Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü. Alternatif Yapı Malzemeleri
|
|
|
- Ekin Cevdet
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü Alternatif Yapı Malzemeleri 2. Yapılarda çelik kullanımı 2.4. Çelik birleşim malzemeleri Giriş Düğüm noktalarının teşkilinde perçin-bulon-kaynak kullanımı Perçin Bulon Kaynaklı Birleşimler 1

2 Giriş Çelik Birleşim Malzemeleri Çelik yapılar, profillerin ve levhaların birleştirme elemanları ile birleştirilmesi sonucunda elde edilir. Birleştirilen elemanların zarar vermeden sökülüp, sökülememe durumuna göre ayrılabilir. Çözülebilen birleşim araçları bulon ve civatalar (bolt)'dır. Çözülemeyen birleştirme araçları ise perçin (rivet) ve kaynak (weld) tır. 2

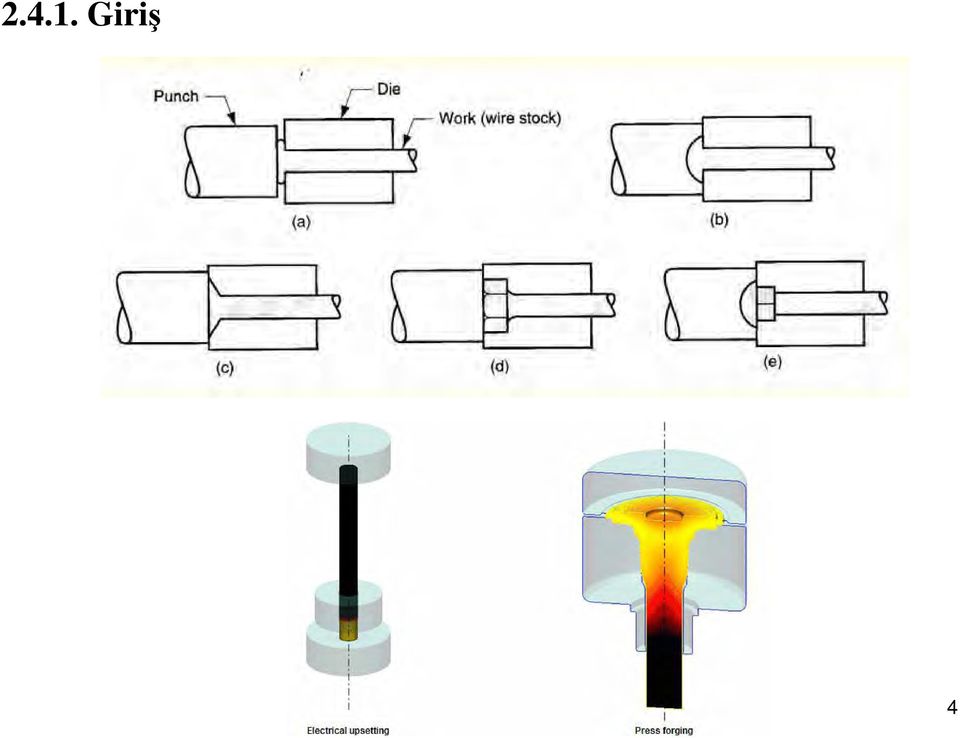
3 Giriş Cıvatalar, perçinler dövme (forging) yolu ile üretilen elemanlardır. Dövme sıcak veya soğuk olarak yapılır. Yığma Dövme (upset forging veya cold heading forging) Bu dövmenin özelliği, kapalı kalıpla yatay preslerde işlemin yapılmasıdır. Farklı geometrilerdeki cıvata, perçin, çivi, vida, çubuk gibi başı yığma ile şekillendirme gerektiren parçalara uygulanır 3

4 Giriş 4
5 Geçmişten günümüze çelik yapı elemanları düğüm noktalarının teşkilinde perçin-bulon-kaynak kullanımı Çeliğin çok katlı yapı konstrüksiyonlarında kullanılışının başlangıcı 1800 lü yılların sonlarına rastlar senesinde Chicago da 14 katlı Tacoma Binası (1929'da yıkılıp başka bir bina inşa edilmiştir.) ve ardından New York ta metre yüksekliğindeki Tower Building binası inşa edilmiştir. Bu yapılarda bağlantı elemanı olarak perçin kullanılmıştır. Bu yıllarda çelik yapı tasarımında kullanılan yumuşak karbonlu çeliğin (mild carbon steel), dökme çelik (cast iron) ve dövme çelik (wrought iron) gibi malzemelere göre sırası ile süneklik ve dayanım bakımından üstünlükleri keşfedildikçe, gökdelen olarak isimlendirilen iş merkezlerinin kat sayıları giderek artmıştır. Bu durum 1920 lerin sonlarına kadar devam etmiştir. 5
, dökme çelik (cast iron) ve dövme çelik (wrought iron) gibi malzemelere göre sırası ile süneklik ve dayanım")
6 Geçmişten günümüze çelik yapı elemanları düğüm noktalarının teşkilinde perçin-bulon-kaynak kullanımı Daha sonra haddeleme metodlarında meydana gelen teknolojik gelişmeler nedeniyle, büyük profillerin imalatının mümkün hale gelmesinin yanısıra, yüksek hızlı asansörlerin geliştirilmeleri ile çok katlı çelik yapıların inşaası daha ekonomik hale gelmiştir. Bunu izleyen dönemlerde haddehaneler daha çok standart olarak adlandırılan korniyer (köşebent), U-profili, I-profili ve çelik levha üretmeye başlamışlardır. Bunun yanısıra, bu ürünleri stoklayarak gelen talepleri de daha hızlı karşılama olanağı bulmuşlardır. Böylece çelik yapı endüstrisinde çok katlı çelik yapılar için gereken büyük kolon ve kiriş kesitlerini oluşturmak için standart olarak adlandırılan profiller kullanılmış ve bunlar perçinleme tekniği ile biraraya getirilerek birleştirilmişlerdir. 6

7 Geçmişten günümüze çelik yapı elemanları düğüm noktalarının teşkilinde perçin-bulon-kaynak kullanımı 1920 lerden önceki Yıllarda Bütünüyle Perçinli Olarak U ve L Profilleri ile Levhalardan Oluşturulmuş Bir Kolon-Kiriş Birleşimi ve Teşkili 7

8 Geçmişten günümüze çelik yapı elemanları düğüm noktalarının teşkilinde perçin-bulon-kaynak kullanımı Öte yandan, bu şekilde oluşturulan profillerin maliyeti bugünün şartlarıyla karşılaştırıldığında oldukça pahalıya malolmuştur. Bunun da nedenini detaylandırma, delik açma, perçinlerin yerine takılması ve montaja karşı gelen büyük maliyetler oluşturmaktadır. Gelişen kaynak teknolojisi ve daha yüksek dayanımlı bulonların üretimi ile 1950'li yıllardan itibaren daha ekonomik bağlantı teşkilleri geliştirilmeye başlanmıştır Arası Atölye Kaynaklı, Bulonlu Şantiye Kolon-Kiriş Birleşimi 8

