MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
|
|
|
- Ufuk Koray
- 6 yıl önce
- İzleme sayısı:
Transkript
1 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA
 erimiş kaynak metaline girmesini engelleyerek, sağlam bir kaynak dikişi oluşturulmasını sağlamaktır.")
2 KORUYUCU GAZ Koruyucu gazların temel görevi, havada bulunan kaynak açısından zararlı gazların (oksijen, azot vb.) erimiş kaynak metaline girmesini engelleyerek, sağlam bir kaynak dikişi oluşturulmasını sağlamaktır. Bunun yanı sıra koruyucu gazlar, arkın karakteristiğini etkileyerek, kaynak metalinin transfer şeklini belirler, nüfuziyet ve kaynak hızını etkiler, kaynak banyosunu temizler ve kaynak metalinin mekanik özelliklerini belirler. 2

3 KORUYUCU GAZ 1- Kaynak bölgesini ve ergimiş kaynak banyosunu havadaki gazların zararlı etkilerinden korur. 2- Kaynak arkının düzgün oluşmasını ve kararlılığını sağlar. 3- Metal damla geçiş biçimini kontrol eder. 4- Farklı pozisyonlarda kaynak yapma işlemini kolaylaştırır. 5- İstenilen nitelikte nüfuziyet ve kaynak dikiş profili elde etmeyi sağlar. 3

4 Kaynak işlemi için gaz seçiminde çeşitli faktörlerin göz önünde bulundurulması gereklidir; Bunlar şu şekilde sıralanabilir: 1- Kaynatılan metal veya alaşımın türü, 2- Ark karakteristiği ve metalin damla geçiş biçimi, 3- Kaynak hızı, 4- Parça kalınlığı, gereken nüfuziyet ve kaynak dikişinin biçimi, 5- Tedarik edilebilirlik ve gazın maliyeti, 6- Kaynak dikişinden beklenen mekanik özelikler. 4

5 KORUYUCU GAZLAR SOY GAZLAR * ARGON * HELYUM * ARGON + HELYUM KARIŞIMI AKTİF GAZLAR * KARBONDİOKSİT KARIŞIM GAZLAR * ARGON + OKSİJEN * ARGON + KARBONDİOKSİT * ARGON + KARBONDİOKSİT + OKSİJEN * ARGON +HELYUM + KARBONDİOKSİT * ARGON + KARBONDİOKSİT + HİDROJEN 5
6 ASAL GAZLAR Asal gazlar, kabuklarındaki bütün yerlerin elektronlar ile dolu olması, diğer bir deyimle dış kabuğun kapalı olması dolayısı ile diğer elementlerin atomları ile elektron alışverişinde bulunamazlar; yani kimyasal bir reaksiyon oluşturamazlar. Koruyucu gaz kaynağı yöntemlerinde, asal gaz olarak helium ve argon kullanılır. 6
7 7
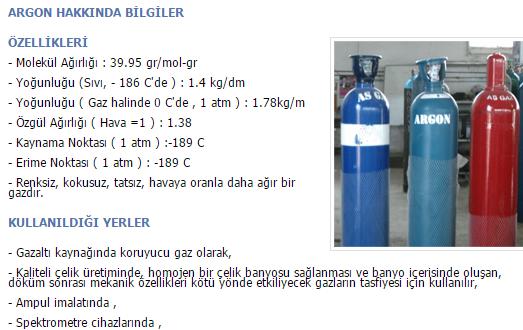
8 ARGON GAZI Demirdışı metallerin kaynağında %100 oranında kullanılır. Alaşımsız ve düşük alaşımlı çeliklerin kaynağında ark çok kararsız yandığından tek başına kullanılmaz. Parmak şeklinde bir nüfuziyet profili sağlar. Sprey arkı destekler. Arkı başlatmak kolaydır. Karışım koruma gazlarının ana bileşenidir. 8
9 ARGON Yoğunluk (1,784 kg/m3) * Argon, havadan yaklaşık olarak 1.4 defa yoğundur * Argon havadan ağır olduğu için yatay pozisyonda en iyi korumayı sağlar * Tavan pozisyonunda Helyumdan biraz daha fazla gaz debisine gereksinim duyulur. Isıl İletkenlik (300 K) m W m 1 K 1 Argon, Helyuma oranla daha düşük ısıl iletkenliğe sahiptir. Ark sütunu geniş ve sütunun dış kısımlarında sıcaklık daha düşük, merkezinde ise daha yüksektir. Bu nedenle kaynak dikişlerinde nüfuziyet dikişin merkezinde 9 derin kenarlarında ise azdır.
