DOKUMA ESNASINDA ÇÖZGÜ DEFORMASYONUNUN BELİRLENMESİ YÖNTEMLERİNİN ANALİZİ VE GELİŞTİRİLMESİ
|
|
|
- Alp Yenal
- 8 yıl önce
- İzleme sayısı:
Transkript
1 1 T.C. PAMUKKALE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ DOKUMA ESNASINDA ÇÖZGÜ DEFORMASYONUNUN BELİRLENMESİ YÖNTEMLERİNİN ANALİZİ VE GELİŞTİRİLMESİ Volkan KAPLAN Yüksek Lisans Tezi DENİZLİ 2005

2 2 DOKUMA ESNASINDA ÇÖZGÜ DEFORMASYONUNUN BELİRLENMESİ YÖNTEMLERİNİN ANALİZİ VE GELİŞTİRİLMESİ Pamukkale Üniversitesi Fen Bilimleri Enstitüsü Tarafından Kabul Edilen Tekstil Mühendisliği Anabilim Dalı Yüksek Lisans Tezi Volkan KAPLAN Tez Savunma Tarihi: DENİZLİ 2005

3 3 TEZ SINAV SONUÇ FORMU VOLKAN KAPLAN tarafından Prof. Dr. Resul FETTAHOV yönetiminde hazırlanan Dokuma Esnasında Çözgü Deformasyonunun Belirlenmesi Yöntemlerinin Analizi ve Geliştirilmesi başlıklı tez tarafımızdan okunmuş kapsamı ve niteliği açısından bir yüksek lisans tezi olarak kabul edilmiştir. Pamukkale Üniversitesi Fen Bilimleri Enstitüsü Yönetim Kurulu nun tarihi ve 16/11 sayılı kararıyla onaylanmıştır. Prof. Dr. M. Ali SARIGÖL Müdür Fen Bilimleri Enstitüsü

4 4 TEŞEKKÜR Bu tez çalışmamın tüm aşamalarında büyük desteğini gördüğüm sayın Hocam Prof. Dr. Resul FETTAHOV a, tezimin uygulama çalışmasını yapmam için bana teknik destekte bulunan Gökhan Tekstil A.Ş. ye ve çalışanlarından Dokuma Dairesi Genel Müdürü Sayın Nail Yılmaz a, Dokuma İşletme Müdürü Sayın Hasan Karacaoğlu na, Sayın Mehmet Aydın a ve Sayın Salih Aydoğdu ya, ayrıca çalışmam boyunca maddi ve manevi desteklerini esirgemeyen sevgili aileme sonsuz teşekkürlerimi sunarım. Volkan KAPLAN

5 5 ÖZET Dokuma kumaşların yapısını ve dokuma işleminin teknolojik parametrelerini etkileyen önemli faktörlerden birisi dokuma sırasında çözgü ipliklerinin deformasyonudur (ipliklerin boyuna uzamasıdır). Çözgü ipliklerinin deformasyonunun değişim tarzına ve değerine uygun biçimde çözgü gerginliğinin değeri değişmektedir. Tezgâhta meydana gelen çözgü uzamasının değeri ile iplik gerginliği arasında doğru orantılı bir ilişki bulunmaktadır. Bu nedenle de çözgü gerginliğini oluşturan çözgü salma ve diğer önemli mekanizmaların parametrelerinin belirlenmesinin ve ayarlanmasının önemi, çözgü deformasyonunun değişim tarzını ve gerçek değerini düzgün tespit etmek açısından daha da artmaktadır. Zira uzamanın değeri önceden belli olduğunda uzama dikkate alınarak üretilecek kumaş için gereken iplik uzunluğu daha hassaslıkla tasarlanabilir. Bunlar göz önüne alındığında, dokuma makinalarında çözgü ipliklerinin deformasyonunu incelemenin ve değerini doğru tespit etmenin önemli olduğu görülmektedir. Bu çalışmada dokuma kumaşlarını dokuma esnasında deformasyonunun tespit edilmesi üzerine geniş kaynak araştırmaları yapılmış, deformasyon ortamının kapsamlı analizi verilmiş, deformasyonun kumaş yapısına etkisi ele alınmış ve dokuma esnasında çözgü deformasyonunun direk olarak belirleme yöntemi önerilmiş, uygulanmış ve çeşitli temel örgülere sahip kumaşların dokunmasında denenmesi gerçekleştirilmiştir. Şu ana kadar yapılan bilimsel teorik ve deneysel araştırmalar incelenerek çözgü deformasyonu dikkate alınarak, çözgü ipliklerinin dokumaya hazırlığı sırasında levende sarılan iplik uzunluğunun önceden tasarlanması üzerine teorik ve deneysel çalışmalar verilmiştir. Deneysel araştırmaların sonucunda bezayağı ve dimi gibi yaygın örgülü kumaşların üretimi sırasında ki deformasyon değerlerinin değişimini belirleyen ve uygulama açısından önemli olan pratik neticeler elde edilmiştir. Anahtar Kelimeler: Dokuma, Çözgü, Çözgü gerginlik farklılıkları, Çözgü uzaması, Kumaş uzaması, Kıvrım, Yükleme Elastik Sistemi. Volkan KAPLAN

6 6 ABSTRACT One of the most important factor effecting woven fabric structures and technological parameters of weaving process is the warp deformation during weaving. Warp tension is changing due to changing behavior and values of warp deformation. There is a direct proportion between in-loom warp strain and yarn stress. For this reason determination and adjustment of parameters of let-off motion mechanism and other important mechanisms forming warp tension is getting more important for determining warp tension behavior and real value. On the other hand, warp strain may have an important effect on rational usage of yarn during fabric manufacture. If strain value is predictable before weaving process, requiring yarn length for the fabric will be more precisely calculated. Regarding all these, the importance of examining warp deformation and correctly determining its value on weaving machines will be recognized. In this thesis, detailed research has been conducted on determination of in-loom warp deformation of woven fabrics; a detailed analysis of deformation combining yarn and fabric has been done; effect of deformation on fabric structure has been searched and a direct determination method of in-loom warp deformation has been offered and this method has been applied during weaving of fabrics at different main weaving patterns. Besides this, all scientific researches and experimental investigations in literature have been searched and theoretical and experimental studies on pre-calculations of yarn to be wound on warp beam have been conducted. As the result, an experimentalmethod which in, practical, and important for determining deformation values is suggested and it has been applied to obtain deformation values of common patterns namely plain and twill. Keywords: Weaving, warp, variety of warp tensions, warp strain, cloth strain, crimp, Loading Elongation System Volkan KAPLAN

7 7 İÇİNDEKİLER Sayfa İçindekiler... VII Şekiller Dizini... IX Çizelgeler Dizini... X Birinci Bölüm GİRİŞ DOKUMA KUMAŞ YAPISI ve ÖZELLİKLERİ ÜZERİNE KAYNAK İNCELEMELERİ 1. Giriş Kumaşın Tanımlanması ve Sınıflandırılması Kumaş Yapı Parametreleri Dokuma Kumaş Yapı Parametrelerinin Kumaşların Fiziksel ve Mekanik Özelliklerine olan Etkileri... 7 İkinci Bölüm LİTERATÜR BİLGİLERİ KUMAŞ DOKUMADA ÇÖZGÜ DEFORMASYONU VE ONU ETKİLEYEN FAKTÖRLERİN ARAŞTIRILMASI

8 8 2. Literatür Bilgileri Yükleme Elastik Sisteminde Çözgü ve Kumaş Deformasyonunun Teorik Araştırması Üzerine Literatür Bilgileri Yükleme Elastik Sisteminde Çözgü ve Kumaş Deformasyonunun Deneysel İncelenmesi Üçüncü Bölüm DOKUMA TEZGÂHINDA YÜKLEME ELASTİK SİSTEMİNİN DEFORMASYONUNUN TESPİTİNİN YENİ METODU 3. MATERYAL ve METOD Materyal Kumaş Dokumada Çözgü ve Kumaşın Deformasyon Özellikleri Metot Yeni Metodun Kavramı Yeni Metotla Çözgü ve Kumaş Deformasyon Değerlerini Hesaplama Yöntemi Dokumada Çözgü Deformasyonunun Tespiti Metodunun Ön Denemesi Dokumada Çözgü Deformasyonunun Tespit Metodunun Üretim Ortamında Ön Denemesi Dokuma İşleminde Çözgü Deformasyonunun Tespit Metodunun Üretim Ortamında Denemesi Çözgü Deformasyonuna Göre Dokuma İşlemi Sırasında Çözgü Gerginliklerinin Tespit Edilmesi Dördüncü Bölüm Sonuç ve Öneriler 4. Sonuç ve Tavsiyeler... 57

9 9 ŞEKİLLER DİZİNİ Şekil 1.1 Bez ayağı örgülü dokuma kumaşta farklı atkı ve çözgü sıklıkları ile farklı İplik numaraları... 7 Şekil 1.2 Kumaş yapısında uç ve normal kıvrım dağılımı Şekil 1.3 Bezayağı örgülü dokuma kumaşta atkı ve çözgü kıvrım değişiminin geometrik analizi Şekil 2.1 Dokuma makinesinin genel yükleme şeması Şekil 2.2 (a) Dokuma makinesi tefe mekanizmasının şematik gösterimi, (b) Tefe vuruş açısına bağlı olarak çözgü deformasyonu Şekil 2.3 Kovačevıć e göre tezgâhın yükleme hattının çözgü ve kumaş deformasyonları bölgelerine ayrılması Şekil 2.4. Sertlik katsayısını tespit eden tertibatın genel şeması Şekil 3.1 Geleneksel dokuma tezgâhının yüklemesi sırasında oluşan önemli geometrik ölçüler Şekil 3.2 Çözgü deformasyonunun izlenmesi Şekil 3.3 Çözgü iplikleri üzerindeki çizgilerin noktalara dönüşümü Şekil 3.4 Çözgü ipliklerindeki uzama dağılımının şematik görünümü Şekil 3.5 Çizgilerin görüntülerinin fotoğrafları Şekil 3.6 Bezayağı örgülü kumaşta yükleme elastik sistemindeki çözgü deformasyonlarının çözgü ve kumaş genişliğine bağlı olarak değişimi Şekil 3.7 Dimi örgülü kumaşta yükleme elastik sistemindeki deformasyonların çözgü ve kumaş genişliğine bağlı olarak değişimi Şekil 3.8 Bezayağı ve dimi örgülü kumaşlarda bir metreye düşen çözgü Deformasyonlarının değişim grafiği Şekil 3.9 Bezayağı ve Dimi örgülü kumaşlarda çözgü deformasyonunun Uzama yüzdeleri değişimi grafiği : Bezayağı örgülü kumaş için makinenin enine bağlı olarak çözgü gerginliğinin değişimi : Dimi 2/2 örgülü kumaş için makinenin enine bağlı olarak çözgü gerginliğinin değişimi... 55

10 10 ÇİZELGELER DİZİNİ Çizelge 1.1 Dokuma kumaşların sınıflandırılması... 5 Çizelge 1.2 Faz yüksekliklerine göre kumaş kalınlığının değişimi Çizelge 3.1 Deney için kullanılan kumaşların ve makinelerinin önemli parametreleri Çizelge 3.2 Çözgü ve kumaş üzerindeki ortalama uzama değerleri Çizelge 3.3 Yükleme elastik sisteminde ortalama uzama değerleri Çizelge 3.4 Bezayağı örgülü kumaş dokunmasında yükleme elastik sisteminde çözgü deformasyonlarının değerleri Çizelge 3.5 Dimi örgülü kumaş dokunmasında yükleme elastik sisteminde çözgü deformasyonlarının değerleri Çizelge 3.6 Yes de 1 metreye düşen ve toplam çözgü deformasyonun değerleri Çizelge 3.7 Çözgü deformasyonuna göre hesaplanmış çözgü gerilme değerleri... 54

11 11 BİRİNCİ BÖLÜM DOKUMA KUMAŞ YAPISI ve ÖZELLİKLERİ ÜZERİNE KAYNAK İNCELEMELERİ 1. GİRİŞ Tekstil sanayinin en önemli üretim alanlarından biri olan dokuma kumaş üretimi çağımızda çok yaygın kullanım alanına sahiptir. İnsanların vazgeçemediği çok çeşitli giysiler, ev tekstil eşyaları, halı ve halı mamulleri, tarım, tıp ve bütün diğer sanayi alanlarında büyük kullanıma sahip olan özel dokuma kumaşlar, ürün çeşidine ve kalitesine göre gittikçe geliştirilmekte ve üretimi arttırılmaktadır. Dünya tekstil ve hazır giyim üretimi piyasasında kendisine has yeri bulunan ve özellikle bornoz, kadife ve benzeri kumaşların üretiminin lokomotifi olarak kabul edilen Türkiye mizde dokuma kumaş üretimi daha hızlı ve yüksek kaliteyle gerçekleştirilmektedir. Çağımızın artan rekabet ortamında yapılmış olan araştırma ve geliştirme çalışmaları yeterli gelmemektedir. Zira artık dünya tekstil sanayisi ürün çeşidinin durumuna göre yeni üretim alanları açmakta, tekstil ve konfeksiyon ürünleri üretiminde çok büyük ilerlemeler kaydetmektedir. Türkiye nin de bunları dikkate alarak ürün geliştirmede üretilen ürünlerin kalitesinin dünya standartlarına uygun hale getirilmesinde bu ülkelerden geri kalmamak için her ne olursa olsun, araştırma-geliştirme çalışmalarını güçlendirmek, yeni ürün çeşitlerinin ve üretim yöntemlerinin yanı sıra, kaliteyi belirleyen yeni cihazların geliştirilmesi yönünde çalışmalar yapması gerekmektedir. Dokuma kumaş veya mamullerinin dış görünüşünü ve kalitesini dünya standartlarına uygun olarak belirleyen faktörlerden biri kumaş dokuma parametrelerinin

12 12 hassas ayarlarıdır. Bu tür parametrelerin içerisinde çözgü ipliklerinin deformasyonu önem taşımaktadır. Çözgü deformasyonunun, kumaş oluşumu esnasında onun yapı ve fiziksel özelliklerine büyük etkisi bulunmaktadır. Bu açıdan çözgü deformasyonu üzerine kapsamlı bilgilerin elde edilmesi, öğrenilmesi ve üzerinde çalışılması önem taşımaktadır. Aynı zamanda, bilinen bilgileri geliştirerek çözgü deformasyonunun tespitinde yeni yöntemlerin belirlenmesi ile uygulanması hem teknik, hem de teknolojik açıdan çok gerekli ve perspektifli çalışmaların yapılmasını gerektirir. Bu çalışmada dokuma kumaşların dokuma esnasında ki deformasyonunun tespit edilmesi üzerine geniş kaynak araştırmaları yapılmış, deformasyon ortamının kapsamlı analizi verilmiş, deformasyonun kumaş yapısına etkisi ele alınmış ve dokuma esnasında çözgü deformasyonunun direk olarak belirlenmesi yöntemi önerilmiş, uygulanmış ve çeşitli temel örgülere sahip kumaşların dokunmasında denemesi gerçekleştirilmiştir. Bunun yanı sıra şimdiye kadar yapılan bilimsel, teorik ve deneysel araştırmalar incelenerek çözgü deformasyonuna dikkat edilerek çözgü ipliklerinin dokumaya hazırlığı sırasında levende sarılan iplik uzunluğunun önceden tasarlanması üzerine teorik ve deneysel çalışmalar verilmiştir. Dokuma kumaşların yapısını ve dokuma işleminin teknolojik parametrelerini etkileyen önemli faktörlerden birisi dokuma sırasında çözgü ipliklerinin deformasyonudur (ipliklerin boyuna uzamasıdır). Çözgü ipliklerinin deformasyonunun değişim tarzına ve değerine uygun biçimde çözgü gerginliğinin boyutu değişmektedir. Tezgâhta meydana gelen çözgü uzamasının değeri ile iplik gerginliği arasında doğru orantılı bir ilişki bulunmaktadır (Gordeyev, 1965). Bu nedenle de çözgü gerginliğini oluşturan çözgü salma, kumaş çekme, ağızlık açma, tefe vurma ve gerilme verme mekanizmalarının parametrelerinin belirlenmesinin ve ayarlanmasının önemini, çözgü deformasyonunun değişim tarzını ve gerçek değerini düzgün tespit edilmesinin gerekliliğini daha da arttırmaktadır. Diğer yandan, çözgü uzamasının kumaş üretiminde ipliğin rasyonel kullanımına önemli etkisi olabilir. Çünkü, uzamanın gerçek değeri önceden bilinirse uzama dikkate alınarak üretilecek kumaş için gereken iplik uzunluğu

13 13 daha hassas hesaplanabilir. Bunlar göz önüne alındığında, dokuma makinalarında çözgü ipliklerinin deformasyonunu incelemenin ve değerini doğru tespit etmenin önemli olduğu görülmektedir. Bu çalışmanın amacı dokuma esnasında çözgü ipliklerinin deformasyonunun (uzamasının) belirlenmesi için geliştirilen yeni metodun denemelerini gerçekleştirmek ve dokuma üretiminde uygulanması için daha sonra ki araştırmacılar için tavsiyelerde bulunmaktır. 1.1 Kumaşın Tanımlanması ve Sınıflandırılması Dokuma kumaşların tanımı ve onların açıklanması üzerine yüzlerce bilim adamının birbirlerinden çok az farklı fikirleri bulunmaktadır. Genelde dokumaya ait çoğu kaynakta (Alekseyev, 1973; Grabner, 1954; Başer, 2001; Gordeyev, 1984; Pierce, 1937) kumaş, hep iki sistem ipliğin birbirlerine dikey yönde dokunmasıyla oluşan bir tekstil malzemesi olarak kabul edilir. Dokuma kumaşlar birbirine dik ve kendi içinde birbirine paralel ipliklerden oluşan iki iplik sisteminin kesişmesinden elde edilen yüzeylerdir. Dik kesişen bu iplikler her kesişim noktasında alttan veya üstten bağlantı noktaları oluştururlar. Birbirlerine paralel olan iplik sistemlerine atkı ve çözgü denir, bağlantı yaptıkları her noktaya ise doku denir (Grenwood, 1967). Fakat bunların bazıları (Alekseyev, 1973; Grabner, 1954; Gordeyev, 1984; Pierce, 1937) kumaşların bir çoğunda çözgü ve atkı iplikleri birbirlerine tam dik olmadığı iddiasında bulunmuşlardır. Diğer yandan, modern dokuma tezgâhlarında dokunan kumaş ve kumaş mamullerinde iki sistemden daha fazla çözgü ve atkı iplikleri bulunabilmektedir. Çok katlı kumaşlar da bu tarifin içine dahil edilirler. Fakat kabul edilmiş genel tanımlamaların ışığı altında dokuma kumaşın tanımını aşağıdaki gibi vermekteyiz:

14 14 Dokuma kumaşlar kalınlığı az, yeterli mukavemete ve belirli ene sahip olmakla birlikte istenilen uzunlukta imal edilebilen birbirine dik iki farklı iplik sisteminin belirli bir düzene bağlı olarak karşılıklı bağlantı yapmalarıyla oluşan esnek bir tekstil malzemesidir (Kompozit kumaş materyalleri hariç). Bu iki iplik sistemi her doku noktasında birbirlerinin altlarından ve üstlerinden geçmek sureti ile doku oluştururlar. Dokuma kumaşların yapısındaki doku hücresi sürekli olarak kendisini tekrarlar. Bu tekrar eden en küçük birime desen raporu denir. Raporun dokunabilmesi dokuma makinesindeki teknolojik yapıya bağlıdır. Tekrar eden numune küçük bir alana sahiptir ve bu örgü raporunun alanı 0,01 mm 2 den mm 2 ye kadar değişebilir (Greenwood 1967). Dokuma kumaşlar bir çok şekilde üretilebilirler, birbirleriden olan farklılıklarına göre sınıflandırılırlar. Dokuma kumaşlarının sınıflandırılmasını çeşitli ülkelerde çeşitli şekillerde yapılır. Örneğin; Başer kumaşların sınıflandırılmasını yapısına göre gerçekleştirmiştir (Dokuma Sanatı, 2001). Söz konusu sınıflandırma dokuma kumaşlar normal dokunmuş ve özel tezgahlarda dokunmuş karmaşık yapılı kumaşlar, ayrıca bu kumaşların alt sınıfları ve onlarında alt sınıfları olacak şekilde gösterilmiştir. Birçok kaynakta geleneksel olarak kumaşların sınıflandırılması çeşitli açılardan verilmiştir. Örneğin (Alekseyev, 1973; Grabner, 1954; Rozanov, 1953) kaynaklarında kumaşların sınıflandırılması hammadde içeriğine, terbiye türüne ve kullanım amacına göre yapılmıştır. Örneğin, dokuma kumaşlar hammadde yapısına göre beş temel sınıfa ayrılır. Pamuk, yün, keten, ipek ve yapay elyaf menşeli olan kumaşlar. Sonra bu kumaşlar kullanım yerlerine göre alt sınıflara ayrılırlar. Örneğin giysilik kumaşlar, dekoratif kumaşlar, teknik kumaşlar, özel kumaşlar ve benzeri kumaşlar. Dokuma kumaşlara ait bir sınıflandırma şematik olarak Çizelge 1.1 de verilmiştir (Başer, 2001).

15 Çizelge 1.1: Dokuma Kumaşların Sınıflandırılması (Başer, 2001) 15
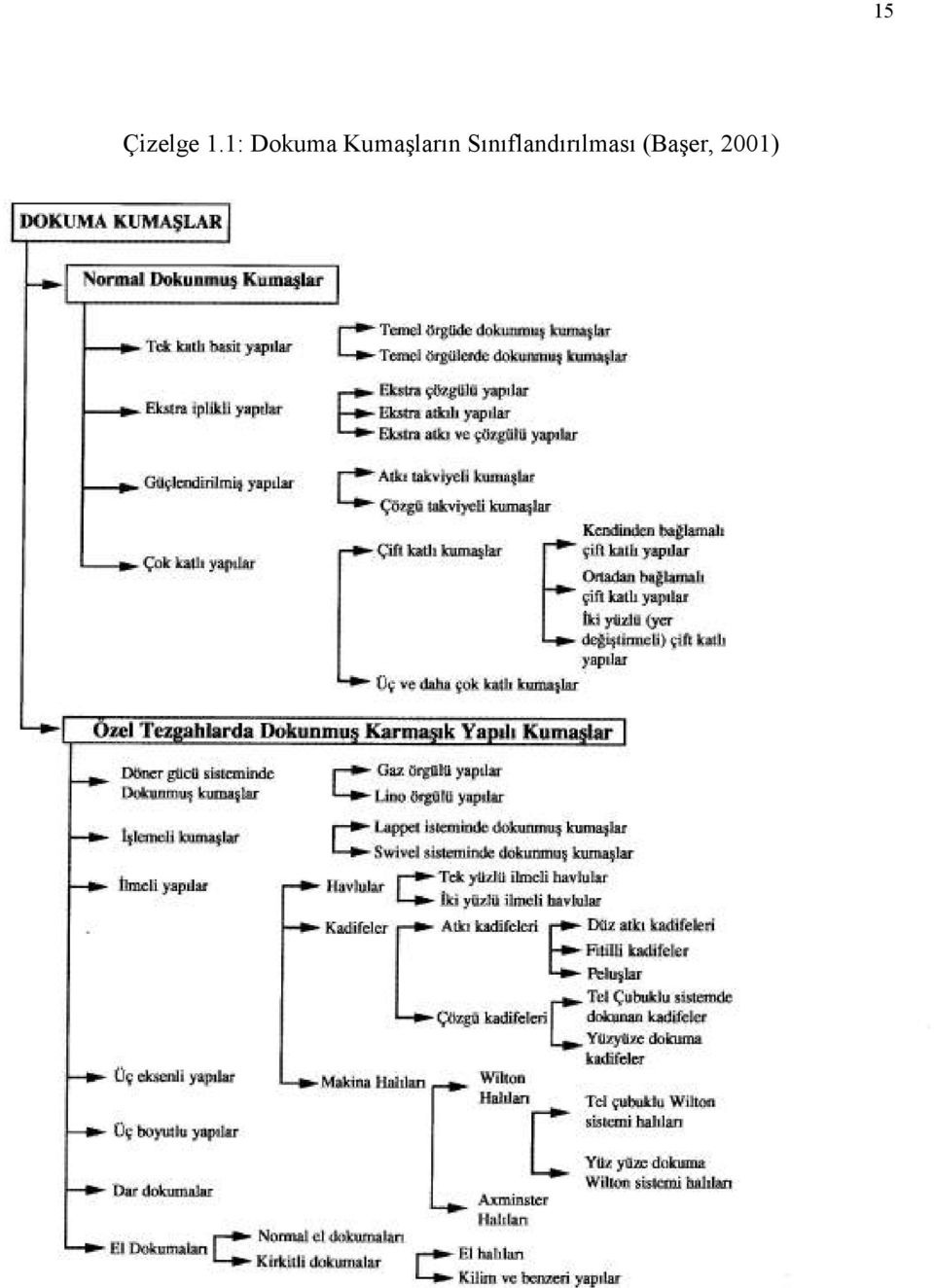
16 16 Yapısına göre kumaşların sınıflandırılması ise, temel ana örgülü basit kumaşlara, bu kumaşlardan türeyen küçük desenli kumaşlara ve karmaşık örgülü yapıdan oluşan kumaşlara (birkaç çözgü ve atkı sistemlerinin kullanılmasıyla elde edilen kumaşlar) ve son olarak büyük desenli (jakarlı) kumaşlara ayrılır. 1.2 Kumaş Yapı Parametreleri Yukarıda belirttiğimiz gibi kumaş tasarımı sırasında kumaş yapısını etkileyen faktörler dikkate alınarak gereken işlemler gerçekleştirilir. Fakat tasarıma başlamadan önce kumaşın kullanım amacına göre onun hammaddesi, örgü tipi, atkı ve çözgü numaraları, sıklıkları, kıvrımları ve diğer önemli teknolojik parametreleri hesaplanır. Kumaş yapısı çok sayıda faktöre bağlı olarak belirlenmektedir. Bu faktörlerin önemlileri aşağıda verilmiştir: Kumaşın fiziksel mekanik özelliklerini yapısındaki ipliklerin hammaddesinin, içeriği, lifinin cinsi, yapısı, ipliklerin cinsi, yoğunluğunu, en kesitinin formu, boyutları, örgü tipi, atkı ve çözgü numaraları, sıklıkları, kıvrımları ve son olarak da kumaşın gördüğü terbiye işlemi belirlemektedir. Kumaş dokunan ipliklerin numaraları T a (Nm a ), T ç (Nm ç ) olarak verilmektedir. İplik kalınlıklarının orantılarını ifade eden katsayı K o =T ç /T a olarak verilmektedir. İpliklerin d ç ve d a en kesitlerinin dokumaya kadar ki ve dokuma sırasında ki (kumaşta) çap değerlerini vermektedir. İplik çaplarının orantılarını belirleyen katsayı K i = d ç / d a katsayısıdır. Kumaşın örgüsünü belirleyen atkı ve çözgü raporlarında, R ç ve R a atkı ipliklerini, t a yüzey değiştirme sayısını ve t ç ise çözgü ipliklerinin yüzey değiştirme sayısını ifade etmektedir. Kumaşın bir cm deki atkı ve çözgü sıklıkları: S ç ve S a olarak verilmektedir. Sıklıklar orantı katsayısı: K s = S ç /S a olarak verilmektedir. Kumaşta çözgü ve atkı kıvrımlılığının değerleri: C ç ve C a olarak verilmektedir.

17 17 Kumaşta ipliklerin yerleşim durumuna en büyük etkiyi yapan teknolojik faktörler çözgü ve atkı ipliklerinin dokuma esnasındaki gerilmeleridir Dokuma Kumaş Yapı Parametrelerinin Kumaşların Fiziksel ve Mekanik Özelliklerine Olan Etkileri Doku raporlarına verildiğinde saten kumaşlar diğer tiplere göre en kolay katlanabilen, en parlak görülen ve sürtünme değeri en yüksek olan kumaşlardır. Dimi kumaşlarda ise yukarıda verilen değerlendirmeler orta düzeyde bulunur. Bezayağı ise en zor katlanabilen, daha mat ve sürtünme özelliği en az olan kumaşlardır. Bunlara ilave olarak saten kumaşların yırtılma dayanımları bezayağı kumaşlara göre çok yüksektir. Kıvrım değerinin daha az olması nedeni ile aynı kuvvet altında saten kumaşlar bezayağı kumaşlara göre daha az uzarlar. Görünüm özellikleri bakımından ise bezayağı kumaşlar atkı ve çözgülerinin renklerini dengeli bir karışım halinde kumaşın her iki yüzeyinde de aynı tonda ve renkte verir. Dimi kumaşların iki yüzeyi birbirlerinin ayna simetriğidir, satenlerde ise bir yüzü atkı ipliği görünümünde iken diğer yüzü çözgü ipliğinin görünümü ağırlığındadır (Greenwood, 1967). Şekil 1.1: Bez ayağı örgülü dokuma kumaşta farklı atkı ve çözgü sıklıkları ile farklı iplik numaraları Aynı ipliklerden yapılan kumaşlarda atkı ve çözgü sıklıklarının değişimine göre de kumaşların mekanik özellikleri değişir. Atkı ve çözgü sıklıklarının değişebileceği durumlar Şekil 1.1 (a, b, c) de görülmektedir. Bu şekildeki kumaşlar aynı desene ve

18 18 aynı ipliklere sahip olmalarına karşın fiziksel ve mekanik özellikleri farklıdır. Şekil (a) ve (d) de atkı ve çözgü ipliklerinin sıklıkları aynıdır, sadece ipliklerin çapları farklıdır. Bu şekillerden yola çıkarak, sıklığın daha çok olduğu iplik sistemi yönünde uygulanan kuvvet nedeni ile oluşan uzama, aynı kuvvet ile diğer yönde oluşacak olan uzamadan daha az olacaktır. İplik sıklıkları ile uzama yüzdeleri arasında ters orantılı bir ilişki olduğu buradan anlaşılır. Yani atkı sıklığı artınca atkı yönünde oluşacak uzama aynı kuvvetle çözgü yönünde olacak olan uzamaya göre daha az olacaktır (Greenwood, 1967). Şekil 1.2 de verilen (a) ve (b) kumaşlarında atkı ve çözgü sıklıklarının değişiminden dolayı farklı iplik kıvrımları görülmektedir. Bu farklı kıvrım değerleri farklı fiziksel ve mekanik özelliklere neden olur. Şekil 1.2 (a) da atkı ipliğinin kıvrımı maksimum iken çözgü ipliklerinde hiç kıvrım yoktur. Şekil 1.2 (b) de ise atkı iplikleri ile çözgülerin kıvrımları aynıdır. Bu iki yapı atkı ve çözgü kıvrım farklılıklarının kumaşta neden olacağı farklılıkların anlaşılmasında oldukça önemlidir(greenwood, 1967). Atkı ipliklerinin tamamen düz olması halinde çözgüler maksimum kıvrıma sahip olacaklardır ve bunun sonucunda Şekil 1.2 de görülen atkı ve çözgü kesitleri elde edilecektir. Kumaş yapısının düzenine göre (atkı, çözgü sıklıkları, çapları, aralarındaki boşluklar ve benzeri.) kumaşın fiziksel ve mekanik özellikleri değişir.ham kumaşın yapısı terbiye işlemlerinin aşağıda verilen özelliklerine göre de değişebilir: Terbiye sırasında kısalma veya uzama, kumaşın stabilizasyonu, tüylenmesi, iplik çaplarının değişimi ve çeşitli etkenler. Kumaş yapısı aynı zamanda aşağıda gösterilen fiziksel ve mekanik özellikleriyle de belirlenir: Kumaşın mukavemeti, uzama özelliği, eğilme rijitliği, kırışma özelliği, sürtünmeye dayanıklılığı, higroskopikliği, nemli ortamda kısalması, sıcaktan ve soğuktan koruma özellikleri ve diğerleri. Bu özelliklere ve kullanım amacına göre de kumaş tasarımı yapılır. İstenen özelliğe sahip kumaşların elde edilmesi için yukarıda belirtilen kumaşların hepsi için önce kumaştan beklenen özellikler belirlenir, teknik hesaplamaları
. Şekil 1.")
19 19 gerçekleştirilir, bu kumaşı üretecek donanım belirlendikten sonra kumaş dokunmaya başlanır. Kumaşın yapısındaki önemli unsur çözgü ve atkı ipliklerinin kumaşta karşılıklı yerleşim durumudur. Eğer çözgü iplikleri aynı düzlemde yerleşmişler ise çözgü iplikleri kumaşta düz ve kıvrımsız durumda bulunur. Yani çözgü ipliklerinin üzerlerinde eğilme kuvveti yoktur. Atkı iplikleri ise bu durumda çözgü ipliklerinin etrafında, çözgüyü maksimum eğilmeyle (kıvrımla) sarar. Eğer çözgü iplikleri bir düzlem üzerinde yerleşmemişler ise (örneğin iki düzlemde) o zaman çözgüler kıvrım almaya başlamışlardır. Çözgülerin kıvrım almaları artmaya başladıkça atkı ipliklerinin kıvrımı azalmaya başlar, bu sırada çözgü ve atkı ipliklerinin kıvrımları (eğilmeleri) bir birine eşit olur (Şekil 1.2 (b), Şekil 1.2 (V) nolu faz). Şekil 1.2 den görüldüğü gibi ipliklerin yerleşimlerinin bir uç ve orta durumu verilmiştir. Birinci durumda çözgü iplikleri kumaşın içinde doğrusal durumdadır ve atkı iplikleri bunların etrafını maksimum derecede sarmıştır. İkinci durumda ise çözgü iplikleri yavaş yavaş kıvrım alırken atkı ipliklerinin kıvrımları azalmaya başlamış ve daha sonra her iki iplik için aynı kıvrım değerine ulaşılmıştır. Kumaş yapısında çözgü ve atkı ipliklerinin birbirine göre kıvrım dağılımı durumları sonsuz sayıdadır. Her bir yerleşim durumunda atkı veya çözgü iplikleri farklı düzlemlerde konumlanmış bulunmaktadır. Kumaş yapısı geometrik olarak incelenmiş, bu durumların içerisinde pratik açıdan en önemli olanlarını 9 kısma ayrılmış her bir durumu kumaş yapısının faz sırası olarak tanımlanmıştır. Her bir faz, diğerinden çözgü ve atkı ipliklerinin kıvrımları h Ç ve h A dalga yükseklikleri ile l Ç ve l A yarım dalga uzunluklarının değişimi ile birbirlerinden ayrılırlar. Kumaşın dokuz fazını belirten geometrik yapı Şekil 1.3 de verilmiştir (Novikov, 1927).
 o zaman çözgüler kıvrım almaya başlamışlardır.")
20 20 Şekil 1.2: Kumaş yapısında uç ve normal kıvrım dağılımı Dalga yüksekliği (h Ç ve h A ), aynı sistemdeki ipliklerin kumaşın yüksekliği boyunca en kesitinin merkezleri arasındaki mesafenin boyutudur. Yarım dalga uzunluğu ise (l Ç ve l A ), yatay yönde karşı sistem ipliklerin komşu ikisinin arasındaki mesafedir. Şekil 1.3 de görüldüğü gibi uç (maksimum kıvrım) durumlarda dalga yüksekliği ipliklerin çaplarının toplamına eşit olur. Genelde değerlendirmek için geometrik birim
, yatay yönde karşı sistem ipliklerin komşu ikisinin arasındaki mesafedir.")
21 21 olarak ipliklerin yarıçapları kullanılır. Örneğin, yukarıda gösterdiğimiz durumlarda dalga yüksekliği 4r = d Ç (2r) + d A (2r) olarak bulunur. Bir yapı fazından diğerine geçerken bir sistem ipliğin dalga yüksekliği azalarken diğerininki artmaktadır. Böylece kumaş yapısını belirleyen önemli bir özellik aşağıda görüldüğü şekilde ortaya çıkmaktadır: h Ç + h A = l Ç + l A = sabit (1.2.1) Yukarıdaki eşitlikte görüldüğü gibi çözgü ve atkı ipliklerinin dalga yükseklikleri ile dalga uzunluklarının toplamı hiçbir zaman değişmez ve her kumaş için bu değer ayrı bir geometrik parametre oluşturur. Kumaşların geometrik fazları incelenirken kumaşın kalınlığının uç fazlardan başlayarak ortalara gidildikçe azaldığı görülmektedir. Bu azalma dalga yüksekliğine ve kıvrımların birbirine olan oranlarına bağlı olarak gerçekleşmektedir. En büyük kalınlık bu kumaş için ancak uç fazlarda 6r olarak gerçekleşmektedir, orta fazlara doğru gittikçe kalınlık aşağıdaki Şekil 1.3 e göre değişmektedir.
22 22 Şekil 1.3: Bezayağı örgülü dokuma kumaşta atkı ve çözgü kıvrım değişiminin geometrik analizi
23 23 Çizelge 1.2 : Faz yüksekliklerine göre kumaş kalınlığının değişimi Faz Sırası Dalga Yükseklikleri Kumaşın Ф h Ç h A h Ç /h A Kalınlığı, r I 0 4 0:8=0 6 II 0,5 3,5 1:7=0,143 5,5 III 1 3 1:3=0,33 5 IV 1,5 2,5 3:5=0,66 4,5 V VI 2,5 1,5 5:3=1, V :1=3 5 V3 3,5 0,5 7:1=7 5,5 IX 4 0 8:0 6 Yukarıda verilen teoriye göre çeşitli amaçlarla kullanılan çeşitli örgülü ve numaralı ipliklerden oluşan kumaşların tasarımı gerçekleştirilebilir. Fakat yukarıda atkı ve çözgü ipliklerinin çaplarını birbirleri ile aynı alınmıştır. Bu teori önemli bir parametre olan geometrik sıklık kavramını meydana getirmiştir. Geometrik sıklık olarak teknolojik sıklığın (1 cm de ki atkı sayısı S A veya çözgü sayısı S Ç ) tersi kabul edilir. Yani; l Ç = 100/ S Ç, l A = 100/ S A (1.2.2) dır. Faz sırası kullanılarak istenen özellikte geometrik yapılı kumaş tasarlanabilir. Teknolojik sıklık terimi atkı veya çözgü boşluğu olarak da bilinir. Atkıların kıvrım değeri arttıkça çözgülerin teknolojik sıklığı (çözgü boşluğu) azalmaktadır. Ancak pratik olarak I. ve IX. fazlarda kumaşların mevcut dokuma makinalarında üretilmesi hemen hemen mümkün değildir. Diğer fazlardaki kumaş yapılarını dokumak için o faza ait parametrelere uygun değerleri elde etmek gerekmektedir.
24 24 Bu teoride kumaş yapısının matematiksel incelenmesi verilmiştir. Burada her bir fazın kriterini belirlemek için teorik formüller oluşturulmuştur. Fakat bunların uygulanması formüllerin özel durumları için elde edilmesinden dolayı yaygınlaşamamıştır. Dokuma sırasında kumaşın geometrik parametrelerinin, yani kumaş sıklıklarının, kumaş yapısında iplik kıvrımlarının geometrik açıdan değerlendirilmesinde gerek aynı çaplı ipliklerden oluşan, gerekse de farklı çaplardaki ipliklerden oluşan kumaşların kıvrım değerlerinin hesaplanması formülleri verilmektedir. Fakat bu sırada iplik çaplarını dairesel ve yassılmaz kabul edilmiştir (Novikov, 1927). Daha sonraları bu teoriyi çeşitli numaralı iplikler için birçok araştırmacı geliştirerek pratik açıdan çok önemli olan sonuçlar elde etmiş ve uygulamalarını da gerçekleştirmişlerdir. Bu araştırmacıların içerisinde Pierce in önemli çalışmaları vardır (Pierce, 1937). Pierce, Novikov dan farklı olarak iplik çaplarındaki geometrik değişimi, ipliklerin yassılaşmalarını göz önüne alarak iplik kıvrımlılığının ve kumaş sıklıklarının hesaplanması formüllerini geliştirmiştir. Diğer yandan geometrik açıdan kumaşın maksimum ve minimum kalınlık kriterlerinin belirlenmesi koşullarını tespit etmiştir. Pierce e göre kumaş maksimum kalınlığa, 2d ç + 3d a ye eşit olduğu zaman erişir (atkı ipliği daha kalınken, bezayağı kumaşlar için). d ç : Çözgü ipliğinin çapı, d a : Atkı ipliğinin çapı. Bu esnada kumaşta bulunan atkı ve çözgü ipliklerinin serbest halindeki çaplarının değerini tespit edilmesi için Pierce; d T = 2 (1.2.3) 1000πd d: mm, iplik çapı (T: tex) olarak verilmiştir. Pratikte iplik bu çaplarının ölçümü zor olduğu için kalınlık bilgisi olarak birim uzunluktaki ipliğin ağırlığı üzerinden bir değerlendirme sistemi geliştirilmiştir. Bu
25 25 sisteme göre 1000 m uzunluğundaki bir ipliğin gram cinsinden olan ağırlığına tex denilmiş ve T ile gösterilmiştir. Bu formülün sonuçları gerçeğe oldukça yakındır. Farkı ise kumaş içerisindeki ipliklerin kesitlerinin tamamen dairesel olmamalarıdır. Pratikte kumaş içerisindeki ipliklerin kesitleri yassılaşmıştır ve bu nedenle bir küçük ve bir de büyük olmak üzere iki farklı çap elde edilmiştir (d h ve d v ). Kumaş içerisindeki ipliklerin yassılaşmaları ile ilgili bir katsayı ipliklerin yapılarına bağlı olarak geliştirilmiştir. Bu katsayı e = d v / d h olarak verilmiştir, d d h = ve d d e e v = yassılaşan ipliğe ait çaplardır. d h ve d v değerleri yukarıdaki formülle yaklaşık olarak bulunabilmektedir ve görüldüğü gibi bu iki çap d çapına bağlı olarak bulunur. d v çapı ipliğin doku üzerindeki kesişim noktasındaki yassılaşmadaki çap, d h ise ipliğin doku içerisinde serbest bölgelerde bulunduğu ve örtme işlemini gerçekleştirdiği çaptır (Pierce, 1937). Kumaş tasarımı yalnızca geometrik parametrelere göre değil, aynı zamanda diğer şartlara ve tezgâhın yükleme parametrelerinin değerlerine göre de gerçekleştirilir. Önce 1827 de George Merfi benzer kumaşların sıklıklar oranına göre kumaş tasarımı önerisini vermiştir. Daha sonraları Bitner tarafından bu teori geliştirilerek atkı ve çözgü ipliklerinin yüzey değiştirme sayılarını dikkate alarak tasarlama metodunu önerir. Buradan benzer kumaşların ağırlıkları oranlarına göre de tasarımlama yöntemi önerilir. Daha sonraları 1884 te T. Ashenhurst 1884 te çap kesimleri teorisini geliştirerek kumaş sıklığının tespit edilmesi yöntemini önerir. Daha sonraları bu metot O.S. Kutepov tarafından geliştirilerek daha kullanışlı hale getirilir. Kumaş tasarımı konusunda batı bilim adamlarından E. Painter (Pirce teorisini geliştirerek) A. Kemp iplik çapının biçiminin koşu pisti şeklinde kabul ederek tasarım örnekleri vermişlerdir. Daha sonraları Hamilton Pierce nin formüllerini grafiğe çevirerek uygulamalı tasarım yöntemi önermiştir. Tasarım konusunda Bulgar Bilim Adamlarının da (G.B. Damyanov, C. Z. Baçayev, N. G. Stryaskova ve diğerleri), sonraki Rus Bilim adamlarının da çalışmalarında (O. S. Kutepov, M. V. Simirnov, N. C. Kromova, F. M. Rozanov) kumaş tasarımı üzerine geniş alanda incelemeler ve uygulamalarda bulunmuşlardır. Özellikle
26 26 iki ve çok katlı kumaşların tasarımında son zamanlarda Moskova Devlet Tekstil Üniversitesinin araştırmacıları oldukça önemli çalışmalar yapmışlardır (Fettahov, 2003). Fakat bütün bu tasarımlar geometrik açıdan önemli olsalar da bunların kumaş yapımında uygulanmaları için dokuma sırasında çözgü ve atkı ipliklerinin davranışının (dokuma makinasının uygun mekanizmalarının etkisinden oluşan) incelenmesi büyük önem taşımaktadır. Çünkü dokuma esnasında çözgü ipliklerinin ve aynı zamanda atkı ipliklerinin kıvrımlılığı, onların gerilmesine dolayısı ile deformasyonuna bağlıdır. Bu açıdan dokuma esnasında çözgü ipliklerinin deformasyonunun belirlenmesi ve uygulanabilir olması kumaş tasarımında büyük öneme sahiptir.
27 27 İKİNCİ BÖLÜM LİTERATÜR BİLGİLERİ KUMAŞ DOKUMADA ÇÖZGÜ DEFORMASYONU VE ONU ETKİLEYEN FAKTÖRLERİN ARAŞTIRILMASI 2. LİTERATÜR BİLGİLERİ 2.1 Yükleme Elastik Sisteminde Çözgü ve Kumaş Deformasyonunun Teorik Araştırması Üzerine Literatür Bilgileri Yukarıda gösterdiğimiz gibi, dokuma tezgâhında çözgü iplikleri ile kumaşın birlikte bulunduğu sistem, dokuma işleminin elastik sistemi olarak kabul edilir ve Yükleme Elastik Sistemi (YES) olarak tanımlanır. YES, belli bir başlangıç gerginliği altında levendin A noktasından açılmaya başlayarak B kumaş çizgisine kadar uzanan çözgü ipliklerinin uzunluğuyla (buna serbest çözgü uzunluğu da denir) B noktası ile kumaş milinin C noktası (çekme milinde kumaşın sıkıştırılma noktası) arasındaki mesafede yerleşen kumaş uzunluğunu kapsar (Şekil 2.1). Bu sistemde çözgü iplikleri A ve B noktaları arasındaki mesafede serbest olarak, B noktasından C ye kadar olan mesafede ise kumaşın içinde kumaşla birlikte uzar. Sistemdeki çözgü iplikleri ve kumaş deformasyonu birbiri ile bağıntılı biçimde tezgâhın esas işlev mekanizmalarının (çözgü salma, ağızlık açma, atkı atma, tefeleme ve diğer) yarattığı mekanik etkileri sayesinde oluşur. Serbest bölgede iplikler daha aktif biçimde uzarlar. Kumaş bölgesindeki uzamanın aktifliği daha az olur.
28 28 Yükleme elastik sistemindeki deformasyon ortamını daha hassas incelemek için dokunma prosesine bir göz atmak gerekir: Ana milin bir tam dönüşünde çok kısa bir süre içinde sırayla, uyumlu biçimde ve birbirini peş peşe takip eden çözgü salma, ağızlık açma, atkı atma, tefeleme ve kumaş sarma gibi hareketler sırasında çözgü ve kumaş çeşitli boyutlarda deformasyona maruz kalır. Sürtünme, ağızlık açma, tefe vuruşu ve kumaş çekiminden dolayı meydana gelen bu deformasyonlar kısa süreli özel deformasyonlar olarak tanımlanırlar. Özel deformasyonların toplamı YES in genel deformasyonunu oluşturur. Genel deformasyon çözgünün leventten kumaş miline kadar olan mesafedeki hareketi sırasında aldığı deformasyon (uzama) kısa süreli deformasyonların çok sayıda tekrarlanması neticesinde meydana gelen genel deformasyondur (uzamadır). Tezgâhın YES in farklı bölgelerinde meydana gelen deformasyonların değerini tespit etmek için teorik formüller önerilmiştir. Şekil 2.1: Dokuma Makinesinin Genel Yükleme Şeması Ağızlık açma sırasında meydana gelen deformasyonu hesaplamak için Gordeyev tarafından şu formül önerilir (Gordeyev, 1984); λ a = (h 2 /2).(1/ λ 1 +1/ λ 2 ) (2.1.1) veya λ a = (H 2 /8).(1/ λ 1 +1/ λ 2 ) (2.1.2)
29 29 Burada; λ a λ 1 ve λ 2 h H : Ağızlık açma sırasında oluşan çözgü deformasyonu (uzaması), : Ağızlığın ön ve arka kısımlarındaki çözgü uzunluğu, mm, : Gücü gözünün yükselme mesafesi, mm, : Ağızlık açıklığı (H=2h), mm. Formül den görüldüğü gibi gücü çerçevelerinin aşağı ve yukarı yönde aynı değerde yer değiştirdiği sırada üst ve alt ağızlığı oluşturan çözgülerin gerginliği eşit olur. Aynı zamanda ağızlık açma sırasında meydana gelen çözgü deformasyonunun değeri λ 1 ve λ 2 nin değerlerine bağlı olarak değişir. Yapılmış teorik ve deneysel incelemeler λ 1 ve λ 2 nin birbirlerine eşit olduğu durumda arka ve ön ağızlığı oluşturan çözgülerin deformasyonlarının yani uzamalarının birbirine eşit olduğunu göstermiştir. Yükleme elastik sisteminde tefe vuruşu sırasında oluşan çözgü uzamalarının incelenmesine ait yapılmış teorik ve deneysel araştırmalar neticesinde çeşitli formüller elde edilmiştir. Bunların içerisinde, gerçeği daha doğru yansıtan teorik formül aşağıda yer almaktadır (Malışyev, 1965). λ T = (H T /H C ) [R(1-Cosα ) + (R 2 /2L) Sinα ] (2.1.3) Burada; H T H C R L α : Tefe tarağının kumaş çizgisi ile temas noktasından tefenin dönme noktasına kadar olan mesafesi, mm; : Tefe kolu (biyel) ile tefenin bağlantı noktasından tefenin dönme noktasına kadar olan mesafe (mm), : Ana milin dirseğinin yarıçapı (mm), : Tefe kolunun uzunluğu (mm), : Tefe vuruşunun başlangıç açısıdır.
30 30 Şekil 2.2: a) - Dokuma Makinası Tefe Mekanizmasının Şematik Gösterimi b) Tefe Vuruşu Açısına Bağlı Olarak Çözgü Deformasyonu Tefe mekanizmasının şeması ve önemli parametreleri Şekil 2.2 de gösterilmiştir. Şekil 2.2 (b) de görüldüğü gibi tefe vuruşu sırasında çözgü deformasyonu α t vuruş açısının değişimine göre değişmektedir. Vuruş açısının değerinin büyümesiyle çözgü deformasyonu da büyümektedir. Deformasyonun en küçük değeri α t nin 10 o lik değerinde, en büyük değeri ise 35 o olduğunda oluşur. Yapılmış olan deneysel araştırmalar bu formülün doğru olduğunu kanıtlamıştır (Malışyev, 1965). Tefe vuruşu sırasında meydana gelen çözgü deformasyonunun değerini tespit etmek için (Gordeyev, 1965) kaynağında pratik açıdan daha kolay kullanımlı bir ampirik formül önerilmiştir. Bu formül aşağıdaki gibidir. P λ T = (2.1.4) ( C 1 + C 2 )
31 31 Burada; λ T P C 1 C 2 : Oluşan deformasyon değeri, : Tefe tarağının kumaş çizgisine vuruş kuvveti (cn), : Çözgü ipliklerinin sertlik katsayısı (cn/mm), : Dokunan kumaşın sertlik katsayısıdır (cn/mm). Formülde kullanılan parametrelerin değerlerine göre çözgü deformasyonunu çok kolay bir biçimde tespit etmek mümkündür. Tezgâhın çeşitli bölgelerindeki çözgü uzama değerlerinin değişimini tespit etmek amacıyla Kovačevıć in yaptığı ampirik çalışmadaki formüller önem taşımaktadır. Bu çalışmada Şekil 2.3 de gösterildiği gibi tezgâhın 6 bölgesinde (levent ile çözgü köprüsü arası, çözgü köprüsü ile lameller arası, lamellerle gücü çerçeveleri arası, gücülerle kumaş çizgisi arası ve kumaş çizgisiyle kumaş sarma mili arası) çözgü ipliklerindeki uzama değerlerinin değişimini kumaş örgü türüne ve makinanın türüne bağlı olarak incelenmiştir ve teori ile pratiğin uyuştuğu sonuçlar bulunmuştur (Kovačevıć, 2000). Şekil 2.3: Kovačevıć e Göre Tezgâhın Yükleme Hattının Çözgü ve Kumaş Deformasyonları Bölgelerine Ayrılması
32 32 Fakat bu çalışmada çözgü uzamasının ölçümü geleneksel olarak tezgahtan alınmış iplikler ve kumaştan sökülmüş ipliklerin kopma yükü ve uzamalarına göre belirlenmiştir. Bundan dolayı elde edilmiş uzama ve mukavemet değerleri tezgâhın üstünde direk olarak gerçekleştirilerek elde edilen değerlerden daha az hassas olacaktır. tezgâhın bütün çalışma mekanizmalarının kendisine has etkisi ölçümlere ve deneylere yansıtılamamıştır. Yukarıda belirttiğimiz gibi tezgâhın elastik yükleme sistemini içeren elementlerinden birisi de çözgü ile birlikte deformasyona uğrayan kumaştır. Kumaşın çözgü ile birlikteki deformasyonu tezgâhın diğer mekanizmalarının etkisinden ve aynı zamanda kumaş çekme mekanizmasının etkisinden dolayı ortaya çıkabilir. Makinada uygulanan kumaş sarma mekanizmasının konstrüksiyonuna göre kumaş deformasyonu da çeşitlilik gösterecektir. Genel olarak kumaş çekimi sırasında meydana gelen kumaş deformasyonunun tespitinde ise şu formülün kullanılması tavsiye edilir (Gordeyev, 1984); λ K = t /(S a t 1 ) (2.1.5) λ K S a t 1 t : Kumaş deformasyonu, : Kumaşın atkı sıklığı (tel/cm), : Ana milin bir dönüşüne harcadığı zaman (s), : Bir kumaş elementinin çekimi için harcanan zamandır (s). Formül ten görüldüğü gibi kumaş çekimi sırasındaki kumaş deformasyonu atkı sıklığı S a ile ters orantılıdır. Kumaş sıklığı arttıkça dokuma sırasında kumaşın ve kumaşın içinde bulundurduğu çözgü ipliklerdeki deformasyon da azalmaktadır. Bu olayın pratik açıdan önemi, üretilen kumaşın sıklığına göre kumaş çekme mekanizmasının ayarlarının önceden hesaplama yöntemi ile tespit edilebilmesidir. Deneysel ve teorik araştırmalar çözgü ipliklerinin en büyük deformasyona, tefe vuruşu ve ağızlık açma sırasında uğradıklarını göstermiştir. Kumaş çekimi sırasında meydana gelen uzamanın değeri daha düşük olur.
33 33 Yaptığımız kaynak incelemelerinde dokuma işlemi sırasında tezgâhın yükleme sistemindeki çözgü ve kumaş deformasyonunun teorik olarak tespit edilmesi yöntemi ile elde edilen değerlerin gerçeği tam olarak yansıtmayacağını göstermiştir. Bundan dolayı deformasyonun gerçek değerinin belirlenmesi için belli miktarda deneysel ve ampirik incelemeler yapılmıştır. Bu konu üzerine bilgiler bir sonraki bölümde daha detaylı olarak verilmiştir. 2.2 Yükleme Elastik Sisteminde Çözgü ve Kumaş Deformasyonunun Deneysel İncelenmesi Dokuma makinelerinde çözgü ipliklerinin veya kumaşın uzamasını doğrudan tespit etme olanağı henüz bulunmadığından, bu maksatla dokuma makinasında ki çalışma ortamını yansıtan çeşitli cihazlar kullanılır. Böyle cihazlarda bir ucu sabitlenmiş ve belli bir yük altında bulunan tek ipliğe, demet halindeki ipliklere veya kumaşa dokuma tezgâhında olduğu gibi titreşimler verilerek (yaklaşık tezgâhın ana milinin bir dakikadaki devir sayısına yakın sayıda) uzaması sağlanır. Ancak, bu cihazlardan elde edilen ölçüm değerleri dokuma ortamında oluşan gerçek değerleri yansıtamaz. Dokuma tezgâhlarında çözgü ipliklerinin uzama değerini deneysel yolla tespit etme yöntemlerinden birisi de dolaylı yöntemdir. Bu yönteme göre dokuma tezgâhında çeşitli gerilme ölçme cihazları ile tek veya grup halindeki çözgü ipliklerinin gerilmeleri ölçülür. Sonra ölçümden elde edilen gerilme değerine göre bilinen formüllerle iplik deformasyonunun (uzamasının) değeri hesaplanır. Örneğin (Gordeyev, 1965) kaynağında gösterilen bu yönteme göre, tezgâhta tansiyon cihazı veya daha hassas olarak bilinen tenzometrik ölçüm donanımı ile çözgü ipliğinin F gerginliği ölçülür. Sonra, gerilim ile uzama arasındaki ilişkiyi ifade eden formül (2.3.1) ile uzamanın değeri hesaplanabilir. F = λ m x C (2.2.1)
34 34 Burada; λ m - ipliğin bir metresine düşen uzamadır, birimi ise mm dir. Aynı yöntemle çözgü ipliklerinin veya atkı ipliklerinin deformasyonunu tespit etmek için ipliklerin elastisite modülünün kullanılması gösterilmiştir (Alekseyev, 1973). Bu kaynağa göre sertlik katsayısının ise; 100G C= E. F = (2.2.2) L formülüyle bulunması önerilir. Burada C - çözgü ipliğinin sertlik katsayısı (sertlik modülü) olup, bir metre ipliğin bir mm uzaması için gerekli kuvvet olarak tanımlanır ve N/mm birimi ile ifade edilir. Dolayısıyla, C ipliğin gerilmesinden dolayı meydana gelen uzama ile bu uzamayı doğuran kuvvet arasındaki mekanik ilişkiyi ifade eden bir katsayıdır. Uzama λ m veya aşağıdaki gibi bulunabilir. L olarak (2.3.1) ve (2.3.2) formüllerinden hesaplama yolu ile λ = F m C (2.2.3) L =100. G. C (2.2.4) İncelemelerimiz sırasında şu ana kadar yalnız makinada yükleme elastik sistemini oluşturan elementlerin deformasyonunun tek tek bulunması üzerine çalıştık. YES in deformasyonu, onu oluşturan elementlerin deformasyonlarının toplamından oluşmaktadır. Örneğin; basit veya yalnız iki sistem atkı ve çözgü ipliklerinden kumaş dokunduğu sırada YES de iki element; halı, havlu ve benzeri kumaşlar üretiminde iki sistem çözgü, bir sistem atkı ipliği kullanıldığında ise YES de üç element bulunur. Buna uygun olarak YES in toplam deformasyonu birinci durumda, λ =λ Ç + λ K, (2.2.5) olarak verilir.
35 35 İkinci durumda ise; λ =λ Ç1 +λ Ç2 +λ K (2.2.6) Burada; λ : Yükleme elastik sisteminin genel deformasyonu; (λ = F S /C S ), λ K λ Ç, λ Ç1 ve λ Ç2 : Yükleme elastik sistemindeki kumaşın deformasyonu; (λ K =F K /C K ), : Yükleme elastik sistemindeki tek, birinci ve ikinci çözgü sistemlerinin deformasyonlarıdır. λ Ç = F Ç /C ; λ Ç1 = F Ç1 C 1 ; λ Ç2 = F Ç2 /C 2 Böylece, sertlik katsayılarının değerlerini bilerek sistemin veya sistemin ayrı ayrı elementlerinin deformasyonlarının tespit edilmesi kolayca gerçekleştirilir. C katsayısı ipliğin cinsine ve uzama ortamına bağlı olarak farklı değerlere sahiptir. Kısa sureli uzama ortamında tekstil materyallerinin sertlik katsayısının değeri uzun sureli uzama ortamındakinden daha fazla olduğu deneysel araştırmalarla tespit edilmiştir.
36 36 Şekil 2.4 Sertlik Katsayısını Tespit Eden Tertibatın Genel Şeması Yükleme sisteminin genel sertlik katsayısı C ise aşağıdaki gibi hesaplanır. C = C 1 C 2 / (C 1 + C 2 ) (2.2.7) Sertlik katsayısı, sertlik ölçüm cihazında (Gordeyev, 1984) ve geliştirilen diğer özel cihazlarla tespit edilir (Gordeyev, 1965). Bu cihazda kısa süreli titreşim ortamını yansıtan ortamda ipliğin C katsayısını belirleyen formüle uygun olan değer alınır. Bu cihazın konstrüksiyonu aşağıda verilmiş parçalardan ibarettir (Şekil 2.4). Cihazda (1) elektrik motorunun yerleştirildiği taban, (2) cihazın şasesi, (3) ve (4) üst ve alt mengeneler, (5) esnek levha, (6) ayna, (7) üstünde ince yarığı olan optik boru, (8) osiloskoptur. Bu cihaz yardımıyla dokuma tezgâhındaki işlem sırasında oluşan gerilme ve deformasyon tek çözgü ipliği üzerinde oluşturulabilir. Bu da tezgâhın ana milininin devir sayısına eşit değerde dönen bir elektrik motoruna ait milin ucuna takılmış olan ayarlanabilir deveboynu mekanizması ile ipliğe değişken dinamik gerilme (titreşim) verilir. Oluşan gerilme cihazda bulunan (8) osiloskopunda çizilir. Osiloskopta çizilmiş çizgiye göre ipliğin T gerginliği belirlenir ve sonra aşağıda verilmiş olan formül kullanılarak C katsayısı hesaplanır.
37 37 2 4π I ρ 2 2 T C = (2.2.8) Burada; ρ : Çözgü levendinin yarıçapı (mm), I : Levendin sarım yapısı ile birlikte atalet momentidir (mm 4 ), T : İpliğin gerginliğidir (cn). Bu çalışmada verilen cihazın çalışma prensibi ve elde edilen sonuçlar bu cihazla elde edilen sonuçlara oldukça yakındır fakat burada deformasyon oluşumu ortamı önceki cihazdaki düzeneğe göre daha geliştirilmemiş durumdaydı. Cihazlardan elde edilmiş C katsayılarının değerleri örneğin, kısa sureli uzama ortamında gerçekleştirilmiş deneylere göre haşıllanmış orta numaralı pamuklu tek ipliğin sertlik katsayısı 0,2 N/mm, keten ipliğinki 0,75 N/mm, yün ipliğinki ise 0,1 N/mm olarak görülmüştür (Gordeyev, 1984). Fakat elde edilmiş teorik formüller ve direk olmayan dolaylı yöntemler YES de çözgü ve kumaşın uzamasının gerçek değerini hassaslıkla tespit etmeye yeterli değildir. Dokuma tezgâhındaki uzama oluşumu ortamının oldukça karmaşık olmasından dolayı gerek özel uzamaların, gerekse de sistemin genel uzamasına etki yapan çok sayıdaki faktörün teorik formüllerle dikkate alınması mümkün değildir. YES in uzamasına etki eden faktörler şu şekilde sıralanabilir: Dokunan kumaş parametreleri: Çözgü ve atkı ipliklerinin cinsi (kökeni), ipliklerin kalınlıkları (numaraları), çözgü ve atkı ipliklerinin sıklıkları, kumaş örgü türü, örtme faktörleri, dokuma sırasında çözgü ve atkı ipliklerinin kısalması (kıvrımlılığı) vb. Dokuma parametreleri: Dokuma hızı (ana milin dönme hızı), çözgü gerginliği, tefe vuruş kuvveti, ağızlığın tipi ve boyutları, çözgü salma, ağızlık açma, ve kumaş çekme mekanizmalarının konstruksyonu ile çalışma hassasiyeti vb.
38 38 Çözgü ve atkı ipliklerinin özellikleri: Levendin sarım yapısı, çözgü ve atkı ipliklerinin nemi, dokuma dairesindeki iklim koşulları vb. Gerçekleştirdiğimiz kaynak araştırmaları, dokuma tezgâhında yükleme elastik sistemindeki çözgü ve kumaş deformasyonlarının bilinen yöntemlerle tespit edilmesi dokuma ortamında meydana gelen deformasyonun gerçek değerinin belirlenmesini hassas bir şekilde verememektedir. Yukarıda gösterdiğimiz nedenlerden dolayı teorik ve dolaylı deneysel yöntemlerle yükleme sisteminin deformasyonunun tespiti için yeni yöntem araştırmalarının gerçekleştirilmesi ve elde edilen yöntemlerin uygulanması gerekmektedir.
39 39 ÜÇÜNCÜ BÖLÜM MATERYAL ve METOT DOKUMA TEZGÂHINDA YÜKLEME ELASTİK SİSTEMİNİN DEFORMASYONUNUN TESPİTİNİN METODU 3. MATERYAL ve METOD 3.1 Materyal Kumaş Dokumada Çözgü ve Kumaşın Deformasyon Özellikleri Belirttiğimiz gibi dokuma tezgâhında kumaş oluşumu prosesi aşağıdaki teknolojik işlemlerin peş peşe düzenli biçimde takip edilmesi ile gerçekleştirilir. Belli bir başlangıç gerginliği altında belirli uzunluktaki çözgü iplikleri leventten çözülür, arka köprüden geçtikten sonra lamellerden ve çerçevelerdeki gücü tellerinin gözlerinden geçerek ağızlık açma mekanizması tarafından ağızlık oluşturur. Açılmış ağızlığa atkı ipliği yerleştirilir ve daha sonra tefe tarağıyla kumaş çizgisine vurularak bir kumaş elementi oluşturulur. Oluşmuş kumaş elementi makinanın kumaş çekme mekanizması vasıtasıyla kumaş çizgisinden kumaş olarak alınır ve uygun yöntemlerle kumaş miline sarılır.
40 40 Böylece, bütün bu mekanizmalar bir kumaş elementi oluşumu için gerekli olan hareketleri her defasında aynı şekilde tekrarlayarak kumaş dokuma işlemini gerçekleştirir. Görüldüğü gibi, kumaş dokuma prosesi aynı işlemlerin makinada çok hızlı bir şekilde tekrarlanmasını içerir. Bir kumaş elementi oluşumu sırasındaki bütün bu işlemler ana milin bir devrinde gerçekleşir. Bundan dolayı dokuma makinalarında kumaş üretim işlemi periyodik bir özelliğe sahip teknolojik bir prosestir. Dokuma kumaş üretimi prosesinde ağızlığın açılması, atkı ipliğinin kumaş çizgisine vurulması, kumaş çizgisinde kumaşın çekilmesi ve çözgünün leventten çözülmesi esnasında makinenin işlem bölgesindeki çözgü ve kumaş üzerinde deformasyon (uzama) meydana gelir. Meydana gelen bu deformasyonlar, kumaş oluşumundaki gibi periyodik karakterlidir; çok hızla tekrarlanıp, çok kısa bir zaman içinde değişime maruz kalmaktadır. Bu zaman içinde yukarıda adı geçen mekanizmaların etkisinden dolayı ortaya çıkan özel deformasyonların toplamı, dokuma tezgahındaki yükleme elastik sisteminin tam değerini oluşturur. Dokuma tezgâhlarında çözgü deformasyonu üzerine yeterli sayıda teorik ve deneysel araştırmalar yapılmıştır. Bunların arasında Gordeyev in kapsamlı teorik ve deneysel incelemeler içeren bilimsel eseri oldukça kapsamlı ve önemlidir. Bu kaynağa göre, dokuma esnasında çözgü iplikleri ile kumaşın birlikte bulunduğu dokuma kumaş oluşturma işlemi Yükleme Elastik Sistemi (YES) olarak kabul edilir. Dokuma makinasının elastik yükleme sistemine çözgü iplikleri ve tezgâhın işlem bölgesinde bulunan kumaşın belli bir uzunluğu dahildir. YES ini birlikte oluşturan bu iki element farklı uzunluğa ve farklı elastik katsayılara sahip olmakla birlikte farklı ortamlarda (koşullar altında) deformasyona maruz kalırlar. Çözgü deformasyonunun değişimi de YES in farklı bölgelerinde farklı gerginlik altında olur (Gordeyev, 1965). Tüm bu özellikler dikkate alınarak yükleme elastik sistemi deformasyonunu incelemek gerekmektedir. Gordeyev e göre dokuma makinasının elastik yükleme sisteminin elemanlarını gösterelim ve sistemin deformasyonunu özet olarak açıklayalım. Bu amaçla geleneksel dokuma makinasının Şekil 3.1 de gösterilen şemasını ele alalım.
41 41 Şekil 3.1 den de görüldüğü gibi yükleme elastik sistemi tezgâhın aşağıdaki kısımlarında bulunan çözgü ipliklerinden ve kumaş kısımlarından oluşur. Yükleme sisteminde A noktasından B noktasına kadar olan mesafe serbest çözgü uzunluğu, B noktasından kumaş silindiri ile kumaş milinin temasta bulunduğu noktaya kadar olan mesafe ise kumaş uzunluğu olarak tanımlanır. l 1 - levendi ile 2 arka köprü arasındaki çözgü uzunluğu; l 2 -Arka köprü ile temasta bulunan ve bu silindiri saran çözgü kısmının uzunluğu; l 3 -Arka köprü ile kumaş çizgisi arasında bulunan çözgü uzunluğu; l 4 Kumaş çizgisi ile kumaş köprüsü arasındaki kumaşın uzunluğu; l 5 Kumaş köprüsünün yüzeyinde bulunan kumaş uzunluğu; l 6 Kumaş köprüsü alt çıkışından kumaş sarma silindiri arasındaki kumaş uzunluğu; l 7 Kumaş silindiri ile kumaş milinin temas noktasına kadar olan mesafede kumaş silindiri ile temasta bulunan kumaş kısmının uzunluğu. Şekil 3.1 den görüldüğü gibi, yükleme bölgesinde gerek çözgü, gerekse kumaş bölgelerin durumuna göre farklı biçimde ve farklı ortamda deformasyona uğramaktadırlar. Şekil 3.1: Geleneksel Dokuma Tezgâhının Yüklemesi Sırasında Oluşan Önemli Geometrik Ölçüler Örneğin; l 1 uzunluğunda ki çözgü serbest uzamaya uğramaktadır. Burada yalnızca çözgünün uçlarına etkide bulunan gerilme kuvvetlerinin etkisi altında
Dokuma Kumaş Yapisinin Tezgah Eni Boyunca Çözgü Gerginlik Dağilimina Etkisi
 www.teknolojikarastirmalar.com Electronic Journal of Textile Technologies 08 (1) 11-17 TECHNOLOGICAL RESEARCHES Makale Dokuma Kumaş Yapisinin Tezgah Eni Boyunca Çözgü Gerginlik Dağilimina Etkisi Gülcan
www.teknolojikarastirmalar.com Electronic Journal of Textile Technologies 08 (1) 11-17 TECHNOLOGICAL RESEARCHES Makale Dokuma Kumaş Yapisinin Tezgah Eni Boyunca Çözgü Gerginlik Dağilimina Etkisi Gülcan
Tekstil Mühendisliğine Giriş DOKUMA TEKNOLOJİSİ
 İstanbul Teknik Üniversitesi Tekstil Teknolojileri ve Tasarımı Fakültesi Tekstil Mühendisliği Bölümü TEK111 Tekstil Mühendisliğine Giriş DOKUMA TEKNOLOJİSİ Dokuma Teknolojileri Dersi Öğretim Üyeleri: Prof.Dr.Emel
İstanbul Teknik Üniversitesi Tekstil Teknolojileri ve Tasarımı Fakültesi Tekstil Mühendisliği Bölümü TEK111 Tekstil Mühendisliğine Giriş DOKUMA TEKNOLOJİSİ Dokuma Teknolojileri Dersi Öğretim Üyeleri: Prof.Dr.Emel
YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Özel Laboratuvar Dersi Strain Gauge Deneyi Çalışma Notu
 YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Özel Laboratuvar Dersi Strain Gauge Deneyi Çalışma Notu Laboratuar Yeri: B Blok en alt kat Mekanik Laboratuarı Laboratuar Adı: Strain Gauge Deneyi Konu:
YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Özel Laboratuvar Dersi Strain Gauge Deneyi Çalışma Notu Laboratuar Yeri: B Blok en alt kat Mekanik Laboratuarı Laboratuar Adı: Strain Gauge Deneyi Konu:
2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması
 1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
KUMAŞLARDA YIRTILMA MUKAVEMETİ TEST YÖNTEMLERİNİN KARŞILAŞTIRILMASI ÜZERİNE BİR ÇALIŞMA
 KUMAŞLARDA YIRTILMA MUKAVEMETİ TEST YÖNTEMLERİNİN KARŞILAŞTIRILMASI ÜZERİNE BİR ÇALIŞMA A STUDY ON COMPARISON OF TEARING STRENGTH TEST METHODS OF FABRICS Yrd. Doç. Dr. Nilgün ÖZDİL Ege Ü. Tekstil Mühendisliği
KUMAŞLARDA YIRTILMA MUKAVEMETİ TEST YÖNTEMLERİNİN KARŞILAŞTIRILMASI ÜZERİNE BİR ÇALIŞMA A STUDY ON COMPARISON OF TEARING STRENGTH TEST METHODS OF FABRICS Yrd. Doç. Dr. Nilgün ÖZDİL Ege Ü. Tekstil Mühendisliği
Mekanik. 1.3.33-00 İp dalgalarının faz hızı. Dinamik. İhtiyacınız Olanlar:
 Mekanik Dinamik İp dalgalarının faz hızı Neler öğrenebilirsiniz? Dalgaboyu Faz hızı Grup hızı Dalga denklemi Harmonik dalga İlke: Bir dört köşeli halat (ip) gösterim motoru arasından geçirilir ve bir lineer
Mekanik Dinamik İp dalgalarının faz hızı Neler öğrenebilirsiniz? Dalgaboyu Faz hızı Grup hızı Dalga denklemi Harmonik dalga İlke: Bir dört köşeli halat (ip) gösterim motoru arasından geçirilir ve bir lineer
Tablo 1 Deney esnasında kullanacağımız numunelere ait elastisite modülleri tablosu
 BASİT MESNETLİ KİRİŞTE SEHİM DENEYİ Deneyin Amacı Farklı malzeme ve kalınlığa sahip kirişlerin uygulanan yükün kirişin eğilme miktarına oranı olan rijitlik değerin değişik olduğunun gösterilmesi. Kiriş
BASİT MESNETLİ KİRİŞTE SEHİM DENEYİ Deneyin Amacı Farklı malzeme ve kalınlığa sahip kirişlerin uygulanan yükün kirişin eğilme miktarına oranı olan rijitlik değerin değişik olduğunun gösterilmesi. Kiriş
DOKUMA KUMAŞLARDA ÇÖZGÜ GERGİNLİĞİ İLE KIVRIM İLİŞKİSİNİN TEORİK ANALİZİ
 Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt, Sayı, 9 DOKUMA KUMAŞLARDA ÇÖZGÜ GERGİNLİĞİ İLE KIVRIM İLİŞKİSİNİN TEORİK ANALİZİ Gülcan SÜLE * Özet: Bu çalışmada, ki çözgü gerginliği-kıvrım
Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt, Sayı, 9 DOKUMA KUMAŞLARDA ÇÖZGÜ GERGİNLİĞİ İLE KIVRIM İLİŞKİSİNİN TEORİK ANALİZİ Gülcan SÜLE * Özet: Bu çalışmada, ki çözgü gerginliği-kıvrım
ĠPLĠĞĠ BOYALI PAMUKLU DOKUMA KUMAġLARDA FĠZĠKSEL ÖZELLĠKLERĠN REGRESYON ANALĠZĠ
 ISSN ISSN 1019-1011 1019-1011 Ç.Ü.MÜH.MĠM.FAK.DERGĠSĠ CİLT.25 SAYI.1-2 Haziran/Aralık June/December 2010 Ç.Ü.J.FAC.ENG.ARCH. VOL.25 NO.1-2 ĠPLĠĞĠ BOYALI PAMUKLU DOKUMA KUMAġLARDA Füsun DOBA KADEM ve R.Tuğrul
ISSN ISSN 1019-1011 1019-1011 Ç.Ü.MÜH.MĠM.FAK.DERGĠSĠ CİLT.25 SAYI.1-2 Haziran/Aralık June/December 2010 Ç.Ü.J.FAC.ENG.ARCH. VOL.25 NO.1-2 ĠPLĠĞĠ BOYALI PAMUKLU DOKUMA KUMAġLARDA Füsun DOBA KADEM ve R.Tuğrul
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI
 DENEY ADI: EĞİLME (BÜKÜLME) DAYANIMI TANIM: Eğilme dayanımı (bükülme dayanımı veya parçalanma modülü olarak da bilinir), bir malzemenin dış fiberinin çekme dayanımının ölçüsüdür. Bu özellik, silindirik
DENEY ADI: EĞİLME (BÜKÜLME) DAYANIMI TANIM: Eğilme dayanımı (bükülme dayanımı veya parçalanma modülü olarak da bilinir), bir malzemenin dış fiberinin çekme dayanımının ölçüsüdür. Bu özellik, silindirik
Malzemelerin Mekanik Özellikleri
 Malzemelerin Mekanik Özellikleri Bölüm Hedefleri Deneysel olarak gerilme ve birim şekil değiştirmenin belirlenmesi Malzeme davranışı ile gerilme-birim şekil değiştirme diyagramının ilişkilendirilmesi ÇEKME
Malzemelerin Mekanik Özellikleri Bölüm Hedefleri Deneysel olarak gerilme ve birim şekil değiştirmenin belirlenmesi Malzeme davranışı ile gerilme-birim şekil değiştirme diyagramının ilişkilendirilmesi ÇEKME
Doç. Dr. Nazım PAŞAYEV Erciyes Üniversitesi Mühendislik Fakültesi Tekstil Mühendisliği Bölümü Öğretim Üyesi. Genel Konfeksiyon Teknolojisi
 Doç. Dr. Nazım PAŞAYEV Erciyes Üniversitesi Mühendislik Fakültesi Tekstil Mühendisliği Bölümü Öğretim Üyesi Genel Konfeksiyon Teknolojisi İÇİNDEKİLER Sayfa 5 Ön söz 1. Hazır Giyim Sanayisinin Tanımlanması,
Doç. Dr. Nazım PAŞAYEV Erciyes Üniversitesi Mühendislik Fakültesi Tekstil Mühendisliği Bölümü Öğretim Üyesi Genel Konfeksiyon Teknolojisi İÇİNDEKİLER Sayfa 5 Ön söz 1. Hazır Giyim Sanayisinin Tanımlanması,
Nautilus kalıpları, yerinde döküm yapılarak, hafifletilmiş betonarme plak döşeme oluşturmak için geliştirilmiş kör kalıp sistemidir.
 Nautilus kalıpları, yerinde döküm yapılarak, hafifletilmiş betonarme plak döşeme oluşturmak için geliştirilmiş kör kalıp sistemidir. Mimari ve statik tasarım kolaylığı Kirişsiz, kasetsiz düz bir tavan
Nautilus kalıpları, yerinde döküm yapılarak, hafifletilmiş betonarme plak döşeme oluşturmak için geliştirilmiş kör kalıp sistemidir. Mimari ve statik tasarım kolaylığı Kirişsiz, kasetsiz düz bir tavan
TEKNOLOJĐK ARAŞTIRMALAR
 www.teknolojikarastirmalar.com Tekstil Teknolojileri Elektronik Dergisi 2007 (1) 23-32 TEKNOLOJĐK ARAŞTIRMALAR Makale Çözgü Salma Sistemi Farklı Yöntemlerle Kontrol Edilerek Dokunan Pamuklu Kumaşların
www.teknolojikarastirmalar.com Tekstil Teknolojileri Elektronik Dergisi 2007 (1) 23-32 TEKNOLOJĐK ARAŞTIRMALAR Makale Çözgü Salma Sistemi Farklı Yöntemlerle Kontrol Edilerek Dokunan Pamuklu Kumaşların
Prof. Dr. İrfan KAYMAZ
 Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Kayış-kasnak mekanizmalarının türü Kayış türleri Meydana gelen kuvvetler Geometrik
Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Kayış-kasnak mekanizmalarının türü Kayış türleri Meydana gelen kuvvetler Geometrik
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
ÖZHENDEKCİ BASINÇ ÇUBUKLARI
 BASINÇ ÇUBUKLARI Kesit zoru olarak yalnızca eksenel doğrultuda basınca maruz kalan elemanlara basınç çubukları denir. Bu tip çubuklara örnek olarak pandül kolonları, kafes sistemlerin basınca çalışan dikme
BASINÇ ÇUBUKLARI Kesit zoru olarak yalnızca eksenel doğrultuda basınca maruz kalan elemanlara basınç çubukları denir. Bu tip çubuklara örnek olarak pandül kolonları, kafes sistemlerin basınca çalışan dikme
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BARTIN ÜNİVERSİTESİ, FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİLMÜHENDİSLİĞİ ANABİLİM DALI YÜKSEK LİSANS DERSLERİ
 Yüksek Lisans BARTIN ÜNİVERSİTESİ, FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİLMÜHENDİSLİĞİ ANABİLİM DALI YÜKSEK LİSANS DERSLERİ ZORUNLU DERSLER Dersin Kodu Dersin adı Teorik Uygulama AKTS TEK 795 Bilimsel Araştırma
Yüksek Lisans BARTIN ÜNİVERSİTESİ, FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİLMÜHENDİSLİĞİ ANABİLİM DALI YÜKSEK LİSANS DERSLERİ ZORUNLU DERSLER Dersin Kodu Dersin adı Teorik Uygulama AKTS TEK 795 Bilimsel Araştırma
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
Prof. Dr. Cengiz DÜNDAR
 Prof. Dr. Cengiz DÜNDAR BASİT EĞİLME ETKİSİNDEKİ ELEMANLARIN TAŞIMA GÜCÜ Çekme çubuklarının temel işlevi, çekme gerilmelerini karşılamaktır. Moment kolunu arttırarak donatının daha etkili çalışmasını sağlamak
Prof. Dr. Cengiz DÜNDAR BASİT EĞİLME ETKİSİNDEKİ ELEMANLARIN TAŞIMA GÜCÜ Çekme çubuklarının temel işlevi, çekme gerilmelerini karşılamaktır. Moment kolunu arttırarak donatının daha etkili çalışmasını sağlamak
METALİK MALZEMELERİN ÇEKME DENEYİ
 METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ
 T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ Mak. Müh. Kaan ÖZEL YÜKSEK LİSANS TEZİ Makina Mühendisliği ANA
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ Mak. Müh. Kaan ÖZEL YÜKSEK LİSANS TEZİ Makina Mühendisliği ANA
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
RULMANLI VE KAYMALI YATAKLARDA SÜRTÜNME VE DİNAMİK DAVRANIŞ DENEY FÖYÜ
 T.C. ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ RULMANLI VE KAYMALI YATAKLARDA SÜRTÜNME VE DİNAMİK DAVRANIŞ DENEY FÖYÜ HAZIRLAYANLAR Prof. Dr. Erdem KOÇ Arş.Gör. Mahmut
T.C. ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ RULMANLI VE KAYMALI YATAKLARDA SÜRTÜNME VE DİNAMİK DAVRANIŞ DENEY FÖYÜ HAZIRLAYANLAR Prof. Dr. Erdem KOÇ Arş.Gör. Mahmut
= σ ε = Elastiklik sınırı: Elastik şekil değişiminin görüldüğü en yüksek gerilme değerine denir.
 ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
Saf Eğilme(Pure Bending)
") Saf Eğilme(Pure Bending) Saf Eğilme (Pure Bending) Bu bölümde doğrusal, prizmatik, homojen bir elemanın eğilme etkisi altındaki şekil değiştirmesini/ deformasyonları incelenecek. Burada çıkarılacak formüller
Saf Eğilme(Pure Bending) Saf Eğilme (Pure Bending) Bu bölümde doğrusal, prizmatik, homojen bir elemanın eğilme etkisi altındaki şekil değiştirmesini/ deformasyonları incelenecek. Burada çıkarılacak formüller
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
MUKAVEMET TEMEL İLKELER
 MUKAVEMET TEMEL İLKELER Temel İlkeler Mukavemet, yük etkisi altındaki cisimlerin gerilme ve şekil değiştirme durumlarının, iç davranışlarının incelendiği uygulamalı mekaniğin bir dalıdır. Buradaki cisim
MUKAVEMET TEMEL İLKELER Temel İlkeler Mukavemet, yük etkisi altındaki cisimlerin gerilme ve şekil değiştirme durumlarının, iç davranışlarının incelendiği uygulamalı mekaniğin bir dalıdır. Buradaki cisim
MALZEME BİLİMİ. Mekanik Özellikler ve Davranışlar. Doç. Dr. Özkan ÖZDEMİR. (DERS NOTLARı) Bölüm 5.
 Bölüm 5.") MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
DERZ TASARIMI 1. YAPILARDA DERZLER
 DERZ TASARIMI 1. YAPILARDA DERZLER Çağdaş inşaat sektörünün gelişimi ile daha büyük, geniş ve yüksek yapılar yapılmaya başlandı. Bu nedenle sıcaklık etkisi ile malzemenin boyutsal değişimi ve bunun yarattığı
DERZ TASARIMI 1. YAPILARDA DERZLER Çağdaş inşaat sektörünün gelişimi ile daha büyük, geniş ve yüksek yapılar yapılmaya başlandı. Bu nedenle sıcaklık etkisi ile malzemenin boyutsal değişimi ve bunun yarattığı
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
MUKAVEMET DERSİ. (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ") MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
YUVARLAK ÖRME MAKİNELERİNDE KUMAŞ GRAMAJINA ETKİ EDEN FAKTÖRLER ÖZET
 TMMOB Tekstil Mühendisleri Odası UCTEA The Chamber Of Textile Engineers Tekstil ve Mühendis The Journal Of Textiles and Engineers YIL 15 SAYI 70-71 YUVARLAK ÖRME MAKİNELERİNDE KUMAŞ GRAMAJINA ETKİ EDEN
TMMOB Tekstil Mühendisleri Odası UCTEA The Chamber Of Textile Engineers Tekstil ve Mühendis The Journal Of Textiles and Engineers YIL 15 SAYI 70-71 YUVARLAK ÖRME MAKİNELERİNDE KUMAŞ GRAMAJINA ETKİ EDEN
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
T.C. MİLLİ SAVUNMA BAKANLIĞI HARİTA GENEL KOMUTANLIĞI HARİTA YÜKSEK TEKNİK OKULU KOMUTANLIĞI ANKARA
 T.C. MİLLİ SAVUNMA BAKANLIĞI HARİTA GENEL KOMUTANLIĞI HARİTA YÜKSEK TEKNİK OKULU KOMUTANLIĞI ANKARA ÇİFT STANDART DAİRELİ KONFORM LAMBERT PROJEKSİYONUNDA TÜRKİYE HARİTASININ YAPILMASI Hrt. Tğm. Soner ÖZDEMİR
T.C. MİLLİ SAVUNMA BAKANLIĞI HARİTA GENEL KOMUTANLIĞI HARİTA YÜKSEK TEKNİK OKULU KOMUTANLIĞI ANKARA ÇİFT STANDART DAİRELİ KONFORM LAMBERT PROJEKSİYONUNDA TÜRKİYE HARİTASININ YAPILMASI Hrt. Tğm. Soner ÖZDEMİR
BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor
 Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor") 3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 3 Laminanın Mikromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 3 Laminanın Mikromekanik
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 3 Laminanın Mikromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 3 Laminanın Mikromekanik
ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ OTOMOTİV MÜHENDİSLİĞİ BÖLÜMÜ
 ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ OTOMOTİV MÜHENDİSLİĞİ BÖLÜMÜ OTO4003 OTOMOTİV MÜHENDİSLİĞİ LABORATUVARI DENEY FÖYÜ LAB. NO:.. DENEY ADI : SES İLETİM KAYBI DENEYİ 2017 BURSA 1) AMAÇ Bir malzemenin
ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ OTOMOTİV MÜHENDİSLİĞİ BÖLÜMÜ OTO4003 OTOMOTİV MÜHENDİSLİĞİ LABORATUVARI DENEY FÖYÜ LAB. NO:.. DENEY ADI : SES İLETİM KAYBI DENEYİ 2017 BURSA 1) AMAÇ Bir malzemenin
EKSENEL YÜKLERDEN OLUŞAN GERILME VE ŞEKİL DEĞİŞİMİ Eksenel yüklü elemanlarda meydana gelen normal gerilmelerin nasıl hesaplanacağı daha önce ele
 EKSENEL YÜKLERDEN OLUŞAN GERILME VE ŞEKİL DEĞİŞİMİ Eksenel yüklü elemanlarda meydana gelen normal gerilmelerin nasıl hesaplanacağı daha önce ele alınmıştı. Bu bölümde ise, eksenel yüklü elemanların şekil
EKSENEL YÜKLERDEN OLUŞAN GERILME VE ŞEKİL DEĞİŞİMİ Eksenel yüklü elemanlarda meydana gelen normal gerilmelerin nasıl hesaplanacağı daha önce ele alınmıştı. Bu bölümde ise, eksenel yüklü elemanların şekil
Basınç deneyi sonrası numunelerdeki uygun kırılma şekilleri:
 Standart deney yöntemi (TS EN 12390-3): En yaygın olarak kullanılan deney yöntemidir. Bu yöntemin uygulanmasında beton standartlarında belirtilen boyutlara sahip standart silindir (veya küp) numuneler
Standart deney yöntemi (TS EN 12390-3): En yaygın olarak kullanılan deney yöntemidir. Bu yöntemin uygulanmasında beton standartlarında belirtilen boyutlara sahip standart silindir (veya küp) numuneler
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS)
") BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
STATİK. Ders_9. Doç.Dr. İbrahim Serkan MISIR DEÜ İnşaat Mühendisliği Bölümü. Ders notları için: GÜZ
 STATİK Ders_9 Doç.Dr. İbrahim Serkan MISIR DEÜ İnşaat Mühendisliği Bölümü Ders notları için: http://kisi.deu.edu.tr/serkan.misir/ 2017-2018 GÜZ ALANLAR İÇİN ATALET MOMENTİNİN TANIMI, ALAN ATALET YARIÇAPI
STATİK Ders_9 Doç.Dr. İbrahim Serkan MISIR DEÜ İnşaat Mühendisliği Bölümü Ders notları için: http://kisi.deu.edu.tr/serkan.misir/ 2017-2018 GÜZ ALANLAR İÇİN ATALET MOMENTİNİN TANIMI, ALAN ATALET YARIÇAPI
KOCAELİ ÜNİVERSİTESİ Mühendislik Fakültesi Makina Mühendisliği Bölümü Mukavemet I Final Sınavı
 KOCEİ ÜNİVERSİTESİ Mühendislik akültesi Makina Mühendisliği ölümü Mukavemet I inal Sınavı dı Soadı : 9 Ocak 0 Sınıfı : h No : SORU : Şekildeki ucundan ankastre, ucundan serbest olan kirişinin uzunluğu
KOCEİ ÜNİVERSİTESİ Mühendislik akültesi Makina Mühendisliği ölümü Mukavemet I inal Sınavı dı Soadı : 9 Ocak 0 Sınıfı : h No : SORU : Şekildeki ucundan ankastre, ucundan serbest olan kirişinin uzunluğu
Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi
 Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi Akışkanlar dinamiğinde, sürtünmesiz akışkanlar için Bernoulli prensibi akımın hız arttıkça aynı anda
Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi Akışkanlar dinamiğinde, sürtünmesiz akışkanlar için Bernoulli prensibi akımın hız arttıkça aynı anda
SÜLEYMAN DEMİ REL ÜNİ VERSİ TESİ MÜHENDİ SLİ K-Mİ MARLIK FAKÜLTESİ MAKİ NA MÜHENDİ SLİĞİ BÖLÜMÜ MEKANİK LABORATUARI DENEY RAPORU
 SÜLEYMAN DEMİ REL ÜNİ VERSİ TESİ MÜHENDİ SLİ K-Mİ MARLIK FAKÜLTESİ MAKİ NA MÜHENDİ SLİĞİ BÖLÜMÜ MEKANİK LABORATUARI DENEY RAPORU DENEY ADI KİRİŞLERDE SEHİM DERSİN ÖĞRETİM ÜYESİ YRD.DOÇ.DR. ÜMRAN ESENDEMİR
SÜLEYMAN DEMİ REL ÜNİ VERSİ TESİ MÜHENDİ SLİ K-Mİ MARLIK FAKÜLTESİ MAKİ NA MÜHENDİ SLİĞİ BÖLÜMÜ MEKANİK LABORATUARI DENEY RAPORU DENEY ADI KİRİŞLERDE SEHİM DERSİN ÖĞRETİM ÜYESİ YRD.DOÇ.DR. ÜMRAN ESENDEMİR
Beton Yol Kalınlık Tasarımı. Prof.Dr.Mustafa KARAŞAHİN
 Beton Yol Kalınlık Tasarımı Prof.Dr.Mustafa KARAŞAHİN Esnek, Kompozit ve Beton Yol Tipik Kesitleri Beton Yol Tasarımında Dikkate Alınan Parametreler Taban zemini parametresi Taban zemini reaksiyon modülü
Beton Yol Kalınlık Tasarımı Prof.Dr.Mustafa KARAŞAHİN Esnek, Kompozit ve Beton Yol Tipik Kesitleri Beton Yol Tasarımında Dikkate Alınan Parametreler Taban zemini parametresi Taban zemini reaksiyon modülü
Selçuk Üniversitesi. Mühendislik-Mimarlık Fakültesi. Kimya Mühendisliği Bölümü. Kimya Mühendisliği Laboratuvarı. Venturimetre Deney Föyü
 Selçuk Üniversitesi Mühendislik-Mimarlık Fakültesi Kimya Mühendisliği Bölümü Kimya Mühendisliği Laboratuvarı Venturimetre Deney Föyü Hazırlayan Arş.Gör. Orhan BAYTAR 1.GİRİŞ Genellikle herhangi bir akış
Selçuk Üniversitesi Mühendislik-Mimarlık Fakültesi Kimya Mühendisliği Bölümü Kimya Mühendisliği Laboratuvarı Venturimetre Deney Föyü Hazırlayan Arş.Gör. Orhan BAYTAR 1.GİRİŞ Genellikle herhangi bir akış
FL 3 DENEY 4 MALZEMELERDE ELASTĐSĐTE VE KAYMA ELASTĐSĐTE MODÜLLERĐNĐN EĞME VE BURULMA TESTLERĐ ĐLE BELĐRLENMESĐ 1. AMAÇ
 Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.
Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.
Hitit Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü, 19030,ÇORUM sstilmisbasan@hitit.edu.tr
 ÜÇLÜ POLİ(VİNİL KLORÜR) KARIŞIMLARININ TERMOMEKANİK ÖZELLİKLERİNE MALEİK ANHİDRİT İÇEREN TERPOLİMERLERİN ETKİSİ SATILMIŞ BASAN, ÖZLEM AYDIN, FATMA ŞAHİN Hitit Üniversitesi, Mühendislik Fakültesi, Kimya
ÜÇLÜ POLİ(VİNİL KLORÜR) KARIŞIMLARININ TERMOMEKANİK ÖZELLİKLERİNE MALEİK ANHİDRİT İÇEREN TERPOLİMERLERİN ETKİSİ SATILMIŞ BASAN, ÖZLEM AYDIN, FATMA ŞAHİN Hitit Üniversitesi, Mühendislik Fakültesi, Kimya
Endüstriyel Yatık Tip Redüktör Seçim Kriterleri
 Endüstriyel Yatık Tip Redüktör Seçim Kriterleri Gelişen imalat teknolojileri ile birlikte birim hacimde daha yüksek tork değerlerine sahip redüktörihtiyacı kullanıcıların en önemli beklentilerinden biri
Endüstriyel Yatık Tip Redüktör Seçim Kriterleri Gelişen imalat teknolojileri ile birlikte birim hacimde daha yüksek tork değerlerine sahip redüktörihtiyacı kullanıcıların en önemli beklentilerinden biri
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI DENEY FÖYÜ DENEY ADI SINIR TABAKA DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEYİ YAPTIRAN ÖĞRETİM ELEMAN
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI DENEY FÖYÜ DENEY ADI SINIR TABAKA DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEYİ YAPTIRAN ÖĞRETİM ELEMAN
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
HADDELEME YOLU İLE İMALAT
 HADDELEME YOLU İLE İMALAT TANIM : İki tane döner merdanenin basma kuvvetinin etkisiyle araya giren malzemeye soğuk yada sıcak olarak plastik şekil verme işlemine haddeleme denir. Haddeleme yoluyla ; kare,
HADDELEME YOLU İLE İMALAT TANIM : İki tane döner merdanenin basma kuvvetinin etkisiyle araya giren malzemeye soğuk yada sıcak olarak plastik şekil verme işlemine haddeleme denir. Haddeleme yoluyla ; kare,
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
KAYMA GERİLMESİ (ENİNE KESME)
") KAYMA GERİLMESİ (ENİNE KESME) Demir yolu traversleri çok büyük kesme yüklerini taşıyan kiriş olarak davranır. Bu durumda, eğer traversler ahşap malzemedense kesme kuvvetinin en büyük olduğu uçlarından
KAYMA GERİLMESİ (ENİNE KESME) Demir yolu traversleri çok büyük kesme yüklerini taşıyan kiriş olarak davranır. Bu durumda, eğer traversler ahşap malzemedense kesme kuvvetinin en büyük olduğu uçlarından
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Genel Laboratuvar Dersi Eğilme Deneyi Çalışma Notu
 YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Genel Laboratuvar Dersi Eğilme Deneyi Çalışma Notu Laboratuar Yeri: B Blok en alt kat Mekanik Laboratuarı Laboratuar Adı: Eğilme Deneyi Konu: Elastik
YTÜ Makine Mühendisliği Bölümü Mekanik Anabilim Dalı Genel Laboratuvar Dersi Eğilme Deneyi Çalışma Notu Laboratuar Yeri: B Blok en alt kat Mekanik Laboratuarı Laboratuar Adı: Eğilme Deneyi Konu: Elastik
Elastisite modülü çerçevesi ve deneyi: σmaks
 d) Betonda Elastisite modülü deneyi: Elastisite modülü, malzemelerin normal gerilme (basınç, çekme) altında elastik şekil değiştirmesinin ölçüsüdür. Diğer bir ifadeyle malzemenin sekil değiştirmeye karşı
d) Betonda Elastisite modülü deneyi: Elastisite modülü, malzemelerin normal gerilme (basınç, çekme) altında elastik şekil değiştirmesinin ölçüsüdür. Diğer bir ifadeyle malzemenin sekil değiştirmeye karşı
Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
HT-350 ISIL İLETKETLİK EĞİTİM SETİ DENEY FÖYLERİ
 HT-350 ISIL İLETKETLİK EĞİTİM SETİ DENEY FÖYLERİ DENEYSAN EĞİTİM CİHAZLARI SANAYİ VE TİCARET LTD. ŞTİ. Küçük Sanayi sitesi 12 Ekim Cad. 52.Sok. No:18/ABALIKESİR Tel:0266 2461075 Faks:0266 2460948http://www.deneysan.com
HT-350 ISIL İLETKETLİK EĞİTİM SETİ DENEY FÖYLERİ DENEYSAN EĞİTİM CİHAZLARI SANAYİ VE TİCARET LTD. ŞTİ. Küçük Sanayi sitesi 12 Ekim Cad. 52.Sok. No:18/ABALIKESİR Tel:0266 2461075 Faks:0266 2460948http://www.deneysan.com
10. KONSOLİDASYON. Konsolidasyon. σ gerilmedeki artış zeminin boşluk oranında e azalma ve deformasyon yaratır (gözeneklerden su dışarı çıkar).
.") . KONSOLİDASYON Konsolidasyon σ gerilmedeki artış zeminin boşluk oranında e azalma ve deformasyon yaratır (gözeneklerden su dışarı çıkar). σ nasıl artar?. Yeraltısuyu seviyesi düşer 2. Zemine yük uygulanır
. KONSOLİDASYON Konsolidasyon σ gerilmedeki artış zeminin boşluk oranında e azalma ve deformasyon yaratır (gözeneklerden su dışarı çıkar). σ nasıl artar?. Yeraltısuyu seviyesi düşer 2. Zemine yük uygulanır
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 BURKULMA HESABI Doç.Dr. Ali Rıza YILDIZ MAK 305 Makine Elemanları-Doç. Dr. Ali Rıza YILDIZ 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Burkulmanın tanımı Burkulmanın hangi durumlarda
MAK 305 MAKİNE ELEMANLARI-1 BURKULMA HESABI Doç.Dr. Ali Rıza YILDIZ MAK 305 Makine Elemanları-Doç. Dr. Ali Rıza YILDIZ 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Burkulmanın tanımı Burkulmanın hangi durumlarda
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
TEMEL İNŞAATI ŞERİT TEMELLER
 TEMEL İNŞAATI ŞERİT TEMELLER Kaynak; Temel Mühendisliğine Giriş, Prof. Dr. Bayram Ali Uzuner 1 2 Duvar Altı (veya Perde Altı) Şerit Temeller (Duvar Temelleri) 3 Taş Duvar Altı Şerit Temeller Basit tek
TEMEL İNŞAATI ŞERİT TEMELLER Kaynak; Temel Mühendisliğine Giriş, Prof. Dr. Bayram Ali Uzuner 1 2 Duvar Altı (veya Perde Altı) Şerit Temeller (Duvar Temelleri) 3 Taş Duvar Altı Şerit Temeller Basit tek
Isı Farkı Analizi: Nasıl Yapılır? Neden Gereklidir? Joseph Kubin Mustafa Tümer TAN
 Isı Farkı Analizi: Nasıl Yapılır? Neden Gereklidir? Joseph Kubin Mustafa Tümer TAN Genleşme Isı alan cisimlerin moleküllerinin hareketi artar. Bu da moleküller arası uzaklığın artmasına neden olur. Bunun
Isı Farkı Analizi: Nasıl Yapılır? Neden Gereklidir? Joseph Kubin Mustafa Tümer TAN Genleşme Isı alan cisimlerin moleküllerinin hareketi artar. Bu da moleküller arası uzaklığın artmasına neden olur. Bunun
Kirişlerde Kesme (Transverse Shear)
") Kirişlerde Kesme (Transverse Shear) Bu bölümde, doğrusal, prizmatik, homojen ve lineer elastik davranan bir elemanın eksenine dik doğrultuda yüklerin etkimesi durumunda en kesitinde oluşan kesme gerilmeleri
Kirişlerde Kesme (Transverse Shear) Bu bölümde, doğrusal, prizmatik, homojen ve lineer elastik davranan bir elemanın eksenine dik doğrultuda yüklerin etkimesi durumunda en kesitinde oluşan kesme gerilmeleri
Haşil Prosesinin Teknik İncelemesi ve Bir Uygulama
 Çukurova Üniversitesi Mühendislik Mimarlık Fakültesi Dergisi, 29(1), 99-108 ss., Haziran 2014 Çukurova University Journal of the Faculty of Engineering and Architecture, 29(1), pp. 99-108, June 2014 Haşil
Çukurova Üniversitesi Mühendislik Mimarlık Fakültesi Dergisi, 29(1), 99-108 ss., Haziran 2014 Çukurova University Journal of the Faculty of Engineering and Architecture, 29(1), pp. 99-108, June 2014 Haşil
Elastisite Teorisi Hooke Yasası Normal Gerilme-Şekil değiştirme
 Elastisite Teorisi Hooke Yasası Normal Gerilme-Şekil değiştirme Gerilme ve Şekil değiştirme bileşenlerinin lineer ilişkileri Hooke Yasası olarak bilinir. Elastisite Modülü (Young Modülü) Tek boyutlu Hooke
Elastisite Teorisi Hooke Yasası Normal Gerilme-Şekil değiştirme Gerilme ve Şekil değiştirme bileşenlerinin lineer ilişkileri Hooke Yasası olarak bilinir. Elastisite Modülü (Young Modülü) Tek boyutlu Hooke
ÇEKME DENEYİ. Şekil. a) Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler
 Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler") ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
Universal Tip Susturucu Yuvarlak Şekil
 Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
FRACTURE ÜZERİNE. 1. Giriş
 FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
T.C. TURGUT ÖZAL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ
 T.C. TURGUT ÖZAL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEY FÖYÜ (TEK EKSENLİ EĞİLME DENEYİ) ÖĞRETİM ÜYESİ YRD.DOÇ.DR. AHMET TEMÜGAN DERS ASİSTANI ARŞ.GÖR. FATİH KAYA
T.C. TURGUT ÖZAL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEY FÖYÜ (TEK EKSENLİ EĞİLME DENEYİ) ÖĞRETİM ÜYESİ YRD.DOÇ.DR. AHMET TEMÜGAN DERS ASİSTANI ARŞ.GÖR. FATİH KAYA
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
Hidrostatik Güç İletimi. Vedat Temiz
 Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Mühendislik Mekaniği Statik. Yrd.Doç.Dr. Akın Ataş
 Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 10 Eylemsizlik Momentleri Kaynak: Mühendislik Mekaniği: Statik, R. C.Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 10. Eylemsizlik Momentleri
Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 10 Eylemsizlik Momentleri Kaynak: Mühendislik Mekaniği: Statik, R. C.Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 10. Eylemsizlik Momentleri
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY 9A GERİNİM ÖLÇER KULLANARAK GERİLİM ANALİZİ YAPILMASI
 BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 40 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY 9A GERİNİM ÖLÇER KULLANARAK GERİLİM ANALİZİ YAPILMASI TEORİ Bir noktada oluşan gerinim ve gerilme değerlerini
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 40 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY 9A GERİNİM ÖLÇER KULLANARAK GERİLİM ANALİZİ YAPILMASI TEORİ Bir noktada oluşan gerinim ve gerilme değerlerini
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
MALZEME BİLİMİ. 2014-2015 Güz Yarıyılı Kocaeli Üniversitesi Ford Otosan Ġhsaniye Otomotiv MYO. Yrd. Doç. Dr. Egemen Avcu
 MALZEME BİLİMİ 2014-2015 Güz Yarıyılı Kocaeli Üniversitesi Ford Otosan Ġhsaniye Otomotiv MYO Yrd. Doç. Dr. Egemen Avcu Bilgisi DERSĠN ĠÇERĠĞĠ, KONULAR 1- Malzemelerin tanımı 2- Malzemelerinseçimi 3- Malzemelerin
MALZEME BİLİMİ 2014-2015 Güz Yarıyılı Kocaeli Üniversitesi Ford Otosan Ġhsaniye Otomotiv MYO Yrd. Doç. Dr. Egemen Avcu Bilgisi DERSĠN ĠÇERĠĞĠ, KONULAR 1- Malzemelerin tanımı 2- Malzemelerinseçimi 3- Malzemelerin
KAYIT FORMU TEL : 0 (354) 242 1002 FAKS :. 0 (354) 242 1005. E-MAİL 1 : zbabayev@erciyes.edu.tr E-MAİL 2 :...
 242 1002 FAKS :. 0 (354) 242 1005. E-MAİL 1 : zbabayev@erciyes.edu.tr E-MAİL 2 :...") Türkiye İnşaat Mühendisliği XVII. Teknik Kongre ve Sergisi KAYIT FORMU İnşaat Mühendisleri Odası TMMOB ADI SOYADI : Ziyafeddin BABAYEV KURULUŞ :. Erciyes Üniversitesi YAZIŞMA ADRESİ :. E.Ü. Yozgat Müh.
Türkiye İnşaat Mühendisliği XVII. Teknik Kongre ve Sergisi KAYIT FORMU İnşaat Mühendisleri Odası TMMOB ADI SOYADI : Ziyafeddin BABAYEV KURULUŞ :. Erciyes Üniversitesi YAZIŞMA ADRESİ :. E.Ü. Yozgat Müh.
DİŞLİ VERİMLİLİĞİ BELİRLEME DENEYLERİ OMG -414/3
 DİŞLİ VERİMLİLİĞİ BELİRLEME DENEYLERİ OMG -414/3 DENEY DÜZENEĞİ Deney Düzeneğinin Genel Yapısı Deney düzeneği dişli sistemi veriminin kuvvet, moment, mil dönüş hızı gibi teorik büyüklüklere dayanarak belirlenmesine
DİŞLİ VERİMLİLİĞİ BELİRLEME DENEYLERİ OMG -414/3 DENEY DÜZENEĞİ Deney Düzeneğinin Genel Yapısı Deney düzeneği dişli sistemi veriminin kuvvet, moment, mil dönüş hızı gibi teorik büyüklüklere dayanarak belirlenmesine
MEKANİK TEST LABORATUVARI
 MEKANİK TEST LABORATUVARI Darbe Mukavemeti Cihazı (Impact Resistency) Termoplastik malzemelerin darbeye karşı olan rezilyans değerlerinin belirlenmesinde kullanılmaktadır. Testler; 0.5-50J aralığında değişim
MEKANİK TEST LABORATUVARI Darbe Mukavemeti Cihazı (Impact Resistency) Termoplastik malzemelerin darbeye karşı olan rezilyans değerlerinin belirlenmesinde kullanılmaktadır. Testler; 0.5-50J aralığında değişim
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
MUKAVEMET FATİH ALİBEYOĞLU
 MUKAVEMET FATİH ALİBEYOĞLU Rijit Cisimler Mekaniği Statik Dinamik Şekil Değiştiren Cisimler Mekaniği (MUKAVEMET) Akışkanlar Mekaniği STATİK: Dış kuvvetlere maruz kalmasına rağmen durağan halde, yani dengede
MUKAVEMET FATİH ALİBEYOĞLU Rijit Cisimler Mekaniği Statik Dinamik Şekil Değiştiren Cisimler Mekaniği (MUKAVEMET) Akışkanlar Mekaniği STATİK: Dış kuvvetlere maruz kalmasına rağmen durağan halde, yani dengede
ÇEKME DENEYİ 1. DENEYİN AMACI
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.