9 Geçmişten günümüze çelik yapı elemanları düğüm noktalarının teşkilinde perçin-bulon-kaynak kullanımı Günümüzde daha çok tercih edilen tamamen kaynaklı olarak teşkil edilen kolon - kiriş birleşim detayları görülmektedir. 9

10 Geçmişten günümüze çelik yapı elemanları düğüm noktalarının teşkilinde perçin-bulon-kaynak kullanımı Bulonlu birleşim 10

11 Geçmişten günümüze çelik yapı elemanları düğüm noktalarının teşkilinde perçin-bulon-kaynak kullanımı Tamamen kaynaklı birleşim Geometriden dolayı zorunlu kaynak 11

12 Perçin Çelik yapılarda kullanılan en eski birleşim aracı olan perçin, 1850 den önceki yıllarda gemi ve kazan üretiminde kullanılmaktaydı. Daha sonraki yıllarda yumuşak çelikten (mild steel) üretilen bulonlar popüler hale gelmiştir. Günümüzde kullanılan yüksek mukavemetli bulonların geliştirilmesinden önce perçinler, bulonlardan daha güçlü birleşim araçları olarak kabul edilirlerdi. Bunun nedeni ise, iyi uygulanmış perçinin deliğini tamamen dolduruyor olması ve perçinli birleşimlerde, birleşen yüzeyler arasında sürtünme etkisinin oluşmasıdır. 12

13 Perçin 13

14 Perçin İlk çelik çerçeveli çok katlı taşıyıcı sistemlerde ve köprülerde perçinli birleşimler kullanılmıştır. 14

15 Perçin 15
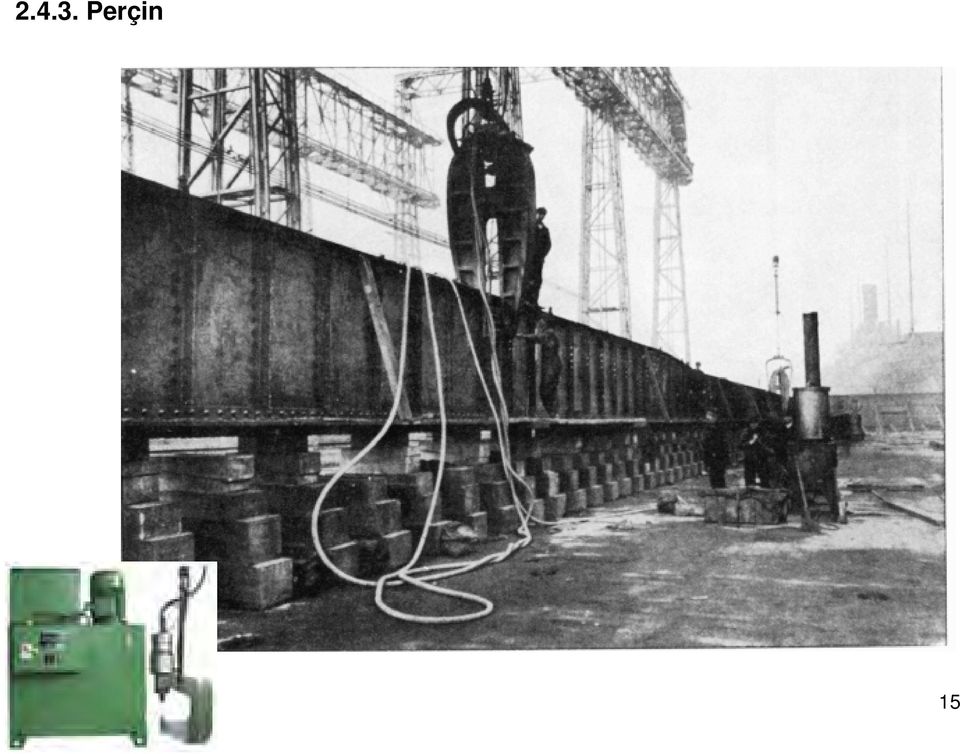
16 Perçin Buhar kazanı imalatı için perçinleme makinası 16

17 Perçin Perçin, yuvarlak çelikten presleme suretiyle elde edilen, delik çevresinde ezilme ve gövdesinde makaslama etkisiyle yük taşıyan birleştirme aracıdır. Yerine konmamış perçinler, bir baş ve gövdeden meydana gelir. Esas perçin çapı yerine konmuş ve dövülmüş olanıdır. Çünkü yerine konmamış perçin çapı, yerine konmuş perçin çapından 1 mm küçüktür. Yerine yerleştirilen perçinin dövüldükten sonra deliği tamamen doldurmalıdır. Bu nedenle yerine konmamış bir perçin uzunluğunu yerine konduktan ve dövüldükten sonra hem deliği dolduracak ve hem de bir baş oluşturacak uzunlukta seçilmelidir, Yerine konmamış perçin Perçin üretiminde, ana malzemeye göre daha yumuşak kalitede çelik kullanılır. St.37 çeliği ile yapılan yapılarda kullanılacak perçin St.34, St.52 çeliği ile yapılan yapılarda ise, St.44 çeliği tercih edilir. Kopma uzamaları % 30 a yakındır 17

18 Perçin Perçin çeşitleri 1. Yuvarlak Başlı Perçinler: Perçin başının yarım yuvarlak olması sebebiyle bu isimle anılırlar. Perçin başları sıcak yada soğuk olarak biçimlendirilebilir. 2. Mercimek Başlı Perçinler: Özellikle ince kesitli parçalarda kullanılırlar. Perçin başı çıkıntısının az olması bir avantajdır. 3. Mercimek-Havşa Başlı Perçinler: Perçin başı fazla çıkıntı yapmaması istenen yerlerde kullanılır. 4. Havşa Başlı Perçinler: Perçin başının perçinlenecek parça içerisine gömülmesi isteniyorsa bu tür perçinler kullanılır. 5. Silindirik Başlı Perçinler: Genellikle sacların perçinlemesinde kullanılırlar. 6. Konik Başlı Perçinler: Bazı perçinlerin kolay takılabilmesi için baş kısımları konik olarak üretilirler. Bu tür perçinlere konik başlı perçin denir. 18

19 Perçin Perçinleme Yapma için Kullanılan Aparatlar Perçin Çektirmesi: Perçinleme işlemi uygulanacak parçaların yüzeylerini birbirine yaklaştırmak ve perçini çektirerek yerine oturtmak için kullanılan alete perçin çektirmesi denir. Perçinleme işleme yapılırken, hazır baş bir altlığa yerleştirilerek, üstteki (b) parçası, arada boşluk kalmaması için (a) perçin çektirmesi ile bastırılır. Perçin Yuvaları: Perçinleme işleminde, perçin başının şekil alacağı şekilde çukur olan altlık üzerindeki yuvaya perçin yuvası denir. Bu yuvalar perçin başının zedelenmemesi için kullanılırlar. Perçinleme Makinesi Perçinleme işlemini mekanik olarak yapan aletlerdir. Bu makineler kapama başını oluşturacak şekilde dizayn edilmiştir. Kısa fakat kuvvetli vuruşlara ve ileri geri devinimlere sahiptirler. 19

20 Perçin Dikdörtgen sütun tipi tasarımlı elektro-hidropnömatik kumandalı tip perçinleme makinesi 20

21 Perçin Perçinleme Aşamaları 1. Delik Delme Deliklerde eksenel kaçıklığı önlemek için parçalar üst üste konularak birlikte delinmesi gerekir. Perçin çapına göre uygun delik delinir. Delik eksenlerinde kaçıklık olursa deliklerin büyütülmesi veya raybalanması gerekir. Çok sayıda perçinleme yapılacak ise zımbalama ile delme yapılır. Zımba ile delme esnasında parça yüzeyleri ve delik kenarlarında pürüzler meydana gelebilir. Bu pürüzler sızdırmazlık istenen birleştirme türlerinde istenmeyen bir durumdur. Zımbalar ile delinen parçalarda oluşan iç gerilmeler parçaların tavlanması suretiyle giderilir. 21
22 Perçin Perçinleme Aşamaları 2. Havşa Açma Perçin başına göre sızdırmazlığı sağlamak için delikleri havşa matkabı ile veya delikten hafif büyük matkap ile havşa açılır. 22
23 Perçin Perçinleme Aşamaları 3. Perçin boyu hesabı ve seçimi 23
24 Perçin Perçinleme Aşamaları 4. Perçinleme Yuvarlak başlı perçinler Düz başlı(gömme)perçinler 24
25 Perçin Perçinleme Aşamaları 4. Perçinleme Döverek Perçin Başını Oluşturma Birleştirme yapılacak iki parça delindikten sonra, perçin delinen yuvaya geçirilir, perçin başı alt kalıba yerleştirilir ve çektirme kalıbı yardımı ile parça ile perçin arasındaki boşluk alınır. Perçin çekiç yardımıyla parça üzerine yayıldıktan sonra üst kalıp ile perçin başı oluşturulur. 25
26 Perçin Perçinli Birleştirmede Meydana Gelen Hatalar Perçinleme hataları çoğu kez yanlış hesaplar yada kuralların dikkate alınmamasından ortaya çıkar. Perçinleme hataları aşağıdaki sebeplerden dolayı meydana gelmektedir. 1. Perçin boyunun yanlış hesaplanması Perçin boyunun kısa tutulması perçin başının oluşmamasına neden olur. Perçin uzun tutulması ise perçin başının gereğinden fazla yayılmasına neden olur. 2. Perçin çektirmesinden kaynaklanan hatalar Perçin çektirmesi kullanılmadığı yada yeterli çektirme işlemi yapılmazsa parçalar birbirlerine tam temas etmez, dolayısıyla dövme sırasında iki parça arasındaki perçin gövdesi şişme yapar. 3. Perçin gövdesinin eğik hale gelmesi Perçin delik çaplarının büyük olması perçin gövdesinin eğik hale gelmesine neden olur. 4. Eksenel kaçıklıkların meydana getirdiği hatalar Perçinin deliğe girmemesine neden olur. 5. Çekiçleme sonrası meydana gelen hatalar Kuralına uygun yapılmayan çekiçleme yada gereğinden fazla uygulanan çekiç darbeleri kapama başında ezilmelere yol açar. 26
27 Perçin Perçin ve cıvata işlerinde açılacak deliklerle ilgili toleranslar - Perçin ve cıvata delikleri matkapla açılır. - Üst ve alt çaplar arasındaki fark 1mm. yi geçmemek koşulu ile 20 mm. ye kadar deliklerde zımba kullanılabilir, ancak kaynakla delik açılamaz ve genişletilemez. Delikler cıvatalardan 2 mm., perçinlerden 1 mm. den büyük olmamalıdır. - İki delikli parça üst üste geldiğinde delikten proje boyundan 2 mm. daha ince bir çubuk rahatça geçebilmelidir. Bu durumdaki delikler rayba ile aynı hizaya getirilebilir. Daha fazla şaşkın eleman değiştirilir. 27
28 Perçin Pop Perçin Boydan boya delinip iki taraflı perçin başı oluşturulamayan küçük çaplı perçinleme işlemlerinde kullanılan el makinesidir. Pop perçinler genelde alüminyum 28
29 Perçin Pop Perçin 29
30 Bulon (Cıvata) Silindirik gövdeli, altı köşeli başlıklı, ucunda spiral diş açılmış kısmı bulunan bir birleşim aracıdır. Deliğine konduktan sonra diş açılmış ucuna, altına pul (rondela) yerleştirilir ve somunu takılır. 30
31 Bulon (Cıvata) Bulonlu birleşimler Çelik yapı elemanlarının fabrikada sürekli denetim altında yapımında kullanılan kaynak işlemi bulonlu birleşimlere göre kullanılacak malzeme miktarının %10 a kadar azalmasını sağlayabilir. Ancak; Kalifiye işçi gerektirmesi, Yatay ve dikey olarak yapım zorlukları, Soğuk havalarda çatlama riski ve Sahada yeterince kontrol edilememesi gibi sakıncaları nedeniyle montaj gerekliliği veya kolaylığı için yapılanlar dışında taşıyıcı kaynakların şantiyede yapımı önerilmez. 31
32 Bulon (Cıvata) 32
33 Bulon (Cıvata) Shop Welds, Site Bolts Fabrikada Kaynak, Şantiyede Bulon genel kuralı Yetersiz veya kötü şantiye koşullarında yapılacak hatalı kaynağın tehlikeli sonuçlara yol açabileceği dikkate alınmalıdır. Bulonlu birleşim sistemi; - Elektrik veya jeneratöre gereksinim duyulmaması, - Montajın zor hava koşullarında bile kolaylıkla yapılabilmesi ve - İşçilik hatalarının en aza inmesi nedeniyle tercih edilebilir. Örneğin; elemanların birleşim bölgelerindeki bulon deliklerinin konumu ve sayısı aynı değil ise, kullanılmayan delikler işçiyi ve kontrolünü (mühendis) uyaracak, delik konumlarının farklı olması durumunda ise montaj yapılamayacaktır. Öte yandan, çelik çerçeveli yapıların depreme dayanıklı olması bakımından da; kararlılık bağlantılarının sünek davranışı sağlayacak biçimde düzenlenmesinin yanısıra elemanların birleşiminde davranış bakımından uygun görülmeyen kaynak yerine öngermeli yüksek dayanımlı bulonların kullanılması mümkün olabilir. 33
34 Bulon (Cıvata) YÜKSEK MUKAVEMETLİ BULON 1950 yıllarından itibaren yüksek mukavemetli bulonların çok katlı yüksek yapılarda perçinlerin yerini alması konusu, ciddi olarak düşünülmeye başlanmıştır. Bu bulonların yumuşak çelikten (mild steel) üretilen bulonlara göre yaklaşık iki misli daha fazla çekme mukavemetine sahip olması nedeniyle, demiryolu endüstrisindeki gelişmelere paralel olarak demiryollarında ve köprülerinde ve ağır makina endüstrisinde kullanımına neden olmuştur. 34
35 Bulon (Cıvata) YÜKSEK MUKAVEMETLİ BULON Yüksek mukavemetli bulon uygulamasının en önemli avantajı, bulonlara uygulanabilen dönme momentleri ve bunun sonucu olarak bulon ekseni doğrultusunda ortaya çıkan öngerme kuvveti nedeniyle birleştirilen yüzeylere uyguladığı basınç kuvvetidir. Birleşim yüzeyleri arasında oluşan basınç gerilmeleri ve oluşturduğu sürtünme kuvvetleri, birleşime önemli miktarda yük taşıma kapasitesi kazandırmaktadır. Böylece yükler kirişten kolona veya kirişten kirişe, kayma ve ezilme mekanizmalarından çok sürtünme ile aktarılır. Bu tür birleşimler için hesap ve teşkil kuralları Alman DASt - Richtlinie 010 (Deutscher Ausschuss für Stahlbau) Standardı nda ve AISC (American Institute of Steel Construction) Dizayn Standartları nda verilmiştir. Öngerilmeli bulon 35
36 Bulon (Cıvata) 36
37 Bulon (Cıvata) Ülkemizde de üretilmekte olan yüksek dayanımlı (HV) bulonların; Birleşimlerdeki bulon sayısını en az yarıya indirebilmesi ve yeni şartnamelere göre delik toleransının büyük olması gibi önemli avantajları da bulunmaktadır. Ayrıca, yeterince sıkıldığında uç bölümü kopan (çekme kontrollü) bulonlar denetimi kolaylaştırmaktadır 37
38 Bulon (Cıvata) Günümüzde kullanılan normal bulonlar (malzeme kalitesi 3.6, 4.6, 5.6 ve 8.8) ve yüksek mukavemetli bulonlar (malzeme kalitesi 10.9 ve 12.9) için malzeme özellikleri aşağıda verilmiştir. 38
39 Kaynaklı Birleşimler 1. Tarihçe İnsanoğlu günümüzden yaklaşık 3500 yıl kadar önce, iki metal parçasını sıcak veya soğuk halde çekiçleyerek kaynak edip birleştirmeyi gerçekleştirmiştir. Bu işlem Demirci Kaynağı olarak isimlendirilmiştir. Batılı Tarihçiler, demirci kaynağı yardımıyla demirin, M.Ö yıllarında Ön Asya da yaygın bir şekilde birleştirildiğini yazmaktadır. Forge welding (demirci kaynağı) 39
40 Kaynaklı Birleşimler 1. Tarihçe 40
41 Kaynaklı Birleşimler 1. Tarihçe Kaynak yönteminin endüstriyel uygulamaları ise 19.y.y. ın ikinci yarısında başlamıştır. Oksijenin endüstriyel çapta eldesi, özellikle tamir işlerinde oksi-asetilen kaynağının yaygınlaşmasını sağlamıştır. Elektrik arkı 18.y.y. ın sonlarında Volta tarafından keşfedilmiş fakat bu enerji ancak 19.y.y. ın son çeyreğinde kaynakta kullanılmaya başlanmıştır lı yıllar arasında, örtülü elektrotların geliştirilmesi, elektrik ark kaynağının popülaritesini arttırmış ve bütün metallerin kaynağı için bilinen yöntemlerin geliştirilmesine ve yeni yöntemlerinin keşfine neden olmuştur. Hoover Barajı 41
42 Kaynaklı Birleşimler 2. Kaynağın ısıl etkileri Çelik yapı uygulamalarında kullanılan çoğu kaynak yöntemlerinde, kaynaklanan metalik malzemenin kaynak bölgesinin, metalin erime sıcaklığına yakın bir sıcaklığa kadar ısıtılması gerekir. Böyle bir ısıtma işlemini izleyen soğuma, metalde içyapı değişikliklerine neden olur. Yüksek sıcaklıkta; kaynak metali, cüruf, esas metal ve ortam atmosferi arasında birtakım kimyasal reaksiyonlar meydana gelir. 42
43 Kaynaklı Birleşimler 2. Kaynağın ısıl etkileri Kaynak metali, elektrik arkı veya gaz alevinin yüksek sıcaklığı karşısında erir ve daha önceden hazırlanmış olan kaynak ağzı içine dökülür. Bu işlem sırasında, kaynaklanan malzemenin kaynak dikişine bitişik kısımlarında, metalin erime sıcaklığından ortam sıcaklığına kadar, değişik sıcaklık derecelerinde ısınmış bölgeler ortaya çıkar. Uygulanan ısıl işlemin değişkenliğinden dolayı kaynak bölgesinde, mekanik özellikleri ve içyapısı, esas metalden ve kaynak metalinden farklı olan bölgeler ortaya çıkar. Farklı özelliklerdeki bu bölgelerde, gerilme-şekil değiştirme davranışında ve korozyona karşı dayanımda esas metalden farklı davranışlar görülür. 43
44 Kaynaklı Birleşimler 2. Kaynağın ısıl etkileri Kaynak yapılan bir parçada kaynak bölgesini; Erime Bölgesi ve Isının Tesiri Altında Kalan Bölge (ITAB) olarak ikiye ayırmak mümkünüdür. Erime bölgesi, kimyasal birleşim olarak esas metal ve kaynak metali karışımından oluşur. Isının Tesiri Altında Kalan Bölge (ITAB) ise, kaynak sırasında uygulanmış olan ısının oluşturduğu çeşitli ısıl çevirimlerden etkilenmiş ve dolayısıyla içyapı değişimine uğramış olan bölgedir. Bu bölge, kaynak metali ile esas metalin birleştiği sınırdan başlayarak, kaynak işlemi sırasında sıcaklığın metalin özelliklerini etkilediği bölgedir. Çeliklerin kaynağında bu bölgede sıcaklık 1000 o C'nin üzerine çıkabilir. Burada erişilen maksimum sıcaklığa bağlı olarak farklı içyapı ve özellik gösteren bölgeler görülür, Isının Tesiri Altında Kalan Bölge (ITAB) 44
45 Kaynaklı Birleşimler 2. Kaynağın ısıl etkileri Kaynaklama işlemi sırasında ITAB hızlı bir şekilde ısınmakta ve sonra da parça kalınlığına, kaynağa uygulanan enerjiye ve kaynaklanan metallere uygulanan ön tav sıcaklığına bağlı olarak da hızlı bir biçimde soğumaktadır. Bu hızlı ısınma ve hızlı soğumanın bir sonucu olarak, kaynaklanan metalik malzemenin birleşimine göre, sert ve kırılgan bir bölge oluşur. Bu bölge kaynak bağlantısının en kritik bölgesidir ve birçok çatlama ve kırılmalar bu bölgede oluşmaktadır. 45
46 Kaynaklı Birleşimler 3. Kaynak Yöntemleri Malzemelerin kaynaklı birleştirilmesinde kullanılan kaynak yöntemleri; - Uygulandığı malzeme cinsine göre; metal kaynağı ve plastik malzeme kaynağı, -Yapılış amacına göre; birleştirme kaynağı ve doldurma kaynağı, -Yapılacak kaynak işleminin cinsine göre; Basınç Kaynağı ve Ergitme Kaynağı Şeklinde gruplandırılabilir. 46
47 Kaynaklı Birleşimler Plastik Malzeme Kaynağı; aynı veya farklı cinsten termoplastik (sertleşmeyen plastik) malzemeyi ısı ve basınç kullanarak, aynı cinsten bir plastik ilave malzemesi katarak veya katmadan birleştirme işlemidir. 47
48 Kaynaklı Birleşimler Metal Kaynağı ise; metalik malzemeyi ısı veya basınç veya her ikisini birden kullanarak, aynı cinsten ve erime aralığı aynı veya yaklaşık bir malzeme katarak veya katmadan birleştirme işlemidir. Kaynaklama işlemi, uygulanan ısı derecesinin metallerin ergime noktasına kadar yükseltilmesi ile yapılıyorsa Ergitme kaynağı, uygulanan ısı metallerde plastik kıvam oluşturacak derecede ise Basınç kaynağı adı verilir. Çelik yapı uygulamalarında kullanılan kaynak yöntemi Ergitme kaynağıdır. Bu gruba giren kaynak yöntemleri içerisinde en yaygın kullanılanları ise; Gaz ergitme kaynağı ve Elektrik Ark kaynağı yöntemleridir. 48
49 Kaynaklı Birleşimler 1. Gaz Ergitme Kaynağı Bu kaynak yönteminde, kaynak için gerekli ısı, biri yanıcı diğeri yakıcı olan gazların birlikte yakılmasıyla oluşan alevden elde edilir. Yakıcı gaz olarak çoğunlukla Oksijen, yanıcı gaz olarak ise Asetilen-C 2 H 2, Hidrojen- H 2, Metan-CN 4, Propan-C 3 H 8, Bütan-C 4 H 10, Propan-Bütan karışımı-lpg, Havagazı, Benzin ve Benzol buharı gazlarından biri kullanılmaktadır. 49
50 Kaynaklı Birleşimler 1. Gaz Ergitme Kaynağı Gaz eritme kaynağında, yanıcı gaz olarak genellikle asetilen gazı kullanılır. Bunun nedeni, asetilen gazının alev sıcaklığının, tutuşma hızının ve ısıl değerinin diğerlerine nazaran daha yüksek olmasıdır. Bu nedenle, gaz eritme kaynağı denilince akla Oksi- Asetilen Kaynağı gelir. 50
51 Kaynaklı Birleşimler 1. Gaz Ergitme Kaynağı Bu yöntemle çekilen kaynak dikişlerinin mukavemeti düşük olduğu için, çelik yapılarda, kuvvet aktaran birleşimlerin kaynaklı teşkilinde kullanılmamaktadır. Ancak önemsiz birleşimlerde, tamirat ve dolgu işlerinde kullanılmaktadır. Ayrıca, bu yöntem günümüzde atölye ve şantiye ortamında çelik levha ve profillerin kesilmesi işleminde yaygın olarak kullanılmaktadır Oksi-Asetilen kaynağı ile metal parçaların kesilmesi 51
52 Kaynaklı Birleşimler 1. Gaz Ergitme Kaynağı kaynak kesme ısıtma 52
53 Kaynaklı Birleşimler 1. Gaz Eritme Kaynağı Yanıcı gaz (asetilen) eldesi: karpit su asetilen kireç çamuru * Karpit meyvelerin olgunlaştırılması için, özelikle yeşil muzların,armutların veya limonların sarartılmasında da kullanılır. 53
54 Kaynaklı Birleşimler 1. Gaz Eritme Kaynağı Asetilen Gazı Tüpleri darbelere çok hassastır ve yüksek debili regülatör basınçlarında patlayabilir. Tüp içinde güvenlik nedeni ile gözenekli bir malzeme ve sıvı aseton vardır. Bu sıvı içinde çözündürülen asetilen vardır. Asetilen gazı 1.5 barın üzerinde bir basınçla hatta verilirse ya da mekanik olarak sıkıştırıldığı zaman kolaylıkla patlar. Ayrıca düşük enerjili kıvılcımlar (örneğin statik elektrik) dahi patlamaya neden olabilir. Asetilen tüpleri bina dışında ya da iyi havalandırılmış ortamlarda, dik pozisyonda ve sıcak yüzeylerden uzak bir bölgede depolanmalıdır. Kullanılan elektrik ekipmanları, patlamaya karşı yalıtılmış olmalıdır. Asetilen ile kullanılan ekipmanlar kıvılcım yaratmamalıdır. Statik elektrik üreten ve depolayan elbiseler ile asetilen kullanılmamalıdır. Çalışma yapılan alanlar çok iyi havalandırılmalıdır. Asetilen zehirleyici değildir, ancak kaçaklar havadaki oksijen seviyesini %19.5`in altına indirirse şuur kaybı ve hatta ölüme kadar gidebilen sonuçlar yaratır 54
55 Kaynaklı Birleşimler 1. Gaz Eritme Kaynağı Demiryolu ray profili kesimi Çelik boru kesimi Oksi-Asetilen Kaynağı 55
56 Kaynaklı Birleşimler Modern çelik yapı atölyelerinde ise, levha ve profillerin kesilmesi işleminde çok daha gelişmiş yöntem ve donanımlar yardımıyla uygulanmaktadır. Bu işlem için kullanılan modern cihazlara Plazma Kesiciler denilmektedir Plazma kesimi 56
57 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Elektrotlu kaynak Tüm kaynak yöntemlerinde, kaynaklama işlemini gerçekleştirebilmek için; bir kaynak enerjisine, bu enerjiyi sağlayan ve kaynak bölgesine taşıyan bir donanıma, kaynak ağzını doldurmak için bir ek kaynak metaline ihtiyaç vardır. Bu üç unsur elektrik ark kaynağında; ark, kaynak makinesi ve kaynak elektrotu tarafından sağlanır. Ayrıca kaynakçıyı korumak, kaynaklanan parçaları bir arada tutabilmek, kaynak pozisyonunu ayarlayabilmek ve çalışma koşullarını kolaylaştırabilmek için bir takım yardımcı araç ve gerece ihtiyaç vardır, 57
58 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Örtülü elektrot kullanılarak yapılan elektrik ark kaynağında, kaynak için gerekli elektrik akımı, bir kaynak akım üretici tarafından sağlanır. Bu akım kablolar yardımıyla iş parçası ve elektrot pensesine iletilir. Kaynakçı elektrotu penseye takar ve iş parçasına değdirerek elektrik arkını oluşturur 58
59 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Tarihçe 1885 yılında erimeyen karbon elektrot kullanarak parça ile elektrot arasında ilk kez ark oluşturulmuştur. İlave metal (ikinci elektrot) kullanılarak ark kaynağı yapılmıştır. Bu usul Benardos kaynak yöntemi olarak anılır. Günümüzde terk edilmiştir yılında Zerener arkı güçlendirmek için çift karbon elektrot kullanmıştır 59
60 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Tarihçe Karbon elektrotlu ark kaynağı Patenti, N.Benardos
61 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) 1890 yılında Yugoslav Slavianoff hem ark teşekkül ettiren hem de eriyen elektrot (metal) kullanarak bugünkü metal ark kaynağının temelini atmış oldu. 61
62 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Slavianoff usulünde de erimiş haldeki kaynak bölgesini havanın tesirinden korumak mümkün olmamıştır. Ancak 1908 yılında İsveçli Oscar Kjellberg elektrot örtüsünü bularak bu mahsuru ortadan kaldırmıştır. Çıplak elektrotlar Örtülü elektrotlar Çıplak elektrodlar ile kaynak çekilmesi sırasında kaynak bölgesi havadan oksijen ve azot aldığından ve çabuk soğuma meydana geldiğinden kaynak dikişlerinin kalitesi ve mukavemeti düşük olur. Kuvvet aktaran dikişlerin çekilmesinde çıplak elektrot 62 kullanılmamalıdır.
63 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Günümüzde ark kaynağında kaynak metali olarak örtülü elektrotlar kullanılır. Örtülü elektrot ile elektrik ark kaynağı, ark kaynak yöntemleri içinde en basit ve en popüler olan yöntemdir. Bu yöntem, uygulamada demir esaslı veya demir dışı metal ve alaşımların kaynağında 1.2 mm den daha kalın parçalara, her kaynak pozisyonunda uygulanabilmektedir. Örtülü elektrot kullanılarak yapılan elektrik ark kaynağında ark, iş parçası ve eriyen elektrot arasında yanar ve bu şekilde eriyen elektrot aynı zamanda kaynak metali haline geçer. Elektrot örtüsü de aynı anda yanarak erir. Bu esnada açığa çıkan gaz ark bölgesini korur ve oluşan cüruf da kaynak dikişini örterek kaynak bölgesinin 63 korunmasını sağlar
64 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Elektrik ark kaynağında kaynak için gerekli ısı, elektrik arkı tarafından sağlanır. Şekilden de görüldüğü gibi elektrik arkı gerilimin etkisiyle kızgın olan katottan çıkan elektronların büyük bir hızla anodu bombardıman etmesiyle oluşur. Ortaya büyük bir enerji çıkar. Çıkan bu enerjinin %85 i ısı %15 i ışın enerjisidir. Işın enerjisi üç e ayrılır. 64
65 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Görünür Parlak Işın (%30) : Bu ışınlar göz kamaştırır. Korunmak için maske veya gözlük kullanılmalıdır. Ultraviyole (ultraviolet) Işın (%10) : Bu ışın gözde ve ciltte yanıklar meydana getirir. Fazla alınırsa yaraya dönüşür. Ayrıca bu ışın havanın oksijenini OZON gazına dönüştürür. Bu gaz ise zehirli bir gazdır. Bunun için kaynak yerleri havasız ve kapalı mekanlar olmamalıdır. Bu ışının zararından korunmak için eldiven ve önlük giyerek bütün vücudun korunması gerekir. Enfraruj (infrared) Işın (%60) : Bu ışınlar sıcaklık verirler fazla zararları yoktur. Sıcaklıktan korunmak yeterlidir. 65
66 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Elektrot kaynağında arkın oluşumu 66
67 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Ark Üflemesi : Bir telden bir akım geçtiği zaman manyetik bir alan meydana gelir. Bir elektrik arkı da hareket halindeyken bir iletken kabul edildiğinden onun etrafında da manyetik bir alan meydana gelir. Bu manyetik alan kaynak esnasında erimiş haldeki metali oynatır. İşte buna ark üflemesi denir. Ark üflemesi kaynak esnasında yetersiz birleşme (incomplete fusion) kusuruna neden olur. 67
68 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Arkın başlatılması, yanması, boyunun ayarlanması, söndürülmesi, kaynak hızı ve elektrot metalinin kaynak ağzını doldurması için gerekli manipülasyonlar tamamen kaynakçı tarafından yapılır. Kaynağın kalitesinde kaynakçı tecrübesi çok önemlidir. Kaynak sonrası dikiş üzerinde oluşan cüruf kaynakçı tarafından temizlenir. Çekiçle temizlenecek kaynak cürufu 68
69 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Elektrot kaynağı ile değişik biçimlerdeki iş parçalarını her pozisyonda kaynaklamak mümkündür. Bu yöntemde uygulanan kaynak pozisyonları; Oluk pozisyonunda yatay kaynak, iç ve köşe birleştirmelerinde yatay kaynak, aşağıdan yukarıya ve yukarıdan aşağıya düşey kaynak, korniş kaynağı ve tavan kaynağı şeklinde sıralanabilir. 69
70 Kaynaklı Birleşimler 2. Elektrik Ark Kaynağı (metal ergitme kaynağı) Elektrodlarla ilgili bilgi notu Elektrodlar 2~8 mm çapındadır ve kaynakla birleştirilecek parçaların malzemesine uygun alaşımda bir metalden seçilmelidir. Sıvalı elektrodlarda elektrodun yüzeyi sıvayla kaplanmıştır. Elektrodu kaplayan sıvanın pek çok faydaları vardır. Örneğin sıva maddesinin yanmasından oluşan koruyucu gazlar kaynak bölgesinden havayı uzaklaştırır. Ayrıca sıva malzemesi kaynak dikişinin üzerinde cüruf tabakası oluşturarak ergimiş haldeki malzemenin çabuk soğumasını ve bu nedenle dikiş içinde gaz habbeciklerinin kalmasını ve kaynak dikişinde ilave gerilmelerin olmasını önler. Sıvalı elektrodlar da üzerlerini kaplayan sıva malzemesinin kalınlığına bağlı olarak ince ve kalın sıvalı olmak üzere iki türlüdür. Örtülü elektrotla ark kaynağında, kaynak makinelerinin göreceli olarak daha ucuz ve basit olması, kaynakçının önemli ölçüde hareket serbestliğine sahip olması ve aynı kaynak makinesi ile sadece elektrot tipini değiştirerek farklı metallerin kaynağının 70 yapılabilmesi bu yöntemin imalatta yaygın olarak kullanılmasına neden olmuştur.
71 Kaynaklı Birleşimler 3. Tozaltı Kaynağı Temel olarak bir elektrik ark kaynağıdır. Bu kaynak yönteminde ark, bir mekanizma tarafından otomatik olarak kaynak bölgesine gönderilen çıplak tel ile iş parçası arasında oluşur. Aynı zamanda, kaynak yerine devamlı olarak bir toz dökülür ve ark, üzerine gelen toz altında yanar. Bu nedenle de, bu kaynaklama yöntemi Tozaltı Kaynak Yöntemi olarak isimlendirilmiştir Toz altı kaynak donanım şeması ve kaynak makinesi 71
72 Kaynaklı Birleşimler 3. Tozaltı Kaynağı Bu yöntemde, ark, bir toz örtüsü altında kaldığından etrafa ışınım yapmaz ve bu şekilde ark enerjisinin büyük bir kısmı (yaklaşık % 64 ü) doğrudan kaynak için harcanmış olur ve toz örtüsü kaynak banyosunu atmosferin olumsuz etkilerinden korur. Kaynak bölgesinin üzerini örten özel toz malzemesi 72
73 Kaynaklı Birleşimler 3. Tozaltı Kaynağı Tozaltı kaynağı, otomatik bir kaynak yöntemi olmanın yanında, güçlü bir kaynak yöntemidir. Bu kaynak yöntemi ile 1,2 mm den 300 mm kalınlığa kadar olan tüm çelik elemanların kaynağını yapmak mümkündür. Alaşımlı çelikleri kaynak yaparken kullanılan kaynak tozlarında, kaynak metalinin kimyasal kompozisyonunu dengeleyen alaşım elementleri bulunabilir. Özellikle uzun kaynak boyu uygulamaları (90 cm veya daha uzun) için uygundur. İnce ve kalın et kalınlıklı çelik profiller için kullanılabilir ve yüksek kaliteli köşe, kısmi ve tam nüfuziyetli küt kaynak işlemine uygundur, ayrıca kapalı ve açık alanlarda uygulanabilir. Ancak, 73 yöntem yatay kaynak pozisyonları için uygundur.
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
qwertyuiopasdfghjklzxcvbnmqw ertyuiopasdfghjklzxcvbnmqwert yuiopasdfghjklzxcvbnmqwertyui opasdfghjklzxcvbnmqwertyuiopa sdfghjklzxcvbnmqwertyuiopasdf
 qwertyuiopasdfghjklzxcvbnmqw ertyuiopasdfghjklzxcvbnmqwert yuiopasdfghjklzxcvbnmqwertyui opasdfghjklzxcvbnmqwertyuiopa Dersin Kodu sdfghjklzxcvbnmqwertyuiopasdf ARA SINAV Yazar ghjklzxcvbnmqwertyuiopasdfghj
qwertyuiopasdfghjklzxcvbnmqw ertyuiopasdfghjklzxcvbnmqwert yuiopasdfghjklzxcvbnmqwertyui opasdfghjklzxcvbnmqwertyuiopa Dersin Kodu sdfghjklzxcvbnmqwertyuiopasdf ARA SINAV Yazar ghjklzxcvbnmqwertyuiopasdfghj
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
T.C. MİLLÎ EĞİTİM BAKAN LIĞI
 T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ PERÇİNLEME ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ PERÇİNLEME ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
ÇELİK YAPILAR 3. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 3. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Sayısal Örnek Yukarıdaki şekilde görülen çelik yapı elemanının bağlandığı perçinlerin üzerine
ÇELİK YAPILAR 3. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Sayısal Örnek Yukarıdaki şekilde görülen çelik yapı elemanının bağlandığı perçinlerin üzerine
Bölüm 6. Birleşimlere giriş Perçinler Bulonlar
 Bölüm 6 Birleşimlere giriş Perçinler Bulonlar Birleşimler Birleşim yapma gereği: -Elemanların boyunu uzatmak -Elemanların enkesitini artırmak -Düğüm noktaları oluşturmak -Mesnetleri oluşturmak Birleşim
Bölüm 6 Birleşimlere giriş Perçinler Bulonlar Birleşimler Birleşim yapma gereği: -Elemanların boyunu uzatmak -Elemanların enkesitini artırmak -Düğüm noktaları oluşturmak -Mesnetleri oluşturmak Birleşim
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
ÇELİK YAPILAR 2. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
BÖLÜM-2 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ÇELİK PREFABRİK YAPILAR
 ÇELİK PREFABRİK YAPILAR 2. Bölüm Temel, kolon kirişler ve Döşeme 1 1. Çelik Temeller Binaların sabit ve hareketli yüklerini zemine nakletmek üzere inşa edilen temeller, şekillenme ve kullanılan malzemenin
ÇELİK PREFABRİK YAPILAR 2. Bölüm Temel, kolon kirişler ve Döşeme 1 1. Çelik Temeller Binaların sabit ve hareketli yüklerini zemine nakletmek üzere inşa edilen temeller, şekillenme ve kullanılan malzemenin
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
SÜRTÜNME ETKİLİ (KAYMA KONTROLLÜ) BİRLEŞİMLER:
 BİRLEŞİMLER:") SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun
 Dolu Gövdeli Kirişler TAŞIYICI SİSTEM TASARIMI 1 Prof Dr Görün Arun 072 ÇELİK YAPILAR Kirişler, Çerçeve Dolu gövdeli kirişler: Hadde mamulü profiller Levhalı yapma en-kesitler Profil ve levhalarla oluşturulmuş
Dolu Gövdeli Kirişler TAŞIYICI SİSTEM TASARIMI 1 Prof Dr Görün Arun 072 ÇELİK YAPILAR Kirişler, Çerçeve Dolu gövdeli kirişler: Hadde mamulü profiller Levhalı yapma en-kesitler Profil ve levhalarla oluşturulmuş
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
ÇELĐK PREFABRĐK YAPILAR
 ÇELĐK PREFABRĐK YAPILAR 2. Bölüm Temel, kolon kirişler ve Döşeme 1 1. Çelik Temeller Binaların sabit ve hareketli yüklerini zemine nakletmek üzere inşa edilen temeller, şekillenme ve kullanılan malzemenin
ÇELĐK PREFABRĐK YAPILAR 2. Bölüm Temel, kolon kirişler ve Döşeme 1 1. Çelik Temeller Binaların sabit ve hareketli yüklerini zemine nakletmek üzere inşa edilen temeller, şekillenme ve kullanılan malzemenin
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
3. BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI
 3. BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI Birleşim yapma gereği: elemanların boyunu uzatma, elemanların en kesitini arttırma (birleşik en kesitler), düğüm noktalarının ve mesnetlerin teşkili,... Birleşimlerin
3. BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI Birleşim yapma gereği: elemanların boyunu uzatma, elemanların en kesitini arttırma (birleşik en kesitler), düğüm noktalarının ve mesnetlerin teşkili,... Birleşimlerin
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ. Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI
 VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI Hidrolik boru tesisat bağlantılarını yapmak için yaygın olarak kullanılan üç bağlantı Yöntemi aşağıda gösterilmiştir. Yüksüklü bağlantı Kaynak
VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI Hidrolik boru tesisat bağlantılarını yapmak için yaygın olarak kullanılan üç bağlantı Yöntemi aşağıda gösterilmiştir. Yüksüklü bağlantı Kaynak
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
ZENON PANEL YAPI TEKNOLOJİSİ ZENON PANEL MALZEME VE BİLEŞENLERİ
 ZENON PANEL YAPI TEKNOLOJİSİ ZENON PANEL MALZEME VE BİLEŞENLERİ İÇİNDEKİLER 1. GİRİŞ... 3 2. ZENON PANEL DUVAR SİSTEMİ AÇIKLAMALARI... 4 2.1. Zenon Panel duvar sisteminin esasları... 4 2.2. Zenon Panel
ZENON PANEL YAPI TEKNOLOJİSİ ZENON PANEL MALZEME VE BİLEŞENLERİ İÇİNDEKİLER 1. GİRİŞ... 3 2. ZENON PANEL DUVAR SİSTEMİ AÇIKLAMALARI... 4 2.1. Zenon Panel duvar sisteminin esasları... 4 2.2. Zenon Panel
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ
 ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
BASINÇLI KAPLARDA ÇALIŞMALARDA İŞ SAĞLIĞI ve GÜVENLİĞİ
 1 Basınçlı kaplarda temel prensip olarak hidrostatik test yapılması esastır. Bu testler, standartlarda aksi belirtilmediği sürece işletme basıncının 1,5 katı ile ve bir yılı aşmayan sürelerle yapılır.
1 Basınçlı kaplarda temel prensip olarak hidrostatik test yapılması esastır. Bu testler, standartlarda aksi belirtilmediği sürece işletme basıncının 1,5 katı ile ve bir yılı aşmayan sürelerle yapılır.
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Kutay Mertcan AYÇİÇEK. Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı
 Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
ENLEME BAĞLANTILARININ DÜZENLENMESİ
 ENLEME BAĞLANTILARININ Çok parçalı basınç çubuklarının teşkilinde kullanılan iki tür bağlantı şekli vardır. Bunlar; DÜZENLENMESİ Çerçeve Bağlantı Kafes Bağlantı Çerçeve bağlantı elemanları, basınç çubuğunu
ENLEME BAĞLANTILARININ Çok parçalı basınç çubuklarının teşkilinde kullanılan iki tür bağlantı şekli vardır. Bunlar; DÜZENLENMESİ Çerçeve Bağlantı Kafes Bağlantı Çerçeve bağlantı elemanları, basınç çubuğunu
KAYNAK İŞLERİNDE İSG
 KAYNAK İŞLERİNDE İSG Kaynak işlerindeki başlıca tehlikeler şunlardır: Işın ve ışık Toz, gaz ve dumanlar Endüstriyel gazlar ve basınçlı gaz tüpler Elektrik Gürültü Kaynak yapılan ortamın özellikleri Oksi-asetilen
KAYNAK İŞLERİNDE İSG Kaynak işlerindeki başlıca tehlikeler şunlardır: Işın ve ışık Toz, gaz ve dumanlar Endüstriyel gazlar ve basınçlı gaz tüpler Elektrik Gürültü Kaynak yapılan ortamın özellikleri Oksi-asetilen
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI
 MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
ÇELİK YAPILARDA BİRLEŞİMLER
 ÇELİK YAPILARDA BİRLEŞİMLER Çelik yapılarda birleşimlerin kullanılma sebepleri; 1. Farklı tasıyıcı elemanların (kolon-kolon, kolon-kiris,diyagonalkolon, kiris-kiris, alt baslık-üst baslık, dikme-alt baslık
ÇELİK YAPILARDA BİRLEŞİMLER Çelik yapılarda birleşimlerin kullanılma sebepleri; 1. Farklı tasıyıcı elemanların (kolon-kolon, kolon-kiris,diyagonalkolon, kiris-kiris, alt baslık-üst baslık, dikme-alt baslık
İnşaat Müh. Giriş. Konu: ÇELİK YAPILAR. İnşaat Müh. Giriş Dersi Konu: Çelik Yapılar 1
 İnşaat Müh. Giriş Konu: ÇELİK YAPILAR İnşaat Müh. Giriş Dersi Konu: Çelik Yapılar 1 BALIKESİR Ü. MÜH. FAKÜLTESİ İnşaat Müh. Bölümü Çelik Yapı Dersleri Çelik Yapılar-I (Zorunlu ders, 3. sınıf I. Dönem)
İnşaat Müh. Giriş Konu: ÇELİK YAPILAR İnşaat Müh. Giriş Dersi Konu: Çelik Yapılar 1 BALIKESİR Ü. MÜH. FAKÜLTESİ İnşaat Müh. Bölümü Çelik Yapı Dersleri Çelik Yapılar-I (Zorunlu ders, 3. sınıf I. Dönem)
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
ÇELIK YAPı BIRLEŞTIRME ARAÇLARı
 ÇELIK YAPı BIRLEŞTIRME ARAÇLARı Birleşim çeşitleri: 1. Bulonlu birleşimler 2. Perçinli birleşimler 3. Kaynaklı birleşimler BIRLEŞIM ARAÇLARı 1. Bulonlar (Civata) Olağan bulonlar 1. Kaba (Siyah) Bulonlar
ÇELIK YAPı BIRLEŞTIRME ARAÇLARı Birleşim çeşitleri: 1. Bulonlu birleşimler 2. Perçinli birleşimler 3. Kaynaklı birleşimler BIRLEŞIM ARAÇLARı 1. Bulonlar (Civata) Olağan bulonlar 1. Kaba (Siyah) Bulonlar