10 ARGON İyonlaşma Enerjisi ( kj/mol ) * Argon Helyuma göre daha düşük iyonlaşma enerjisine sahiptir. Dolayısıyla daha düşük ark voltajı oluşturur. * Düşük gerilimlerde kararlı ark sağlar * Ark kolay başlar Metal Damla Geçiş Biçimi * Argon ve Argonca zengin koruyucu gazlarda damla geçişi, sprey ark biçimindedir. Kullanıldığı Malzemeler * Saf Argon bütün metal ve alaşımların kaynağında kullanılır. 10
11 ARGON GAZI Argon gazı, içinde oluşan arkın gerilim düşümü diğer koruyucu gazlara nazaran daha azdır, ayrıca argonun ısı iletme kabiliyetinin de zayıf olması nedeni ile ark sütunu daha geniş ve sıcaklığı da özellikle dış kısımlarda düşüktür. Sütunun merkezinde gerek metal buharları ve gerekse damla geçişi dolayısı ile sıcaklık daha yüksektir. Bu bakımdan argon'un koruyucu gaz olarak kullanıldığı kaynak dikişlerinde nüfuziyet dikişin merkezinde derin, kenarlarda azdır. 11
12 Al ve Cu gibi metallerin kaynağı için uygun olan argon, çelikler halinde, ancak başka gazlarla karıştırılarak kullanıldığında iyi sonuçlar vermektedir. Helium'un havadan çok hafif olması gaz sarfiyatını çok arttırmaktadır. Örneğin; yatay pozisyonda aynı şartlarda argonun yaptığı korumayı sağlamak için 3 misli heliuma gerek vardır. Helium atmosferi, ısıyı iyi ilettiğinden, bu gazın koruyucu gaz olarak kullanılması halinde derin nüfuziyetli kaynak dikişleri elde edilir. Ark geriliminin düşümü de argona nazaran yüksek olduğundan, helium atmosferinde oluşan kaynak arkı daha yüksek enerjilidir. Bu bakımdan ısıyı iyi ileten metallerin kalın kesitlerinin kaynağında ekseriya ön ısıtma gerektirmez. 12
13 Çeşitli Asal gaz ve karışım gaz atmosferlerinde oluşan ark gerilimi 13
14 HELYUM GAZI Çoğunlukla paslanmaz ve alüminyum kaynakları için gaz karışımlarına eklenir. Isıl iletkenliği çok yüksektir. Geniş fakat derin olmayan nüfuziyet profili verir. Avrupa da ve Türkiye de üretilemediğinden pahalıdır ve pek tercih edilmez. Argona helyum ilavesi korozyona dirençli uygulamalarda ana malzemelerin incelmesini engellemede etkilidir. 14
15 . En hafif monoatomik gazlardan birisi olan helyum, argona göre 10 kat daha hafiftir ve bu özeliği ile de kaynak sırasında etkin bir korumanın gerçekleştirilebilmesi için gerekli gaz sarfiyatını atırmaktadır; örneğin yatay pozisyonlarda aynı koşullarda argonun yaptığı korumayı sağlamak için 3 kat helyuma gerek vardır. Helyum atmosferi ısıyı iyi ilettiğinden, bu gazın koruyucu gaz olarak kullanılması halinde derin nüfuziyetli kaynak dikişleri elde edilir. 15
16 Helyumun iyonizasyon potansiyeli argona nazaran daha yüksek olduğundan, helyum atmosferinde oluşan kaynak arkı daha yüksek enerjilidir. Bu bakımdan ısıyı iyi ileten bakır, alüminyum ve magnezyum gibi metallerin kalın kesitlerinin kaynağında genellikle ön tav gerektirmez. Helyumun koruyucu gaz olarak kullanıldığı TIG veya MIG/MAG kaynağı uygulamalarında daha geniş ve argona nazaran da daha derin nufuziyetli kaynak dikişleri elde edilir; bu olay, yüksek hızda çalışan mekanize kaynak uygulamalarında önemli bir üstünlük olarak karşımıza çıkar 16
 151.")
17 HELYUM Yoğunluk (0,1787 kg/m3) * Helyum ise, havanın yoğunluğunun 0.14 katıdır * Helyumun havadan hafif olması nedeniyle yatay pozisyondaki gaz sarfiyatı Argona göre 3 kat daha fazla olur. * Tavan pozisyonunda ise Argona göre daha az gaz debisine gereksinim duyulur. Isıl İletkenlik (300 K) m W m 1 K 1 Helyum Argona oranla çok daha yüksek ısıl iletkenliğe sahiptir Ark sütunundaki sıcaklık dağılımı homojendir. Helyum daha derin ve geniş bir dikiş oluşturur. 17

18 HELYUM İyonlaşma Enerjisi ( kj/mol ) * Helyum Argona göre daha yüksek iyonlaşma enerjisine sahiptir. Dolayısıyla daha yüksek ark voltajı oluşturur. * Metale daha çok ısı verdiğinden nüfuziyet artar. * Yüksek ısı sayesinde akışkanlık artacağından yüksek kaynak hızı sağlar. Metal Damla Geçiş Biçimi * İri damlalı ark geçişi oluşturur. Bu nedenle Helyum arkı Argon arkına göre daha fazla sıçramaya ve daha kötü kaynak dikişi görünümüne sebep olur. Kullanıldığı Malzemeler * Saf Helyum, Bakır ve Alüminyum alaşımlarının kaynağında kullanılır. 18

19 19
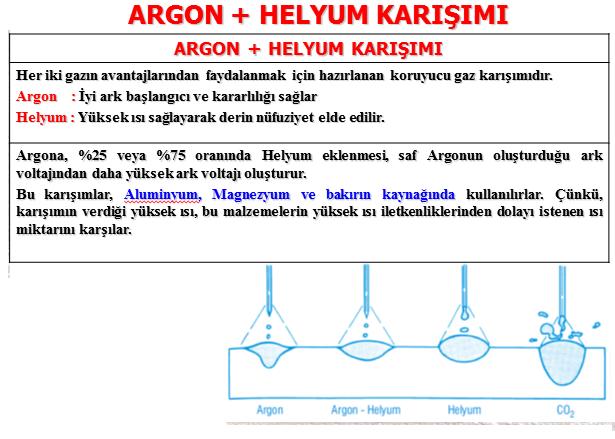
20 ARGON- HELYUM KARIŞIMLARI Argon ve helyum karışımları hem argonun hem de helyumun en üstün özeliklerini bir arada elde edebilmek amacı ile geliştirilmiş ve bu sayede nufuziyet ve ark kararlılığı optimize edilmiştir; helyuma %25 argon eklenmesi ile saf argon haline göre daha derin nufuziyet ve saf argon halinden daha üstün ark kararlılığı bir arada elde edilebilmektedir. Uygulamada, bu iki gazın %80 He ve %20 Ar dan, % 75Ar+% 25He a kadar çok değişik karışımları ile karşılaşılmaktadır. 20
21 KARBONDİOKSİT (CO2) Karbondioksit renksiz, kokusuz ve özgül ağırlığı 1,997 kg/m 3 olan bir gazdır. Havadan takriben 1,5 misli daha ağırdır. Basınçlı tüplerde kullanılır. Karbondioksit tüpleri 15 C'de takriben 65 atmosferde doldurulur. Bu şartlarda tüpün ihtiva ettiği gaz sıvı haldedir. Kullanma sırasında sıvı haldeki karbondioksit gaz haline geçer. 21
22 Tüp içinde karbondioksitin çok büyük bir kısmının sıvı halde bulunması nedeni ile hiçbir zaman bu tüpler eğik veya yatay durumda kullanılmamalıdır; karbondioksit tüpleri daima kullanma esnasında dik durumda tutulmalıdır. Birçok aktif gazın kaynakta koruyucu gaz olarak kullanılmaya uygun olmamalarına karşın, karbondioksit sağladığı çok sayıda üstünlük dolayısı ile az alaşımlı ve sade karbonlu çeliklerin Gazaltı kaynağında çok geniş çapta bir uygulama alanı bulmuştur. 22
23 Karbondioksitin çeliklerin kaynağında sunduğu avantajlar derin nüfuziyet, daha yüksek kaynak hızları ve düşük kaynak maliyeti olarak sıralanabilir. Karbondioksit ile düşük akım şiddetleri ve ark gerilimlerinde kısa ark ile yüksek akım değerlerinde ise uzun ark damlalı metal geçişi ile kaynak yapmak mümkün olabilmektedir. Karbondioksit atmosferi altında yapılan, diğer bir deyimle koruyucu gaz olarak karbondioksit, kullanılan kaynak yöntemine Metal Activ Gas kelimelerinin baş harflerinden faydalanılarak MAG adı verilmiştir. 23
24 Karbondioksit, argon gibi mono atomik elementel bir gaz olmadığından, arkın yüksek sıcaklığında karbon monoksit ve oksijene ayrışır. Serbest kalan oksijen kaynak banyosundaki elementlerle birleşir; ark sütunu içinde ionize olan gaz kaynak banyosuna doğru gelir ve bir miktarı tekrar karbondioksit haline geçer ve dolayısı ile ayrışma esnasında almış olduğu ısıyı tekrar verir ve bu da dikişte nüfuziyetin artmasına neden olur. Banyo içinde demiroksit ayrıca mangan ve silisyum tarafından redüklenir. Mangan ve silisyum kaybı kaynak telinin bileşimi tarafından karşılanır. Bu bakımdan çeliklerin kaynağında MIG yöntemi için üretilmiş teller MAG yönteminde kullanılamaz. 24

25 KARBONDİOKSİT (CO2) Karbondioksit gazı aktif ve oksitleyici bir bir gaz olup, yoğunluğu 1,98 kg/m3 dür. Bu gaz kullanıldığında Gazaltı Kaynak Yöntemi MAG adını almaktadır. Çeliklerde derin nüfuziyet sağlar. Maliyeti nispeten düşüktür. Düşük akım şiddeti ve ark gerilmelerinde kısa ark damla geçişi ile kaynak yapılabilir. Yüksek akım değerlerinde uzun ark damla metal geçişi ile kaynak yapılabilir. Et kalınlığı ince malzemelerde delinme, yanma gibi kaynak hatalarına sebep olabilir. Karbon dioksit, yüksek ark sıcaklığında karbon monoksit ve oksijene ayrışır. Serbest kalan oksijenin bir kısmı kaynak banyosundaki elementlerle birleşir. Diğer bir kısmı da kaynak banyosunda tekrar CO2 haline geçer. Böylece ayrışma esnasında almış olduğu ısıyı tekrar verir. Böylece nüfuziyetin artmasına sebep olur. Kaynak bölgesi içerisinde kimyasal reaksiyon neticesinde Mangan ve Silisyum kaybı oluşur. Bu kayıp kullanılan kaynak telinin bileşimi tarafından karşılanır. Bu nedenle çeliklerin kaynak işleminde MIG yöntemi için üretilen kaynak telleri MAG yönteminde kullanılması tavsiye edilmez. MAG kaynak işlemi esnasında bir miktar alaşım elementi oksidasyon ile kaybolduğundan, dikişin üzerinde çok ince kahverengimsi renkte bir çapak oluşmasına sebep olur. Bu da fırça 25 yardımıyla kolayca temizlenebilir.
26 GAZIN DEPOLANMASI: Karbondioksit tüpleri 15 C de yaklaşık 65 atmosferde doldurulur. Tüp içerisindeki CO2 sıvı halde olup, tüpün üst kısmında 1/3 lük bölümünde buharlaşmış CO2 gaz halinde bulunur. Kullanım sırasında tüpün bu kısmındaki gazın basıncı düştükçe, sıvı CO2 den buharlaşarak basınç normale döner. PROBLEM: Sıvı CO2 gazının buharlaşması esnasında tüp, daima bir buharlaşma ısısına ihtiyaç duyar. Eğer çok fazla gaz tüpten çekilirse, tüp içerisindeki sıcaklığın düşüşünden dolayı, sıvı CO2 zerrecikleri, CO2 karına dönüşür. Bu kar, gaz çıkış borusunu ve dedentörü tıkayabilir. ÇÖZÜM: Sürekli 12 litre/dakika dan daha fazla debilerde CO2 gazı çekilmesi gerekiyorsa, birden fazla tüpün manifold ile bağlanarak kullanılması tavsiye edilir. Soğuk iklim şartlarında CO2 gaz zerreciklerinin tıkanıklığa sebep olmaması için, tüp çıkışına ISITICI takılır. DİKKAT! Tüp içerisindeki CO2 in büyük bir kısmı sıvı halde bulunduğu için, tüpler eğik veya yatay konumda kullanılmamalıdır. Tüpler daima dik pozisyonda tutulmalıdırlar. 26
27 CO 2 atmosferinde oluşan reaksiyonlar 27
28 NİÇİN KARIŞIM GAZLAR KULLANILIR? Saf halde Argon, Helyum veya Karbondioksit gazlarının koruyucu gaz olarak kullanılması, bazı metal ve alaşımlarında istenen kaynak dikiş özelliklerini sağlamada yetersiz kalmaktadır. Karışım gazlarının kullanılmasının amacı: * Parça kalınlığına göre istenilen nüfuziyetin sağlanması, * Malzeme cinsine göre kaynak ark kararlılığının daha düzenli olmasının sağlanmasını, * Kaynak hızının arttırılması, * Kaynak kalitesi ve mekanik özelliklerinin iyileştirilmesi, * Sıçrama probleminin en aza indirilmesi. 28
29 KARIŞIM GAZLAR Ark atmosferinin karakteri, kullanılan çeşitli gaz ve gaz karışımlarına bağlı olarak değişir. He ve Ar karışımları koruyucu gaz olarak yukarıda belirtilmiş olan özelikleri karışım oranına göre gösterirler. Argon gazına az miktarda Oksijen, çeşitli oranlarda CO 2 ilave ederek karışım gazlar elde edilir. Argon, helium gibi asal gazların oluşturdukları ark atmosferinin nötr bir karakter göstermesine karşın, argon gazına oksijen veya karbondioksit gibi aktif gazların karıştırılmasıyla ark atmosferine oksitleyici bir karakter kazandırılabilir. Hidrojen gazının karıştırılması halinde ise redükleyici bir gaz atmosferi oluşur. 29
30 Argon'a oksijen veya karbondioksit gazlarının karıştırılması ile oluşan ekzoterm bir reaksiyon sonucunda kaynak banyosunun sıcaklığı yükselir ve yüzey gerilimi zayıflar, böylece kaynak banyosunun akıcılığı yükseltilmiş ve gazı giderilmiş olur. Ayrıca, koruyucu gazın oksijen içermesi düşük akım yoğunluklarında da ince taneli ve kısa devresiz damla geçişinin (Sprey ark) oluşmasına yardımcı olur. Çeliğin MIG kaynağında argon gazına oksijen ve karbondioksit karıştırılmaktadır. Böylece oksijen kolay eriyen oksitlerin oluşumunu hızlandırarak, eriyen elektrot telinden düşen damlaların yüzey gerilimini zayıflatmakta ve ince taneli bir metal geçişi sağlamaktadır. 30
31 OKSİJEN Bir oksitleyicidir ve erimiş kaynak havuzundaki elementlerle reaksiyona girerek oksitler oluşturur. Argon ile dengelenen karışıma az miktarda oksijen (1-5 %) eklenmesi ile iyi bir ark kararlılığı ve çok düzgün kaynak dikişi görünümleri elde edilebilir Dolgu malzemelerine eklenen deoksidantlar ile oksijenin okside edici etkisi giderilir. Kaynak havuzundaki oksidasyonun etkilerini azaltmak için uygun alaşımlı elektrot kullanılmalıdır. 31
32 HİDROJEN Paslanmaz çelikler ve nikel alaşımlarının kaynağı sırasında argon korumasına çok az miktarlarda (1-5%) eklenir. Isıl iletkenliği yüksek olduğundan kaynak havuzu sıvılaşır ve daha hızlı kaynak yapmak mümkün olur. 32
33 AZOT Atmosferin %78'ini oluşturan azot iki temel özelliğiyle, birçok endüstride yoğun olarak kullanılan bir gazdır. Azot birçok malzemeye karşı soy olup, sıvı halde oldukça soğuktur. Normal koşullar altında, kimyasal olarak reaksiyona girmez. Azot atmosferi altında yanma reaksiyonlarının yanı sıra birçok kimyasal reaksiyonun gerçekleşmesi engellenebilir. ostenitik krom- nikelli paslanmaz çeliklerin kaynağında kök koruma gazı olarak kullanılmasının yanısıra Ar, He, CO 2 karışım gazları içinde az miktarda katılarak kullanımı vardır. Plazma arkı oluşturma da karışım gaz içinde kullanılır. 33
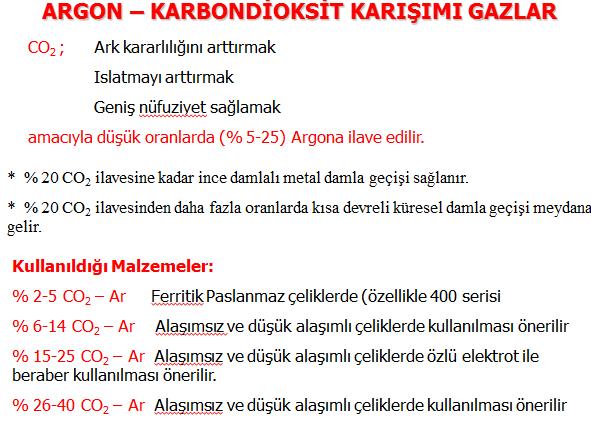
34 ARGON + CO 2 En çok kullanılan gaz karışımıdır. Dört transfer modunda da argon CO 2 karışımları kullanılır. Hadde pullu çeliklerin kaynağında Ar+CO 2 karışımları kullanılır. Paslanmaz çeliklerin darbeli arkla kaynağında CO 2 miktarı %4 ü geçmemelidir. Eksenel ve darbeli sprey transfer modunda CO 2 yüzdesi %18 den az olmalıdır. CO 2 yüzdesi arttıkça ısı girdisi artar ve kaynak yaparken ana malzemenin delinme riski yükselir. Kısa devre transferi CO 2 /Ar kombinasyonlarının kullanıldığı düşük ısı girdili bir yöntemdir. Bu yöntemden faydalanmak için CO 2 yüzdesi %20 veya daha fazla olmalıdır. 34
35 35
36 36
37 ARGON + O 2 Ar+CO 2 karışımlarından daha düşük akım şiddetlerinde eksenel sprey transfer ile kaynak yapmaya olanak sağlar. Damlacık boyutları daha küçük ve kaynak havuzu daha akışkandır. İnce malzemeler üzerinde hızlı kaynak yapmaya çok uygundur. Hem paslanmaz çeliklerin hem de karbon çeliklerinin kaynağında Argon + Oksijen karışımlarından faydalanılabilir. 37
38 ÜÇLÜ KORUMA GAZLARI Üç tip gazdan oluşan karışımlar karbon çeliği, paslanmaz çelik ve sınırlı durumlarda nikel alaşımları için popülerdir. Karbon çeliği üzerinde kısa devre ile kaynak yaparken Argon ve CO2 gazlarına %40 He ilavesi daha geniş bir nüfuziyet profili sağlar. Daha geniş nüfuziyet profili ve yan cidarlara daha iyi işleme, yetersiz nüfuziyet eğilimini azaltır. Paslanmaz çelikler için üçlü koruma gazları oldukça yaygındır. 38
39 Sprey iletim için koruma gazları METAL KORUYUCU GAZ ÜSTÜNLÜKLERİ Alaşımsız Çelikler Paslanmaz Çelikler Düşük Alaşımlı Çelikler %75 Ar + %25 CO2 %75 Ar + %25 CO2 Argon + %5-10 CO2 %90 He + %7,5 Ar + %2,5 CO2 %60-70 He + %25-35 Ar +%4,5 CO2 %75 Ar + %25 CO2 3 mm kalınlıklara kadar, yüksek kaynak hızları; en az çarpılma ve sıçrama 3 mm den kalın; en az sıçrama; temiz kaynak görüntüsü; düşey ve tavan pozisyonlarında iyi bir banyo kontrolü Daha derin nüfuziyet; daha yüksek kaynak hızı Korozyon direnci üzerinde kötü bir etkisi yok; ısı tesiri altındaki bölge dar; yanma oluğu yok; en az çarpılma En az reaktivite; mükemmel tokluk; mükemmel ark kararlılığı, ıslatma özelliği ve dikiş profili; çok az sıçrama Orta derecede tokluk; mükemmel ark kararlılığı, ıslatma özelliği ve dikiş profili; çok az sıçrama 39
40 Kısa devre iletim için koruma gazları METAL KORUYUCU GAZ ÜSTÜNLÜKLERİ Alaşımsız Çelikler Argon + %1-5 O2 Arkın kararlılığını arttırır; daha akışkan ve kontrol edilebilir bir kaynak banyosu oluşturur; iyi bir birleşme ve dikiş profili sağlar; yanma oluğunu en az düzeye indirir; saf argona oranla daha yüksek kaynak hızına olanak sağlar. Argon + %3-10 CO2 İyi bir dikiş profili; sıçramayı en az düzeye indirir; soğuk kaynak olasılığını azaltır; pozisyon kaynağına uygun değildir. Düşük Alaşımlı Çelikler Argon + %2 O2 Yanma oluğunu en az düzeye indirir; iyi bir tokluk sağlar Paslanmaz çelikler Argon + %1 O2 Argon + %2 O2 Arkın kararlılığını arttırır; daha akışkan ve kontrol edilebilir bir kaynak banyosu oluşturur; kalın paslanmaz çeliklerde yanma oluğunu en az düzeye indirir. İnce paslanmaz çeliklerde %1 O2 li karışıma oranla iyi ark kararlılığı ve birleşme sağlar. 40


41 41
42 MIG-MAG Kaynak yönteminde kullanılan koruyucu gazlar 42
43 Not: X= Kullanılabilir (X) = Şartlı kullanılabilir. 43
44 44
45 Argon, Helyum ve CO2 atmosferinde oluşan ark ve dikişin formu 45
46 Dikiş formu ile nüfuzîyetin, çeşitli gaz karışımlarındaki durumu 46
47 Kaynaklar Tülbentçi, Kutsal, MIG-MAG Eriyen Elektrod İle Gaz Altı Ark Kaynağı. Gedik holding 1990, İstanbul. Anık, S., Vural, M. Gaz altı ark kaynağı Gedik yayın no:3, İstanbul Anık, Selahaddin, 100 Soruda Kaynak Teknolojısı El Kitabı, Birsen Yayınevi, 1993, İstanbul 47
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI
 KAYNAĞI") Yrd.Doç.Dr. İbrahim ERTÜRK ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI İlk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında
Yrd.Doç.Dr. İbrahim ERTÜRK ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI İlk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
İÇERİK. Amaç Yanma Dizel motorlardan kaynaklanan emisyonlar Dizel motor kaynaklı emisyonların insan ve çevre sağlığına etkileri Sonuç
 SAKARYA 2011 İÇERİK Amaç Yanma Dizel motorlardan kaynaklanan emisyonlar Dizel motor kaynaklı emisyonların insan ve çevre sağlığına etkileri Sonuç Yanma prosesinin incelenmesi ve temel yanma ürünleri Sıkıştırmalı
SAKARYA 2011 İÇERİK Amaç Yanma Dizel motorlardan kaynaklanan emisyonlar Dizel motor kaynaklı emisyonların insan ve çevre sağlığına etkileri Sonuç Yanma prosesinin incelenmesi ve temel yanma ürünleri Sıkıştırmalı
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
MADDENİN SINIFLANDIRILMASI
 MADDENİN SINIFLANDIRILMASI MADDE Saf madde Karışımlar Element Bileşik Homojen Karışımlar Heterojen Karışımlar ELEMENT Tek cins atomlardan oluşmuş saf maddeye element denir. ELEMENTLERİN ÖZELLİKLERİ Elementler
MADDENİN SINIFLANDIRILMASI MADDE Saf madde Karışımlar Element Bileşik Homojen Karışımlar Heterojen Karışımlar ELEMENT Tek cins atomlardan oluşmuş saf maddeye element denir. ELEMENTLERİN ÖZELLİKLERİ Elementler
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
ENDÜSTRİYEL GAZLARIN KAYNAK VE KESİM UYGULAMALARINDAKİ KULLANIM ALANLARI
 ENDÜSTRİYEL GAZLARIN KAYNAK VE KESİM UYGULAMALARINDAKİ KULLANIM ALANLARI Bahar SEVİM 1, Makina Mühendisi 1 IWE-Air Liquide Gaz Sanayi, bahadir.sevim@airliquide.com ÖZET Bu sunumda genel olarak kaynak ve
ENDÜSTRİYEL GAZLARIN KAYNAK VE KESİM UYGULAMALARINDAKİ KULLANIM ALANLARI Bahar SEVİM 1, Makina Mühendisi 1 IWE-Air Liquide Gaz Sanayi, bahadir.sevim@airliquide.com ÖZET Bu sunumda genel olarak kaynak ve
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
GEV. Gedik Eğitim Vakfı. Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI
 GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI Prof. Dr.-Müh. Kutsal TÜLBENTÇİ 1990 Bu kitap, GEDİK HOLDİNG Basın Yayın ve Halkla
GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI Prof. Dr.-Müh. Kutsal TÜLBENTÇİ 1990 Bu kitap, GEDİK HOLDİNG Basın Yayın ve Halkla
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM
 MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
1070-Al99,7. Kimyasal Kompozisyon (%) Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları
 Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları") 17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden
 TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
Birimler. 0-315 C 16,6 µm/mk. 0-538 C 17,2 µm/mk. 0-700 C 18,3 µm/mk. 0-1000 C 19,5 µm/mk
 Paslanmaz Çelik Sac 309 309 kalite paslanmaz çelik 1,50mm'den 12mm'ye kadar stoklarimizda bulunmaktadir. Bu kalite paslanmaz çelik tipik atese 1000 C'ye kadar dayaniklidir. FIZIKSEL ÖZELLIKLER / 309 Aksi
Paslanmaz Çelik Sac 309 309 kalite paslanmaz çelik 1,50mm'den 12mm'ye kadar stoklarimizda bulunmaktadir. Bu kalite paslanmaz çelik tipik atese 1000 C'ye kadar dayaniklidir. FIZIKSEL ÖZELLIKLER / 309 Aksi
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ
 ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
KOROZYONUN ÖNEMİ. Korozyon, özellikle metallerde büyük ekonomik kayıplara sebep olur.
 KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
KOROZYON TÜRLERİ Başlıca 8 korozyon türü vardır. Bunlar:
 KOROZYON TÜRLERİ Sınıflandırma genellikle korozyona uğrayan metalin görünümü yardımı ile yapılmaktadır. Birçok korozyon türünü çıplak gözle ayırt etmek mümkündür. Bazı durumlarda korozyon türünü belirleyebilmek
KOROZYON TÜRLERİ Sınıflandırma genellikle korozyona uğrayan metalin görünümü yardımı ile yapılmaktadır. Birçok korozyon türünü çıplak gözle ayırt etmek mümkündür. Bazı durumlarda korozyon türünü belirleyebilmek
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
www.muhendisiz.net 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ
 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
Örnek : 3- Bileşiklerin Özellikleri :
 Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani
Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani
6.WEEK BİYOMATERYALLER
 6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı
 bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı") Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani madde yani bileşik
Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani madde yani bileşik
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
G AZ ALTI KAYNAĞI MIG - MAG KAYNAĞI
 G AZ ALTI KAYNAĞI MIG - MAG KAYNAĞI Prof. Dr. Kutsal TÜLBENTÇİ İTÜ KİMYA - METALÜRJİ MAKİNASI 12 KASIM 1993 MIG - MAG KAYıNAK DONANIMI Bir NÎIG kaynak donanımı şu kısımlardan oluşur: 1.- Kaynak tabancası
G AZ ALTI KAYNAĞI MIG - MAG KAYNAĞI Prof. Dr. Kutsal TÜLBENTÇİ İTÜ KİMYA - METALÜRJİ MAKİNASI 12 KASIM 1993 MIG - MAG KAYıNAK DONANIMI Bir NÎIG kaynak donanımı şu kısımlardan oluşur: 1.- Kaynak tabancası
BİLEŞİKLER VE FORMÜLLERİ
 BİLEŞİKLER VE FORMÜLLERİ Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur). Bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere
BİLEŞİKLER VE FORMÜLLERİ Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur). Bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere
tmmob makina mühendisleri odası uygulamalı eğitim merkezi Buhar Kazanı Verim Hesapları Eğitimi
 tmmob makina mühendisleri odası uygulamalı eğitim merkezi Buhar Kazanı Verim Hesapları Eğitimi Alpaslan GÜVEN Makina Yük.Mühendisi Enerji Yöneticisi EEP Eğitmeni Ekim - 2012 BUHAR KAZANLARI Kazan: İçerisinde
tmmob makina mühendisleri odası uygulamalı eğitim merkezi Buhar Kazanı Verim Hesapları Eğitimi Alpaslan GÜVEN Makina Yük.Mühendisi Enerji Yöneticisi EEP Eğitmeni Ekim - 2012 BUHAR KAZANLARI Kazan: İçerisinde
Hidroliğin Tanımı. Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır.
 HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KORUYUCU GAZ KAYNAĞINDA (MIG/MAG) GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ
 GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ") DOKUZ EYLÜL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ KORUYUCU GAZ KAYNAĞINDA (MIG/MAG) GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ Gürel TÜRKKAN Mart, 2008 İZMİR KORUYUCU GAZ KAYNAĞINDA (MIG/MAG)
DOKUZ EYLÜL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ KORUYUCU GAZ KAYNAĞINDA (MIG/MAG) GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ Gürel TÜRKKAN Mart, 2008 İZMİR KORUYUCU GAZ KAYNAĞINDA (MIG/MAG)
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
HEATING ELEMENT TECHNOLOGIES CORP. PASLANMAZ ÇELİK BORU. Kaliteyi Biz Üretelim, Sizler İle Paylaşalım...
 HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
ELEMENTLER VE BİLEŞİKLER
 ELEMENTLER VE BİLEŞİKLER 1- Elementler ve Elementlerin Özellikleri a) ELEMENTLER Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere
ELEMENTLER VE BİLEŞİKLER 1- Elementler ve Elementlerin Özellikleri a) ELEMENTLER Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere
ENERJİ YÖNETİMİ VE POLİTİKALARI
 ENERJİ YÖNETİMİ VE POLİTİKALARI KAZANLARDA ENERJİ VERİMLİLİĞİ ÖĞRENCİNİN ADI:KUBİLAY SOY ADI:KOÇ NUMARASI:15360038 KAZANLAR Yakıtın kimyasal enerjisini yanma yoluyla ısı enerjisine dönüştüren ve bu ısı
ENERJİ YÖNETİMİ VE POLİTİKALARI KAZANLARDA ENERJİ VERİMLİLİĞİ ÖĞRENCİNİN ADI:KUBİLAY SOY ADI:KOÇ NUMARASI:15360038 KAZANLAR Yakıtın kimyasal enerjisini yanma yoluyla ısı enerjisine dönüştüren ve bu ısı
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
GAZALTI KAYNAK TEKNİĞİ
 KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
BAKIR VE ALAŞIMLARININ KAYNAK KABİLİYETİ
 BAKIR VE ALAŞIMLARININ KAYNAK KABİLİYETİ Bakır bütün metalsel malzemeler gibi kaynakla birleştirilebilir, bununla beraber bazı olaylar ve bakırın bazı özellikleri bu hususu etkilemekte ve bakırın kaynağını
BAKIR VE ALAŞIMLARININ KAYNAK KABİLİYETİ Bakır bütün metalsel malzemeler gibi kaynakla birleştirilebilir, bununla beraber bazı olaylar ve bakırın bazı özellikleri bu hususu etkilemekte ve bakırın kaynağını
SICAK SU HAZIRLAYICISI (BOYLER)
") SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına