HEMA ENDÜSTRİ. Gündüz Kalite Çemberi
|
|
|
- Melek Öztoprak
- 10 yıl önce
- İzleme sayısı:
Transkript
1 HEMA ENDÜSTRİ Gündüz Kalite Çemberi

2 2

 alarak proje konusu olarak seçmiştir.")
3 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını belirlemek için 2012 Şubat ayında bir araya geldi. Güncel sorunlarımızı bir liste oluşturup proje konularını puanlayarak belirledik. Çember üyeleri tarafından en yüksek puanı (242 puan) alarak proje konusu olarak seçmiştir. 3

4 GÜNDÜZ KALİTE ÇEMBERİ PROJE Proje Başlangıç Tarihi : Problem Tanımı : 2011 yılı Dişli Fabrikası Gövde Hattı nda üretilen ürünlerin hurda oranlarının ppm olarak gerçekleşmesine istinaden üretim kapasitesinde iş kaybı oluşturmakta ve fabrika hurda maliyetlerini artırmaktadır. Bu oranı 2012 yılı Aralık ayı itibarı ile % 30 azaltarak ppm e düşürmeyi hedefledik. Proje Başarı Göstergesi: Gövde işleme hatlarındaki 2011 ve 2012 yılı hurda karşılaştırması 4

5 HAFTALIK ÇALIŞMALARIMIZ Gündüz Çalışma Grubu olarak tüm problemlerimizi incelerken PUKÖ çevrimine göre çalışmalarımızı yürüttük. Ölçme çalışmalarını tamamlandıktan sonra çember üyeleri haftalık toplantılarda mevcut durumu net bir şekilde ortaya koyduk. Gerek sahada gerekse problem çözme tekniklerini Beyin fırtınası, 5 neden analizi, Balık Kılçığı ve Pareto analizini uygulayarak sonuçlara ulaştık. 5


6 MEVCUT DURUM Gövde işleme hatlarındaki 2011 yılı en çok hurda verilen parçaların % 80 İ HEDEF 6

7 BALIK KILÇIĞI DİYAGRAMI 7


8 GÜNDÜZ KALİTE ÇEMBERİ SEBEP SONUÇ TABLOSU 8

9 İYİLEŞTİRMELERİMİZ Aparatlara, bağlamaya, kesme hızlarına, bakımın hızlı tespit yapabilmesi, önceki operasyonların bağlama hatalarını iyileştirme, döküm talaş payları gibi hedeflere öncelik verdik. Her bir sorun için PUKÖ çemberini de kullanarak gerekli çalışmalarımıza başladık. 9


10 10 KALİTE ÇEMBERİ İYİLEŞTİRME PLANI

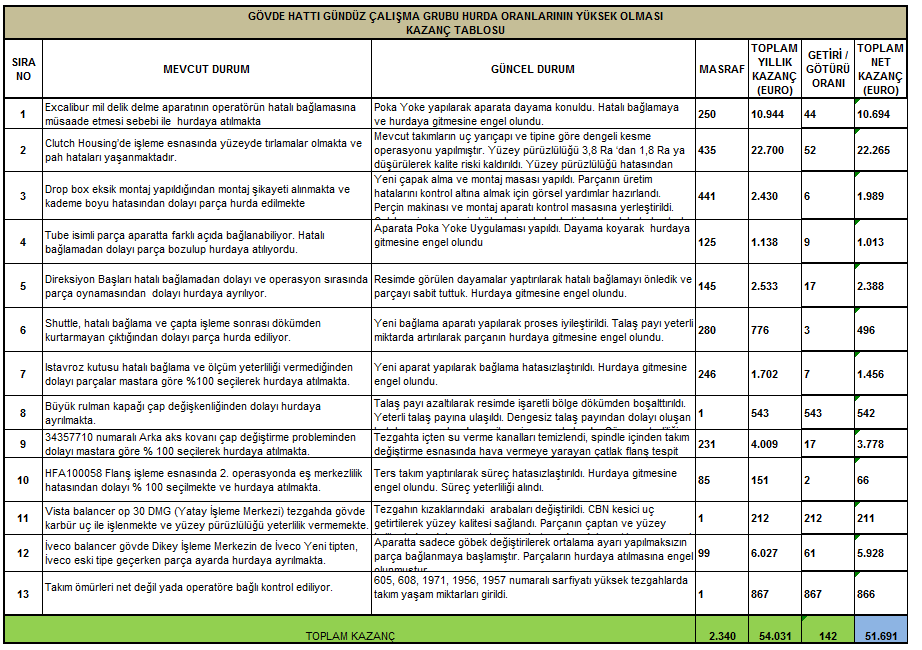
11 Excalibur POKA YOKE Mevcut Durum: Excalibur mil delik delme aparatının operatörün hatalı bağlamasına müsaade etmesi sebebi ile hurdaya atılmakta idi. İyileştirme: Poka Yoke yapılarak aparata dayama konuldu. Hatalı bağlamaya ve hurdaya gitmesine engel olundu. 11


