Güç vidaları da makine parçalarından olup, onlar üzerinde de mühendisler tarafından yoğun bir araştırma sürdürülmektedir.
|
|
|
- Tolga Oz Dikmen
- 8 yıl önce
- İzleme sayısı:
Transkript
1 10 VIDA DİŞLİ BAĞLAMA ELEMANLARI 10.1 GİRİŞ Makine mühendis olmayan kişiler bağlama elemanlarından (cıvata, somun ve vida) bahsederken son derece önemsizlermiş gibi konuşurlar. Makine mühendisleri ise bağlama elemanlarının çok çeşitlerinin olduğunu ve bunların tasarım detaylarına dikkat edilmesi gerektiğini çok iyi bilirler. Bağlama elemanlarının (dişli olanlar yada olmayanlar) ekonomik değeri son derece önemli olup, 1978 yılında normal boyuttaki bir yolcu uçağında kullanılan bağlama elemanları (cıvata, somun, vida ve perçinlerin) adeti.4 x 10 6 olup, ekonomik değeri 750, dolar olmuştur. Bağlama elemanları birleştirilmesi gereken iki veya daha fazla parçayı bir birine emniyetli bir şekilde bağlamak için kullanılır. Bağlama elemanlarının çok sayıda kullanıldığı yere en iyi örneklerden birisi günlük yaşamımızda kullandığımız otomobillerdir. Aynı zamanda bağlama elemanları değişik ortamlarda kullanılmaları nedeniyle, korozyon riski olan ortamlarda dahi kullanılabilecek yeterlilikte olmalıdırlar. Korozyon genelde çevresel etkilerle veya galvanik olarak ortaya çıkmaktadır. Vidalı bağlama elemanları genelde düşük maliyetle ve otomatik olarak üretilmekte olup, takılmaları ve sökülmeleri kolay olmak durumundadır. Bazı özel durumlar için (arabanın tekerleklerini gasp etmek, vs) vidalı bağlantı elemanının sökülmesi zorlaştırılmaktadır (özel alet gerekebilir). Özetle, vidalı bağlama elemanlarındaki problemler sıralanır ise, hafif olmalı, imalatı ve kullanımı ucuz olmalı, korozyona karşı duyarlılığı az olmalı ve son olarak ta titreşim nedeniyle kendi kendine gevşememeli. Bunlar mühendisler için hala geçerliliğini koruyan ve üzerinde çalışılan konulardır. Bunlara ilaveten mühendisler doğru bağlama elemanının seçimine, kullanımına ve piyasada olup olmadığına dikkat etme durumundadır. Güç vidaları da makine parçalarından olup, onlar üzerinde de mühendisler tarafından yoğun bir araştırma sürdürülmektedir. Cıvataların kullanım amaçları değişken olabildiğinden, tablo 1 de cıvataların türüne göre kullanım amaçları verilmiştir. Tablo 10.1 Cıvata Çeşitleri ve Kullanım Amaçları Cıvata Türü Kullanım Amacı Bağlama Cıvatası Makine elemanlarının çözülebilir bir şekilde birleştirilmesinde Hareket Cıvatası Dönme hareketini öteleme hareketine dönüştürmesinde Ayar Cıvatası Mesafelerin, boşlukları ayarlanmasında ve belirlenmesinde Kapama Cıvatası Tapa olarak deliklerin sızdırmazlığı sağlayacak şekilde kapatılmasında Ölçü Cıvatası Dönme hareketini çok hasas olarak öteleme hareketine dönüştürmesinde Gergi Cıvatası Eksen doğrultusunda germe kuvvetinin uygulanmasında Şekil 10.1a da sadece cıvata kullanılarak birleştirilmiş iki makine elemanı (parça), bağlantı parçaları, iki parçanın cıvata somun bağlama elemanı kullanılarak birleştirilmesi ve bağlantı parçaları görülmektedir. Şekil 10.1 a da 1) Silindir başlı cıvata, ) pul, 3) ve 4) birleştirilen parçalar ve 5) vida (vida dişi) açılmış delik. Şekil 10.1 b de ise 1) altıgen başlı cıvata, ) pul, 3) ve 4) birleştirilen parçalar ve 5) emniyet halkası ve 6) somun.
 adeti.4 x 10 6 olup, ekonomik değeri 750,000.00 dolar olmuştur.")
2 Şekil 10.1 Cıvata Bağlantılarındaki Elemanlarr 10. DİŞ FORMLARI, TERMİNOLOJİSİ VE STANDARTLAR Cıvatalarda oluşturulan vidanın kesiti, kare, trapez, üçgen ve diğer geometrik şekillerde imal edilerek Şekil 10.1b de görüldüğü gibi dairesel bir silindir etrafına sarılır. Bu silindir etrafında kendinee paralel olarak dönen bir doğru üzerinde sabit hızla hareket eden herhangi bir noktanın oluşturduğu hacimsel eğriye helis eğrisi denir. Doğru üzerindeki herhangi bir noktanınn tam bir devirde eksen boyunca yaptığı ilerlemeye adım (p) denir. Doğrunun yatayla yaptığı acıya ise helis açısı (denir. Şekil 10.1b Vida Helisinin Oluşturulması Şekil 10.1c Helis Vidada P Adım, L Helis Boyuu ve Helis Acısı

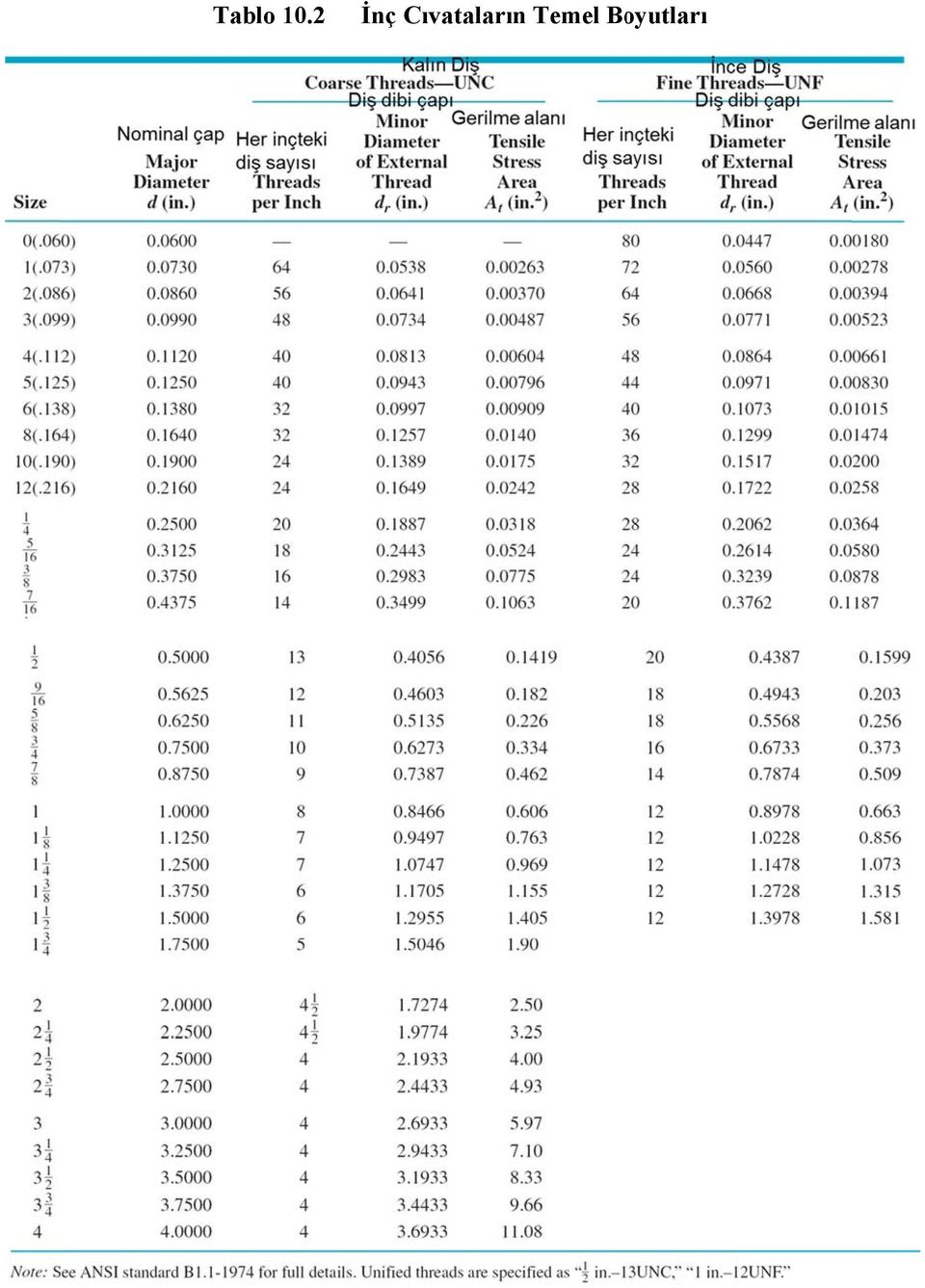
3 Şekil 10.1c de ise tek vidalı, sağ dişli ve çift vidalı sol dişli bir cıvata c görülmektedir. Genelde ima edilmediği durumlarda cıvatalar tek ancak bazı durumlarda birden fazla dişli ile imal edilmiş cıvatalara rastlanmaktadır. Bu tipp cıvatalar genelde kuvvet iletiminde kullanılmaktadırlar. Şekil 10. cıvatalarda kullanılan standart diş geometrisini göstermektedir. Bu profil (geometri) inç serisindeki ve metrik serideki cıvata ve somunlarr için kullanılmaktadır. Tablo 10. de standart inç cıvatalar ve tablo de ise standart metrikk cıvatalar kalın ve ince dişli olarak verilmiştir. Buradaki cıvatalar standart olup bunların dışındaki ölçülerde de cıvatalar imal edilebilmektedir. Cıvatalarda gerilme alanı adım ve diş dibi çapının averajı olarak hesaplanmıştır. Bu alan cıvatada oluşan gerilmenin hesaplanma sında kullanılır. V şeklindeki 60 derecelik diş profili ilk kullanılan diş profili olmakla birlikte, dişin nominal çapındaa ve diş dibi çapında keskin köşelerle imal edilmiştir. Bu profil modern cıvata imalatında halen kullanılmaktadır. Nominal çaptaki keskin köşeler kullanımm sırasında kırılmalara uğrarken, diş dibindeki keskinn köşeler ise gerilme konsantrasyonu oluşturmaktadırlar. Bu keskin köşeler daha sonra ülkelerin aralarında yaptığı standart geliştirme toplantılarında ortadan kaldırılarak metrik cıvata profilinin kullanılmasına karar verilmiştir. Şekil 10. Genel Dişli Profilii

4 Tablo 10. İnç Cıvataların Temel Boyutları
5 Tablo 10.3 Metrik Cıvataların Temel Boyutları Tablo 10.4 Diğer Metrik Cıvatalar Her bir uygulama değişik diş profili ve dişler arasında (cıvata vee somun) değişik hassasiyette tolerans kullanma ihtiyacı gerektirebilir. Dişler arasındaki toleransın azalmasıyla vidalı bağlamaa elemanının fiyatı artmaktadır. Şekil 10.3 de değişik dişş profiller görülmektedir. Şekil Cıvata Dişleri Arasındaki Tolerans Şekil 10.4 de ise en çok kullanılan cıvata diş profilleri görülmektedir. Trapez diş profili en eski olanı ve hala en genel kullanılan profillerden birisidir. Karee profillerin n ise verimliliği yüksek fakat imalatı zor olduğundan pahalıdır. Alttaki şekilde a şıkkındaki metrik dişli profili

6 ise en çok kullanılan metrik dişli profilidir. Testere dişliler ise genelde g bir yönde fazla eksenel yük taşınması gerektiği durumlarda kullanılırlar. Şekil 10.4 Diş Profilleri 10.3 CIVATALAR Cıvatalar dönme hareketini yavaş lineer harekete çeviren makine elemanlarıdır. Cıvataların bu özelliğinden faydalanarak mekanik krikolar, çekme ve basma makineleri, m ağaç ve metal mengenesi gibi birçok alet tasarlanmıştır. Başka kullanım alanlarından bazıları ise çok hassas pozisyon tanımlamalarıdır. Örneğin: mikrometrenin veya takım tezgâhlarında tablanınn pozisyonunun belirlenmesi. Şekil 10.5 de üç değişik krikonun belli birr ağırlığı kaldırması gösterilmektedir. Buradaa hareketli olan parçaa siyah renkte olan parçadır. Hareketli olan parçada oluşturulan dönme hareketi, hareketsiz olan uzun cıvatada doğrusal harekete dönüşerek ağırlığı ya kaldırmakta ya

7 da indirmektedir. Burada krikoların üçü de aynı prensiple çalışmakta olup, biz şekil 10.5c deki krikoyu seçelim. Şekil 10.5 Yükk Kaldıran Üç Değişikk Kriko Şekil 10.5c deki hareketli kısmı döndürerek, hareketli kısmın içindeki somunun belli bir açıyla cıvataya düzgün bir şekilde tırmanması sağlanmış olur. Şekil 10.6 daa gösterildiği gibi tam bir turluk diş profilinin birr kısmı açılsın. Eğer tam bir turlukk açılım yapılarsa oluşan üçgenden şu ilişki yazılabilir. Şekil 10.6 Cıvata Dişine Gelen Kuvvetler 10.1 Burada: Helis açısı L : Tam bir tur dönmede alınan yol Dişin ortalama çapı Şekil 10.6 da somunun çok küçük bir kısmı gösterilmekte olup, somuna etki eden kuvvetler (w) yük (toplam ağırlığın birr oranı), (n)) normal kuvvet, ( n ) sürtünme kuvveti, (q)) tanjant kuvveti. Somuna etki eden moment ise / dir.

8 Şekil 10.6 da sol taraftaki şekilde görülen blok üzerine etki eden kuvvetlerin toplamı; 0: cos cos sin 0 Eksenel kuvvetlerin toplamı; 0: sin cos cos 0 veya cos cos Denklem a ve denklem b birleştirilir ise; coscos sin cos cos q kuvvetinin oluşturduğu moment / olarak ifade edilmişti. Formülleri elde etmede kullanılan küçük blok sadece somun dişlisinin bir parçasını gösterdiğinden, elde edilen denklem diş boyunca (bir tam dönme için) integral alınarak toplam tork bulunur. İntegral sonrasında q Q ile, w W ile ve n N ile yer değiştirir. Buna göre yeni moment denklemi; coscos sin cos cos 10. Şekil 10.5c de (moment) T = Fa. Genelde L ve bilinen değerler olduğundan, moment denkleminin payı ve paydası cos ile bölünüp tan için / yerine yazılır ise yeni moment denklemi; cos cos 10.3 Bazı uygulamalarda dönen ve sabit parçalar arasında bir baskı bileziği (thrust collar) mevcuttur. Bu durum Şekil 10.5 de verilmiştir ve baskı bileziği olarak (d c ) çapında rulman kullanılmıştır. Bazı durumlarda basit bir basma pulu da kullanılabilir. Burada baskı bileziği ya da baskı pulunun sürtünme katsayısı c ise, sürtünme kuvvetinin oluşturduğu / kadarlık sürtünme momenti hesaplanan momente ilave edilmelidir. Buna göre; cos cos 10.4 Kare şeklindeki cıvata profili için cos 1 olduğundan denklem 10.4 aşağıdaki hale gelir. 10.4
 integral alınarak toplam tork bulunur.")
9 Trapez profilli cıvatalarda, acının çok küçük olması nedeniyle cos 1 alınarak denklem 10.4a hatasız kabul edilebilecek sonuç verdiği kabulü ile kullanılabilir. Kaldırılan ve indirilen yük hesaplamalarında sadece ( n ) sürtünme kuvvetinin ve (q) tanjant kuvvetinin yönleri değişir. Genel durumda yükü indirmek için gerekli moment; cos cos 10.5 Kare şeklindeki cıvata profili için cos 1 olduğundan; SÜRTÜNME KATSAYISI DEĞERLERİ Genelde baskı bileziği ve ya baskı pulu düşük değerde sürtünme katsayısına, c, sahip olduğundan, oluşturduğu ilave sürtünme momenti ihmal edilmektedir. Standart kullanma koşullarında (yağlama mevcut) ve çelik baskı bileziği malzemesine karşılık gelen malzemenin dökme demir veya bronz olması durumunda, standart baskı bileziği için sürtünme katsayısı 0.08 ila 0. arasında seçilir. Bu aralık başlangıç ve çalışma durumundaki aralık olup, genelde başlangıçtaki sürtünme katsayısı çalışma anındakinin üç katı kadar fazla olabilir NORMAL DÜZLEMDEKİ DİŞ AÇISININ DEĞERİ Şekil 10.7 normal düzlemde diş açısının değerini ( kullanıldı) ve eksenel düzlemde diş açısının değerini ( kullanıldı) göstermektedir. Şekil 10.7 den şu ifade yazılabilir. tan tan cos 10.6 Küçük helis acıları için cos 1 alınabilir.

10 Şekill 10.7 Eksenel ve Normal Düzlemde Ölçülen Diş Açılarının A Karşılaştırılması KENDİ KENDİNİ KİLİTLEYEN CIVATALAR Kendi kendini kilitleyen cıvataları sökmek için pozitif moment uygulama u zorunluluğuu vardır. Denklem 10.5 de olduğu gibi baskı bileziğinden doğan sürtünme kuvveti ihmal edilir ise, i cıvatanın kendi kendini kilitlemesi için, cos 10.7 Eğer kare diş kullanılmış ise denklem şu hali alır. tan 10.7 Cıvata statik yük altında kendi kendini kilitliyor olsa bile, titreşimlerin etkisiyle gevşeyebilir olması göz önünde bulundurulmalıdır. Cıvata ve somunların titreşimin etkisiyle gevşemeleri makine elemanlarının birleştirilmesinde göz önünde bulundurulması çok önemlidir DİŞ VERİMİ Cıvatanın bir tur dönmesi sonucunda gerekli olan iş tam bir tur dönme ile alınan yolun uygulanan kuvvet ile çarpılmasıyla elde edilir (WL). Gerekli olan iş girişi dir. / oranı verimliliğe eşittir. T için elde edilenn denklemi, denklem 10.4 de yerine koyarsak,, cos coss 10.8

11 Eğer kare diş profili kullanılmış ise, 10.8 Her zaman bir probleme iki ayrı noktadan yaklaşarak aynı sonuca ulaşmak güven vericidir. Denklem 10.8 ze göre, verim gereklii momentinn = 0 durumundaa gerekli momente bölünmesiyle ifade edilir. Bunu burada irdelemeyeceğiz. Denklem 10.1 rı denklem 10.8 de yerine koyarak ve gerekli basitleştirmeleri aşağıdaki denklemee ulaşırız. cos cos yaparak 10.9 Eğer kare diş profili kullanılmış ise, Şekil 10.8 verimliliğin değişimini sürtünme katsayısının ve helis açısınınn fonksiyonu olarak göstermektedir. Burada elde edilen grafiklerden aşağıdaki sonuçlar elde edilebilir. Şekil 10.8 Trapez Dişlerin Verimi (Baskı Bileziği Sürtünmesinin İhmal Edilmesi) 1. Sürtünme katsayısının artmasıyla birlikte verimlilik azalmaktadır.

12 . Verimlilik helis acısının sıfıra yaklaşmasıyla birlikte sıfıra yaklaşmaktadır. Çünkü şekil 10.6 da görülen sistemde, cıvatanın birçok kez tamm tur döndürülmesine karşılık yük çok az kaldırıldığından, moment kayıpları çok fazla olmaktadır. 3. Aynı şekilde verimlilik helis açısının 900 o ye yaklaşması ile sıfıra yaklaşır. Verimlilik aynı zamanda diş açısının ( ) sıfırdan büyümesiyle azda olsa değişmektedir. Trapez dişlilerde diş açısı 14.5 dereceye kadar kullanılmaktadır.. Helis açısının artırılması demek, açının oluşturduğu düzlemin cıvata düzlemiyle çakışması ç demektir. Bu durum normal kuvveti ve buna bağlı olarak sürtünme kuvvetini artıracağından verimlilik hızlı bir şekilde azalma gösterir YUVARLANMA TEMASI Şekil 10.9 da bilyeli rulman cıvatası görülmektedir. Burada cıvata dişleri ile somun dişleri arasındaa oluşan yüzey sürtünmesi, bilyelii rulman kullanarak minimum temas yüzeyinee indirilmiştir. Bu durumda sürtünmede minimize edilmiş olur. Bilyeli rulmanlarda sürtünmenin düşük olması nedeniyle gevşeme olmaktadır. Şekil 10.9 Bilyeli Rulman Cıvatasınınn Montajının Kesit Görünümü Bilyeli rulmanlı cıvataların yük taşıma kapasite normal cıvatalarr oranla daha fazladır. Küçük boyutta ve hafif olanları genelde daha çokk kullanılmaktadır. Bu tip cıvatalarda sürtünmeyi azaltmak için incede olsa yağlama çok önemlidir. Eğer yağlamaa yapılmadan kullanılacak ise, taşınan yük azaltılmalıdır. Bilyeli rulman cıvataları genelde uçakların iniş takımlarında, otomatik kapıı kapayıcılarında, anten pozisyon kontrolünde, hasta yatak pozisyon kontrolünde, makinelerinn pozisyon kontrolünde ve başka birçok uygulamada a kullanılırlar. Problem 1: Şekil daki cıvatalı kriko ikili trapez dişlilerine sahip olup, nominal çapı 4 mm ve dişliye uygulanan dikey kuvvet 4500 N dur. Baskı bileziğinin ortalama çapı 38 mm olup, sürtünme katsayısı dur. a) Cıvata adımını, a tamm bir tur dönmede alının yolu, diş dibi çapını, ortalama çapı,, helis açısını bulunuz. b) Yükü kaldırma ve indirme i için gerekli başlangıç momentini tahmin ediniz. c) Yükü kaldırılması sırasında krikonun verimini hesaplayın.

13 Verilenler: : Nominal çap = 4 mm, dikey kuvvet = 4500 N, bileziğin ortalama çapı = 38 mm, İstenenler: a) Cıvata adımını, tam bir turr dönmede alının yolu, diş dibi çapını, ortalama çapı ve helis açısını bulunuz. b) Yükü kaldırma ve indirme için gerekli başlangıç momentini tahmin ediniz. c) Yükün kaldırılması sırasında krikonun verimini hesaplayın. Kabuller ve Çözüm: 1. Başlangıçtaa ve yükün kaldırılması ı esnasında sürtünme katsayısı k sabit kalmaktadır.. Başlangıçtaki sürtünme katsayısı hareket başladıktan sonraki sürtünme katsayısının 1/3 ü kadar fazladır. 4 mm lik nominal çapı olan cıvatanın adımı tablo 10.3 den p = 3 mm olarak bulunur. İkili diş ten dolayı L = p = (3) => L = 6 mm Şekil 10.4a dan, dişş yüksekliği = p/ = 3/ =1.5 mm Şekil 10.4a dan, Denklem 10.1 den, b) Başlangıçtaki sürtünme katsayısı, hareket sırasındakinin 1/3 ü kadar fazla olması nedeniyle yeni sürtünme katsayıları, olur. Denklemm 10.4 dü kullanarak genel moment gereksinimi hesaplanabilir. cos cos Burada denklem 10.6 dan hesaplanma alıdır. Şekil Cıvatalı Kriko 6.5. tan tan cos tan cos tan14.5 cos4.85.

14 cos cos Eğer 300 mm lik moment kolu kullanılıyor ise gerekli kuvvet Denklem 10.4a nın kullanılması sonucu hesaplanan moment Denklem 10.5 kullanılarak yükün indirilmesi durumunda ne kadar moment kullanılacağı hesaplanabilir. cos cos cos cos Denklem 10.5a kullanılır ise, yükü indirmek için gerekli moment, c) Burada hareket sırasındaki momentin hesaplanması gerekmektedir. Çalışma momenti için hesaplanır. cos cos cos cos
 Burada hareket sırasındaki momentin hesaplanması gerekmektedir.")
15 Sürtünmenin sıfır olduğu durum için gerekli moment, cos cos STATİK CIVATA GERİLMELERİ BURULMA MOMENT Cıvatalar sıkıştırılırken veya herhangi bir yükü kaldırırken (cıvatalı kriko) uygulanması gereken momentin oluşturduğu kayma gerilmesi; 16 Denklemdeki d, diş dibi çapına (d r ) eşdeğerdir. Eğer cıvatanın ortasında delik var ise d 3 ifadesi ifadesi ile yer değiştirir. Buradaki cıvata içindeki deliğin çapını gösterir. Normal şartlarda cıvatalar için baskı sürtünmesi her zaman söz konusu olduğundan, cıvatayı sıkmak yada açmak için cıvata anahtarına uygulanan momentin yaklaşık olarak yarısı cıvata dişlerinden cıvatanın gövdesine uygulanır EKSENEK YÜK Parçaları birleştiren cıvatalara yada kriko cıvatasına uygulanan basma veya çekme gerilmesi P/A formülü kullanılarak hesaplanır. Cıvata için efektif alan cıvata tablolarından bakılır (tablo 10.1 veya tablo 10.). Genelde kriko gibi cıvatalı kaldırma elemanlarında, cıvataya gelen gerilme hesaplanırken diş dibi çapı göz önünde bulundurulur. Yüklenen cıvatanın yüklenmiş kısmının sonunda eksenel yükün oluşturduğu gerilme düzgün bir dağılıma sahip değildir. Cıvatada üzerinde düzgün dağılıma sahip olmayan gerilmeler cıvata malzemesinin sünekliğinden dolayı dişlere zarar vermeden bölgesel uzamalara sebep olacaktır. Eğer yorulma göz önünde bulundurulur ise, şekil de görüldüğü gibi gerilme konsantrasyonu önem kazanır.
 uygulanması gereken")
16 BURULMA MOMENTİ VE EKSENEL YÜKÜN BİRLİKTE ETKİSİ Eğer burulma momenti ve eksenel yüklerin aynı anda etkisi hesaplanacak ise, 4 cü kısımda anlatıldığı gibi yöntemler uygulanır. Cıvatalarda ilk kullanım sırasında az bir uzamanın olması çok normal karşılanmalıdır DİŞTE TAŞIMA GERİLMESİ VE TEMAS EDEN DİŞLER D BOYUNCA DAĞILIMI Şekil de cıvata somun bağlantısındaa kuvvet çizgilerinin birinden öbürüne nasıl geçtiği gösterilmektedir. Şekilde görüldüğü üzeree cıvata ile somun arasında 3 dişli i kavrama durumunda olup basma gerilmesine maruz kalmaktadırlar. Gerilme hesaplamasında P/ /A denklemi kullanılır ve buradaki alan dişlerin iz düşüm alanıdır /4. Şekil den görüldüğü gibii belli mesafedeki diş sayısı t/p formülü ile hesaplanır. Burada t somunun kalınlığı, p adım, d nominal çap ve d i diş dibi çapıdır. Şekil Cıvata Somun Bağlantısındaki Kuvvet K Çizgileri Denklem cıvatada oluşan ortalama taşıma gerilmesinin hesabında kullanılır. Dişlerde oluşan gerilme dağılımı, imalatın teorik düzeyde yapılamaması ve eğilme nedeniyle düzgün değildir. Bununla birlikte şekil incelendiğinde iki nedenlee gerilme dağılımının düzgün olmadığı görülür.

17 1. Üç dişe paylaştırılan yük miktarı eşit değildir. Birinci diş her zamann en fazla yükü taşımaktadır.. Yük cıvatayı çekme gerilmesi ile yüklerken, somunu basma gerilmesi ile yükler. Bunun sonucunda oluşan gerilme dağılımı cıvatanın adımını çok azz artırırken, somunun adımını çok az azaltır. Cıvata ve somununn temas halinde olan dişleri üzerindeki gerilme dağılımının eşitlenebilmesi için mühendisler tarafından çalışmalar yürütülmektedir. Bu amaçla aşağıdaki denemeler yapılmıştır Somunun cıvataya göre daha yumuşak bir malzemeden imal i edilmesi, birinci dişin plastik deformasyona uğramasına neden olur. Bu durumda dişler arasındaki yük dağılımı daha düzgün hale gelebilir. Bu durum somununn diş sayısının artırılmasını gerektirebilir. Somunun diş adımı çok az büyük imal edilebilir. Somunn dişleri basma gerilmesine maruz kaldığından, ilk kullanımdan sonra adim teorik değerine ulaşacağından (küçüleceğinden) dişler arasındaki yük dağılımı eşitlenebilir. Somun tasarımının şekil 10.1 de olduğu gibi değiştirilmesiyle dişlere gelen yük eşitlenebilir. Fakat böyle bir tasarım somununn fiyatını artırır. Şekil 10.1 Dişler Arasında Eşit Yük Dağılımı Sağlayan Somun Tasarımı DİŞTE KESME GERİLMESİ VE GEREKLİ SOMUN KALINLIĞI Şekil de gösterilen cıvata somun kombinasyonunda, somunun daha yumuşak malzemeden yapılması dişler arasındaki yükün daha düzgün dağılmasını sağlar. Fakat, gereğinden fazla moment uygulanması durumunda somun un dişleri d şekil deki A ekseni boyunda kesilir. Eğer cıvata malzemesi daha zayıf bir malzemeden imal edilmiş ise, bu defa cıvata dişleri B ekseni boyunca kesilir. Şekil 10. de verilen diş geometrilerindenn kesme alanı Burada d kesilmenin gerçekleştiği çaptır. Burada somunun kalınlığının hesaplanabi ilmesi için, cıvata ve somunun aynı malzemeden imal edildiğini, cıvatanın çekme ve somunun basma gerilmesinee maruz kaldığını kabul edelim. Balans denkleminden,,

18 Cıvatanın kesitindee bulunan tüm dişlerin kesilmesiyle cıvata bozulmuş (yalama olmuş) olur. Yukarıdaki formülde d nominal çaptır. Somundaki tüm dişlerin parabolik gerilme dağılımı prensibiyle yalamaa olması (kesilmesi) sonucu şu denklem yazılabilir Burada t somunun kalınlığıdır. Kuvvet F denklemlerinden hesaplanabileceği gibi cıvata gerilmesi ve üç dişin kesilmesi somun kalınlığının aşağıda olduğu gibi eldee edilmesi ile dengelenmiş olur KESME YÜKÜ VE MERKEZL LEME ŞAFTI Bazı durumlarda (genelde sürtünme kuvvetinin etken olduğu durumlarda) cıvatalar kesme kuvvetinin etkisi altında kalabilmektedirler. Bazı durumlarda isee cıvatanın tam cıvata deliği merkezine yerleştirilmesi gerekmektedir. Bu durumda merkezleme şaftlı cıvatalar kullanılmaktadır. Şekil Merkezleme Şaftlı Cıvata UZUN CIVATALARDA YÜKLEME VE TASARIM AYRINTILARI Uzun cıvatalar tasarlanırken mutlaka bükülmenin göz önünde bulundurulması gerekir.. Hesaplamalar yapılırken öncelikle cıvatanın basma gerilmesine maruz kaldığı göz önünde bulundurulmalıdır. Sıkça yapılan tasarım değşikliği ile cıvata çekme gerilmesine maruz bırakılabilir. Şekil 10.14a, presteki cıvataa basma gerilmesine maruz kalır iken, şekil 10.14b deki tasarım değişikligi preste cıvatasınınn çekme gerilmesine maruz kalmasını sağlamaktadır. Şekil 10.14b genelde tercih edilen tasarımdır. Şekil 10.14a da press gövdesine yerleştirilen iki uzun cıvata yukarıya yerleştirilen bir rotor r dişli sistemi ile döndürülerek malzeme sıkıştırılmaktadır. Bu durumda cıvatalara basma gerilmesi etki etmekte ve cıvatalar bükülmeye karşı kontrol edilmesi gerekmektedir. Şekil 10.14b de ise, cıvatalar gövdenin alt kısmına yataklanmaları nedeniyle sıkıştırma sırasında çekme gerilmesine maruz kalmaktadırlar.. Bükülme riskini en aza a indirmekk için tasarım sırasında kuvvet çizgilernin mümkün olduğunca kısa tutulması gerekmektedir.
 cıvatalar kesme kuvvetinin etkisi altında kalabilmektedirler.")
19 Şekil İki Değişik Civatalı Pres Tasarımı T 10.5 CIVATA TÜRLERİ Şekil de genelde kullanılan cıvata ve cıvata somun bağlantıları gösterilmektedir. Bu bağlantılar tasarım mühendisinin mukavemet hesapları sonucunda verdiği karar ile, tasarımda uygun olan yerlerde uygun şekilde, boyutta ve sayıdaa kullanılmaktadırlar. Bazı durumlarda cıvatalar sadece şekil deki gibi hekzagonal başlı olmayıp, ihtiyaca göre değişik baş modelleri ile tasarlanmış olup her birine değişik isim verilmiştir. Şekil Temel Cıvata Somun Bağlantıları Cıvatalar kullanılırken, cıvata delikleri kullanım amacına uygunn olarak (dişli acılmış veya dişli acılmamış) değişik boyutta fakat standart olarak delinirler (rast( gele delinmezler). Her bir cıvata boyutunun standart bir matkap (delme) ölcüsüü mevcuttur ve bu değerler mutlaka katolaglardaki standartlardan bakılmak zorundadır. Bazı veb sitelerinde bu değerlere ve daha geniş bilgilere ulaşılabilmektedir. veya gibi. Şekil da cıvata başlarınaa göre genell cıvata tipleri verilmiştir. Burada cıvatalar cıvata başlarının tasarımına göre adlandırılırlar.
 değişik boyutta fakat standart olarak delinirler")
20 Şekil Bazı Genel Cıvata Baş Şekilleri Şekil de görüldüğü gibi,, bazı kişi veya kişilerin zararlarını minimize etmek amacıyla çeşitli özel cıvata başı tasarımları geliştirilmiş olup, bu tasarımlara uygun anahtarlar da türetilmiştir. Şekil Özel Amaçlı Tasarlanmış Cıvata Başları 10.6 CIVATA MALZEMELERİ Cıvata ve somun malzemeleri için genelde esnekliği yüksek çelikler seçilmektedir. Bu çelikler Otomobil Mühendisleri Derneği tarafından belirlenmiş olup, tablo 10.4 ve 10.5 de verilmiştir. Tasarımda kullanılacak olan cıvata ve somunlar, dayanım, ağırlık, korozyon dayanımı, manyetik özellikleri, ömür ve fiyatına göre seçilmektedirler.

21 Cıvatalar üzerinde bir biriyle nokta ile ayrılmış iki rakam mevcuttur. Birinci rakamın 100 ile çarpılması sonucu malzemeninn kopma sınırını N/mmm olarak ifade ederken,, ikinci rakam ile hesaplanan kopma sınırının çarpılıp 10 bölünmesiylee elde edilenn sonuç ise akma sınırını N/mm olarak verir. Somunlarda ise tek rakam mevcut olup, bu rakamın 100 ile çarpılması sonucunda elde edilen değer, somun s malzemesinin kopma mukavemetini N/mm olarak verir. Örneğinn 8.8 cıvata ve 6 somun için; Cıvata malzemesinin kopma sınırıı = 8 x 100 = 800 N/mm Cıvata malzemesinin akma sınırı = 8 x 800/10 = 640N/mm Somun malzemesinin kopma sınırıı = 6 x 100 = 600 N/mm Cıvata üzerindeki rakamlar: m m Somun üzerindekii rakamlar: Cıvata somun bağlantılarında en optimumm sonucu elde etmek için, cıvatanının üzerindeki birinci rakam ile somununn rakamının aynı olması gerekir. Tablo 10.4 Cıvata ve Somunlarda Standart İnç Serisi Cıvata ve somunlarda çok değişik kullanım alanları ve ortamları mevcut olduğundan, alaşımlı çelikler, korozyona dayanımlı malzemeler hatta polimerler (teflon gibi) cıvata yada somun olarak kullanılabilir. Kullanılacak malzemenin secimi tamamen tasarım mühendisi tarafından kararlaştırılır.
22 Tablo 10.5 Cıvata ve Somunlarda Standartt Metrik Serisi 10.7 CIVATA SIKIŞTIRMA VE ÖN GERİLME Cıvata somun veya cıvata bağlantılarındaa cıvatalar taşıyabileceği maksimumm gerilme değerine kadar sıkıştırılabilirler. Bunu elde etmek için geneldee tork metree kullanılması uygundur. Cıvata kataloglarında hangi cıvataya ne kadar moment (tork) uygulanabileceği belirtilmektedir. Bu durum cıvatalarda önn gerilme oluşturur ve genelde g ön gerilme değeri aşağıdaki formülle tespit edilebilir çekme gerilmesinin uygulandığı alan (tablo 10.1 ve 10. denn alınabilir),, malzemenin akma dayanımı ve değeri 0.75 ila 1.0 arasında değişen bir sabit. Gerilmee konsantrasyonu statik yükleme durumlarında genelde 0.9 olarak alınır. Bu durumda denklemm aşağıdaki hale dönüşür Ön yükleme için gerekçe; 1. Cıvatalara uygulanan ön gerilme, şekil da görüldüğü gibi parçaya etki eden kuvvetin etkisiyle parçaların ayrılmasına engel olacak yeterlilikte olması gerekmektedir.. Cıvataları kesmeye çalışan kuvvett durumunda, eğer cıvataya uygulanan ön gerilme yüksek ise şekil de görüldüğü gibi yüzeyler arasında oluşan sürtünme de o oranda artar. Buda cıvatanın kesilme riskini azaltır. Yorulmaya karşı cıvataların dayanımı ise daha sonraki kısımlarda anlatılacaktır.
23 Göz önünde bulundurulması gereken diğer bir nokta ise, cıvata veya somunun sıkıştırma sırasında burulma momentine maruz kalmalarıdır. İlkk sıkıştırmaa sırasında cıvata veya somun çok az bir gevşemeye uğrayarak cıvataya veya somuna gelen burulma momentinin büyük bir kısmını ya da tamamını ortadan kaldırır. Bu noktalar şekil de cıvata eksenine göre tüm yüzeylerin simetrik olduğu (herhangi bir eğilme momentininn oluşmadığı) durum için gösterilmektedir. Şüphesiz cıvata ve somun arasındaa oluşan sürtünme kuvveti ve bunaa bağlı oluşan moment malzemenin, yüzey işlemesinin, yüzey temizliğinin, yağlamanın ve diğer etkenlerin bir fonksiyonu olarak ortaya çıkar. Statik ve dinamik sürtünme katsayısının farklı olması (statik sürtünme katsayısı > dinamik sürtünme katsayısı) cıvataların sıkılması sırasında hareket etmekte olan cıvatanın durması durumunda ve tekrar sıkılmak istemesiylee statik sürtünme katsayısı devreyee girer ve cıvataya geneldee hareket halindekindenn %0 kadarr fazla moment uygulanması gerekebilir. Bu durumda cıvata sıkılması gereken momente çok yakın olursa, uygulanan tork cıvatayı çevirmez ve F i kuvveti olmasıı gerekendenn daha düşük düzeyde kalır. Şekil cıvataya başlangıçta ve sondaa uygulanann momentlerr gösterilmektedir. Gerilme elemanıı cıvatanın şaftında gösterilmektedir. Akma gerilmesi ise, cıvatanın dış açılmış bölümünün kesitinde dişler üzerinde gösterilmektedir. Şekil de cıvataa ve somun dişleri arasındaki sürtünmeden kaynaklanan ve dişler üzerine gelen burulma momenti gösterilmemektedir. Dişler arasındaki bu sürtünmenin gereğinden fazla olması durumunda cıvatayaa uygulanması gereken F i kuvvetine ulaşılmadan cıvata kesilir. k Şekil Somunun Cıvataya İlk Takılmasında Cıvatada Oluşan Yük ve Gerilmeler. Burada, cıvata ve somun için 0., moment anahtarına uygulanan moment,,cıvata yüzeyine gelen moment,,,, Somun yüzeyinin sürtünme kuvvetinin etki ettiği yarıçap
24 , Cıvata başına uygulanan moment,, cıvata başınınn sürtünme kuvvetinin etki ettiği yarıçap, Cıvata başının dönmemesi için anahtara uygulanan moment.. 0, Şekil cıvata sıkılmasında proses uygulamasını 1) cıvatanın verilen önn gerilme değerine göre ve ) cıvata kırılmadan önceki olabilecek uzamaya göre göstermektedir. Şekil Tork Uygulayarak ve Direk Çekerek Yapılan Sıkıştırmada ve de Siyah Okside ve Kaplama Kullanılmasında ve Yağlama Durumunda, Cıvata Çekme Kuvvetinin Cıvata Uzamasıyla İlişkisi. Cıvataya uygulanann sıkıştırma momentinin ölçümü için çok hassas metotlar mevcut olup, bu metotlar çok pahalıdır. Günümüzde genell uygulanann yöntem isee moment (tork) anahtarı kullanmaktır. Moment anahtarlarının hassasiyeti genelde %300 olup, uygulamada % %15 lik bir moment anahtarı çok iyi olarak kabul edilmektedir. Cıvataya uygulanabilen ön gerilme denklem 10.4 den elde edilebilir. Burada krikoya uygulanan ağırlık yerine, kuvvet ( ) ve baskı bileziği yerine ise, ya pul ile cıvata ya da cıvata başı ile düz yüzey arasındaki sürtünme s konabilir. Eğer krikodaki her iki sürtünme değeri için yaklaşıkk 0.15 tek sürtünme katsayısı olarak kullanılır ise, normal cıvata dişii için denklem 10.4 şu hali alır Burada d nominal çaptır. Burada unutulmaması gereken sürtünmenin 0.15 kabul edildiği bir ortamdaa averaj moment hesaplamasıdır. Genel olarak ustalar kendi el becerileri vee deneyimleri ile cıvataları sıkıştırmaktadırlar. Halbuki her bir cıvatanın taşıyabileceği moment miktarı belli olup, bunun için moment anahtarıı kullanılması tavsiye edilmektedir r. Gecen yüzyılın sonlarına doğru yapılan çalışmalarda cıvataya uygulanan kuvvetinn değeri aşağıdaki gibi ifade edilmiştir.
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
Sıkma sırasında oluşan gerilmeden öngerilme kuvvetini hesaplarız. Boru içindeki basınç işletme basıncıdır. Buradan işletme kuvvetini buluruz.
 Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
Cıvata-somun bağlantıları
 Cıvata-somun bağlantıları 11/30/2014 İçerik Vida geometrik büyüklükleri Standart vidalar Vida boyutları Cıvata-somun bağlantı şekilleri Cıvata-somun imalatı Cıvata-somun hesabı Cıvataların mukavemet hesabı
Cıvata-somun bağlantıları 11/30/2014 İçerik Vida geometrik büyüklükleri Standart vidalar Vida boyutları Cıvata-somun bağlantı şekilleri Cıvata-somun imalatı Cıvata-somun hesabı Cıvataların mukavemet hesabı
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Cıvata ve somun-flipped classroom Bağlama Elemanları
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Cıvata ve somun-flipped classroom Bağlama Elemanları İçerik Giriş Vida Vida çeşitleri Cıvata-somun Hesaplamalar Örnekler 2 Giriş 3 Vida Eğik bir doğrunun bir
Makine Elemanları I Prof. Dr. Akgün ALSARAN Cıvata ve somun-flipped classroom Bağlama Elemanları İçerik Giriş Vida Vida çeşitleri Cıvata-somun Hesaplamalar Örnekler 2 Giriş 3 Vida Eğik bir doğrunun bir
KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü (1. ve 2.Öğretim / B Şubesi) MMK208 Mukavemet II Dersi - 1. Çalışma Soruları 23 Şubat 2019
 MMK208 Mukavemet II Dersi - 1. Çalışma Soruları 23 Şubat 2019") SORU-1) Aynı anda hem basit eğilme hem de burulma etkisi altında bulunan yarıçapı R veya çapı D = 2R olan dairesel kesitli millerde, oluşan (meydana gelen) en büyük normal gerilmenin ( ), eğilme momenti
SORU-1) Aynı anda hem basit eğilme hem de burulma etkisi altında bulunan yarıçapı R veya çapı D = 2R olan dairesel kesitli millerde, oluşan (meydana gelen) en büyük normal gerilmenin ( ), eğilme momenti
STATİK GERİLMELER a) Eksenel yükleme Şekil 4.1 Eksenel Yükleme b) Kesme Yüklemesi Şekil 4.2 Kesme Yüklemesi
 Eksenel yükleme Şekil 4.1 Eksenel Yükleme b) Kesme Yüklemesi Şekil 4.2 Kesme Yüklemesi") 4 STATİK GERİLMELER Genel yükleme durumuna göre gerilme tanımlamaları: a) Eksenel yükleme Şekil 4.1 Eksenel Yükleme Ç ; ü b) Kesme Yüklemesi Şekil 4.2 Kesme Yüklemesi ; ; ü c) Burulma Yüklemesi Şekil 4.3
4 STATİK GERİLMELER Genel yükleme durumuna göre gerilme tanımlamaları: a) Eksenel yükleme Şekil 4.1 Eksenel Yükleme Ç ; ü b) Kesme Yüklemesi Şekil 4.2 Kesme Yüklemesi ; ; ü c) Burulma Yüklemesi Şekil 4.3
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
CIVATA BAĞLANTILARI. DEÜ Makina Mühendisliği Böl. Çiçek ÖZES
 CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
Çözüm: Borunun et kalınlığı (s) çubuğun eksenel kuvvetle çekmeye zorlanması şartından;
 çubuğun eksenel kuvvetle çekmeye zorlanması şartından;") Soru 1) Şekilde gösterilen ve dış çapı D 10 mm olan iki borudan oluşan çelik konstrüksiyon II. Kaliteli alın kaynağı ile birleştirilmektedir. Malzemesi St olan boru F 180*10 3 N luk değişken bir çekme
Soru 1) Şekilde gösterilen ve dış çapı D 10 mm olan iki borudan oluşan çelik konstrüksiyon II. Kaliteli alın kaynağı ile birleştirilmektedir. Malzemesi St olan boru F 180*10 3 N luk değişken bir çekme
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor
 Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor") 3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI CIVATA SOMUN BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Eğik bir doğrunun bir
MAKİNE ELEMANLARI DERS SLAYTLARI CIVATA SOMUN BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Eğik bir doğrunun bir
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Uygulama Sorusu-1 Şekildeki 40 mm çaplı şaft 0 kn eksenel çekme kuvveti ve 450 Nm burulma momentine maruzdur. Ayrıca milin her iki ucunda 360 Nm lik eğilme momenti etki etmektedir. Mil malzemesi için σ
Uygulama Sorusu-1 Şekildeki 40 mm çaplı şaft 0 kn eksenel çekme kuvveti ve 450 Nm burulma momentine maruzdur. Ayrıca milin her iki ucunda 360 Nm lik eğilme momenti etki etmektedir. Mil malzemesi için σ
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
MUKAVEMET DERSİ. (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ") MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
BÖLÜM-2 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
MAKİNE ELEMANLARI - (9.Hafta) VİDALAR -2
 VİDALAR -2") VİDA HESAPLARI MAKİNE ELEMANLARI - (9.Hafta) VİDALAR -2 A. Ön Yükleme Kuvveti (FÖ) ile Sıkma/Çözme Kuvvetleri (FH) arasındaki İlişki İki malzemeyi birleştirmek için civata ve somun kullanılırsa, somunun
VİDA HESAPLARI MAKİNE ELEMANLARI - (9.Hafta) VİDALAR -2 A. Ön Yükleme Kuvveti (FÖ) ile Sıkma/Çözme Kuvvetleri (FH) arasındaki İlişki İki malzemeyi birleştirmek için civata ve somun kullanılırsa, somunun
Mukavemet-I. Yrd.Doç.Dr. Akın Ataş
 Mukavemet-I Yrd.Doç.Dr. Akın Ataş Bölüm 5 Eğilmede Kirişlerin Analizi ve Tasarımı Kaynak: Cisimlerin Mukavemeti, F.P. Beer, E.R. Johnston, J.T. DeWolf, D.F. Mazurek, Çevirenler: A. Soyuçok, Ö. Soyuçok.
Mukavemet-I Yrd.Doç.Dr. Akın Ataş Bölüm 5 Eğilmede Kirişlerin Analizi ve Tasarımı Kaynak: Cisimlerin Mukavemeti, F.P. Beer, E.R. Johnston, J.T. DeWolf, D.F. Mazurek, Çevirenler: A. Soyuçok, Ö. Soyuçok.
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
2009 Kasım. www.guven-kutay.ch MUKAVEMET DEĞERLERİ ÖRNEKLER. 05-5a. M. Güven KUTAY. 05-5a-ornekler.doc
 2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil
2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
 Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
Mühendislik Mekaniği Statik. Yrd.Doç.Dr. Akın Ataş
 Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 7 İç Kuvvetler Kaynak: Mühendislik Mekaniği: Statik, R. C. Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 7. İç Kuvvetler Bu bölümde, bir
Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 7 İç Kuvvetler Kaynak: Mühendislik Mekaniği: Statik, R. C. Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 7. İç Kuvvetler Bu bölümde, bir
Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ
 T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
ÖRNEK SAYISAL UYGULAMALAR
 ÖRNEK SAYISAL UYGULAMALAR 1-Vidalı kriko: Şekil deki kriko için; Verilenler Vidalı Mil Malzemesi: Ck 45 Vidalı mil konumu: Düşey Somun Malzemesi: Bronz Kaldırılacak en büyük (maksimum) yük: 50.000 N Vida
ÖRNEK SAYISAL UYGULAMALAR 1-Vidalı kriko: Şekil deki kriko için; Verilenler Vidalı Mil Malzemesi: Ck 45 Vidalı mil konumu: Düşey Somun Malzemesi: Bronz Kaldırılacak en büyük (maksimum) yük: 50.000 N Vida
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
SÜRTÜNME ETKİLİ (KAYMA KONTROLLÜ) BİRLEŞİMLER:
 BİRLEŞİMLER:") SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
Malzemenin Mekanik Özellikleri
 Bölüm Amaçları: Gerilme ve şekil değiştirme kavramlarını gördükten sonra, şimdi bu iki büyüklüğün nasıl ilişkilendirildiğini inceleyeceğiz, Bir malzeme için gerilme-şekil değiştirme diyagramlarının deneysel
Bölüm Amaçları: Gerilme ve şekil değiştirme kavramlarını gördükten sonra, şimdi bu iki büyüklüğün nasıl ilişkilendirildiğini inceleyeceğiz, Bir malzeme için gerilme-şekil değiştirme diyagramlarının deneysel
1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Giriş Temel kavramlar Sınıflandırma Aks ve mil mukavemet hesabı Millerde titreşim kontrolü Konstrüksiyon
Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Giriş Temel kavramlar Sınıflandırma Aks ve mil mukavemet hesabı Millerde titreşim kontrolü Konstrüksiyon
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
Malzemelerin Mekanik Özellikleri
 Malzemelerin Mekanik Özellikleri Bölüm Hedefleri Deneysel olarak gerilme ve birim şekil değiştirmenin belirlenmesi Malzeme davranışı ile gerilme-birim şekil değiştirme diyagramının ilişkilendirilmesi ÇEKME
Malzemelerin Mekanik Özellikleri Bölüm Hedefleri Deneysel olarak gerilme ve birim şekil değiştirmenin belirlenmesi Malzeme davranışı ile gerilme-birim şekil değiştirme diyagramının ilişkilendirilmesi ÇEKME
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
29- Eylül KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü ( 1. ve 2. Öğretim 2. Sınıf / B Şubesi) Mukavemet Dersi - 1.
 Mukavemet Dersi - 1.") SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
CIVATA BAĞLANTILARI. DEÜ Makina Elemanlarına Giriş M. Belevi, Ç. Özes, M. Demirsoy
 CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşlarının, silindir
CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşlarının, silindir
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
MUKAVEMET Öğr. Gör. Fatih KURTULUŞ
 www.sakarya.edu.tr MUKAVEMET Öğr. Gör. Fatih KURTULUŞ www.sakarya.edu.tr 1. DÜŞEY YÜKLÜ KİRİŞLER Cisimlerin mukavemeti konusunun esas problemi, herhangi bir yapıya uygulanan bir kuvvetin oluşturacağı gerilme
www.sakarya.edu.tr MUKAVEMET Öğr. Gör. Fatih KURTULUŞ www.sakarya.edu.tr 1. DÜŞEY YÜKLÜ KİRİŞLER Cisimlerin mukavemeti konusunun esas problemi, herhangi bir yapıya uygulanan bir kuvvetin oluşturacağı gerilme
Kirişlerde Kesme (Transverse Shear)
") Kirişlerde Kesme (Transverse Shear) Bu bölümde, doğrusal, prizmatik, homojen ve lineer elastik davranan bir elemanın eksenine dik doğrultuda yüklerin etkimesi durumunda en kesitinde oluşan kesme gerilmeleri
Kirişlerde Kesme (Transverse Shear) Bu bölümde, doğrusal, prizmatik, homojen ve lineer elastik davranan bir elemanın eksenine dik doğrultuda yüklerin etkimesi durumunda en kesitinde oluşan kesme gerilmeleri
Burulma (Torsion): Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler
: Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler") ifthmechanics OF MAERIALS 009 he MGraw-Hill Companies, In. All rights reserved. - Burulma (orsion): Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler ifthmechanics OF MAERIALS ( τ ) df da Uygulanan
ifthmechanics OF MAERIALS 009 he MGraw-Hill Companies, In. All rights reserved. - Burulma (orsion): Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler ifthmechanics OF MAERIALS ( τ ) df da Uygulanan
Tanım: Boyuna doğrultuda eksenel basınç kuvveti taşıyan elemanlara Basınç Çubuğu denir.
 BASINÇ ÇUBUKLARI Tanım: Boyuna doğrultuda eksenel basınç kuvveti taşıyan elemanlara Basınç Çubuğu denir. Basınç çubukları, sadece eksenel basınç kuvvetine maruz kalırlar. Bu çubuklar üzerinde Eğilme ve
BASINÇ ÇUBUKLARI Tanım: Boyuna doğrultuda eksenel basınç kuvveti taşıyan elemanlara Basınç Çubuğu denir. Basınç çubukları, sadece eksenel basınç kuvvetine maruz kalırlar. Bu çubuklar üzerinde Eğilme ve
MAKİNA ELEMANLAR I MAK Bütün Gruplar ÖDEV 2
 MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
KAYMA GERİLMESİ (ENİNE KESME)
") KAYMA GERİLMESİ (ENİNE KESME) Demir yolu traversleri çok büyük kesme yüklerini taşıyan kiriş olarak davranır. Bu durumda, eğer traversler ahşap malzemedense kesme kuvvetinin en büyük olduğu uçlarından
KAYMA GERİLMESİ (ENİNE KESME) Demir yolu traversleri çok büyük kesme yüklerini taşıyan kiriş olarak davranır. Bu durumda, eğer traversler ahşap malzemedense kesme kuvvetinin en büyük olduğu uçlarından
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
RULMANLI YATAKLAR. Dönme şeklindeki izafi hareketi destekleyen ve yüzeyleri arasında yuvarlanma hareketi olan yataklara rulman adı verilir.
 RULMANLI YATAKLAR Yataklar iki eleman arasındaki bir veya birkaç yönde izafi harekete minimum sürtünme ile izin veren fakat kuvvet doğrultusundaki harekete engel olan destekleme elemanlarıdır. Dönme şeklindeki
RULMANLI YATAKLAR Yataklar iki eleman arasındaki bir veya birkaç yönde izafi harekete minimum sürtünme ile izin veren fakat kuvvet doğrultusundaki harekete engel olan destekleme elemanlarıdır. Dönme şeklindeki
RULMANLI YATAKLAR 28.04.2016. Rulmanlı Yataklar
 RULMANLI YATAKLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Rulmanlı Yataklar Yataklar minimum sürtünme ile izafi harekete müsaade eden, fakat kuvvet doğrultusundaki
RULMANLI YATAKLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Rulmanlı Yataklar Yataklar minimum sürtünme ile izafi harekete müsaade eden, fakat kuvvet doğrultusundaki
δ / = P L A E = [+35 kn](0.75 m)(10 ) = mm Sonuç pozitif olduğundan çubuk uzayacak ve A noktası yukarı doğru yer değiştirecektir.
(10 ) = mm Sonuç pozitif olduğundan çubuk uzayacak ve A noktası yukarı doğru yer değiştirecektir.](/thumbs/68/59308868.jpg "δ / = P L A E = [+35 kn](0.75 m)(10 ) = mm Sonuç pozitif olduğundan çubuk uzayacak ve A noktası yukarı doğru yer değiştirecektir.") A-36 malzemeden çelik çubuk, şekil a gösterildiği iki kademeli olarak üretilmiştir. AB ve BC kesitleri sırasıyla A = 600 mm ve A = 1200 mm dir. A serbest ucunun ve B nin C ye göre yer değiştirmesini belirleyiniz.
A-36 malzemeden çelik çubuk, şekil a gösterildiği iki kademeli olarak üretilmiştir. AB ve BC kesitleri sırasıyla A = 600 mm ve A = 1200 mm dir. A serbest ucunun ve B nin C ye göre yer değiştirmesini belirleyiniz.
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Burulma (Torsion): Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler
: Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler") Burulma (orsion): Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler Endüstiryel uygulamalarda en çok rastlanan yükleme tiplerinden birisi dairsel kesitli millere gelen burulma momentleridir. Burulma
Burulma (orsion): Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler Endüstiryel uygulamalarda en çok rastlanan yükleme tiplerinden birisi dairsel kesitli millere gelen burulma momentleridir. Burulma
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
ÇEKME DENEYİ 1. DENEYİN AMACI
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
DİŞLİ ÇARKLAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
GERİLME Cismin kesilmiş alanı üzerinde O
 GERİLME Cismin kesilmiş alanı üzerinde O ile tanımlı noktasına etki eden kuvvet ve momentin kesit alana etki eden gerçek yayılı yüklerin bileşke etkisini temsil ettiği ifade edilmişti. Cisimlerin mukavemeti
GERİLME Cismin kesilmiş alanı üzerinde O ile tanımlı noktasına etki eden kuvvet ve momentin kesit alana etki eden gerçek yayılı yüklerin bileşke etkisini temsil ettiği ifade edilmişti. Cisimlerin mukavemeti
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
METİN SORULARI. Hareket Cıvataları. Pim ve Perno Bağlantıları
 Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
Gerilme. Bölüm Hedefleri. Normal ve Kayma gerilmesi kavramının anlaşılması Kesme ve eksenel yük etkisindeki elemanların analiz ve tasarımı
 Gerilme Bölüm Hedefleri Normal ve Kayma gerilmesi kavramının anlaşılması Kesme ve eksenel yük etkisindeki elemanların analiz ve tasarımı Copyright 2011 Pearson Education South sia Pte Ltd GERİLME Kesim
Gerilme Bölüm Hedefleri Normal ve Kayma gerilmesi kavramının anlaşılması Kesme ve eksenel yük etkisindeki elemanların analiz ve tasarımı Copyright 2011 Pearson Education South sia Pte Ltd GERİLME Kesim
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
MUKAVEMET FATİH ALİBEYOĞLU
 MUKAVEMET FATİH ALİBEYOĞLU Rijit Cisimler Mekaniği Statik Dinamik Şekil Değiştiren Cisimler Mekaniği (MUKAVEMET) Akışkanlar Mekaniği STATİK: Dış kuvvetlere maruz kalmasına rağmen durağan halde, yani dengede
MUKAVEMET FATİH ALİBEYOĞLU Rijit Cisimler Mekaniği Statik Dinamik Şekil Değiştiren Cisimler Mekaniği (MUKAVEMET) Akışkanlar Mekaniği STATİK: Dış kuvvetlere maruz kalmasına rağmen durağan halde, yani dengede
Mühendislik Mekaniği Statik. Yrd.Doç.Dr. Akın Ataş
 Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 10 Eylemsizlik Momentleri Kaynak: Mühendislik Mekaniği: Statik, R. C.Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 10. Eylemsizlik Momentleri
Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 10 Eylemsizlik Momentleri Kaynak: Mühendislik Mekaniği: Statik, R. C.Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 10. Eylemsizlik Momentleri
Makine Elemanları I. Yorulma Analizi. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 7.BÖLÜM Bağlama Elemanları Cıvata Bağlantıları Doç.Dr. Ali Rıza Yıldız MAK 305 Makine Elemanları-Doç. Dr. Ali Rıza YILDIZ 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Cıvata Hakkında
MAK 305 MAKİNE ELEMANLARI-1 7.BÖLÜM Bağlama Elemanları Cıvata Bağlantıları Doç.Dr. Ali Rıza Yıldız MAK 305 Makine Elemanları-Doç. Dr. Ali Rıza YILDIZ 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Cıvata Hakkında
MİLLER ve AKSLAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU
 MİLLER ve AKSLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Miller ve Akslar 2 / 40 AKS: Şekil olarak mile benzeyen, ancak döndürme momenti iletmediği için burulmaya zorlanmayan, sadece eğilme
MİLLER ve AKSLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Miller ve Akslar 2 / 40 AKS: Şekil olarak mile benzeyen, ancak döndürme momenti iletmediği için burulmaya zorlanmayan, sadece eğilme
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 BÖLÜM 1- MAKİNE ELEMANLARINDA MUKAVEMET HESABI Doç. Dr. Ali Rıza YILDIZ 1 BU DERS SUNUMDAN EDİNİLMESİ BEKLENEN BİLGİLER Makine Elemanlarında mukavemet hesabına neden ihtiyaç
MAK 305 MAKİNE ELEMANLARI-1 BÖLÜM 1- MAKİNE ELEMANLARINDA MUKAVEMET HESABI Doç. Dr. Ali Rıza YILDIZ 1 BU DERS SUNUMDAN EDİNİLMESİ BEKLENEN BİLGİLER Makine Elemanlarında mukavemet hesabına neden ihtiyaç
Tablo 1 Deney esnasında kullanacağımız numunelere ait elastisite modülleri tablosu
 BASİT MESNETLİ KİRİŞTE SEHİM DENEYİ Deneyin Amacı Farklı malzeme ve kalınlığa sahip kirişlerin uygulanan yükün kirişin eğilme miktarına oranı olan rijitlik değerin değişik olduğunun gösterilmesi. Kiriş
BASİT MESNETLİ KİRİŞTE SEHİM DENEYİ Deneyin Amacı Farklı malzeme ve kalınlığa sahip kirişlerin uygulanan yükün kirişin eğilme miktarına oranı olan rijitlik değerin değişik olduğunun gösterilmesi. Kiriş
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
 ÇALIŞMA SORULARI 1) Yukarıdaki şekilde AB ve BC silindirik çubukları B noktasında birbirleriyle birleştirilmişlerdir, AB çubuğunun çapı 30 mm ve BC çubuğunun çapı ise 50 mm dir. Sisteme A ucunda 60 kn
ÇALIŞMA SORULARI 1) Yukarıdaki şekilde AB ve BC silindirik çubukları B noktasında birbirleriyle birleştirilmişlerdir, AB çubuğunun çapı 30 mm ve BC çubuğunun çapı ise 50 mm dir. Sisteme A ucunda 60 kn
FL 3 DENEY 4 MALZEMELERDE ELASTĐSĐTE VE KAYMA ELASTĐSĐTE MODÜLLERĐNĐN EĞME VE BURULMA TESTLERĐ ĐLE BELĐRLENMESĐ 1. AMAÇ
 Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.
Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.
ELASTİSİTE TEORİSİ I. Yrd. Doç Dr. Eray Arslan
 ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması
 1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
METALİK MALZEMELERİN ÇEKME DENEYİ
 METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
Ara Sınav. Verilen Zaman: 2 saat (15:00-17:00) Kitap ve Notlar Kapalı. Maksimum Puan
 Kitap ve Notlar Kapalı. Maksimum Puan") MAK 303 MAKİNA ELEMANLARI I Ara ınav 9 Kasım 2008 Ad, oyad Dr. M. Ali Güler Öğrenci No. Verilen Zaman: 2 saat (15:00-17:00) Kitap ve Notlar Kapalı Her soruyu dikkatle okuyunuz. Yaptığınız işlemleri gösteriniz.
MAK 303 MAKİNA ELEMANLARI I Ara ınav 9 Kasım 2008 Ad, oyad Dr. M. Ali Güler Öğrenci No. Verilen Zaman: 2 saat (15:00-17:00) Kitap ve Notlar Kapalı Her soruyu dikkatle okuyunuz. Yaptığınız işlemleri gösteriniz.
Makina Elemanları I (G3) Ödev 1:
 Ödev 1:") Makina Elemanları I (G3) Ödev 1: 1. Şekilde verilen dönen aks aynı düzlemde bulunan F 1 ve F 2 kuvvetleri ile yüklenmiştir. Değişken eğilme zorlanması etkisindeki aks Fe50 malzemeden yapılmıştır. Yatakların
Makina Elemanları I (G3) Ödev 1: 1. Şekilde verilen dönen aks aynı düzlemde bulunan F 1 ve F 2 kuvvetleri ile yüklenmiştir. Değişken eğilme zorlanması etkisindeki aks Fe50 malzemeden yapılmıştır. Yatakların
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Mühendislik Mekaniği Dinamik. Yrd.Doç.Dr. Akın Ataş
 Mühendislik Mekaniği Dinamik Yrd.Doç.Dr. Akın Ataş Bölüm 17 Rijit Cismin Düzlemsel Kinetiği; Kuvvet ve İvme Kaynak: Mühendislik Mekaniği: Dinamik, R.C.Hibbeler, S.C.Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok.
Mühendislik Mekaniği Dinamik Yrd.Doç.Dr. Akın Ataş Bölüm 17 Rijit Cismin Düzlemsel Kinetiği; Kuvvet ve İvme Kaynak: Mühendislik Mekaniği: Dinamik, R.C.Hibbeler, S.C.Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok.
Bilyalı Vida ile Aktarma Vidalarının Farkı
 Bilyalı Vida ile Aktarma Vidalarının Farkı Mekanik bir sistemde güç veya hareketi lineer olarak aktarmak istediğinizde en çok karşılaşılan mekanik unsur, vida mekanizmalarıdır. Özellikle CNC ve 3B yazıcı
Bilyalı Vida ile Aktarma Vidalarının Farkı Mekanik bir sistemde güç veya hareketi lineer olarak aktarmak istediğinizde en çok karşılaşılan mekanik unsur, vida mekanizmalarıdır. Özellikle CNC ve 3B yazıcı
EKSENEL YÜKLERDEN OLUŞAN GERILME VE ŞEKİL DEĞİŞİMİ Eksenel yüklü elemanlarda meydana gelen normal gerilmelerin nasıl hesaplanacağı daha önce ele
 EKSENEL YÜKLERDEN OLUŞAN GERILME VE ŞEKİL DEĞİŞİMİ Eksenel yüklü elemanlarda meydana gelen normal gerilmelerin nasıl hesaplanacağı daha önce ele alınmıştı. Bu bölümde ise, eksenel yüklü elemanların şekil
EKSENEL YÜKLERDEN OLUŞAN GERILME VE ŞEKİL DEĞİŞİMİ Eksenel yüklü elemanlarda meydana gelen normal gerilmelerin nasıl hesaplanacağı daha önce ele alınmıştı. Bu bölümde ise, eksenel yüklü elemanların şekil
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Özel Laboratuvar Dersi Strain Gauge Deneyi Çalışma Notu
 YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Özel Laboratuvar Dersi Strain Gauge Deneyi Çalışma Notu Laboratuar Yeri: B Blok en alt kat Mekanik Laboratuarı Laboratuar Adı: Strain Gauge Deneyi Konu:
YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Özel Laboratuvar Dersi Strain Gauge Deneyi Çalışma Notu Laboratuar Yeri: B Blok en alt kat Mekanik Laboratuarı Laboratuar Adı: Strain Gauge Deneyi Konu:
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;
 BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;") MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
HİDROLİK GÜÇ ÜNİTESİ Hidrolik hortum
 - 1 -- 10. 10.1 Genel lar uçlarında rekorlar bulunan basınca dayanıklı elastik özel hortumlardır. Elastik kısım üç parçadan oluşur: α. İç hortum. Sızdırmazlığı sağlayan kısımdır ve içinden geçen sıvıya
- 1 -- 10. 10.1 Genel lar uçlarında rekorlar bulunan basınca dayanıklı elastik özel hortumlardır. Elastik kısım üç parçadan oluşur: α. İç hortum. Sızdırmazlığı sağlayan kısımdır ve içinden geçen sıvıya