlar AC nin Elde Edilmesi: Farklı ve değişken DC gerilimlerin anahtar ve potansiyometreler kullanılarak elde edilmesi. Kare dalga
SICAK YOLLUK KONTROL ÜNİTELERİNİN ÖNEMİ
 SICAK YOLLUK KONTROL ÜNİTELERİNİN ÖNEMİ Kaliteli bir sıcak yolluk sistemi enjeksiyon prosesinin stabilitesinde yüksek kalitede parça elde etmek için önemlidir.sıcak yolluk sisteminin performansını gösteren
SICAK YOLLUK KONTROL ÜNİTELERİNİN ÖNEMİ Kaliteli bir sıcak yolluk sistemi enjeksiyon prosesinin stabilitesinde yüksek kalitede parça elde etmek için önemlidir.sıcak yolluk sisteminin performansını gösteren
H04 Mekatronik Sistemler. Yrd. Doç. Dr. Aytaç Gören
 H04 Mekatronik Sistemler MAK 3026 - Ders Kapsamı H01 İçerik ve Otomatik kontrol kavramı H02 Otomatik kontrol kavramı ve devreler H03 Kontrol devrelerinde geri beslemenin önemi H04 Aktüatörler ve ölçme
H04 Mekatronik Sistemler MAK 3026 - Ders Kapsamı H01 İçerik ve Otomatik kontrol kavramı H02 Otomatik kontrol kavramı ve devreler H03 Kontrol devrelerinde geri beslemenin önemi H04 Aktüatörler ve ölçme
T.C. GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUVARI
 T.C. GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUVARI BORULARDA VE HİDROLİK ELEMANLARDA SÜRTÜNME KAYIPLARI DENEY FÖYÜ 1. DENEYİN AMACI Borularda
T.C. GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUVARI BORULARDA VE HİDROLİK ELEMANLARDA SÜRTÜNME KAYIPLARI DENEY FÖYÜ 1. DENEYİN AMACI Borularda
ANOVA MÜHENDİSLİK LTD. ŞTİ.
 ÇOK KADEMELİ POMPA PERFORMANSININ CFD YÖNTEMİYLE BELİRLENMESİ Ahmet AÇIKGÖZ Mustafa GELİŞLİ Emre ÖZTÜRK ANOVA MÜHENDİSLİK LTD. ŞTİ. KISA ÖZET Bu çalışmada dört kademeli bir pompanın performansı Hesaplamalı
ÇOK KADEMELİ POMPA PERFORMANSININ CFD YÖNTEMİYLE BELİRLENMESİ Ahmet AÇIKGÖZ Mustafa GELİŞLİ Emre ÖZTÜRK ANOVA MÜHENDİSLİK LTD. ŞTİ. KISA ÖZET Bu çalışmada dört kademeli bir pompanın performansı Hesaplamalı
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ ENERJİ LABORATUARI
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ ENERJİ LABORATUARI DENEY FÖYÜ DENEY ADI SOĞUTMA DENEY FÖYÜ DERSİN ÖĞRETİM ELEMANI DENEYİ YAPTIRAN ÖĞRETİM ELEMANI DENEY
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ ENERJİ LABORATUARI DENEY FÖYÜ DENEY ADI SOĞUTMA DENEY FÖYÜ DERSİN ÖĞRETİM ELEMANI DENEYİ YAPTIRAN ÖĞRETİM ELEMANI DENEY
PROSES KONTROL DENEY FÖYÜ
 T.C. SAKARYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAKİNA TEORİSİ, SİSTEM DİNAMİĞİ VE KONTROL ANA BİLİM DALI LABORATUARI PROSES KONTROL DENEY FÖYÜ 2016 GÜZ 1 PROSES KONTROL SİSTEMİ
T.C. SAKARYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAKİNA TEORİSİ, SİSTEM DİNAMİĞİ VE KONTROL ANA BİLİM DALI LABORATUARI PROSES KONTROL DENEY FÖYÜ 2016 GÜZ 1 PROSES KONTROL SİSTEMİ
ALTERNATİF AKIM (AC) II SİNÜSOİDAL DALGA; KAREKTRİSTİK ÖZELLİKLERİ
 II SİNÜSOİDAL DALGA; KAREKTRİSTİK ÖZELLİKLERİ") . Amaçlar: EEM DENEY ALERNAİF AKIM (AC) II SİNÜSOİDAL DALGA; KAREKRİSİK ÖZELLİKLERİ Fonksiyon (işaret) jeneratörü kullanılarak sinüsoidal dalganın oluşturulması. Frekans (f), eriyot () ve açısal frekans
. Amaçlar: EEM DENEY ALERNAİF AKIM (AC) II SİNÜSOİDAL DALGA; KAREKRİSİK ÖZELLİKLERİ Fonksiyon (işaret) jeneratörü kullanılarak sinüsoidal dalganın oluşturulması. Frekans (f), eriyot () ve açısal frekans
SOĞUTMA SİSTEMLERİ SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Kalıp Soğutma Sistemi
 SOĞUTMA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Soğutma Sistemi 2 Enjeksiyon başlangıcı 3 Kalıp Doldurma 4 Ütüleme 5 Tutma Yolluğun donması Kalıp
SOĞUTMA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Soğutma Sistemi 2 Enjeksiyon başlangıcı 3 Kalıp Doldurma 4 Ütüleme 5 Tutma Yolluğun donması Kalıp
Ders İçerik Bilgisi. Dr. Hakan TERZİOĞLU Dr. Hakan TERZİOĞLU 1
 Dr. Hakan TERZİOĞLU Ders İçerik Bilgisi PID Parametrelerinin Elde Edilmesi A. Salınım (Titreşim) Yöntemi B. Cevap Eğrisi Yöntemi Karşılaştırıcı ve Denetleyicilerin Opamplarla Yapılması 1. Karşılaştırıcı
Dr. Hakan TERZİOĞLU Ders İçerik Bilgisi PID Parametrelerinin Elde Edilmesi A. Salınım (Titreşim) Yöntemi B. Cevap Eğrisi Yöntemi Karşılaştırıcı ve Denetleyicilerin Opamplarla Yapılması 1. Karşılaştırıcı
DEĞİŞKEN SICAKLIK KONTROLLÜ KALIPLAMA
 DEĞİŞKEN SICAKLIK KONTROLLÜ KALIPLAMA *Serkan Öğüt, Aykut Kentli, **Hikmet Nazım Ekici serkan.ogut@marmara.edu.tr, akentli@marmara.edu.tr, hnekici37@hotmail.com *Marmara Üniversitesi Mühendislik Fakültesi
DEĞİŞKEN SICAKLIK KONTROLLÜ KALIPLAMA *Serkan Öğüt, Aykut Kentli, **Hikmet Nazım Ekici serkan.ogut@marmara.edu.tr, akentli@marmara.edu.tr, hnekici37@hotmail.com *Marmara Üniversitesi Mühendislik Fakültesi
SAKARYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ
 5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
SERVOVALF KUMANDALI ELEKTROHİDROLİK BİR KONUM DENETİM SİSTEMİNDE KARŞI YÜKÜN ETKİSİNİN İNCELENMESİ
 101 SERVOVALF KUMANDALI ELEKTROHİDROLİK BİR KONUM DENETİM SİSTEMİNDE KARŞI YÜKÜN ETKİSİNİN İNCELENMESİ Elif ERZAN TOPÇU Mesut ŞENGİRGİN İbrahim YÜKSEL ÖZET Bu çalışmada sero alf kumandalı elektrohidrolik
101 SERVOVALF KUMANDALI ELEKTROHİDROLİK BİR KONUM DENETİM SİSTEMİNDE KARŞI YÜKÜN ETKİSİNİN İNCELENMESİ Elif ERZAN TOPÇU Mesut ŞENGİRGİN İbrahim YÜKSEL ÖZET Bu çalışmada sero alf kumandalı elektrohidrolik
MAK-LAB007 AKIŞKAN YATAĞINDA AKIŞKANLAŞTIRMA DENEYİ
 MAK-LAB007 AKIŞKAN YATAĞINDA AKIŞKANLAŞTIRMA DENEYİ 1.GİRİŞ Deney tesisatı; içerisine bir ısıtıcı,bir basınç prizi ve manometre borusu yerleştirilmiş cam bir silindirden oluşmuştur. Ayrıca bu hazneden
MAK-LAB007 AKIŞKAN YATAĞINDA AKIŞKANLAŞTIRMA DENEYİ 1.GİRİŞ Deney tesisatı; içerisine bir ısıtıcı,bir basınç prizi ve manometre borusu yerleştirilmiş cam bir silindirden oluşmuştur. Ayrıca bu hazneden
ÜRETİM HATALARI SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 ÜRETİM HATALARI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Üretim Hataları 2 Malzeme özellikleri, kalıp tasarımı, makine proses parametreleri ve operatörlerden kaynaklanan
ÜRETİM HATALARI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Üretim Hataları 2 Malzeme özellikleri, kalıp tasarımı, makine proses parametreleri ve operatörlerden kaynaklanan
PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER
 atölyeden PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER A. Turan GÜNEŞ Pres işlerinde zaman zaman yüksek güçlü ve kısa kurslu alt ve üst baskı düzenlerine ihtiyaç duyulur. Đki
atölyeden PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER A. Turan GÜNEŞ Pres işlerinde zaman zaman yüksek güçlü ve kısa kurslu alt ve üst baskı düzenlerine ihtiyaç duyulur. Đki
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BİR OFİS İÇİN TERMAL KONFOR ANALİZİNİN HESAPLAMALI AKIŞKANLAR DİNAMİĞİ YÖNTEMİ İLE MODELLENMESİ VE SAYISAL ÇÖZÜMÜ
 BİR OFİS İÇİN TERMAL KONFOR ANALİZİNİN HESAPLAMALI AKIŞKANLAR DİNAMİĞİ YÖNTEMİ İLE MODELLENMESİ VE SAYISAL ÇÖZÜMÜ Hazırlayan : Kadir ÖZDEMİR No : 4510910013 Tarih : 25.11.2014 KONULAR 1. ÖZET...2 2. GİRİŞ.........3
BİR OFİS İÇİN TERMAL KONFOR ANALİZİNİN HESAPLAMALI AKIŞKANLAR DİNAMİĞİ YÖNTEMİ İLE MODELLENMESİ VE SAYISAL ÇÖZÜMÜ Hazırlayan : Kadir ÖZDEMİR No : 4510910013 Tarih : 25.11.2014 KONULAR 1. ÖZET...2 2. GİRİŞ.........3
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
UTS TRIBOMETER T10/20 TURQUOISE 2.0
 UTS TRIBOMETER T10/20 TURQUOISE 2.0 TURQUOISE 2.0 UTS Tribometer T10/20 Yüksek kalite, hassas ölçüm Esnek Tasarım Akademik bakış açısı Hassas ve güvenilir ölçüm TRIBOMETER T10/20 UTS Mühendislik firması
UTS TRIBOMETER T10/20 TURQUOISE 2.0 TURQUOISE 2.0 UTS Tribometer T10/20 Yüksek kalite, hassas ölçüm Esnek Tasarım Akademik bakış açısı Hassas ve güvenilir ölçüm TRIBOMETER T10/20 UTS Mühendislik firması
Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi
 Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi Akışkanlar dinamiğinde, sürtünmesiz akışkanlar için Bernoulli prensibi akımın hız arttıkça aynı anda
Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi Akışkanlar dinamiğinde, sürtünmesiz akışkanlar için Bernoulli prensibi akımın hız arttıkça aynı anda
SERVOHİDROLİK AMORTİSÖR DİNAMOMETRESİNİN DİNAMİK MODELİ VE SİMÜLASYONU
 445 SERVOHİDROLİK AMORTİSÖR DİNAMOMETRESİNİN DİNAMİK MODELİ VE SİMÜLASYONU Tuna BALKAN Y. Samim ÜNLÜSOY ÖZET Amortisör karakteristiklerinin elde edilmesinde kullanılan dinamometreler için mekanik, servohidrolik
445 SERVOHİDROLİK AMORTİSÖR DİNAMOMETRESİNİN DİNAMİK MODELİ VE SİMÜLASYONU Tuna BALKAN Y. Samim ÜNLÜSOY ÖZET Amortisör karakteristiklerinin elde edilmesinde kullanılan dinamometreler için mekanik, servohidrolik
AKIġKANLAR MEKANĠĞĠ LABORATUARI 1
 AKIġKANLAR MEKANĠĞĠ LABORATUARI 1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. İhsan DAĞTEKİN Prof. Dr. Haydar EREN Doç.Dr. Nevin ÇELİK ArĢ.Gör. Celal KISTAK DENEY NO:1 KONU: Su jeti deneyi. AMAÇ: Su jetinin
AKIġKANLAR MEKANĠĞĠ LABORATUARI 1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. İhsan DAĞTEKİN Prof. Dr. Haydar EREN Doç.Dr. Nevin ÇELİK ArĢ.Gör. Celal KISTAK DENEY NO:1 KONU: Su jeti deneyi. AMAÇ: Su jetinin
Bölüm 5 KONTROL HACİMLERİ İÇİN KÜTLE VE ENERJİ ÇÖZÜMLEMESİ. Bölüm 5: Kontrol Hacimleri için Kütle ve Enerji Çözümlemesi
 Bölüm 5 KONTROL HACİMLERİ İÇİN KÜTLE VE ENERJİ ÇÖZÜMLEMESİ 1 Amaçlar Kütlenin korunumu ilkesi geliştirilecektir. Kütlenin korunumu ilkesi sürekli ve sürekli olmayan akış sistemlerini içeren çeşitli sistemlere
Bölüm 5 KONTROL HACİMLERİ İÇİN KÜTLE VE ENERJİ ÇÖZÜMLEMESİ 1 Amaçlar Kütlenin korunumu ilkesi geliştirilecektir. Kütlenin korunumu ilkesi sürekli ve sürekli olmayan akış sistemlerini içeren çeşitli sistemlere
HİDROLİK VE PNÖMATİK KARŞILAŞTIRMA
 PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
Aktif Titreşim Kontrolü için Bir Yapının Sonlu Elemanlar Yöntemi ile Modelinin Elde Edilmesi ve PID, PPF Kontrolcü Tasarımları
 Uluslararası Katılımlı 17. Makina Teorisi Sempozyumu, İzmir, 1-17 Haziran 15 Aktif Titreşim Kontrolü için Bir Yapının Sonlu Elemanlar Yöntemi ile Modelinin Elde Edilmesi ve PID, PPF Kontrolcü Tasarımları
Uluslararası Katılımlı 17. Makina Teorisi Sempozyumu, İzmir, 1-17 Haziran 15 Aktif Titreşim Kontrolü için Bir Yapının Sonlu Elemanlar Yöntemi ile Modelinin Elde Edilmesi ve PID, PPF Kontrolcü Tasarımları
(Mekanik Sistemlerde PID Kontrol Uygulaması - 2) DENEYSEL KARIŞTIRMA İSTASYONUNUN PID İLE DEBİ KONTROLÜ. DENEY SORUMLUSU Arş.Gör.
 DENEYSEL KARIŞTIRMA İSTASYONUNUN PID İLE DEBİ KONTROLÜ. DENEY SORUMLUSU Arş.Gör.") T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1 (Mekanik Sistemlerde PID Kontrol Uygulaması - 2) DENEYSEL KARIŞTIRMA İSTASYONUNUN PID İLE DEBİ KONTROLÜ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1 (Mekanik Sistemlerde PID Kontrol Uygulaması - 2) DENEYSEL KARIŞTIRMA İSTASYONUNUN PID İLE DEBİ KONTROLÜ
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU
 OYUN GRUBU ELEMANLARI: kule 4 ad kare platform 3 ad helezon kaydırak platformu 1 ad 5 basmaklı merdiven 1 ad çatı 2 ad 100 cm ikiz kaydırak 1 ad 150 cm helezon kaydırak 1 ad tüp geçit 1 ad 100 cm düz kaydırak
OYUN GRUBU ELEMANLARI: kule 4 ad kare platform 3 ad helezon kaydırak platformu 1 ad 5 basmaklı merdiven 1 ad çatı 2 ad 100 cm ikiz kaydırak 1 ad 150 cm helezon kaydırak 1 ad tüp geçit 1 ad 100 cm düz kaydırak
1. Aşağıda verilen fiziksel büyüklüklerin dönüşümünde? işareti yerine gelecek sayıyı bulunuz.
 Şube Adı- Soyadı: Fakülte No: NÖ-A NÖ-B Kimya Mühendisliği Bölümü, 2016/2017 Öğretim Yılı, 00323-Akışkanlar Mekaniği Dersi, 2. Ara Sınavı Soruları 10.12.2016 Soru (puan) 1 (20) 2 (20) 3 (20) 4 (20) 5 (20)
Şube Adı- Soyadı: Fakülte No: NÖ-A NÖ-B Kimya Mühendisliği Bölümü, 2016/2017 Öğretim Yılı, 00323-Akışkanlar Mekaniği Dersi, 2. Ara Sınavı Soruları 10.12.2016 Soru (puan) 1 (20) 2 (20) 3 (20) 4 (20) 5 (20)
ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ
 MAKİNA MÜHENDİSLİĞİ LABORATUARI II DERSİ ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ Hazırlayan Doç.Dr. Nedim SÖZBİR 2014, SAKARYA 1.DENEYİN AMACI ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ Değişik malzemelerden
MAKİNA MÜHENDİSLİĞİ LABORATUARI II DERSİ ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ Hazırlayan Doç.Dr. Nedim SÖZBİR 2014, SAKARYA 1.DENEYİN AMACI ISI İLETİM KATSAYISININ BELİRLENMESİ DENEYİ Değişik malzemelerden
LOJİK VALF TEKNİĞİ VE UYGULAMALARI
 283 LOJİK VALF TEKNİĞİ VE UYGULAMALARI İsmail OBUT ÖZET Günümüzde Endüstriyel ve Mobil hidrolik sektörlerinde kendine önemli bir yer edinen 2/2 Lojik valfler, özellikle yüksek debili uygulamalarda sıkça
283 LOJİK VALF TEKNİĞİ VE UYGULAMALARI İsmail OBUT ÖZET Günümüzde Endüstriyel ve Mobil hidrolik sektörlerinde kendine önemli bir yer edinen 2/2 Lojik valfler, özellikle yüksek debili uygulamalarda sıkça
AKIŞKANLAR MEKANİĞİ. Doç. Dr. Tahsin Engin. Sakarya Üniversitesi Makine Mühendisliği Bölümü
 AKIŞKANLAR MEKANİĞİ Doç. Dr. Tahsin Engin Sakarya Üniversitesi Makine Mühendisliği Bölümü İLETİŞİM BİLGİLERİ: Ş Ofis: Mühendislik Fakültesi Dekanlık Binası 4. Kat, 413 Nolu oda Telefon: 0264 295 5859 (kırmızı
AKIŞKANLAR MEKANİĞİ Doç. Dr. Tahsin Engin Sakarya Üniversitesi Makine Mühendisliği Bölümü İLETİŞİM BİLGİLERİ: Ş Ofis: Mühendislik Fakültesi Dekanlık Binası 4. Kat, 413 Nolu oda Telefon: 0264 295 5859 (kırmızı
Orifis, Nozul ve Venturi Tip Akışölçerler
 Orifis, Nozul ve Venturi Tip Akışölçerler Bu tür akışölçerlerde, akışta kısıtlama yapılarak yaratılan basınç farkı (fark basınç), Bernoulli denkleminde işlenerek akış miktarı hesaplanır. Bernoulli denkleminin
Orifis, Nozul ve Venturi Tip Akışölçerler Bu tür akışölçerlerde, akışta kısıtlama yapılarak yaratılan basınç farkı (fark basınç), Bernoulli denkleminde işlenerek akış miktarı hesaplanır. Bernoulli denkleminin
Kontrol Sistemlerinin Analizi
 Sistemlerin analizi Kontrol Sistemlerinin Analizi Otomatik kontrol mühendisinin görevi sisteme uygun kontrolör tasarlamaktır. Bunun için öncelikle sistemin analiz edilmesi gerekir. Bunun için test sinyalleri
Sistemlerin analizi Kontrol Sistemlerinin Analizi Otomatik kontrol mühendisinin görevi sisteme uygun kontrolör tasarlamaktır. Bunun için öncelikle sistemin analiz edilmesi gerekir. Bunun için test sinyalleri
Taşınım Olayları II MEMM2009 Akışkanlar Mekaniği ve Isı Transferi bahar yy. borularda sürtünmeli akış. Prof. Dr.
 Taşınım Olayları II MEMM009 Akışkanlar Mekaniği ve Isı Transferi 07-08 bahar yy. borularda sürtünmeli akış Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Laminer
Taşınım Olayları II MEMM009 Akışkanlar Mekaniği ve Isı Transferi 07-08 bahar yy. borularda sürtünmeli akış Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Laminer
PULS GENĐŞLĐĞĐ MODÜLASYONU TEKNĐĞĐNĐN BĐLGĐSAYAR KONTROLLÜ HĐDROLĐK SĐSTEMLERE UYGULANMASI
 263 PULS GENĐŞLĐĞĐ MODÜLASYONU TEKNĐĞĐNĐN BĐLGĐSAYAR KONTROLLÜ HĐDROLĐK SĐSTEMLERE UYGULANMASI Ömer KELEŞ Yücel ERCAN ÖZET Bu çalışmada, özellikle yavaş hareket eden hidrolik tahrik sistemlerinde meydana
263 PULS GENĐŞLĐĞĐ MODÜLASYONU TEKNĐĞĐNĐN BĐLGĐSAYAR KONTROLLÜ HĐDROLĐK SĐSTEMLERE UYGULANMASI Ömer KELEŞ Yücel ERCAN ÖZET Bu çalışmada, özellikle yavaş hareket eden hidrolik tahrik sistemlerinde meydana
KUVVET GERİBESLEMELİ BİR TEST DÜZENEĞİNİN TASARIMI, ANALİZİ VE SİSTEM ELEMANLARININ SEÇİMİ
 KUVVET GERİBESLEMELİ BİR TEST DÜZENEĞİNİN TASARIMI, ANALİZİ VE SİSTEM ELEMANLARININ SEÇİMİ Mesut ŞENGİRGİN İbrahim YÜKSEL ÖZET Bu bildiride, elekrohidrolik alf denetimli bir kuet geribeslemeli test düzeneğinin
KUVVET GERİBESLEMELİ BİR TEST DÜZENEĞİNİN TASARIMI, ANALİZİ VE SİSTEM ELEMANLARININ SEÇİMİ Mesut ŞENGİRGİN İbrahim YÜKSEL ÖZET Bu bildiride, elekrohidrolik alf denetimli bir kuet geribeslemeli test düzeneğinin
Hidrolik Sistem Seçenekleri
 Hidrolik Sistem Seçenekleri PQ Çift proportional sistem Pompa Yüksek tepkimeli valf Çift proportional valf Servo otomatik basınç kontrolü Pompa Proportional valf Yüksek hassasiyetli enerji tasarruf sistemi
Hidrolik Sistem Seçenekleri PQ Çift proportional sistem Pompa Yüksek tepkimeli valf Çift proportional valf Servo otomatik basınç kontrolü Pompa Proportional valf Yüksek hassasiyetli enerji tasarruf sistemi
3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası
 HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR-II BORU ve DİRSEKLERDE ENERJİ KAYBI DENEYİ 1.Deneyin Adı: Boru ve dirseklerde
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR-II BORU ve DİRSEKLERDE ENERJİ KAYBI DENEYİ 1.Deneyin Adı: Boru ve dirseklerde
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ. Ders Kodu Dersin Adı T P K ECTS Ders Tipi
 2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
Aktif Titreşim Kontrolü için Bir Yapının Sonlu Elemanlar Yöntemi ile Modelinin Elde Edilmesi ve PID, PPF Kontrolcü Tasarımları
 Uluslararası Katılımlı 7. Makina Teorisi Sempozyumu, Izmir, -7 Haziran 5 Aktif Titreşim Kontrolü için Bir Yapının Sonlu Elemanlar Yöntemi ile Modelinin Elde Edilmesi ve PID, PPF Kontrolcü Tasarımları E.
Uluslararası Katılımlı 7. Makina Teorisi Sempozyumu, Izmir, -7 Haziran 5 Aktif Titreşim Kontrolü için Bir Yapının Sonlu Elemanlar Yöntemi ile Modelinin Elde Edilmesi ve PID, PPF Kontrolcü Tasarımları E.
MAK-LAB017 HİDROLİK SERVO MEKANİZMALAR DENEYİ 1. DENEYİN AMACI 2. HİDROLİK SİSTEMLERDE KULLANILAN ENERJİ TÜRÜ
 MAK-LAB017 HİDROLİK SERVO MEKANİZMALAR DENEYİ 1. DENEYİN AMACI Bu deneyin amacı temel ilkelerden hareket ederek, hidrolik sistemlerde kullanılan elemanların çalışma ilkeleri ve hidrolik devre kavramlarının
MAK-LAB017 HİDROLİK SERVO MEKANİZMALAR DENEYİ 1. DENEYİN AMACI Bu deneyin amacı temel ilkelerden hareket ederek, hidrolik sistemlerde kullanılan elemanların çalışma ilkeleri ve hidrolik devre kavramlarının
A210 Yeni Nesil Pnömatik Aktüatörler
 A210 Yeni Nesil Pnömatik Aktüatörler Yeni nesil ProAir 210 Serisi Proval pnömatik aktüatörler kremayer dişli tip tasarıma sahip olup çift ve tek etkili tipte üretilmektedir. Yeni nesil aktüatörler mil
A210 Yeni Nesil Pnömatik Aktüatörler Yeni nesil ProAir 210 Serisi Proval pnömatik aktüatörler kremayer dişli tip tasarıma sahip olup çift ve tek etkili tipte üretilmektedir. Yeni nesil aktüatörler mil
EDUCATIONAL MATERIALS
 PROBLEM SET 1. (2.1) Mükemmel karıştırılmış, sabit hacimli tank, aynı sıvıyı içeren iki giriş akımına sahiptir. Her akımın sıcaklığı ve akış hızı zamanla değişebilir. a) Geçiş işlemini ifade eden dinamik
PROBLEM SET 1. (2.1) Mükemmel karıştırılmış, sabit hacimli tank, aynı sıvıyı içeren iki giriş akımına sahiptir. Her akımın sıcaklığı ve akış hızı zamanla değişebilir. a) Geçiş işlemini ifade eden dinamik
Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü. Polimer Nedir?
 Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü Polimer Nedir? Monomer olarak adlandırılan basit moleküllerin kimyasal bağlarla bağlanması sonucu oluşan yüksek molekül ağırlıklı maddelerdir.
Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü Polimer Nedir? Monomer olarak adlandırılan basit moleküllerin kimyasal bağlarla bağlanması sonucu oluşan yüksek molekül ağırlıklı maddelerdir.
FİZİKOKİMYA I ARASINAV SORU VE CEVAPLARI 2013-14 GÜZ YARIYILI
 Soru 1: Aşağıdaki ifadeleri tanımlayınız. a) Sistem b)adyabatik sistem c) Kapalı sistem c) Bileşen analizi Cevap 1: a) Sistem: Üzerinde araştırma yapmak üzere sınırladığımız bir evren parçasına verilen
Soru 1: Aşağıdaki ifadeleri tanımlayınız. a) Sistem b)adyabatik sistem c) Kapalı sistem c) Bileşen analizi Cevap 1: a) Sistem: Üzerinde araştırma yapmak üzere sınırladığımız bir evren parçasına verilen
5. Boyut Analizi. 3) Bir deneysel tasarımda değişken sayısının azaltılması 4) Model tasarım prensiplerini belirlemek
 Bir deneysel tasarımda değişken sayısının azaltılması 4) Model tasarım prensiplerini belirlemek") Boyut analizi, göz önüne alınan bir fiziksel olayı etkileyen deneysel değişkenlerin sayısını ve karmaşıklığını azaltmak için kullanılan bir yöntemdir. Akışkanlar mekaniğinin gelişimi ağırlıklı bir şekilde
Boyut analizi, göz önüne alınan bir fiziksel olayı etkileyen deneysel değişkenlerin sayısını ve karmaşıklığını azaltmak için kullanılan bir yöntemdir. Akışkanlar mekaniğinin gelişimi ağırlıklı bir şekilde
TAM KLİMA TESİSATI DENEY FÖYÜ
 T.C BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK ve MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TAM KLİMA TESİSATI DENEY FÖYÜ 2015-2016 Bahar Yarıyılı Prof.Dr. Yusuf Ali KARA Arş.Gör.Semih AKIN
T.C BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK ve MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TAM KLİMA TESİSATI DENEY FÖYÜ 2015-2016 Bahar Yarıyılı Prof.Dr. Yusuf Ali KARA Arş.Gör.Semih AKIN
NÖ-A NÖ-B. Şube. Alınan Puan. Adı- Soyadı: Fakülte No: 1. Aşağıda verilen fiziksel büyüklüklerin eşit olduğunu gösteriniz. 1/6
 Şube NÖ-A NÖ-B Adı- Soyadı: Fakülte No: Kimya Mühendisliği Bölümü, 2015/2016 Öğretim Yılı, 00323-Akışkanlar Mekaniği Dersi, Bütünleme Sınavı Soru ve Çözümleri 20.01.2016 Soru (puan) 1 (20) 2 (20) 3 (20)
Şube NÖ-A NÖ-B Adı- Soyadı: Fakülte No: Kimya Mühendisliği Bölümü, 2015/2016 Öğretim Yılı, 00323-Akışkanlar Mekaniği Dersi, Bütünleme Sınavı Soru ve Çözümleri 20.01.2016 Soru (puan) 1 (20) 2 (20) 3 (20)
ÜRÜN YENILIKLERI KALIP YAPIMI II / E 3330 ve E 3360 Kompakt maça üniteleri. Şimdi sanal marketimizden sipariş verin!
 ÜRÜN YENILIKLERI KALIP YAPIMI II / 2016 Şimdi sanal marketimizden sipariş verin! www.meusburger.com E 3330 ve E 3360 Kompakt maça üniteleri En küçük montaj alanları için son derece ince tasarımıyla yüksek
ÜRÜN YENILIKLERI KALIP YAPIMI II / 2016 Şimdi sanal marketimizden sipariş verin! www.meusburger.com E 3330 ve E 3360 Kompakt maça üniteleri En küçük montaj alanları için son derece ince tasarımıyla yüksek
Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi. Investigation of Rheological Properties of Al6061 Alloy Powders
 Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi Afyon Kocatepe University Journal of Science and Engineering AKÜ FEMÜBİD 17 (2017) 015902 (274-279) AKU J. Sci. Eng. 17 (2017) 015902 (274-279)
Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi Afyon Kocatepe University Journal of Science and Engineering AKÜ FEMÜBİD 17 (2017) 015902 (274-279) AKU J. Sci. Eng. 17 (2017) 015902 (274-279)
Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi. Investigation of Rheological Properties of Al6061 Alloy Powders
 Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi Afyon Kocatepe University Journal of Science and Engineering AKÜ FEMÜBİD 17 (2017) 015902 (274 279) AKU J. Sci. Eng. 17 (2017) 015902 (274
Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi Afyon Kocatepe University Journal of Science and Engineering AKÜ FEMÜBİD 17 (2017) 015902 (274 279) AKU J. Sci. Eng. 17 (2017) 015902 (274
İÇTEN YANMALI MOTORLAR 2. BÖLÜM EK DERS NOTLARI
 İÇTEN YANMALI MOTORLAR 2. BÖLÜM EK DERS NOTLARI 1.Kısmi Gaz Konumunda Çalışan Benzin (OTTO) Motoru Şekil 1. Kısmi gaz konumunda çalışan bir benzin motorunun ideal Otto çevrimi (6-6a-1-2-3-4-5-6) Dört zamanlı
İÇTEN YANMALI MOTORLAR 2. BÖLÜM EK DERS NOTLARI 1.Kısmi Gaz Konumunda Çalışan Benzin (OTTO) Motoru Şekil 1. Kısmi gaz konumunda çalışan bir benzin motorunun ideal Otto çevrimi (6-6a-1-2-3-4-5-6) Dört zamanlı
ÖZHENDEKCİ BASINÇ ÇUBUKLARI
 BASINÇ ÇUBUKLARI Kesit zoru olarak yalnızca eksenel doğrultuda basınca maruz kalan elemanlara basınç çubukları denir. Bu tip çubuklara örnek olarak pandül kolonları, kafes sistemlerin basınca çalışan dikme
BASINÇ ÇUBUKLARI Kesit zoru olarak yalnızca eksenel doğrultuda basınca maruz kalan elemanlara basınç çubukları denir. Bu tip çubuklara örnek olarak pandül kolonları, kafes sistemlerin basınca çalışan dikme
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU
 TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule 2 ad kare platform 2 ad 5 basmaklı merdiven 1 ad çatı 1 ad 100 cm tüp kaydırak 1 ad tüp geçit 1 ad 100 cm düz kaydırak 1 ad kütük merdiven 1
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule 2 ad kare platform 2 ad 5 basmaklı merdiven 1 ad çatı 1 ad 100 cm tüp kaydırak 1 ad tüp geçit 1 ad 100 cm düz kaydırak 1 ad kütük merdiven 1
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
(Mekanik Sistemlerde PID Kontrol Uygulaması - 3) HAVA KÜTLE AKIŞ SİSTEMLERİNDE PID İLE SICAKLIK KONTROLÜ. DENEY SORUMLUSU Arş.Gör.
 HAVA KÜTLE AKIŞ SİSTEMLERİNDE PID İLE SICAKLIK KONTROLÜ. DENEY SORUMLUSU Arş.Gör.") T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1 (Mekanik Sistemlerde PID Kontrol Uygulaması - 3) HAVA KÜTLE AKIŞ SİSTEMLERİNDE PID İLE SICAKLIK
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1 (Mekanik Sistemlerde PID Kontrol Uygulaması - 3) HAVA KÜTLE AKIŞ SİSTEMLERİNDE PID İLE SICAKLIK
SIZDIRMAZLIK Sİ S STEMLER İ İ Vedat Temiz
 SIZDIRMAZLIK SİSTEMLERİ Vedat Temiz Sızdırmazlık Kavramı Sızdırmazlık problemi en genel halde ortak bir sınırı bulunan, iki farklı ortam arasındaki akışkan ş akışının ş kontrol edilebilmesi olarak tarif
SIZDIRMAZLIK SİSTEMLERİ Vedat Temiz Sızdırmazlık Kavramı Sızdırmazlık problemi en genel halde ortak bir sınırı bulunan, iki farklı ortam arasındaki akışkan ş akışının ş kontrol edilebilmesi olarak tarif
PROGRESİV(KADEMELİ) SİSTEMLER
 SİSTEMLER") PROGRESİV(KADEMELİ) SİSTEMLER PROGRESİV(KADEMELİ) SİSTEMLER Progresiv bir sistem çalışmaya başladığı zaman blok içerisinde bulunan pistonlar sırayla hareket etmeye başlar ve birbirlerini sırayla tahrik
PROGRESİV(KADEMELİ) SİSTEMLER PROGRESİV(KADEMELİ) SİSTEMLER Progresiv bir sistem çalışmaya başladığı zaman blok içerisinde bulunan pistonlar sırayla hareket etmeye başlar ve birbirlerini sırayla tahrik
MÜHENDİSLİK FAKÜLTESİ/MAKİNA MÜHENDİSLİĞİ EĞİTİM PLANI Saat/Hafta
 Ders Kodu MÜHENDİSLİK FAKÜLTESİ/MAKİNA MÜHENDİSLİĞİ 2016-2017 EĞİTİM PLANI Dersin Adı Kuramsal Uygulama Saat/Hafta Pratik/ Laboratuvar Yıl 1 / Yarıyıl 1 507001012006 Türk Dili I 2 0 0 2 2 2 Zorunlu 507001022006
Ders Kodu MÜHENDİSLİK FAKÜLTESİ/MAKİNA MÜHENDİSLİĞİ 2016-2017 EĞİTİM PLANI Dersin Adı Kuramsal Uygulama Saat/Hafta Pratik/ Laboratuvar Yıl 1 / Yarıyıl 1 507001012006 Türk Dili I 2 0 0 2 2 2 Zorunlu 507001022006
Sıcak Yolluk Dolum Dengesizliklerini düzenleme: Sistematik Yaklaşım
 Sıcak Yolluk Dolum Dengesizliklerini düzenleme: Sistematik Yaklaşım Sistemsiz bir şekilde sorunu gidermeye çalışmak Sorun gidermekten çok zaman kaybı ve hatta belki sonuçların daha da kötü olmasına yol
Sıcak Yolluk Dolum Dengesizliklerini düzenleme: Sistematik Yaklaşım Sistemsiz bir şekilde sorunu gidermeye çalışmak Sorun gidermekten çok zaman kaybı ve hatta belki sonuçların daha da kötü olmasına yol
Cobra3 lü Akuple Sarkaçlar
 Dinamik Mekanik Öğrenebilecekleriniz... Spiral yay Yer çekimi sarkacı Yay sabiti Burulma titreşimi Tork Vuruş Açısal sürat Açısal ivme Karakteristik frekans Kural: Belirli bir karakteristik frekansa sahip
Dinamik Mekanik Öğrenebilecekleriniz... Spiral yay Yer çekimi sarkacı Yay sabiti Burulma titreşimi Tork Vuruş Açısal sürat Açısal ivme Karakteristik frekans Kural: Belirli bir karakteristik frekansa sahip
VALF SEÇİM KRİTERLERİ
 29 VALF SEÇİM KRİTERLERİ Fatih ÖZCAN ÖZET Güç iletim sisteminin seçilmesinde, hidroliğin bize sunduğu avantajların gelişen sınirlarının bilinmesi doğru karar vermemiz açısından çok önemlidir.bu bildiride
29 VALF SEÇİM KRİTERLERİ Fatih ÖZCAN ÖZET Güç iletim sisteminin seçilmesinde, hidroliğin bize sunduğu avantajların gelişen sınirlarının bilinmesi doğru karar vermemiz açısından çok önemlidir.bu bildiride
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI DENEY FÖYÜ DENEY ADI SERİ-PARALEL BAĞLI POMPA DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEYİ YAPTIRAN
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI DENEY FÖYÜ DENEY ADI SERİ-PARALEL BAĞLI POMPA DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEYİ YAPTIRAN
SIZDIRMAZLIK ELEMANLARINDA KARŞILAŞILAN PROBLEMLER, NEDENLERİ VE ÇÖZÜM ÖNERİLERİ
 313 SIZDIRMAZLIK ELEMANLARINDA KARŞILAŞILAN PROBLEMLER, NEDENLERİ VE ÇÖZÜM ÖNERİLERİ Bülend DEMİRALP ÖZET Hidrolik silindirler, sızıntı problemleri nedeniyle ya da bakım amaçlı söküldüklerinde, kullanılan
313 SIZDIRMAZLIK ELEMANLARINDA KARŞILAŞILAN PROBLEMLER, NEDENLERİ VE ÇÖZÜM ÖNERİLERİ Bülend DEMİRALP ÖZET Hidrolik silindirler, sızıntı problemleri nedeniyle ya da bakım amaçlı söküldüklerinde, kullanılan
su ve enerji ölçümünde ileri teknoloji çözümler Su Sayaçları
 su ve enerji ölçümünde ileri teknoloji çözümler Su Sayaçları Techem Daha İyi Enerji Bir Gelecek Hizmetleri İçin: Techem Techem küresel çözüm ortağınız 1952 yılında Almanya da kurulan Techem, ileri teknoloji,
su ve enerji ölçümünde ileri teknoloji çözümler Su Sayaçları Techem Daha İyi Enerji Bir Gelecek Hizmetleri İçin: Techem Techem küresel çözüm ortağınız 1952 yılında Almanya da kurulan Techem, ileri teknoloji,
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Soru No Puan Program Çıktısı 3, ,8 3,10 1,10
 Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Sınavda ders notları ve dersle ilgili tablolar serbesttir. SORU. Tersinir ve tersinmez işlemi tanımlayınız. Gerçek işlemler nasıl işlemdir?
Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Sınavda ders notları ve dersle ilgili tablolar serbesttir. SORU. Tersinir ve tersinmez işlemi tanımlayınız. Gerçek işlemler nasıl işlemdir?