12 Clutch Housing de Takım iyileşmesi Mevcut Durum: Clutch Housing de işleme esnasında yüzeyde tırlamalar olmakta ve pah hataları yaşanmaktadır. İyileştirme: Mevcut takımların uç yarıçapı ve tipine göre dengeli kesme operasyonu yapılmıştır. Yüzey pürüzlülüğü 2,8 Ra dan 1,8 Ra ya düşürülerek kalite riski kaldırıldı. Yüzey pürüzlülüğü hatasından dolayı hurdaya ayrılan parçalar iyileştirme sonucunda hurda ya gitmesine engel olundu. Sürecin yeterliliği kontrol altına alındı. 12

13 Drop box Proses iyileşmesi Mevcut Durum: Drop box eksik montaj yapıldığından montaj şikayeti alınmakta ve kademe boyu hatasından dolayı parça hurda edilmekte idi. İyileştirme: Yeni çapak alma ve montaj masası yapıldı. Parçanın üretim hatalarını kontrol altına almak için görsel yardımlar hazırlandı. Perçin makinası ve montaj aparatı kontrol masasına yerleştirildi. Çakılan pim ve perçin bölgelerine kalemle tick atılarak hata kontrol altına alındı. Kademe boyu takım boyu ölçüm cihazı ile alınmaya başlandı

14 Tube POKA YOKE Mevcut Durum: Tube isimli parça aparatta farklı açıda bağlanabiliyordu. Hatalı bağlamadan dolayı parça bozulup hurdaya atılmakta idi. İyileştirme: Aparata Poka Yoke Uygulaması yapıldı. Dayama koyarak hurdaya gitmesine engel olundu 14 14

15 Direksiyon Başları Aparat İyileşmesi Mevcut Durum: Direksiyon Başları hatalı bağlamadan dolayı ve operasyon sırasında parça oynamasından dolayı hurdaya ayrılıyordu. İyileştirme: Resimde görülen dayamalar yaptırılarak hatalı bağlamayı önledik ve parçayı sabit tuttuk. Hurdaya gitmesine engel olundu

16 Istavroz kutusu Aparat İyileşmesi Mevcut Durum: Istavroz kutusu hatalı bağlama ve ölçüm yeterliliği vermediğinden dolayı parçalar mastara göre %100 seçilerek hurdaya atılmakta idi. İyileştirme: Yeni aparat yapılarak bağlama hatasızlaştırıldı. Hurdaya gitmesine engel olundu


17 Büyük rulman kapağı Aparat İyileşmesi Mevcut Durum: Büyük rulman kapağı çap değişkenliğinden dolayı hurdaya ayrılmaktadır. İyileştirme: Talaş payı azaltılarak resimde işaretli bölge dökümden boşalttırıldı. Yeterli talaş payına ulaşıldı. Dengesiz talaş payından dolayı oluşan hatalı parçanın hurdaya gitmesine engel olundu. Süreç yeterliliği alındı

18 Shuttle Talaş Payı İyileşmesi Mevcut Durum: Shuttle, hatalı bağlama ve çapta işleme sonrası dökümden kurtarmayan çıktığından dolayı parça hurda ediliyordu. İyileştirme: Yeni bağlama aparatı yapılarak proses iyileştirildi. Talaş payı yeterli miktarda artırılarak parçanın hurdaya gitmesine engel olundu

19 numaralı Arka aks kovanı Makine İyileşmesi Mevcut Durum: numaralı Arka aks kovanı çap değiştirme probleminden dolayı mastara göre % 100 seçilerek hurdaya atılmakta idi. İyileştirme: Tezgahta içten su verme kanalları temizlendi, spindle içinden takım değiştirme esnasında hava vermeye yarayan çatlak flanş tespit edildi ve onarıldı. Hurdaya gitmesine engel olundu


20 HFA Flanş Takım İyileşmesi Mevcut Durum: HFA Flanş işleme esnasında 2. operasyonda eş merkezlilik hatasından dolayı % 100 seçilmekte ve hurdaya atılmakta idi. İyileştirme: Ters takım yaptırılarak süreç hatasızlaştırıldı. Hurdaya gitmesine engel olundu. Süreç yeterliliği alındı


21 Vista Balancer Takım İyileşmesi Mevcut Durum: Vista balancer op 30 DMG (Yatay İşleme Merkezi) tezgahda gövde karbür uç ile işlenmekte ve yüzey pürüzlülüğü yeterlilik vermemekte idi. İyileştirme: Tezgahın kızaklarındaki arabaları değiştirildi. CBN kesici uç getirtilerek yüzey kalitesi sağlandı. Parçanın çaptan ve yüzey kalitesinden dolayı ve rotor çapı hatasından dolayı atılmasına engel olundu
22 İveco Balancer Aparat İyileşmesi Mevcut Durum: İveco balancer gövde Dikey İşleme Merkezin de İveco Yeni tipten, İveco eski tipe geçerken parça ayarda hurdaya ayrılıyordu. İyileştirme: Aparatta sadece göbek değiştirilerek ortalama ayarı yapılmaksızın parça bağlanmaya başlamıştır. Parçaların hurdaya atılmasına engel olunmuştur
23 CNC tezgahlarda bulunan Takım yaşam süreleri devreye alındı. MEVCUT DURUM: Takım ömürleri net değil yada operatöre bağlı kontrol ediliyor. İYİLEŞTİRME: 605, 608, 1971, 1956, 1957 numaralı sarfiyatı yüksek tezgahlarda takım yaşam miktarları girildi. KALİTE 23

24 SONUÇLARIN DEĞERLENDİRİLMESİ HEDEF GERÇEKLEŞEN Yapılan iyileştirmeler sonrasında çeşitli noktalarda kalite seviyesinin artışı yanında tüm operatörlerde farkındalık artmış olup, diğer ürünlerde de hurda maliyetlerinde azalmalar görülmüştür. Hurda maliyetlerinde azalmalar müşteri memnuniyetini artırıp, müşteri şikâyetlerinde azalmalar görülmüştür. 24

25 GÜNDÜZ KALİTE ÇEMBERİ MEVCUT KAZANÇ TABLOSU Proje boyunca tüm harcamalarımız Getiri/ Götürü oranımız korunarak takım ve aparat için Euro harcamalardan sonra yıllık getirisi Euro olarak gerçekleşmiş ve maliyet analizi yöneticiliği tarafından doğrulanmıştır. 25
26 26 MALİYETLERİMİZ
27 DOLAYLI KAZANÇLAR 1. ÇEVRE VE İŞ KAZALARININ AZALMASI 1. Atık yağ miktarı azalması, 2. Yağ kullanımı azalması, 3. İş kazalarını önleyeci bağlama hatalarının önlemleri alındı. 2. VERİMLİLİKLERİN ARTMASI 1. Hurda verilmediğinden üretim miktarında artış 3. KALİTE KAZANCI 1. Üretim süreçlerinde yeterliliklerin alınması 4. GÖRSELLİK KAZANCI 1. Tertip düzen 2. 5S yapılması 5. PARÇA MALİYETLERİNİN AZALTILMASI 1. Takım maliyetlerinde azalma 2. Hurda maliyetlerinde azalma 3. Yerinde kalitenin sağlanması 6. GENEL ÜRETİM GİDERLERİNİN AZALMASI 1. Enerji maliyetlerinde azalma 2. Tezgah maliyetlerinde azalma 7. MÜŞTERİ MEMNUNİYETİ KALİTE 27
28 28 STANDARTLAŞMALAR
29 29 Yeni projelerimiz
30 30 GÜNDÜZ KALİTE ÇEMBERİ TEŞEKKÜRLER
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
HEMA ENDRÜSTRİ. Çınar Kalite Çemberi
 HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
HEMA ENDÜSTRİ. Pars Kalite Çemberi
 HEMA ENDÜSTRİ Pars Kalite Çemberi PARS ÇALIŞMA GRUBU SUNUMU PROJE 1: Matkap Operasyonlarının CNC Tezgahlarına Taşınması PROJE 2: Dik İşleme Hattı Tezgah Doluluk ve Darboğazlarının İyileştirilmesi PROJE
HEMA ENDÜSTRİ Pars Kalite Çemberi PARS ÇALIŞMA GRUBU SUNUMU PROJE 1: Matkap Operasyonlarının CNC Tezgahlarına Taşınması PROJE 2: Dik İşleme Hattı Tezgah Doluluk ve Darboğazlarının İyileştirilmesi PROJE
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Tik Tak Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
FİCOSA OTOMOTİV. Radyal Kalite Çemberi
 FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER
FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net [email protected] 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net [email protected] 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Ayışığı Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK MESA İMALAT
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI
 TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI Ekip Üyeleri Ekip Lideri Proje Sponsoru Proje Danışmanı Zülfü İnceoğlu - Talaşlı İmalat Şefi Hakan Karaca Üretim Grup Şefi Ersoy Türel Yalın Ofis Yöneticisi
TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI Ekip Üyeleri Ekip Lideri Proje Sponsoru Proje Danışmanı Zülfü İnceoğlu - Talaşlı İmalat Şefi Hakan Karaca Üretim Grup Şefi Ersoy Türel Yalın Ofis Yöneticisi
A3N 10 adım kaizen çalışması. A3N Verimlilik iyileştirme çalışması Senem Kunter
 A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
SALGI YALPA KAYNAKLI HURDA ORANININ AZALTILMASI (NOSALSA) Hayes Lemmerz Jantaş Jant AŞ
 Hayes Lemmerz Jantaş Jant AŞ") SALGI YALPA KAYNAKLI HURDA ORANININ AZALTILMASI (NOSALSA) Hayes Lemmerz Jantaş Jant AŞ Proje Neden Seçildi M o n ta jl ı J a n t H u r d a N e d e n l e r i D a ğ ı l ı m ı Jantın salgı - yalpası yüks
SALGI YALPA KAYNAKLI HURDA ORANININ AZALTILMASI (NOSALSA) Hayes Lemmerz Jantaş Jant AŞ Proje Neden Seçildi M o n ta jl ı J a n t H u r d a N e d e n l e r i D a ğ ı l ı m ı Jantın salgı - yalpası yüks
Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü
 6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Kaizen No: ITE Torque-Plate SMED Çalışması
 Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kullanım Kılavuzu P/R Serisi Parça Listesi
 3. Standart tip redüktör parça listesi 3.1- Çıkış Grubu 3.1-1 Redüktör Yapısı : RV / RN / RT Redüktör Ebatı :11 / 12 / 15 / 16 / 19 / 23 / 24 / 27 / 29 / 35 Çıkış Tipi :01 / 1K / 1L 10 11 12 13 14 9 7
3. Standart tip redüktör parça listesi 3.1- Çıkış Grubu 3.1-1 Redüktör Yapısı : RV / RN / RT Redüktör Ebatı :11 / 12 / 15 / 16 / 19 / 23 / 24 / 27 / 29 / 35 Çıkış Tipi :01 / 1K / 1L 10 11 12 13 14 9 7
High Precision Parts Manufacturing
 Hakkımızda Yenilikçi ve çağdaş bir yapıyla müşteri memnuniyetini ilke edinen Artekmak, 1984 yılında İzmir de faaliyete geçmiştir. Yaklaşık 30 yıllık bilgi birikimi ve tecrübesi ile Otomotiv, Medikal, Havacılık,
Hakkımızda Yenilikçi ve çağdaş bir yapıyla müşteri memnuniyetini ilke edinen Artekmak, 1984 yılında İzmir de faaliyete geçmiştir. Yaklaşık 30 yıllık bilgi birikimi ve tecrübesi ile Otomotiv, Medikal, Havacılık,
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
SEÇİL KAUÇUK AK GIDA. O-Ring Kaizen. Ekibi. Lüleburgaz. Kaizen Ekibi
 SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012
 MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
ALAÇATI BAŞLIK MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI
 ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
REDÜKTOR & DİŞLİ İMALATI. Ürün Kataloğu
 REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
FİCOSA OTOMOTİV. 5N 1K Kalite Çemberi
 FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
SÜREKLİ İYİLEŞTİRME. Kalite güvence için uygunsuzluk yönetimi. Görev
 SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni
 BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
de i im Kaizen Kamil BOLAT
 Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI
 ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
Redüktörler genel olarak sahip oldukları dişli tiplerine göre sınıflandırılırlar.
 REDÜKTÖR TİPLERİ VE ÖZELLİKLERİ Redüktörler genel olarak sahip oldukları dişli tiplerine göre sınıflandırılırlar. Helisel dişli redüktörler Sonsuz dişli redüktörler Konik dişli redüktörler Planet dişli
REDÜKTÖR TİPLERİ VE ÖZELLİKLERİ Redüktörler genel olarak sahip oldukları dişli tiplerine göre sınıflandırılırlar. Helisel dişli redüktörler Sonsuz dişli redüktörler Konik dişli redüktörler Planet dişli
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı
 Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
SKF Solution Factory İstanbul, TR
 SKF Solution Factory İstanbul, TR SF Müdürü: Burak Kasımoğlu Lokasyon: Merkez Mah. Sanayi Cd. No:23 Giris Kat 34197 Yenibosna - Istanbul Kuruluş : Eylül 2010 Kapalı Alan : 1300 m 2 Çalışan Sayısı :5 Tesis
SKF Solution Factory İstanbul, TR SF Müdürü: Burak Kasımoğlu Lokasyon: Merkez Mah. Sanayi Cd. No:23 Giris Kat 34197 Yenibosna - Istanbul Kuruluş : Eylül 2010 Kapalı Alan : 1300 m 2 Çalışan Sayısı :5 Tesis
ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN
 ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN YAKIN GELECEK 2018 Sanayide kullanılacak robot sayısı yaklaşık 3 milyon olacak. Birbirine bağlı cihaz sayısı 13 milyardan 29 milyara çıkacak.
ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN YAKIN GELECEK 2018 Sanayide kullanılacak robot sayısı yaklaşık 3 milyon olacak. Birbirine bağlı cihaz sayısı 13 milyardan 29 milyara çıkacak.
REXAM KALĐTE KAIZEN
 REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
HİKAYEMİZ. RobCell Robotik Mekatronik Mühendislik Teknolojileri A.Ş
 HİKAYEMİZ Robcell Robotik Mekatronik Mühendislik Teknolojileri A.Ş, 2017 yılında Bursa da robotik ve mühendislik sektöründe faaliyete başladı. Teknoloji bir fikir değil, fikri elde etme yoludur dedik ve
HİKAYEMİZ Robcell Robotik Mekatronik Mühendislik Teknolojileri A.Ş, 2017 yılında Bursa da robotik ve mühendislik sektöründe faaliyete başladı. Teknoloji bir fikir değil, fikri elde etme yoludur dedik ve
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
HAVACILIK SEKTÖRÜNDE BİR ÜRETİM UYGULAMASI
 HAVACILIK SEKTÖRÜNDE BİR ÜRETİM UYGULAMASI - AFT SHAFT CELL- 1of 66 Parçaların Kalite Gereklilikleri Klaslı ve teknik plan onaylı delik grupları Müşteri tarafından istenen ölçümler. (klasik ölçüm, fpi,
HAVACILIK SEKTÖRÜNDE BİR ÜRETİM UYGULAMASI - AFT SHAFT CELL- 1of 66 Parçaların Kalite Gereklilikleri Klaslı ve teknik plan onaylı delik grupları Müşteri tarafından istenen ölçümler. (klasik ölçüm, fpi,
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
Simoto, seri imalat işlerinin yanı sıra aynı zamanda teknik ekibi ile müşterilerine özel otomasyon hizmeti de vermektedir.
 Akıllı Otomasyonlar Simoto, seri imalat işlerinin yanı sıra aynı zamanda teknik ekibi ile müşterilerine özel otomasyon hizmeti de vermektedir. Üretimde standart kaliteyi yakalama, maliyet düşürme ve yığın
Akıllı Otomasyonlar Simoto, seri imalat işlerinin yanı sıra aynı zamanda teknik ekibi ile müşterilerine özel otomasyon hizmeti de vermektedir. Üretimde standart kaliteyi yakalama, maliyet düşürme ve yığın
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED)
") Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR
 BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Teknik Bülten. Şirket İçi Gizli TB Hav (tiftik) Önleme Modifikasyonu Bacalı Kurutucular
 Önleme Modifikasyonu Bacalı Kurutucular") Hav (tiftik) Önleme Modifikasyonu Bacalı Kurutucular Etkilenen ürünler: Aksiyon Bacalı Kurutucular Modifikasyon Tambur ve arka paneli 2015 versiyonuna uygun hale getiriniz. Platform: Tüm 5Kg, 6Kg, 7Kg,
Hav (tiftik) Önleme Modifikasyonu Bacalı Kurutucular Etkilenen ürünler: Aksiyon Bacalı Kurutucular Modifikasyon Tambur ve arka paneli 2015 versiyonuna uygun hale getiriniz. Platform: Tüm 5Kg, 6Kg, 7Kg,
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
SHEET-POCKET TM. TELESKOPİK KAPAKLAR Özel Ürünler.
 SHEET-POCKET TM SHEET-POCKET teleskopik kapak çözümü y ekseninde (dikey) yatay işleme merkezlerinde kullanılan en efektif çözümdür. Makina konstrüksiyonundan bağımsız olarak, komple kapalı bir şekilde
SHEET-POCKET TM SHEET-POCKET teleskopik kapak çözümü y ekseninde (dikey) yatay işleme merkezlerinde kullanılan en efektif çözümdür. Makina konstrüksiyonundan bağımsız olarak, komple kapalı bir şekilde
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
KALIPTAN DÜŞME KAYNAKLI KAPI HURDALARININ SIFIRLANMASI
 KALIPTAN DÜŞME KAYNAKLI KAPI HURDALARININ SIFIRLANMASI 1.ADIM-KONU SEÇİMİ 2014 Yılı Kapı Poliüretan Bölümü Loss-Cost Matrisi Scrap (Hurda) 2,1 10,7 Conumable material (sarf malzeme) Energy 0,34 0,32 1,4
KALIPTAN DÜŞME KAYNAKLI KAPI HURDALARININ SIFIRLANMASI 1.ADIM-KONU SEÇİMİ 2014 Yılı Kapı Poliüretan Bölümü Loss-Cost Matrisi Scrap (Hurda) 2,1 10,7 Conumable material (sarf malzeme) Energy 0,34 0,32 1,4
Problem Çözme Rehberi. Orhan Çevik İstanbul, 19 Mayıs 2015
 Problem Çözme Rehberi Orhan Çevik İstanbul, 19 Mayıs 2015 Yol Haritası 1 Problemi Anla 2 Ürünü/Süreci Tanı/Anla 3 Potansiyel Sebepleri Belirle 4 Sebepleri Doğrula ve Önceliklendir 5 Çözümleri Geliştir
Problem Çözme Rehberi Orhan Çevik İstanbul, 19 Mayıs 2015 Yol Haritası 1 Problemi Anla 2 Ürünü/Süreci Tanı/Anla 3 Potansiyel Sebepleri Belirle 4 Sebepleri Doğrula ve Önceliklendir 5 Çözümleri Geliştir
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
EATON-HEMA 4106 ŞANZUMAN
 1 / 6 19.11.2018 EATON-HEMA 4106 ŞANZUMAN HM-8880093 HEMA GRUP MİLİ - BOŞ ÇIPLAK 8876188 12*18 DİŞ 455.00 TL HM-8877808 HEMA PRİZDİREK MİLİ - FATİH İNT. 8871475 HM-8877812 HEMA PRİZDİREK MİLİ - CARGO İNT.
1 / 6 19.11.2018 EATON-HEMA 4106 ŞANZUMAN HM-8880093 HEMA GRUP MİLİ - BOŞ ÇIPLAK 8876188 12*18 DİŞ 455.00 TL HM-8877808 HEMA PRİZDİREK MİLİ - FATİH İNT. 8871475 HM-8877812 HEMA PRİZDİREK MİLİ - CARGO İNT.
REDÜKTOR & DİŞLİ İMALATI. Ürün Kataloğu
 REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
Yönetim Sistemleri Eğitimleri
 Yönetim Sistemleri Eğitimleri ISO 9001-2008 /2015 EĞİTİMİ Kuruluşlarında kalite yönetim sistemi kuracak, geliştirecek ve/veya uygulayacak katılımcılara kalitenin tanımlarını ve kalite yönetim prensiplerini
Yönetim Sistemleri Eğitimleri ISO 9001-2008 /2015 EĞİTİMİ Kuruluşlarında kalite yönetim sistemi kuracak, geliştirecek ve/veya uygulayacak katılımcılara kalitenin tanımlarını ve kalite yönetim prensiplerini
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
MESA İMALAT. Siyah İnci Kalite Çemberi
 MESA İMALAT Siyah İnci Kalite Çemberi SİYAH İNCİ KALİTE ÇEMBERİ Sunum Planı Çember Oluşum Süreci Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Araştırmalar Problemin Kaynağı Hedefimiz Mevcut
MESA İMALAT Siyah İnci Kalite Çemberi SİYAH İNCİ KALİTE ÇEMBERİ Sunum Planı Çember Oluşum Süreci Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Araştırmalar Problemin Kaynağı Hedefimiz Mevcut
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
Dikiş Prosesinde Makine İşletim Maliyeti Azaltma Ve Hurdaların Düşürülmesi. Hayat Kurtarır. 27.04.2015 Cengizhan ÇIRAK TRS IE&Bakım Lideri
 Dikiş Prosesinde Makine İşletim Maliyeti Azaltma Ve Hurdaların Düşürülmesi 27.04.2015 Cengizhan ÇIRAK TRS IE&Bakım Lideri Hayat Kurtarır Autoliv Türkiye Özet Ürün Grupları: Emniyet kemeri(trs), hava yastığı(tra),
Dikiş Prosesinde Makine İşletim Maliyeti Azaltma Ve Hurdaların Düşürülmesi 27.04.2015 Cengizhan ÇIRAK TRS IE&Bakım Lideri Hayat Kurtarır Autoliv Türkiye Özet Ürün Grupları: Emniyet kemeri(trs), hava yastığı(tra),
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
SEÇİL KAUÇUK. Çözüm Avcıları Kalite Çemberi
 SEÇİL KAUÇUK Çözüm Avcıları Kalite Çemberi Pres Bölümü Kalite Çemberi ÇÖZÜM AVCILARI ÇEMBER ÜYELERİ GENEL BİLGİLERİ ADI SOYADI ÇEMBERDEKİ GÖREVİ YAŞI EĞİTİM DURUMU FABRİKADAKİ GÖREVİ GENEL İŞ TECRÜBESİ
SEÇİL KAUÇUK Çözüm Avcıları Kalite Çemberi Pres Bölümü Kalite Çemberi ÇÖZÜM AVCILARI ÇEMBER ÜYELERİ GENEL BİLGİLERİ ADI SOYADI ÇEMBERDEKİ GÖREVİ YAŞI EĞİTİM DURUMU FABRİKADAKİ GÖREVİ GENEL İŞ TECRÜBESİ
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Eğitim. Eğitimin Hedefi
 Eğitim Müfredatı Eğitim Otomobil servislerinde yapılan kaporta hasar tespiti ve kaporta onarımlarının üretici standartlarında gerçekleştirilmesi için gelişen kaporta ve boya teknolojileri hakkında bilgi
Eğitim Müfredatı Eğitim Otomobil servislerinde yapılan kaporta hasar tespiti ve kaporta onarımlarının üretici standartlarında gerçekleştirilmesi için gelişen kaporta ve boya teknolojileri hakkında bilgi
KAİZEN. Marmara üniversitesi Sosyal Bilimler Enstitüsü İleri Üretim Teknikleri Dersi. Hazırlayan: Mine Bihter ONUR
 KAİZEN Marmara üniversitesi Sosyal Bilimler Enstitüsü İleri Üretim Teknikleri Dersi Hazırlayan: Mine Bihter ONUR Kaizen Kavramı Kai Zen İyi Değişim Kaizen :Japonca iyiye doğru değişim anlamına gelir. Kaizen
KAİZEN Marmara üniversitesi Sosyal Bilimler Enstitüsü İleri Üretim Teknikleri Dersi Hazırlayan: Mine Bihter ONUR Kaizen Kavramı Kai Zen İyi Değişim Kaizen :Japonca iyiye doğru değişim anlamına gelir. Kaizen
Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK )
") 1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
12UY Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi
 Belgelendirme Programının Adı 12UY0087-4 Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
Belgelendirme Programının Adı 12UY0087-4 Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
BOZKURT MAKİNA. Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI
 BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
TREX OEE EL KİTABI OEE EL KİTABI. Eğitim Danışmanlık. www.trex.com.tr OTONOM BAKIM POKA YOKE KAIZEN SMED ÖNLEYİCİ OEE BAKIM PROAKTİF BAKIM
 KAIZEN OTONOM BAKIM POKA YOKE 5S SMED OEE PROAKTİF BAKIM ÖNLEYİCİ BAKIM Eğitim Danışmanlık Eğitim Danışmanlık 1 2 3 4 5 Makinelerimizde her gün karşılaştığımız örnek olayların kayıplar ile olan ilişkileri;
KAIZEN OTONOM BAKIM POKA YOKE 5S SMED OEE PROAKTİF BAKIM ÖNLEYİCİ BAKIM Eğitim Danışmanlık Eğitim Danışmanlık 1 2 3 4 5 Makinelerimizde her gün karşılaştığımız örnek olayların kayıplar ile olan ilişkileri;
Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
EVYAP. Çözüm Üretim Kalite Çemberi
 EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
Çelik frezeleme Kalite GC1130
 Çelik frezeleme Kalite GC1130 Gelişmiş çelik frezeleme Zertivo kalite GC1130 ile içiniz rahat eder En yaygın frezeleme sorunları arasında takım ömrünü kısaltarak üretimde istikrarsızlığa neden olan pullanma
Çelik frezeleme Kalite GC1130 Gelişmiş çelik frezeleme Zertivo kalite GC1130 ile içiniz rahat eder En yaygın frezeleme sorunları arasında takım ömrünü kısaltarak üretimde istikrarsızlığa neden olan pullanma
OPTİK GÖRÜNTÜLEME YÖNTEMİ KULLANAN BİR PARÇA BOYUTLANDIRMA SİSTEMİNİN TASARIMI VE PROTOTİP İMALATI. Aralık-2011
 OPTİK GÖRÜNTÜLEME YÖNTEMİ KULLANAN BİR PARÇA BOYUTLANDIRMA SİSTEMİNİN TASARIMI VE PROTOTİP İMALATI Aralık-2011 TASARIM SÜRECİ Bu süreç de, yapılacak olan ürün tüm detayları ile tasarlanmıştır. Kullanılacak
OPTİK GÖRÜNTÜLEME YÖNTEMİ KULLANAN BİR PARÇA BOYUTLANDIRMA SİSTEMİNİN TASARIMI VE PROTOTİP İMALATI Aralık-2011 TASARIM SÜRECİ Bu süreç de, yapılacak olan ürün tüm detayları ile tasarlanmıştır. Kullanılacak
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S
 GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV...
 INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA... 1 2 - REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV... 2 3 4 5 3 - İZMİR KALIP FABRİKA A - KALIP İŞLETMESİ... B - PRES
INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA... 1 2 - REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV... 2 3 4 5 3 - İZMİR KALIP FABRİKA A - KALIP İŞLETMESİ... B - PRES
RTR100HD HANDLE CONTROL PARTS
 1 HANDLE CONTROL PARTS 6 104 - BENZİNLİ ÇAPA MAKİNASI 101 Kavrama Kolu 102 Gaz Kolu 103 Civata M6X20 105 Gaz Kablosu 106 Emniyet Mandalı 112 Geri Vites Veya Debriyaj Mandalı 113 Pim 7X24 114 Pim 10X24
1 HANDLE CONTROL PARTS 6 104 - BENZİNLİ ÇAPA MAKİNASI 101 Kavrama Kolu 102 Gaz Kolu 103 Civata M6X20 105 Gaz Kablosu 106 Emniyet Mandalı 112 Geri Vites Veya Debriyaj Mandalı 113 Pim 7X24 114 Pim 10X24
Yüz güldüren hizmet için...
 Yüz güldüren hizmet için... HAKKIMIZDA Şener Otomotiv olarak otomotiv, savunma sanayi ve makine sektörüne hizmet vermek amacıyla 1983 yılında İstanbul Balat da kurulmuş ve şu anda 3500m2 kapalı alana sahip
Yüz güldüren hizmet için... HAKKIMIZDA Şener Otomotiv olarak otomotiv, savunma sanayi ve makine sektörüne hizmet vermek amacıyla 1983 yılında İstanbul Balat da kurulmuş ve şu anda 3500m2 kapalı alana sahip
BUTİK HAT TASARIM, ÜRETİM ve KURULUMLARI (AGV, ANDON, Poka-Yoke, Manipülatörler destekli)
") BUTİK HAT TASARIM, ÜRETİM ve KURULUMLARI (AGV, ANDON, Poka-Yoke, Manipülatörler destekli) 1 İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre tamamen butik üretim hatları tasarlıyor, üretiyor, kuruyor
BUTİK HAT TASARIM, ÜRETİM ve KURULUMLARI (AGV, ANDON, Poka-Yoke, Manipülatörler destekli) 1 İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre tamamen butik üretim hatları tasarlıyor, üretiyor, kuruyor
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
HBM-5T 130 LUK CNC BORVERK
 Opsiyonel 15 ton kapasiteli iş masası olan tezgahlarda X-ekseninde 3 sıra yatak vardır. HBM-5T 130 LUK CNC BORVERK 60 takımlık magazin, HBM-5T nin opsiyonel olarak alınabilir aksesuarlarındandır. Kollu
Opsiyonel 15 ton kapasiteli iş masası olan tezgahlarda X-ekseninde 3 sıra yatak vardır. HBM-5T 130 LUK CNC BORVERK 60 takımlık magazin, HBM-5T nin opsiyonel olarak alınabilir aksesuarlarındandır. Kollu
SERVO MOTOR TAMİRİ PLC TAMİRİ AC/DC SÜRÜCÜ TAMİRİ OPERATÖR PANEL TAMİRİ ENDÜSTRİYEL PC TAMİRİ ELEKTRONİK KART TAMİRİ
 SERVO MOTOR TAMİRİ PLC TAMİRİ AC/DC SÜRÜCÜ TAMİRİ OPERATÖR PANEL TAMİRİ ENDÜSTRİYEL PC TAMİRİ ELEKTRONİK KART TAMİRİ BİZ KİMİZ? Biz Kimiz? SERMOT Endüstriyel Otomasyon San. Tic. A.Ş. alanında uzman kadrosu
SERVO MOTOR TAMİRİ PLC TAMİRİ AC/DC SÜRÜCÜ TAMİRİ OPERATÖR PANEL TAMİRİ ENDÜSTRİYEL PC TAMİRİ ELEKTRONİK KART TAMİRİ BİZ KİMİZ? Biz Kimiz? SERMOT Endüstriyel Otomasyon San. Tic. A.Ş. alanında uzman kadrosu
GEÇERLİ DOKÜMAN LİSTESİ (FORMLAR)
") Düzeltici Önleyici Faaliyet Takip Çizelgesi FR-01 01.02.2001 4 26.11.2011 Kaynak eklendi. Tedarikçi Değerlendirme FR-02 31.03.2005 2 23.12.2010 Onaylı Tedarikçi Performans Takip FR-03 31.01.2006 4 27.12.2011
Düzeltici Önleyici Faaliyet Takip Çizelgesi FR-01 01.02.2001 4 26.11.2011 Kaynak eklendi. Tedarikçi Değerlendirme FR-02 31.03.2005 2 23.12.2010 Onaylı Tedarikçi Performans Takip FR-03 31.01.2006 4 27.12.2011
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Hata /Kaza. İstenen sonuca gidiş istenen performans
 HASTA GÜVENLİĞİ Sağlık hizmetlerinde hasta güvenliği, sağlık bakım hizmetlerinin sunum süresince hastaya zarar verilmesini önlemek amacıyla kuruluş ve çalışanlar tarafından alınan önlemlerdir Amaç hataları
HASTA GÜVENLİĞİ Sağlık hizmetlerinde hasta güvenliği, sağlık bakım hizmetlerinin sunum süresince hastaya zarar verilmesini önlemek amacıyla kuruluş ve çalışanlar tarafından alınan önlemlerdir Amaç hataları
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme