ELEKTRİK ARK KAYNAK ELEKTRODLAR1. Elektrîk ark kaynağında kullanılan elektrodları genel olarak ikî gurupta toplamak kündür.
|
|
|
- Serhat Ölmez
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Elektrod Türleri

2 ELEKTRİK ARK KAYNAK ELEKTRODLAR1 I-Yalnız arkı meydana getirmekte kullanılan elektrodlar II- Hem arkı meydana getiren hemde ilâve metal olarak kullanılan elektrodlar. I - YALNIZ ARKI MEYDANA GETİRMEKTE KULLANILAN ELEKTRODLAR Bu elektrodlar ya parça ile aralarında ya da iki elektrod arasında arkı meydana getirir. Kaynak dolgusu için ayrıca kaynak teli kullanılır. Bu elektrodlar başlıca iki guruba ayrı - lir. 1. Karbon elektrodlar 2. Tungsten elektrodlar 1. KARBON ELEKTRODLAR Dairesel kesitli ve dışı bakır kaplı olarak yapılan elektrodlar Uç cinstir. Amorf, grafit ve elektro-grafit elektrotlar. müm- Elektrîk ark kaynağında kullanılan elektrodları genel olarak ikî gurupta toplamak kündür. Amorf elektrotlar toz halinde kok, grafit ve antrasit kömürlerinin bir yapıştırıcı madde île birlikte yüksek basınç altında preslenmesi ile elde edilir. Yapıştırıcı madde olarak daha ziyade katran kullanılır. Elektrot presleme işleminden sonra fırında kurutulur. Tamamendo^ lu amorf çubuklara "homogen karbon" elektrodlar adı verilir. Ayrıca fitilli amorf elektrodlar adı verilen diğer bir cins elektrod tipi daha vardır. Bu fitilli çubukların özü su camı ve asit borik olup arkın muntazam ve sakin yanmasını temin eder. Grafit ve elektro-grafit çubuklar yalnız grafit kömüründen imal edilir. Bu elektrodlannyapıları daha sıkı, ömürleri amorf elektrotlardan daha uzun, tatbik edilen akım şiddeti daha yüksektir. 2. TUNGSTEN ELEKTRODLAR Tungsten elektrodlar koruyucu gaz atmosferi altında yapılan kaynak usullerinde kullanılır. Ark Atom, Argontrk (TIG) kaynakları gibi. İlk zamanlarda saf tungsten elektrodlar kullanılmış, daha sonraları da toryum ve zirkonyumla alaşımlandırılmış elektrotlar geliştirilmiştir. Ala unlandırılmış tungsten elektrodlar başlıca şu üstünlükleri sağlar. a) Mükemmel bir elektron emisyonu meydana getirir. b) Alaşımlı elektrotlarıalaşımsızlardan% 2 daha yüksek akım şiddeti ile yüklemek mümkündür* '.

3 c) Alaşımlı elektrodların ömürleri daha uzun, sarfiyatları % 0 daha azdır. d) Elektrodun kaynak yerine temas etmesi halinde kaynak banyosunda meydana gelen sıçrama ve buharlaşma saf elektrodlara nispeten daha azdır. Tablo I. AWS (American welding society) göre tungsten elektrot tipleri Sembol Tungsten % Toryum % Zirkonyum % Diğer eleman - lar toplamı % EWP 99, - _ 0, EW Th- I 98, 0,8-1,2-0, EWTh-2 97, 1,7-2,2-0, EW Th -3 98,9 0,0-0, - 0, EW Zr 99,2 0,1-0,40 0, II - HEM ARKI MEYDANA GETİREN HEM DE İLAVE MEITAL OLARAK KULLANILAN ELEKTRODLAR Bu elektrodlar kaynak yaparken erir ve kaynak ağzını doldururlar. Başlıca iki guruba ayrılırlar. A - Örtüsüz elektrodlar B - Örtülü elektrodlar A-ÖRTÜSÜZ ELEKTRODLAR Dış yüzeyleri çıplak çekme veya haddeleme suretiyle elde edilen tellerden ibarettir. Çıplak ve özlü elektrodlar olarak iki gurupta incelenebilir. a) Çıplak elektrodlar Bu elektrodlarla kaynak yaparken kaynak banyosunu havanın oksijen ve azotunun kötü etkilerinden korumak mümkün değildir. Azot kaynak dikişinin mukavemet ve sertliğini artırmasına karşılık sürekliliğini düşürür. Oksijen ise dikişin mekanik özelliklerinin kötüleşmesine ve bazı alaşım elemanlarının yanmasına sebep olur. Dolayısıyle böyle bir dikişin şe - kil değiştirme kabiliyeti çok azdır. Kaynak banyosu çabuk soğuduğundan dikiş gevrek o- lur ve çentik mukavemeti gayet azdır. En çok dolgu kaynak işlerinde kullanılır, çıplak elektrodların yakılması zor, nüfuziyeti azdır. b) Özlü Elektrodlar Elektrodun çekirdeğinde arkı stabilize eden bazı organik maddelerle doldurulmuş bir ÖZBMlunur. Özlü elektrodlarla kaynak yapıldığı zaman, havanın kaynak dikişine, tesiri çıplak elektrodlara nazaran daha azdır. Öz maddesinin yanmasıyla meydana gejen gaz atmosferi, kaynak dikişini kısmen örter, kaynağın mekanik mukavemeti de çıplak elektrodlara nazaran daha yüksektir. Kaynatılması çıplak elektrodlara nisbeten daha kolay nüfuziyeti daha fazladır. -2-

4 B - ÖRTÜLÜ ELEKTRODLAR Bunlar çıplak tel üzerine doldurma veya presleme suretiyle örtü geçirilmiş elektrodlardır. Bu kısımda sadece elle yapılan ark kaynağında kullanılan örtülü elektrodlardan bahsede - ceğiz. Bir örtülü elektrod iki kısımdan meydana gelir. a) Elektrod Çekirdeği : Kaynak metalini teşkil eden bu orta sîlindirik kısımdan arkı meydana getiren akım geçer. Yumuşak çeliklerin kaynağında kullanılan çekirdek tellerinin terkibinin belirli sınırlar dahilînde olması icap eder. Kükürt mümkün mertebe az olmalı (0.02 % Max. ) Kükürt miktarı arttıkça dikişte çatlaklar ve bilhassa yüzeyde gözenekler meydana gelir. Karbon ( 0* ), Silisyum ( max.) ve Manganez ( ) miktarlarının da muayyen sınırları aşmaması istenir. Aksi taktirde yine dikişte çatlak ve gözenekler meydana gelir«b) Elektrod Örtüsü : örtülü e I ek trod I arda değişik kalınlıklarda ve çekirdekle eş merkezli olması gereken bir örtü bulunur, örtülü elektrodlarla yapılan bir kaynağın kalitesi örtü karakterine ve örtü kalınlığına bağlıdır. Elektrod örtüsünün başlıca faydaları şunlardır : - Arkın tutuşma kabiliyetini yükseltir ve arkı stabilize eder. örtünün terkibinde bulunan sodyum ve potasyum tuzları metalik oksitler, karbonatlar vs. gibi maddelerin iyonlaştırıcı etkisi elektrod ucu ile kaynak edilecek parça arasında yani anotla katod arasında dalgalı akım geçişini hayli kolaylaştırır. Tutuşturma esnasında aradaki hava tabakası kaynak makînasmm Eo boşta çalışma gerilimi tarafından delinir. Mer elektrod tipi kendine özgü bir îonlaşma potansiyelini, yani Et tutuşturma gerilimini haizdir. Arkın kararlılığını idame edecek şekilde ergime sürekliliğinin temin edilmesi için Eo^ Et olmalıdır. Bu itibarla örtü, arkın.kararlılığını temin etmenin yanı sıra dalgalı akımda voltluk, doğru akımda da 40-0 voltluk bir boşta çalışma geriliminin kullanılmasını mümkün kılar örtüyü teşkil eden maddeler, anodla katot arasındaki toplam enerji dağılımını etkiler. Anotla katot arasında ark enerjisini eşit şekilde bölecek her madde veya karışım elek - trodun dalgalı akımda kullanılma imkanını arttırır. - örtü çekirdekten daha geç ergîdiğinden, elektrodun ucunda az çok derin bir krater hasıl olur«bu krater arkın mekanik kararlılığına ve do lay isiyle ergime banyosunun münasip şekilde idaresine yardım eder. Bazı elektrod tiplerinde bu krater elektrodu devamlı olarak parçaya sürterek kaynak etme imkânını verecek kadar bariz ve derindir. - Koruyucu gaz tesiri yapacak kaynak banyosunu havanın oksijen ve azotunun zararlı tesirlerinden korur. Böylece kaynak dikişinin mekanik özelliklerini yükseltmiş olur. - Örtünün ergiyerek kaynak dikişi üzerinde hasıl ettiği cürufun miktarı, yoğunluğu, katılaşma noktası ve viskozite sınırları dikişin alacağı şekli etkiler. Meselâ dik ve tavan kaynaklarında akıcı ve dar viskozite sınırlarını haiz bir cüruf gereklidir. Cüruf, dikiş boyunca ergimiş metali, aşağıda izah edileceği gibi, temizleyecek kadar akıcı, I$aynak işlemi ilerledikçe ergimiş metali yerli yerinde tutacak kadar da çabuk katılaşan cinsten olmalıdır. Çok akıcı olan bir cüruf ergimiş banyonun üstünden akar ve metal de "sarkar" veya "damlar" ve pürüzlü bir yüzey arzeder. Dolayısıyla örtü, hasıl ettiği cürufun viskozite ve yüzey gerilimi aracılığı ile kaynak dikişini tanzim eder. Yine dikiş şeklini etkileme bakımından örtünün bir başka yönde de rolü büyüktür : Elektrodun örtü kalınlığı arttıkça kay - -3-

5 nak akım şiddeti artar, elektrod çekirdek metali daha ince ttantlacıfckır haline geçer netice itibariyle dikiş daha düzgün ve iç bükey şekilde okır. ve" - Her pozisyonda kaynak edebilme imkânını kolaylajttritv-- - Kaynak edilen parça yüzeyinde bulunan oksitler, kaynak esnasında dikişe dahm olurlar, örtünün teşkil ettiği cüruf/ kaynak metalinin kalitesine zarar verecek bu oksitler ve sair. pisliklerden dikişi temizler ve bunları kendi içinde toplar, - Ergimiş banyoya gerekli ilâve elementler getirerek onu alaşımlandırır, öncelikle kaynak esnasında oksitlenme ve buharlaşma suretiyle silisyum ve manganezin kaçınılmaz kayıpla - rını telafi eder. Krom, nikel, molibden vs. gibi ilave elementler örtü içinde ferro alaşım halinde bulunur. Böylece bir yumuşak çelik çekirdekten hareket ederek bir alaşımlı çelik dikişi meydana getirmek mümkün olur. Keza bazı hallerde örtü malzemesine önemi) miktarda demir tozu katarak elektrodun verimi arttırılır. Sonuç olarak denilebilirkl örtünün münasip şekilde seçilmesi ile çeşitli pozisyonlarda kaynak yapmak imkânını veren ve görünüş, kimyasal terkip ve metalik karakteristikler bakımından kaynak konstrüksî yon I arından beklenen şartları yerine getiren yumuşak ve kararlı bir ark elde edilebilir. Elektrodlar örtü kalınlığına göre ( DİN 1913 ) üç guruba ayrılır : a) İnce örtülü elektrodlar b) Orta kalın örtülü elektrodlar c) Kalın örtülü elektrodlar D = (120 % d) D = ({ % d ) D > 14 % d % d ; Çekirdek çapı D ; Elektrodun dış çapı Elektrod örtü kalınlığının kaynak dikiş formuna etkisi şekil. I de görüldüğü gibidir; Kaynak yapılan malzemenin cins ve kayridr işlemi amaçlarına göre elektrodlar aşağıdaki gurupiama içinde incelenecektir. 1. Yumuşak ve alçak alaşımlı çeliklerin kaynak elektrodları 2. Yüksek alaşımlı çeliklerin kaynak elektrodları 3. Dökme demir (pik) kaynak elektrodları 4. Alüminyum ve alüminyum alaşımlarının kaynak elektrodları. Bakır ve bakır alaşımlarının kaynak elektrodları 6. özel amaçlı elektrodiar. -4-

6 I. YUMUŞAK VE ALÇAK ALAŞIMLI ÇELİKLERİN KAYNAK ELEKTRODLARI : ELEKTROD STANDARTLARI a) Milletler Arası Standart ( ISO ) ISO standartlarına göre bîr elektrodu karakterize eden işaretler üç grupta toplanır* I. Birinci gurup üç rakamdan ibaret olup, kaynak metalinin sırası ile asgari çekme rnuka - vemeti, kopma uzaması ve çentik darbe mukavemetini karakterize eder. ( Tablo, 2 ) Çekme Mukavemeti Kopma uzaması L o ' s d Çentik darbe mukavemeti 10 - deneyi İjaret rakkamı asgari İşaret rakka mı Değerler % asgari İşaret rakka mı " Tablo - 2 Kaynak malzemesinin mekanik değerlerini belirten işaretler 2. İkinci gurup yalnız bir harften ibaret olup örtünün tipini karakterize eder. A. Asit B. Bazik C Selulozik O.. Oksit R. Titandioksit, Tip I T. Titandioksit, Tip 2 V. Diğer tipler Değerler Kgm/cm2 asgari 3 8 Üçüncü gurupta iki rakamdan ibaret olup birinci rakam : kaynak pozisyonu, ikinci rakam da : akım şekli, kutup durumu ve kaynak transformatörünün asgari boşta çalışma gerilimini gösterir II 13 - İşareti Uygun kaynak pozisyonu Bütün kaynak pozisyonları Yukarıdan aşağı dik pozisyon haricinde bütün pozisyonlar Yatay ve oluk pozisyonlarında iç köşe kaynakları 4 Yatay alın kaynağı pozisyonu Tablo - 3 Kaynak Pozisyonu ( ISO ) --

7 Elektrod kutup durumu Doğru ve dalgal ı akımda kaynak transformatörünün asgari boşta çalışma gerilimi Yalnız doğru akım 0 (volt) 70 (volt) 90 ( volt ) f ÖRNEK : E 34 B 29 Tablo - 4 Akım şekli, kutup durumu, kaynak trasformatörühün asgari boşta çalışma gerilimi (ISO) E : Elektrot 3 : Asgarî çekme mukavemeti 48 kg /mm2 4 : Asgarî kopma uzaması 26 % : Asgarî çentik darbe mukavemeti 13 kgm/cm2 K B : Bazik karakterli ' 2 : Yalnız yukarıdan aşağıya dikey pozisyon müstesna, diğer bütün kaynak pozisyonları için, 9 : Doğru akımla elektrot pozitif kutba bağlanarak veya boşta çalışma gerilimi asgarî 90 volt olan bir kaynak trasformatörü ile kaynak yapılır. b) Alman Standardı ( DİN 1913 ) DİN 1913'e göre bir elektrodun Hpini karakterize eden işaretler beş guruba ayrılır. İ # Birinci gurup işaret, elektrodun tipini karakterize eder» o oo Ti Ox Es Kb Ze So : Çıplak : özlü : Rutil ( Titandioksit ) : Oksit : Asit : Bazik : Selülozik : Özel öze) Hp elektrod I ardan derin nüfuziyet tipi ( Tf ) ve demir tozlu tipte ( Fe ) ile gösterilir. Ayrıca bu özel tip elektrot işaretlerinin yanına örtü tipini belirtmek için işaretler ilâve edilir«tf Ti veya Fe Es gibi, Tf Ti ile gösterilen bir elektrod,özel guruptan derin nüfuziyetli olup/ örtüsüde rutil karakterlidir. Fe Es elektrodu da yine özel gurupdan demir tozlu Wr elektrod olup, örtüsüde asit karakterlidir. 2» Elektrodun klâs işareti Elektrodların hangi cins çeliklerin kaynağında kullanıldığını ayırt etmek için çeşitli çelik guruplarına göre elektrodlar romen harfleri ile gösterilen 14 guruba ayrılmışlardır. Bu sınıf - 6-

8
9
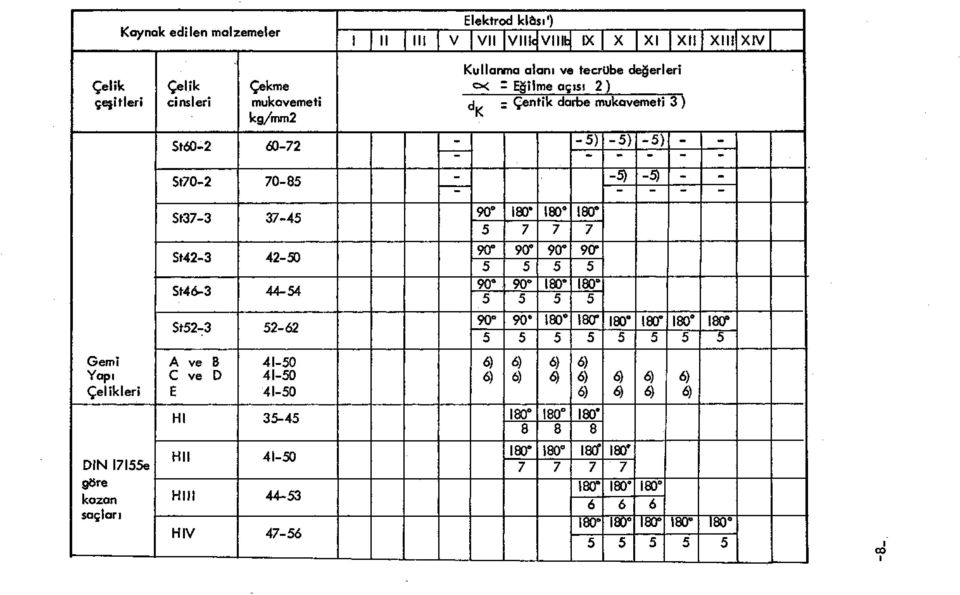
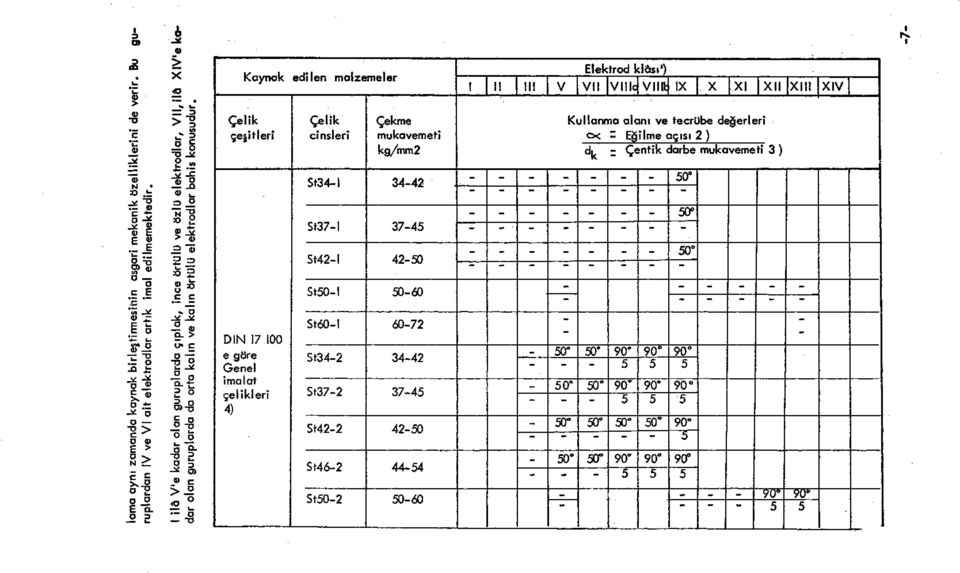
10 i Kaynak edilen malzemeler Elektrod klası 1 ) I II III V VIIVilla VlIIb IX X XI XII XIII XIV Çelik çeşitleri 3IN 171'e göre lar ı DİN 1629 f a gore Boru Çelikleri 12) DİN 1717 f göre Boru çelikleri DİN 17172' ye göre Uzun mesafe nakil boruları Çelik cinsleri 17 Hn 4 19 Mn St 3 ve St 3.4 St 4 ve St 4.4 St ve St.4 St 2 ve St 2.4 St 3.8 St 4.8 St 34.7 St 38.7 St 43.7 St 47.7 St 3.7 Çekme mukavemeti kg/mm Kullanma alanı ve tecrübe değerieri = Eğilme açısı 2) d v -Çentik darbe mukavemeti 3) ) - 90, ; : 180 J C 1807) L80_j j C 1808) 1) Elektrod klasları IV ve VI imâl edilmemektedir.» 2) Eğme deneyi DİN 0121 T e göre yapılır. 3) Çentik darbe deneyi DİN 0122 f ye göre. DVM deney çubuğu yapılır, 4) Verilen değerler DİN f e göre kaynak kabiliyeti olduğunda muteberdir, ) Yalnız bazik tipi' elektrodlar için 6) Bu elektrodlarm gemi çeliklerinin kaynağında kullanılmasında talimatnameler muteberdir. 7) Genel olarak basınçlı kap imalatı içindir f fakat 30 C! den fazla cidar sıcaklığı için değildir. Gerilime ısıl işlemi tatbik edilmiş birleştirmeler. 8) 19 Mn çeliklerinin gerilim giderme tavlı birleştirmeleri 9) 19 Mn çeliklerinin normal tavlı birleştirmeleri 10) Yalnız 6 mm.ye kadar cidarlı borular için Bu elektrodlarin uzun mesafe nakil borularının kaynağında kullanılmasında özel talimatnameler muteberdir. 12) DİN 1626'daki kaynaklı çelik borular için;muadili DİN 17100! deki yapı çeliklerinin elektrod klasları muteberdir B09
 d v -Çentik darbe mukavemeti 3) 180 90-10 ) - 90,180 90")
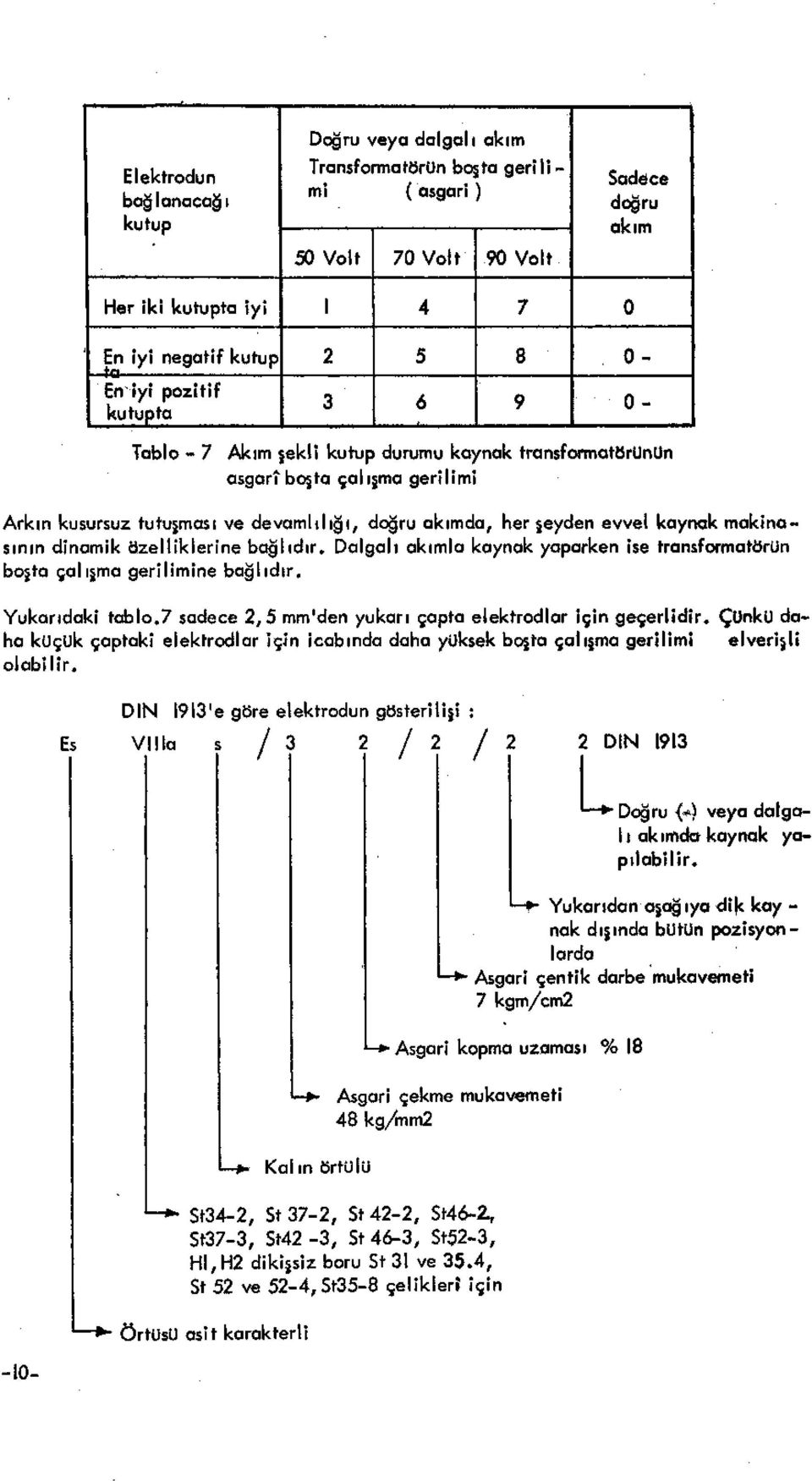
11 3. Örtü kalınlığı işaretlen Örtülü elektrodlarda örtü kalınlığı için d, m ve s küçük harfleri kullanılır. d : İnce örtülü elektrodlar m : Orta kalın örtülü elektrodlar ş : Kalın örtülü elektrodlar Derin nüfuziyet ve demir tozlu elektrodlar daima kalın örtülü olarak imal edildiğînden,bunlar da ayrıca örtü kalınlığını gösteren işarete lüzum yoktur, 4. Kaynak dikişinin mekanik özelliklerini gösteren işaretler ISO işaretlerinin aynı olup 3 rakam ile gösterilir. 1. Birinci rakam çekme mukavemetini ( kg/mm2) olarak verir, 2. İkinci rakam kopma uzamasını ( % ) olarak verir, 3. Üçüncü rakam çentik darbe mukavemetini ( kgm/cm2) olarak verir.. Kaynak pozisyonu ve akım şeklini belirten işaretler Elektrodun kullanılabildiği kaynak pozisyonları Tablo, ö'da gösterilen bir rakamla ifade edilir. Derin nüfuziyet elektrodl arında, bunlar genellikle sadece yatay pozisyonda kaynak edebildiklerinden işaret rakam» bulunmaz. İşaret Rakkamı Kaynak Pozisyonları 1 2 Bütün kaynak pozisyonları için Yukarıdan aşağı dik kaynak dışında bütün pozisyonlarda 3 4 Yatay pozisyonlar ve aşağıdan yukarı,kaynak Sadece tekne kaynakları ( köşe ve alın dikişleri ) Tablo - 6 Kaynak pozisyonlarını belirten işaretler Akım şeklini gösteren işaretler, elektrodun hiç zorluk çekilmeden kaynak edebildiği akım şeklini ve doğru akımiçin bağlanacağı kutbu gösterir. Tablo. 7-9-
 olarak verir, 2. İkinci rakam kopma uzamasını ( % ) olarak verir, 3. Üçüncü rakam çentik darbe mukavemetini ( kgm/cm2) olarak verir.")
12
13 c) Amerikan Standardı ( AWS - ASTM ) Amerikan standartlarında örtülü yumuşak çelik ve alçak alaşımlı çelik elektrodlar başta E harfî olmak üzere dört veya be rakamkı bir says ile gösterilir«, E harfi elektrik ark kaynağı elektrodunu ifade eder* Baştan ilk iki veya üç rakam ( beş rakamlı durumda) 1000 PSÎ ( pound per sauare inch) cinsinde kaynak dikişinin asgari kopma mukavemetini gösterir* Sondan bîr Önceki rakam elektrodun başarı ile kullanılabileceği kaynak pozisyonlarını gösterir, Şöyleki t I«Bütün kaynak pozisyonları 2. Yatay ve oluk kaynak pozisyonları 3 S Sadece oluk kaynak pozisyonları Dördüncü rakamda örtü tip akım şekli ve kutup durumunu karakterize eder. Bunlar aşağıdaki tablo«8 sıralanmıştır«tablo : 8 Yumuşak çeliklerin ark kaynağında^ örtülü elektrodlann AWS sınıflandırılmasında son rakam tarafından gösterilen örtü tipi ve uygun akım şeklî Son rakarr ÖRTÜ TİPİ SELÜLOZİK(SODYUM SİLİKAT) SELÜLOZİK(POTASYUM SİLİKAT) RUTİL (SODYUM SİLİKAT) RUTİL (POTASYUM SİLİKAT) RUTÏL (DEMİR TOZLU) BAZİK (SODYUM SİLİKAT) BAZİK (POTASYUM SİLİKAT) DEMİR TOZLU BAZİK (DEMİR TOZLU) ÂKIM ŞEKLİ VE ELEKTRODÜN BAĞLANACAĞI KUTUP DOĞRU AKIM (POZİTİF KUTUP) DOĞRU AKIMDA (POZİTİF KUTUPTA) VE DALGALI AKIMDA DOĞRU ÂKIMDA (NEGATİF KUTUP) VE DALGALI AKIMDA DOĞRU AKIM (NEGATİF KUTUP) VE DALGALI AKIMDA DOĞRU AKIM (ELEKTROT HER İKİ KUTUPTA) VE DALGALI AKIM DOĞRU AKIFı (POZİTİF KUTUP) VE DALGALI AKIMDA DOĞRU AKIM (POZİTİF KUTUP) VE DALGALI AKIMDA DOĞRU AKIM (NEGATİF KUTUP) VE DALGALI ÂKIMDA DOĞRU AKIM (POZİTİF KUTUP) VE DALGALI ÂKIMDA Alçak alışımlı çeliklerin kaynak elektrodları, yumuşak çeliklerin kaynak eîektrodlarından farklı olarak bir son ek ilaveli oiarak gösterilir«( E xxxx - A! gibi ). Bu son ek köynak metalîndeki alışım elementlerinin yaklaşık miktarlarını ifade eder, şöyleki : Aı Bı B2 B3 0, % Mo o, %Cr, 0,% Mo 2%Cr, 0, % Mo 2,2%Cr, i % Mo -II-

14 B4 B Ci C2 C3 Di,D2 G 2%Cr, 0, %Mo 0,%Cr, I % Mo 2,% NÎ 3,2%Ni I %Ni, 0,0% Mo, 0,1 % Cr 0,2-0,4% Mo, 1,7% Mn 0, % min.ni, 0,3 % min.cr, 0,2% min.mo, 0,1 % min V, I % min.mn (sadece bir element gereklidir.) ÖRTÜ KARAKDERİNE GÖRE ELEKTROTLARIN SINIFLANDIRILMASI DİN I913'e göre örtülerinin karakteri itibariyle örtülü elektrodlar altı ana tipe ayrılırlar ve buna göre işaretlenirler. Titandioksit (Rutil) elektrodlar Asit elektrodlar Oksit elektrodlar Bazik elektrodlar Selülozîk elektrodlar Özel elektrodlar TİTANDİOKSİT (RUTIL) ELEKTRODLAR Ti Es Ox Kb Ze So (Ti) Bunlar örtülerinde esas madde olarak çoğunlukla Rutil şeklinde bulunan titandioksit veya ilmenit ( demir ve titan oksidi ) ihtiva ederler. Bundan başka örtülerinde silikatlar ( sodyum veya potasyum), karbonatlar, metal oksitleri, organik maddeler ve ferro alaşımlar bulu - nur. Çok yönlü kullanma imkanına sahip bu elektrodlar, örtüleri her kalınlıkta, yani ince orta ve kalın olarak imal edilir. Bu husus, başka tiplerde olduğu gibi, kaynak hızı,pozisyonu, aralık doldurma kabiliyeti ve cürufun kolay kalkmasını etkiler. Ark içinde kaynak malzemesinin intikali, örtü kalınnğına göre değişir, ince örtülüde iri damlalı, kalın örtülüde de ince damlalı olur. Kalın örtülü rutil elektrot da damla inceliği aynı örtü kalınlıktı asit tip elektrot kadar olmaz. Örtü kalınlığı arttıkça kaynağın mekanik özelliklende iyileşir. Cürufun şekli, örtünün kalınlığı ve içindeki elementlere bağlı olup sıkıdan petek gibi gözenekliye kadar değişir ve mukavemeti de farklı olur. Cüruf kaynağı takiben gayet kolay kalkar. Bu elektrodların aralık doldurma kabiliyeti ince ve orta örtü kalınlığında çok iyi # kalın örtülüde iyi ve her halde, tekabül eden asit elektrodlarınkinden daha iyidir. Sıcakta çatlama hassasiyeti aynı miktarda manganez ihtiva eden asit elektrodlardan daha azdır. Rutil elektrodlar ergime hızı bakımından selülozîk ve yüksek verimli elektrodlar arasında yer alır, Nüfuziyeti ise orta derecededir. Rutîlîn rolü daha çok iyonlaşmayı artırmak olduğundan bunlarda ark çok kararlı, tutuşması kolay ve dalgalı akımda bile ark gerilimi nisbeten düşük olur. ( Eo ^40-4 V ) Rutil elektrodlar hem doğru ( elektrod negatif kutupta) hem de dalgalı akımda kaynak yapılır. Kaynak işlemi gayet kolay olup sıçrama kaybı azdır. Kaynak dikişi düzgün bir görünüş arz edip bombesi azdan düze kadar değişir. Röntgen muayenesi yapılacak kaynaklara rutil elektrodlar uygun değildir. Rutil elektrodlar bütün kaynak pozisyonlarında kullanılabilmelerine rağmen ekseri düz ve -12-
 elektrodlar Asit elektrodlar Oksit elektrodlar Bazik elektrodlar Selülozîk elektrodlar Özel elektrodlar TİTANDİOKSİT (RUTIL) ELEKTRODLAR Ti Es Ox Kb Ze So (Ti) Bunlar örtülerinde")
15 aşağıya meyilli pozisyonlarda kullanılır. RuHİ elektrot çeşitleri : E éoi2 ( Ti VII m ) ; Bu elektrod, orta nüfuziyetli, oldukça sakin ark veren, sıçra - ma kaybı az ve kaynak metalini kalın bir cürufla tamamen örten bir kaynak elektrodu olarak karakterize edilir* Elektrod örtüsünün ağırlık olarak % 3 den fazlası titanyumdur. Bundan başka örtü ekseri silisli maddeler ( feldspat ve kil gibi), az miktarda selüloz, ferro manganez ve bağlayıcı olarak sodyum silikat ihtiva eder. Keza az miktarda kalsiyum bileşikleri, doğru akımda ark karakteristiklerini iyileştirmek için ilâve edilebilir. Bu elektrodların tek poso kaynakları radyografik gereklere cevap verebilir, fakat çok posolu kaynaklarda radyografik gereklere oldukça uzak düşülür.. Bu elektrod bütün p ozisyonlarda kullanılabilmekle beraber daha çok düz ve yatay pozisyonlarda kullanılır. Özellikle tek poso, yüksek hız, yüksek akım şiddeti ve yatay köse ' kaynağı için kullanılmaları tavsiye edilir. Yatay köse kaynaklarının dikiş profili konvex şekilde olur. Bu elektrodlar bir çok alçak alaşımlı ve özellikle yüksek karbon değişimleri gösteren çeliklerin kaynağında kullanılabilir. E 6013 ( Ti VIII S) : E 6013 elektrodları E 6012 elektrodlarına çok benzer olmakla beraber bazı faydalı farklılıklara sahiptir. Cürufu daha kolay kalkar. Ark, özellikle küçük çaplı elektrodlarda ( 2, 0 ) olmak üzere daha kolay teşekkül ettirilir ve kararlı tutulabilir. Böylece alçak boşta çalışma gerilimi altında tatminkar çalışılabilmeye müsade eder. Bu elektrotlar özellikle ince saçların kaynağı için imal edilir. Bu elektrodların nüfuziyeti E 6012 elektrodlarından daha az olduğundan, büyük çaplı elektrodlar kullanılacağı zaman önceden E 6012 ile bir paso kaynak yapılmalıdır. Elektrod örtüsü E 6012 elektrotların örtüsüne çok benzerdir. Önemli fark, dalgalı akımda alçak akım şiddeti ve alçak boşta çalışma gerilimi altında arkın teşekkül ve kararlılığını sağlıyan, kolay iyonlaşan maddelerin örtü için katılmış olmasıdır. kaynak- Bu elektrodların çoğu yukar-aşağı dik p ozisyonlarda iyi netice verir. Yatay köse larında dikiş profili düz şekildedir. Küçük çaplı elektrodların kaynaklan radyografik gereklere ( Grade I ) çoğu kere verebilir. cevap E 7014 : Bu elektrod örtüsünün muhteviyatı E 6012 ve E 6013 elektrodlarınkîne benzer olup ilave olarak demir tozu ihtiva eder. Örtü içinde demir tozunun yüzde ('% ) miktarı E 7024 elektrodlarından daha azdır. Örtü karakter ve miktarı bu elektrodun bütün pozisyonlarda kullanılmasını mümkün kılar, bu elektrodlar E 6012 ve E 6013 kadar olmamakla beraber E 7024 elektrodlarından daha çok yönlüdür. Bu elektrodlar yumuşak ve alçak alaşımlı çeliklerin kaynağına elverişlidir. Düzgün kaynak dikişleri veren bu elektrodların nüfuziyeti E 6012 elektrodları kadardır. Köse kaynak profili düzden konvex'e kadar değişir. Cüruf gayet kolay kalkar. Kaynak metali bırakma hızı kendi gurubunda en yüksektir. Kullanılan akım şiddeti E 6012 ve E 6013 elektrodlarından daha yüksektir. ASİT ELEKTRODLAR (Es) Çok akıcı olan bu elektrodlarla yukardan aşağıya dik kaynak dışında her pozisyonda kay- -13-
, az miktarda selüloz, ferro manganez ve bağlayıcı olarak sodyum silikat ihtiva eder.")
16 nak yapılabilir. Dikişin yüzeyi parlak olup dikiş dövülebilir ve röntgen muuyerresinde çok iyi netice verir. Ark yüksek sıcaklığa haiz olduğundan büzülme fazla olur. Ana metalin çatlamaya hassas olması halinde bu elektrodlarm kullanılması tavsiye edilmez. Aynı sebepten sıçrama kayıpları fazlaca olur ve dolayısıyle elektrod verimi nisbeten düşüktür. Yatay pozisyonda kaynakta yüksek akım şiddeti ile ve dolayısıyla büyük ergime hızı ile çalışılabilir. Dikiş formu iç bükey olup çentikler göstermez. Bu e I ek trod I ar umumiyetle, kal m örtülü olur, cüruf petek gibi gözenekli olup kolayca kalkar. Örtü daha çok mâden halinde demir oksit ve çoğu zamanda mangan oksit ile bunların dışında yüksek miktarda ferro-mangan ve diğer deoksidanlaı ı ihtiva eder. Elektrod doğru ve dalgalı akında kaynak eder ve en iyi yatay p ozisyönda kaynağa uygun* dur. Aralık doldurma kabiliyeti orta derecede olduğundan kaynak ağızlarının iyi hazırlanması ve parçaların birbirine iyi alıştırılması gerekir. Örtü rutubete az hassas olmakla beraber röntgen muayenesine tabi tutulacak kaynaklarda kurutulmaları tavsiye edilir. E 6020 ( Es VIII S ) : Örtü yüksek miktarda demir oksit ihtiva eder. Dalgalı ve doğru akım negatif kutupta yatay köse kaynaklarında düz veya hafif iç bükey dikiş elde edilir. Düz pozisyon, dalgalı ve doğru akım her iki kutupta köşe ve alın kaynaklarında iyi netice alınır. Normal kaynak akım şiddetinde nüfuziyeti orta derece olur. Yüksek akım şiddeti kullanılarak derin nüfuziyet elde edilebilir» Bu elektrodlarm, rodyografik muayeneye tabi tutulacak yatay köse ve düz pozisyon kaynaklarında kullanılması tavsiye edilir. Kullanılan yüksek akım şiddetleri çarpılmaya neden olabileceğinden bu elektrodlar ince malzemelerin kaynağında kullanılmaz. OKSİT ELEKTRODLAR ( Ox ) Bu elektrodlar çok akıcı olup düzgün dikişler verirler. Bunlar en çok alaşımsız ve düşük karbonlu çeliklerin kaynağına ve sadece yatay oluk p ozisyönda kullanılmaya elverişlidir. Diğer elektrod tiplerine nazaran sıcakta çatlamaya daha müsait olup çok iyi bir hazırlık çalışmasını gerektirirler. Örtüleri genellikle kalın olup çoğunlukla demir oksidi ve bazen de mangan oksidi ihtiva eder. Ark içinde metal geçişi ince yağmur halinde olur. Arkta karbon ve mangan fazlaca yanar, bu sebepten dikişte mangan miktarı az olur. Cüruf sıkı olup soğuduğunda kendili - ğinden kalkar. Dikişler çok düzgün ve bilhassa ince tırtıllı fakat az nüfuziyetlidir. Bu elektrodlar doğru ( elektrod eksi kutupta ) ve dalgalı akımda çalışabilir ve en çok yatay pozisyonda kaynağa elverişlidir. Aralık doldurma kabiliyeti fena olduğundan parçalar iyi alıştırılmalıdır. Bilhassa güzel ve düzgün görünüşlü dikişler arzu edildiği zaman tavsiye edilir. Birleştirmenin mekaniz özellikleri zayıftır. İç köşe kaynaklarında dikiş formu iç bükeydir. BAZİK ELEKTRODLAR ( Kb ) Elektrod örtüleri kaynak metalini, atmosferden bir gaz ve cüruf örtüsü meydana getirmek suretiyle korurlar. Selülozik ve bazik elektrodlarda gaz örtüsü daha etkin cüruf ise diğer -14-

17 elektrod tiplerine nazaran daha incedir. Rutil tip elektrodlarda ise kalınca bir elektrod örtüsü az miktarda da gaz koruyuculuğu mevcuttur. Asit,demir oksit tipi örtüler ise çok kalın bir cüruf verirler. İnce bir cüruf ve kuvvetli bir gaz örtüsünün mevcudiyeti zor pozisyonlarda kaynak ve derince bir nüfuzîyet imkânı sağlar. Bazik elektrodda gaz örtüsünün hemen hemen tamamı,karbon monoksit ve az miktarda da karbon dioksitten teşekkül eder. Bu gaz örtüsü yüksek ölçüde redükleyici olduğundan ark içerisindeki erimiş metal damlalarına ve kaynak ban - yosuna oksijen ve hidrojen girmesi çok zordur, ayrıca ark içerisinde hidrojenin mevcut olmaması geçiş bölgesinde çatlama ihtimalini yok eder. Bir kaynak dikişinde, özellikle ısı etkisi altında kalmış ana metalle kaynak metali arasındaki geçiş bölgesinde meydana gelen çatlamaların esas sebeplerinden biri kaynak esnasında e- rimiş banyonun hidrojen yutması ve sonra bu hirojenin, ısı tesiriyle çalamaya hassasiyeti artmış geçiş bölgesinde toplanmasıdır. Özellikle karbon mik arı ile gayri safiyet elemanları (kükürt ve fosfor) yüksekçe olan malzemelerde çatlama eğilimi daha fazladır. Bazik elektrodlarm meydana getirdiği gaz atmosferinde H2 mevcut değildir ve elekroddaki alaşım elemanları da bir zarara uğramadan kay - nak banyosuna geçebilir. Buna ilaveten cüruf örtüsünün çeşitli metalik fonksiyonlara, özellikle kaynak banyosunun deoksidasyonuna ve gayri safiyet elamanlarının temizlenmesine yardımı başarıyla yerine getirmesi dolayısıyla bazik elekrodlar en iyi mekanik özelliklere, özellikle yüksek yüksek sürektik ve çentik darbe mukavemetine sahip kaynak dikişleri verirler. Bazik elsktrodların önemli bi r özelliği de O C nin altındaki düşük atmosferik sıcaklıklarda çentik darbe mukavemetlerini muhafaza eden kaynak dikişleri vermeleridir. Bazik elektrodlar kalın örtlü olarak imal edilirler, örtüde bol miktarda kalsiyum karbonat ve diğer bazik karbonatlarda flor bileşikleri mevcutur. Karbonatlar bozunarak gaz örtüyü meydana getirirler, flor bileşikleride cürufun akıcı olmasını temin eder. Bu akıcılıktan dlayı kaynak dikişinde cüruf kalintilrqrina raslanmaz. Bazik elektrodlar orta derecede nüfuziyete sahiptir - 1er. Genellikle yukardan aşağı dik kaynaklar dışında bütün p ozisyonlarda ve hatta boru kaynağında kullanılmaya elverişlidir. Bilhassa kelin kesitlerin ve rijit konstrüksiyonlarla, düşük alaşımlı, yüksek karbonlu ve gayri safiyet elemanları yüksek çeliklerin kaynağına elverişlidir. Kalınca örtülü ölektrodlarda ark içinde metal geçişi orta büyüklükte damlalar halinde olur. Cürufu diğer tp elektrodlar kadar kolay kalkmaz. Kaynak dikiş form u hafif bombelidir. En çok doğru akım ( elektrod artı kutupta ) ilekıynak edilir. Örtü higroskopik ( rutubete hassas ) olduğundan bu elektrodlarm kuru mahallerde muhafaza e- dilmeleri gerekir. Rutubet almış olmaları halinde en az yarım saat müddetle 20 C sıcaklıkta kurutulmaları lazımdir. Umumi kaide olarak bazik elektrodlar fazlaca yüksek akım şiddetine tabi tutulmamalıdır zira çalışma esnasında sıçramalar dışında, dikişin mekanik özellikleri de düşer. Bazik elektrodlar yukardaki üstünlüklerine ak olarak dikiş malzemesinin çekirdek malzemesine çok yakın ve çok az karbon ve mangan kaybetmiş olması, röntgen muayenesinde iyi netice ver- -1-

18 mest de söylenebil ir. Örtü içinde bulunan kalsiyum fluörürür neşrettiği buharların tahriş edici ve hatta zararlı olması nedeniyle dar sahalarda bazik elektrodlarla yapılacak kaynaklarda ciddi tedbir alınması gere - kir. Bu elektrodların bir başka mahzuruda rutii gibi iyonlaştırıcı maddelerin az miktarda bulunması sebebiyle arkı devam ettirmedeki güçlüktür. Bu sebepten bazik elektrodlar usta kaynakçılar tarafından yakılabilir. Kısa ark boyu ile çalışılmalı ( ark boyu elektrod çapının yarısı kadar) ve mümkün olduğu kadar zik zak yapılmamalıdır. Bazik örtülü elektrodlar özet*-* "ik başlıca şu durumlarda kullanılabilir. - Röntgen kalitesinde kaynak, veya yüksek mekanik özellikler istenen birleştirmelerde, - Orta veya yüksek karbonlu çeliklerin çatlamaya mukavemetli kaynağında, Fosforlu çeliklerin sıcak kılcal çatlamaya mukavemetli kaynağında, kükürtlü çeliklerin poroziteyi mini - muma indi ren kay nağ ı nda, - Kalın kesitlerin kaynağında, gerek segregasyon gerekse yüksek soğuma hızından doğacak çatlama problemlerine mani olmak için. - Sıfır derecenin altında düşük atmosferik sıcaklıklara maruz kalacak kaynaklı konstrüksiyonlardo, - Dinamik zorlanmalara maruz kalacak kaynaklı konstrüksiyonlarda. Bazik elektrod çeşitleri : E 701 : Doğru akım pozitif kutupta kullanılan alçak hidrojenli bir elektroddur. Örtü yüksek oranda kalsiyum karbonat ihtiva eder. Bu elektrodlar yüksek mukavemetli kaynak dikişleri istenen yerler ile yüksek karbonlu ve alaşımlı çeliklerin kaynağı için geliştirilmişlerdir. Bu elaktrodlarla kaynağı zor olan çeliklerin diğer elektrodlara nazaran daha az bir ön ısıtma ile kaynağı mümkündür. 3u elektrodlar yüksek kükürtlü çeliklerin ( Ü, 10-0,2 % ) kaynağında da kullanılır. Eğer diğer tip elektrodlar kullanılarak olursa kaynak dikişi delikli olur. Bütün pozisyonlarda kullanılabilen bu elektrodların 4mm^ büyük çaplı olanları yatay ve düz p ozisyonlarda köşe kaynakları için daha el verişlidir. Esas olarak sertleşebilen çeliklerin kaynağı için geliştirilen bu elektrodlar yukarda söz edilen uygulamalardan başka, dövme demir, yay çeliği ve emaye kaplanacak çeliklerin kaynağında elverişlidir. E 7016 : Bu elektrodlar E 701 elektrodların bütün özelliklerini taşırlar. Her iki eiektrodun öz ve örtüsü çok benzerdir. Sadece E 7016 elektrodları farklı olarak, örtülerinde dalgalı a- kımda kullanılmalarını kolaylaştıran potasyum silikat veya potasyum tuzları İhtiva ederler. E 7018 : Bu elektrodlar diğer bazik e I ek trod I ardan farklı olarak örtülerinde yüksek oranda demir tozu ihtiva ederler. 8u elektrodiarın örtüleri E 701 ve E 7016 elektrod örtülerinden biraz kalın yapılır. Örtü içinde demir tozu miktarı örtü ağırlığının 2-40 % arasındadır. 3u elektrod doğru akım (pozitif kutup) ve alternatif akımda kullanılabilir. E 701 elektrodlarının kullanıldığı yerlerde kullanılır. Yüksek mukavemetli yüksek karbonlu veya alaşımlı -16-
 ve mümkün olduğu kadar zik zak yapılmamalıdır.")
19 çeliklerin köse kaynağı îçin uygundur. Yatay ve düz p ozisyonda yapılan köse kaynağı profili hafif konve^tir. E 7018, düzgün ve sakin ark yapan, nüfuziyeti az, sıçmaması çok az, yüksek hızda kaynak yapılabilen bîr elektrod olarak kcrakterize edilir. SELÜLOZİK ELEKTRODLAR Bu elektrodlar, özellikle dik ve tavan pozisyonlarında kaynak yapabilmek için, kaynak metalinin çabuk katılaşmasını sağlayan örtü terkibine haizdirler. Örtülen % 10 dan fazla yanabi - len organik madde ( cğaç veya pamuk selülozu ), tabii silikatlar ve redükleyici ferro alaşımlar ihtiva ederi Kaynak metalinin ergime hızı diğer tip elektrodlar kadar olmamakla beraber, düz pozisyonlarda da kullanılır. Selülozik elektrodlar yumuşak çeliklerîh her türlü kaynağında kullanılabilen çok maksatlı bir elektrdo olarak düşünülebilir. Selülozik elektrodlarda ( bazik elektrodlarda olduğu gibi ) gaz örtüsü daha etkin cüruf ise diğer tip elektrodlara nazaran daha incedir. Gaz örtüsünün kabaca yüzde kırkı hidrojen yüzde altmışı karbon monoksîtlen oluşur. Daha çok orta kalınlıkta örtüde arkdan malzeme geçişi orta büyüklükte demlalar halinde olur. sıçrama kayıpları oldukça önemlidir. Kaynak dikişi az bombeli ve intizamsız kaba tırtıllı bir yüzey arz eder. Dikişin şekli güzel değildir. Doğru akımda ( elektrod artı kutupta) ve dalgalı akımda (Es «60-70 V) kullanılır. Başlıca özellikleri iyi bir aralık doldurma kabiliyeti ve derin bir nüfuziyet temin etmesidir. Bilhassa yukardan aşağı dik kaynaklara ve boru kaynaklarına elverişlidir. Kaynak metali iyi kaliteli olup dövülebilir ve röntgen muayenesinde iyi netice verir. Buna karşılık kaynak banyosunun fazla miktarda erimiş hidrojen tutması mahzuru sayılabilir. Selulozik elektrodlar kaynakla çok duman neşrettiklerinden kozan, depo gibi kapalı hacimlerde kullanmaktan kaçınılmalıdır. Dökme çeliklerin çukur ve gözeneklerinin kaynağında elverişlidir. Pipe-line kaynaklarının kök posalarında kullanılır. Selülozik elektrod çeşitleri : E âolû ( Ze VII m ) Bu elektrodlar, bütün kaynak pozisyonlarında iyi kullanma özelliklerine haiz ve mümkün olan en iyi mekanik özellikleri verebilmek üzere hazırlanmışlardır. Derin nüfuziyetli, kuvvetli p üskürme ark tipli, gevrek, kolayca kalkan ince bir cüruf meydana geti - ren bir elektrod olarak karakterize edilir. Köje kaynakları, ekseri düz profili haizdir, örtü yüksek miktarda ( ağırlık olarak 30 % dan fazla) selüloz ihtiva eder. Genel olarak örtü içinde bulunan diğer malzemeler titanyum oksit, magnezyum ve alüminyum silikatlar, ferro manganez ve sodyum silikat gibi metalik deoksidasyonlardır. Yüksek sodyum tip selülozik elektrod olarak sınıflandırılır. Bu elektrodlar, kaynak metali kalitesinin en fazla önem kazandığı, kaynak işlerinde bütün pozisyonlarda ve özellikle röntgen kalitesinde çok pasolu dik ve tavan pozisyonu kaynaklarında kullanılmaları tavsiye edilir. Daha ziyade yumuşak çeliklerde kullanılmakla beraber, galvanizli saçların ve alçak alaşımlı çeliklerin kaynağında da kullanılır«gemi, köprü,depo tankları yapımı ve boru kaynakları tipik kullanma yerleridir. -17-
, tabii silikatlar ve redükleyici ferro alaşımlar ihtiva ederi Kaynak metalinin ergime hızı diğer tip elektrodlar kadar")
20 Bu elektrodlarin kaynak akım şiddeti diğer tip elektrôdlara nazaran biraz düşük tutulur.çünkü yüksek akım şiddetinde sıçrama kayıpları çok yükselir. Doğru akım negatif kutup ve dalgalı akımda kullanılır; E 6üll ( Ze VII m ) : Nüfuziyet, ark işlemi, cürufu ve köşe kaynak görünüşü E 6010 a benzerdir. Çekme ve alma mukavemeti E 6010 elektrcdundan daha yüksektir. Örtü yüksek miktarda selüloz htiva eder. Yüksek potasyum tip selulozik etaktrod olarak sınıflandırılır. ÖZEL ELEKTRODLAR ( So ) a) Derin nüfuziyetli eiektrodlar ( Tf ) Elektrod çekirdek çapı d (mm ) ile gösterildiğinde nüfuziyeti ( d - I ) mm olan eiektrodlar bu guruba dahil edilir. Bunlar daima kalın örtülü olup örtüde fazlaca organik madde bulunur* Gerekli kaynak mukavemetini elde etmek için yüksek ark nüfuziyetinden istifade e- dilerek kaynak maliyeti düşurülür. Derin nüfuziyet elektrodlarının başlıca özellikleri ve faydaları şunlardır : - Kaynaklı birleştirmede, diğer elektrod tiplerine nazaran daha az kaynak metali ve ana metalde daha fazla ergimiş kısım bulunur. 10 mm kalınlığında 2 levhanın derîn nüfuziyette düz alın kaynağı île bunların V kaynak ağzı açılarak normal elektrod kaynağı arasında bir mukayese yapacak olursak elektrod sarfiyatının 0 %, işçiliğin 78 % daha az olduğu görülür. - Metre kaynak uzunluğu başına daha uz elektrod ve elektrik sarfiyatı elde edilir. - Bazı hallerde kaynak a zı ve tersten kök posoyu temizlemeye lüzum kalmaz. - Derin nüfuziyetli elektrodların kaynak hızı akım şiddeti ile orantılı değildir, zira bu hızı sınırlayan faktör cürufun kaynağı takip edip örtebilmesi nisbetidîr. Hızlı kaynağın daha derin nüfuziyeti temin ettiği bilinmektedir. Daha yüksek ark hızlarının sonucu olan daha derin nüfuziyeti kullanarak istenen kaynak mukavemetini elde etme metodu, derin nüfuziyet kaync^ı tekniğinin temel prensibini teşkil eder. b) Yüksek verimli elektrodîar : Bu elektrodların örtüleri yüksek miktarda ( yaklaşık olarak 0 % ) demir tozu ihtiva etti - ğinden ergime güçler? ve verimleri diğer elektrodlardan ciddi şekilde yüksektir. Kaynak metalinin biraz yavaş katılaşmasından ötürü bu tip elaktrodlar zor pozisyon kaynakları için elverişli değildir, sadece yatay pozisyonda dalgalı ve doğru akımla kaynak yapılabilir. Örtü içindeki yüksek Jemir tozu oranı örtüyü iletken kıldığından ark çok kolay tutuşur. Akım şiddeti normal elektrodlardan daha yüksektir. Kaynak esnasında elektrod parçaya temas ettirilerek kaynak yapılır. Ark nüfuziyeti yüzeysel olup, kaynak dikişi yayvan ve pürüzsczdür* Sıçrama önemsiz olup, cürufu kalın ve kaldırılması kolaydır. 8u elöktrodların kullanıldığı yerler ; - mm den daha kalın levhaların kaynağında, -18-
 a) Derin nüfuziyetli eiektrodlar ( Tf ) Elektrod çekirdek çapı d (mm ) ile gösterildiğinde nüfuziyeti ( d - I ) mm olan eiektrodlar bu guruba dahil edilir.")
21 - Oluk, yatay köşe, bindirme ve derin kaynak ağızlı alın birleştirmelerin kaynağında. Yüksek verimli elektrod çeşitleri : E 7024 : Yüksek verimli, rutil karakterli bir ebktroddur. örtü ağırlık olarak 0 % demir tozu ihtiva eder. Yumuşak çeliklerin köşe kaynakları için çok elverişlidir. E 7024 kararlı ve sakin bir ark yapan, sıçraması çok az, nüfuziyeti az, yüksek ergime hızlı elektrodlar o- larak karakterize edilebilir. Dalgalı ve dcğru akım ( her iki kutup ) da kaynak yapılabilir. Çoğunlukla yumuşak çeliklerde kullanılmakla beraber, birçok alaşımlı çelikler ile orta ve yüksek karbonlu çeliklerin kaynağında başarıyla kullanılmaktadır. E 7Ü27 : Örtüsü yüksek oranda demir tozu ( yaklaşık olarak örtü ağırlığının 0 % ) ihtiva eden asit karakterli bir elektroddur. Dalgalı ve doğru akım her iki kutupta, düz pozisyonda köşe ve alın kaynakları için yapılmışlardır. Dalgalı ve doğru akım pozitif kutupta yatay köşe kaynak dikişleri düz veya hafif konkav şekildedir. Orta nüfuziyette, çıraması çok az, ergime hızı yüksek, arkda malzeme geçişi püskürme şeklinde olan bir elektrod olarak karakterize edilir. Cürufu kalın olup kolayca kalkar. Su e- lektrod oldukça kalın parçaların kaynağına uygundur. E 7020 : Bu elektrod birçok bakımdan E 7018 bazik elektroda benzer olup şu farklılıklara sahiptir : E 7ü18 bütün pozisyonlarda kullanılabilmesine karşın E 7028 sadece yatay köşe ve düz pozisyon kaynaklarına elverişlidir, E 7Ü28 elektrod örtüsü E 7018 den daha kalın olup, yaklaşık olarak 0 % demir tozu ihtiva eder. Metal transferi E 7028 de püskürme, E 7018 de damlama şeklinde olmaktadır, E 7018 elektrod verimi, mîn I,Q olmasına rağmen E 7Û28 de min 1.30 dur. Amerikan standartların^ göre bütün yumuşak çelik elektrodların örtü karekteri, kullanma pozisyonu, akım şekli ve dikişin mekanik özelliklerini tablo. 8 de görülmektedir. -19-
22
23 işlerinde monel elektrodunu Icullanmamak gerekir. Fazla miktarda ilave metalin doldurulması istendiği zaman nikel elektrodlar kullanılmalıdır. Nikel elektrodlar hem birleştirme hem de küresel dökme demirin büyük çaptaki tamir işlerinde tercih edilir. Nikel elektrodlarla yapılan kaynakta,ayrıca bir nihai ısıl işlem yapılırsa»sert geçiş böl - gesi ortadan kaldırılmış olur. Aynı ısıl işlem monel elektrodlarla yapılan kaynaklara da tatbik edilmelidir. Küresel grafitli dökme demire ait kaynak bağlantısından yüksek çekme mukavemeti istendiği taktirde kaynağı alaşunsız bazik örtülü çelik elektrod ile yapmak gerekir. Tecrübeler,soğuktan sonra normalizasyon tavlanmasına tabi tutulan parçaların,yumuşatma tavlaması tatbik edilen parçalardan daha yüksek bir çekme mukavemeti verdiği göstermiştir..6.
24 ALÇAK ALAŞIMLI ÇELİK ELEKTRODLAR Normal çeliklerin kaynağında, kaynak metalinin ihtiva ettiği alaşım elementleri kritik bir öneme haiz değildir. Bu çeliklerin kayriak elektrod tipi, genellikle kaynak metalinin ergime ve katılaşma hızıria göre seçilir. Alçak alaşımlı çeliklerin kaynağı için çok çeşitli elektrodlar geliştirilmiştir. Aşağıda tipik alçak alaşımlı elektrodlardan bir özet veril - mistir. Alçak alaşımlı çelik elektrodlcrın, kaynak metalinin kimyasal yapısı Tablo 9'da verilmiştir. Yüksek mukavemetli pipe-lire kaynağından başka, alçak alaşımlı çeliklerin kaynağında, çoğunlukla alçak hidrojenli (E 7018 elektroduna benzer) ve bütün pozisyonlarda imalat ve tamir kaynağına elverişli elektrodlar kullanılır. Bu elektrodlar selulozik elektrodlardan oldukça farklı kullanma karakteristiklerine sahip olup, bütün pozisyonlarda kaynağa elverişlidirler. Kaynak metalinin katılaşması daha çabuk, cüruf ise daha akıcıdır.kaynak ergime hızı, örtünün demir tozu ihtiva etmesi sebebiyle daha yüksektir. Yaygın olarak kullanılan alçak alaşımlı elektrodlardan bazılarını inceleyelim. E 80I8-B2 : Bu elektrod 1.2 % krom, 0, % molibden ihtiva eden kaynak dikişleri verirler. Genellikle yüksek sıcaklık ve yüksek basınçlı boruların kaynağında kullanılır. E 80I8-C3 : Birçok yüksek mukavemetli alaşımlı çeliklerin hertürlü kaynağına uygundur. Kaynak metali 1% nikel ihtiva ettiğinden, alçak sıcaklıklarda (-60 F) çentik darbe mu - kavemeti iyi olan dikişler verirler. Keza yüksek mukavemetli sertleştirilmi ve temper - lenmi çeliklerin köse kaynaklarında da kullanılır. E 8018-CI : Kaynak dikişleri, çentik darbe mukavemeti -7 F da 0 ft-lb olan 2,2 % nikelli alaşım verirler. Sıvı amonyak, propan ve diğer gazların depolandığı veya nakil edildiği tank ve boruların yapımında kullanılan, alçak sıcaklık alaşım çeliklerinin kaynağında kullanılır. E IİÛİ6-M : Bu elektrod psi çekme mukavemetine gerek duyulan su verilmiş ve temperlenmi çeliklerin kaynağında kullanılır. ELEKTROD TİPİ SEÇİMİ Her amaca uygun bir elektrod tipi mevcut değildir. Bununla beraber birçok değişik tip elektrodun aynı maksatla kullanma olasılığı mevcuttur. Elektrod seçimi ne etkiyen faktörler şunlardır. a) Akım şekli b) Kaynak pozisyonu c) Esas malzemenin kompozisyonu d) Montaj düzgünlüğü e) Kaynak birleştirmesinin işletme şartları f) Nüfuziyet gereksinmeleri g) Kaynak işlemi maliyeti h) Kaynakçı mahareti a) Akım şekli : Kaynak için doğru veya dalgalı akımın uygun olması durumunda,eldeki kaynak makinası olanaklar» elektrod seçimine etki edecektir..21.
25
26
27 b) Esas malzemenin kompozisyonu: Malzemenin kfmyasal kompozisyonu,kaynak işleminde ön tavlama veya gerilim giderme tavlamasına olan ihtiyaca etkidiğînden, elektrod seçiminde malzemenin kimyasal yapısı ana faktördür* Çekme mukavemeti psi üzerinde olan veya 0,3 % den fazla karbon ihtiva eden çeliklerin kaynağında çoğunlukla alçak hidrojenli (bazik) veya demir tozlu alçak hiddojenli elektrodlar kullanılır. Böylece ön tavlama veya gerilim giderme tavlamasına gerek duyulmaz* c) Kaynak Pozisyonu : Dik ve tavan kaynak pozisyonları, uygun elektrod tipi sayısına sınırlamalar getirdiği gibi genellikle kaynak ergime hızını azaltir. Bu maksatla çoğu fabrikalarda pozisyonerler kullanılarak düz veya yatay pozisyonda kaynak yapılır. Böylece optimum ergime hızlı veya yüksek hızlı elektrodlar kullanılabilir* d) Montaj düzgünlüğü: Montajda parçaların iyi bir şekilde bir araya getirilmesi, hemen hemen bütün elektrod tiplerinin başarılı olarak kullanılmalarını mümkün kılar. Eğer parçalar arasında büyük bir kök açıklığı olduğunda, özel teknikler veya E 6012 elektrodlan kullanılmalıdır. e) Kaynak birleştirmesinin işletme şartları : Yüksek çekme mukavemeti, iyi şekil verilebilir. Özelliği,alçak sıcaklıklarda çentik darbe mukavemetinin yüksek olmasını gerektiren işlerde genel olarak bazik veya demîrtozlu bazik elektrodlar kullanılır. RadydgfaHk Muayeneye tabi tutulacak kaynaklarda E 60İ2, 6013, 70İ4 ve E 7Ö24 elektrodlan daha az uygundur» Doha iy! bir kaynak dikişi görünüşü için E 6020, E 6027 ve E 7024 elektrodlan kullanılır. f) Nüfuziyet gereksinmeleri : Elektrod seçimine nüfuziyet gereksinmeleri etkilidir. Uygun olmayan bir elektrod tipinin seçilmesi durumunda, yeterli mukavemeti temin edecek kadar kaynak nüfuziyeti elde edilemeyebilir. Değişik tip elektrodların nüfuziyet derinlikleri mukayese edilerek uygun elektrod tipi seçilir* g) Kaynak İşlemi Maliyeti : Kaynak maliyeti elektrod seçimini iki şekilde etkiler«. Birincisi, kaynak maliyetinin ana faktörü olan ergime hızının etkisidir. İkincisi (ki bu genellikle daha küçüktür) elektrodun direk maliyetidir. Ergime hızları daha yüksek olan demir tozlu (E 7024) ve demir tozlu alçak hidrojenli (E 7028) elektrodiann kaynak maliyetleri, aynı çapta diğer elektrod tiplerine nazaran daha azdır. h) Kaynakçı mahareti : Uygun elektrod tipinin seçimi ile kaynaktan en iyi neticenin alınacağını söyleyemeyiz. Kaynak işleminin başarılı olmasında elektrod tipi kadar bu elektrodu kullanacak olan kaynakçı da yeterli maharete sahip olmalıdır. Düz pozisyon elektrodları, (E 6020 gibi) tüm pozisyon kaynak elektrodlarından (E 6010 gibi) daha az kaynakçı maharetine ihtiyaç gösterir. Bazik tip elektrodlarda diğer elektrod tiplerinden daha fazla kaynakçı becerisine gerek duyulur. Yumuşak çelik kaynak elektrod tiplerinin ergime hızları aşağıdaki Tablo-lû'da görülmektedir. Du tablodan faydalanılarak uygun tip elektrod seçimi ile kaynak maliyeti azaltılabilir. 23.
28 2. PASLANMAZ ÇELİK ELEKTRODLAR 1. Genel : Paslanmaz çelikler, mekanik özellikleri, korozyon ve sıcaklık oksidasyonuna dayanımları normal çeliklerden çok iyi olan bir alaşımlı çelik sınıfıdır. Çelikte korozyon ve oksidasyona dayanımı arttıran alaşım elemanı kromdur. Çeliğin içerisindeki kromun koruyucu kabiliyeti, krom ile oksijenin arasındaki affiniteden ileri gelmektedir* Çelikteki krom yüzdesi yeter derecede büyük olduğu zaman ( En az II % ) çelik y üzeyinde ince bir oksit tabaka meydana gelir. Bu oksit tabakası yüzeyi aktif olmayan bîr duruma getirir ve etkilere karşı korur. Korozyona dayanıklılığın gerçekleşebilmesi için yüzeyin oksijenle teması gereklidir. Zira yüzeyi koruyan krom oksittir* Oksitleyici asitlere karşı ( Nitrik asit gibi ) iyi bir dayanıma sahip 12 % kromlu çelikler, redükleyici asitlere ( Hidroklorik ve sülfürik asit ) karşı dayanıklılığı oldukça azdır. Birçok paslanmaz çelikler korozyon ve yüksek sıcaklık oksidasyonuna olan dayanımı arttırmak için yüksek oranda krom ihtiva ederler. Kromun yanı sıra Nikel, molibden vs. gibi birçok alaşım elemanları ilavesiyle paslanmaz çeliklerin, redükleyici asitlere dayanımı arttırılabilir, mekanik ve fiziksel özellikleri iyileştîrilebilir«2. Paslanmaz Çeliklerin fiziksel özellikleri : Kromlu çeliklerin ısıyı iletme kabiliyetleri karbonlu çeliklerin takriben yarısı kadardır.ostenîtik çeliklerde ise daha kötü olup karbonlu çeliklerin üçte biri kadardır«soğuma hızı daha az olacağından kaynak bölgesinde sıcaklık daha uzun süre kalacaktır. Os- Kromlu çelikler genellikle paslanmaz çelikler ile aynı genleşme katsayısına sahiptir* tenitik çeliklerde ise genleşme katsayısı karbonlu çeliklerden 0 % fazladır«karbonlu çelikler düşük bir elektrik ileime direncine sahiptir, Paslanmaz çeliklerde ise bu değer 4 ilâ 7 misli daha yüksektir. Bundan ötürü paslanmaz çelik elektrodlar daha kısa î- mal edilir ve 2 % kadarda daha az akım şiddeti ile yüklenir (karbonlu çelik elektrodlara nazaran) -24-
29 3. Paslanmaz çeliklerin guruplandırılması ve kaynağı : AISI ( American Iron and Steel Institute ) p aslanmaz çelikleri metalurjik yapılarına göre üç guruba ayırmıştır. a) Martenzitik paslanmaz çelikler : Bileşimlerinde 16% az krom ihtiva ederler. Krom ve karbon miktarları öğle ayarlanırıı tırki yüksek sıcaklıktaki ostenitik yapı soğuma esnasında sert martenzitik yapıya dönüşür. Diğer tip paslanmaz çelikler kadar korozyona dayanıklı değildir. Martenzitik paslanmaz çeliklerin tipik kompozisyonları tablo. II de görülmektedir. AISI Tipi KARBON KROM KOMPOZİSYON % DÎÖERLERİ Se A 440B 44 0C ,1 0,1 (min) 0, , , , , , , Sİ Nİ l,2mn t 0.1S(min)0.060P,0.6QMo(opt) 1.2Mn,0.060P s 0.1Se(min) Ni 0,7 Mo 0,7 Mo 0,7 Mo TablQ-11 - Martenzitik Das. Lanmaz çeliklerin tidik komnozisvonlarx. Bileşimlerinde yaklaşık % krom ihtiva ederler. Bu çeliklerin katılaşma esnasında ostenitik ferrite dönüşmesi yoktur. Ferrit doğrudan doğruya meydana gelir. Bu sebepten ö- türüde bu çelikler sertleştirilemezler. FerriHk paslanmaz çeliklerin tipik komp ^zisyonu tablo. 12 'de görülmektedir. AISI Tipi KARBON KROM KOMPOZİSYON (%) MANGANES DÎÖERLERİ F 430FSe , , , , ,1-0,3 Al 0.060P,0.1S(min),0.60 Mo(opt) O.OöOP^.OoOS, 0.1Se (min) 0.2 N Tablo-12 - Ferritik paslanmaz çeliklerin tipik kompozisyonları. -2-
30 c) Ostenitik paslanmaz çelikler : Bu çelikler 12-2 % krom, 8-2 % Nikel ihtiva ederler. Nikel kuvvetli bir astenik yapıcı olduğundan bu tip çeliklerde katıigşma esnasında ostenit meydana gelir. Soğuma esnasında faz değişimi olmadığından bu çeliklerde ser t leştir ilemez. Dünya paslanmaz çelik imalatının büyük bir kısmını ostenitik paslanmaz çelikler meydana getirir. Ostenitik paslanmaz çeliklerin tipik kompozisyonları tablo I3'de görülmektedir. AISI Tipi KARBON KROM Kompozisyon (%) NİKEL DİĞERLERİ B 0, ,0-18, ,0-18, ? 0 17, ,0-10,0-10, N Mn,0.060P N, Mn,0.060P Sİ Se L , , ,0 18,0-20,0 18,0-20,0 17, , O20P, 0.1S(min)0.60Mo(opt) Q20P, 0.06S 9 0,1Se(min) S S , , , , ,0-1, Sİ 1.Sİ _ L ,0-26,0 16, » 0-18, ,0-19,0 19, , , Si 2,0-3,0 Mo Mo Mo Ti (x%c min) ,0-19, ,0 9, , Cb-Ta Cb-Ta (10x%C min) (10x%C min fakat 0,10 Ta max) Co Tablo-13 - Ostenitik paslanmaz çeliklerin tipik kompozisyonları Martenzitik paslanmaz çeliklerin kaynağı : Bu tip çeliklerin kritik soğuma hızının çok yava olması nedeniyle kaynak kabiliyeti çok zayıftır. Az karbonlu martenzitik çelikler kaynak edilebilir. NormGİ olarak bu çelikleri kaynaktan önce bir ön tavlamaya ( C ) tabi tutmak gerekir. Normal bir ön tavlama ısının tesiri altında kalan bölgenin sertliğini azaltmaz, fokat ferılmeleri, dolayısıyla çatlama meylini azaltır. Kaynak böl gesinde daha sünek bir yapı elde etmek ve gerilmeleri azaltmak için kaynağı takiben bir gerilim giderma tavlamasına tabi tutulması gerekir. Martenzitik çeliklerin kaynağında ekseriye estenitik elektrod kullanılır. Biraz dü ük ak- -26-
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
İÇİNDEKİLER 2. 3. 4. 5. 6.
 İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
KAYNAK TÜKETİM MALZEMELERİ 08 / WELD
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
BAHİS III ELEKTRODLAR
 BAHİS III ELEKTRODLAR Bu el kitabında sadece elle yapılan ark kaynağında kullanılan örtülü elektrodlardan bahsedeceğiz. Bir örtülü elektrod iki kısımdan müteşekkildir: 1- Çekirdek: Kaynak metalini teşkil
BAHİS III ELEKTRODLAR Bu el kitabında sadece elle yapılan ark kaynağında kullanılan örtülü elektrodlardan bahsedeceğiz. Bir örtülü elektrod iki kısımdan müteşekkildir: 1- Çekirdek: Kaynak metalini teşkil
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Standartlar Şartnameler
 Standartlar Şartnameler KAYNAK STANDARDLARI Kaynak,endüstriyel hayatta önemli bir yer tutmakta ve dolayısıyla devamlı bir gelişme içinde bulunmaktadır.tabii s buna paralel olarak kaynakla ilgili standardlarda
Standartlar Şartnameler KAYNAK STANDARDLARI Kaynak,endüstriyel hayatta önemli bir yer tutmakta ve dolayısıyla devamlı bir gelişme içinde bulunmaktadır.tabii s buna paralel olarak kaynakla ilgili standardlarda
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
İÇİNDEKİLER. Çizelgelerin ele alınışı. Uygulamalı Örnekler. Birim metre dikiş başına standart-elektrod miktarının hesabı için çizelgeler
 ELEKTROD SARFİYAT ÇİZELGELERİ İÇİNDEKİLER Kısım A Genel bilgiler Kısım B Çizelgelerin ele alınışı Kısım C Uygulamalı Örnekler Kısım D Birim metre dikiş başına standart-elektrod miktarının hesabı için çizelgeler
ELEKTROD SARFİYAT ÇİZELGELERİ İÇİNDEKİLER Kısım A Genel bilgiler Kısım B Çizelgelerin ele alınışı Kısım C Uygulamalı Örnekler Kısım D Birim metre dikiş başına standart-elektrod miktarının hesabı için çizelgeler
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
Demir Esaslı Malzemelerin İsimlendirilmesi
 Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR
 ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Q - ELEKTRON TÜBÜ VE VAKUM DONANIMININ SERTLEHİMLENMESİ
 Q - ELEKTRON TÜBÜ VE VAKUM DONANIMININ SERTLEHİMLENMESİ Vakum tüpleri ve sair yüksek vakum tertiplerinin sertlehimlenmesi için yüksek derecede hassas süreçlerin, ocak donanımının, yüksek safiyette ve alçak
Q - ELEKTRON TÜBÜ VE VAKUM DONANIMININ SERTLEHİMLENMESİ Vakum tüpleri ve sair yüksek vakum tertiplerinin sertlehimlenmesi için yüksek derecede hassas süreçlerin, ocak donanımının, yüksek safiyette ve alçak
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
2.2 DÖKME DEMİRLER. MALZEME BİLGİSİNE GİRİŞ, Burhan Oğuz, OERLIKON Yayını,
 2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
NİKEL ALAŞIMLARININ KAYNAĞI OKSİ-ASETİLEN KAYNAĞI
 NİKEL ALAŞIMLARININ KAYNAĞI OKSİ-ASETİLEN KAYNAĞI Herne kadar birçok uygulamada argon-ark kaynağı bunun yerini alma eğilimde ise de, olanakların sınırlı olduğu ya da parçanın yerinde (şantiyede, fabrikada...)
NİKEL ALAŞIMLARININ KAYNAĞI OKSİ-ASETİLEN KAYNAĞI Herne kadar birçok uygulamada argon-ark kaynağı bunun yerini alma eğilimde ise de, olanakların sınırlı olduğu ya da parçanın yerinde (şantiyede, fabrikada...)
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
1070-Al99,7. Kimyasal Kompozisyon (%) Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları
 Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları") 17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI
 MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4. 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
Rapor no: 020820060914 Konu: Paslanmaz çelik
 Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
ÜRÜN KATALOĞU 06/2014. www.oerlikon.com.tr
 ÜRÜN KATALOĞU 06/2014 www.oerlikon.com.tr FİRMA TANITIMI MAGMAWELD BİR TÜRK MARKASIDIR ustası, sanatını icra ederken kaynak elektrodunun makinesinin onu yarı yolda bırakmamasını, fabrikalar ise üretimlerinin
ÜRÜN KATALOĞU 06/2014 www.oerlikon.com.tr FİRMA TANITIMI MAGMAWELD BİR TÜRK MARKASIDIR ustası, sanatını icra ederken kaynak elektrodunun makinesinin onu yarı yolda bırakmamasını, fabrikalar ise üretimlerinin
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BİR ÇİMENTO DEĞİRMENİ AYNASINDAKİ ÇATLAK TAMİRİNİN HİKAYESİ
 BİR ÇİMENTO DEĞİRMENİ AYNASINDAKİ ÇATLAK TAMİRİNİN HİKAYESİ 3 Nisan 1987 tarihinde, bir Kamu İktisadi Teşekkülü olan Türkiye Çimento Sanayi (CİTOSAN) A.Ş. ne ait Trakya (Pınarhisar) Çimento Fabrikasından
BİR ÇİMENTO DEĞİRMENİ AYNASINDAKİ ÇATLAK TAMİRİNİN HİKAYESİ 3 Nisan 1987 tarihinde, bir Kamu İktisadi Teşekkülü olan Türkiye Çimento Sanayi (CİTOSAN) A.Ş. ne ait Trakya (Pınarhisar) Çimento Fabrikasından
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
BAZİK ELEKTRODLARININ KAYNAKÇILIKTA ÖNEMİ
 BAZİK ELEKTRODLARININ KAYNAKÇILIKTA ÖNEMİ Bu asrın başlarında paslı tellerin daha kararlı bir ark verdiğinin görülmesi üzerine elektrik ark kaynağında kullanılan çıplak teller akla gelen her türlü maddeye
BAZİK ELEKTRODLARININ KAYNAKÇILIKTA ÖNEMİ Bu asrın başlarında paslı tellerin daha kararlı bir ark verdiğinin görülmesi üzerine elektrik ark kaynağında kullanılan çıplak teller akla gelen her türlü maddeye
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME
 TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler
 Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
ISO :2017 deki yenilikler ve ISO : A2:2012 ile karşılaştırılması. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 ISO 15614-1:2017 deki yenilikler ve ISO 15614-1:2004 + A2:2012 ile karşılaştırılması Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi EN 288-3:1992 Metalik malzemelerin kaynak prosedürlerinin
ISO 15614-1:2017 deki yenilikler ve ISO 15614-1:2004 + A2:2012 ile karşılaştırılması Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi EN 288-3:1992 Metalik malzemelerin kaynak prosedürlerinin
TOZ ALTI KAYNAK YÖNTEMİ
 TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI EKİPMANLAR
 ÜRÜN TANIMI EKİPMANLAR") SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
HEATING ELEMENT TECHNOLOGIES CORP. PASLANMAZ ÇELİK BORU. Kaliteyi Biz Üretelim, Sizler İle Paylaşalım...
 HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin
 Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